КАК ЗАТОЧИТЬ СВЕРЛО ПО МЕТАЛЛУ [правильный угол, приспособления для заточки]
Если вы знаете, [как заточить сверло по металлу], то вам не придется каждый раз обращаться к специалисту, и вы сами сможете поддерживать нужную остроту сверла.
Для заточки необходимо специальное приспособление, которое используют в профессиональной работе.
Однако если его нет, вы сможете собрать приспособление для заточки вручную и выполнять всю работу своими руками правильно.
Из статьи вы узнаете, как сделать станок, необходимый для заточки металла, а также — как правильно заточить сверло по металлу. Инструкция на видео поможет вам справиться с этой работой быстрее и сделать все правильно. Так же вы узнаете, как заточить корончатое, ступенчатое и другие виды сверл.
Подготовка к работе
Необязательно быть профессионалом, чтобы знать, как затачивать сверла по металлу. Для этого требуется острое приспособление, которое поможет поддерживать его в оптимальном для работы состоянии.
Поскольку проводить заточку устройства для металла приходится регулярно, если вы часто работаете с этим инструментом, некоторые предпочитают купить уже готовый станок для заточки, а не собирать его своими руками.
Видео:
Самое эффективное приспособление для заточки корончатых сверл – станок, на котором установлен точильный камень.
Пользоваться им очень просто, и вам не понадобится сложных инструкций, чтобы приступить к работе.
Впрочем, некоторые нюансы того, как проводится заточка, перед началом процесса желательно знать: инструмент обрабатывают сзади по граням, при этом наиболее важную роль занимает угол, под которым располагается инструмент, когда подается к станку.
Если угол будет неправильным, то инструмент повредится и исправить его будет нельзя – придется покупать новое.
Во время заточки наибольшее внимание нужно уделить кромке, которая составляет режущую часть устройства – именно она должна быть наиболее острой, поскольку вступает во взаимодействие с металлическими деталями: винтами, перемычками и т. д.
д.
Посмотрите видео о том, как правильно затачивать приспособления, прежде чем начинать этот процесс своими руками.
После этого нужно собрать необходимые инструменты, которые понадобятся вам, чтобы сделать точильный станок. Сделать его из подручных средств не удастся – придется посетить строительный магазин.
В первую очередь, вам понадобятся специальные круги, которые нужны для заточки.
На само приспособление нужно будет установить только один круг, но они довольно быстро приходят в негодность, поэтому рекомендуется покупать сразу несколько деталей, чтобы потом не тратить много времени на их замену.
Особенно это актуально, если вы используете инструмент постоянно – тогда затачивать его придется часто. Приобретенный круг устанавливается на вращающийся вал.
Видео:
Помимо этих деталей, вам будет нужна жидкость для охлаждения – ею может быть вода или машинное масло. Также вам нужна емкость, в которую будет залита жидкость.
Также вам нужна емкость, в которую будет залита жидкость.
Если вы делаете все своими руками, то про жидкость нужно обязательно помнить, ведь во время процесса заточки инструмент сильно накаляется.
Если вы не сможете его охладить, то его свойства ухудшатся, и с каждым разом оно будет все быстрее выходить из строя.
Самодельный станок для корончатых инструментов должен иметь правильный угол, и это самая сложная часть в создании устройства своими руками.
Чтобы сделать угол верным, нужно произвести непростые расчеты, поэтому часто потребители решают приобрести уже готовый инструмент для заточки, чтобы сэкономить время и силы.
Самый важный угол находится спереди, он определяется, исходя из главной секущей плоскости.
Задний угол имеет параметры, аналогичные переднему, но в соответствии с задней плоскостью.
Для того чтобы определить, как располагается верхний угол, нужно посмотреть на устройство с боковой позиции: в правильном положении он располагается между первой и второй кромкой.
Обычно первый угол должен иметь наклон около 20 градусов, а задний – 10. Верхний угол имеет всегда одно и то же значение на всех устройствах: 118 градусов.
Перед работой нужно подготовить перчатки и очки, поскольку эта работа может быть травмоопасной.
Если у вас мало опыта в создании подобных станков своими руками, то следите внимательнее за тем, как расположен круг, ведь если его угол подачи будет неверным, то круг просто вырвется из рук.
Посмотрите видео о том, как собирать аппарат для заточки – оно очень поможет, если у вас мало опыта.
Процесс заточки и плюсы станка
Корончатое, ступенчатое и другие сверла затачиваются так же, в несколько этапов. Больше всего будет задействована задняя часть устройства.
Сначала нужно включить приспособление, оборудованное наждаком, и поднести к кругу ступенчатое допустим сверло, которое нужно заточить. При этом режущей частью ступенатое сверло должно быть направлено к точилу.
Видео:
 youtube.com/embed/_iIAL8IZ1cI” allowfullscreen=”allowfullscreen” frameborder=”0″>
youtube.com/embed/_iIAL8IZ1cI” allowfullscreen=”allowfullscreen” frameborder=”0″> При работе сверло нужно держать очень крепко, чтобы оно не выскользнуло.
Если вы поднесли сверло правильно, то оно должно быть расположено параллельно механизму.
В этом положении останется только его заточить, и тогда вы получите качественный инструмент, который можно снова использовать.
Подобный способ заточки подходит только для небольших сверл, диаметр которых не превышает 10 мм.
Если диаметр сверла окажется больше, то нужно продлить и время, которое тратится на заточку, а также обратить больше внимания на переднюю сторону инструмента.
Как затачивать сверла с разным диаметром, смотрите на видео.
Чтобы произвести заточку корончатых сверл, диаметр которых более 16 мм, вам понадобится полноценный станок.
В этом случае работа своими руками будет дороже и дольше, однако использование станка сделает ее и более качественной, поскольку в этом случае можно легко выставить правильный наклонный угол.
Если вы часто пользуетесь сверлами разных размеров, то станок быстро себя окупит, т.к. затачивать их приходится постоянно.
Существует несколько характеристик корончатых и других сверл, которые можно затачивать только с помощью станка. Прочитайте их, прежде чем приступать к работе.
Во-первых, если ступенчатое или другое устройство предназначено для работы с глухим отверстием, где снижено осевое усилие резания, то затачивать такой инструмент нужно на станке.
Также дело обстоит со сверлами, предназначенными для работы с прочными металлами, либо инструментами, имеющими маленькую подточку, и предназначенными для сверления глубоких отверстий.
Правильный станок должен не только затачивать сверло, но также и ориентировать инструмент к обрабатываемой поверхности относительно точильного круга.
Именно поэтому станок оборудован точильной плитой, которая позволяет это сделать.
На точильной плите фиксируется само устройство, а также вал и двигатель, благодаря которым запускается станок.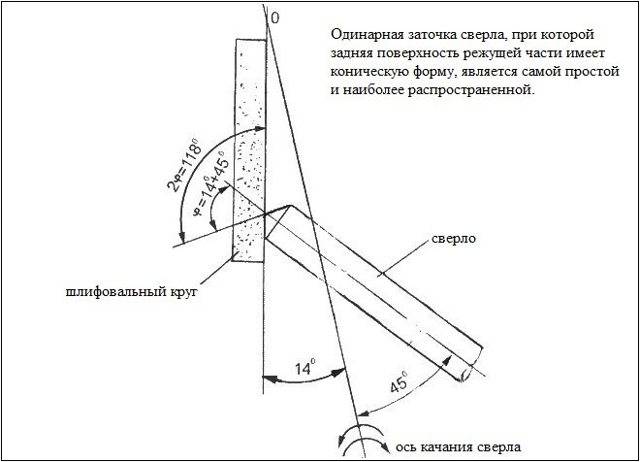
Сверло станка устанавливается к поворотной колонке, которая так же расположена на опорной плите.
Плиту легко поворачивать так, как вам нужно и удобно – это еще один плюс в использовании полноценного устройства.
Запускается станок с помощью двигателя, поэтому колонку можно сделать из любого подшипникового узла, оборудованного валом.
На вал нужно будет зафиксировать крепление, куда будет установлено сверло для заточки. Фиксировать можно обычными болтами – они дадут инструменту необходимую надежность.
После того как вы установили сверло, можно включать станок: после запуска колонка автоматически подведется к кругу и развернет его задней частью, которая нуждается в заточке.
Такая система очень удобна, поскольку позволяет самостоятельно правильно выставить угол, который нужен для качественной обработки инструмента.
Крупные станки используют для обработки спиральных, корончатых и других сверл, который имеют диаметр более 16 мм, для более мелких инструментов можно использовать компактные насадочные станки.
С такими приспособлениями работать удобнее, т.к. их можно передвигать или устанавливать в то место, куда вам нужно.
Устройство подобного станка похоже: с одной его стороны находится узел для присоединения, отвечающий за установку дрели на шпиндель, а с другой располагается отверстие, в которое устанавливается сверло.
Работать с этим приспособлением своими руками гораздо проще: вам нужно зафиксировать сверло до упора, а затем запустить станок.
Самый простой, но наименее эффективный способ заточки инструмента – сделать это болгаркой, либо устройством, на котором установлен подвижный круг.
Этот способ может быть эффективен только в том случае, если вам удастся зафиксировать сверло в правильном положении, что довольно непросто.
Видео:
Этот метод травмоопасен, поскольку во время работы сверло легко может соскользнуть с круга.
Пользоваться болгаркой имеет смысл только в том случае, если вам нужно обработать сверло с минимальным диаметром, и другие приспособления для этого отсутствуют.
К тому же, заточка болгаркой не подразумевает создания доводки, которая является очень важной частью процесса. Доводка нужна для того, чтобы сделать инструмент ровным и гладким.
При профессиональной заточке доводку делают обязательно, поскольку это повышает срок службы устройства.
Если у вас есть карбидно-кремниевый круг, то процесс доводки можно провести и своими руками в домашних условиях.
Несмотря на то, что процесс заточки сверла не слишком сложный, без специализированных устройств, хотя и своими руками это делать не рекомендуется, ведь можно не только повредить инструмент, но и нанести себе травмы, если не соблюдать технологию работы, либо использовать непредназначенные для заточки инструменты, например, болгарку.
Как заточить сверло правильно в домашних условиях + Видео и Фото
Содержание
- 3 Затачиваем на точильном станке
- Как точить перку без станка: применяем подручные средства
- Как провести заточку?
- Заточка спиральных сверл
- Восстановление победитового сверла
- Процесс заточки
- Углы рабочей поверхности
- Доводка материала после его заточки
- Подточка поверхности
- Основной рабочий процесс
- Рабочая часть
- Как правильно заточить сверло по металлу: способы и видео
- В заключение
3 Затачиваем на точильном станке
Заточить сверла в домашних условиях не составит труда на обычном точильном станке. Единственное, желательно, чтобы станок был оборудован подручником, т.е. небольшой платформочкой, расположенной перед рабочей поверхностью заточного диска. Расстояние между подручником и торцом круга должно составлять не более одного миллиметра.
Единственное, желательно, чтобы станок был оборудован подручником, т.е. небольшой платформочкой, расположенной перед рабочей поверхностью заточного диска. Расстояние между подручником и торцом круга должно составлять не более одного миллиметра.
Если насадка сильно затупилась, т.е. режущие кромки с задними поверхностями стали несимметричными, чтобы правильно заточить инструмент, желательно сделать простое приспособление, выполнив следующие действия:
- начертить ровную линию на подручнике под углом 60 градусов по отношению к рабочей поверхности абразивного диска. Линия должна располагаться напротив рабочей поверхности;
- на подручнике закрепите обрезок металлического уголка, выровняв его по намеченной линии, как показано на фото ниже. Т.е. уголок тоже должен располагаться по отношению к рабочей поверхности круга под углом 60 градусов. Для фиксации уголка можно воспользоваться струбциной. Если заточкой вы будете заниматься часто, можно просверлить отверстия и зафиксировать уголок болтами.

Благодаря этому приспособлению вы можете приложить своими руками сверло к спинке уголка и таким образом обеспечить угол задней поверхности в 60 градусов. Теперь, когда все готово, можно приступать к работе. Прежде всего нужно установить крупноабразивный диск и включить станок. Затем надо правильно взять в руки сверло. Для этого положите два пальца правой руки на подручник, и на них уложите затачиваемый инструмент. В результате пальцы будут служить опорой. Левой рукой возьмитесь за хвостовик затачиваемого инструмента. Само сверло поверните так, чтобы режущая кромка, которую вы будете затачивать, располагалась строго горизонтально.
Теперь приложите инструмент боковой плоскостью к спинке уголка и подведите своими руками к рабочей поверхности точила. Правая рука должна оставаться неподвижной, а левая, которая держит инструмент за хвостовик, должна слегка перемещаться в вертикальной плоскости, совершая покачивания сверлом. Таким образом, заточка должна происходить от режущей кромки до конца задней поверхности.
По такой схеме совершите несколько покачивающих движений левой рукой вверх/вниз
Сильно напрягать руки не надо, так как сверло у вас не вырвет, поэтому просто соблюдайте осторожность. Заточив одну заднюю поверхность, следует прокрутить левой рукой сверло на 180 градусов и точно так же наточить вторую заднюю поверхность
По завершению работы убедитесь, что угол заточки сверла, т.е. угол при вершине равен 120 градусам, что оптимально для инструмента по металлу. Кроме того, проследите, чтобы кромки и задние спинки получились симметричными. Если инструмент далек от идеала, нужно его еще подточить.
Надо сказать, что в результате перемещения хвостовика в вертикальной плоскости, задняя поверхность получается скругленной. Поэтому такая заточка называется конической. Она применяется для сверл диаметром более трех миллиметров. Правильно заточить более тонкое сверло по металлу еще проще – его режущая часть прижимается к плоскости точила и затачивается без каких-либо покачиваний. В результате задняя поверхность приобретает одну ровную плоскость. Поэтому такая заточка называется одноплоскостной. Хват сверла при такой обработке показан на фото ниже.
В результате задняя поверхность приобретает одну ровную плоскость. Поэтому такая заточка называется одноплоскостной. Хват сверла при такой обработке показан на фото ниже.
После того как заточка будет завершена и инструмент приобретет правильную форму, нужно выполнить доводку. Дело в том, что поверхность после заточки крупным абразивом далека от идеала. Поэтому нужно установить на станок диск с мелким абразивом и удалить все шероховатости. В результате поверхность должна получиться идеально гладкой.
Чтобы убедиться, что работа выполнена верно, попробуйте просверлить отверстие, можно даже не глубокое, и убедитесь, что кромка получилась гладкой и ровной. Это главный показатель заточенного инструмента.
Абсолютно также точатся и сверла по дереву. Единственное, их угол при вершине делается более острым – 140 градусов. Соответственно, инструмент подносится к точилу под углом 70 градусов.
Как точить перку без станка: применяем подручные средства
Нет средств и желания на приобретение специального станка, чтобы заточить перку по стали? Используйте подручные средства:
- камень;
- болгарку;
- плотную наждачную бумагу.

С их помощью можно выполнить процедуру различными способами:
- простым. Резак кладут на заточку строго параллельно, не под углом. В процессе нельзя двигать заточку. Применяют для инструмента диаметром 1-3 миллиметра. Использование такого метода чревато тем, что изделие вскоре начинает крошиться;
- коническим. Применяют для оборудования диаметром более 3 миллиметров. Инструмент прижимают к заточке под углом. Изделие покачивают из стороны в сторону, чтобы обеспечить равномерную обработку всей поверхности.
Определите требуемый угол заточки с помощью таблицы:
| Для резки какого материала предназначено сверло | Угол заточки в градусах |
| Сталь, бронза | 118 |
| Латунь | 120 |
| Медь | 125 |
| Алюминий | 140 |
| Сплав из магния | 90 |
| Электрон | 100 |
| Бетон | 140 |
| Дерево | 140 |
Рассчитать угол заточки бурава по металлу из таблицы можно с помощью обычного транспортера. Так будет быстрее и надежнее всего.
Так будет быстрее и надежнее всего.
Для того чтобы заточить перку по металлу безошибочно, используйте шаблон. Его можно сделать самостоятельно:
- возьмите лист алюминия или стали толщиной не более 2 миллиметров;
- подготовьте новый буравчик;
- сделайте из стального или алюмелевого листа конус. Его размеры и угол должны соответствовать новому изделию;
- с помощью шаблона вы без труда сможете понять, нуждается ли бывавшее в эксплуатации изделие в обработке.
Как провести заточку?
Сильный скрип и выделение тепла говорит о том, что режущий инструмент износился. Стоит отметить, что повышение температуры приводит к ускорению процесса износа. При рассмотрении победитовых сверл по металлу, что режущая кромка представлена твердым сплавом, своими руками заточить ее можно только при использовании специального оборудования.
Для проведения заточки победитовых сверл своими руками понадобится нижеприведенное:
- Точильный станок. Без подобного оборудования провести точение не получиться.
- При поиске точильного станка стоит учитывать, что он должен иметь охлаждающую ванну для используемого камня. Можно создать ее своими руками. Процесс обработки твердого сплава предусматривает сильное повышение температуры.
- Алмазный камень.
 Без подобного оборудования провести точение не получиться.
Без подобного оборудования провести точение не получиться.Отличительной особенностью заточки своими руками твердосплавного материала можно назвать необходимость использования именно алмазного камня, так как обычный не подойдет.
Перед выполнением заточки следует проверить возможность ее проведения. Если напайки менее 10 миллиметров, то заточка своими руками в принципе невозможна. Также большие дефекты не позволяют выполнить заточку.
Геометрия заточки сверла для различных материалов
После проверки состояния инструмента и при наличии необходимого оборудования можно выполнить заострение своими руками. К ее особенностям проведения отнесем следующее:
- Чем выше показатель твердости обрабатываемого материала, тем меньше должна быть скорость вращения камня. Это связано с тем, что повышение скорости вращения камня приведет к быстрому нагреву его поверхности.
- Проводить работу нужно малыми касаниями. Стоит помнить о том, что снятие слоя сплава напаек при использовании алмазного камня проходит довольно быстро. Поэтому внимательно контролировать процесс должен мастер для того чтобы не снять лишний слой рабочей поверхности. Работа проводится навису, без упора.
- Выполняя работу своими руками, без использования шаблона, рекомендуется затачивать поверхность аналогично в случае малых сверл по металлу, когда проводится изменение задней плоскости.
- Также рекомендуется провести подточку и передней поверхности. Эту работу рекомендуется выполнять, если напайка полностью изношена. Выполнить подобное изменение следует так, чтобы толщина центральной части напайки была значительно меньше.
 Это связано с тем, что повышение скорости вращения камня приведет к быстрому нагреву его поверхности.
Это связано с тем, что повышение скорости вращения камня приведет к быстрому нагреву его поверхности.Задняя и передняя поверхность образуют кромку, которая выполняет снятие металла на момент образование отверстия.
При выполнении работы своими руками нужно быть внимательным, так как все режущие стороны должны быть одинакового размера. Достигнуть этого достаточно сложно, но все же возможно. Если нарушить данное правило образованное отверстие станет большого размера и неправильной формы. В независимости от вида используемого оборудования следует также контролировать соотношение переднего и заднего угла реза по направлению вращения инструмента.
Достигнуть этого достаточно сложно, но все же возможно. Если нарушить данное правило образованное отверстие станет большого размера и неправильной формы. В независимости от вида используемого оборудования следует также контролировать соотношение переднего и заднего угла реза по направлению вращения инструмента.
Довольно важным правилом, которое применимо ко всем инструментам, можно назвать высказывание: чем больше показатель твердости поверхности, тем больше угол заточки. В рассматриваемом случае он должен составлять 170 градусов.
Особое внимание уделяют перегреву. Твердосплавные напайки на момент обработки сильно нагреваются
Перегрев любого материала приводит к изменению его структуры. Поэтому режущий инструмент может деформировать, есть вероятность появления трещин.
В заключение отметим, что рассматриваемую работу можно провести самостоятельно. Для этого необходимо знать геометрию инструмента, принцип его работы другие нюансы. Также следует обладать определенными навыками эксплуатации используемого оборудования. Однако без специального оборудования соблюсти угол заточки практически невозможно.
Заточка спиральных сверл
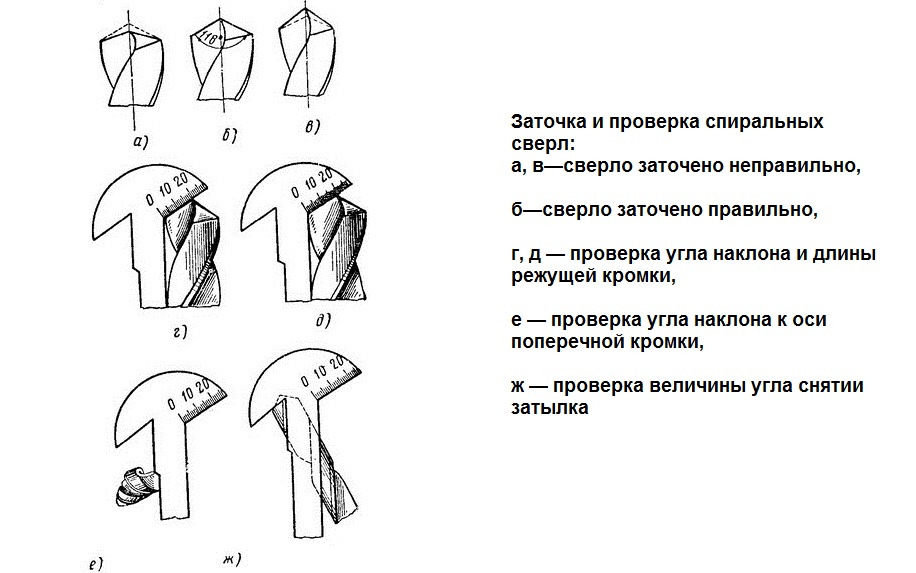
Затачивание сверла производят по задним граням инструмента
Предельно важно соблюдать требования одинаковой заточки обеих зубьев (перьев) сверла. Достигнуть этого, выполняя заострение сверла вручную, достаточно сложно и требует сноровки
Не менее трудноосуществимо создать вручную нужную форму для задней грани, a также заданный задний угол.
На предприятиях применяется специальное оборудование, предназначенное для правильного затачивания сверл. B условиях домашней мастерской заточку вынуждены выполнять на обыкновенном точиле.
Виды заточки зависят от формы, которую придают задней поверхности. Различают следующие виды затачивания сверл по металлу:
- коническая;
- однополосная;
- двухполосная;
- винтовая;
- цилиндрическая.
В домашних мастерских наиболее часто применяют однополосную и коническую заточки.
Однополосная. Данный способ самый легкий, поэтому наиболее часто применяется при ручной заточке. Он рекомендован для сверл не очень большого диаметра (до 3 миллиметров). При таком затачивании задний угол делают в диапазоне 28˚-30˚. К недостаткам такой заточки можно отнести опасность выкрашивания задней кромки.
Заточка такого типа имеет довольно сложную геометрию. Её можно представить следующим образом. Для этого нужно вообразить себе конус c образующей, направленной вдоль плоскости точильного круга и режущей кромки, a вершина конуса располагается на отдалении от вершины сверла в 1,9 от размера его диаметра. В этом случае угол вершины будет равен 26˚. При этом угол пересечения оси самого сверла c на задней грани затачиваемого сверла будет образовываться коническая поверхность.
При этом угол пересечения оси самого сверла c на задней грани затачиваемого сверла будет образовываться коническая поверхность.
Если ось сверла, a также ось виртуального конуса будут располагаться в одной и той же плоскости, то в числовом выражении задний угол по значению будет совпадать с нулем. Для образования заднего угла требуется ось сверла сместить по отношению к главной оси виртуального конуса. Качая сверло по оси виртуального конуса с одновременным таким смещением обеспечивают получение конусной задней грани, a также заднего угла в 12˚-14˚. Увеличивая величину смещения, увеличивают задний угол.
Естественно, что соблюсти все эти требования при ручной заточке достаточно сложно. На практике затачиваемое сверло одной рукой берут за хвостовик, a другой – за рабочую часть на минимальном расстоянии от заборного конуса.
Сверло прижимают к плоскости точильного инструмента задней поверхностью и режущей кромкой, затем плавными движениями, начиная c режущей кромки, медленно, не отрывая от круга точила, сверло покачивают, создавая конусную поверхность задней грани пера. Затем операцию повторяют для второго пера.
Затем операцию повторяют для второго пера.
В домашних условиях мастера делают конусную заточку, используя простейшее приспособление, сделанное из специальной фиксированной под определённым углом к плоскости точильного элемента втулки c вставленным в неё сверлом. Вставленное во втулку сверло режущей кромкой приставляют к плоскости точила и не отрывая от неё затачиваемой части медленно и равномерно поворачивают сверло вокруг оси.
Чтобы сверло прослужило более длительное время, чтобы диаметры высверливаемых отверстий были как можно более точными – после заточки выполняют доводку. Этот процесс сглаживает поверхность. Исчезают мелкие зазубринки, которые оставляют частицы точильного камня. В результате доводки повышаются режущие свойства сверла, оно меньше нагревается и медленнее затупливается.
Для выполнения доводки рекомендуют шлифовальные круги, на которые нанесён слой зелёного карбида кремния или же круги из эльбора.
- при помощи специальных приспособлений;
- заточка вручную;
- заточка через втулку;
- подточка;
- получение несоответствующих диаметру сверла размеров отверстия при использовании неправильно заточенного сверла.

Восстановление победитового сверла
Сверло с победитовым наконечником может со временем затупиться, и для его заточки потребуется алмазный круг. До того как начать процесс наточки, нужно убедиться в том, что высота оставшейся режущей части не менее 10 мм для того, чтобы заточка была возможна. Работу следует проводить на низких оборотах точильного круга.
Сверло с напайками затачивается по аналогии с обычными, малого диаметра — выполняя заточку задней поверхности. При этом стачивать поверхность следует до самой напайки. Также желательно подточить переднюю поверхность, особенно если пластина стерлась до самого сверла. Передняя поверхность обрабатывается таким образом, чтобы толщина напайки в центре стала меньше. Работать следует аккуратно во избежание лишнего среза рабочей поверхности.
Нужно внимательно следить за тем, чтобы сверло не перегревалось в процессе обработки, поскольку это грозит растрескиванием или даже обломом пластины в месте пайки. Для охлаждения перегретого наконечника подойдет любая охлаждающая жидкость, например, обычная вода. Тем не менее, если металл раскален докрасна, то макать его в воду ни в коем случае нельзя — сверло мгновенно треснет.
Тем не менее, если металл раскален докрасна, то макать его в воду ни в коем случае нельзя — сверло мгновенно треснет.
Процесс восстановления геометрической поверхности сверлильных инструментов по металлу и бетону необходим, поскольку данные материалы быстро убивают заводскую заточку инструмента. Теоретического материала по вопросу о том, как правильно точить сверла по металлу недостаточно, но все не так сложно и приходит с опытом.
Использование же специальной насадки для дрели позволяет сохранять все геометрические поверхности инструмента и идеально подойдет для тех, кто не имеет опыта в ручной наточке и боится испортить сверлильный инструмент.
То, какой вид металла будет сверлиться, влияет на угол требуемой заточки, а для работы с камнем и прочными сплавами подойдет сверлильный инструмент с победитовыми насадками.
Не следует забывать о том, что помимо правильной и своевременной заточки продлить срок службы инструмента поможет его правильное хранение в специальных пеналах и подставках.
Originally posted 2018-03-28 15:14:38.
Процесс заточки
Правильную заточку сверла по металлу желательно производить с помощью специальных приспособлений и станков. К сожалению, в условиях домашней мастерской такое оборудование не всегда есть в наличии, и обычно заточка сверел по металлу своими руками выполняется на электрическом точильном станке с абразивными материалами, например, на каменных кругах. Заточку проводят по задним граням, при этом все зубья следует заточить абсолютно идентично. При этом вручную выдержать заданный угол и нужную форму тяжело, да и затачивать в домашних условиях проще всего только спиральные и корончатые инструменты.
Углы рабочей поверхности
Для того чтобы знать, как заточить сверло по металлу на точиле, следует запомнить ряд важных параметров, применяемых к режущей части, выполнение которых гарантирует качественный результат:
- Угол расположения задней части инструмента по отношению к плоскости сверления =10°,
- Угол заточки передней поверхности = 20°
- Угол при вершине режущего инструмента = 118°
При этом угол при вершине может меняться, в зависимости от материала, с которым предстоит работать:
- Для нержавейки, чугуна и твердой бронзы — 115−118°;
- Для алюминия — 130−140°;
- Для меди — 125°;
- Для мягкой бронзы — 130°.

Существует несколько видов заточки, применяемых для различных целей. самыми распространенными считаются:
- Одноплоскостная. При этом виде обработки задняя поверхность пера выполнена в виде одной плоскости. Задний угол лежит в пределах 28−30°. Сверло приставляют режущей частью параллельно точильному кругу и не меняют его положения. Считается самым простым видом заточки сверл диаметром до 3 мм, но недостатком является то, что в процессе сверления режущие кромки могут крошиться.
- Коническая заточка. Как правило, применяется для сверл относительно большого диаметра. Ее тяжело проводить без специального оборудования и не имея соответствующих навыков. Сверло следует брать левой рукой за рабочую часть ближе к конусу, а правой рукой удерживать хвостик. Затем инструмент прижимают к торцу точильного камня поверхностью задней части и режущей кромкой. В процессе заточки сверло слегка покачивается за хвостик правой рукой, это позволяет создавать на перьевой грани конусовидную поверхность.

Доводка материала после его заточки
Доводка выполняется на специальных доводочных кругах. Их отличие от обычных шлифовальных кругов состоит в том, что агрессивная обработка материала объединяется с получением хорошей финишной поверхности.
Благодаря мягкости материала и качественного абразива такие круги идеально подходят для устранения царапин и других дефектов поверхностей, их устранение производится без изменения геометрии рабочей части материала. Как правило, такие круги устанавливаются на болгарку или дрель, что позволяет более удобно и точно обработать сверло зажатое, например, в тисках.
Помимо доводочных кругов, заправить рабочую поверхность можно с помощью наждака, находящегося на диске той же болгарки.
Подточка поверхности
Правильно выполненной заточки сверла по металлу своими руками на инструменте диаметром до 10 мм вполне достаточно для работы, для более широких рекомендуется дополнительно подточить переднюю поверхность.
Смысл данной обработки состоит в том, что за счет увеличения угла режущей кромки и уменьшения переднего угла возрастает стойкость к крошению, это приводит к повышению ресурса сверла. Помимо этого, ширина поперечной кромки уменьшается, благодаря чему материал в центральной части отверстия не сверлится, а скоблится, что облегчает процесс сверления металла. Для сверла с маленьким задним углом можно провести подточку задней поверхности для уменьшения ее трения внутри отверстия.
Основной рабочий процесс
Инструменты и материалы:
- сверло;
- зажим;
- корундовый круг.
Способы кустарной заточки у каждого человека свои, причем нередко они отличаются большой оригинальностью. Кто-то точит при помощи болгарки с алмазной фрезой, а кому-то ближе рашпиль, но оба этих варианта подходят лишь для поверхностной заточки, ибо не дают особой точности и качества. Такие ходы допустимы только в тех случаях, когда надо поправить концы инструмента для работы перфоратором, но не более.
Такие ходы допустимы только в тех случаях, когда надо поправить концы инструмента для работы перфоратором, но не более.
Схема заточки сверл.
В домашних условиях инструмент применяется во много раз реже, нежели в промышленности, поэтому и производить надо гораздо реже. Многие и вовсе приобретают новые взамен старых, т.к. процесс трудоемкий, а купить гораздо проще.
Проще всего произвести заточку при помощи корундового круга по аналогии со всеми остальными металлоизделиями. В процессе работы через каждые 10 сек следует делать перерывы для охлаждения металла, т.к. в противном случае есть немалая вероятность, что твердосплавный пластик может отвалиться.
Если же перегрев идет очень быстрый, то можно воспользоваться водой, но не следует особо усердствовать, т.к. это тоже действует деструктивно (если удалось прозевать тот момент, когда металл раскалился, нужно уже ждать остывания на воздухе, ибо вода его просто расколет).
Во время рабочего процесса нужно внимательно следить и за равномерностью заточки, чтобы в итоге все получилось идеально симметрично. Даже если сама заточка удастся плохо, то потом все еще можно выправить, тогда как в случае искривления сверло лопнет при 1 же подходе с большой долей вероятности. Если же вольфрамо-титановый сплав окажется очень надежным, то кромка будет тупиться лишь с 1 стороны, что значительно ускоряет нагрев металла, а вместе с этим понижает скорость работы.
Даже если сама заточка удастся плохо, то потом все еще можно выправить, тогда как в случае искривления сверло лопнет при 1 же подходе с большой долей вероятности. Если же вольфрамо-титановый сплав окажется очень надежным, то кромка будет тупиться лишь с 1 стороны, что значительно ускоряет нагрев металла, а вместе с этим понижает скорость работы.
Еще 1 важный фактор – расположение режущих кромок. Они должны быть идеально прямыми, а их точка пересечения должна быть ровно в центре. От точки пересечения зависит равномерность работы, поэтому нужно отнестись к этому шагу не менее внимательно, чем к любому другому.
Существует 3 основных вида заточки:
Цилиндрическое сечение сверла.
- Коническая. Самый распространенный вариант, т.к. самый простой. Нужно закрепить сверло на платформе, после чего подносить к точильному кругу на 5-10 сек, затем отводить и проворачивать. Такая процедура достаточно быстрая, поэтому опытные мастера могут добиться идеального результата за 1-2 мин.
- Винтовая. Гораздо сложнее, но и гораздо интереснее, т.к. требует большей сноровки на начальном этапе. Заточка осуществляется при помощи алмазного круга, а после завершения надо надфилем сделать пропилы.
- Плоская. Средняя по сложности работа, но требующая своей доли концентрации. Обычно затачиваются именно твердосплавные материалы под углом 60 градусов, причем тут не нужно особо мудрить, как при создании конической формы. Идеально подходит для выправления недостатков, допущенных ранее.

Рабочая часть
Рабочая часть образована 2-мя режущими кромками, которые получаются в результате пересечения винтовых поверхностей канавок, предназначенных для схода стружки, a также поперечной режущей кромкой, получающейся в результате пересечения задних поверхностей.
Направляющая часть представляет собой две вспомогательные режущие кромки, которые получаются как результат пересечения передних поверхностей c поверхностью ленточки.
Элементы спирального сверла, а также геометрия его углов.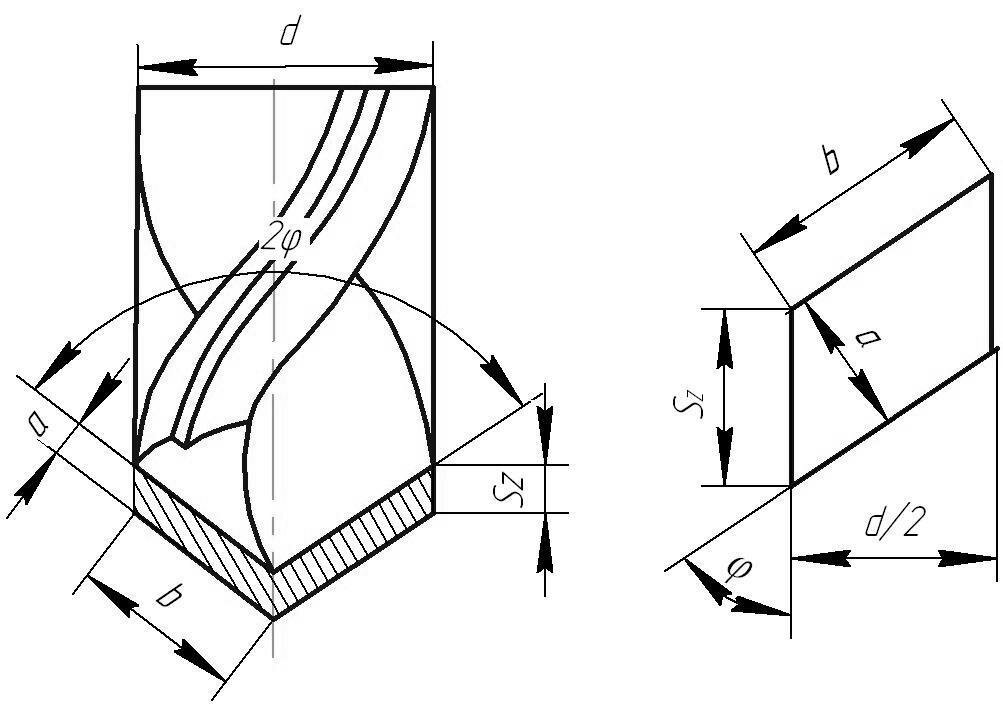
Название элементов представлено на рисунке.
- c одинарной заточкой
- c двойной заточкой
- D – наружный Ǿ сверла.
Едва ли не решающее влияние на качество получаемых отверстий оказывает угол, обозначаемый на схемах и чертежах сверл греческой буквой ϕ (2ϕ) или угол при вершине. Если он выполнен слишком малым, то своим нижним краем стружка будет затормаживаться стенкой отверстия. Затруднения в процессе отводки стружки будут приводить к перегреву металла сверла и, как следствие, к скорейшему изнашиванию.
Соблюдать точные значения данного угла при затачивании важно также потому, что при его увеличении происходит пропорциональное возрастание нагрузки на режущие кромки, a значит сопротивление обрабатываемого металла проникновению сверла в деталь во время подачи возрастает. Если же угол при вершине оказывается меньше оптимального, то растет усилие, которое требуется прикладывать для обеспечения вращения сверла c оптимальной скоростью, ухудшается формирование стружки, растет трение
Как правило, угол 2ϕ для сверл универсальных, которые изготавливаются из быстрорежущей, или из хромистой, или углеродистой сталей должен быть 116˚-118˚. Его меняют при заточке в зависимости от металла, в котором нужно просверлить отверстие:
Его меняют при заточке в зависимости от металла, в котором нужно просверлить отверстие:
- твердая бронза, чугун, сталь — 116˚-118˚;
- мягкая бронза, латунь — 120˚-130˚;
- красная медь — 125˚;
- магниевые сплавы — 90˚;
- силумин, электрон — 90˚-100˚;
- алюминий — 140˚;
- эбонит, мрамор, хрупкие материалы — 140˚;
- различные пластмассы — от 90˚ до 100˚;
- древесина — 140˚.
Как правильно заточить сверло по металлу: способы и видео
На рисунке я его изобразил (упрощено ) Вот что значит отсутствие практики.Пришлось из гаража принести старые запасы сверл для дрели.
Когда я раньше «халтурил» у меня была обыкновенная Конаковская электродрель без перфоратора ,а сверлить приходилось иногда стоя на перилах балкона . Я с собой брал всегда кучу сверл и на два-три отверстия у меня
уходило одно сверло .Немножко посверлил ,немножко постучал молотком и опять повтор.Когда есть навык
легко бетон и без перфоратора сверлить , я просверлил так тысячи дырок.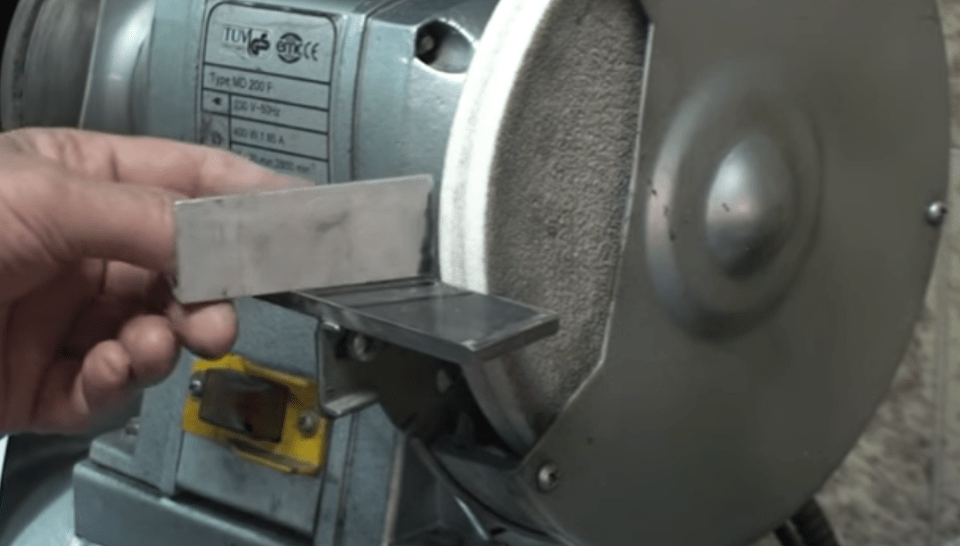 «Тупые» сверла я потом точил
«Тупые» сверла я потом точил
на основной работе. Только камень должен быть специальный для твердых сплавов. Такие «наждаки » есть
у станочников ,для заточки резцов.
Совет по сверлению бетона :
На два-три отверстия одно сверло,потом точить. Рабочая кромка у сверла должна быть четкая без округлостей ,иначе сверло будет просто скользить. Если сверлите без перфоратора ,переодически надо
вставлять в отверстие запасное сверло и постучать молотком по нему.
Совет по сверлению кафеля :
Сверло должно быть по бетону с односторонней заточкой и острое.
Сверлить без включения перфоратора (Что бы кафель не треснул ).Сверлится легко.Как только пройдете
плитку ,можно включить перфоратор……
ОРИГИНАЛЬНЫЕ СМЕННЫЕ КАССЕТЫ ДЛЯ БРИТЬЯ ПО ХОРОШИМ ЦЕНАМ МОЖНО КУПИТЬ В НАШЕМ
СКЛАДЕ-МАГАЗИНЕ » ВСЕ ДЛЯ БРИТЬЯ » НАПРОТИВ МЕТРО ЧЕРТАНОВСКАЯ ( 30 МЕТРОВ )
ПЕРВЫЙ ВАГОН ИЗ ЦЕНТРА .ТОРГОВЫЙ ДОМ » СВОД » ПАВИЛЬОН № 1 . АССОРТИМЕНТ И ЦЕНЫ НА НАШЕМ САЙТЕ WWW. OLDWAY.DS77.RU
OLDWAY.DS77.RU
В заключение
Самое главное в деле правильной заточки сверла – собственная безопасность. Буравчики продаются в магазинах, а вот здоровье, к сожалению, нет. Обязательно надевайте специальные защитные очки, перчатки, робы перед тем, как заточить бор по металлу болгаркой, камнем или наждачкой.
Используя станок, также позаботьтесь о своей безопасности, несмотря на то, что агрегат оснащен защитным экраном.
Если изделие в диаметре более 4 сантиметров, заточить его своими руками невозможно. Для этого применяют только специальное оборудование.
Для правильной заточки буравчика по металлу используйте шаблон из стального или алюминиевого листа. Смастерите конус и измерьте новое изделие, потом примените шаблон на бывшей в употреблении насадке.
Победитовое изделие заточит только алмаз. Другие материалы окажутся бессильными. Алмазный диск можно насадить на болгарку.
Наглядная демонстрация того, как заточить бор в домашних условиях, представлена в следующем видеоматериале:
Самые популярные способы заточки сверл – Cali Valley
Вы когда-нибудь замечали, что через какое-то время ваша старая дрель начинает скрипеть и работать не так, как раньше? Это может быть связано с тем, что сверло потеряло свою первоначальную остроту. Если у вас сложилось впечатление, что, как только сверло выйдет из строя, вы должны его заменить, то вам следует пересмотреть эту мысль. Точно так же, как кухонные ножи и охотничьи топоры, их можно оживить правильными методами заточки.
Если у вас сложилось впечатление, что, как только сверло выйдет из строя, вы должны его заменить, то вам следует пересмотреть эту мысль. Точно так же, как кухонные ножи и охотничьи топоры, их можно оживить правильными методами заточки.
Техника, используемая для заточки этих сверл, немного сложнее, чем другие обычные методы. К счастью, мы изучили самые популярные способы заточки этих сверл и проиллюстрировали их пошаговыми инструкциями. К концу этой статьи вы будете вооружены набором навыков, чтобы оживить ваши ржавые, сколотые дрели. Давайте углубимся в это.
Подготовка к заточке
Прежде чем приступить к заточке, вы должны подготовить свое устройство. Вот несколько вещей, которые вы должны иметь в виду.
1) Тщательно осмотрите сверло
Прежде чем начинать процесс, вы должны выяснить, какая часть сверла скомпрометирована больше всего. Присмотритесь к устройству и осмотрите его досконально, чтобы понять уровень тупости. Это даст вам представление о том, сколько работы потребуется, чтобы оживить.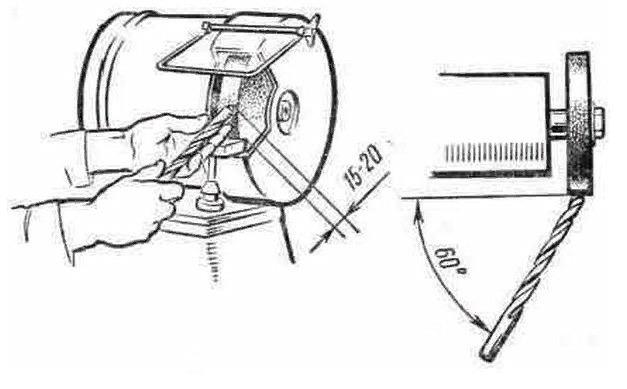
2) Носите защитное снаряжение
Вложите немного больше и купите себе пару хлопчатобумажных перчаток и защитные очки. Перчатки защитят ваши руки от порезов и острых краев, а очки защитят от летящей металлической пыли и снарядов.
3) Устранение ржавчины
Производители наносят на сверла слой антикоррозионного материала, но этот защитный слой полностью стирается после первых нескольких сеансов сверления. При контакте незащищенной металлической поверхности с влагой и воздухом появляется ржавчина.
Это похоже на паразита, который постепенно съедает часть вашего устройства. Это не только мешает правильному функционированию вашего инструмента, но и сокращает срок его службы. Более того, это может сильно затруднить процедуру заточки. Итак, вы должны устранить его, прежде чем начать.
Вот несколько шагов, с помощью которых вы можете избавиться от паразитарной ржавчины:
Шаг 1: Вам необходимо счистить накопившуюся ржавчину с поверхности зубной щеткой с мелкими зубьями. Вы также можете использовать шарик стальной ваты или чистящую губку, но они могут не проникнуть в изгибы.
Вы также можете использовать шарик стальной ваты или чистящую губку, но они могут не проникнуть в изгибы.
Шаг 2: Затем вам нужно будет замочить сверло в минеральном масле. Это также отличное средство от ржавчины. Если вы хотите увеличить срок службы своих инструментов, замочите их в минеральном масле на несколько минут после использования.
Шаг 3: Подождите полчаса. По истечении этого времени масло начнет проникать в ржавую поверхность. Куски ржавчины начнут отходить.
Шаг 4: Используйте зубную щетку или чистящую губку, чтобы избавиться от остатков материала. Вы заметите, что погружение его в минеральное масло сделало эту часть в десять раз легче.
Шаг 5: В конце используйте белый уксус, чтобы избавиться от остатков ржавчины. Оставьте его погруженным в уксус еще примерно на двадцать минут. Наконец, используя ту же зубную щетку, очистите сверло. Полученное сверло будет лишено ржавчины.
Метод 1: Настольная шлифовальная машина
Это один из наиболее эффективных способов заточки любого инструмента с острыми краями. Настольные шлифовальные станки позволяют восстановить кромки сверл, не тратя целое состояние на дорогостоящие точильные станки.
Настольные шлифовальные станки позволяют восстановить кромки сверл, не тратя целое состояние на дорогостоящие точильные станки.
Выполните следующие шаги, чтобы успешно заточить его:
Шаг 1: Если вы никогда этого не делали, то лучше начать с самого большого сверла. Как только вы освоитесь, переходите к более мелким.
Шаг 2: Накладки на язык — это защитное покрытие, защищающее вас от разлетающихся металлических частиц. Убедитесь, что он находится на ¼ или 1/8 дюйма выше вращающегося колеса. Это необходимая мера безопасности, о которой нельзя забывать.
Шаг 3: После включения шлифовальной машины убедитесь, что вы держите сверло в доминирующей руке для идеального контроля. Кроме того, сверло должно быть под углом шестьдесят градусов к колесу.
Шаг 4: Необходимо приложить достаточное давление для получения идеальной резкости.
Шаг 5: Продолжайте шлифование, двигаясь вдоль долота. Его угол должен поддерживаться на уровне 45 градусов от кромки долота.
Шаг 6: Чтобы добиться качественного результата, убедитесь, что ваши руки двигаются медленно. Любая поспешность может деформировать ваш инструмент.
Шаг 7: Поверните процесс несколько раз, покрывая всю окружность.
Способ 2: Использование угловой шлифовальной машины
Это действительно один из самых универсальных инструментов, с помощью которого можно мгновенно выполнить задачу. Устройство имеет вращающийся диск, который затачивает инструменты, помещающиеся на массивной ручке.
Приступайте к процессу заточки, выполнив следующие шаги:
Шаг 1: Соберите приспособление для удержания шлифовального инструмента на месте. Это также поможет сохранить угол угловой шлифовальной машины.
Шаг 2 : Приспособление и шлифовальный станок должны быть правильно прикреплены для оптимальной работы. Держите бритву в своей ведущей руке и расположите шлифовальный станок под углом, чтобы добиться оптимальной остроты.
Шаг 3: Слегка надавите, чтобы сделать края более четкими. Продолжайте процесс по всей окружности. Наконец, заострите рельефы.
Продолжайте процесс по всей окружности. Наконец, заострите рельефы.
Одна вещь, которую вы должны помнить, это то, что многократная заточка может сколоть металлическую поверхность раз и навсегда, сделав ваши инструменты бесполезными. Есть несколько методов, которым вы можете следовать, чтобы продлить резкость. Одним из них является предотвращение ржавчины. Этого можно добиться, нанося немного минерального масла после каждого сеанса сверления.
Заключение
Нет бессмертных инструментов. Рано или поздно он потеряет свои первоначальные характеристики и возникнет необходимость его замены или повторной заточки. Сверла ничем не отличаются. Используя несколько методов, которые мы упоминали выше, вы можете снова восстановить работоспособность вашего инструмента и сэкономить свои деньги.
Коронки, которые не режут: как их заточить
Небольшая заточка насадки также называется зачисткой. Не существует простого, универсального решения для заточки лезвия. Это требует опыта и знаний. Это также то, о чем часто спрашивают техников, поэтому в этом блоге я даю несколько предложений и основных рекомендаций.
Это требует опыта и знаний. Это также то, о чем часто спрашивают техников, поэтому в этом блоге я даю несколько предложений и основных рекомендаций.
Корончатые коронки с алмазной пропиткой являются самозатачивающимися, что означает, что они должны оставаться острыми на протяжении всего процесса сверления. В идеальных условиях по мере износа матрицы новые острые алмазы обнажаются с постоянной скоростью, а тусклые или изношенные алмазы высвобождаются. Однако, если параметры бурения не установлены должным образом или если коронка не подходит для типа грунта, алмазы на лицевой стороне коронки могут изнашиваться без истирания матрицы. Коронка отполируется и перестанет резать.
Возможные причины поломки долота
Такая ситуация может возникнуть по нескольким причинам:
Выбранные вами параметры или настройки бурения не соответствуют грунтовым условиям. Вы должны обратиться к рекомендуемым параметрам, найденным в опубликованной документации, или проверить здесь.
Буровое долото может не подходить для данного типа горных пород в вашем грунте. Коронки разработаны для особой твердости и уровня абразивности. Кроме того, если грунт изменчив, коронка, с которой вы начали бурение, может оказаться непригодной, как только вы достигнете определенной глубины. Убедитесь, что у вас есть правильный тип коронки.
Что можно сделать
Как только это произойдет, коронку нужно будет заточить или зачистить. Процедура включает удаление тонкого слоя матрицы, чтобы обнажить алмазы, чтобы долото могло снова начать резку. Нет необходимости извлекать коронку из скважины, так как это можно сделать во время бурения, изменив или отрегулировав некоторые параметры бурения. Важно отметить, что эта техника будет потреблять вашу матрицу, количество которой будет зависеть от опыта, способностей и рефлексов бурильщика.
- Моментальное увеличение нагрузки на долото (WOB) на 15–20 процентов,
- В то же время уменьшите расход воды почти до минимума, рекомендованного производителем коронки.
