инструкция по электродуговой сварке для начинающих
Необходимость что-то сварить обычно появляется на дачных участках и в частном доме. Каждый раз нанимать специалистов и оплачивать их работу невыгодно, поэтому лучше научиться пользоваться сварочным аппаратом самостоятельно. Лучше приобрести небольшой лёгкий инвертор, который позволит сделать аккуратный шов и без определённых навыков и умений.
- Особенности сварки
- Инструменты и экипировка
- Инструкция для начинающих
- Образование швов
Особенности сварки
Сварочный аппарат называют инвертором из-за принципа его работы. Устройство преобразует переменный ток с частотой 50 Гц в более высокочастотный, а затем в постоянный. У сварки высокий коэффициент полезного действия — свыше 85%, но при этом на счётчике показания меняются медленно.
Большинство устройств подходят для использования в бытовой сети с напряжением в 220 В, некоторые аппараты предназначены для промышленного использования. Сварка не снижает напряжение, а также она работает бесшумно, поэтому соседи не будут недовольны ремонтом. И также приборы могут функционировать при понижении мощности сети, что важно для жителей сельской местности. Инверторный сварочный аппарат для начинающих — оптимальный вариант. Он работает мягко, легко образует дугу. Устройство просто держать в руках и управлять им.
Сварка не снижает напряжение, а также она работает бесшумно, поэтому соседи не будут недовольны ремонтом. И также приборы могут функционировать при понижении мощности сети, что важно для жителей сельской местности. Инверторный сварочный аппарат для начинающих — оптимальный вариант. Он работает мягко, легко образует дугу. Устройство просто держать в руках и управлять им.
Инструменты и экипировка
Сначала необходимо подобрать сам аппарат. Не стоит выбирать дорогие модели, так как умения мастера оцениваются дороже, чем качество инструмента. Но и дешёвые модели для работы не подходят. Они обладают меньшей надёжностью, а также у них отсутствуют контуры облегчения розжига. Это делает устройство опасным в руках неопытного сварщика.
При покупке обращают внимание на диапазон регулировки тока. Для сварки и резки стали можно использовать прибор с максимальным током в 160 А, но он может перегружаться. Показатель постоянного включения определяет длительность работы аппарата, она уменьшается при увеличении тока.
Мастерам также понадобятся:
- сварочные очки или маска;
- специальная роба;
- краги из брезента.
Маска для работы — необходимое снаряжение сварщика. Она защищает лицо и глаза от ярких вспышек, искр и ультрафиолета, который образует дуга. Робу можно заменить плотной одеждой
из натурального хлопка. Перед работой нужно убрать с места сварки все легковоспламеняющиеся предметы. Розжиг дуги начинают только после того, как мастер надевает маску. Первые вспышки могут нанести серьёзный вред глазам, повредив сетчатку. Последствия ожогов проявятся не сразу, а только на следующий день.
Инструкция для начинающих
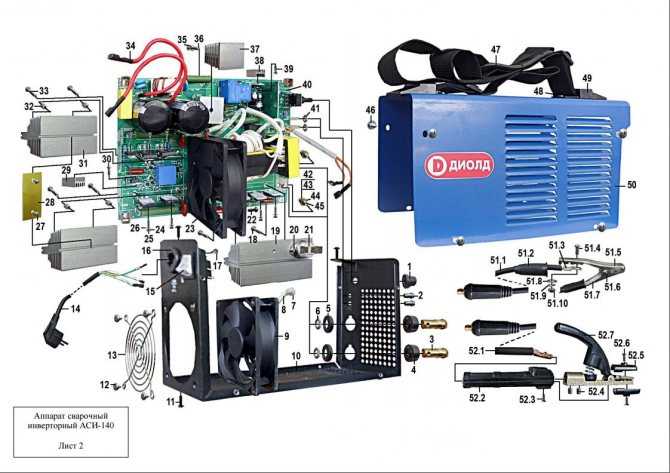
Перед началом сварки нужно разобраться со строением аппарата. Начинающий мастер не будет осматривать внутренние детали, он будет обращать внимание только на внешние элементы, с которыми нужно работать. Строение сварочного устройства:
- индикатор сети;
- датчик защиты от перегревания;
- регулировщик сварочного тока;
- два разъёма под кабель;
- решётки вентиляции для охлаждения;
- наплечный ремень.
Само устройство напоминает небольшой металлический ящик, масса которого зависит от мощности. На передней стенке находится тумблер включения, а также индикаторы перегрева и питания. Кабель электропитания подключается к задней части устройства. К разъёмам подключают кабели зажима и массы.
Между электродом и металлом образуется дуга, именно она при помощи высокой температуры расплавляет металл. Если электрод подключают к отрицательному полюсу, а детали — к положительному, то соединение называют прямым. В противоположном случае — обратным, которое используется для работы с тонкими металлами.
Если электрод подключают к отрицательному полюсу, а детали — к положительному, то соединение называют прямым. В противоположном случае — обратным, которое используется для работы с тонкими металлами.
Элемент, подключённый ко второму полюсу, быстрее нагревается. Прочные материалы нужно расплавить для образования аккуратного шва, тонкие нужно подсоединить к минусу, так как они могут перегореть.
Образование швов
В состав электрода входит сердечник и смазка, которая не позволяет кислороду попасть в область сварки. Когда сердечник и металл соединяются, образуется дуга. Смазка загорается, переходит в жидкое и газообразное состояния. Газы образуют сварную ванну, окружая область работы. Жидкость создаёт защитный слой на поверхности металла. Затем она остывает и превращается в корку на шве.
Для образования аккуратного шва нужно правильно варить сварочным аппаратом. Необходимо равномерно прогревать обе металлические части, расплавляя их на одинаковом расстоянии от края. Во время всего процесса держат электрод на одинаковом расстоянии от детали.
Необходимо равномерно прогревать обе металлические части, расплавляя их на одинаковом расстоянии от края. Во время всего процесса держат электрод на одинаковом расстоянии от детали.
Для этого его постепенно передвигают вперёд, пока он плавится. Сделать шов шире можно путём выписывания электродом фигур — зигзагов, треугольников.
Работу начинают с розжига дуги. Для этого электродом нужно несколько раз постучать или чиркнуть о деталь. Затем осваивают движения, прорисовывая прибором на металле валики или ёлочку. Мелом нужно нарисовать черту, по которой будет идти шов. В месте розжига дуги сталь покрывается шлаком, его разносят по нарисованной линии.
Электрод постоянно держат под одним углом. Расстояние между прибором и деталью должно достигать 3 мм, тогда шов будет ровным. Быстро научиться работать с металлом можно благодаря инструкции по электродуговой сварке для начинающих.
Как пользоваться и варить сварочным аппаратом: подготовка к сварке
Технология сварки известна человечеству сравнительно недавно, но вместе с этим работа со сварочным аппаратом совершила настоящую революцию в технике, строительстве и производстве. Современные технологические аппараты представлены в широком диапазоне, где предусмотрены основные и вспомогательные функционалы работоспособности оборудования, и вы можете точно узнать, как пользоваться сварочным аппаратом, но перед этим необходимо помнить некоторые правила, прежде чем приступить к работе:
Современные технологические аппараты представлены в широком диапазоне, где предусмотрены основные и вспомогательные функционалы работоспособности оборудования, и вы можете точно узнать, как пользоваться сварочным аппаратом, но перед этим необходимо помнить некоторые правила, прежде чем приступить к работе:
- Сварщик должен до начала работы с рабочим оборудованием детально изучить устройство, а также технику безопасности проведения сварочных работ.
- Рабочее место сварщика должно быть полностью освобождено от предметов и вещей, которые имеют свойство воспламеняться или представляют прямую угрозу для работы с технологическим оборудованием.
Необходимо убрать рабочее место перед сваркой
- Помещение должно иметь высокий уровень вентиляции и проветриваться в определённых условиях эксплуатации оборудования.
- Прежде чем понять, как варить сварочным аппаратом, в шаговой доступности должны располагаться доступные и эффективные средства пожаротушения.
Применение сварочного аппарата
Прежде чем приступить к работе, специалист рабочего оборудования должен знать и уметь все правила использования техники и как правильно варить сварочным аппаратом с использованием различных материалов металла и пластика. Мастер должен знать некоторые нюансы:
Мастер должен знать некоторые нюансы:
- Технологические основы производства сварочной технологии.
- Конструктивную часть оборудования, режимные настройки работы сварки, при помощи которой будет осуществляться технологическая основная часть работы.
Регламент производственных работ для сварщика предусматривает выполнение следующих операций:
- Для каждой конкретной работы подбирается соответствующая модель оборудования, а также расходных материалов (электродов по типу и по количеству).
- Необходимо умение правильно обеспечить рабочий процесс всей технологии сварки, обработки поверхности свариваемых деталей.
- Грамотное и правильное применение теории как работать сварочным аппаратом, для создания ровных и идеальных швов.
Помните, мастер может обеспечить достойное качество работы, если правильно будет подобран аппарат для сварки и на практике реализована теоретическая часть производственных работ.
Начало работы сварочным аппаратом
Категории сварочного оборудования и их предназначение
Для дугового варианта сварки используются специальные аппараты с плавящимися электродами. Процесс работы рабочим аппаратом предусматривает перемещение в ручном варианте электродов, которые являются основным технологическим инструментом проведения производственных работ.
Процесс работы рабочим аппаратом предусматривает перемещение в ручном варианте электродов, которые являются основным технологическим инструментом проведения производственных работ.
Сварка плавящимся электродом
Основные преимущества работы полуавтоматических аппаратов
Полуавтоматика остаётся приоритетным оборудованием для тех, кто хочет знать, как научиться варить сварочным инвертором, при этом положительные стороны такого оборудования в следующем:
- Высокий КПД по параметрам производительности труда.
- Сварные швы имеют идеально ровную поверхность.
- Свариваемые поверхности не должны подвергаться коррозии.
- Допускается сварка металлов, с тонкими размерными данными по толщине.
Устройство полуавтомат для проведения промышленных работ, включает в себя такие узлы и компоненты:
- Для преобразования тока используется выпрямитель.
- Мощная горелка прямого действия.
- Вилка и электрический удлинитель для подключения к обще сети электропитания.

- Комплект сварочных кабелей для присоединения источника подаваемого тока к свариваемой части поверхности, в комплект входят держатели и зажимы.
- Механизм, который приводит в действие эффект подачи плавящегося элемента.
- Баллонная конструкция для газа.
- Для подключения баллона к источнику инертного газа в конструктивной части используется рукав.
- Для общей настройки рабочего режима сварки используется встроенный блок управления.

Компоновка и прочие характеристики сварочного оборудования
Далее, чтобы понять, какой полярностью варить инвертором, укажем типы полуавтоматического аппарата по способу формирования швов:
- Для инертного газа, в т.ч. аргон, гелий и другие варианты.
- Подвид работы в сфере инертных газов – порошковая проволока.
- Под слоем компонента флюса (применяется очень редко).
Компоновка промышленного оборудования также имеет различные варианты исполнения, и как пользоваться сварочным аппаратом для полипропиленовых труб и фитингов, скажем, что есть однокорпусный вариант исполнения, который включает в себя стандартную сборку. Двухкорпусный тип сварочного оборудования предусматривает конструкцию источника выпрямленного тока с встроенным блоком управления, которые помещены в одну часть конструкции аппарата, а механизмы подачи проволоки встроены в отдельный блок конструкции промышленного оборудования. Точно такие же параметры имеет вариант установки аппарата на рабочем месте. Стационарный тип – не перемещается во время работы, то есть, установлен и закреплён в отдельном месте. Передвижной механизм имеет колеса или шасси, предназначенные для перемещения по определённой части территории.
Двухкорпусный тип сварочного оборудования предусматривает конструкцию источника выпрямленного тока с встроенным блоком управления, которые помещены в одну часть конструкции аппарата, а механизмы подачи проволоки встроены в отдельный блок конструкции промышленного оборудования. Точно такие же параметры имеет вариант установки аппарата на рабочем месте. Стационарный тип – не перемещается во время работы, то есть, установлен и закреплён в отдельном месте. Передвижной механизм имеет колеса или шасси, предназначенные для перемещения по определённой части территории.
По основным характеристикам подводимого к аппарату источника питания, подразделяют на однофазные и трёхфазные варианты исполнения. Непосредственно ток подачи имеет характеристики – пульсирующий, а также импульсный или постоянный тип.
«Важно!
Полярность подключения также имеет разный вариант исполнения, чаще всего используют прямой тип полярности, а обратная схема по полярности используется крайне редко.
 »
»Подготовительные работы для аппарата сварки
Если мы хотим узнать, как правильно варить сварочным инвертором, рассмотрим имеющиеся варианты способа подачи плавящегося компонента устройства, который может быть представлен одним из вариантом:
- Тянущийся, проволока подаётся к основному источнику плавления из специально встроенной катушки.
- Толкающийся. Проволока встроена в катушку, механизм толкания продавливает проволоку в горелку.
- Комбинированный тянуще-толкательный механизм. Устанавливается не на всех типах сварочного оборудования.
Процесс начала работы на производственном оборудовании, предусматривает проведение следующих операций:
- Настройка оборудования, согласно технического паспорта и прочим регламентам положениям обеспечения безопасности эксплуатации сварочного оборудования. Правильно устанавливаем соответствующие параметры силы тока для устройства.
- Регулируем скоростной режим подачи инертного газа, в соответствии с техпаспортом устройства.
- Настраиваем требуемый уровень подачи газа. Неправильная настройка вызывает неровный шов поверхности обрабатываемого изделия.
- Устанавливаем механизм регулятора подачи плавящегося варианта электрода в рабочее положение.
- Выбираем способ защиты обработки поверхности (емкость, порошковый материал, флюсовый компонент, открываем клапанный механизм подачи инертного газа).
- Выполняем сварочный процесс по шву: подводим на определённое расстояние к требуемому места возможного шва до 4 мм и нажать на механизм запуска « пуск» (данную опцию необходимо держать включённой до конца процесса не более 3 сек)
- Для алюминиевых материалов используем иные рабочие настройки сварочного оборудования.

Для работы с инверторной и иной сваркой, необходимо соблюдать высокие требования безопасности, которые включают в себя:
- Подготавливаем рабочее место, используем меры предосторожности проведения сварочных работ, путём размещения поблизости гасящих материалов.
- Используем специальную одежду, и обувь, которые не подвержены продуктам горения сварочного оборудования.
- Проверяем исправность оборудования перед началом работы, выявляем проблемы до того, как начнётся процесс сварки.

Запрещено осуществлять сварочные работы в дождливую и снежную погоду. Используем специальную маску с защитными стёклами, которые сохраняют зрение и лицо от эффекта горения пламени сварки.
Видео: рекомендации по использованию сварочного аппарата
Как пользоваться сварочным аппаратом?
1. Регулировка сварочного аппарата
Для каждого аппарата существуют разные регулировки, но в принципе следующие три параметра: ток дуги, количество газа защиты, количество газа охлаждения. Эти параметры контролируются независимо на панели управления и работают до включения питания.
2. Обращайтесь с предохранителями:
Поскольку в сварочном аппарате имеется много соединений между сварочным аппаратом – подачей оборудования – сварочной горелкой, необходимо соблюдать следующие правила:
– Выполнение редукционного клапана и расходомеров защитных газов, таких как редукционные клапаны при газовой сварке.
– Перед подключением оборудования убедитесь, что машина выключена, а вентили полностью закрыты.
– Электрические соединения должны быть чистыми и затянутыми.
– Удалите всю воду в безопасное место, чтобы вода не попадала на пол и аппарат
– Проводник должен быть расположен в правильном положении, чтобы не воспламениться от дуговой искры, избегая пути сварщика, чтобы чтобы не пинали.
3. Эксплуатация основного сварочного аппарата:
– При включении аппарата поместите горелку подальше от сварочного материала, чтобы они не вызвали неожиданную дугу
– Откройте клапан охлаждающей воды.
– Медленно откройте газовый клапан, чтобы не повредить предохранительный клапан.
– Убедитесь, что сварочная горелка включена и запустите аппарат.
– Когда сварочный аппарат включен, проверьте обратную линию, чтобы убедиться, что линия охлаждающей воды работает правильно.
Затем проверьте подачу аргона, перекрыв газовый вентиль.
– После того, как воздушный клапан был открыт, отрегулируйте поток воздуха, чтобы он соответствовал требуемому потоку воздуха.
После выполнения вышеуказанных шагов проверьте возможность безопасного отключения устройства, прежде чем приступать к наведению дуги.
4. Выключите аппарат:
Сварщик должен знать процесс безопасного отключения, включая следующие этапы:
– Сварочная горелка устанавливается в положение, при котором дуга не возникает.
– Вручную затяните защитный газовый клапан на газовом баллоне.
— Откройте газовый клапан на сварочном аппарате, чтобы выпустить весь газ из трубы.
– Отсоединить охлаждающую жидкость.
– Откройте водяной клапан на машине, чтобы слить все.
– Выключите сварочный аппарат, отключив питание или выключив аппарат.
Практическая сварка алюминия:
Запрос:
– Знать, что такое сварка и сварка алюминия
– Понимать правила сварки.
Сварка применяется в основном для сварки алюминия толщиной 0,8 – 3,2 мм. Большую толщину также можно припаивать TIG, но экономический эффект невелик.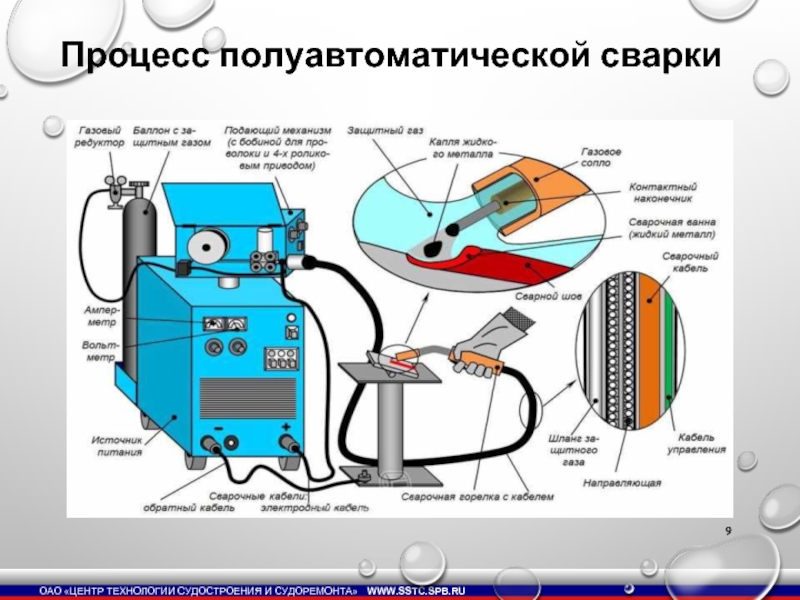 Сварщики TIG должны уметь пользоваться фрезерным станком, особенно двумя руками одновременно.
Сварщики TIG должны уметь пользоваться фрезерным станком, особенно двумя руками одновременно.
Подготовка сварочного аппарата:
Сварочные аппараты переменного тока следует использовать, поскольку дуги переменного тока выталкивают оксидный слой на поверхность.
Выбор электродов:
При сварке алюминия следует выбирать циркониевые электроды – вольфрамовые хороши тем, что они меньше загрязняются и устойчивы к более высоким токам, несмотря на более высокую цену.
Подготовьте горелку:
– При сварке слабым током (менее 100 А) используйте сварочную горелку с воздушным охлаждением. В случае использования больших сварочных токов (100 – 250 А) следует использовать сварочные иглы с водяным охлаждением и специальные рукоятки.
Газовая защита:
При сварке алюминия аргон считается лучшим защитным газом. В местах с недостаточным количеством защитного газа сварной шов будет черным из-за проникновения воздуха. Следовательно, сварщики должны поддерживать достаточный поток воздуха, даже когда сварка отключена.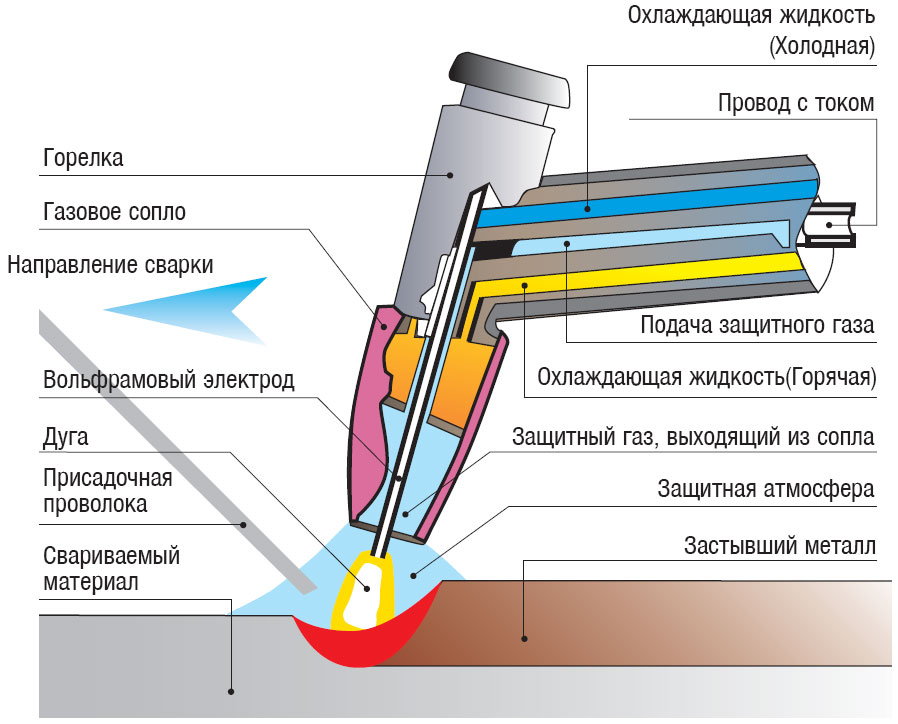
Этап очистки:
Сварщики должны очистить алюминиевую поверхность перед тем, как зажечь дугу, чтобы гарантировать, что сварной шов не смешается с оксидом. Обычно применяются методы очистки щетками из нержавеющей стали или антикоррозионными покрытиями.
Обеспечение безопасности при сварке:
Должна быть полностью обеспечена средствами защиты труда, такими как: длинные рукава, перчатки, головные уборы, защитная маска. Маске нужен хороший цветной фильтр.
Палка
Некачественная сборка приводит к тому, что припой в процессе сварки отклоняется, не приваривается, что делает качество сварки невысоким. Поэтому перед полной сваркой необходимо проварить несколько точек, следя за тем, чтобы кромки швов при сварке удерживались параллельно.
Поза при пайке и вскрытии:
Лучшая позиция по-прежнему солдатский живот. Это положение удобно для сварщиков, которым легко манипулировать, что обеспечивает экономию средств и хорошее качество сварки.
1910.255 – Сварка сопротивлением. | Управление по безопасности и гигиене труда
- По стандартному номеру
- 1910.255 – Сварка сопротивлением.
1910.255 (а)
Общие –
1910.255(а)(1)
Установка . Все оборудование должно быть установлено квалифицированным электриком в соответствии с подразделом S настоящей части. Должен быть предусмотрен предохранительный выключатель, автоматический выключатель или прерыватель цепи для размыкания каждой силовой цепи машины, удобно расположенный на машине или рядом с ней, чтобы можно было отключить питание, когда машина или ее элементы управления должны быть отключены. обслуживается.
обслуживается.
1910.255(а)(2)
Тепловая защита . Лампы зажигания, используемые в оборудовании для контактной сварки, должны быть оборудованы выключателем тепловой защиты.
1910.255(а)(3)
Персонал . Рабочие, назначенные для работы с оборудованием для контактной сварки, должны быть должным образом проинструктированы и признаны компетентными для работы с таким оборудованием.
1910.255(а)(4)
Охрана . Органы управления всеми автоматическими или пневматическими и гидравлическими зажимами должны быть расположены или ограждены таким образом, чтобы предотвратить их случайное включение оператором.
1910.255(б)
Машины для точечной и шовной сварки (непереносные) –
1910.255(б)(1)
Напряжение . Все внешние цепи управления инициированием сварки должны работать на низком напряжении, не выше 120 вольт, для безопасности операторов.
1910.255(б)(2)
Сварка конденсаторов . Оборудование для контактной сварки с накопителем энергии или разрядом конденсатора и панели управления с высоким напряжением (более 550 вольт) должны быть соответствующим образом изолированы и защищены полными кожухами, все двери которых должны быть снабжены соответствующими блокировками и контактами, подключенными к цепи управления (аналогично к блокировкам лифта).
1910.255(б)(3)
Блокировки . Все двери и панели доступа всех машин для контактной сварки и панели управления должны быть заперты и заблокированы для предотвращения доступа посторонних лиц к частям оборудования, находящимся под напряжением.
1910.255(б)(4)
Охрана . Все операции с машиной для прессовой сварки, когда существует вероятность того, что пальцы оператора находятся под рабочей точкой, должны быть эффективно защищены с помощью таких устройств, как электронная схема защиты глаз, два ручных управления или защита, аналогичная той, которая предписана для Работа штамповочного пресса, § 1910. 217 этой части. Все цепи, шестерни, приводные звенья шины и ремни должны быть защищены соответствующими ограждениями в соответствии с § 1910.219 настоящей части.
217 этой части. Все цепи, шестерни, приводные звенья шины и ремни должны быть защищены соответствующими ограждениями в соответствии с § 1910.219 настоящей части.1910.255(б)(5)
Щиты . Опасность летящих искр должна быть устранена там, где это целесообразно, путем установки защитного ограждения из безопасного стекла или подходящей огнестойкой пластмассы в месте эксплуатации. При необходимости должны быть установлены дополнительные экраны или занавески для защиты проходящих людей от летящих искр. (см. § 1910.252(b)(2)(i)(C) этой части.)
1910.255(б)(6)
Ножные переключатели . Все ножные переключатели должны быть ограждены для предотвращения случайного включения машины.
1910. 255(б)(7)
255(б)(7)
Кнопки остановки . На всех специальных машинах для многоточечной сварки, включая двухстоечные и четырехстоечные сварочные прессы, должны быть предусмотрены две или более кнопки аварийного останова.
1910.255(б)(8)
Английские булавки . На больших машинах должны быть предусмотрены четыре предохранительных штифта с заглушками и гнездами (по одному в каждом углу), чтобы при удалении и вставлении предохранительных штифтов в ползун или плиту пресс становился неработоспособным.
1910.255(б)(9)
Заземление . Там, где это технически целесообразно, вторичная обмотка всех сварочных трансформаторов, используемых в машинах для многоточечной, рельефной и шовной сварки, должна быть заземлена. Это можно сделать путем постоянного заземления одной стороны цепи вторичного сварочного тока. В тех случаях, когда это технически нецелесообразно, приемлемой альтернативой является заземляющий реактор с отводом посередине, подключенный ко вторичной обмотке, или использование защитного выключателя в сочетании с управлением сваркой. Предохранительный разъединитель должен обеспечивать размыкание обеих сторон линии при отсутствии сварочного тока.
Это можно сделать путем постоянного заземления одной стороны цепи вторичного сварочного тока. В тех случаях, когда это технически нецелесообразно, приемлемой альтернативой является заземляющий реактор с отводом посередине, подключенный ко вторичной обмотке, или использование защитного выключателя в сочетании с управлением сваркой. Предохранительный разъединитель должен обеспечивать размыкание обеих сторон линии при отсутствии сварочного тока.
1910.255(с)
Портативные сварочные аппараты –
1910.255(с)(1)
Противовес . Все переносные сварочные горелки должны иметь подходящие уравновешивающие устройства для поддержки горелок, включая кабели, за исключением случаев, когда конструкция горелки или приспособления делает уравновешивание нецелесообразным или ненужным.
1910.255(с)(2)
Страховочные цепи . Все переносные сварочные горелки, трансформаторы и сопутствующее оборудование, подвешенное к подвесным конструкциям, проушинам, тележкам и т. д., должны быть оборудованы страховочными цепями или тросами. Страховочные цепи или тросы должны выдерживать полную ударную нагрузку в случае выхода из строя любого компонента поддерживающей системы.
1910.255(с)(3)
Вилка . Каждая скоба должна выдерживать общую ударную нагрузку подвешенного оборудования в случае отказа тележки.
1910.255(с)(4)
Защита переключателя . Все пусковые выключатели, включая втягивающие и двойные программные выключатели, расположенные на переносной сварочной горелке, должны быть оснащены соответствующими ограждениями, способными предотвратить случайное срабатывание при контакте с креплениями, одеждой оператора и т. д. Напряжение пускового переключателя не должно превышать 24 В.
д. Напряжение пускового переключателя не должно превышать 24 В.
1910.255(с)(5)
Подвижный держатель . Подвижная обойма в том месте, где она входит в корпус пистолета, должна иметь достаточный зазор для предотвращения срезания пальцев, небрежно помещенных на работающую подвижную обойму.
1910.255(с)(6)
Заземление . Вторичная обмотка и корпус всех переносных сварочных трансформаторов должны быть заземлены. Вторичное заземление может быть выполнено вторичной обмоткой с отводом от середины или заземляющим реактором с отводом от середины, подключенным параллельно вторичной обмотке.
1910.255 (г)
Оборудование для сварки оплавлением –
1910. 255(д)(1)
255(д)(1)
Вентиляционное защитное ограждение . Машины для сварки оплавлением должны быть оборудованы кожухом для контроля летящего факела. В случаях высокой производительности, когда материалы могут содержать масляную пленку и выделяются токсичные элементы и пары металлов, должна быть обеспечена вентиляция в соответствии с § 19.10.252(с) настоящей части.
1910.255(г)(2)
Противопожарные шторы . Для защиты операторов близлежащего оборудования вокруг машины должны быть установлены огнеупорные шторы или подходящие экраны таким образом, чтобы не мешать движениям операторов.
1910.255 (е)
Техническое обслуживание . Периодические проверки должны проводиться квалифицированным персоналом по техническому обслуживанию, и должен вестись протокол сертификации.