«Как сделать самодельный листогиб из швеллера и уголка?» — Яндекс Кью
Популярное
Сообщества
РемонтСвоими рукамиЛистогиб
Вадим Иванников
·
242
ОтветитьУточнитьСделай своими руками
33
Сделай своими руками — сайт о поделках в домашних условиях. Воплощение новых идей и… · 13 нояб 2020 · sdelairukami.ru
Отвечает
Вадим Иванников
Листогибочный станок можно купить в заводском исполнении либо же сделать своими руками.
Последний вариант имеет право на существования, потому что: во-первых, самодельный листогиб справляется со своей задачей ничуть ни хуже заводских агрегатов; во-вторых, это позволит подогнать станок под свои нужды и сэкономить немалую сумму.
Для изготовления самодельного листогиба потребуются следующие материалы:
швеллер с шириной полки 80 мм;
уголок 50х50 мм;
уголок 40х40 мм;
профтруба 30х20 мм;
2 гаражных петли.
Полная статья с видео>>
Листогибочный станок автор решил сделать мобильным, чтобы можно было устанавливать его на любой стол.
Основные этапы работ
Первым делом мастер отрезает два куска профильной трубы 30х20 мм длиной по 35 см. Они выступают в качестве опор, и их нужно приварить по краям швеллера.
Далее при помощи гаражных петель необходимо будет соединить швеллер с отрезком уголка. Предварительно под них вырезаются посадочные места.
Затем автор отрезает по размеру третий уголок, который является прижимным. С двух сторон в нем нужно просверлить отверстия. Прикладываем к швеллеру, и также сверлим отверстия.
В просверленные отверстия автор вставляет болты диаметром 10 мм, и фиксирует их с обратной стороны гайками. Эти гайки привариваются к швеллеру.
Далее автор берет шпильку такого же диаметра, накручивает на нее гайку, вставляет в отверстие, и затягивает гайку, которую надо будет приварить к уголку.
После этого автор обрезает шпильку и сверху приваривает к ней болт — получается довольно простая, но удобная ручка.
К первому рабочему уголку по центру автор приваривает ручку из остатков профильной трубы, но лучше, конечно, использовать круглую трубу — будет намного удобнее.
С обратной стороны мастер усиливает уголок металлической полосой. Кстати, прижимной уголок также не помешает усилить полосой 40 мм.
Подробно о том, как изготовить самодельный листогиб из швеллера и уголка
Наш проект
Перейти на sdelairukami.ruКомментировать ответ…Комментировать…
Первый
Иван Золотарев
19 янв
Самодельный листогиб можно сделать из трех главных деталей: прижима, обжимного пуансона с ручкой-рычагом и основания. Для основания лучше всего подойдет отрезок швеллера № 6,5 или № 8. Прижим изготавливается также из швеллера, лучше всего подойдет № 5, а вот пуансон из уголка № 5, причем чем толще стенки, тем лучше. Пуансон и прижим следует сделать немного короче… Читать далее
Для основания лучше всего подойдет отрезок швеллера № 6,5 или № 8. Прижим изготавливается также из швеллера, лучше всего подойдет № 5, а вот пуансон из уголка № 5, причем чем толще стенки, тем лучше. Пуансон и прижим следует сделать немного короче… Читать далее
Комментировать ответ…Комментировать…
Вы знаете ответ на этот вопрос?
Поделитесь своим опытом и знаниями
Войти и ответить на вопрос
Ручной листогибочный станок TAPCO SuperMax 3,2 в Ростове-на-Дону
Ручной листогибочный станок TAPCO SuperMax 3,2 позволяет обрабатывать материал толщиной: сталь оцинкованная – 1 мм, алюминий листовой – 1,5. Глубина захода 50 см с отверстием 6,0 см – самые большие в отрасли.
Увеличение усилия гибки на 33% делает данный станок самой мощной переносной листогибочной машиной из всех имеющихся на рынке. Конструкция гибочного станка из легких анодированных сплавов и закаленной стали обеспечивают листогибу максимум мощности, прочности и мобильности.
- Увеличение усилия гибки на 33% делает её самой мощной переносной листогибочной машиной, имеющейся на рынке.
- Конструкция из легких анодированных сплавов и закаленной стали беспечивают ей максимум мощности, прочности и мобильности.
- Обеспечивает отличную гибку листов из стали толщиной 1,0 мм, из алюминия (1,5 мм) и из цинка (1,0 мм). Supermax также может выполнять подгиб кромок на 180°.
- Используя роликовый нож Max Cut-Off или электрический резак Power Cut-Off, вы можете нарезать совершенно ровные узкие полосы из листов стали, алюминия или цинка.
- Улучшенная модель нашего патентованного подвижного пятового шарнира “Moving’ Pivot Hinge” обеспечивает более быструю и легкую регулировку зажима материала.
- Глубина подачи материала 50 см с отверстием 6,0 см – самые большие в отрасли.
- Укрепленная конструкция верстака с возможностью фиксации к полу мастерской обеспечивает точность повторов гибки.
| Характеристика | Значение |
|---|---|
| Рабочая длина, мм | 3200 |
| Оцинкованная сталь, мм | 1,0 |
| Алюминий, мм | 1,5 |
| Медь, мм | 1,2 |
| Цинк, мм | 1,2 |
| Максимальный угол гибки | 180° |
| Глубина подачи материала, мм | 500 |
| Габаритные размеры (ДхШхВ), мм | 3250х620х240 |
| Масса TAPCO SuperMax 3,2 нетто (без стойки), кг, | 180 |
| Масса нетто (со стойкой мобильной США), кг | 227 |
| Масса нетто (со стойкой стационарной Россия), кг | 220 |
Комплектация за дополнительную плату
Brake Buddy – Приспособление для прокатки профилей к станкам Tapco
50 639p
Угломер Tapco (2 шт. ) ( арт. 100475 )
) ( арт. 100475 )
1 992p
Регулируемый роликовый нож «MAX Cut-Off» ( арт. 12261 )
77 190p
Комплект расходных материалов Tapco SuperMAX 3,2 ( арт. 100257 )
19 920p
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.Разметить комментарий или вопрос
Отзывы о TAPCO SuperMax 3,2:
Отзывов пока нет, но ваш может быть первым.: лучшее руководство и советы
- 14 октября 2021 г.
Гибка листового металла является одним из основных производственных процессов, используемых для изготовления листового металла. Иногда его также называют просто изгибом, складыванием, торможением или окантовкой. Гибка листового металла означает деформацию заготовки для придания ей определенной желаемой геометрии.
Иногда его также называют просто изгибом, складыванием, торможением или окантовкой. Гибка листового металла означает деформацию заготовки для придания ей определенной желаемой геометрии.
В связи с ростом спроса на продукцию, изготовленную по индивидуальному заказу, применение листового металла расширилось. Гибка листового металла требует прохождения нескольких процессов и использования нескольких методов, прежде чем продукт примет свою первоначальную форму. В этой статье подробно описаны все необходимые методы и процессы гибки. Прежде чем мы углубимся в процессы, давайте рассмотрим основное определение гибки листового металла.
Что такое гибка листового металла?
Гибка листового металла — это метод гибки/формования листов металла для изготовления изделия определенной геометрии. Это также основная операция по изготовлению металлических штампованных деталей. С помощью станка для гибки листового металла к заготовке прикладывают усилие, чтобы изменить ее геометрию и получить изделие желаемой формы. Процесс не так прост, как кажется, но есть определенные размеры и правила, которые необходимо соблюдать для выполнения процедуры гибки листового металла, например, проверка материала изделия, расчет k-фактора, форма металла. и многое другое. Свойство ковкости металла делает его особенным в операциях гибки.
Процесс не так прост, как кажется, но есть определенные размеры и правила, которые необходимо соблюдать для выполнения процедуры гибки листового металла, например, проверка материала изделия, расчет k-фактора, форма металла. и многое другое. Свойство ковкости металла делает его особенным в операциях гибки.
Существуют различные машины, выполняющие гибочные работы для обрабатывающей промышленности. Одна машина может использовать разные методы гибки для выполнения одной и той же работы. Все продукты, требующие гибки в процессе производства, проходят те же методы, которые будут рассмотрены далее в этой статье. Давайте погрузимся прямо в методы гибки листового металла.
Каковы общие методы гибки листового металла?
Все детали из листового металла имеют одну и ту же цель: согнуть лист металла для придания определенной формы изделию. Но эти методы различаются по выполняемым операциям. Эти различные виды гибки листового металла выполняются с помощью машин. Разный листовой металл сгибается по-разному по углу сгиба и радиусу сгиба с одной и той же целью наряду со стандартными методами, которые не только обеспечивают точность результатов работы, но и улучшают эстетический вид изделия. Ниже упомянуты некоторые из основных методов и типов гибки листового металла.
Ниже упомянуты некоторые из основных методов и типов гибки листового металла.
1. V-образная гибка
V-образная гибка — наиболее распространенный процесс гибки листового металла. Он включает в себя использование механических инструментов, предназначенных для штамповки и штамповки. Матрица, используемая в этом процессе гибки, имеет V-образную форму, а пуансон также имеет V-образную форму. Пуансон вдавливает листы металла в V-образную матрицу, и таким образом получается V-образный изгиб листового металла.
2. Гибка в рулонах
Этот метод гибки листового металла включает в себя изгибание листов в изогнутые формы. В этом методе используются критерии гибки листового металла, которые включают использование трех роликов, гидравлической системы прессования и тормоза. Расстояние между тремя роликами позволяет производителю изогнуть листы.
3. U-образный изгиб
U-образный изгиб в точности аналогичен методу V-образного изгиба. В этом методе используется U-образный пуансон вместе с U-образной матрицей. Единственная разница между V-образным изгибом и U-образным изгибом заключается в том, что полученный лист имеет U-образную форму, а не V-образную.
Единственная разница между V-образным изгибом и U-образным изгибом заключается в том, что полученный лист имеет U-образную форму, а не V-образную.
4. Поворотный изгиб
Метод поворотного изгиба применяется везде, где требуется изгиб под углом более 90 градусов. Его также можно считать аналогичным V-образному изгибу, но результат в этом процессе более равномерный и эстетичный, так как листогибочный станок, используемый в этом методе, не царапает поверхность листа.
5. Гибка кромок
Этот метод гибки кромок листового металла помогает производителю сгибать кромки, не повреждая их. Метод гибки кромок листового металла чаще всего используется в тех частях листового металла, которые короче, чем остальная металлическая часть. Это помогает устранить остроту углов и повысить эстетический вид результата.
6. Гибка с затиранием
В этом методе гибки используется штамп с затиранием. Лист металла осторожно помещается внутрь матрицы для очистки, и прижимная подушка оказывает давление на лист.
Выше обсуждались некоторые методы гибки листового металла. Это всего лишь несколько основных методов, чтобы покрыть обзор этих методов. С другой стороны, каждый из этих методов подразделяется на соответствующие категории. Теперь, двигаясь вперед, давайте сосредоточимся на требованиях к материалам для процесса гибки листового металла.
Какие материалы подходят для процессов гибки листового металла?
Нельзя сгибать эластично-пластичный материал на гибочном станке. Если попытаться, то это может также повредить вашу машину. Особое внимание следует уделить выбору материалов, которые будут подвергаться гибке листового металла в процессе их производства. Давайте посмотрим на некоторые из хороших материалов, рекомендуемых для формовки и гибки листового металла.
- Углеродистая сталь. Углеродистая сталь — один из самых гибких и прочных материалов, используемых при обработке листового металла.
 Поскольку этот материал подлежит вторичной переработке, он также поможет уменьшить углеродный след.
Поскольку этот материал подлежит вторичной переработке, он также поможет уменьшить углеродный след. - Алюминий. Алюминий в основном используется в легких изделиях. Следует соблюдать особую осторожность при изгибе алюминиевого материала, чтобы избежать разрушения или растрескивания в углах материала.
- Нержавеющая сталь. Нержавеющая сталь в первую очередь приходит на ум, когда конечный продукт должен обладать такими свойствами, как надежность и повышенная прочность металла. Нержавеющая сталь также требует использования мощного листогибочного станка для придания формы изделию.
- Титан. Титан — это устойчивый к коррозии и высокопрочный материал, который хорошо подходит для гибки листового металла. Если ваш товар — медицинский или спортивный инвентарь, то наиболее предпочтительным материалом из вашего списка должен быть титан.
- Медь. Стоимость — самый сильный антикоррозийный материал, но самый дешевый. Из меди получают высокую точность гибки листового металла. Медь — проверенный материал, который широко используется во многих отраслях гибки металлов в различных областях.
 Поскольку этот материал подлежит вторичной переработке, он также поможет уменьшить углеродный след.
Поскольку этот материал подлежит вторичной переработке, он также поможет уменьшить углеродный след. Из меди получают высокую точность гибки листового металла. Медь — проверенный материал, который широко используется во многих отраслях гибки металлов в различных областях.
Из меди получают высокую точность гибки листового металла. Медь — проверенный материал, который широко используется во многих отраслях гибки металлов в различных областях.Это одни из лучших материалов, используемых при различных типах гибки листового металла. Углеродистая сталь является наиболее часто используемым материалом среди вышеупомянутых материалов. Есть много других металлов, которые могут быть полезны в процессе гибки. Но не забудьте провести хорошее исследование, прежде чем дорабатывать материал.
Наконечники для гибки листового металла
Чтобы убедиться, что ваша гибка металла проходит идеально, мы даем вам несколько советов, которые вы можете учитывать в своих методах гибки листового металла.
Используйте припуск на изгиб
Припуск на изгиб — это свойство металла в той мере, в какой он может быть изогнут. Мы рекомендуем выполнять расчеты допуска на изгиб, которые определяют длину листа, необходимую для выполнения изгиба под определенным углом и радиусом. Учет припуска на изгиб и силы изгиба в процессе производства поможет вам получить более аккуратный результат. Это также поможет вам получить точно сплющенную производственную модель.
Учет припуска на изгиб и силы изгиба в процессе производства поможет вам получить более аккуратный результат. Это также поможет вам получить точно сплющенную производственную модель.
Использование нагрева для толстых/тяжелых изгибов
Некоторые металлы могут сломаться или треснуть при изгибе под действием силы. Такие металлы требуют использования тепла вместо силы, чтобы сделать желаемый изгиб листового металла. Горячая формовка и отжиг — это два технических термина, когда речь идет о гибке под воздействием тепла. Отжиг помогает смягчить металл – сделать его более ковким. В то время как горячая гибка — это просто использование тепла до тех пор, пока металл не станет красным, а затем применение силы для его сгибания. Эти приемы значительно снижают риск торможения и растрескивания металла.
Не сгибайте до острого внутреннего угла
Сгибание острого внутреннего угла означает большее внутреннее напряжение. Даже если металл пластичен и податлив, он может треснуть. Этой проблемы можно избежать, если учитывать радиус гибочного инструмента. Вы должны медленно двигаться вперед и назад между линиями сгиба, пока листовой металл не будет согнут под нужным углом. Следует следить за внутренним радиусом изгиба, который должен быть равен толщине формируемого листового металла. Примером может быть так, если вы гнете лист толщиной 3 мм, то внутренний радиус изгиба тоже должен быть 3 мм. То же самое и с углом изгиба, а значит, он не должен быть больше общей толщины металлического листа.
Этой проблемы можно избежать, если учитывать радиус гибочного инструмента. Вы должны медленно двигаться вперед и назад между линиями сгиба, пока листовой металл не будет согнут под нужным углом. Следует следить за внутренним радиусом изгиба, который должен быть равен толщине формируемого листового металла. Примером может быть так, если вы гнете лист толщиной 3 мм, то внутренний радиус изгиба тоже должен быть 3 мм. То же самое и с углом изгиба, а значит, он не должен быть больше общей толщины металлического листа.
Вот несколько советов, которые следует учитывать при гибке листового металла. Проверка каждого из приведенных выше советов поможет вам создать продукт с большей эффективностью.
Заключение
При производстве металлических изделий необходимо помнить о правилах гибки листового металла и владеть несколькими процессами, чтобы избежать поломок. Это может стать трудным, если не будут приняты надлежащие меры. Свяжитесь с WayKen, чтобы решить все ваши проблемы, связанные с гибкой листового металла.
Основы, типы и советы дизайнерам продукции
В конце 15 века Леонардо да Винчи нарисовал простой прокатный стан, который продемонстрировал возможность гибки листового металла. Однако только в 1590 году этот набросок стал реальностью, когда мастера по металлу начали использовать два тяжелых цилиндра для прессования металлов, изменяя их толщину и форму.
Со времен фантастического наброска Да Винчи процесс гибки листового металла продвинулся вперед; сегодня у нас есть несколько технологий гибки листового металла с различными возможностями. Однако одно остается неизменным на протяжении многих лет: успех вашего проекта по формовке листового металла начинается с того, что вы понимаете различные методы гибки и их пригодность для различных сценариев проектирования.
Здесь мы обсудим, что вам следует знать о процессе гибки листового металла. Если вы хотите, чтобы ваш проект по формовке листового металла был выполнен правильно с первого раза, эта статья для вас!
Содержание
Процесс гибки листового металла
Процесс гибки листового металла включает приложение силы к детали из листового металла для изменения ее геометрии.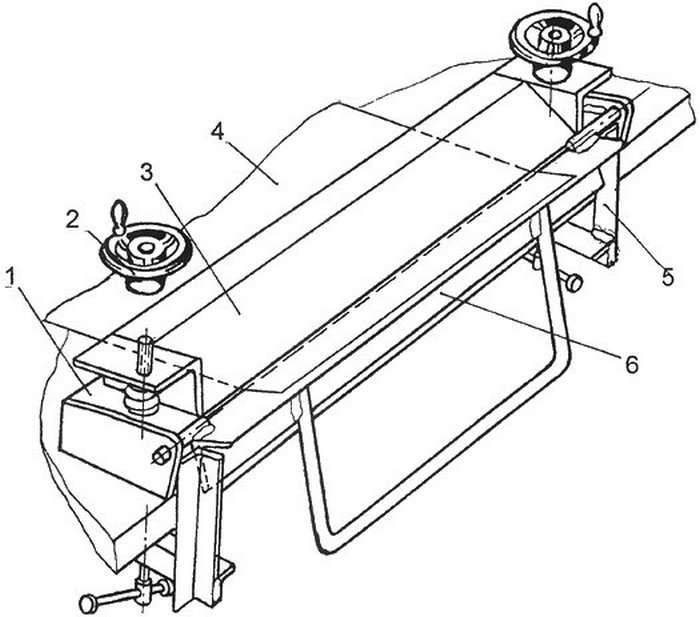 Эта сила вызывает нагрузку на листовой металл, превышающую его предел текучести, в результате чего материал физически деформируется, не ломаясь и не разрушаясь.
Эта сила вызывает нагрузку на листовой металл, превышающую его предел текучести, в результате чего материал физически деформируется, не ломаясь и не разрушаясь.
Листогибочный пресс — широко используемый инструмент для гибки листового металла. Он работает, опуская пуансон на листовой металл, расположенный на штампе, создавая желаемую геометрию.
(Анимация процесса гибки листового металла. Общественное достояние на Wikimedia Commons)
Хотя этот процесс довольно прост, гибка листового металла представляет собой нечто большее, чем кажется на первый взгляд. Например, существует несколько методов гибки листового металла, все они схожи по функциям, но различаются по действию. Таким образом, знание идеального метода выбора — это первый шаг, который вам нужно сделать, чтобы добиться успеха в вашем проекте формовки листового металла.
6 Методы гибки листового металла
Метод №1 V-образный изгиб
V-образный изгиб — наиболее распространенный метод гибки листового металла.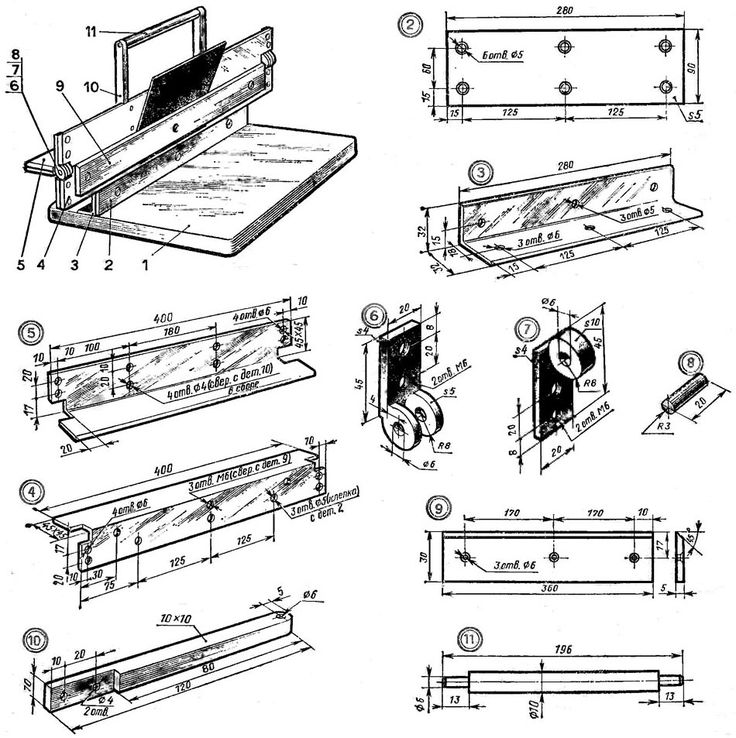 Как следует из названия, в методе V-образной гибки используется V-образная матрица и пуансон для гибки металлов под нужными углами. V-образный пуансон вдавливает заготовку из листового металла в «v-образную» канавку матрицы, формируя листы с разными углами изгиба. Например, вы можете получить острый, тупой или 90-градусный угол изгиба, в зависимости от V-образного угла пуансона и матрицы.
Как следует из названия, в методе V-образной гибки используется V-образная матрица и пуансон для гибки металлов под нужными углами. V-образный пуансон вдавливает заготовку из листового металла в «v-образную» канавку матрицы, формируя листы с разными углами изгиба. Например, вы можете получить острый, тупой или 90-градусный угол изгиба, в зависимости от V-образного угла пуансона и матрицы.
Рис. 1. Метод V-образной гибки
Метод № 2 Гибка на воздухе
Гибка на воздухе очень похожа на метод V-образной гибки: для гибки листового металла используется V-образный пуансон и матрица. Однако, в отличие от обычного процесса V-образной гибки, метод гибки с помощью штамповки в воздухе не вдавливает лист в дно полости. Вместо этого он оставляет пространство (или воздух) под листом, что позволяет лучше контролировать угол изгиба, чем при обычном V-образном изгибе.
Рисунок 2: Метод гибки на воздухе
Например, предположим, что у вас есть штамп и пуансон под углом 90°. С помощью метода воздушной гибки вы можете получить угол изгиба в диапазоне от 90° до 180°. Этот метод также обеспечивает более точный результат, поскольку он испытывает меньшую упругую отдачуㅡ, которая описывает частичное восстановление изогнутой детали из листового металла до ее геометрической формы до приложения силы изгиба. Пружинящий возврат нежелателен, так как вызывает неточные изгибы.
С помощью метода воздушной гибки вы можете получить угол изгиба в диапазоне от 90° до 180°. Этот метод также обеспечивает более точный результат, поскольку он испытывает меньшую упругую отдачуㅡ, которая описывает частичное восстановление изогнутой детали из листового металла до ее геометрической формы до приложения силы изгиба. Пружинящий возврат нежелателен, так как вызывает неточные изгибы.
Способ № 3. Изгибание в нижней части
Изгибание в нижней части (или изгибание в нижней части) — это тип V-образного изгиба, который также решает проблему пружинения. Он включает в себя деформацию листового металла в области изгиба путем приложения дополнительной силы через кончик пуансона после завершения изгиба.
Рис. 3. Изгиб дна
Как и метод гибки на воздухе, метод гибки дна обеспечивает точный контроль угла изгиба. Однако он требует более мощного пресса, чем нижний изгиб.
Метод № 4 Изгиб с затиранием
В методе загибания с затиранием лист металла прижимается к штампу с затиранием с помощью прижимной прокладки. Затем пуансон давит на край листа, который выходит за пределы штампа и прижимной пластины, заставляя его сгибаться над концом штампа.
Затем пуансон давит на край листа, который выходит за пределы штампа и прижимной пластины, заставляя его сгибаться над концом штампа.
Рис. 4. Изгиб
Этот метод предлагает хорошее механическое преимущество ㅡ, что означает, что вы можете прикладывать меньше усилий для создания желаемых изгибов (и углов изгиба). Однако он может быть не идеальным для создания тупых углов изгиба, поскольку вам потребуется более сложное оборудование, способное создавать горизонтальную силу.
Метод №5 Гибка в рулонах
Метод гибки вальцами позволяет сгибать листовые металлы в рулоны, трубы, конусы или изогнутые формы. В этом уникальном процессе формовки листового металла используются наборы роликов, которые подают (и изгибают) металлическую заготовку до желаемой кривизны.
Рис. 5: Гибка вальцами
Вальцовка позволяет формовать металлические листы в различные профили поперечного сечения, состоящие из нескольких кривых изгиба. Это особенно полезно для создания очень длинных деталей из листового металла толщиной от 0,004 дюйма до 0,125 дюйма и шириной до 20 дюймов. Например, вы можете создавать такие детали, как панели, направляющие и стеллажи (обычно используемые в зданиях для освещения, кровли и систем отопления, вентиляции и кондиционирования) с помощью гибочного станка.
Например, вы можете создавать такие детали, как панели, направляющие и стеллажи (обычно используемые в зданиях для освещения, кровли и систем отопления, вентиляции и кондиционирования) с помощью гибочного станка.
Метод № 6 Гибка с вращающимся вытягиванием
При гибке с вращающимся вытяжением листовой металл крепится к вращающейся матрице и вытягивается вокруг матрицы, чтобы сформировать геометрию, радиус которой соответствует желаемому радиусу изгиба. В этом методе часто используется внутренняя поддерживающая оправка для предотвращения образования складок на стенке изогнутого листового металла.
Рис. 6. Гибка с вращательным вытягиванием
Метод гибки с вращательным вытяжением имеет несколько преимуществ по сравнению с другими типами гибки листового металла. Например, он не царапает поверхность металла, в отличие от процессов затирания и V-образного изгиба. Кроме того, он может сгибать материалы в острые углы с тупыми углами изгиба.
Запись по теме: 5 вещей, которые дизайнеры должны знать о прототипировании листового металла
5 советов по гибке листового металла
Следующие советы помогут вам создавать точные и надежные детали из листового металла.
- Убедитесь, что изгиб расположен в местах с достаточным количеством материала.
- Используйте один радиус изгиба для всех изгибов, чтобы исключить необходимость в дополнительных инструментах.
- Убедитесь, что внутренний радиус изгиба равен (или больше) толщине листа.
- Сгибайте твердые материалы перпендикулярно направлению прокатки, чтобы предотвратить разрушение.
- Избегайте проектирования таких элементов, как отверстия и пазы, очень близко к изгибу, так как это может привести к искажению элемента. Как правило, вы должны располагать все элементы вдали от сгиба на расстоянии, равном как минимум трехкратной толщине листа.
- Работа в механическом цехе с опытом предоставления высококачественных услуг по формовке листового металла.
Gensun Precision Machining — ведущий поставщик услуг по формовке листового металла в Азии. Мы предлагаем высококачественные услуги по гибке компаниям, обслуживающим широкий спектр отраслей промышленности.