Кондуктор для сверления отверстий своими руками: шаблон для сборки мебели
- Особенности конструкции и виды
- Сферы использования
- Самодельные кондукторные устройства
Точно и качественно выполнить отверстия в изделиях, изготовленных из натуральной древесины, ДСП, МДФ, металла и других материалов, позволяет такое удобное приспособление, как кондуктор. Таким приспособлением, в частности, активно пользуются специалисты, занимающиеся производством мебели. При этом кондуктор можно как приобрести в серийном исполнении, так и сделать своими руками.
Универсальный кондуктор ползункового типа для сверления отверстий под евровинты и шканты
Особенности конструкции и виды
Кондуктор, по сути, – это шаблон для сверления отверстий, позволяющий выполнить их максимально точно. Используют его и для создания отверстий, ось которых располагается перпендикулярно поверхности детали, и для сверления под углом.
Благодаря своей универсальности и простоте кондукторы для сверления отверстий активно применяются в различных сферах.
Даже простое приспособление в виде планки с упором намного облегчает и ускоряет процесс изготовления однотипных отверстий
В качестве мебельного кондуктора чаще всего применяются накладные модели, изготовленные из легких материалов, чтобы было удобнее ими манипулировать. Можно приобрести такие приспособления в заводском исполнении или изготовить мебельный кондуктор своими руками.
Наиболее значимое преимущество кондуктора заключается в том, что с его помощью качественное и точное сверление как перпендикулярного к поверхности детали, так и наклонного отверстия может выполнить даже человек, не обладающий высокой квалификацией. Использование кондукторов исключает необходимость сложных предварительных расчетов и разметки мест расположения будущих отверстий, что снижает трудоемкость сборки мебельной конструкции и позволяет выполнить такую работу за более короткий промежуток времени. Даже начинающий специалист может разобраться в применении кондуктора для сверления под шканты и для решения других технологических задач.
Накладной кондуктор с револьверной головкой подходит для сверловки типовых отверстий под шканты любого размера
Прежде чем приобрести или изготовить свой самодельный кондуктор, определите, для решения каких задач необходимо его использовать, и на основе этих данных выберите его тип и конструктивное исполнение.
Среди кондукторов для сверления отверстий по типу конструкции и функциональным возможностям можно выделить целый ряд категорий.Накладные
Эти кондукторы называются так потому, что их накладывают на обрабатываемую деталь и закрепляют на ней либо просто фиксируют руками. Посредством кондукторов данного типа, в частности, выполняют сверление отверстий в ДСП, плитах МДФ и в других плоских деталях.
ПоворотныеТакие шаблоны можно использовать для того, чтобы выполнять отверстия на деталях цилиндрической формы. Кондукторы данного типа оснащаются вертикальными и горизонтальными осями поворота, что дает возможность выполнять с их помощью отверстия под различными углами.
УниверсальныеЭто приспособления, которые особенно актуальны для маленьких серийных производств, где важна возможность быстрой переналадки используемого оборудования. Кондуктор данного типа как раз и наделен такими функциями.
Этот универсальный кондуктор предназначен для засверливания отверстий под минификс, конфирмат, рафикс и дверную петлю
ОпрокидываемыеДанные приспособления для сверления отверстий требуются в тех случаях, когда такую технологическую операцию приходится выполнять в нескольких плоскостях.
Скользящий кондуктор в полном соответствии со своим названием не требует закрепления: его просто прикладывают к тому участку поверхности детали, где надо просверлить отверстие. Закрепляемые кондукторные устройства, хотя и являются более удобными, несколько ограничивают свободу действий специалиста, что особенно критично при выполнении сверлильных работ на станках, оснащенных только одним шпинделем.
Сферы использования
Мебельные кондукторы и шаблоны – это приспособления, без которых практически не обойтись при сборке мебельных конструкций. Использование кондукторов позволяет избежать основной проблемы, возникающей при сверлении отверстий, – вхождения сверла в обрабатываемую деталь не под тем углом. Исправление этой ошибки отнимает много времени и сил, и не всегда ее вообще можно исправить.
Такие приспособления, как мебельные кондукторы и шаблоны, применяются и при производстве, и при сборке мебели, когда в соединяемых элементах надо выполнить отверстия для размещения крепежных элементов. В таких случаях часто используется кондуктор для шкантов или кондуктор для сверления под конфирмат, без которых выполнить качественные отверстия под крепеж не представляется возможным. Незаменимым такое приспособление является в тех случаях, когда требуется сделать отверстия, в том числе и под углом, в тонких плитах (в частности, при выполнении отверстий в ДСП или МДФ).
Кондуктор для косых отверстий незаменим при устройстве скрытых соединений панелей и досок
При использовании кондуктора для сверления отверстий процесс сборки мебели происходит просто и быстро. Применяя такое приспособление, сверление отверстий можно выполнять на любом удалении от края детали вне зависимости от ее ширины.
В современной мебели активно используются шканты, которые в то же время являются достаточно устаревшим крепежным элементом. Именно поэтому кондуктор для шкантов (doweling jig) применяется в производстве мебельных конструкций. Основная сложность при использовании таких крепежных элементов заключается в том, чтобы оси отверстий, выполняемых в соединяемых деталях, имели между собой прямой угол. Соответственно, располагаться такие отверстия должны строго перпендикулярно друг к другу. Без применения такого приспособления, как кондуктор для шкантов, выполнить их затруднительно.
Кондуктор для выполнения отверстий в трубках будет весьма полезным приспособлением для домашней мастерской
Мебельное производство – не единственная сфера, в которой используются кондукторы, предназначенные для сверления отверстий. Шаблоны не менее часто применяют и для того, чтобы просверлить отверстие в трубе и других деталях, имеющих цилиндрическую форму. Кондукторы позволяют выполнять качественные отверстия даже в трубах небольшого диаметра.
Размер и принцип работы современных кондукторов могут быть различными. Некоторые из моделей таких устройств намного легче купить, а отдельные несложно изготовить своими руками. В пользу того, чтобы изготовить мебельный кондуктор для сверления отверстий своими руками, говорит и тот факт, что серийные устройства, особенно универсального назначения, стоят недешево.
Самодельные кондукторные устройства
Кондукторы простейшей конструкции, например, те, которые используются для сверления отверстий под конфирмат, стоят относительно недорого, поэтому многие мастера не озадачиваются их самостоятельным изготовлением и приобретают серийные модели. Между тем есть и те, кто даже такие простые устройства старается сделать своими руками. Вопрос о том, как сделать кондуктор для сверления своими руками, часто появляется и при необходимости просверлить нестандартные отверстия.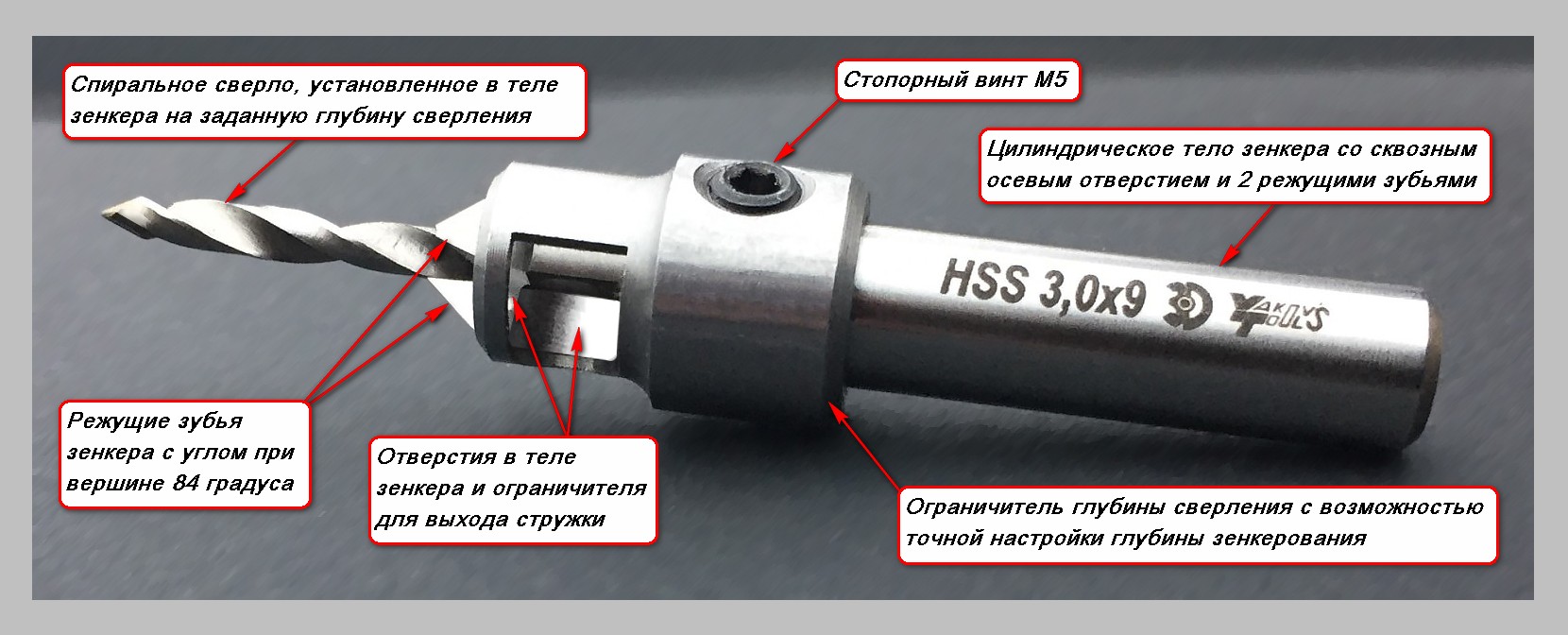
Чтобы самостоятельно изготовить кондуктор для шкантов или более простой по конструкции кондуктор для конфирматов, можно воспользоваться чертежами и видео в интернете.
При изготовлении кондуктора потребуется идеально точное сверление направляющих отверстий и закалка готового приспособления
Для изготовления такого устройства, естественно, потребуется его чертеж. Нужен также минимальный набор инструментов и оборудования:
- электрическая или ручная дрель;
- набор слесарных инструментов;
- болгарка;
- сварочный аппарат (для изготовления кондукторных приспособлений более сложной конструкции).
Простейший самодельный кондуктор можно изготовить из подручных средств и материалов, которые в избытке имеются в большинстве домашних мастерских или гаражей. Использование таких материалов, к которым относятся куски металлической арматуры, деревянные бруски, металлические пластины и др., позволяет значительно сэкономить на приобретении серийной модели устройства.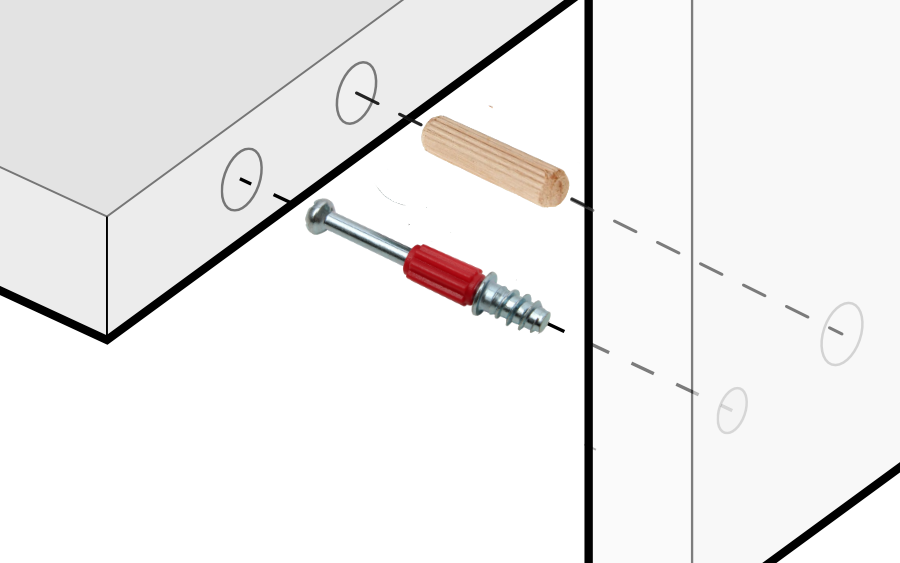
Чертеж самодельного кондуктора для высверливания отверстий под конфирматы
Изготовление самодельного кондуктора для дрели или одношпиндельного станка проходит в несколько этапов.
- Квадратную арматуру сечением 10 на 10 мм, используя ножовку по металлу или болгарку, необходимо нарезать на отрезки требуемой длины.
- Центры отверстий, через которые будет выполняться сверление, должны находиться на расстоянии 8 мм от края кондукторной плиты. Именно на таком расстоянии расположен центр плиты ДСП или МДФ, в которой сверлят отверстие.
- Шаг между отверстиями на кондукторе в соответствии с общепринятыми мебельными стандартами составляет 32 мм, при этом диаметр таких отверстий должен быть равен 5 мм.
- Если оснастить самодельный кондуктор упором, то использовать такое приспособление будет значительно удобнее. Для создания такого упора нужна металлическая пластина толщиной 1 мм и шириной 25 мм, которую сгибают под прямым углом и фиксируют на уже готовом кондукторном приспособлении, изготовленном из арматуры.

- После того как конструктивные элементы самодельного кондуктора зафиксированы при помощи струбцины, их необходимо надежно соединить между собой, используя для этого резьбовые крепежные элементы.

Готовый кондуктор с поворотными упорами
Чтобы минимизировать количество пыли, образующейся при использовании самодельного кондуктора, его конструкцию можно дополнить половинкой пластиковой бутылки. Такое простейшее приспособление может выступать и в качестве поддона, в котором будет собираться образующаяся в процессе сверления стружка.
Описанный выше метод позволяет изготовить простейший самодельный кондуктор, который значительно облегчает и ускоряет процесс сборки любой мебельной конструкции.
Сделай себе кондуктор для сверления отверстий и собирай свою мебель!
При работе с ручной дрелью, иногда бывает сложно выдержать заданное направление отверстия. Также кондукторы применяются, если необходимо выполнить ряд аналогичных дырок по шаблону. Например, при столярных работах. В этом случае мастер не тратит время на разметку дерева, и гарантировано получает одинаковый результат.
Также кондукторы применяются, если необходимо выполнить ряд аналогичных дырок по шаблону. Например, при столярных работах. В этом случае мастер не тратит время на разметку дерева, и гарантировано получает одинаковый результат.
Кондуктор незаменим при сверлении дыр в трубах. Но основное применение — проход отверстий под заданным углом.
Рассмотрим различные варианты этого полезного приспособления:
Кондуктор для перпендикулярного сверления отверстий
Назначение — получение проходов в толстых заготовках, строго под углом 90°. Представляет собой набор втулок в едином корпусе, или кронштейн со сменными рабочими насадками.
Установив приспособление над точкой сверления, можно начинать работу без предварительного накернивания. Сверло точно попадает в центр втулки и не отклоняется от оси.
Важно! Единственная проблема — инструмент необходимо удерживать на заготовке, особенно в начале работы. Иначе от вибрации он может сместиться.
Иначе от вибрации он может сместиться.
Такой кондуктор для сверления можно сделать своими руками. Используется толстый текстолит или твердое дерево. Идеальный вариант — применение втулок от экструдера для протяжки проволоки. Изношенные втулки можно найти на заводе.
Насадки для экструдера выполнены из легированной стали, с добавлением победита. Срок службы практически неисчерпаем.
Кондуктор для цилиндрических заготовок или труб
Сделать отверстие в покатой поверхности практически невозможно. Особенно тяжело начать процесс — кончик сверла соскакивает с заданной точки. Приспособление зафиксирует направление, и позволит выполнить работу с высокой точностью.
Регулируя длину фиксирующих болтов, можно просверлить отверстие по касательной в отношении центра. Если под рукой нет подобного инструмента, его можно изготовить из подручных материалов. Например, из бруска твердого дерева и полоски фанеры.
Чтобы направляющие не так быстро разбивались острыми кромками сверла, их можно усилить гильзами из трубок разного диаметра.
Отдельного описания заслуживают мебельные кондукторы для сверления отверстий
Кондуктор для отверстий под углом
Такой тип сверления не очень распространен, однако есть способы крепления изделий между собой, когда без этой технологии не обойтись.
Фактически, отверстие проделывается по касательной, что практически нереально выполнить, удерживая дрель руками.
Важно! В металлических деталях такие углубления можно выполнить только с помощью фрезы.
А для деревянных заготовок существует готовый комплект.
Любой столяр знаком с таким способом сверления, профессионалы используют это приспособление постоянно. Работать с кондуктором несложно: выставляется высота сверления, заготовка плотно прижимается к упору, и вы получаете точные косые отверстия.
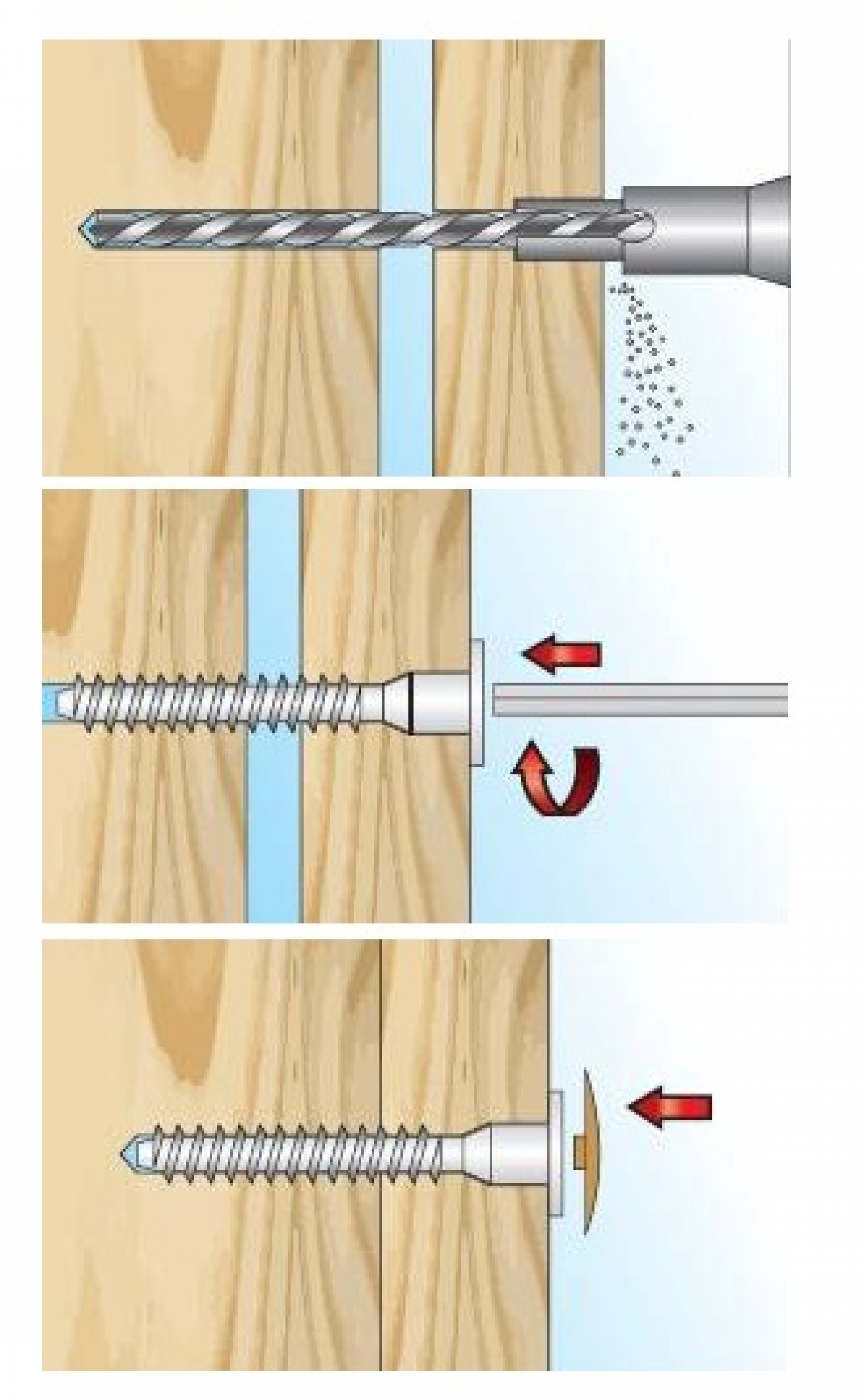
На сверло обязательно надевается упор-ограничитель, иначе отверстие получится сквозным. Тогда головка шурупа будет проваливаться. Кроме того, такой крепеж лучше делать с помощью особого сверла, с двойным диаметром.
Самостоятельно такое приспособление изготовить сложно. Хотя есть простые варианты, не отличающиеся особой точностью.
Есть отдельный тип приспособлений: для сверления под углом с регулируемым наклоном. Это специфический кондуктор, который подходит не для всех заготовок.
Указанный выше тип крепежа, подходит лишь для массива. Прессованные плиты так не соединить.
Поэтому такой кондуктор не подойдет для сверления отверстий в ДСП. Для сборки цапф и других компонентов мебели из оргалита, применяется шкантовый крепеж.
Кондуктор отверстий под шканты
Приспособление предназначено для того, чтобы соблюсти соосность отверстий. Иначе вы не сможете установить шипы. Прикладывая кондуктор к обеим соединяемым деталям, вы обеспечите идеальную стыковку.
Если вы решите сделать подобный кондуктор своими руками, искать чертежи не обязательно. Представляем два варианта прекрасно работающих самоделок:
Накладной шаблон
Изготовить его очень просто. Достаточно небольшого кусочка фанеры, и листа оргалита. С помощью такого приспособления вы всегда сможете просверлить пару соосных отверстий для шкантов.
Достаточно небольшого кусочка фанеры, и листа оргалита. С помощью такого приспособления вы всегда сможете просверлить пару соосных отверстий для шкантов.
Оргалит (или другой прозрачный пластик) надо разметить, и насверлить калибровочных отверстий. С их помощью вам проще будет установить шаблон на нужное место. В отверстия надо забить тонкостенные латунные трубки. Иначе сверло по дереву быстро разрушит направляющие.
Важно! Такое приспособление подходит лишь для заготовок фиксированной ширины.
Тогда шипы будут расположены по центру торца. Для дерева других размеров, необходимо сделать отдельные направляющие, или универсальный шаблон кондуктор.
Самоцентрующийся кондуктор
Если вы не изготавливаете мебель с использованием стандартных панелей, нужен универсальный инструмент. Его также можно сделать своими руками, причем материалы буквально валяются под ногами.
Чтобы изготовить такой кондуктор для сверления отверстий вам понадобится чертеж и базовые знания геометрии. Используемые материалы: кусок фанеры 15-18 мм, тонкостенная трубка, подходящая под сверло, несколько шкантов, и металлическая полоска для плеч параллелепипеда.
Используемые материалы: кусок фанеры 15-18 мм, тонкостенная трубка, подходящая под сверло, несколько шкантов, и металлическая полоска для плеч параллелепипеда.
Делаем три одинаковые детали: в середине отверстие, армированное трубкой, с нижней стороны симметрично расположены упорные ножки из шкантов. Важно, чтобы все три составляющие были абсолютно идентичными.
Из металла нарезаем три одинаковых плеча с симметрично расположенными отверстиями. Именно они определяют линейность отверстий кондуктора.
Выпиливаем пазы в трех заготовках, и соединяем их с помощью металлических плеч. Приспособление работает не хуже фабричного, при фактически нулевой стоимости.
Еще один способ соединения мебели – использование так называемого конфирмата. Для этого нужен отдельный инструмент.
Кондуктор под конфирмат – разновидности и возможность изготовления
Разумеется, такое приспособление есть в продаже, причем достаточно удобное и универсальное.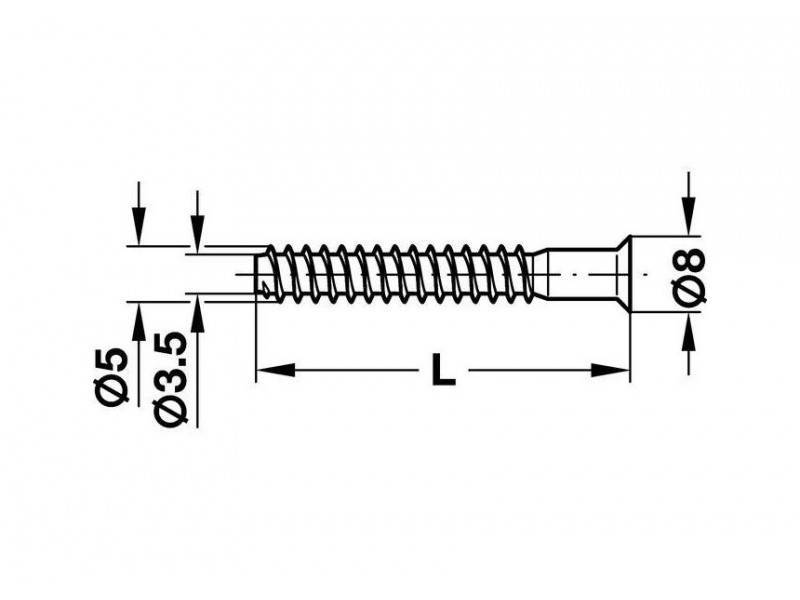 С его помощью производится перфорация первой детали заготовки.
С его помощью производится перфорация первой детали заготовки.
Вторая деталь заготовки должна иметь два ряда перпендикулярных отверстий. Для этого разработана иная конструкция.
Разумеется, домашние мастера легких путей не ищут, и делают мебельный шаблон кондуктор для сверления отверстий своими руками. Причем он не обязательно должен быть универсальным, вы можете приспособить его под конкретный тип стыка мебельных панелей.
Важно! Любой универсальный прибор создан для экономии средств.
Сделать ошибку в сверлении при большом количестве лишних отверстий – проще простого.
Поэтому, при самостоятельном изготовлении шаблонов, делайте их узко профильными.
Пусть вас не смущают отверстия одного размера. Конфирмат, как правило, выпускается по определенным стандартам. Поэтому диаметр сверления единый.
Как сделать кондуктор для сверления отверстий под крепеж, мы разобрали. При сборке деревянных конструкций и установке дверей / окон, используются шарнирные соединения.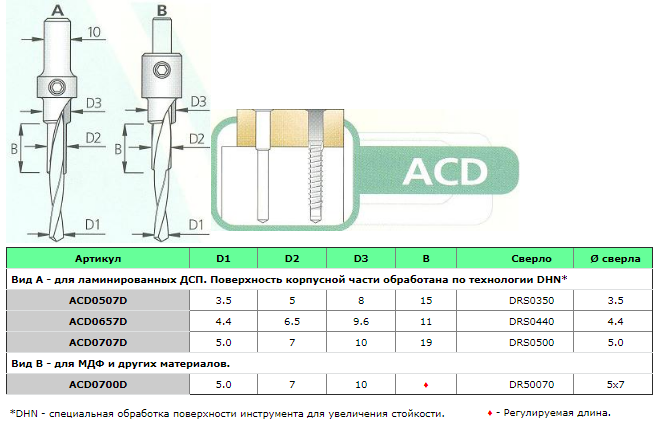 Их крепления должны быть также стандартизованы и синхронны между собой. Чтобы не ошибиться с разметкой, применяется кондуктор для отверстий под петли.
Их крепления должны быть также стандартизованы и синхронны между собой. Чтобы не ошибиться с разметкой, применяется кондуктор для отверстий под петли.
Установить стандартный мебельный шарнир без этого шаблона, практически нереально.
Вывод:
Любые приспособления, с помощью которых можно стандартизировать разметку, или сверление отверстий, на порядок повышают качество работ. Кроме того, приобретение (изготовление) кондукторов позволяют сэкономить массу времени при столярных работах.
Подтвержденный список проектирования схем для клиентов, которым требуются услуги по изготовлению печатных плат
Как компания, работающая в индустрии печатных плат уже более десяти лет, PCBCart полностью осознает важность временных затрат и эффективности для наших клиентов. Чтобы свести к минимуму временные интервалы от файлов проекта до конечных продуктов, мы составили полный список элементов подтверждения, которые будут реализованы нашими техническими инженерами. Достаточная подготовка, безусловно, поможет вам быстро и без проблем заказать печатные платы.
Достаточная подготовка, безусловно, поможет вам быстро и без проблем заказать печатные платы.
Прежде чем отправлять нам файлы проекта печатной платы, вам необходимо проверить следующие пункты один за другим. ПРИМЕЧАНИЕ: в конце этой статьи будет приведен сводный список таблиц для инженеров, у которых мало времени для проверки изображений и деталей.
• Версия программного обеспечения для проектирования печатных плат
Программное обеспечение для проектирования печатных плат имеет разные версии, которые естественным образом генерируют разные файлы проектирования печатных плат, содержащие различия между собой в некоторых аспектах. Чтобы сократить ваше время и обеспечить точность ваших файлов дизайна, мы предлагаем вам указать версию вашего программного обеспечения в Notes при отправке заказа. Естественно, ОПТИМАЛЬНЫМ выбором является предоставление файлов Gerber.
• Отверстия
а. Покрытие отверстий
Для однослойных печатных плат все отверстия должны быть без покрытия.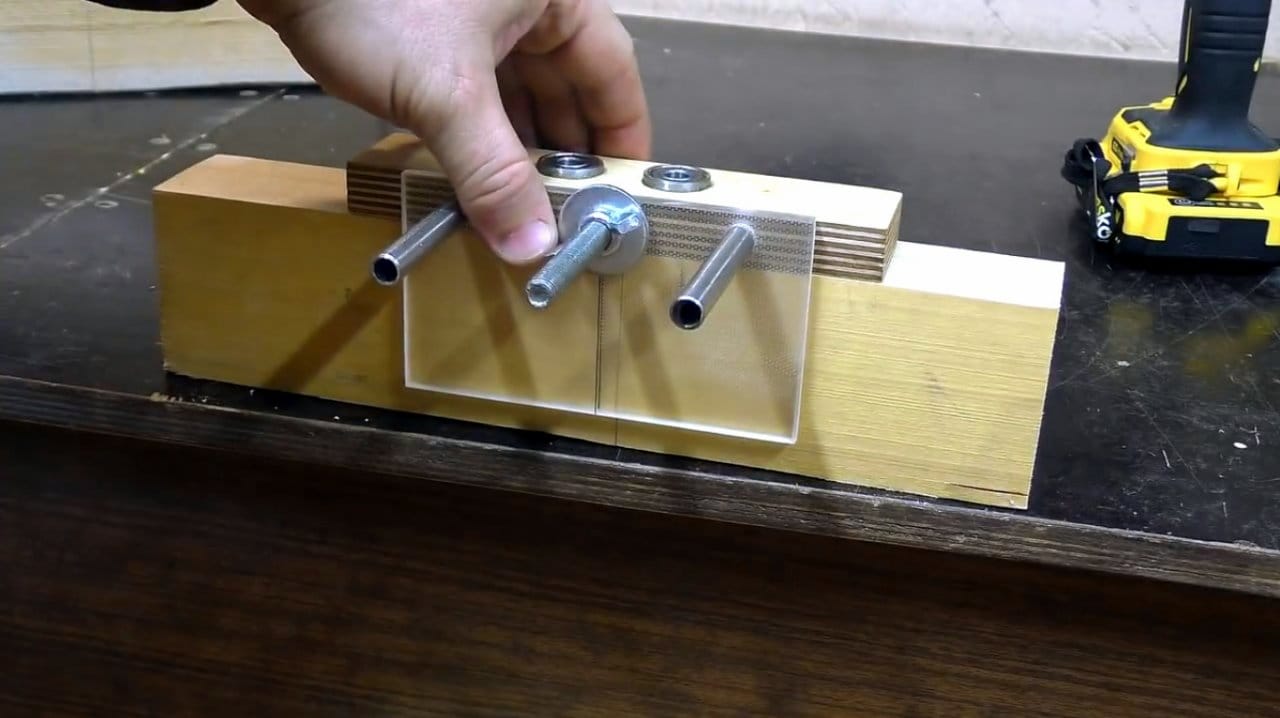 Для печатных плат с более чем 2 слоями отверстия без кольцевого кольца в файле должны быть без покрытия, тогда как отверстия с кольцевым кольцом в файле должны быть покрыты.
Для печатных плат с более чем 2 слоями отверстия без кольцевого кольца в файле должны быть без покрытия, тогда как отверстия с кольцевым кольцом в файле должны быть покрыты.
б. Круги как дыры
Круги в механическом слое или слое контура без меди и без соответствующих отверстий в файле Excellon обычно игнорируются. Если вы хотите, чтобы они были просверлены как отверстия, сделайте пометку в файле проекта печатной платы.
в. Перекрывающиеся отверстия
Существует два типа перекрывающихся отверстий: 1). Когда маленькое отверстие находится внутри большего отверстия, они называются полностью перекрывающимися отверстиями. Маленькую следует удалить, так как при сверлении большой в ней нет необходимости. 2). Когда маленькое отверстие пересекается с большим отверстием, они называются частично перекрывающимися отверстиями, которые следует просверливать в соответствии с конструкцией файла.
д. Слот Отверстия
Два отверстия в одной и той же прокладке должны быть покрыты металлом, что можно разделить на две возможности: 1). Когда дело доходит до двух отверстий в одной и той же медной прокладке с зазором, расстояние между этими отверстиями должно быть не менее 20 мил. Кроме того, два отверстия должны быть просверлены отдельно, как показано на левом изображении ниже. 2). Когда дело доходит до двух щелевых отверстий без зазора между ними, после сверления они должны иметь форму овала, как показано на правом изображении ниже.
Когда дело доходит до двух отверстий в одной и той же медной прокладке с зазором, расстояние между этими отверстиями должно быть не менее 20 мил. Кроме того, два отверстия должны быть просверлены отдельно, как показано на левом изображении ниже. 2). Когда дело доходит до двух щелевых отверстий без зазора между ними, после сверления они должны иметь форму овала, как показано на правом изображении ниже.
ВНИМАНИЕ: если речь идет о отверстиях, выполненных на графическом слое, то для их выделения следует использовать специальную метку, а также уточнять размер, угол и глубину.
• Дизайн маркировки печатной платы
Маркировка печатных плат должна быть соответствующим образом спроектирована, а правила проектирования можно узнать из статьи «Требования к конструкции печатных плат SMT, часть четвертая: маркировка».
• V-образный дизайн
Глубина V-образного выреза должна быть разумной. Обычно это одна треть толщины доски. Механическая линия должна быть нарисована в файле проекта печатной платы, чтобы указать, где выполнить V-образный вырез.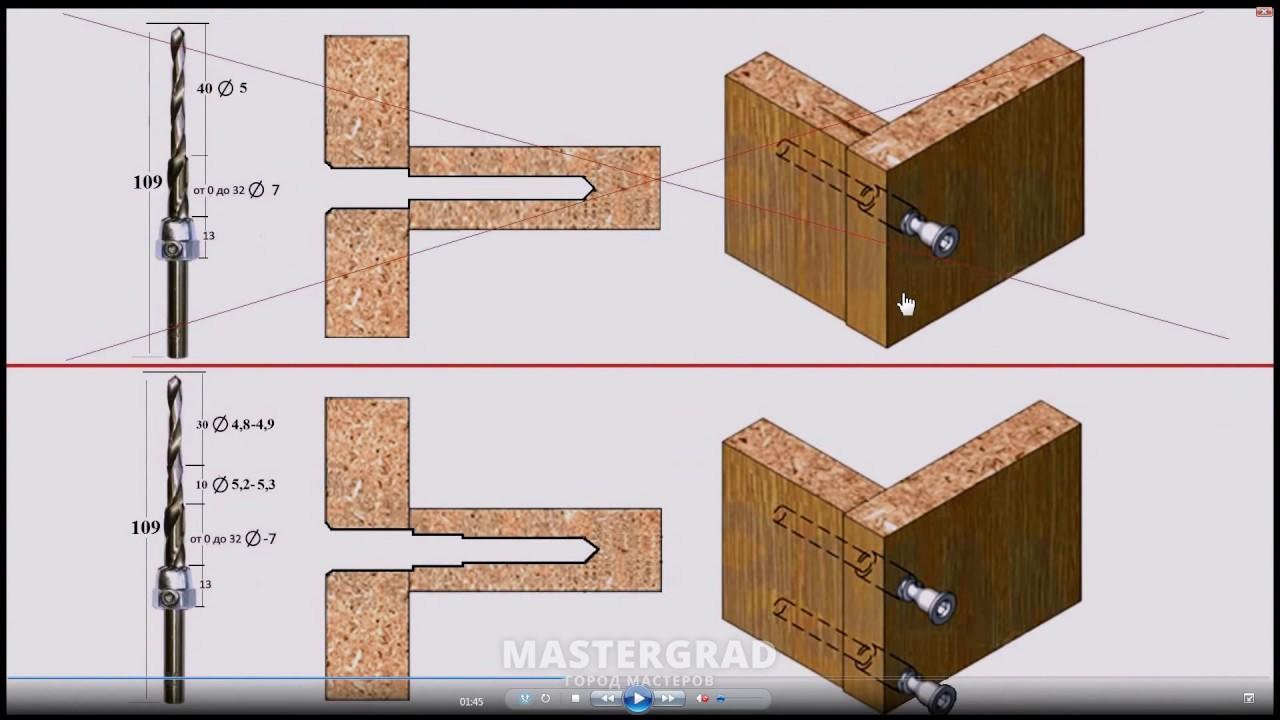
• Медное кольцевое кольцо
Размер медного кольцевого кольца можно определить простым вычислением диаметра медной прокладки за вычетом диаметра отверстия, деленного на два. Минимальный размер медного кольцевого кольца должен быть 6 мил при толщине меди не менее 1 унции, иначе после завершения оно сломается. На изображении ниже показан пример, в котором кольцевое кольцо слева и справа от этих отверстий будет сломано после завершения.
• Расстояние между медью/дорожкой/площадкой и краем платы
Для досок, кромка которых проходит фрезерование, расстояние должно быть не менее 0,2 мм, а для досок, кромка которых проходит через V-образный вырез, расстояние должно быть не менее 0,4 мм. На изображении ниже показана ситуация, когда расстояние между медью и краем платы находится за пределами безопасного диапазона. Такая конструкция может привести к обнажению меди на краю платы.
• Расстояние между краем отверстия/переходного отверстия и краем платы
Для контура трассировки безопасное расстояние между краем отверстия и краем платы составляет 0,4 мм, а безопасное расстояние между краем переходного отверстия и краем платы — 0,2 мм.
Для V-образных надрезов/V-образных канавок безопасное расстояние между отверстием и краем платы составляет 0,8 мм, а безопасное расстояние между переходным отверстием и краем платы составляет 0,4 мм.
• Через дизайн отверстия
Переходные отверстия НЕ ДОЛЖНЫ быть спроектированы между оголенной медью и не оголенной медью.
• Расстояние между краем переходного отверстия и краем контактной площадки
Расстояние между краем переходного отверстия и краем контактной площадки должно быть не менее 8 мил и должно быть покрыто паяльной маской.
• Отверстие маски/смолы закупорено через
Отверстие маски/смолы, закупоренное переходным отверстием, должно быть не более 16 мил.
• Диафрагма Micro Via
Диафрагма микроотверстия должна быть менее 5 мил.
• Золотой скос пальца
Для золотого пальца, который должен иметь скос, обычный угол составляет 35°, 45° или 60°.
• Расстояние между краем отверстия для позиционирования и краем контактной площадки
Расстояние между краем установочного отверстия и краем площадки должно быть не менее 0,65 мм.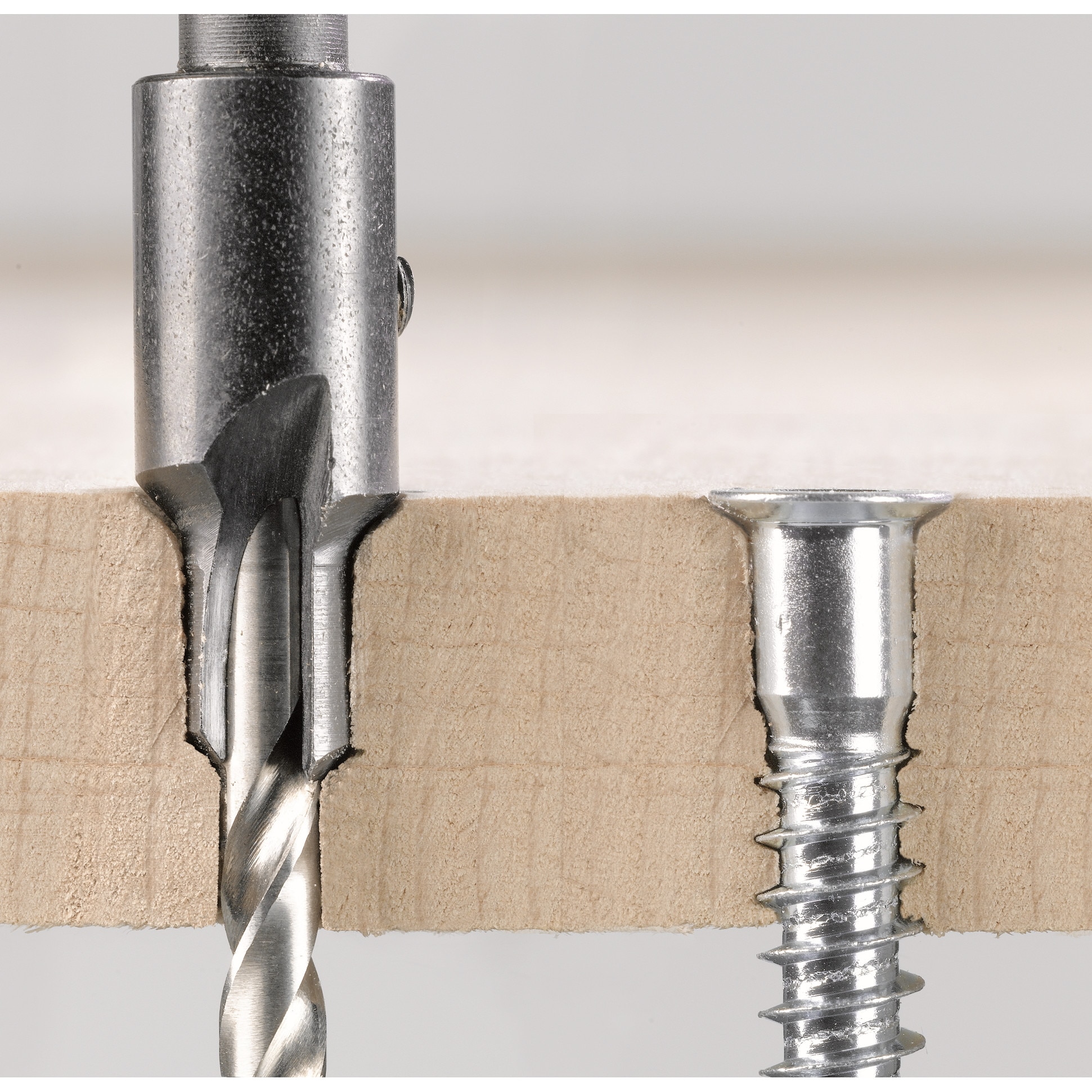
• Слой доски
Плата должна содержать слой контактной площадки, слой шелкографии и слой маршрутизации.
• Подушечки
Несколько пэдов нельзя объединять вместе, и они должны оставаться независимыми друг от друга.
Расстояние между медными контактными площадками должно быть не менее 5 мил. На изображении ниже показан пример конструкции, в которой расстояние между двумя медными контактными площадками слишком мало, что может привести к короткому замыканию после завершения.
• Расстояние между медными сетками
Расстояние между медными сетками должно быть 10mil*10mil. Возьмите изображение ниже, например, расстояние между медными сетками меньше, чем требуется. Таким образом, сетки не могли быть разобраны должным образом.
• Цветочная медная прокладка во внутренних слоях
Как показано на изображении ниже, лучшая цветочная площадка с зазором A должна быть 12 мил и 10 мил для B и C.
• Легенда
а. Легенда о медном слое
Легенда о медном слое
Ширина линий легенды на медном слое должна быть не менее 10 мил, а ширина и высота легенды должны быть не менее 28 мил * 40 мил. Расстояние между легендами должно быть не менее 6 мил. Если медные легенды меньше, чем требуется, готовые легенды будут нечеткими, как показано на изображении ниже.
б. Легенда на паяльной маске
Ширина линий легенды на маске припоя должна быть не менее 8 мил, а ширина и высота легенды должны быть не менее 20 мил * 30 мил. Подобно трафаретной печати/легенде на медном слое, если легенды паяльной маски меньше, чем требуется, готовые легенды также будут нечеткими.
в. Легенда на слое шелкографии
Ширина линий легенды на слое шелкографии должна быть не менее 5 мил, а ширина и высота легенды должны быть не менее 20 мил * 30 мил. Расстояние между легендами должно быть не менее 4 мил. Если легенды шелкографии меньше, чем требуется, готовые легенды будут нечеткими.
д. Обложка Silkscreen Legends на медных подушечках
Обложки с надписями шелкографии на медных контактных площадках повлияют на пайку печатной платы.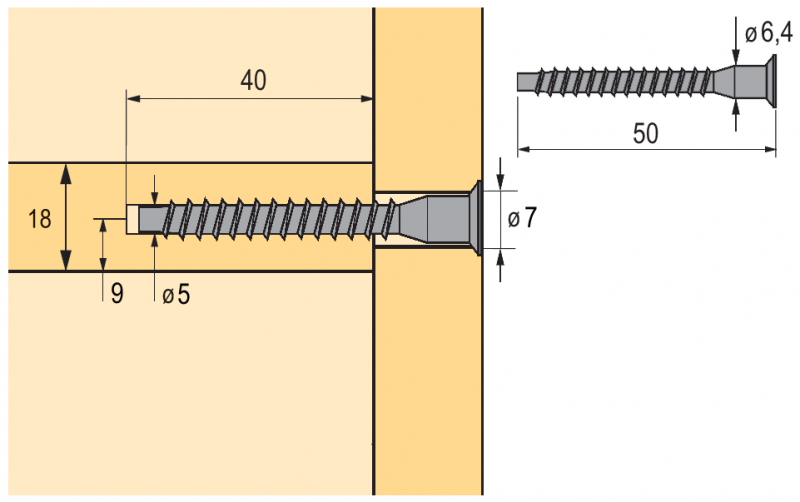 Предполагается, что печатная плата должна быть спроектирована таким образом, чтобы легенды шелкографии располагались вдали от медных контактных площадок, чтобы избежать перекрытия.
Предполагается, что печатная плата должна быть спроектирована таким образом, чтобы легенды шелкографии располагались вдали от медных контактных площадок, чтобы избежать перекрытия.
е. Легенды шелкографии на толстой меди
Толстая медь относится ко всему, что превышает 4 унции. Если одна и та же легенда шелкографии охватывает и медь, и материал подложки, легенды шелкографии будут нарушены и станут нечеткими из-за «ступеньки», вызванной толстой медью. Мы рекомендуем, чтобы надписи для трафаретной печати располагались либо на меди, либо на материале подложки, но не поперек них.
• Паяльная маска
а. Размер отверстий сопротивления паяльной маски
Отверстия резиста паяльной маски обычно должны быть на 2–3 мила больше, чем у медных контактных площадок, и должны иметь ту же форму, что и медные контактные площадки, которые должны иметь отверстия паяльной маски как на верхней, так и на нижней сторонах.
б. Смещение паяльной маски
Отверстие резиста паяльной маски НЕЛЬЗЯ сдвигать с медных площадок.
в. Паяльная маска противостоит открытию для контактных площадок с микросхемами или золотых подушечек для пальцев
Возможны два обстоятельства: 1). Отверстия для контактных площадок ИС отделены друг от друга, и после завершения изготовления печатной платы между контактными площадками ИС будет паяльная маска, устойчивая к маслу, как показано на левом изображении ниже. 2). Отверстия соединены друг с другом для контактных площадок ИС, и после завершения изготовления печатной платы между контактными площадками ИС не будет паяльной маски, устойчивой к масляному мосту.
• Сверление отверстий
Расположение, размер и количество отверстий должны быть соответствующим образом спроектированы. Если у вас есть специальные конструкции, вы можете сообщить нашим инженерам, сделав несколько заметок при оформлении заказа.
• Другие
Когда дело доходит до конструкции гибко-жесткой печатной платы, схемы должны быть соответственно спроектированы для гибкой части и жесткой части, или может быть создана принципиальная схема ламинирования, чтобы прояснить жесткие и гибкие слои.
Чтобы сделать эти принципы или правила удобочитаемыми, вот сводная таблица списка подтверждений для проектирования печатных плат, основанная на возможностях изготовления печатных плат PCBCart. Убедитесь, что вы проверили этот список, прежде чем отправлять нам свои файлы дизайна.
| Нет. | Элемент | Общее требование | |
|---|---|---|---|
| 1 | Версия ПО | Следует уточнить в ваших файлах дизайна или примечаниях | |
| 2 | Отверстия | Покрытие отверстий | Однослойный: без покрытия; Двухслойный без кольцевого кольца: без покрытия; Двухслойный с кольцевым кольцом: с покрытием; |
| Круги как отверстия | Обычно игнорируется | ||
| Перекрывающиеся отверстия | Полностью перекрывающиеся отверстия: маленькое отверстие удалено; Частично перекрывающиеся отверстия: просверлены; | ||
| Щелевые отверстия | Щелевые отверстия с зазором, расстояние между ними должно быть ≥20 мил; Прорези без зазора, их следует просверливать после придания им овальной формы; | ||
| 3 | V-образный вырез | Глубина: одна треть толщины доски | |
| 4 | Медное кольцевое кольцо | Размер: ≥6mil с толщиной меди ≥1oz | |
| 5 | Расстояние | Медь/дорожка/площадка и кромка платы | Фрезерование: ≥0,2 мм; V-образный вырез: ≥0,4 мм; |
| Кромка отверстия и кромка платы | Контур фрезерования: ≥0,4 мм; V-образные насечки/V-образные канавки: ≥0,8 мм; | ||
| Через кромку и кромку доски | Контур фрезерования: ≥0,2 мм; V-образные насечки/V-образные канавки: ≥0,4 мм; | ||
| Край отверстия для позиционирования и край площадки | ≥0,65 мм | ||
| Медные прокладки | ≥5 мил | ||
| Медные решетки | 10 мил * 10 мил | ||
| 6 | Через отверстие | НЕ между областью оголенной меди и областью не оголенной меди | |
| 7 | Диафрагма | Маска/смола подключена через | ≤16 мил |
| Микрочерез | <5 мил | ||
| 8 | Золотой скос пальца | Обычно 35°, 45° или 60° | |
| 9 | Слой платы | Должен быть полным, содержащим слой контактной площадки, слой шелкографии и слой маршрутизации. | |
| 10 | Колодки | Должны быть изолированы друг от друга | |
| 11 | Легенда | На медном слое | Ширина: ≥10 мил; Ширина и высота: не менее 28 мил * 40 мил; Расстояние между легендами: ≥6 мил |
| На паяльной маске | Ширина: ≥8 мил; Ширина и высота: не менее 20 мил * 30 мил | ||
| На слое шелкографии | Ширина: ≥8 мил; Ширина и высота: не менее 20 мил * 30 мил; Расстояние между легендами: ≥4 мил | ||
| Обложка с надписями для трафаретной печати на медных подушечках | Надписи для трафаретной печати должны располагаться вдали от медных контактных площадок | ||
| Трафаретные надписи на толстой меди | Надписи для трафаретной печати должны располагаться либо на меди, либо на материале подложки, но не поперек них | ||
| 12 | Паяльная маска | Размер | Должен быть на 2 мил больше медной площадки |
| Переключение | Не следует смещать с медной площадки | ||
Перечисленные выше термины относятся к категории обычных или стандартных параметров, что не означает, что PCBCart не подвержен специальным конструкциям или требованиям. На самом деле, все ваши творческие проекты заслуживают того, чтобы их приветствовали и о них говорили высоко. Поэтому, если у вас есть какие-либо проблемы с дизайном, которые не включены в список, представленный выше, или превышают ограничения, установленные выше, вы можете сообщить об этом нашим техническим инженерам, оставив примечания при отправке заказов на печатные платы онлайн, или подробно объяснить в дополнительном файле, помимо ваших файлов проекта.
На самом деле, все ваши творческие проекты заслуживают того, чтобы их приветствовали и о них говорили высоко. Поэтому, если у вас есть какие-либо проблемы с дизайном, которые не включены в список, представленный выше, или превышают ограничения, установленные выше, вы можете сообщить об этом нашим техническим инженерам, оставив примечания при отправке заказов на печатные платы онлайн, или подробно объяснить в дополнительном файле, помимо ваших файлов проекта.
Подтверждение четвертой соляной скважины Остапова, Красное море
- Опубликовано:
- Дж. С. ТУМС 1 ,
- Р. ХОЛМС 1 и
- А. ХОРОВИТЦ 1
Физические науки о природе том 241 , страницы 161–162 (1973 г. )Процитировать эту статью
)Процитировать эту статью
75 доступов
1 Цитаты
Сведения о показателях
Abstract
Во время совместного исследовательского рейса Имперского колледжа/Генерального управления минеральных ресурсов (Королевство Саудовская Аравия) на борту буксира Nereus в 1971 были предприняты ограниченные исследования района, в котором Остапофф 1 (Глубина Океанографа) сообщил о срединно-водном отражателе. Информация об этой глубине была ограничена до времени этой работы точной записью глубины, полученной во время одного прохода, когда «Океанограф» находился на пути к Суэцкому каналу.
Это предварительный просмотр содержимого подписки, доступ через ваше учреждение
Варианты доступа
Подписаться на этот журнал
К сожалению, персональная подписка для вашей страны недоступна.
Дополнительная информация
Арендуйте или купите этот товар
Получите только этот товар столько, сколько вам нужно
$39,95
Узнать больше
Цены могут облагаться местными налогами, которые рассчитываются при оформлении заказа
90 421 Каталожные номераОстапов, Ф., в Горячие рассолы и недавние залежи тяжелых металлов в Красном море (под редакцией Дегенса, Э. Т., и Росса, Д.), 600 (Springer Verlag, New York, 1969).
Google Scholar
Backer, H., and Schoell, M., Nature Physical Science , 240 , 153 (1972).
Артикул ОБЪЯВЛЕНИЯ Google Scholar
Tooms, J.
и Rugheim, H., Nature , 223 , 1356 (1969).Артикул ОБЪЯВЛЕНИЯ Google Scholar
Батурин Г. и др., Oceanohgy , 9, 360 (1968).
Google Scholar
Брукс Р. и др., исх. 1, с. 180.
Hendricks, R., et al., ссылка. 1, с. 407.
Пайпер Д., Геохим. Космохим. Acta , 35 , 531 (1971).
Артикул ОБЪЯВЛЕНИЯ Google Scholar
Эмери К. и др., исх. 1, с. 557.
Брюэр П. и Спенсер Д., исх. 1, с. 174.
Goldberg, E., in Chemical Oceanography (под редакцией Riley, J.P. и Skirrow, G.), 163 (Academic Press, London, 1965).
Google Scholar
Эль Кики, Ф.
 и Rugheim, H., Nature , 223 , 1356 (1969).
и Rugheim, H., Nature , 223 , 1356 (1969).