Сварочный трансформатор
Сварочный трансформатор как источник питания переменного тока наиболее надёжен и дешев. При сварке в основном используются силовые понижающие трансформаторы для получения больших токов.
На переменном токе не горят электроды с основным покрытием, применяемые к ответственным конструкциям.
При сварке под флюсом применяют трансформатор, так как дуга хорошо горит.
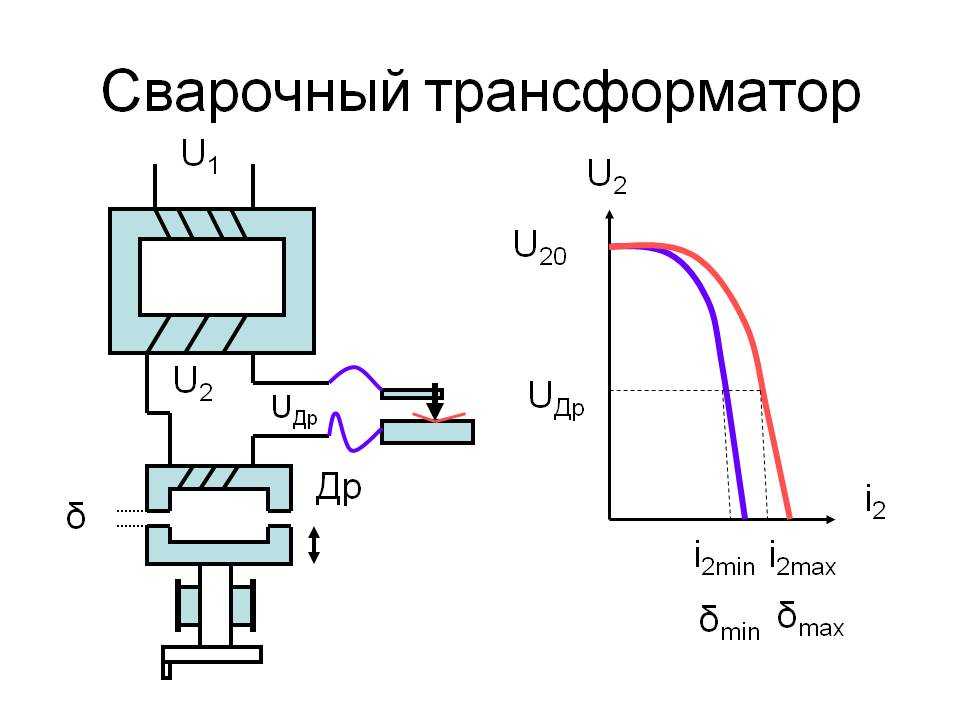
Рассмотрим сварочный трансформатор с реактивными катушками (дроссель).
Для упрощения анализа работы трансформатора пренебрегают магнитными потерями в сердечнике и других стальных деталях. Не учитывают насыщение сердечника трансформатора.
Для создания падающей характеристики (РДС) в цепь вторичной обмотки сварочного трансформатора включается дроссель с изменяющимся воздушным зазором сердечника. Чем больше сопротивление, тем меньше магнитный поток.
Сварочный трансформатор имеет 3 режима работы:
1. Режим холостого хода: первичная обмотка трансформатора подключена к сети, и по ней течёт ток .
Намагничивающая сила создаёт магнитный поток:
Поток замыкается по сердечнику и наводит ЭДС:
Ф –магнитный поток сердечника.
– замыкаются не по сердечнику, а через воздух, т.е. потери.
Проще всего увеличить частоту, тогда сечение сердечника можно уменьшить.
В первичной обмотке U1 расходуется на создание Е1 и потери на активное сопротивление обмотки:
Так как R1 значительно меньше Х1, то можно записать, что
или ,
т.е., измерив ток, можно узнать величину индуктивного сопротивления обмотки.
2. Режим нагрузки
Горит дуга, по вторичной обмотке протекает ток .
Намагничивающая сила создаёт магнитный поток:
, который направлен навстречу потоку и размагничивает его, уменьшая поток сердечника, но при этом нарушается электрическое равновесие трансформатора. Поток уменьшается, и уменьшается, а ток
возрастает до рабочего тока. Увеличивается поток первичной обмотки и компенсирует действие вторичной:
.
Поток в сердечнике восстанавливается до прежней величины за счёт увеличения тока, потребляемого из сети.
Получим мощность за вычетом всех потерь.
В сварочной цепи, при этом, в режиме холостого хода было:
.
По второму закону Кирхгофа обойдём по часовой стрелке вторичную цепь:
Так как , то их можно отбросить.
В дросселе течёт ток и создаёт намагничивающую силу.
Наличие дросселя с обмоткой, включенной последовательно с дугой, можно записать:
, т.е. наличие дросселя приводит к уменьшению напряжения на дуге и, следовательно, тока .
3. Режим короткого замыкания:
,
т.е. ток короткого замыкания определяется ЭДС-2 и индуктивным сопротивлением обмотки дросселя.
Характеристика источника питания стала падающей формы:
Падающая характеристика источника формируется из-за того, что на обмотке дросселя происходит падение напряжения:
Меняя сопротивление дросселя, можно менять ток короткого замыкания и ток дуги. Для этого нужно изменить число витков дросселя, либо изменить величину воздушного зазора .
Для этого нужно изменить число витков дросселя, либо изменить величину воздушного зазора .
При увеличении сопротивление магнитного потока возрастает, уменьшается: .
При наибольшем воздушном зазоре ток будет максимальным, при наименьшем – минимальным.
Трансформаторы с повышенным рассеянием типа ТД-500, ТД-300.
Самые распространённые источники питания – источники питания переменного тока. Если создаём падающую характеристику за счёт введения дросселя и все потери осуществляются на нём, то в трансформаторах с повышенным рассеянием потери конструктивно увеличиваются в самих обмотках.
Размеры сердечника (магнитного провода) делают увеличенными, и обмотки разбиваем на две части и мотаем одну часть.
Этим мы увеличиваем потоки рассеяния.
И в случае с дросселем, и в случае с трансформатором с повышенным рассеянием большая часть энергии для создания падающей характеристики расходуется впустую. Однако, стоимость сварочных трансформаторов в 5-10 раз ниже стоимости современного выпрямителя.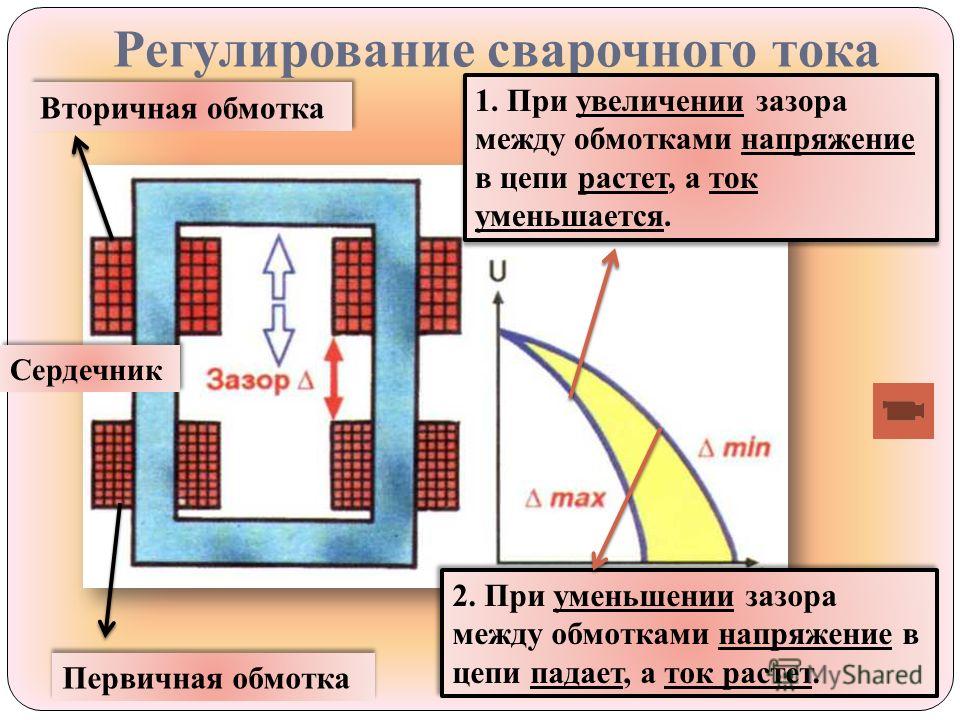
Также по теме:
Тиристорный выпрямитель. Сварочные выпрямители на тиристорах и диодах.
Способы контактной сварки. Классификация и описание способов контактной сварки.
Принцип работы сварочного трансформатора
Регулировка тока в сварочном трансформаторе осуществляется по двум основным схемам:
- Устройство и классификация трансформаторов, применяемых в сварочных аппаратах
- Назначение сварочного трансформатора
- Сварочные трансформаторы переменного тока
- Сварочные трансформаторы постоянного тока
- Сварочный трансформатор ВДМ
- Устройство аппарата
- Принцип действия
- Значение силы тока трансформатора
- Мощность трансформатора
- Показатели напряжения
- Продолжительность нагрузки
- Функции современных трансформаторов для сварки
- Особенности профессиональных трансформаторов
- Особенности универсальных трансформаторов для сварки
- Плюсы трансформаторов
- Минусы трансформаторов
- Источники:
- В первом случае применяется трансформатор с нормальным рассеянием магнитного поля, которое осуществляется совмещённым или отдельным дросселем.

- Во втором случае регулировка гаджета осуществляется за счет управления рассеянием магнитного поля. Этот процесс может осуществляться следующими методами:

- изменением размеров воздушного промежутка между первичной и вторичной обмотками;
- согласованным изменением числа витков первичной и вторичной обмоток;
- применением подмагничиваемого шунта. Он изменяет магнитную проницаемость между стержнями магнитопровода, чем и осуществляется регулировка сварочного тока.
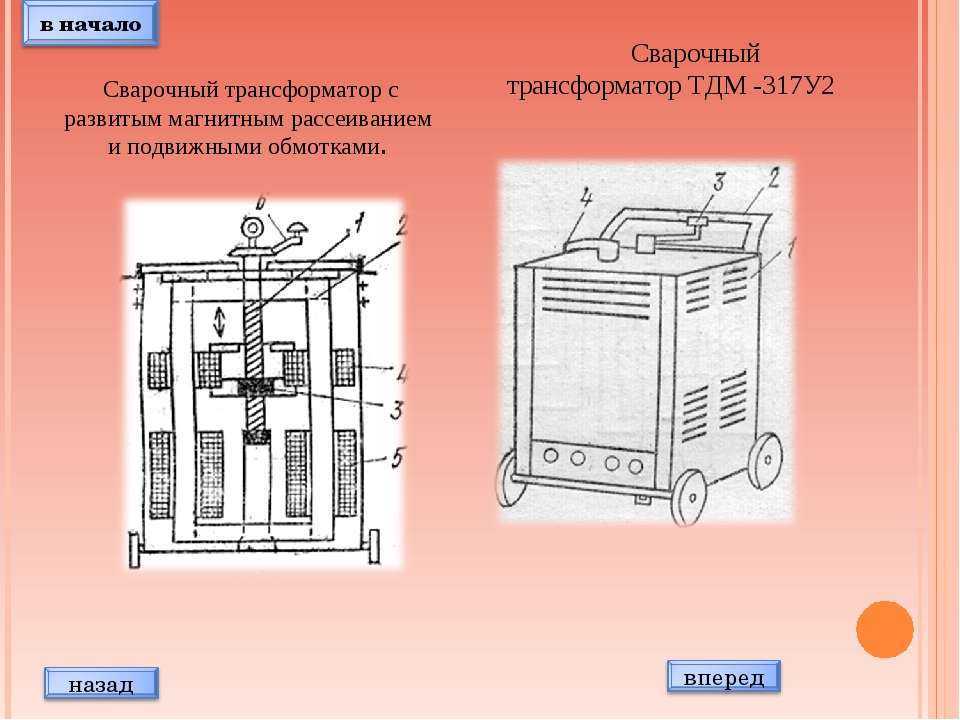
Конструкция и органы управления однопостовым сварочным трансформатором с подвижными обмотками (т. е. работающим по первой схеме) приведены на рисунке.
Магнитопровод с катушками и механизмами помещается в защитный кожух, который имеет жалюзи для охлаждения. Регулировка величины сварочного тока в таком СТ осуществляется с помощью подвижной обмотки, которая перемещается посредством ходовой гайки и вертикального винта с ленточной резьбой.
Сварочные провода подключаются к специальным зажимам. СТ представляет собой массивную конструкцию (очень тяжёлый сердечник). Поэтому, для погрузо-разгрузочных работ, он оснащён рым-болтом, а для перемещения по рабочему объекту – транспортной тележкой и ручкой.
Устройство и классификация трансформаторов, применяемых в сварочных аппаратах
Любой трансформатор для сваривания металлических различных элементов состоит из:
- Магнитопровода;
- Изолированную первичную обмотку;
- Вторичная обмотка;
- Вентилятор, для охлаждения.
В зависимости от сварочных работ происходит и управление процессом сварки,все сварочные агрегаты делятся аппараты переменного и постоянного тока. Конечно же, сам трансформатор не может работать на постоянном токе поэтому сам процесс выпрямления осуществляется после понижения напряжения. Для этого применяются:
- управляемые тиристоры, которые непросто дают постоянный ток для сварки элементов, но осуществляют изменение силы тока во время этого процесс;
- неуправляемые вентили диоды, вместе с дросселем.
Назначение сварочного трансформатора
Сварочный понижающий трансформатор является ключевым элементом, создающим дугу во время сварки металлических деталей. Напряжение на выходе этого понижающего устройства, работающего в режиме короткого замыкания, допускается не более 80 Вольт. Для процесса ручной дуговой сварки обязательно нужны электроды. Бытовые трансформаторы для дома выполнены по однофазной схеме обладают небольшими токами при сваривании. Главное, в бытовых условиях также стоит следить и за наличием хорошего контакта в розетке, так как токи в первичной обмотке для квартир и домов тоже очень существенны и не каждая розетка их выдержит.
Сварочные трансформаторы переменного тока
Такая конструкция считается самой не дорогой, но в то же время обладающей неплохими характеристиками сварки чёрных металлов. Для того чтобы регулировать ток и соответственно дугу во время этого процесса сварочный агрегат оборудован раздвижной системой, увеличивающей расстояние между катушками, а также площадь сердечника. Они из-за своей ценовой категории очень распространены на производстве, особенно в цехах с устаревшим оборудованием. Обладают довольно крупными размерами и зачастую устанавливаются стационарно.
Они из-за своей ценовой категории очень распространены на производстве, особенно в цехах с устаревшим оборудованием. Обладают довольно крупными размерами и зачастую устанавливаются стационарно.
И также как регулятор тока для сварочного аппарата, применяются отдельно расположенные дросселя, который добавляет индуктивности в цепь. Самый простой способ, но самый эффективный, регулировки напряжения и силы тока во время выполнения сварочных работ — это вывод нескольких контактных точек со вторичной обмотки. Кончено же, плавности изменения силы дуги в таком аппарате не получится добиться.
Сварочные трансформаторы постоянного тока
Такие приборы более эффективны для сваривания различных материалов обладают меньшими габаритами и плавным регулированием силы тока. Любой трансформатор не может работать на постоянном токе, это факт. На рисунке показана простейшая схема такого агрегата, которую можно сделать и своими руками. Она гарантирует стабильные выходные характеристики сварочного тока и дуги, которая является ключевым аспектом любой сварки.
Сварщики знают, что при работе от положительного зажима выделяется больше тепла, чем от отрицательного. Следовательно для разной толщины металла стоит вырабатывать свою методику. Существуют и новые разработки в этой отрасли так называемые сварочные аппараты инверторного типа. Трансформатор здесь работает на повышенных частотах, что даёт возможность снизить и габариты устройства, его вес, и токи первичной обмотки без последствий для создания качественной дуги.
Сварочный трансформатор ВДМ
Аппараты ВДМ производственного сварочного многопостового выпрямителя, устанавливается зачастую стационарно и предназначен для сварочных постов дуговой электросварки с помощью металлического электрода. Очень часто ВДМ подключаются к трёхфазной сети 380 Вольт. Во взрывоопасной среде, насыщенной пылью разной фракции, или же содержащей едкие газовые пары, разрушающие сталь и изоляцию, эксплуатация строго запрещена. Конструктивно в ВДМ есть возможность регулировать величину тока реостатом и дросселем.
Устройство аппарата
В основе типового трансформатора заключается металлический сердечник с обмотками из тонкой проволоки (алюминиевой или медной). Обмотки имеют два уровня – первичный и вторичный. Соответственно, одна обмотка подключается к сетевому питанию, а вторая обеспечивает энергией электрод. Первичный уровень образуют две катушки, неподвижно зафиксированные внизу сердечника. Что касается вторичной обмотки, то и она образуется парой катушек, но также предусматривается возможность ее перемещения относительно сердечника.
С точки зрения внешнего устройства, сварочный трансформатор – это металлический короб, который имеет широкую инфраструктуру для электротехнического подключения. Как правило, в устройстве предусматриваются также средства предохранения, защита от замыканий и выводы для соединения с заземляющими элементами. Для удобной работы с трансформатором в конструкции также присутствуют рукоятки, эргономичные регуляторы, а в новейших моделях и цифровые панели управления.
Принцип действия
Исходить следует из того, что главная задача таких приборов заключается в преобразовании энергии для последующего энергоснабжения сварочной рабочей оснастки. Попадая на первичный уровень обмотки, исходный ток преобразуется в электромагнитную энергию, после чего поступает во вторичную обмотку. В процессе этого перехода сокращается показатель напряжения. Действие этого регуляционного принципа сварочного трансформатора обусловлено конструкционными особенностями катушек.
Поскольку на второй обмотке меньше витков, при поступлении в нее тока происходит снятие лишнего напряжения до необходимого показателя. Иными словами, обычный сетевой ток трансформируется в сварочный ток. Разумеется, величина данной коррекции условна, поскольку не существует четкого понятия тока, требуемого для сварочных работ. Оператор может регулировать зазор между катушками, тем самым настраивая характеристики на нужную величину в соответствии с выполняемой задачей.
Значение силы тока трансформатора
Существует прямая зависимость возможностей термической обработки металлических изделий от применяемой силы тока. В качестве расчетного параметра обычно используется толщина электрода. Усредненный диапазон составляет 5-10 мм. Такие электроды можно использовать в сварке силовой несущей конструкции с решетками, рамами и толстыми прутьями. В данном случае сила тока сварочного трансформатора может составлять 140-160 А.
В качестве расчетного параметра обычно используется толщина электрода. Усредненный диапазон составляет 5-10 мм. Такие электроды можно использовать в сварке силовой несущей конструкции с решетками, рамами и толстыми прутьями. В данном случае сила тока сварочного трансформатора может составлять 140-160 А.
Это оптимальная величина для средних рабочих операций, в которых, к слову, важна не только мощность. Например, тот же уровень тока при эксплуатации небольших аппаратов с рутиловыми электродами толщиной до 10 мм не столько обеспечит силовую поддержку термического заряда, сколько обусловит стабильность горения дуги. В некоторых случаях повышение данного показателя также способствует легкому удалению шлака.
Мощность трансформатора
Мощностный диапазон в среднем варьируется от 2,5 до 20 кВт и более. На что влияет данная характеристика сварочного трансформатора? Вопреки распространенному мнению, мощность в данном случае не указывает на способности оборудования работать с теми или иными заготовками. Как уже отмечалось выше, производительность в большей степени зависит от силы тока. Однако, мощность определяет энергетический потенциал устройства с точки зрения возможностей обслуживания определенных задач с подключением силы тока конкретной величины.
Как уже отмечалось выше, производительность в большей степени зависит от силы тока. Однако, мощность определяет энергетический потенциал устройства с точки зрения возможностей обслуживания определенных задач с подключением силы тока конкретной величины.
В качестве примера стоит рассмотреть один из самых мощных на российском рынке профессиональных сварочных трансформаторов – «ТДМ-402» от предприятия «Уралтермосвар». Его мощностный показатель составляет 26,6 кВт. Именно благодаря этой величине данный преобразователь позволяет работать с силой тока в диапазоне от 70 до 460 А. Очевидно, что вырастают и требования к напряжению – используется трехфазная сеть на 380 В.
Что это дает на практике? Аппарат позволяет работать при интенсивных нагрузках с повышенной силой тока в длительных временных сеансах. Если бы речь шла об аналогичных рабочих показателях, но с меньшей мощностью, то в процессе выполнения тех же операций оборудование могло бы перегреваться и в принципе не поддерживать достаточную производительность.
Показатели напряжения
Грубо говоря, весь ассортимент условно делится на модели, работающие от однофазных сетей, и аппараты, подключающиеся к трехфазным линиям энергоснабжения, как в случае с версией «ТДМ-402». Соответственно, первые работают под напряжением в 220 В, а вторые – 380 В. Очевидно, что однофазная сеть менее требовательна к мощностям и покрывает ресурсы, которые задействуются в мелких операциях. Такие модели подойдут скорее для гаражно-дачных работ.
Однако есть и промежуточная группа аппаратов с «плавающим» напряжением. Сварочные трансформаторы этого типа могут подключаться к сетям обоих видов. Причем данная особенность важна и для рядовых пользователей, и для специалистов. Речь идет даже не столько об универсальности, сколько о преимуществах, которые дает возможность работы от разных источников.
Например, при наличии двух сетей владелец аппарата с номинально небольшими характеристиками выиграет от подключения к сети на 380 В, так как на фоне сбалансированного распределения нагрузки будут отсутствовать скачки напряжения. Что касается владельцев профессионального оборудования, то в их случае подключение к однофазной сети будет выгоднее при работе на минимальной рабочей нагрузке.
Что касается владельцев профессионального оборудования, то в их случае подключение к однофазной сети будет выгоднее при работе на минимальной рабочей нагрузке.
Продолжительность нагрузки
Коэффициент продолжительности нагрузки (ПН) указывает на способность аппарата работать определенный промежуток времени без необходимости отключения. Под отключением понимается вынужденный перерыв, связанный с перегревом или электрическими перегрузками. Продолжительность нагрузки сварочного трансформатора – это процентная величина, представляющая долю рабочего времени из 10-минутного интервала. Иными словами, сколько условных минут сможет проработать конкретный прибор без остановки из 10 мин. Диапазон ПН варьируется от 10 до 90% в зависимости от модели.
Но возможен ли в принципе ПН на 100%? Стоит ли искать такие аппараты? Это невозможно и даже высокие показатели от 70-80% опытные сварщики считают маркетинговой уловкой, так как в любом случае работа в условиях перегрузок рано или поздно приведет к неполадкам в той или иной части конструкции.
Функции современных трансформаторов для сварки
Производители данного оборудования стремятся продумывать эргономичные системы управления, в которых предусматривают широкие средства настройки и регулировки рабочих параметров. Базовой функцией такого типа является возможность плавной настройки силы переменного тока с помощью контроллера на пользовательской панели сварочного трансформатора. Это же касается и выбора активной фазы напряжения – на 220 или 380 В. Для удобного отслеживания текущего состояния рабочего процесса предусматриваются индикаторы перегрева, рабочей температуры и перенапряжения.
Особенности профессиональных трансформаторов
Данный тип вспомогательного сварочного оборудования рассчитывается на повышенные нагрузки, причем не только электротехнические. В проекты таких устройств закладывается несколько уровней конструкционной защиты, которая предотвращает проникновение грязи, пыли, а иногда и воды, хотя в принципе использовать подобные аппараты даже в условиях высокой влажности запрещается. Что касается электротехнических показателей, то они выражаются в возможности подключения к трехфазным сетям и широких диапазонах настройки силы тока.
Что касается электротехнических показателей, то они выражаются в возможности подключения к трехфазным сетям и широких диапазонах настройки силы тока.
К примеру, сварочный трансформатор «ТД-500» номинально работает при 500 А, а на практике регулировка позволяет достигать и 560 А. С другой стороны, базовый уровень не опускается ниже 100 А, что ограничивает возможности применения агрегата в мелких сварочных операциях. К недостаткам промышленных преобразователей относят также массивность конструкции и высокий расход энергии.
Особенности универсальных трансформаторов для сварки
Большая часть сварочных работ производится с применением электродов, толщина которых варьируется от 2 до 10 мм. Особенно это касается мастерских, где сварка задействуется для крепления разноформатных металлических элементов. Наилучшим выбором для поддержки таких задач будет универсальный аппарат. В процессе работы сварочный трансформатор такого типа сможет обеспечить возможность качественного проплава с тонкими материалами и выполнить соединения толстых заготовок без завышения мощностей и энергоресурсов.
Что еще важно в таких моделях, это разнообразие аксессуаров, набор которых также ориентируется на производство сварки в различных условиях. Как минимум в такие комплекты входят держатели, средства заземления, щетки для снятия шлака и даже приспособления для индивидуальной защиты.
Плюсы трансформаторов
Главное преимущество – возможность удобной и точной регулировки силы тока, что очень важно для тех, кто регулярно сталкивается с необходимостью соединения металлических деталей. Причем качественный сварочный аппарат-трансформатор имеет высокую стойкость к нагрузкам разного рода, а его КПД составляет около 80%. Также по объемам потребляемой энергии такой помощник оказывает выгоднее, чем большая часть альтернативных решений для выполнения ручной сварки.
Минусы трансформаторов
В их числе организационные издержки, нестабильность дуги и высокие требования к квалификации сварщика. Повышается и процент разбрызгиваемого расплава, что также обуславливает необходимость выполнения зачистки в рабочей зоне.
Источники:
- kovka-svarka.net
- pochini.guru
- StankiExpert.ru
- amperof.ru
- tokar.guru
- proinstrumentinfo.ru
- REMOSKOP.RU
- Студопедия
- rezhemmetall.ru
- FB.ru
Понравилась статья? Расскажите друзьям:
Оцените статью, для нас это очень важно:Проголосовавших: 1 чел.
Средний рейтинг: 5 из 5.
— ваш электрический дом
Большинство доступных в настоящее время источников питания переменного тока Поэтому трансформатор для сварки используется чаще, чем мотор-генератор. Кроме того, двигатель-генератор должен постоянно находиться в рабочем положении во время сварки. Рис. Использование сварочного трансформатора
В то время как вторичный имеет большую площадь поперечного сечения и меньшее количество витков. Это обеспечивает очень высокий ток и меньшее напряжение во вторичной обмотке.
Это обеспечивает очень высокий ток и меньшее напряжение во вторичной обмотке.
Один конец вторичной обмотки соединяется со сварочным электродом, а другой конец соединяется со свариваемыми деталями. Из-за контактного сопротивления между электродом и свариваемыми деталями при протекании очень высокого тока I 2 R выделяется тепло. Это тепло очень велико. Под действием этого тепла кончик электрода плавится и заполняет зазор между двумя частями.
Обмотка, используемая для сварочного трансформатора, является высокореактивной, или может быть добавлен отдельный реактор последовательно со вторичной обмоткой.
1.1 V-I Characteristics
Volt ampere characteristics for a welding transformer is as shown in the Fig. 2.
| Fig. 2 Volt ampere characteristics for a welding transformer |
1. 2 Дроссели, используемые со сварочным трансформатором
2 Дроссели, используемые со сварочным трансформатором
Сварочный трансформатор можно использовать с различными реакторами для управления дугой. Различные методы такого контроля:
i) Дроссель с отводами : В этом случае выходной ток регулируется отводами на дросселе. Это имеет ограниченное количество текущих настроек.
| Рис. 3 Реактор. Когда расстояние между катушками большое, получаемый ток меньше.
Это регулирует шунтированный поток и, следовательно, изменяется выходной ток.
|


 Это так же просто, как отрегулировать громкость радио, так что значительные изменения выходной мощности можно произвести за секунду!
Это так же просто, как отрегулировать громкость радио, так что значительные изменения выходной мощности можно произвести за секунду!