Апв 8 универсал: трубогиб-профилегиб гидравлический
Станок профилегиб с возможностью трубогиба АП8-универсал создан российскими конструкторами для выполнения работ как в мастерской, та ки на выезде, на объекте. 3 вида гибки на одном станке. Профилегиб отличается простотой работы благодаря использованию в конструкции станка гидравлического домкрата. Малые габариты и небольшой вес профилегиба обеспечивают его мобильность. Работы можно проводить непосредственно на объектах. Станок легко помещается в багажник любого автомобиля. Высокое качество исполнения гарантирует надежную работу профилегиба, а инновационные конструкторские решения расширяют функциональность.
Особенности профилегиба АПВ 8-универсал:
-
радиусная гибка (методом прокатки на 3-х вальцах)
- гибка для труб профильного сечения методом намотки на шаблон
-
изгибание труб круглого сечения до 90˚по гибочным шаблонам
- Вальцы термически обработаны (закалены в двух средах: вода-масло)
- Боковые вальцы могут перемещаться по горизонтали
- Вальцы сделаны на подшипниках
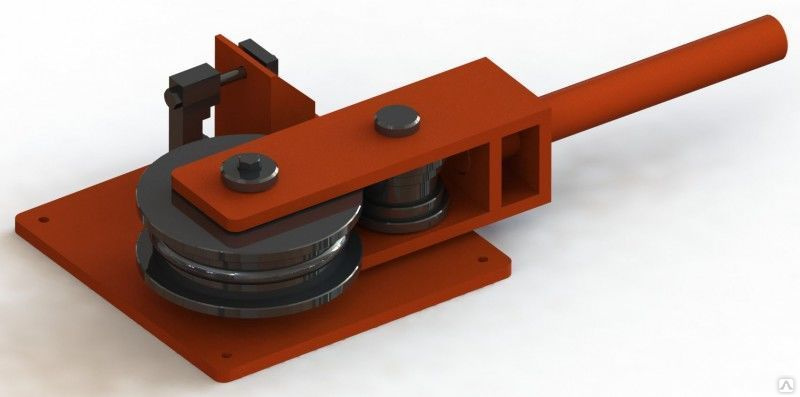
- Станок имеет конструкцию с одним ведущим (верзним, прижимным) вальцом и двумя боковыми, нижними
-
На вальцах выполнены проточки 20-40-60 для удержания труб в плоскости гибки.

- Вальцы изготовлены из стали марки 45
- Домкрат (прижим) с гидравлическим управлением существенно облегчает работу
- Станок имеет функции 2 типов гиба: профилегиба (базовая комплектация) и трубогиба с сегментной гибкой (дополнительная оснастка). Для этого потребуется крепление сегментов, гибочные сегменты и боковые упоры.

Способы гибки труб и профилей на многофункциональном трубогибе-профилегибе АПВ-8:
Возможности профилегиба АПВ 8-У:
| форма | вид | мин. радиус дуги |
| пруток max 20 мм | 150 мм | |
| квадрат стальной max 20х20 | 150 мм. | |
| полоса 60х10 | 150 мм. | |
|
труба прямоугольная max 60х40х2мм |
300 мм. |
|
| труба квадрат max 40х40х2мм | 300 мм. | |
| труба круглая max 42х42х3,5 мм | 150 мм. | |
| полоса на ребро max 40х4 мм |
150 мм. |
Комплектация профилегиба АПВ 8-У:
Базовая:
- Профилегибочный станок
- Вальцы с проточками 20-40-60 для прокатки профильных труб
Дополнительная:
- Вальцы для работы с полосой
- Вальцы для работы с круглой трубой
- Вы можете заказать вальцы для работы с любым профилем!
Гибка профильных труб методом намотки:
ДЛЯ ГИБКИ ПРОФИЛЬНЫХ ТРУБ ПОД УГОЛ БЕЗ ПРОКАТКИ ИСПОЛЬЗУЕТСЯ МЕТОД НАМОТКИ
Для осуществления гибки профиля методом намотки Вам потребуется:
- силовая рама
- гибочные шаблоны
- упор
Распространенным является комплект для работы с трубами 20х20 и 25х25.
Для работы с другими сечениями труб оснастка обсуждается индивидуально.
Сегментная гибка труб по шаблону:
Для осуществления сегментной гибки труб Вам потребуются:
- Гибочный сегмент
Применяемые гибочные сегменты:
3/8″ (диаметр 17 – R56)
1/2″ (диаметр 21,3 – R60)
3/4″ (диаметр 26,5 – R80)
- 1″ (диаметр 33,5 – R100)
- Крепление гибочного сегмента
- Боковые упоры
Видео
Демонстрация возможностей трубогиба-профилегиба АПВ8 – универсал:
 youtube.com/embed/ETHsrxYmb1o”>
youtube.com/embed/ETHsrxYmb1o”> Документ
Скачать сертификат соответствия на трубогиб-профилегиб АПВ-8
Как избежать деформации трубы с тонкой стенкой при гибке?
Бренд:
АПВ
Доставка:
до терминала ТК
Страна – владелец бренда:
Россия
Страна производства:
Россия
Тип:
с ручным приводом
Масса нетто, кг:38
Назначение:
для металлопластиковой трубы
max диаметр заготовки, мм:
42
Размер габаритный, мм:
490х1050
Как гнуть профильные трубы без потери геометрии?
Как сделать парник с помощью профилегиба АПВ-8?
Обзор профилегиба АПВ-8
как сделать станок для проката профильной трубы своими руками, чертежи профилегибочного станка
Агрегат для гибки металлического профиля, труб, прокатных погонных изделий разного сечения называется профилегиб. В зависимости от сложности поперечного сечения профиля применяются ролики с простой боковой поверхностью, или ее растачивают под уголок, двутавровую балку, швеллер, тавр. Это делается так, чтобы она повторяла вид сечения на торце обрабатываемого фасонного проката.
В зависимости от сложности поперечного сечения профиля применяются ролики с простой боковой поверхностью, или ее растачивают под уголок, двутавровую балку, швеллер, тавр. Это делается так, чтобы она повторяла вид сечения на торце обрабатываемого фасонного проката.
Принцип работы станка
При помощи гидравлики обеспечивается общее усилие прижима, так происходит деформация металлических профилей большой толщины. Трубогибы в заводских условиях дают усилие больше 8 тонн, этот показатель влияет на выбор управления станка: ручной или электрический. Устройства с принудительным и ручным прижимом изгибают прокат, обеспечивая деформацию металла в холодном виде. Изгибающее воздействие в различных станках отличается направлением:
- Прижимающий вал движется в направлении вниз. Схема с верхним расположением вала востребована при работе профилегибочного оборудования с электрическим управлением. В станках с домкратом такое направление перемещения рабочего вала используется редко.
- Рабочий вал движется снизу вверх, а боковые ролики закреплены в статической неподвижности. Такая схема используется в агрегатах с гидравлическими домкратами, перемена положения происходит при перемещении центрального валка.

Эти две рабочие схемы одинаково эффективны, хотя отличаются расположением рабочих и вспомогательных валов, а также типом прижимающего устройства.
Самодельный гибочный агрегат
В мастерской чаще всего конструируют и собирают профилегибочный станок своими руками. Чертежи делают для агрегата, рассчитанного на металлический профиль, который в сечении имеет диаметр 6 см и меньше, так как загибание мощного проката требует профессионального электрического гидропривода.
Выбор конструктивов и материалов
Материалы подбирают с учетом из работоспособности. Для основания берут балки, которые не выгнуты, ржавчина на них может занимать площадь не более 10%. Чтобы работу не пришлось прерывать на поиски недостающих материалов, готовят элементы
- подшипниковые узлы с запрессованными катающимися роликами;
- швеллер, его нужно брать № 100 или 80;
- монолитные валы из стали, диаметр которых не меньше 80 мм;
- прут из металла диаметром 12 мм;
- стальная полоса по толщине 5 мм и больше;
- велосипедная цепь или цепь ГРМ от «жигулевской» шестеренки;
- граверные и простые гайки, шайбы, болты М20, длина последних 60 мм.

Для изготовления станины режут два куска от швеллера длиной 20 см (для поперечных направляющих) и две заготовки по 70 см (для продольных стоек). На торцах двух последних заготовок формируют угол 70˚ с помощью болгарки.
Первоначальный этап
Чтобы установить подшипниковые узлы, вверху продольных стоек делают разметку отверстий для их крепления. Для этого применяют керн и отмечают, где будут располагаться болты. После этого подшипники убирают в сторону, а в отмеченных местах сверлят отверстия при помощи электрической дрели, используя сверло по металлу.
Размеры и местоположение боковых креплений на чертеже не отмечается, а выбирается по месту изготовления, эти параметры зависят от размеров валов, которые подготовлены для установки в конструкцию. Сквозные отверстия сверлят в креплениях, они предназначены для постановки вала. Края отверстий укрепляют дополнительными накладками, изготовленными из металлической полосы так, чтобы толщина прохода (стенки) была 10 мм.
От швеллера отделяют болгаркой кусок, равный ширине вала, его торцы формируют под 45˚. Он нужен для того, чтобы изготовить прижимной узел. Собирают остов для крепления вала из верхней перекладины и двух боковых стоек в виде буквы П. Оставшийся швеллер используют для вырезания двух отрезков по 50 см, чтобы изготовить направляющую конструкцию.
Основной цикл изготовления
Чтобы подготовить элементы, соединяемые с помощью болтов, от стальной полосы отрезают два куска. Их рассчитывают так, чтобы они свободно помещались в полость швеллера. Для болтов М12 в кусках пластин сверлят отверстия соответствующего диаметра, отступая от краев на расстояние 10 мм. Готовые детали помещают внутрь швеллера и приваривают.
Подготовленные продольные и поперечные части соединяют сваркой, получается станина профилегибочного станка. В процессе сборки в конструкцию из верха и двух боковин вставляют вал. К станине варят направляющие вертикальные отрезки швеллера, которые были подготовлены на начальном этапе сборки, по ним будет двигаться прижимной механизм.
В верхней части прижимного устройства сверлят отверстие 22 мм для болта М20. Конец болта свободно входит в отверстие, но не выпадает из него, для этого на конце делают напайку с помощью сварки. Направляющие для передвижения каретки делают их двух отрезков швеллера, длина заготовок равна расстоянию между полозьями. Отверстия в перекладинах выполняют точно, чтобы они совпадали с просверленными ранее в направляющих деталях прогонов. Отверстие в центре сверлят в соответствии с диаметром гайки, затем ее приваривают поверх.
Для крепления перекладины верха предусмотрено болтовое соединение, метизы вставляют в нее. Затягивают болты с применением граверных гаек. Сверху основания рамы крепят подшипниковые узлы, а на них располагают стационарные валы. Узлы подшипников закрепляют болтами через отверстия с применением граверных гаек.
Чтобы соединить ступицу с шестеренками, ее приваривают под цепью.
Заключительные работы
В средней части направляющей балки, поставленной вертикально, под воротом приваривают ось для шестеренки и ворота. Работа выполняется со стороны установленных шестеренок. Ось располагается по отношению к направляющим так, чтобы цепь в случае необходимости можно было снять, а в рабочем положении она была натянутой.
К стальной полосе размером около 50 см приваривают пруток, который будет служить ручкой. Получается ворот, к которому со второго конца приваривают ступицу. Для ее изготовления берут остаток трубы, при этом получается, что диаметр ступицы равен внутреннему размеру шестеренок.
Шестерню напрессовывают на рукоятку ступицы, она служит для намотки цепи, для такой работы используют тиски. Чтобы ускорить процесс прессовки, разогревают шестеренку до 120˚, от этого посадочное отверстие расширится, а после надевания уменьшится, и шестерня получит плотную посадку.
Чтобы ускорить процесс прессовки, разогревают шестеренку до 120˚, от этого посадочное отверстие расширится, а после надевания уменьшится, и шестерня получит плотную посадку.
Заканчивают сборку прижимного узла изготовлением своеобразной ручки, для этого на конце болта сверлят отверстие, куда вставляют отрезок металлического прутка. Перед тем как накинуть цепь на все три шестеренки, крепят ступицу на подготовленной заранее оси и затягивают контргайкой. Получается редуктор для того, чтобы передавать момент кручения от рукоятки.
После окончания работ станок окрашивают масляными составами для предупреждения ржавчины и коррозии от окружающей атмосферы. Те части агрегата, которые взаимодействуют между собой поверхностями или трутся в процессе работы, не окрашиваются.
Особенности чертежей
Перед тем как сделать профилегиб своими руками, чертежи, размеры просчитывают самостоятельно или берут из интернета или печатных изданий. В таком случае нужно основательно разобраться в конструкции, так как неудачные схемы приведут к расшатыванию станины со временем и нарушению заданных параметров изгиба профиля. Иногда неточно установленные валы способствуют выкручиванию профиля или получению угловатого радиуса.
В таком случае нужно основательно разобраться в конструкции, так как неудачные схемы приведут к расшатыванию станины со временем и нарушению заданных параметров изгиба профиля. Иногда неточно установленные валы способствуют выкручиванию профиля или получению угловатого радиуса.
По готовым чертежам можно делать станину, располагать валы, крепить направляющие полозья для каретки и готовить редуктор на валу. Для выбора поверхности валиков такие информационные схемы подходят только в том случае, если они предназначены для изгибания именно такого профиля, как у мастера. Но помимо конфигурации, прокатные балки отличаются размером сечения, толщиной полки и другими параметрами (достаточно обратиться к сортаменту). Чертеж без изменений можно применять только в случае, если он:
- не содержит ошибок технического характера, для этого нужно обратиться к опытному механику, он определит работоспособность выбранной схемы;
- техническая сторона описания разработана подробно, понятна сборка, чертеж снабжен обширной размерной сеткой, указаны все методы крепления, вычерчены сборочные узлы с разрезами и предусмотрено взаимодействие рядом расположенных элементов;
- конструкция станка не требует применения малоизвестных материалов и узлов, которые нет возможности купить или заказать.

На основе готовых чертежей мастер может исправить некоторые положения, подогнав схемы под индивидуальные условия. При выполнении сборочных схем обращают внимание на такие вопросы:
- конфигурация поверхности опорных и ответных роликов определяется с учетом формы фасонного сечения проката, а не только с размером на торце;
- некоторые виды проката, например, уголок или швеллер удачно гнется, если при установке в агрегат учитывается направление изгибания (полка располагается вниз или вверх).
Особенностью выбора боковой поверхности роликового диска является то, что требуется максимально уменьшить возможность вырывания профиля, его выкручивание, в результате не должно быть смятых полок. Это важно не только для мелкого сечения, но и крупные профили с толстыми полками не выдерживают нагрузки. Поэтому конструктиву бока ролика уделяют внимание при разработке.
Рекомендации по разработке боковых сторон
Профиля относительно простого сечения, например, квадратного или круглого (трубы) не требуют усложнения боковых плоскостей. В таком случае наружность выполняется плоской и ровной, а если гнут сложные сечения, то выбирают следующие решения:
В таком случае наружность выполняется плоской и ровной, а если гнут сложные сечения, то выбирают следующие решения:
- Круглая или овальная форма прутка диктует формирование на боковой плоскости ролика канавки или своеобразного желоба с сечением соответствующего вида.
- Для изгибания профиля прямоугольного или квадратного сечения без выступающих полок боковую наружность дисков делают правильной прямоугольной формы с бортиками. При этом толщина диска выбирается с учетом того, что наружные размеры проката точно входят во внутреннее пространство между бортами, которые прочно удерживают изделие.
- Если нужно гнуть уголок так, что у полученной арки внутренняя сторона профиля будет снаружи (гнутье по наружной стороне), то поверхность рабочего диска выполняется плоской, но ставится борт для удерживания. Опорный диск делается с плоской наружностью, а диски сдвигаются один от другого на расстояние толщины полочки уголка.
- В случае гнутья уголка по внутренней стороне, рабочий ролик изготавливается плоским, а борта предусмотрены на дисках стационарных валов.
- При изгибании швеллера ситуация почти аналогична варианту с уголком. Гнутье по наружной стороне требует выполнения борта на плоскости рабочего ролика, при этом стационарные диски делают плоскими. Обратное гнутье требует удерживающих бортов на опорных дисках, а рабочий выполняют с плоской наружностью.
- Для работы с двутавровой балкой поперечное боковое сечение рабочего и стационарных дисков делают по размеру таким, что соответствует внутреннему размеру между полками профиля. Торцы дисков должны плотно помещаться внутри двутаврового профиля и предупреждать его деформацию.
- Чтобы сделать арку из двутавровой балки, в которой снизу и вверху будут полки (гнутье поперек полок), требуется выполнить сложную конфигурацию на боковых плоскостях ролика, при этом на опорном и движущемся ролике выполняют по два борта.

Профилегибочный агрегат, универсальный для всех видов профилей, сделать не удастся. Вариантом для мастерской, которая предлагает гибочные услуги, станет изготовление отдельных комплектов из трех дисков, крепящихся к валам болтовым соединением и заменяющихся другими при необходимости.
Originally posted 2018-03-28 15:20:26.
Как правильно выбрать машину для гибки профилей? 4 Советы
Станок для гибки профилейОбзор
Станки для гибки профилей очень распространены в условиях, когда необходимо формовать металлические профили определенного радиуса или диаметра. Уголок, сплошной квадрат, сплошной прямоугольник, круглая труба и труба являются наиболее распространенными типами профилей, используемых с этим типом оборудования.
Из-за большого разнообразия металлов, которые необходимо формовать, и еще большего разнообразия задач, требующих формовки металла, рынок производства полон различных разновидностей профилегибочных станков, каждый из которых имеет свои сильные и слабые стороны и особенности.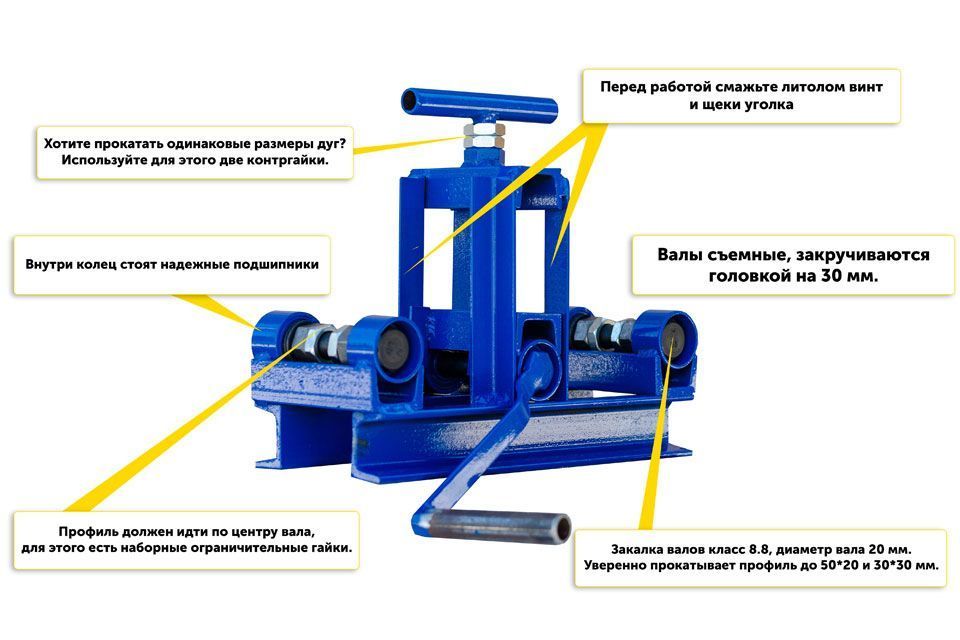 использует.
использует.
Для выбора подходящего профильно-гибочного станка очень важно учитывать предел текучести, толщину и диаметр (или радиус) профилей, поскольку, например, более высокая производительность или меньший диаметр требуют большего давления для формирования.
При применении вам необходимо знать минимальный диаметр формируемых профилей.
Как выбрать нужный профилегибочный станокВам также необходимо знать, нужно ли гнуть двутавровую балку и горизонтальный гнуть швеллер или трубу, потому что это определит правильный тип, размер и форму гибки профиля машина.
Одним из ключевых факторов при принятии решения, который вы должны учитывать, является не только то, какой тип листогибочного станка будет соответствовать вашим текущим потребностям, но и какой может удовлетворить будущие потребности бизнеса.
3 или 4 рулона?
Выбрать из Гамлета уже непростая задача.
А вот для выбора между 3-х валковым и 4-х валковым профилегибочным станком я рекомендую выбирать именно трехвалковый.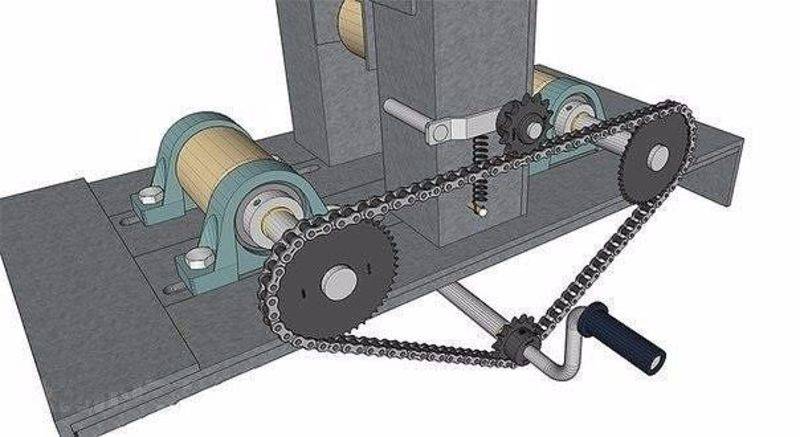
- Для машин с одинаковым модулем сечения изгиба способность четырехвалкового изгиба значительно ниже, чем у трехвалкового
- Четырехвалковый станок усложнит операцию
- Когда пресс-форма трехвалковой машины очень точная, точность гибки одинакова для обоих.
- Цена на четыре ролика тоже дорогая
Для выбора между этими тремя, пожалуйста, прочитайте здесь:P повторная гибка и процесс гибки
Пирамидальные и двухзажимные станки Принцип работы двухзажимного станка для гибки пирамидального сечения Принцип работы двухзажимного профильно-гибочного станка Принцип работы однозажимного углового валка Принцип работы профильно-гибочного станка 3-х типов com” src=”https://www.youtube.com/embed/nxKVmzYqA6M?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
com” src=”https://www.youtube.com/embed/nxKVmzYqA6M?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/> Стоимость производства: Двойной зажим профильно-гибочный станок является наиболее дорогостоящей конструкцией, поскольку в нем больше подвижных частей и, следовательно, больше комплектующих. Пирамидальный тип и тип с одним зажимом имеют примерно одинаковую стоимость производства.
Гибкость: Двойные двухзажимные профилегибочные станки являются наиболее универсальными. Во время работы положение профиля можно сохранять стабильным на загрузочной стороне машины, а сгибать профиль с помощью валков можно только с противоположной стороны. Он также может работать таким образом на станке для гибки профилей с одним зажимом, но не может работать на станке для гибки профилей пирамиды.
Таким образом, хотя пирамидальный тип и тип одинарного зажима являются экономически эффективными, они более трудоемки, чем современные аналогичные продукты в производственной среде.
Типы металла, которые может обрабатывать профильный станок, во многом зависят от его способности к изгибу, мы используем модуль сечения для оценки возможностей станка.
Производительность является одним из наиболее заметных различий между этими машинами, каждая машина для гибки профилей имеет рейтинг модуля сечения.
Составьте список материалов и размеров металлического профиля, с которым вы работаете на регулярной основе, и проконсультируйтесь со специалистом, чтобы выяснить, какой тип станка лучше всего подходит для вас.
При определении того, какой угловой прокатный станок лучше всего подходит для поставленной задачи, важно изучить, для чего предназначен каждый станок для гибки профилей, и понять, с какими материалами он будет работать.
Мы предоставили подробную информацию о машинах для гибки профилей, таких как производительность и производительность.
Посмотреть таблицу пределов изгиба
Сравните информацию о том, какое усилие может произвести машина, и какие металлы (листы, рулоны и т. д.) она предназначена для обработки, а также сравните ее с сертификатами заводов вашего предприятия или другими соответствующими документами. информацию, чтобы увидеть, какой станок для гибки профилей лучше всего соответствует вашим потребностям.
д.) она предназначена для обработки, а также сравните ее с сертификатами заводов вашего предприятия или другими соответствующими документами. информацию, чтобы увидеть, какой станок для гибки профилей лучше всего соответствует вашим потребностям.
Ниже мы также предоставляем возможности обработки профильных гибочных станков BIT для справки.
СПРАВКА О МОДУЛЕ СЕЧЕНИЯ:
КАК ИСПОЛЬЗУЕТСЯ МОДУЛЬ СОПРОТИВЛЕНИЯ В ПРОФИЛЬНОМ ИЗГИБЕ СТАЛИ?
ПОНИМАЕТ МОДУЛЬ СЕЧЕНИЯ ПРИ ИЗГИБЕ КОНСТРУКЦИОННОЙ СТАЛИ
ПРЕДЕЛ ТЕЧЕНИЯ
Что касается предела текучести машины, машины BIT единообразно рассчитываются на основе значения текучести Q245, имеют предел текучести от 36 000 до 38 000 фунтов на квадратный дюйм. (пси).
Если у вас есть особые требования, укажите в запросе предел текучести металлического материала.
Предел текучести Q245: относится к пределу текучести этого материала, около 245 МПа (34 075 фунтов на кв. дюйм).
Прочитав это, я думаю, вы примете правильное решение.
ТАБЛИЦА ПАРАМЕТРОВ ДЛЯ ВЫБОРА
Если необходимая вам гибочная секция больше размера, указанного в таблице, свяжитесь с нами. Максимальный модуль упругости BIT может достигать 1000 см 3 .
| Модель | ПБХ 120 | ПБХ 140 | ПБХ 200 | ПБХ 300 | ПБХ 360 | ПБХ 450 | ПБХ 500 | ПБХ 550 | ПБХ 600 | ПБХ 700 | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Максимальное сечение (мм) | 80×10 | 100×25 | 120×25 | 150×30 | 175×40 | 200×50 | 250×70 | 250×70 | 300×70 | 300×80 | |
| Минимальный диаметр изгиба (мм) | Φ800 | Φ700 | Φ1000 | Φ1500 | Φ1500 | Φ2500 | Φ3500 | Φ3500 | Φ4000 | Φ5000 | |
| Максимальное сечение (мм) | 180×20 | 200×35 | 250×30 | 250×40 | 350×50 | 400×60 | 450×70 | 500×80 | 500×100 | 650×100 | |
| Минимальный диаметр изгиба (мм) | Φ1500 | Φ600 | Φ1000 | Φ1000 | Φ900 | Φ2000 | Φ1000 | Φ1200 | Φ1600 | Φ2000 | |
| Максимальное сечение (мм) | 50×50 | 60×60 | 70×70 | 80×80 | 110×110 | 130×130 | 145×145 | 165×165 | 200×200 | 240×240 | |
| Минимальный диаметр изгиба (мм) | Φ500 | Φ600 | Φ800 | Φ1500 | Φ1600 | Φ2000 | Φ2500 | Φ3000 | Φ3500 | Φ4000 | |
| Максимальное сечение (мм) | Φ76×4 | Φ102×4 | Φ140×4 | Φ170×6 | Φ219×6 | Φ245×8 | Φ325×8 | Φ400×8 | Φ452×10 | Φ510×20 | |
| Минимальный диаметр изгиба (мм) | Φ700 | Φ1000 | Φ1800 | Φ2000 | Φ2500 | Φ3000 | Φ4000 | Φ8000 | Φ8000 | Φ10000 | |
| Максимальное сечение (мм) | 65x65x6 | 90x90x5 | 100x100x6 | 120x120x8 | 150x150x8 | 180x180x10 | 200x200x10 | 250x250x12 | 300x300x12 | 350x350x12 | |
| Минимальный диаметр изгиба (мм) | Φ1000 | Φ1500 | Φ2000 | Φ3000 | Φ5000 | Φ6000 | Φ8000 | Φ10000 | Φ15000 | Φ30000 | |
| Максимальное сечение (мм) | 80x80x10 | 100x100x12 | 120x120x12 | 140x140x14 | 160x160x20 | 180x180x12 | 200x200x20 | 200x200x28 | 200x200x30 | 200x200x30 | |
| Минимальный диаметр изгиба (мм) | Φ1000 | Φ1200 | Φ1500 | Φ1500 | Φ1800 | Φ3000 | Φ4000 | Φ4000 | Φ4500 | Φ4500 | |
| Максимальное сечение (мм) | 80x80x10 | 100x100x12 | 120x120x12 | 140x140x14 | 160x160x20 | 180x180x12 | 200x200x20 | 200x200x28 | 200x200x30 | 200x200x30 | |
| Минимальный диаметр изгиба (мм) | Φ1500 | Φ2000 | Φ2000 | Φ2500 | Φ3000 | Φ4000 | Φ4500 | Φ6000 | Φ8000 | Φ8000 | |
| Максимальное сечение (мм) | 120 | 140 | 200 | 300 | 360 | 450 | 500 | 550 | 600 | 700 | |
| Минимальный диаметр изгиба (мм) | Φ600 | Φ600 | Φ1000 | Φ1200 | Φ2000 | Φ2500 | Φ3000 | Φ4000 | Φ5000 | Φ6000 | |
Макс. Сечение (мм) Сечение (мм) | 120 | 140 | 200 | 300 | 360 | 450 | 500 | 550 | 600 | 700 | |
| Минимальный диаметр изгиба (мм) | Φ600 | Φ600 | Φ1000 | Φ1200 | Φ2000 | Φ2500 | Φ3000 | Φ4000 | Φ5000 | Φ6000 | |
| Макс. Сечение (мм) | 80x80x9 | 80x80x10 | 100x100x10 | 130x130x15 | 150x150x20 | 180x180x20 | 200x200x20 | 250x250x30 | 300x300x30 | 350x350x35 | |
| Минимальный диаметр изгиба (мм) | Φ700 | Φ800 | Φ1000 | Φ1500 | Φ2000 | Φ3000 | Φ3000 | Φ4000 | Φ4000 | Φ5000 | |
| Максимальное сечение (мм) | 120 | 140 | 200 | 300 | 360 | 450 | 500 | 550 | 600 | 700 | |
| Минимальный диаметр изгиба (мм) | Φ600 | Φ600 | Φ1000 | Φ1200 | Φ2000 | Φ2500 | Φ3000 | Φ4000 | Φ5000 | Φ6000 | |
Макс. Сечение (мм) Сечение (мм) | 120 | 160 | 200 | 240 | 320 | 400 | 450 | 500 | |||
| Минимальный диаметр изгиба (мм) | Φ4000 | Φ6000 | Φ9000 | Φ15000 | Φ32000 | Φ35000 | Φ40000 | Φ40000 | |||
| Модуль упругости см 3 | 10-20 | 16-45 | 45-75 | 75-140 | 140-180 | 180-250 | 250-320 | 320-400 | 400-500 | 500-600 | |
| Мощность двигателя | 5,5 | 11 | 11 | 15 | 18,5 | 22 | 30 | 37 | 37 | 45 | |
Подробнее: Профилегибочный станок : 5 вещей перед покупкой, 6 шагов, чтобы согнуть
Важная ссылка
Должен знать информацию о изгибе раздел: практическое руководство по изгибе раздела различных металлических профилей
Поиск
ПоискЧто представляет Как правильно выбрать профилегибочный станок
СТАНОК ДЛЯ ГИБКИ АЛЮМИНИЕВЫХ ПРОФИЛЕЙ С ЧПУ
Подходит для гибки алюминиевых профилей для автомобилей, дверей и окон
нажмите здесь
Гидравлический профилегибочный станок
Может сгибать медные, алюминиевые и алюминиевые профили, профили из нержавеющей стали.
Уголок, швеллер, балка, плоский стержень, круглый и квадратный стержень, труба, квадратная труба.
нажмите здесь
PBT-25 C
ТРУБОГИБОЧНЫЙ СТАНОК С ЧПУ Высокопроизводительный трубогибочный станок для холодного нагрева, ЧПУ, несколько программ, несколько настроек угла, более простое управление и программные настройки.
Он широко используется и может использоваться в серийно выпускаемых или стандартизированных продуктах, таких как выхлопные трубы, сиденья, бамперы и вся стальная мебель.
НАЖМИТЕ ЗДЕСЬ
Ручной или полугидравлический профильный гибочный станок
Малый профильный гибочный станок с ручным и полугидравлическим приводом может выполнять гибку профилей, отличных от балок.
нажмите здесь
Роликовые гибочные станки Советы по покупке – Stortz & Son Inc.
Многие названия используются для описания инструментов, которые используют колеса с шарикоподшипниками для гибки металла, таких как кромкогибочные станки, роликовые гибочные станки и переносные гибочные прессы. Эти предметы не являются повседневной покупкой, поэтому перед покупкой желательно получить как можно больше информации. Эти инструменты завоевали популярность благодаря следующим характеристикам:
Эти предметы не являются повседневной покупкой, поэтому перед покупкой желательно получить как можно больше информации. Эти инструменты завоевали популярность благодаря следующим характеристикам:
- Портативность – Не нужно гнуть в мастерской, можно гнуть металл на работе
- Глубина изгиба – изгибы от 3/8″ до 14″ в зависимости от артикула
- Длина изгиба не ограничена — 10-футовый тормоз может изгибаться максимум на 10 футов, без максимального изгиба с краевыми роликами
- Изгиб на 90° – Гибочные станки новой модели позволяют изгибать на угол более 90°, не царапая материал
Гибочный станок «Uni»
Если вы покупаете впервые и не знакомы с этими типами роликогибочных станков, вам следует обратить внимание на трубогибочный станок «uni». Название uni происходит от наличия 1 основного комплекта колес и 2 комплектов направляющих колес, которые будут выполнять гибку. Этот инструмент выполняет простые изгибы для оплавления и может выполнять несколько изгибов для различных профилей. Вам понадобится этот инструмент рядом с вами на рабочей площадке, чтобы выполнять такие изгибы без необходимости спускаться по лестнице. Гибочный станок Uni также может выполнять небольшие радиусные изгибы, что повышает его универсальность.
Этот инструмент выполняет простые изгибы для оплавления и может выполнять несколько изгибов для различных профилей. Вам понадобится этот инструмент рядом с вами на рабочей площадке, чтобы выполнять такие изгибы без необходимости спускаться по лестнице. Гибочный станок Uni также может выполнять небольшие радиусные изгибы, что повышает его универсальность.
Гибочный станок Duo
Гибочный станок Duo имеет 2 комплекта колес для гибки до 90°. Это ограничивает протяженность любых радиусных изгибов, но делает прямые длинные изгибы намного быстрее. Это связано с тем, что рычаг, который вы можете применить к инструменту, а также 2 места, где изгибается металл, ускорит процесс. Duo практически не имеет ограничений на длину изгиба, который вы можете сделать. Эти гибочные станки также могут изгибать профиль, что можно увидеть на видео ниже.
Инструмент для подгибки
Инструмент для подгибки обычно используется при соединении двух панелей вместе. После того, как вы сделаете 90°, вам нужно будет довести металл до 180°. Материал скользит между дисками, и движениями вперед-назад вы можете медленно выравнивать металл. Они чрезвычайно полезны, когда панель длиннее, чем размер вашего тормоза.
Инструмент для гибки по радиусу
Бывают случаи, когда вам нужно выполнить изгиб по радиусу для изогнутых карнизов, бочкообразных слуховых окон и эркеров. Нам нравится называть эти типы роликов гибкой «свободной рукой». Имея только один комплект колес, вы, по сути, формируете изгиб по кривой. Некоторые инструменты имеют максимальную глубину 3/4″, а другие 2″.