Точечная сварка своими руками из микроволновки – схема, видео, фото
- Вынимаем трансформатор из микроволновой печи
- Тонкости модернизации трансформатора от СВЧ-печи
- Рекомендации при соединении двух трансформаторов
- Как определить одноименные выводы трансформаторов
- Электроды для самодельной точечной сварки
- Устанавливаем электроды на сварочный аппарат
- Органы управления самодельной точечной сваркой
Точечная сварка, как известно, выполняется на специализированном оборудовании, однако подобное устройство можно не только найти в серийном исполнении, но и сделать своими руками: для этого пригодится трансформатор, извлеченный из старой микроволновки. Аппарат, полученный в итоге, даст вам возможность качественно выполнять точечную сварку при помощи переменного тока, сила которого не регулируется.
Самодельный аппарат для точечной сварки в сборе
Трансформатор выступает важнейшим элементом любого такого устройства для точечной сварки: его задача состоит в том, чтобы увеличить значение входного напряжения до требуемой величины.
Схема работы точеной сварки и схема сварочного аппарата
Технологию сборки аппарата для точечной сварки более-менее детально можно увидеть на видео ниже. Пример данного самодельного устройства поможет нам проиллюстрировать процесс создания точечной сварки из микроволновой печи. Для более подробного ознакомления с деталями сборки читайте статью полностью.
Вынимаем трансформатор из микроволновой печи
Если в самодельном аппарате для точечной сварки задействован трансформатор, имеющий мощность 700–800 Вт, то с его помощью вы сможете соединять листы из металла, толщина которых доходит до 1 мм.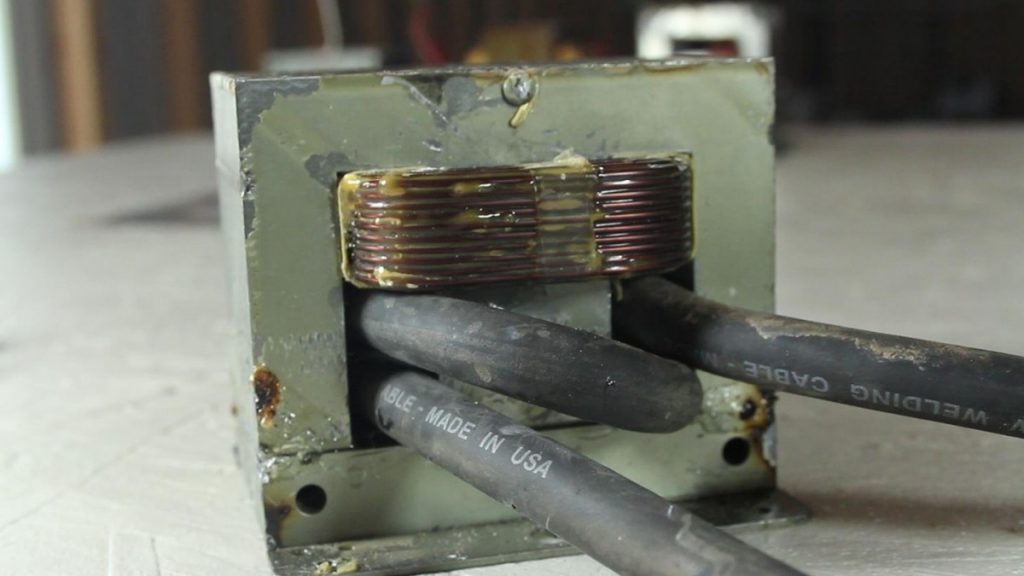 Такой трансформатор входит в категорию устройств повышающего типа, для обеспечения питания магнетрона он способен вырабатывать напряжение, равное 4 кВ.
Такой трансформатор входит в категорию устройств повышающего типа, для обеспечения питания магнетрона он способен вырабатывать напряжение, равное 4 кВ.
Магнетрон, которым оснащена любая микроволновка, требует для своей работы высокого напряжения. В связи с этим подключенный к нему трансформатор отличается меньшим количеством витков на своей первичной обмотке и большим – на вторичной. На последней создается напряжение порядка 2 кВ, увеличивающееся затем в два раза за счет использования специального удвоителя. Проверять работоспособность такого устройства путем измерения напряжения, подключенного к его первичной обмотке, нет никакого смысла.
Извлекаем трансформатор из микроволновой печи
Извлекать из микроволновки трансформатор следует аккуратно. Не следует брать в руки молоток и другие тяжелые предметы. С микроволновки откручивается ее основа, убираются все крепления, и трансформатор аккуратно снимается с места его установки. В извлеченном из СВЧ-печи устройстве вам понадобятся, во-первых, его магнитопровод, во-вторых, первичная обмотка, которая по сравнению со вторичной выполнена из более толстого провода и имеет меньше витков.
Вторичную обмотку из-за ее ненадобности вам придется демонтировать, для чего уже пригодятся молоток и зубило. Очень важно при этом не повредить и не помять первичную обмотку, поэтому действовать надо с максимальной аккуратностью. Если при демонтаже вторичной обмотки вы обнаружите в трансформаторе шунты, используемые для ограничения силы тока, их тоже надо удалить.
Вторичную обмотку можно срезать стамеской
Если магнитопровод трансформатора является не клееной, а сварной конструкцией, то удалять с него вторичную обмотку лучше при помощи стамески или обычной ножовки по металлу. Если же обмотка очень плотно набита в окно магнитопровода, то ее, разрезав провода, необходимо будет высверлить или выковырять. Делать это надо очень аккуратно, так как магнитопровод может разрушиться из-за таких манипуляций.
После выполнения демонтажных работ следует намотать новую вторичную обмотку. Для этого вам будет необходим провод диаметром не меньше 1 см.![]() Если такого провода у вас в запасе нет, его придется купить. При этом совсем не обязательно приобретать цельный многожильный провод такого сечения, можно использовать и пучок из нескольких отдельных проводников, которые в сумме обеспечат требуемый диаметр. После монтажа новой вторичной обмотки ваш модернизированный трансформатор будет способен вырабатывать ток, сила которого составляет до 1000 А.
Если такого провода у вас в запасе нет, его придется купить. При этом совсем не обязательно приобретать цельный многожильный провод такого сечения, можно использовать и пучок из нескольких отдельных проводников, которые в сумме обеспечат требуемый диаметр. После монтажа новой вторичной обмотки ваш модернизированный трансформатор будет способен вырабатывать ток, сила которого составляет до 1000 А.
Старую обмотку можно спилить ножовкой по металлу
Если вы хотите сделать аппарат для точечной сварки более мощным, то технических возможностей одного трансформатора вам может не хватить. Здесь необходимо использовать два таких устройства (соответственно, разобрав две микроволновки).
Тонкости модернизации трансформатора от СВЧ-печи
Чтобы сделать вторичную обмотку, вам надо намотать на сердечник 2–3 витка, что обеспечит получение выходного напряжения порядка 2 В, а силы кратковременного сварочного тока – больше 800 А. Этого вполне достаточно для эффективной работы аппарата точечной сварки. Намотка такого количества витков может вызвать затруднения, если используемый провод имеет толстый слой изоляции. Решить эту проблему достаточно просто: необходимо снять с провода стандартную изоляцию и обмотать его изолентой, имеющей тканевую основу. Очень важно, чтобы провод, используемый для вторичной обмотки, имел минимально возможную длину, что позволит избежать необоснованного увеличения его сопротивления и, соответственно, уменьшения силы тока.
Намотка такого количества витков может вызвать затруднения, если используемый провод имеет толстый слой изоляции. Решить эту проблему достаточно просто: необходимо снять с провода стандартную изоляцию и обмотать его изолентой, имеющей тканевую основу. Очень важно, чтобы провод, используемый для вторичной обмотки, имел минимально возможную длину, что позволит избежать необоснованного увеличения его сопротивления и, соответственно, уменьшения силы тока.
Новая вторичная обмотка заняла свое место
Если вам надо сваривать металлические листы толщиной до 5 мм, имейте в виду, что для этого потребуется аппарат для точечной сварки, обладающий большей мощностью. Чтобы сделать его своими руками, необходимо использовать соединенные в одну цепь два трансформатора. Соблюдать соответствующие правила при выполнении такого соединения надо обязательно. Если вы ошибетесь и неправильно подключите выводы первичных и вторичных обмоток двух трансформаторов, может возникнуть короткое замыкание.![]()
После правильного соединения одноименных выводов двух трансформаторов требуется замерить значение силы тока, который они совместно формируют. Как правило, самодельные трансформаторы, предназначенные для аппаратов точечной сварки, эксплуатировать которые планируется в домашних мастерских, ограничивают по силе тока – не более 2000 А. Превышение этого значения спровоцирует перебои в работе электрической сети не только в вашем доме, но и у ваших ближайших соседей. А это, естественно, приведет к конфликтам. Значение силы тока, выдаваемого соединенными трансформаторами, а также наличие короткого замыкания в их цепи проверяют при помощи амперметра.
Еще один пример сборки точечной сварки представлен на видео ниже:
Рекомендации при соединении двух трансформаторов
Каких результатов можно добиться, если в соответствии с правилами соединить два трансформатора, не отличающихся большой мощностью? Если взять два одинаковых устройства со следующими характеристиками: мощность – 0,5 кВт, входное напряжение – 220 В, выходное напряжение – 2 В, сила номинального тока – 250 А, – то, последовательно соединив их первичные и вторичные обмотки, на выходе вы получите удвоенную силу номинального тока, то есть 500 А.
Практически так же увеличится и кратковременный сварочный ток, но при его формировании будут наблюдаться значительные потери, что обусловлено большим сопротивлением такой электрической цепи. Оба конца вторичной обмотки – провода Ø 1 см – соединяются с электродами аппарата для точечной сварки.
Соединение 2-х трансформаторов по схеме №1
Если в вашем распоряжении имеются два мощных трансформатора, но и их выходного напряжения не хватает для самодельного аппарата, можно последовательно соединить их вторичные обмотки, которые должны иметь одинаковое количество витков. К такой мере прибегают, если просто домотать витки на вторичной обмотке невозможно из-за недостаточно большого размера окна на магнитопроводе.
При таком соединении надо следить, чтобы направление витков на вторичных обмотках соединяемых устройств было согласовано, иначе может получиться противофаза, и выходное напряжение у такого объединенного устройства будет близко к нулю. Чтобы экспериментальным путем определить правильность соединения, желательно использовать тонкие провода.
Соединяем два трансформатора по схеме №2
Как определить одноименные выводы трансформаторов
Если выводы обмоток соединяемых устройств не имеют маркировки, то необходимо определить среди них одноименные, чтобы их и соединить между собой. Решить такую задачу можно следующим способом: первичные и вторичные обмотки двух или более трансформаторов соединяют последовательно, на вход такого объединенного устройства подают напряжение, а к выходным выводам (выводы с последовательно соединенных вторичных обмоток) подключают вольтметр переменного напряжения.
В зависимости от направления подключения вольтметр может вести себя по-разному:
- показывать то или иное значение напряжения;
- не показывать вообще никакого напряжения в цепи.
Если вольтметр выдает какое-либо напряжение, значит, в цепи соединения и первичных, и вторичных обмоток присутствуют разноименные выводы. При соединении обмоток таким неправильным способом в них протекают следующие процессы: напряжение, поступающее на вход первичных обмоток двух соединенных трансформаторов, уменьшается на каждой из них вполовину; увеличение напряжения происходит на вторичных обмотках, каждая из которых обладает одинаковым коэффициентом трансформации.
Определяем выводы трансформаторов на данной схеме
Если вольтметр показывает значение «0», то это означает, что напряжения, выходящие с каждой из последовательно соединенных вторичных обмоток, равны по значению, но имеют разные знаки, таким образом, они компенсируют друг друга. Иными словами, хотя бы одна из пар обмоток, объединенных в цепь, соединена одноименными выводами. В таком случае правильного соединения элементов цепи добиваются путем изменения порядка подключения первичных или вторичных обмоток, ориентируясь на показания вольтметра.
Электроды для самодельной точечной сварки
Выбирая для аппарата точечной сварки, собранного своими руками из микроволновки, электроды, следует обращать внимание на то, чтобы их диаметр соответствовал диаметру провода, с которым они соединены. В качестве таких элементов можно использовать медные прутки, а для устройств небольшой мощности подойдут жала от профессиональных паяльников.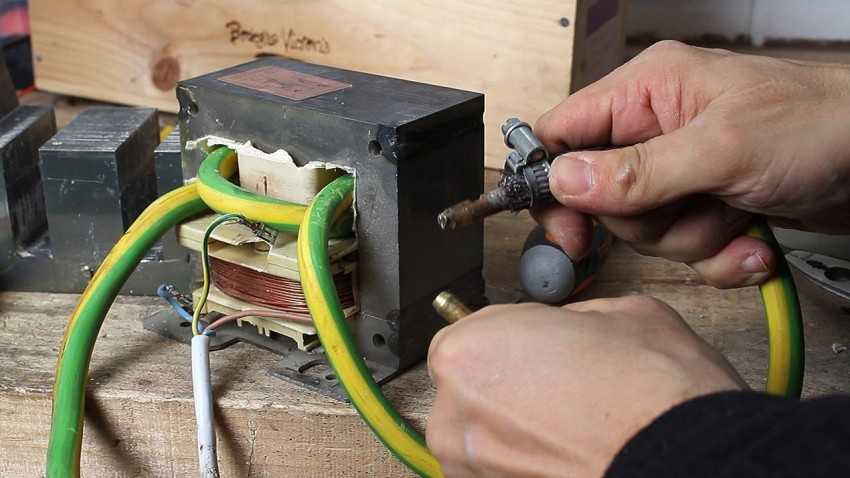
В процессе эксплуатации электроды для точечной сварки активно изнашиваются. Чтобы корректировать их геометрические параметры, их необходимо постоянно подтачивать. Естественно, что со временем такие элементы потребуют замены на новые.
Вариант изготовления электродов из толстой медной проволоки
Провода, которыми электроды связаны с аппаратом для точечной сварки, должны иметь минимальную длину, иначе в них будет теряться значительная мощность устройства. Потери мощности станут серьезными и в том случае, если в электрической цепи «электрод – устройство для точечной сварки» имеется много соединений. Если вы хотите увеличить эффективность использования своего самодельного оборудования, то лучше на провода, которыми соединяются электроды, напаять медные наконечники. Используя такие наконечники, вы избежите возникающих из-за увеличенного сопротивления обжимных или любых других соединений потерь мощности в местах контакта.
Провода, связывающие электроды с аппаратом для точечной сварки, имеют достаточно большой диаметр, поэтому облегчить их пайку помогут специальные наконечники, предварительно подвергнутые лужению. Поскольку электроды для такого устройства являются съемными, в местах их соединения с наконечниками пайку не выполняют. Конечно, в таких местах, постоянно подвергаемых окислению, также происходит потеря мощности, но очистить их значительно легче, чем обжатые наконечники.
Поскольку электроды для такого устройства являются съемными, в местах их соединения с наконечниками пайку не выполняют. Конечно, в таких местах, постоянно подвергаемых окислению, также происходит потеря мощности, но очистить их значительно легче, чем обжатые наконечники.
Устанавливаем электроды на сварочный аппарат
Как уже было указано выше, электрод для контактной сварки можно сделать из медного прутка или жала от профессионального паяльника, если мощность устройства невысока. Провод от аппарата присоединяется к электроду с помощью медного наконечника, который соединен с ним при помощи пайки.
Установка нижнего электрода
Наконечник совмещают с электродом при помощи болтового соединения, которое должно быть очень надежным, чтобы увеличение сопротивления в месте ненадежного контакта не приводило к потере мощности аппарата для точечной сварки. Чтобы выполнить такое соединение, в электроде и наконечнике делают отверстия одинакового диаметра.
Болты и гайки, с помощью которых будут соединяться электроды и наконечники с проводами, лучше всего выбирать из меди или ее сплавов, отличающихся минимальным электрическим сопротивлением. Элементы таких соединений, значительно упрощающих обслуживание аппарата для контактной сварки, совсем несложно изготовить своими руками.
Органы управления самодельной точечной сваркой
Управление аппаратом точечной сварки (особенно сделанного из микроволновки своими руками) не отличается особенной сложностью. Для этого вполне достаточно двух элементов: рычага и выключателя. Сила сжатия между электродами, за которую отвечает рычаг, должна обеспечивать в точке выполнения сварки надежный контакт соединяемых деталей. Чтобы выполнить эти важные требования, рычажные механизмы таких аппаратов можно дополнить винтовыми элементами, которые обеспечивают еще более значительную силу сжатия. Естественно, такой элемент устройства для точечной сварки должен обладать очень высокой надежностью.
Конструкция рычагов незамысловата. Удобства добавит простая резинка, установленная над верхним рычагом
На серьезном производственном оборудовании, которое используется для соединения листов стали значительной толщины, устанавливают элементы сжатия, создающие давление от 50 до 1000 кг – в зависимости от необходимости. А на аппаратах точечной сварки, применяемых для нерегулярных и несложных работ в домашней мастерской, вполне достаточно того, чтобы такой механизм создавал давление до 30 кг. Для удобства и простоты работы на аппарате точечной сварки его прижимной рычаг делают более длинным, это также позволит увеличить силу сжатия до необходимого значения.
Для самодельного домашнего устройства вполне достаточно рычага, длина которого будет составлять 60 см. При помощи такого рычага можно увеличить прилагаемое усилие в 10 раз. Соответственно, если вы будете давить на рычаг с усилием 3 кг, то электроды и соединяемые детали будут сжиматься силой 30 кг. Чтобы такой рычаг при надавливании не сдвигал с места сам аппарат, основание оборудования необходимо надежно зафиксировать на поверхности рабочего стола при помощи струбцины.
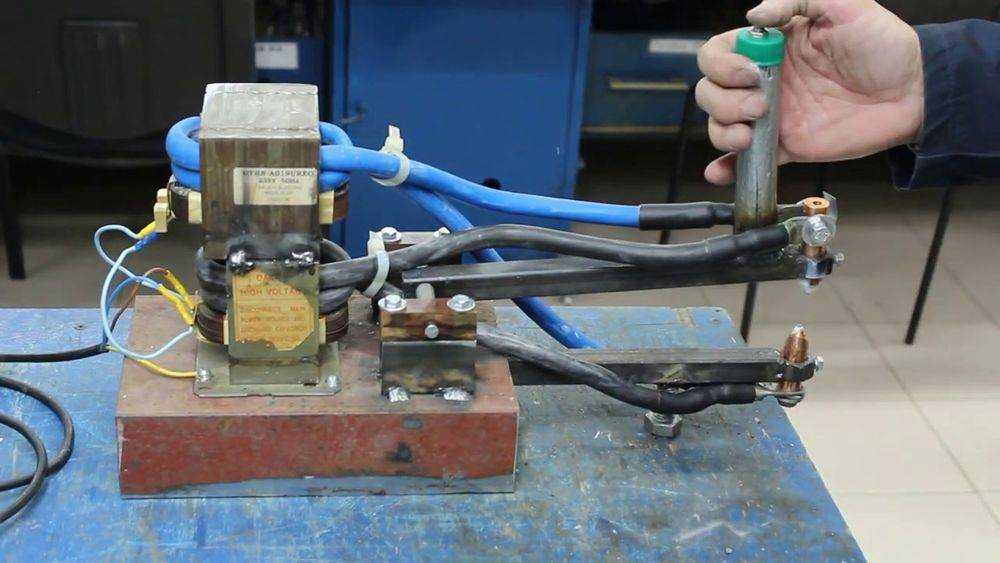
Аппарат точечной сварки, сделанный своими руками, в работе
Выключатель, отвечающий в устройстве за подачу тока к сварочным электродам, подключают к цепи первичной обмотки трансформатора, сила тока в которой значительно меньше, чем во вторичной. Если подключить выключатель ко вторичной обмотке, то он создаст дополнительное сопротивление, а его контакты под воздействием сильного тока намертво приварятся.
Если в качестве прижимного механизма применяется рычаг, то выключатель лучше расположить прямо на нем, тогда вторая рука будет свободной (ее можно использовать для поддержки свариваемых деталей).
Особенности работы на самодельном оборудовании для точечной сварки заключаются в том, что подавать ток на электроды следует только тогда, когда они находятся в сжатом состоянии. В противном случае вы столкнетесь с интенсивным искрением электродов и, как следствие, с их активным подгоранием. Получить первоначальный опыт по работе на таком устройстве можно при помощи обучающего видео.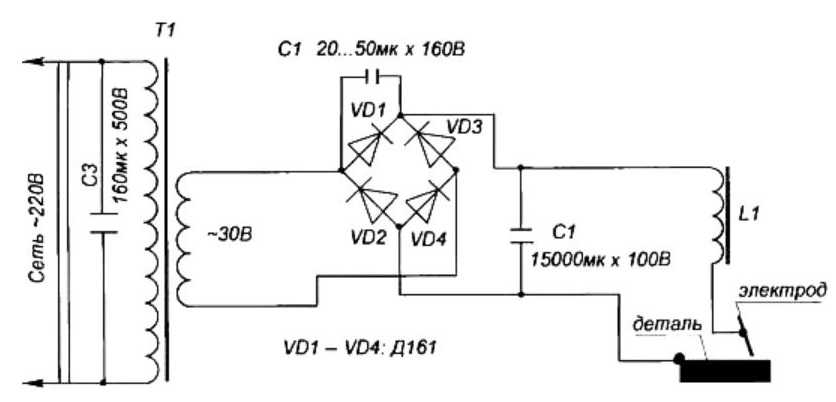
Электроды оборудования для точечной сварки активно нагреваются в процессе работы. Кроме того, интенсивному нагреву подвержены трансформатор и токопроводящие элементы такого устройства. Чтобы избежать слишком сильного нагрева, который может привести к выходу оборудования для точечной сварки из строя, следует предусмотреть простейшую систему охлаждения. Для этого часто используют обычный вентилятор. Можно также делать перерывы в работе, необходимые для охлаждения элементов аппарата.
Время выдержки электродов под током в сжатом состоянии в процессе выполнения сварки можно контролировать визуально, ориентируясь на цвет точки в месте соединения, либо использовать для этого специальное реле.
Очевидно, что изготовить аппарат для точечной сварки на основе трансформатора от микроволновки совсем несложно, внимательно изучив представленные видео и фото процесса сборки и учтя озвученные рекомендации.
Как своими руками сделать сварочный трансформатор?
В настоящий момент существует несколько модификаций разнообразных сварочных аппаратов. Сварочные трансформаторы своими руками можно изготовить достаточно легко при наличии определенных навыков.
Схема намотки сварочного трансформатора.
Наиболее популярными являются сварки трансформаторные, предназначенные для проведения контактного и дугового сваривания металлических конструкций. Популярность этого типа трансформаторов для сварки обусловлена несколькими причинами:
- простота и надежность устройства;
- наличие широкого диапазона использования этого типа аппаратуры;
- наличие высокой мобильности.
Помимо перечисленных преимуществ, использование этого типа аппаратов имеет целый ряд недостатков, основными среди них считаются следующие:
- низкий КПД трансформаторного аппарата;
- высокая зависимость качества шва от наличия навыков работы сварщиком.


Для установки можно изготовить трансформатор собственными руками. Устройство представляет собой агрегат, повышающий силу тока с одновременным понижением его напряжения.
Технология изготовления трансформатора для сварочного аппарата
Разработаны разнообразные схемы сварочного трансформатора. Наибольшую популярность приобрел агрегат, оснащенный П-образной конфигурацией магнитного сердечника. При наличии П-образного магнитного сердечника намотка проволоки первичной и вторичной обмоток осуществляется достаточно просто. П-образные устройства легко подвергаются разборке при необходимости проведения ремонта. Для создания сварочного аппарата требуется знать принцип работы сварочного трансформатора.
Конструкция сварочного трансформатора.
Для того чтобы эксплуатировать аппарат в бытовых нуждах, требуется поставить такие катушки на сердечник, которые бы позволили сваривать металлические заготовки электродами, имеющими диаметр 3-4 мм. При создании агрегата требуется провести расчет сварочного трансформатора.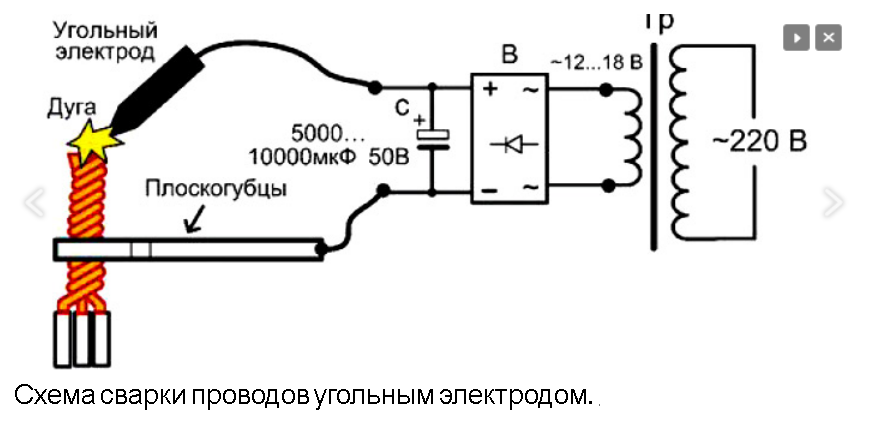 При изготовлении агрегата для сварочного устройства нужно набрать магнитный сердечник. При сборке сердечника следует помнить, что поперечное сечение должно составлять минимум 25-35 см². Расчет сварочного трансформатора, в частности, необходимой площади поперечного сечения, проводят по формуле S=a*b, см².
При изготовлении агрегата для сварочного устройства нужно набрать магнитный сердечник. При сборке сердечника следует помнить, что поперечное сечение должно составлять минимум 25-35 см². Расчет сварочного трансформатора, в частности, необходимой площади поперечного сечения, проводят по формуле S=a*b, см².
После проведения расчета и изготовления сердечника выбирается провод для изготовления обмоток. При выборе электропроводника особое внимание уделяется его сечению и общей длине. Для изготовления катушки первичной обмотки лучше всего применять специальный обмоточный термостойкий провод, изготовленный из меди, покрытый х/б или стеклотканевым изоляционным материалом. Желательно, чтобы медный провод имел квадратное или прямоугольное сечение.
При наличии провода требуемого сечения и отсутствии требуемого изоляционного материала его можно изготовить собственными руками. Для этой цели готовится несколько узких полосок из х/б материала или стеклотканевых. Ширина полоски должна составлять 2 см. После изготовления полосок изоляционного материала им осуществляется обмотка медного провода. Обмотанный провод пропитывается электротехническим лаком.
После изготовления полосок изоляционного материала им осуществляется обмотка медного провода. Обмотанный провод пропитывается электротехническим лаком.
Для того чтобы сварочный аппарат мог хорошо осуществлять сваривание металлических заготовок, нужно обеспечить нормальный уровень напряжения переменного тока без нагрузки. На холостом ходу этот параметр должен быть равен 60-65 В. При проведении сварочных работ напряжение должно быть в пределах 18-24 В в зависимости от диаметра электрода.
Вернуться к оглавлению
Особенности проведения расчета параметров трансформатора для сварочного устройства
Изготовление самодельного сварочного трансформатора требуется начинать с проведения расчета всех технических параметров.
Трёхфазный стержневой трансформатор.
При подготовке к изготовлению трансформатора требуется рассчитать несколько технических параметров оборудования, от которых полностью зависит нормальная работа сварочной установки.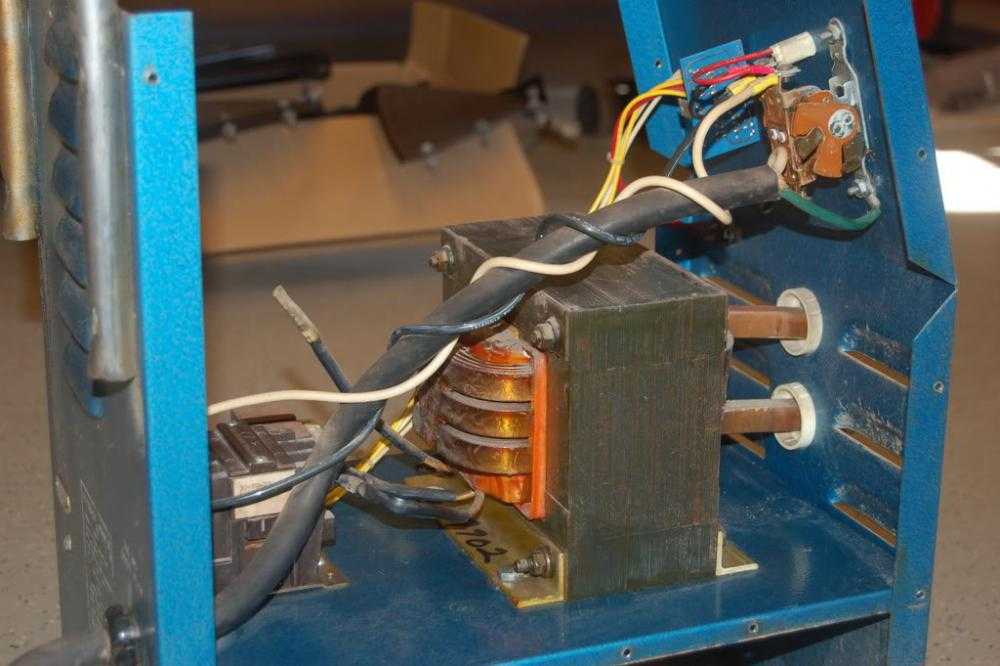 Основными параметрами, требующими проведения расчетов, являются следующие:
Основными параметрами, требующими проведения расчетов, являются следующие:
- площадь поперечного сечения сердечника;
- площадь сечения провода первичной обмотки;
- площадь поперечного сечения провода вторичной обмотки.
При осуществлении расчетов в обязательном порядке требуется учитывать максимальную мощность, которую будет иметь сварочный агрегат. Например, при потребляемой мощности в 5 кВТ площадь поперечного сечения провода первичной обмотки должна составлять около 5 мм². При изготовлении обмотки лучшим вариантом будет, если площадь поперечного сечения составит 6-7 мм². При указанных параметрах потребляемой мощности первичной обмотки и поперечном ее сечении вторичная обмотка должна иметь поперечное сечение в 30 мм² (без учета изоляционного материала).
Перед проведением намотки катушек на сердечник требуется рассчитать не только количество витков, но и длину провода. Первичная обмотка должна иметь напряжение, которое является более низким, нежели в бытовой сети. Для того чтобы понизить напряжение на соответствующее значение, требуется рассчитать количество витков на 1 вольт напряжения для этой цели. Используется формула n=48/Sм, где Sм – площадь сечения сердечника, выраженная в квадратных сантиметрах.
Для того чтобы понизить напряжение на соответствующее значение, требуется рассчитать количество витков на 1 вольт напряжения для этой цели. Используется формула n=48/Sм, где Sм – площадь сечения сердечника, выраженная в квадратных сантиметрах.
При хорошем, качественном магнитопроводе n=0,9-1. Исходя из этого, общее количество витков катушки определяется в соответствии с формулой W1=U1/n, следовательно, при оптимальных показателях магнитопровода получается около 200-300 витков, в зависимости от поперечного сечения магнитопровода. В зависимости от количества витков выбирается длина медного провода. Показатели вторичной обмотки рассчитываются аналогичным образом.
Вернуться к оглавлению
Осуществление намотки катушек на магнитопроводы
Завершив расчет параметров и подготовив материалы для изготовления трансформатора, можно приступать к наматыванию катушек. Перед намоткой катушек требуется изготовить каркас для наматывания проводника. Этот каркас должен соответствовать параметрам магнитопровода. Размер каркаса должен быть таким, который можно было бы легко надеть на сердечник, изготовленный из текстолита. Намотка катушек осуществляется следующим образом: сначала делается намотка половины первичной обмотки, после чего проводится намотка половины провода вторичной обмотки. Между слоями проводника прокладывается электротехнический картон, стеклоткань или бумага, имеющая спецпропитку. Это требуется для того, чтобы обеспечить более качественную изоляцию.
Размер каркаса должен быть таким, который можно было бы легко надеть на сердечник, изготовленный из текстолита. Намотка катушек осуществляется следующим образом: сначала делается намотка половины первичной обмотки, после чего проводится намотка половины провода вторичной обмотки. Между слоями проводника прокладывается электротехнический картон, стеклоткань или бумага, имеющая спецпропитку. Это требуется для того, чтобы обеспечить более качественную изоляцию.
Схема работы сварочного трансформатора.
Проводя изготовление трансформатора своими руками, требуется учитывать, что проводимые расчеты являются приблизительными. Как показывает практика, расчетные показатели способны сильно отличаться от настоящих показателей. По этой причине требуется при изготовлении агрегата использовать материалы с небольшим запасом. Значительные различия между расчетными и реальными показателями приводят к тому, что после изготовления агрегата требуется проводить его настройку.
После изготовления трансформатора его требуется включить и замерить напряжение на вторичной обмотке. Этот показатель должен составлять 65 В. В случае отклонения от этого значения требуется провести доматывание или сматывание проводника катушки.
Этот показатель должен составлять 65 В. В случае отклонения от этого значения требуется провести доматывание или сматывание проводника катушки.
Желательно при изготовлении катушки первичной обмотки предусмотреть несколько различных ответвлений для подключения различного входного напряжения. Это позволит работать при различных параметрах входного напряжения, что является особо актуальным для сельской местности, в которой колебания напряжения в бытовой сети являются обычным явлением.
В случае если при проверке работоспособности выясняется, что при расчетах неверно определена магнитная проницаемость, то потребуется либо провести перемотку обмотки, либо переключить клеммы на большее количество витков катушки. Определить мощность трансформатора на холостом ходу можно при помощи подсчетов количества оборотов диска счетчика электроэнергии за единицу времени. После проведения всех настроек лишние витки обмотки можно удалить путем перекусывания провода.
В случае отсутствия проводника требуемого сечения можно наматывать на катушку два провода в параллельном направлении, имеющие меньшее поперечное сечение.
Сварка сопротивлением Вопросы и ответы: Трансформатор против Transgun кВА
В: У меня на заводе есть три разных сварочных аппарата, а также несколько роботизированных Transguns. Несколько моих машин — это прессы мощностью 50 кВА, а мои транспушки — 100 кВА. Почему мои автоматы мощностью 50 кВА могут производить вторичный ток до 35 кА, а мои транспушки только до 18–20 кА?
Рис. 1 — Изображение трансформаторов контактной сварки.
О: Это отличный и распространенный вопрос. Мой первый ответ: кВА имеет мало общего с тем, какой фактический вторичный сварочный ток вы можете получить от данного аппарата или роботизированной сварочной горелки (transgun).
Поскольку я не могу написать здесь длинную диссертацию по теории электричества, я сделаю все возможное, чтобы дать вам основы, и я надеюсь, что это поможет вам понять, почему вы получаете больше от своих машин с более низкими значениями кВА, чем от ваших трансгантов. с более высокими рейтингами кВА.
с более высокими рейтингами кВА.
Во-первых, позвольте мне начать с заявления о том, что не все трансформаторы для контактной сварки (RW) созданы одинаковыми. Существуют различные типы моделей, которые были созданы для различных приложений RW.
Чтобы проиллюстрировать это, см. рис. 1, на котором показаны несколько сварочных трансформаторов переменного тока (AC) RW и источники питания постоянного тока средней частоты (MFDC). Вы можете видеть на картинке, что эти различные модели бывают всех размеров, форм и цветов, каждая из которых предназначена для конкретной задачи/работы.
Маленькие серебристые и зеленые модели трансгантов предназначены для использования с трансгантами, они маленькие и легкие. Они рассчитаны на 100 кВА при 50% рабочем цикле.
Большой красный трансформатор переменного тока машинного типа рассчитан на 75 кВА при рабочем цикле 50%. Он предназначен для использования в автономной машине для прессовой сварки и может производить высокие вторичные токи для сварки тяжелых сталей и рельефной сварки. Красный весит более чем в пять раз больше, чем меньшие, но имеет меньшую мощность в кВА. Итак, еще раз хочу подчеркнуть, что рейтинг кВА — это не то, что позволяет получить более или менее вторичный ток.
Красный весит более чем в пять раз больше, чем меньшие, но имеет меньшую мощность в кВА. Итак, еще раз хочу подчеркнуть, что рейтинг кВА — это не то, что позволяет получить более или менее вторичный ток.
Давайте углубимся в ваш конкретный вопрос о кВА и вторичном токе. Мой первый шаг здесь — познакомить вас с законом Ома, который гласит, что E = I × R (E = вольты, I = ток в амперах, R = сопротивление в омах). Примечание: существует закон Ома для переменного тока и закон Ома для постоянного тока, но для моего основного объяснения мы будем использовать только закон Ома для постоянного тока — рис. 2.
рис. 2 — закон Ома.
Самое важное, что нужно понять, это то, что вторичное напряжение и общее сопротивление или импеданс вторичной цепи являются наиболее важными факторами, определяющими ток, который может вырабатывать ваш трансформатор. Напряжение управляет током, а не кВА.
Следующее, что я хочу отметить, это то, что сварочный трансформатор, размер вторичной цепи, длина, материал и поперечное сечение вторичных проводников транспушки или машины, а также сопротивление свариваемого материала — все это вещи, которые складываются в общее вторичное сопротивление/импеданс. См. рис. 3 для простой иллюстрации вторичных потерь.
См. рис. 3 для простой иллюстрации вторичных потерь.
Рис. 3 — Иллюстрация вторичных потерь.
Давайте попробуем собрать воедино все, что мы узнали, и ответить на ваш вопрос.
Транспушки на ваших роботах имеют меньшие трансформаторы в стиле транспушек и легкие сварочные горелки. Эти трансформаторы содержат меньше меди и имеют более высокий внутренний импеданс или сопротивление по сравнению с более крупными трансформаторами машинного типа, которые имеют намного больше меди и гораздо более низкое внутреннее импеданс/сопротивление. Также важно отметить разницу между реальным трансгантом и типичным автономным пресс-сварочным аппаратом RW. Transgun имеет проводники меньшего поперечного сечения (руки пистолета), и многие из них сделаны из алюминия, чтобы пистолеты были легкими на конце робота. Это означает более высокое вторичное сопротивление/импеданс по сравнению с типичным аппаратом для прессовой сварки RW, который имеет большую медную шину и медные шунты, что означает гораздо более низкое сопротивление/импеданс протеканию тока.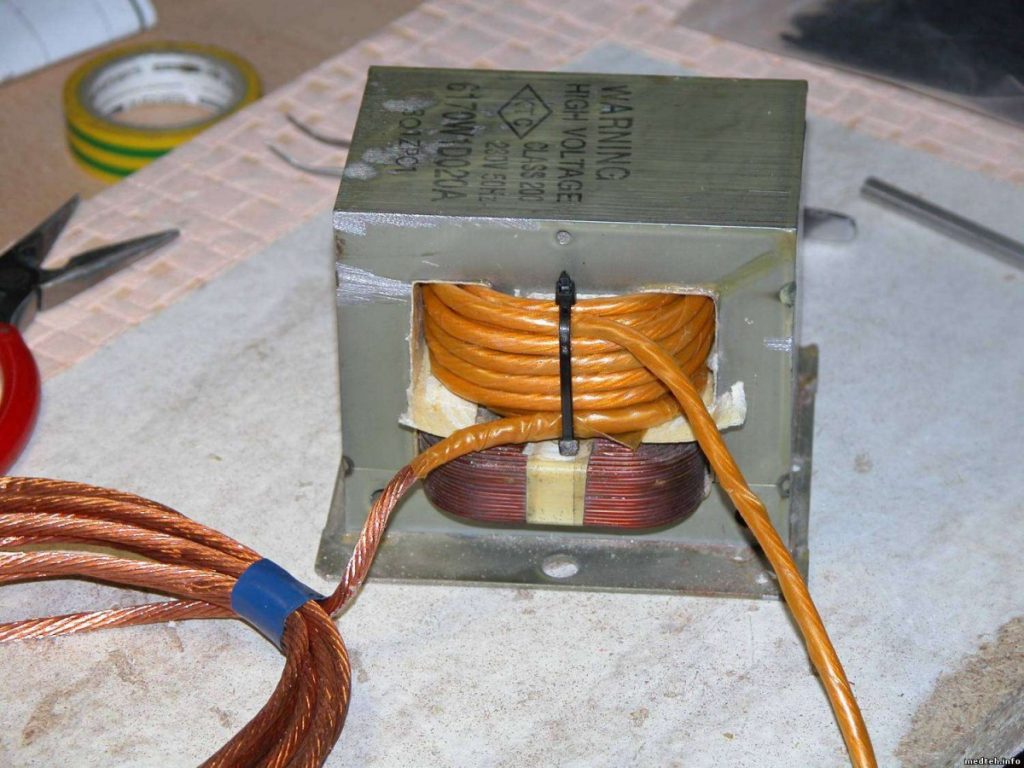
Теперь вы можете спросить: что такое кВА? кВА — это номинальная теплоемкость, и, говоря простыми словами, чем больше кВА у вас есть, тем больше сварок в минуту вы можете выполнить при заданном вторичном напряжении, токе и рабочем цикле.
Подводя итог. Причина, по которой ваши машины на 50 кВА будут достигать более высоких вторичных токов по сравнению с вашими трансформаторами на 100 кВА, связана с более низким внутренним сопротивлением/импедансом в физически больших трансформаторах на 50 кВА и более низким сопротивлением/импедансом вторичной цепи в машинах для прессовой сварки. Это не имеет ничего общего с номиналом кВА, который является только тепловым рейтингом.
Эта статья была написана Доном ДеКорте, вице-президентом по продажам RoMan Manufacturing Inc. и бывшим председателем Альянса производителей контактной сварки (RWMA). Он также является членом AWS Life, советником, бывшим директором и сертифицированным техником по контактной сварке.
Производственный альянс контактной сварки (RWMA), отраслевой партнер Американского общества сварщиков, представляет собой активную сеть отраслевых профессионалов, занимающихся продвижением стандартов и процессов контактной сварки.
AWS Publications
AWS Publications выпускает отмеченные наградами Welding Journal, Inspection Trends, SPRAYTIME, Welding Marketplace и Welding Journal en Español.
Сборка аппарата для дуговой сварки из трансформаторов для микроволновых печей
Последние пару недель я собирал аппарат для дуговой сварки, наматывая новые вторичные обмотки на два трансформатора для микроволновых печей (МОТ). Один важный урок, который можно извлечь из всего этого, заключается в том, что трансформаторы большой мощности — это не то место, где работает метод «к черту все, что сойдет»; Я сорвал пару праймериз, так что в итоге пришлось искать свежие MOT и начинать заново.
Первым делом нужно было найти два ТТ; чем больше, тем лучше, мощность в конечном итоге будет ограничена насыщением ядра. Дуговой сварочный аппарат, по сути, представляет собой понижающий трансформатор большой мощности; что-то вроде 20 А при 240 В входит, а затем преобразуется в что-то вроде 100 А при 50 В (минус потери). У меня уже были ядра MOT и первичные, все, что мне нужно было сделать, это удалить старые вторичные и добавить новые.
У меня уже были ядра MOT и первичные, все, что мне нужно было сделать, это удалить старые вторичные и добавить новые.
Сначала я разрезал сварные швы, соединяющие Е-образные детали с I-образными. Я использовал угловую шлифовальную машину, но ножовка должна работать; основные цвета собирались использовать повторно, поэтому я старался их не повредить. Чтобы облегчить отделение катушек от сердечников, я смягчил лак, нагревая трансформаторы в духовке при температуре около 200°C в течение примерно получаса. Как только лак смягчился, я сбил обмотки с помощью деревяшки и молотка; снова будьте осторожны, чтобы не повредить первичные компоненты. После того, как обмотки были сняты с сердечников, я немного очистил сердечники, сорвав старую изоляцию, а затем с помощью напильника удалил большую часть лака и сгладил то, что осталось.
Теперь любой старый провод не выдержит 100А, поэтому я купил эмалированную медь прямоугольного сечения 3,81х2,54мм. Я измерил размер окон в сердечнике и решил, что 5 слоев по 5 витков в каждом будут лучшим способом разместить около 25 витков на каждом сердечнике. Даже с эмалированной медью и квадратным сечением вам нужно добавить по крайней мере 20% дополнительно, чтобы учесть несовершенную обмотку, иначе вы обнаружите, что ваша прекрасная новая катушка не подходит к сердечнику. Намотать медь такого размера можно и вручную, но требует приличного формирователя, некоторой силы и терпения. Я сделал каркас из кусочков МДФ, склеенных и обрезанных до такой же ширины, как центральная ножка сердечника. Он длиннее сердечника как для того, чтобы можно было скруглить углы, так и для лучшего обтекания трансформатора воздухом для улучшения охлаждения. Высота должна быть немного меньше, чем высота окон за вычетом высоты первичной обмотки, так как обмотки будут немного расширяться, когда вы снимаете их с первой. Чтобы было легче снять обмотку с каркаса, я обернул слой тонкой карты вокруг каркаса и приклеил его вместе (но не к каркасу) перед тем, как начать намотку.
Даже с эмалированной медью и квадратным сечением вам нужно добавить по крайней мере 20% дополнительно, чтобы учесть несовершенную обмотку, иначе вы обнаружите, что ваша прекрасная новая катушка не подходит к сердечнику. Намотать медь такого размера можно и вручную, но требует приличного формирователя, некоторой силы и терпения. Я сделал каркас из кусочков МДФ, склеенных и обрезанных до такой же ширины, как центральная ножка сердечника. Он длиннее сердечника как для того, чтобы можно было скруглить углы, так и для лучшего обтекания трансформатора воздухом для улучшения охлаждения. Высота должна быть немного меньше, чем высота окон за вычетом высоты первичной обмотки, так как обмотки будут немного расширяться, когда вы снимаете их с первой. Чтобы было легче снять обмотку с каркаса, я обернул слой тонкой карты вокруг каркаса и приклеил его вместе (но не к каркасу) перед тем, как начать намотку.
Чтобы запустить катушку, нужно было просунуть конец меди через отверстие в каркасе и согнуть его, пока он не ляжет ровно вдоль конца каркаса. Медь достаточно жесткая, поэтому дальнейшее удержание не требуется.
Медь достаточно жесткая, поэтому дальнейшее удержание не требуется.
Чтобы избежать деформации, мне пришлось изгибать медь в обратном направлении при каждом проходе. Я должен был быть осторожен, чтобы каждый проход аккуратно ложился на место, и чтобы все слегка беспорядочные начала каждого перекрытия оставались там, где они были бы вне ядра; мои первые несколько попыток с заболоченным формирователем и спешка вместо того, чтобы тратить время, были потрачены впустую как время, так и медь (после того, как он был закален один раз, его нельзя сформировать снова без больших проблем).
После того, как все 5 слоев были готовы, я наложил временную обертку ПВХ-лентой для защиты эмали, пока я вносил окончательные коррективы в размер; Я немного раздавил катушку, используя деревянные тиски, чтобы защитить катушку.
На этом этапе я обрезал лишнее по длине, припаял язычковые разъемы, снял ленту и соединил трансформаторы, используя пленку OHP в качестве временной изоляционной пленки.
Я соединил жилы G-образным зажимом, прикрепил кабель автомобильного аккумулятора на 135 А с зажимом заземления на одной части и держателем стержня на другой. Я подключил первичные обмотки параллельно, а вторичные последовательно, стараясь, чтобы выходы были в фазе. Сначала я попытался запитать его от одной вилки на 13 А, это перегорело предохранитель, как только я зажег дугу. После питания каждого трансформатора от отдельной розетки на 13А заработало! Хотя сварные швы не были фантастическими, они были ограничены в основном моей ужасной техникой сварки; тепла определенно было достаточно, чтобы получить разумное проникновение и расплавить стержни. Я немного увлекся и сварил до тех пор, пока вибрация не повредила изоляцию на одной первичной обмотке настолько, что непоправимо закоротило сердечник. Я попытался использовать оставшийся трансформатор самостоятельно; он мог почти расплавить стержень, но не имел реального проникновения, и было очень трудно зажечь дугу. Это также перегрело трансформатор до такой степени, что транспарант загорелся; это убило другой первичный.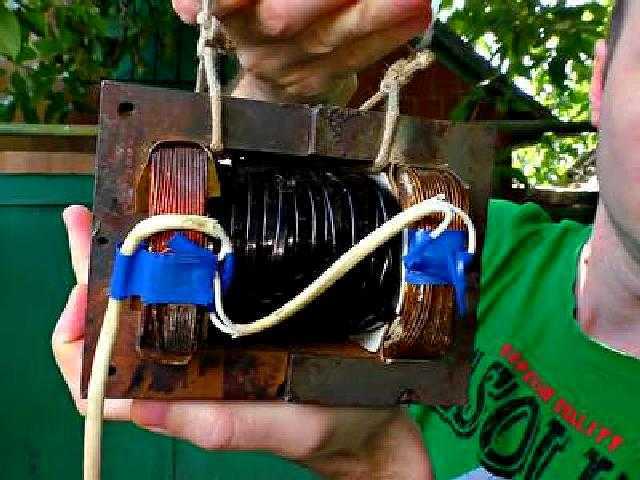
К счастью, примерно через неделю мне удалось получить пару трансформаторов с сердечниками лишь немного больше, чем у оригиналов. Я немного расширил вторичные части, вставив внутрь пару кусочков дерева и вбивая между ними отвертки в качестве клиньев. На этот раз один трансформатор имел термовыключатель последовательно с первичной обмоткой; посмотрев на сгоревший трансформатор и подтвердив свою догадку, что первичная обмотка (которая питалась примерно в 4 раза больше предполагаемого тока) была точкой воспламенения, я прикрепил вырез к внутренней поверхности катушки. Я также обернул сердечники и катушки высокотемпературной каптоновой изоляционной лентой, чтобы избежать проблем с коротким замыканием, не вызывая другой опасности возгорания.
Собрал трансформаторы (снова закрепив жилы с помощью зажимов), поместил их на напарника, подключил, как и раньше, и добавил вентилятор для микроволновки.
Я зажег его и смог легко зажечь хорошую горячую дугу; Я быстро проверил это, сварив вместе несколько старых стальных пряжек, которые лежали у меня на полках. Сварка не очень красивая, но красивая и крепкая — молотком стучал, не ломается.
Сварка не очень красивая, но красивая и крепкая — молотком стучал, не ломается.
Затем я хотел посмотреть, насколько тонкую заготовку я смогу сварить; для этого я разработал идею швейцарского армейского чайника: чайник с набором отверток/шестигранных ключей/маленьких инструментов. Это быстро доказало, что без ограничения тока мой сварочный аппарат слишком мощный для сварки тонколистовой стали без продувки отверстий.
В нынешнем виде это куча компонентов, прикрепленных к напарнику, без контроля за тем, какие розетки я включаю. Это явно не готовый продукт, но вполне рабочий сварочный аппарат. В настоящее время список дел:
- Сварить жилы вместе; это уменьшит вибрацию сердечника и облегчит обращение с трансформаторами.
- Покрыть трансформаторы лаком; это улучшит изоляцию и уменьшит вибрацию обмоток.
- Регулируемый ограничитель тока; На данном этапе я думаю о катушке индуктивности с насыщаемым сердечником, построенной из другого сердечника МОЛ.
