Тиски слесарные своими руками: размеры, фото
Подробный фото отчёт по изготовлению слесарных тисков своими руками.
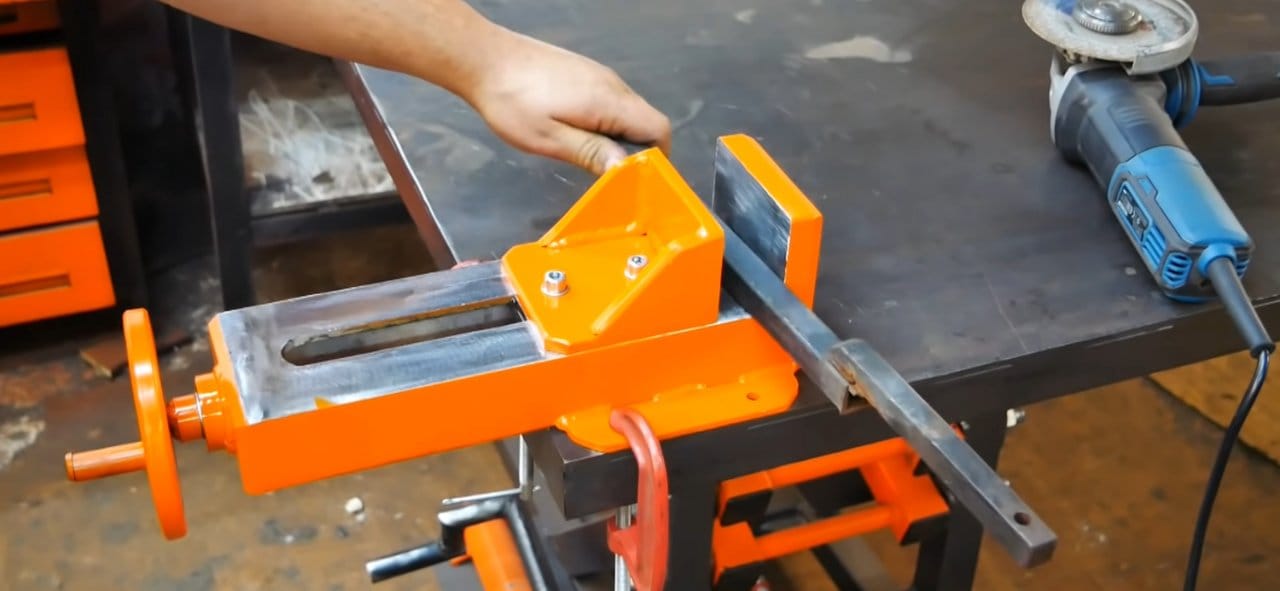
Понадобились слесарные тиски с шириной губок от 120 мм, в магазине на них цены просто космические, поэтому решил сделать тиски своими руками из металла, который у меня имелся в наличии.
- — лист железа для основы тисков толщиной 4 мм;
- — профильная квадратная труба 50 мм с толщиной стенки 4 мм;
- — уголок 60 мм с толщиной стенки 5 мм;
- — уголок 75 мм с толщиной стенки 8 мм;
- — полоса толщиной 10 мм;
- — шпилька резьбовая 20 мм;
- — длинная гайка 20 мм.
Ну и далее, на фото, показан процесс изготовления самодельных слесарных тисков.
Сделал заготовки.
Первым делом, принялся делать основание из двух пластин, в пластине 200 х 160 х 4 мм, равномерно насверлил отверстий диаметром 8 мм и точечными сварками скрепил со второй такой же пластиной. Места сварки зачистил.
По центру пластины начертил центральную линию и по краям от нее также начертил пару линий шириной 20 мм — на толщину шпильки.
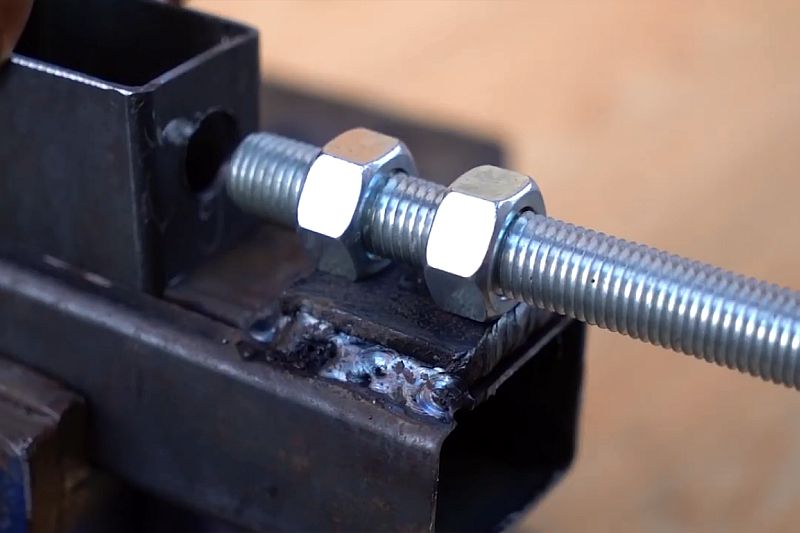
Длинную гайку в которую будет вкручиваться шпилька я установил на проставку — кусочек полосы толщиной 10 мм к которой и приварил эту гайку. После этого приварил площадку с гайкой к пластине-основанию и зачистил.
В качестве боковин будет использоваться уголок 60 мм с толщиной стенки 5 мм и длиной 200 мм.
Поставил их чтобы посмотреть как это будет выглядеть:
В профильной трубе 50 х 50 мм сделал болгаркой продольный паз шириной чуть больше чем приваренная подставка с гайкой. С краю этой трубы оставил не пропиленную часть равную ширине будущих губок.
Уголки обхватывающие профильную трубу прихватил прихватками к листу-основанию.
Между этими уголками положил пластину шириной 50 мм и толщиной 10 мм. Чтобы профильная труба нормально двигалась, между этой пластинкой сверху и самой профильной трубой сделал проставку.
В качестве проставки использовал пару полотен для ножовки по металлу.
После этого пластину приварил по всей длине. Получился своеобразный короб.
Поскольку щель между пластиной и уголками получилась достаточно большой, то после приваривания пластины сверху, я срезал прихватки и проварил эту же пластину уже изнутри.
Поскольку профильная труба имеет полукруглые края, то сварочный шов изнутри ходу профильной трубы не мешает.
После этого получившийся короб зачистил:
В качестве основания под губки тисков использовал более толстый уголок 75 мм и толщиной стенки 8 мм. Ширина будущих губок будет 150 мм.
Установив уголки на будущие места крепления я обрезал их немного на скос.
В качестве самих губок будет использоваться отрезок из полосы толщиной 10 мм.
Губки будут иметь размер: 150 х 50 х 10 мм.
Прикрепив эти будущие губки к своим уголкам я закрепил их щипцами -«собаками» и просверлил насквозь отверстия 4,2 мм.
Затем в уголках я нарезал резьбу 5 мм, а в губках рассверлил отверстия сверлом 5,1 мм и сделал зенковку заподлицо.
В нарезанную резьбу я вкрутил болтики и с обратной стороны прикрутил по две гайки которые затем обварил сваркой. Получилось некая удлиненная резьба 5 мм.
Отверстия для крепления губок к уголкам делал по центру губок — по 25мм от вертикальной линии и по 30мм от краев.
С торца профильной трубы, где в будущем будет крепиться вороток к шпильке я, изначально, планировал приварить квадратную площадку.
Затем решил по краям трубы приварить по отрезку уголка в которых затем нарежу резьбу и площадку эту не приварю, а прикручу винтами.
Это позволит мне в дальнейшем при необходимости разобрать тиски.
Поставив уголок с будущими губками на эту часть, я сделал скосы уголка относительно выступающим приваренным уголкам.
В дальнейшем для усиления губок с внутренней стороны уголков будут приварены раскосы и все это заварено пластиной толщиной 4 мм.
Для усиления верхней части тисков, там где имеется место для наковальни, я положил еще одну пластину толщиной 8 мм (как у уголка губок) и шириной равной общей ширине короба.
Таким образом если в дальнейшем придется использовать наковальню по прямому назначению, то вся нагрузка будет производиться на вертикальные ребра боковых уголков.
Приварив усиливающие раскосы я закрыл уголки губок пластиной толщиной 4 мм и зачистил все болгаркой, а затем наждачным кругом с зерном 40.
Прорезь в профильной трубе вырезал по месту так, чтобы этот вырез не мешал движению трубы относительно приваренной площадки с гайкой. Чтобы ничего не цепляло.
Затем, прогрунтовал и покрасил.
В качестве винта использовалась шпилька 20мм. По длине отрезал ее таким образом чтобы она не выступала спереди, а сзади (сто стороны ворота) выступала на расстояние ширины опорного подшипника и гайки на 20.
Взял отрезок полосы толщиной 10 мм (из которой делал и губки для тисков) и вырезал из нее опорную площадку.
В ней напротив внутренней гайки в которую должна будет вкручиваться шпилька сделал отверстие 20 мм с небольшим. Отверстие сверлил ступенчатым сверлом.
На вкрученную шпильку наложил эту площадку и закрепив ее к тискам зажимами сделал 4 отверстия диаметром 4 мм.
Эти отверстия на тисках рассверлил до диаметра 6,5 мм, а в опорной площадке — 5 мм и нарезал там резьбу 6 мм. К сожалению сразу попался некачественный метчик и он обломался. Пришлось сверлить еще одно отверстие рядом.
Собирал вал тисков таким образом:
— на самый край шпильки накрутил гайку 20 мм и приварил сваркой. С другого края шпильки также сделал отверстие 4 мм для установки шплинта после окончательной сборки тисков
— вторую такую же гайку рассверлил сверлом 21 мм и приварил боком — для ворота.
— надел опорный подшипник 20 мм
— установил опорную площадку
— далее надел шайбу 20 мм
После установки шайбы на шпильке отметил точку которую рассверлил сверлом 4 мм и туда вставил шплинт.
Получившуюся конструкцию вставил в тиски и закрепил опорную площадку болтиками 6 мм.
После этого вкрутил шпильку в длинную гайку приваренную в ответной части тисков.
В качестве ворота использовал отрезок прута диаметром 20мм и длиной 360мм.
Губки тисков, сделал из отрезков полосы толщиной 10 мм. Сами губки имеют размер 150 х 50 мм.
Их порезал болгаркой наклонными бороздами, а по центру одной из губок сделал треугольный вырез для установки круглых заготовок в вертикальное положение.
В подошве с каждой стороны сделал крепежные отверстия: — 3 отверстия диаметром 10 мм и 2 отверстия диаметром 8 мм.
Общий вылет получился 220 мм. Причем если не ставить стопорный шплинт на конце шпильки, то рабочий вылет будет 250 мм без ущерба зажима губок тисков.
Также прилагается небольшой видео обзор самодельных тисков.
 youtube.com/embed/tmWt5ftbY_8?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””>
youtube.com/embed/tmWt5ftbY_8?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””> Автор самоделки: Вадим. г. Москва.
Как сделать тиски своими руками в домашних условиях
- Главная >
- Блог >
- Как сделать тиски своими руками в домашних условиях
05.01.2023
Время чтения: 6 минут
Редакция сайта VT-Metall
Сохранить статью:
Зачем нужны? Многие задумываются о том, как сделать тиски своими руками, и это вполне закономерно. Стандартные устройства могут не соответствовать запросам человека. Или же для работ требуется несколько разных моделей, что довольно ощутимо бьет по кошельку.
Как действовать? Сначала следует определиться с типом будущего механизма и некоторыми его функциональными особенностями, в частности, с размерами и весом.
Вопросы, рассмотренные в материале:
- Конструкционные особенности тисков
- Основные разновидности тисков
- Изготовление тисков из различных материалов
- Несколько общих рекомендаций
Конструкционные особенности тисков
Если говорить о назначении тисков, то они нужны для крепления заготовок в ходе обработки. Чаще всего эти приспособления применяют в слесарном и столярном деле для распилки, сверления, шлифовки и других операций с деталями. 80 % таких устройств изготавливается из высокопрочного металла, а остальные 20 % – деревянные. Эти инструменты могут отличаться друг от друга конфигурацией, размерами и массой, которые зависят от вида выполняемых работ.
Подобные приспособления достаточно просты и представляют собой конструкцию, снабженную ходовым винтом и ручкой, вращая которую, можно сжимать и разжимать две губки – поворот рычага приводит в движение одну из них и позволяет менять давление на заготовку.
Приобретая или изготавливая самостоятельно тиски, важно обратить внимание на базовый параметр таких приспособлений – максимальное расстояние между губками, от которого напрямую зависит наибольший размер обрабатываемой заготовки.
Часто конструкцию дополняют различными поворотными приспособлениями, маленькой наковальней, струбцинами и прочими элементами, которых требует специфика производимых работ.
Особенности конструкции:
- Одну из главных деталей любых тисков – ходовой винт, проходящий сквозь всю конструкцию, – как правило, изготавливают из металла, независимо от материала остальных элементов.
- 60 % таких приспособлений имеют губки с прорезиненными накладками, а остальные 40 % оснащаются нагубниками из цветного металла, что позволяет уберечь обрабатываемую заготовку от повреждений поверхности и деформирования.
- К рабочему столу тиски обычно крепятся при помощи струбцины или винтового зажима.
 Для фиксации небольших приспособлений может использоваться мощный магнит – такой вид крепления встречается, например, в ювелирном деле.
Для фиксации небольших приспособлений может использоваться мощный магнит – такой вид крепления встречается, например, в ювелирном деле.
 Для фиксации небольших приспособлений может использоваться мощный магнит – такой вид крепления встречается, например, в ювелирном деле.
Для фиксации небольших приспособлений может использоваться мощный магнит – такой вид крепления встречается, например, в ювелирном деле.Основные разновидности тисков
Разберем в деталях, как сделать простые тиски своими руками:
Столярные тиски
Подобными приспособлениями пользуются для крепления в ходе обработки деревянных или пластиковых заготовок. 70 % столярных тисков при помощи винта прижимают изделие к станине или верстаку. Реже используется фронтальный зажим или чугун, комбинированный с деревом.
Эта конструкция имеет ряд достоинств. В таких тисках можно зажимать заготовки из относительно мягких материалов. Губки, расположенные на одном уровне, позволяют обрабатывать детали в одной плоскости. Инструменты имеют большое максимальное расстояние между щеками и снабжаются широким ассортиментом крепежных элементов.
Минусы столярных тисков: не позволяют обрабатывать заготовки из твердых материалов. Популярности безверстаковых вариантов конструкции мешает низкая жесткость фиксации.
Популярности безверстаковых вариантов конструкции мешает низкая жесткость фиксации.
Слесарные тиски
Это цельнометаллические приспособления, которые монтируются на деревянную или металлическую поверхность посредством болтов. Конструктивно различают два вида слесарных тисков – параллельные и стуловые. Губки имеют ширину от 40 до 200 мм. Максимальное раскрытие составляет около 150 мм.
Плюсы слесарных тисков: закаленные нагубники устойчивы к износу, прочная наковальня нечувствительна к ударным воздействиям, наличие поворотного механизма позволяет поворачивать инструмент в удобное положение, такие приспособления имеют относительно небольшие габариты и вес.
В числе недостатков следует упомянуть склонность к люфтам, необходимость периодической корректировки губок, которая производится при помощи специального инструмента, быстрый износ стопорных шайб, нуждающихся в частой замене. Кроме того, тиски не предназначены для фиксации длинных заготовок.
Станочные тиски
Такие тиски в основном применяют на различных производствах, фиксируя на верстаке. Инструмент снабжается поворотным механизмом. В расширенную классификацию входят приспособления базового, станочного типа и с несколькими осями.
Первая категория предусматривает фиксацию заготовок под прямым углом, вторая предназначена для крепления под разными углами, а третья поддерживает повороты по двум осям. На рынке представлены модели для бытового использования, которые в России сложно приобрести по разумной цене.
Достоинства станочных тисков: благодаря вспомогательным усилиям хорошо фиксируют крупные заготовки, крепкий корпус обеспечивает высокую устойчивость инструмента к ударным нагрузкам, не люфтят, что позволяет производить высокоточную обработку.
Минусы: косой захват может стать причиной деформаций. Чтобы избавиться от перекоса, используют фольгу или зажимают заготовку верхними частями нагубников.
Выбирая тиски для работы в условиях домашней мастерской, важно определиться с целями, для которых будет использоваться приобретаемое устройство. Невозможно назвать самый лучший универсальный тип таких приспособлений – исходить следует из конкретного назначения инструмента.
Изготовление тисков из различных материалов
Как сделать деревянные тиски
- Отложить на фанере по 100 мм от каждого конца. Найти и отметить центр.
- Закрепить фанеру и брусок при помощи струбцин. Просверлить сквозные отверстия сверлом, диаметр которого на 2 мм больше диаметра шпилек.
- Просверлить по два отверстия под саморезы с каждой из сторон и по центру. Снять фаски для крепления впотай.
- По трафарету из фанеры сделать в верстаке отверстия, забив с обратной стороны гайки М10.
- На небольшом куске фанеры разметить центры рукояток. Нужно нарисовать по две окружности таким образом, чтобы диаметр внутренней был на 20 мм меньше наружной.
- Высверлить углубления по центрам окружностей, используя коронку, и зашкурить края.
- В маленьких шайбах увеличить отверстие до 12 мм, а в больших – снять фаску сверлом Форстнера на 22 мм, чтобы спрятать гайки.
- Установить забивные в маленькие шайбы и закрутить шпильки в уровень с гайками.
- Прижав заготовки к столу при помощи струбцин, сделать углубления на 10 мм в шляпках забивных по границе резьбы и пропустить в отверстия небольшие обрезки проволоки.
- Скрепить малые шайбы с большими при помощи струбцин, предварительно нанеся на них клей. Просверлить два отверстия глубиной 10 мм и диаметром 3 мм на обоих концах шпилек. Прикрутить вставленные в брусок шпильки к основе, прижатой к верстаку.

Как сделать тиски из швеллера
Тиски из швеллера – удобный и надежный инструмент, если при их изготовлении была соблюдена правильная последовательность операций. Необходимо:
- Срезать полки швеллера до нужной высоты и, отметив центр, просверлить отверстие при помощи коронки по металлу.
- При помощи болгарки сделать два широких параллельных выреза на расстоянии, равном диаметру отверстия.
- Примерить на полки швеллера два уголка, равных ему по длине, и просверлить три отверстия под крепления. Прикрутить уголки болтами, предварительно нарезав резьбу.
- Установить уголки на переднюю и заднюю часть швеллера. Один из них будет служить неподвижной щекой, а второй – упором для ходового винта.
- Усилить упор, используя отрезанную от полки полоску. Соединить полку с уголком и просверлить отверстие для винта, нарезав в нем резьбу.
- Сделать подвижную губку по аналогии с упором, выполненным из двух металлических полосок с отверстиями для болтов. Одна будет служить направляющей для подвижной щеки, а вторая – удерживать приспособление снизу.
- В качестве ходового винта будет выступать стальная резьбовая шпилька, один конец которой нужно снабдить проточкой под стопор, а на второй накрутить гайку, просверлив сквозь нее отверстие в шпильке, используемое для крепления рычага.
- Выточить из второй полосы, отрезанной от полок швеллера, стопор под проточку на шпильке с двумя отверстиями для болтов. Шпильку закрутить в упорную полоску и соединить со стопором, который, в свою очередь, соединить с подвижной губой.


Как сделать тиски из домкрата
Такая конструкция оптимальна для устройства станочного типа. Домкрат используется для прижима. Этапы производства тисков из домкрата:
- От швеллера, который будет служить основой, отрезаем фрагмент подходящей длины и формируем в нем паз, заранее разметив его положение.
- Сверлим отверстия под крепления в толстой металлической пластине и привариваем ее на торец швеллера.
- Привариваем к раме уголок, который будет служить опорой для домкрата. Устанавливаем и крепим сваркой неподвижную щеку, изготовленную из швеллера.
- Привариваем две направляющие между неподвижной губой и опорным уголком, предварительно установив втулки, которые необходимо соединить между собой металлической полосой (к ней в дальнейшем приварим подвижную часть).
- Крепим две пружины, служащие для возврата на подвижную часть конструкции, и устанавливаем домкрат.
- Готовим деревянные или металлические нагубники. Монтируем рычаг для работы домкратом. Соединяем при помощи сварки части рамы с уголками для крепления конструкции к верстаку.
Как сделать тиски из металла
В качестве нагубников, которые приваривают к обрезкам профильной трубы с соответствующими размерами, можно использовать разрезанный на части плоский напильник. Ход работы:
- Вырезаем из металлической пластины прямоугольную подошву шириной, равной длине губок, и длиной, на 100 мм превышающей планируемый ход подвижной части.
- Одну из губок привариваем на край основания. Затем делаем в центре подошвы осевой вырез шириной 11 мм, начинающийся от неподвижной губы и заканчивающийся в 100 мм от противоположного края.
- Устанавливаем снизу в осевой вырез болт с шайбой, заходящий в отверстие, которое нужно заранее просверлить по центру в нижней полке подвижной губки. Шайба с гайкой должна быть наживлена на болт.
- Привариваем удлиненную гайку на противоположный неподвижной губке край основания. Центр гайки должен быть поднят на половину ширины профиля. Вкручиваем шпильку и сверлим под нее отверстие диаметром 12 мм в центре подвижной части, накручиваем на нее две гайки.
- Стянув щеки тисков, отрезаем лишнюю шпильку, после чего на нее накручиваем и прихватываем сваркой забивную гайку.
- Свариваем концами две гайки М12 и вставляем в них оставшуюся шпильку с накрученными на нее забивными гайками.
- Чтобы придать конструкции дополнительную прочность, привариваем к основанию два отрезка профильной трубы по ее длинным сторонам.
- Крепим тиски к верстаку болтами.
 Шайба с гайкой должна быть наживлена на болт.
Шайба с гайкой должна быть наживлена на болт.Тиски готовы к работе.
Несколько общих рекомендаций
Главное, что необходимо учитывать при покупке или изготовлении тисков – их размеры. По этому показателю данные приспособления делятся на три основных категории:
- Маленькие: длина таких тисков не превышает 290 мм, высота – 140 мм, высота губок не более 50 мм, а масса – около 8 кг.
- Средние: длина – до 372, высота – до 180 мм, высота губок – до 70 мм, масса до 14 кг.
- Большие: длина – до 458 мм, высота – до 220 мм, высота губок – до 90 мм, вес до 30 кг.

Указанные значения – ориентировочные, они пригодятся тем, кто собирается изготовить тиски своими руками. Существуют значительно более тяжелые модели, изготовленные из чугуна.
Также очень важна сила зажима. Если она будет недостаточной, велик риск выхода тисков из строя и повреждения обрабатываемой детали.
Изготавливая тиски с поворотным механизмом, следует внимательно изучить конструкционные особенности таких инструментов.
Рекомендуем статьи
- Вредные примеси в стали и их влияние на ее свойства
- Сварка труб под углом: технология и особенности процесса
- Сварка титана аргоном: важные нюансы
Конструкция тисков включает в себя хвостовик, подвижную и неподвижную щеки, рекомендованная ширина которых составляет 80 и 140 мм.
Чтобы выяснить, как самому сделать тиски, следует различать варианты зажимных механизмов, которые могут быть:
- винтовыми – с ходовым винтом, приводимым во вращение ручкой или рычагом;
- быстрозажимными – также с ходовым винтом, проходящим сквозь заготовку;
- быстроразъемными – без ходового винта, который заменен на рычаговый механизм, меняющий положение губ;
- эксцентриковыми – работающими за счет эксцентрикового механизма с рукоятью управления.
Учитывая изложенную выше информацию, можно приступать к подбору подходящей конструкции и самостоятельному изготовлению инструмента. Важно принимать во внимание как массу и конструкцию тисков, так и их назначение. В условиях домашней мастерской чаще пользуются наиболее универсальными слесарными тисками.
Мы постарались ответить на вопрос о том, как сделать тиски в домашних условиях. Чтобы изготовить это нужное каждому мастеру приспособление, необязательно пользоваться сваркой. Однако для такой работы лучше всего использовать мастерскую или гараж, ведь дома вы рискуете устроить настоящий кавардак.
Однако для такой работы лучше всего использовать мастерскую или гараж, ведь дома вы рискуете устроить настоящий кавардак.
Читайте также
28.02.2023
Плавление латуни в различных условиях
Подробнее
27.02.2023
Пассивация: способ защиты от коррозии
Подробнее
24.02.2023
Пайка металлов: описание технологии
Подробнее
22.02.2023
Охлаждение при закалке металла: принципы и методы
Подробнее
21.02.2023
Гальваника металла: способы и принципы
Подробнее
20.02.2023
Хонингование: как и для чего выполняется
Подробнее
17.02.2023
Полировка металла: технологии, инструменты, методы
Подробнее
15.02.2023
Для чего нужен гидравлический пресс: виды, сферы применения
Подробнее
подробная пошаговая инструкция, как сделать слесарные или столярные тиски из металла в домашних условиях
Автор: Школа рукоделия Busina
Практически каждый человек имеющий свою мастерскую должен иметь один из основных инструментов, как тиски. Но, бывает так что заводской вариант не подходит для определенных работ или покупать их нецелесообразно, или их вообще нет в наличии.
Но, бывает так что заводской вариант не подходит для определенных работ или покупать их нецелесообразно, или их вообще нет в наличии.
Сделать тиски из подручного материала не является большой сложностью. Стоимость такого самодельного инструмента получиться намного дешевле в отличие от покупки заводского.
Из чего состоят тиски
Подходящие элементы для самодельных тисков
Материалы и инструменты
Порядок проведения работ (инструкция)
Быстрозажимные
Станочные
Трубные
Фото самодельных тисков
Из чего состоят тиски
Из разнообразия тисков большие столярные имеют ряд преимуществ перед остальными. Их можно без проблем установить на верстак или другие виды опорных стоек, а также их легко снимать и устанавливать.
Не зависимо от того какой вид данного инструмента необходимо создать он всегда будет иметь основные элементы в своей конструкции.

Эти элементы будут такими как: опорная площадка, передвижная губа для фиксации какой-либо детали, кулисы для смещения детали, ходовой винт и вороток для его вращения.
- Чтобы тиски нормально функционировали их детали должны быть правильно выверены.
- Если этого не соблюдать то работать они не будут. В тисках на верстаках имеется пружина, которая разрешает проблему обработки крупногабаритных деталей.
- При создании самодельных устройств такую пружину можно найти на каких-либо барахолках или в металлоприеме.
Подходящие элементы для самодельных тисков
Для создания устройства своими руками можно использовать различные материалы. Главное заранее определиться для каких целей будут создаваться тиски. В большинстве случаев инструмент изготавливается из стальных и чугунных элементов.
Первым создается основание, поэтому для него можно использовать: автомобильные тормозные колодки, металлические трубы, уголок, рельс.
- Бывают и тиски из дерева. Нередко из него создают данный инструмент для столярных работ, потому как при таких условиях не требуется большое усилие для зажима деталей.
- Простейшие тиски из дерева создаются с помощью лишь топора и пилы. Детали в таком варианте фиксируются с помощью гвоздей.
- Главное в таких тисках это соответствие плоскостей между собой.
В случае создания слесарного инструмента необходимо использовать металлические элементы. Потому как во время работы с металлом на инструмент будет действовать большие нагрузки и соответственно он должен быть прочным и жестким.
Чтобы зажимать детали в слесарных тисках необходим винт для перемещения подвижной губы по станине. В тисках для столярных работ можно использовать заостренный деревянный клин.
Материалы и инструменты
Когда необходимо создать тиски для больших нагрузок из швеллера, то материал и инструмент для этого понадобится следующий:
- Металлический уголок 50х50 мм,
- Кусок швеллера до 500 мм,
- Крепежные резьбовые элементы,
- Шпилька для ходового винта,
- Лист стали толщиной 5мм,
- Сталь от 1 см, краска,
- Прут металлический для воротка,
- Электросварка,
- Дрель,
- Набор ключей,
- Напильник,
- Рулетка,
- Наждачка,
- Кисточка и маркер.

Список немалый, так как работ по обработке металла придется сделать много.
Порядок проведения работ (инструкция)
Слесарный тиски. Начинается изготовление тисков с их опоры. Она является их основой и для неë отлично подходит лист из толстой стали. На основе необходимо просверлить несколько отверстий чтобы еë можно было закрепить.
- Швеллер используется в последующем шаге в создании внутреннего узла. Данный элемент конструкции будет использоваться для фиксации передвижной губки. при помощи электросварки швеллер необходимо приварить к основанию.
- Большая часть других элементов конструкции будет закрепляться на швеллер с помощью электросварки.
- После приступаем к созданию внешнего узла инструмента. С его помощью будет зафиксирована неподвижная губка. Этот элемент будет сделан из листовой стали.
- Когда будут закрепляться отдельные элементы, то делать это придется электросваркой непосредственно над подвижной частью тисков. Это позволит не допустить нежелательные ошибки в конструкции.
 Это позволит не допустить нежелательные ошибки в конструкции.
Это позволит не допустить нежелательные ошибки в конструкции.Губы рекомендуется изготавливать из высокопрочного материала так как на них будет действовать основная рабочая нагрузка. сварочные швы необходимо накладывать очень качественно, чтобы детали имели надежное соединение и в рабочем процессе не давали нежелательных люфтов.
Сами губы к узлам закрепляются при помощи резьбовых крепежей. после проведения всех вышеперечисленных работ детали можно зашлифовать и покрасить.
Быстрозажимные
В таком варианте устройство будет иметь прижим, который будет обеспечивать эксцентрик. Данный вид распространен среди мастеров, которым необходимо произвести быструю фиксацию деталей.
- Делаются они аналогично слесарным. но при этом имеют небольшие изменения.
- В них будут присутствовать дополнительные детали в виде амортизирующего штока, резиновой втулки и эксцентрика.
- В этом устройстве части сделанные из швеллера размечаются по центру и просверливаются.
Зажимные и раббочие части привариваются к швеллеру. После губы прикручиваются на болты. а по центру ставится эксцентрик.
Когда уже проверен зажим какой-либо детали, заготовки скрепляются при помощи сварки.
Станочные
Этот вид тисков имеет поворотный механизм. Сделать такой иснтрумент очень сложно ввиду немалого числа составляющих и соблюдения необходимой точности для нормальной работы.
- Направляющие в таком устройстве монтируются на пластины, которые играют роль основы.
- Далее специальные штыри монтируются на края пластин. С помощью этих штырей закрепляются направляющие для прижимных губ.
- Затем на держатель конструкции монтируются губы, который приварен к узлам. Последними привариваются шарниры и центрируются гайками и штырями.
Трубные
Этот тип тисков является самой простой в изготовлении. Они способны зажимать детали любой формы. Также способны выдерживать немалые нагрузки и их можно применять в роли струбцины.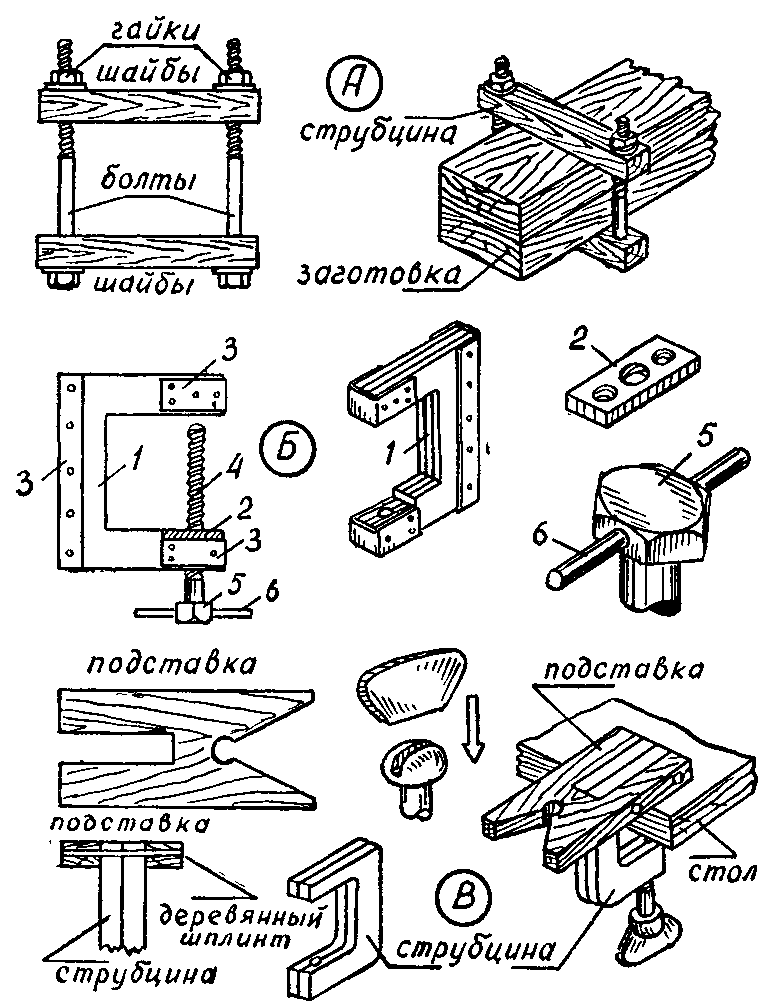
- Основы конструкции изготавливается из металлического профиля, круглых труб и листового металла.
- Центральная часть профиля просверливается под винт. Детали из труб и профиля свариваются электросваркой. Некоторые места можно усилить с помощью болтов.
Зажимом в этой конструкции выступает профиль с роммбовидным вырезом.
В роли направляющих здесь выступают боковые трубы, к которым закрепляются при помощи сварки отрезки разрезанной по длине трубы.
Фото самодельных тисков
Как сделать металлические губки для слесарных тисков: 6 разных вариантов
В данном обзоре мастер поделится с нами идеей, как быстро и просто изготовить самодельные прижимные губки для слесарных тисов.
Содержание
Металлические губки
Сначала рассмотрим вариант изготовления классических металлических губок, как наиболее распространенных.
В идеале лучше использовать толстостенный металл.
Однако если достать его проблематично, то можно взять вместо него металлические полосы 50*5 мм и 40*4 мм.
Основные этапы работ
Первым делом автор отрезает необходимые заготовки: 4 полосы 50*5 мм длиной по 170 мм и две полосы 40*4 мм длиной по 160 мм.
Рекомендуем вам также прочитать статью-обзор: как своими руками изготовить функциональный мини гриндер для гаража из дешевой шлифовальной машинки.
Между двумя пластинами из полосы 50*5 мм помещаем пластину из полосы 40*4 мм. Зажимаем заготовки в тисках и обвариваем по контуру. Аналогичным образом делаем вторую губку.
Сварные швы обрабатываем с помощью угловой шлифмашинки (болгарки) с лепестковым кругом.
На следующем этапе делаем диагональную разметку под канавки. Делаем пропилы по линиям тонким диском на глубину 1 мм.
Делаем пропилы по линиям тонким диском на глубину 1 мм.
Привариваем прижимные губки на свои места, после чего обрабатываем УШМ с лепестковым кругом. Если же вам нужны съемные губки, то сверлим отверстия и фиксируем их на болты.
Видео по теме
Подробно о том, как сделать металлические губки для слесарных тисов, можете посмотреть на видео ниже. Идеей поделился автор YouTube канала «Сергей Я –».
Зажимные призматические губки
Губки накладные, на магнитах, поэтому их можно быстро установить и снять, что очень удобно.
Эти зажимные губки удобны, в первую очередь, тем, что позволяют надежно зажимать заготовки разных форм и разного размера.
Возможно, вам также понравится еще одна идея: как изготовить универсальную самодельную струбцину из профильной трубы.
Основные этапы работ
Для изготовления накладных прижимных губок на тиски мастер использует два алюминиевых кругляка подходящего диаметра.
На фрезерном станке заготовкам придается необходимая форма.
В верхней части накладных губок дополнительно сделан небольшой бортик, который будет цепляться за штатные губки тисков.
Эти же бортики не позволят губкам сползать вниз во время обработки заготовок. На тыльной стороне обеих губок надо будет высверлить по четыре глухих отверстия.
В просверленные отверстия автор вклеивает круглые неодимовые магниты.
Чтобы они держались надежно и не вывалились, автор использует двухкомпонентный клей на основе эпоксидки.
Читайте также: как сделать садовые ножницы из дисковой пилы и подшипника.
Подробно о том, как сделать зажимные призматические губки для слесарных тисков, можно посмотреть на видео ниже.
Данная статья подготовлена на основе авторского видеоролика с YouTube канала my mechanics insights.
I make Prismatic Aluminium Jaws for the Bench Vice — Holding with MagnetsГубки с быстрой фиксацией
Стандартные губки слесарных тисков имеют рифленую поверхность и отлично подходят для удержания металлических или деревянных заготовок.
Однако, когда нужно зажать деревянные детали с полированной поверхностью или защитным декоративным покрытием, а также металлические хромированные детали, то рифленые губки не годятся для этого.
В данном случае необходимо использовать губки, которые не оставят следов на поверхности удерживаемой детали. Их можно изготовить самостоятельно из обрезков пиломатериалов.
Если вы занимаетесь изготовлением деревянных ручек для инструмента или подсвечников, вам может пригодиться компактный токарный станок, собранный на базе электрической дрели.
Что же, давайте теперь приступим к изготовлению самодельных быстросъемных зажимных губок для слесарных тисков. Это не займет много времени.
Первым делом необходимо отпилить два одинаковых бруска, длина которых должна соответствовать длине штатных губок тисов. Также потребуются еще две деревянных планки толщиной 1-2 см.
Основные этапы работ
На следующем этапе делаем разметку и сверлим в деревянных брусках по два глухих отверстия. Это будут посадочные места для круглых неодимовых магнитов.
Это будут посадочные места для круглых неодимовых магнитов.
Затем с помощью суперклея приклеиваем магниты, вставив их до упора в просверленные углубления.
После этого необходимо будет приклеить деревянные планки к брускам. В данном случае можно использовать столярный клей, зафиксировав детали зажимами или с помощью струбцин.
Подробно о том, как изготовить деревянные губки с быстрой фиксацией для слесарных тисков, смотрите на видео ниже. Обзор подготовлен на основе видео с YouTube канала DIYFixMan.
Magnetic Soft Jaws — Tip For Your ClampsПрижимные губки из труб
Слесарные тиски имеются практически в каждой домашней мастерской и гараже — они существенно облегчают обработку заготовок из металла. Однако в них не очень удобно зажимать круглые трубы. Чтобы это исправить, можно изготовить для них самодельные прижимные губки.
Они не только позволяют жестко фиксировать стальные круглые трубы, но также и профильные трубы, когда нужно установить их ребром вверх. Сделать такие губки можно из подручных материалов.
Сделать такие губки можно из подручных материалов.
Первым делом необходимо отрезать два куска строительного уголка длиной по 8 см (по длине губок слесарных тисков).
Также по длине отрезанных уголков нужно будет отрезать еще четыре куска круглой трубы.
Основные этапы работ
К каждому отрезку (к одной из полок) уголка надо будет приварить по два отрезка круглой трубы.
Предварительно поверхность заготовок надо очистить от коррозии, если она имеется. После сварки нужно зачистить швы болгаркой.
Далее необходимо отрезать два куска металлического квадрата. Их надо приварить ко второй полке уголков. Сварные швы также желательно сразу зачистить угловой шлифмашинкой.
Прижимные самодельные губки просто устанавливаются на губки тисков, а между ними зажимается уже сама заготовка — круглая или профильная труба, которую надо обработать.
Быстросъемные мягкие накладки
В процессе механической обработки различных заготовок из металла или дерева при фиксации их в слесарных тисках лучше использовать мягкие накладки на губки, чтобы не оставались вмятины и царапины на поверхности.
Также самодельные резиновые накладки позволяют захватывать детали нестандартной или округлой формы.
Чтобы сделать быстросъемные мягкие накладки на губки тисков, потребуются два больших ластика из резины (можно купить в магазине) и неодимовые магниты.
На их изготовление вы потратите примерно 5–10 минут, а чтобы снять или установить мягкие накладки для столярных тисков, понадобится несколько секунд.
Основные этапы работ
Первым делом при помощи линейки и маркера выполняем разметку и отрезаем скошенные края у ластиков. Удобнее всего это сделать на ленточной пиле.
Но можно воспользоваться обычной ножовкой по металлу. В итоге должны получиться две одинаковых резиновых накладки на губки тисков в форме прямоугольника.
Далее в верхней части мягких накладок необходимо просверлить по два отверстия под установку неодимовых магнитов. Глубина в просверленных отверстиях должна быть такой, чтобы в них поместилась пара магнитов. В этом случае накладки будут лучше удерживаться на губках тисков.
В этом случае накладки будут лучше удерживаться на губках тисков.
На последнем этапе работ «садим» неодимовые магниты на клей, и самодельные быстросъемные мягкие накладки на губки тисков готовы. Подробнее о том, как их сделать, смотрите в видеоролике на сайте.
How to Make Soft Jaws for your Vice — Cheap and EasyСменные губки из пластика
Иногда приходится работать с мягкими материалами (кожа, дерево и др.), поверхность которых при фиксации в тисках легко повредить рифлеными металлическими губками.
Но решить данную проблему можно очень просто — достаточно сделать сменные губки для тисков из пластика.
В качестве основного сырья для изготовления губок можно использовать пустые пластиковые бутылки и банки из-под бытовой химии.
Подготовленные емкости необходимо порезать на мелкие кусочки ножом или ножницами, после чего насыпать в алюминиевую форму и отправить в духовой шкаф, который предварительно надо разогреть до 350 градусов, на 10–15 минут. В итоге должен получиться пластиковый брусок прямоугольной формы.
В итоге должен получиться пластиковый брусок прямоугольной формы.
Обработка заготовки
Боковые стороны пластикового бруска ровно обрезаем на циркулярной пиле, а торцы заготовки подравниваем на торцовочном станке.
Затем обрабатываем основную и боковую плоскость пластикового бруска на фуганке, после чего пропускаем заготовку через рейсмус.
В результате всех этих манипуляций получаем идеально ровный брусочек из пластика. Далее снимаем родные металлические губки с тисков, на которых вы планируете работать, и исходя из их фактических размеров вырезаем губки из пластика.
Ну а дальше все просто — сверлим отверстия в нужных местах под болты и прикручиваем сменные губки к тискам.
После обработки изделий из дерева или других мягких материалов пластиковые губки легко снять, чтобы поставить родные — из металла. Основные этапы работ вы можете посмотреть в видеоролике на сайте.
HDPE Vise Jaws & Miter Slot RunnersАндрей Васильев
Задать вопрос
изготовление устройства в домашних условиях
Содержание
- 1 Особенности тисков
- 2 Пошаговая инструкция
- 3 Универсальная конструкция бытового применения
- 4 Проведение работ своими руками
- 5 Изготовление столярных тисков
Для проведения многих слесарных работ требуются специальные тиски. Их предназначение заключается в жесткой фиксации обрабатываемой заготовки. В продаже встречается довольно большое количество различных вариантов исполнения слесарных станков, всех их объединяет довольно высокая стоимость. Для частной мастерской можно изготовить слесарные тиски своими руками. Создаваемая конструкция обойдется намного дешевле и при этом идеально подойдет для установки в частной мастерской.
Их предназначение заключается в жесткой фиксации обрабатываемой заготовки. В продаже встречается довольно большое количество различных вариантов исполнения слесарных станков, всех их объединяет довольно высокая стоимость. Для частной мастерской можно изготовить слесарные тиски своими руками. Создаваемая конструкция обойдется намного дешевле и при этом идеально подойдет для установки в частной мастерской.
Особенности тисков
Практически любой мастер, который проводит много времени в собственной мастерской или гараже, знает, что обойтись без рассматриваемого приспособления практически невозможно. При механической обработке к заготовке прикладывается большое усилие. Создать слесарные приспособления своими руками решают для достижения следующих целей:
- Повышения точности обработки. Из-за вибрации и смещения заготовки может существенно снизиться точность проводимой операции. На различных станках крепление проводится при применении специальной конструкции. Однако некоторые самодельные или бытовые станки не имеют устройства, предназначенного для фиксации заготовки. Слесарные тиски имеют широкую область применения, могут использоваться при выполнении сверлильной или иной операции.
- Существенного повышения качества выполняемой операции, связанной со сверлением, фрезерованием или обработкой граней. При механической обработке часть вибрации передается узлу, который применяется для крепления заготовки. За счет этого можно повышать скорость резания или увеличивать подачу. При сверлении можно создавать сквозное отверстие без опаски, что сверло войдет в плиту станка.
- Обезопасить мастера, так как во время работы не нужно руками фиксировать заготовку. Если удерживать деталь руками во время работы, велика вероятность, что приложенное усилие приведет к ее смещению. В некоторых случаях могут пострадать руки. Работа при использовании специального фиксирующего устройства более безопасна. К примеру, при сверлении и фрезеровании можно установить деталь и закрыть зону резания специальным экраном.
- Повысить комфорт во время обработки заготовки. При ручной механической обработке применение тисков позволяет освободить руки.
 Слесарные тиски имеют широкую область применения, могут использоваться при выполнении сверлильной или иной операции.
Слесарные тиски имеют широкую область применения, могут использоваться при выполнении сверлильной или иной операции. При ручной механической обработке применение тисков позволяет освободить руки.
При ручной механической обработке применение тисков позволяет освободить руки.Прочные тиски своими руками в домашних условиях можно изготовить из профильной трубы. Полученная конструкция будет обладать компактными размерами, может жестко крепиться на основании. Применяются подобные тиски для работы с различными заготовками, так как устройство может оказывать различное давление на губки.
Пошаговая инструкция
Для работы потребуется относительно небольшое количество инструментов. Весь процесс изготовления можно разделить на несколько основных этапов:
- Для начала проводится нарезка профильной трубы на требуемые куски. Для этого может использоваться различный инструмент: болгарка, ножовка по металлу. Нарезка требующихся элементов проводится в соответствии с чертежом. Стоит учитывать, что некоторые элементы будут соединяться болтами, для чего нужно создать соответствующие отверстия. После подготовки требующихся элементов все заусенцы убираются шлифовальным кругом.
- Следующий шаг предусматривает создание ходовой гайки. Она будет использоваться для передачи усилия на заготовку. Она может изготавливаться из обычной гайки соответствующего диаметра, но из закаленной стали.
- Крепится ходовая гайка к основанию будущих тисков сваркой. Именно сварочный шов обладает нужной прочностью. При создании самодельной конструкции можно использовать небольшой сварочный аппарат. Электроды и напряжение подбираются в соответствии с толщиной металла и его составом.
- Далее выполняется вкручивание ходового винта. Изготовить его самостоятельно можно только при наличии токарного станка с функцией нарезания резьбы. После этого выполняется установка двух половинок с губками. Изготовить два элемента, которые будут сжиматься, можно при использовании все той же профильной трубы.
 После подготовки требующихся элементов все заусенцы убираются шлифовальным кругом.
После подготовки требующихся элементов все заусенцы убираются шлифовальным кругом.После того как конструкция была собрана, проводиться ее окрашивание. Как правило, применяемый уголок изготавливается при использовании обычной стали, которая при длительной эксплуатации покрывается коррозией.
 Созданные тиски могут крепиться на основании при помощи болтов.
Созданные тиски могут крепиться на основании при помощи болтов.Универсальная конструкция бытового применения
Самодельные тиски для сверлильного станка или верстака не требуют сложных расчетов. Как правило, в качестве основы в большинстве случаев применяется стальная труба.
При рассмотрении того, как сделать самодельные тиски, следует уделить внимание особенностям конструкции:
- Из отрезки трубы создается внутренняя подвижная часть тисков, которая будет воспринимать часть нагрузки. Из этого же материала изготавливается наружная неподвижная часть.
- Для перемещения подвижной части относительно неподвижной применяется ходовая гайка с диаметром М16. Меньший вариант исполнения выбирать не рекомендуется, так как слишком мелкая резьба может не выдерживать оказываемую нагрузку. Вместе с ходовой гайкой применяется ходовой винт соответствующего размера.
- Фиксация подвижных элементов проводится за счет передней и задней опоры. Они привариваются к основанию, могут быть представлены уголками.
- С заготовкой, как правило, контактируют специальные губки. Они изготавливаются из наиболее твердого материала, так как на эту часть будет передаваться наибольшая нагрузка.
- Две стопорные гайки с резьбой М16 и М18, которые будут ограничивать движение подвижного элемента.

Подобная конструкция может выдержать существенное воздействие и прослужить на протяжении длительного периода.
Проведение работ своими руками
Для работы с металлом потребуется болгарка и сварочный аппарат. Станочные фрезерные тиски такого вида изготавливают следующим образом:
- Начинают работу с приваривания фланца к торцу трубы, которая будет использоваться в качестве неподвижного элемента. В центральной части фланца вваривается гайка с резьбой М16.
- Следующий шаг заключается в создании подвижной части. К центральной части также приваривается фланец, в котором оставляется центральное отверстие для размещения винта.
- На некотором расстояние от торцевой поверхности ходового винта приваривается гайка с резьбой М18. Она применяется в качестве стопорного механизма. При установке ходового винта приваренная гайка должна плотно прилегать к торцу фланца. Устроить подобное крепление можно только при соблюдении всех размеров.
- Следующий шаг заключается в надевании шайбы и второй гайки М16 с наружной стороны фланца. Эти элементы затем будут привариваться к устанавливаемому винту. Для снижения трения между фланцем и внутренней гайкой устанавливается дополнительная гайка.
- После того как подвижный узел был собран его вставляют в неподвижную трубу большего диаметра и проводится вкручивание второго конца ходового винта в гайку фланца неподвижной части.
- С поверхностью заготовки контактируют зажимные губки. Их можно изготовить из твердого металла, который приваривается к основной конструкции.
- Повысить неподвижность можно за счет приваривания к нижней части трубы две опоры. Стуловый вариант исполнения должен изготавливаться так, чтобы нагрузка распространялась равномерно.
- Во время эксплуатации устройства внутренняя труба может вращаться вместе с ходовым винтом. Подобная ситуация создает довольно много проблем во время выполнения работы. Устранить этот недостаток можно путем создания продольной прорези, положение которой будет фиксироваться при помощи специального винта-фиксатора.


Создаваемая конструкция тисков характеризуется высокой надежностью и длительным сроком эксплуатации. При этом она легко поддается ремонту и обходится недорого. Именно поэтому она пользуется довольно большой популярностью среди домашних мастеров.
Изготовление столярных тисков
Для обработки деревянных заготовок требуются столярные тиски. Они применяются как при изготовлении новых деталей, так и при ремонте существующих. Работать с деревом при применении слесарных тисков неудобно. Именно поэтому многие решают изготовить еще и столярные, которые имеют ряд своих особенностей.
Они применяются как при изготовлении новых деталей, так и при ремонте существующих. Работать с деревом при применении слесарных тисков неудобно. Именно поэтому многие решают изготовить еще и столярные, которые имеют ряд своих особенностей.
Простейшая конструкция представлена сочетанием следующих элементов:
- Подвижная губка, при изготовлении которой используется деревянный брус. Особое внимание следует уделить выбору бруса, так как он не должен иметь трещины и другие дефекты. Даже несущественные дефекты могут привести к тому, что при нагрузке материал треснет.
- Корпус собирается из массивного деревянного бруса. Этот элемент неподвижный, выступает в качестве второй зажимной губки. Рекомендуется выбирать древесину дорогих пород, которая не имеет большого количества сучков.
- Направляющие изготавливаются из металла, так как на них будет оказываться серьезная нагрузка. Лучше всего выбирать нержавеющую сталь. Кроме этого, во время эксплуатации направляющие следует периодически смазывать.
- Перемещение подвижной губки обеспечивается металлическим винтом. Применяемый винт должен иметь довольно крупную резьбу, так как в противном случае он не выдержит сильную нагрузку.
- Вороток, через который ходовому винту передается вращение. С применение рычага большей длины существенно увеличивается оказываемая нагрузка.

К особенностям изготовления можно отнести следующие моменты:
- Изготавливаемый корпус крепится на столе или верстаке при помощи длинных шурупов и болтов. Применяемые крепежные материалы должны иметь большой диаметр и изготавливаться из прочной стали.
- В подвижной губке и корпусе создается три отверстия, которые требуются для размещения направляющих. Для того чтобы обеспечить совпадение осей проводится сверление всех отверстий одновременно в обоих брусках. В противном случае может возникнуть ситуация, когда отверстия расположены друг относительно друга неточно.
- После установки направляющих на них надеваются подвижные зажимные губки. Центральное отверстие требуется для винта, который будет служить в качестве ограничителя. На обратную сторону винта надевается гайка и после этого приваривается.
- Вороток закрепляется на переднем конце ходового винта. Для этого создается отверстие соответствующего диаметра. Крепление можно провести путем приваривания воротка.
 Центральное отверстие требуется для винта, который будет служить в качестве ограничителя. На обратную сторону винта надевается гайка и после этого приваривается.
Центральное отверстие требуется для винта, который будет служить в качестве ограничителя. На обратную сторону винта надевается гайка и после этого приваривается.Подобным образом можно изготовить весьма практичные столярные тиски. Обойдутся они недорого, могут применяться для проведения большинства столярных работ.
Самодельные конструкции ничем не уступают промышленным. Они также могут быть рассчитаны на воздействие большой нагрузки. Создаваемые тиски могут обладать самыми различными качествами, так как они создаются мастером в зависимости от потребностей.
Как сделать круглые тиски своими руками: инструкция
Круглые тиски незаменимая вещь в арсенале каждого мужчины. Никогда не предугадаешь момент, когда они могут понадобиться. Не обязательно располагать их в гараже, для этого также подойдет табуретка или столик.
Никогда не предугадаешь момент, когда они могут понадобиться. Не обязательно располагать их в гараже, для этого также подойдет табуретка или столик.
Содержание
- Область применения тисков
- Приступим к работе. Первый этап
- Второй этап
- Третий этап
- Четвертый этап
- Пятый этап
Область применения тисков
Как правило, тиски используют для надежной фиксации детали или конструкции при их заточке или ремонте. Тиски крепко удерживают их в конкретном положении для удобства вашей работы. Они бывают разных параметров, это зависит от того, какого размера объект ими нужно зафиксировать.
Несмотря на простую конструкцию изделия, тиски довольно востребованный продукт во всем мире. Их могут использовать и на огромном заводе, и в маленьком гараже, и даже дома.
Сегодня этот незаменимый инструмент мы сделаем своими руками. Первым делом нам могут понадобиться следующие инструменты:
- Скоростной электродвигатель, станок ЧПУ на выбор.
- Гаечный ключ — трещотка.
- Рыболовецкие сети.
- Строительный степлер и инструмент, чтобы удалять скобы.
- Конструкция, чтобы снять изоляцию с проволоки.
- Сварочный аппарат.
- Болгарка.
- Слесарные тиски.
- Обрезок металлической трубы.
- Металлические платины.
- Шлифовальный диск УШМ.

Приступим к работе. Первый этап
В качестве основания для тисков мы будем использовать кусок большой металлической трубы. Необходимо будет разрезать ее вдоль на две половинки. К каждой половинке вдоль разреза нужно присоединить крепежные элементы, в данном случае петли. Они могут быть покупные, либо сделанные своими руками. Вы сами выбираете, что удобнее для вас. Если делать самодельные петли, то нам понадобится трубка маленького диаметра, ее нужно будет разрезать на 5 частей. Далее надеваем их на трубу в диаметре меньшую, чем сами обрезки, так, чтобы они могли свободно вращаться. Основу для будущих тисков и нашу заготовку мы надежно закрепляем тисками. Между дисками основы должна оставаться щель примерно в 2 миллиметра, крепко сдвигать их между собой не надо.
Далее надеваем их на трубу в диаметре меньшую, чем сами обрезки, так, чтобы они могли свободно вращаться. Основу для будущих тисков и нашу заготовку мы надежно закрепляем тисками. Между дисками основы должна оставаться щель примерно в 2 миллиметра, крепко сдвигать их между собой не надо.
С помощью сварки прикрепляем маленькие обрезки друг к другу в шахматном порядке. Так один цилиндр сварен с одной стороны, другой сварен с другой стороны.
Сделано это для свободного раскрытия детали. Укрепляем все это еще одним слоем сварочного шва и зачищаем болгаркой.
Второй этап
Приступим к нажимным планкам, они позволяют закреплять деталь более плотно. Нам понадобятся две пластины из металла примерно 10 миллиметров в толщину, сделали их и отложили в сторону. Далее берем пластину из металла 4 миллиметра в толщину это заготовки для петель. С одной стороны планки необходимо положить одну проволоку, с другой стороны две и с помощью тисков сжимаем заготовку до волнообразного состояния.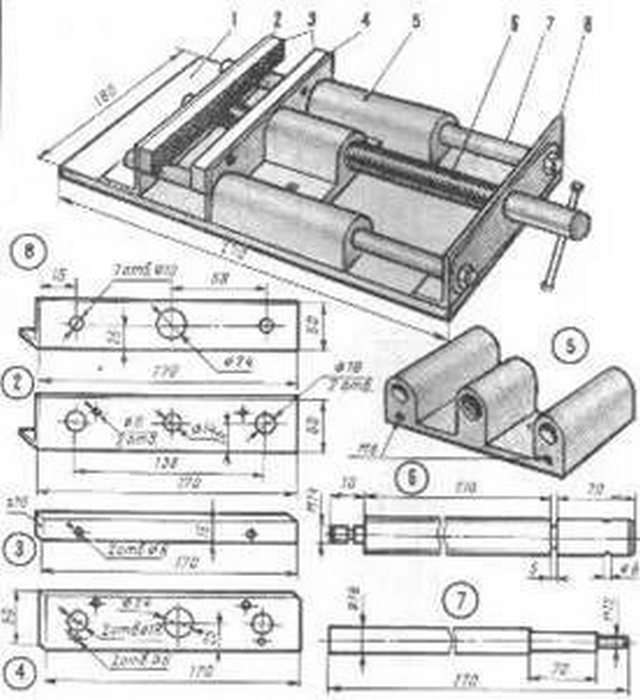
Это одна часть петли. К подвижной части губок привариваем маленькие шпильки (6 миллиметров) по бокам изделия. Конструкцию петли разрезаем на 2 части, ориентируясь на размеры зажимной планки. Делаем насечки на планках в виде креста. Привариваем их к подвижной части губок. Шлифуем изделие и повторяем все то же самое со второй частью конструкции.
Третий этап
Делаем плиту, которая будет опорой для тисков. Нам нужна металлическая пластина, подгоняем ее под наши размеры. Для удобства на пластине отмечаем размеры выемки. Сверлим несколько отверстий в заготовке. Теперь нужно просверлить выемку в пластине, ширина ее должна быть чуть больше нашей детали.
Такие выемки необходимо сделать и на остальных двух деталях. Это будущие конструкции подвижной части губки. Можно приступить к сборке конструкции. В выемку большой пластины вставляем проушину, нижняя часть вставляется в выемку меньшей детали. Третья заготовка надевается на конструкцию сверху. Крепление должно легко двигаться по опорной плите.
Четвертый этап
Приступаем к боковым стенкам. Вырезаем металлическую пластину, подгоняем ее под размеры боковых стенок. В стене, которая будет установлена перед подвижной частью сверлим отверстие строго посередине — это отверстие под ходовой винт. Вставляем винт в отверстие и накручиваем на него гайку до упора. Свариваем винт и стенку между собой. К заготовке крепим противоположную стенку. Швы тщательно шлифуем.
Пятый этап
С помощью болта к проушине прикрепляем два уха, которые в свою очередь свариваются к губкам конструкции. Изготавливаем 2 больших уха, которые будут приварены к опорной части и два меленьких уха, которые привариваются ко второй части подвижной губки. Соединяем детали гайкой и болтом. По всем соединениям проходимся сваркой. Швы шлифуем. Свариваем нижнюю часть салазок и гайку.
Ходовой винт привариваем к гайке. Для вращения винта устанавливаем рукоятку. Все, конструкция полностью готова. Покрываем изделие специальной краской с защитой от коррозии, чтобы изделие прослужило нам долгую службу.
Эти тиски очень функциональные и необычные. А необычны они тем, что в наших тисках зажимные планки сделаны подвижными. В отличие от обычных тисков, где данная часть конструкции жестко прикреплена к губкам. Как оказалось, сделать тиски своими руками совсем не сложно. Было бы желание и немного навыков по работе с металлом. Глаза боятся, а руки делают.
Стальные ручные тиски F26 – Ferree’s Tools Inc. \ U003eИспользуется для удержания мелких деталей при сверлении, фрезеровании, шлифовке или полировке. “,”published_at”:”2019-10-06T19:35:23-04:00″,”created_at”:”2019-10-06T19:35:23-04:00″,”vendor”:”Ferree’s Tools Inc. .”,”type”:”Общие инструменты”,”tags”:[“Общие инструменты”,”Полировка”,”Мелкие предметы”],”price”:4804,”price_min”:4804,”price_max”:4804, «доступно»: true, «price_varies»: false, «compare_at_price»: null, «compare_at_price_min»: 0, «compare_at_price_max»: 0, «compare_at_price_varies»: false, «варианты»: [{»id»: 30357543485487, «название» “:”Заголовок по умолчанию”,”option1″:”Заголовок по умолчанию”,”option2″:null,”option3″:null,”sku”:”F26″,”requires_shipping”:true,”taxable”:true,”featured_image “:null,”доступно”:true,”name”:”Стальные ручные тиски F26″,”public_title”:null,”options”:[“Default Название”],”цена”:4804,”вес”:397,”compare_at_price”:null,”inventory_quantity”:3,”inventory_management”:”shopify”,”inventory_policy”:”deny”,”штрих-код”:null,”requires_selling_plan”:false,”selling_plan_allocations”:[]}] ,”images”:[“\/\/cdn.
 shopify.com\/s\/files\/1\/0397\/5557\/products\/F26.jpg?v=1600530333″],”featured_image”: “\/\/cdn.shopify.com\/s\/files\/1\/0397\/5557\/products\/F26.jpg?v=1600530333″,”options”:[“Название”],” media”:[{“alt”:null,”id”:7772729802800,”position”:1,”preview_image”:{“aspect_ratio”:1,333,”height”:2736,”width”:3648,”src”: “https:\/\/cdn.shopify.com\/s\/files\/1\/0397\/5557\/products\/F26.jpg?v=1600530333″},”aspect_ratio”:1,333,”высота”:2736,”media_type”:”изображение”,”src”:”https:\/\/ cdn.shopify.com\/s\/files\/1\/0397\/5557\/products\/F26.jpg?v=1600530333″,”width”:3648}],”requires_selling_plan”:false,”selling_plan_groups “:[],”content”:”\u003cp\u003eИспользуется для удержания мелких деталей при сверлении, фрезеровании, шлифовке или полировке.\u003c\/p\u003e\n\u003cp\u003e\u003cstrong\u003eПодпружиненные челюсти\u003c \/strong>\u003c\/p>”}
shopify.com\/s\/files\/1\/0397\/5557\/products\/F26.jpg?v=1600530333″],”featured_image”: “\/\/cdn.shopify.com\/s\/files\/1\/0397\/5557\/products\/F26.jpg?v=1600530333″,”options”:[“Название”],” media”:[{“alt”:null,”id”:7772729802800,”position”:1,”preview_image”:{“aspect_ratio”:1,333,”height”:2736,”width”:3648,”src”: “https:\/\/cdn.shopify.com\/s\/files\/1\/0397\/5557\/products\/F26.jpg?v=1600530333″},”aspect_ratio”:1,333,”высота”:2736,”media_type”:”изображение”,”src”:”https:\/\/ cdn.shopify.com\/s\/files\/1\/0397\/5557\/products\/F26.jpg?v=1600530333″,”width”:3648}],”requires_selling_plan”:false,”selling_plan_groups “:[],”content”:”\u003cp\u003eИспользуется для удержания мелких деталей при сверлении, фрезеровании, шлифовке или полировке.\u003c\/p\u003e\n\u003cp\u003e\u003cstrong\u003eПодпружиненные челюсти\u003c \/strong>\u003c\/p>”}- Дом
- Стальные ручные тиски F26
 jpg?v=1600530333″ data-title=”F26 Steel Hand Vise”>
jpg?v=1600530333″ data-title=”F26 Steel Hand Vise”>- Отзывы клиентов
- Политика доставки
- Правила возврата
- Свяжитесь с нами
- Мы предлагаем бесплатную доставку всех заказов, ПО ВСЕМУ МИРУ !
- Мы взимаем плату за обработку (намного меньшую, чем стоимость доставки) и дополнительные меры предосторожности при упаковке, чтобы обеспечить безопасную и своевременную доставку.
- Мы доставим ваши заказы самым экономичным способом.
- Если вы решите выбрать своего перевозчика или отправить заказ на следующий день, с вас будет взиматься стоимость доставки.
- В соответствии с федеральными законами химические вещества должны перевозиться наземным транспортом.
- Химикаты не могут быть отправлены за границу.
- Международные перевозки, мы покрываем только стоимость доставки – мы НЕ покрываем импортные пошлины / налоги, взимаемые другими странами, а также мы не покрываем дополнительные расходы перевозчика, если они налагаются на международную доставку.
- Если вы по какой-либо причине отказываетесь принять свой заказ от перевозчика и он возвращается к нам, вы получите возмещение за вычетом почтовых расходов при его получении. Это относится ко всем внутренним и международным перевозкам.
- Если вы по какой-либо причине отказываетесь принять свой заказ от перевозчика и он не возвращается к нам, вы не получите возмещение за свой заказ. Это относится ко всем внутренним и международным отправлениям

- Мы ценим ваш бизнес и хотим, чтобы вы были на 100% удовлетворены. Если по какой-либо причине вам необходимо вернуть наши продукты, вы должны сделать это в течение 30 дней, чтобы получить полный возврат средств. Любой возврат по истечении 30 дней облагается комиссией за пополнение запасов, определяемой суммой заказа, состоянием товара и возрастом возвращаемого товара.
- Возврат не принимается ни для одного товара по истечении 180 дней с даты выставления счета.
- Возврату не подлежат изделия, изготовленные по вашим инструкциям и не являющиеся нашими стандартными инструментами.
- На любой стандартный инструмент, произведенный компанией Ferree, распространяется гарантия на отсутствие дефектов сроком на 1 год. Мы по своему усмотрению отремонтируем или заменим ваш инструмент. Вы должны вернуть инструмент в компанию Ferree, чтобы настоящая гарантия вступила в силу.
- Мы возместим стоимость доставки, чтобы вернуть товар, если он находится в течение 30-дневного срока. Если это превышает 30 дней, покупатель оплачивает обратную доставку. Если товар поврежден во время обратной доставки, мы будем взимать плату за ремонт повреждения. Рейтинг магазина 90,00/час.
 Если по какой-либо причине вам необходимо вернуть наши продукты, вы должны сделать это в течение 30 дней, чтобы получить полный возврат средств. Любой возврат по истечении 30 дней облагается комиссией за пополнение запасов, определяемой суммой заказа, состоянием товара и возрастом возвращаемого товара.
Если по какой-либо причине вам необходимо вернуть наши продукты, вы должны сделать это в течение 30 дней, чтобы получить полный возврат средств. Любой возврат по истечении 30 дней облагается комиссией за пополнение запасов, определяемой суммой заказа, состоянием товара и возрастом возвращаемого товара. Если товар поврежден во время обратной доставки, мы будем взимать плату за ремонт повреждения. Рейтинг магазина 90,00/час.
Если товар поврежден во время обратной доставки, мы будем взимать плату за ремонт повреждения. Рейтинг магазина 90,00/час.Инструменты Ферри
Помощь в ремонте инструментов и самостоятельным мастерам
уже более 75 лет.
Спасибо за вашу постоянную поддержку!
Ferree’s Tools Inc
1477 E Michigan Avenue
Battle Creek Michigan 49014
БЕСПЛАТНЫЙ0002 WWW.FERREESTOOLSINC.COM
РАБОЧИЕ ЧАСЫ 8:30–3:00 (EST)** РАБОЧИЕ ЧАСЫ ЗАВОДА 6:30–3:00 (EST)
ДЛЯ ТЕХНИЧЕСКОЙ ПОМОЩИ В РАБОЧИЕ ЧАСЫ ЗАВОДА ПОЖАЛУЙСТА, ПОЗВОНИТЕ ИЛИ НАПИШИТЕ ПО ЭЛЕКТРОННОЙ ПОЧТЕ КЕРТИСУ ФЕРРИ ИЛИ СТИВУ Willbur
[email protected] 269-224-6882
[email protected] 269-224-6877
Контактная информация
Candy@ferreestoolsinc.
ОФИС MGR.-TAMI FERREE
tami@ferreestoolsinc. com 269-224-6881
com 269-224-6881
«Мы продаем только лучшие и продаем всем»
. по пятницу с 8:30 до 15:00 по восточному стандартному времени Плата за заказа До 100,00 $ 15,00 100,01-500,00 $ 20,00 Более 500,00 $25,00 ВАРИАНТЫ ОПЛАТЫ ПОЖАЛУЙСТА, УКАЖИТЕ ВАШ ИДЕНТИФИКАТОР КЛИЕНТА. НА ВСЕ ЗАПРОСЫ, ЗАКАЗЫ, ПЛАТЕЖИ И ВОЗВРАТЫ, ЧТОБЫ ОБЕСПЕЧИТЬ НАДЛЕЖАЩУЮ ОБРАБОТКУ. Информация о ценах ДОСТАВКА ПОЛИТИКА ВОЗВРАТА Любой возврат должен иметь номер RMA. БЛАГОДАРИМ ВАС ЗА ВЫБОР FERREE’S Недавно я написал пост о том, почему вам не нужны хвостовые тиски на верстаке. ВСЕ



 Пожалуйста, свяжитесь с офисом, чтобы получить этот номер.
Пожалуйста, свяжитесь с офисом, чтобы получить этот номер. 
Выбор лучших торцевых тисков для деревообработки
, теперь мы смотрим на другой конец скамейки и просматриваем мои любимые варианты, когда дело доходит до выбора торцевых тисков. Чего мы хотим от верстака?
Торцевые тиски должны быть прочными, надежными и быстродействующими.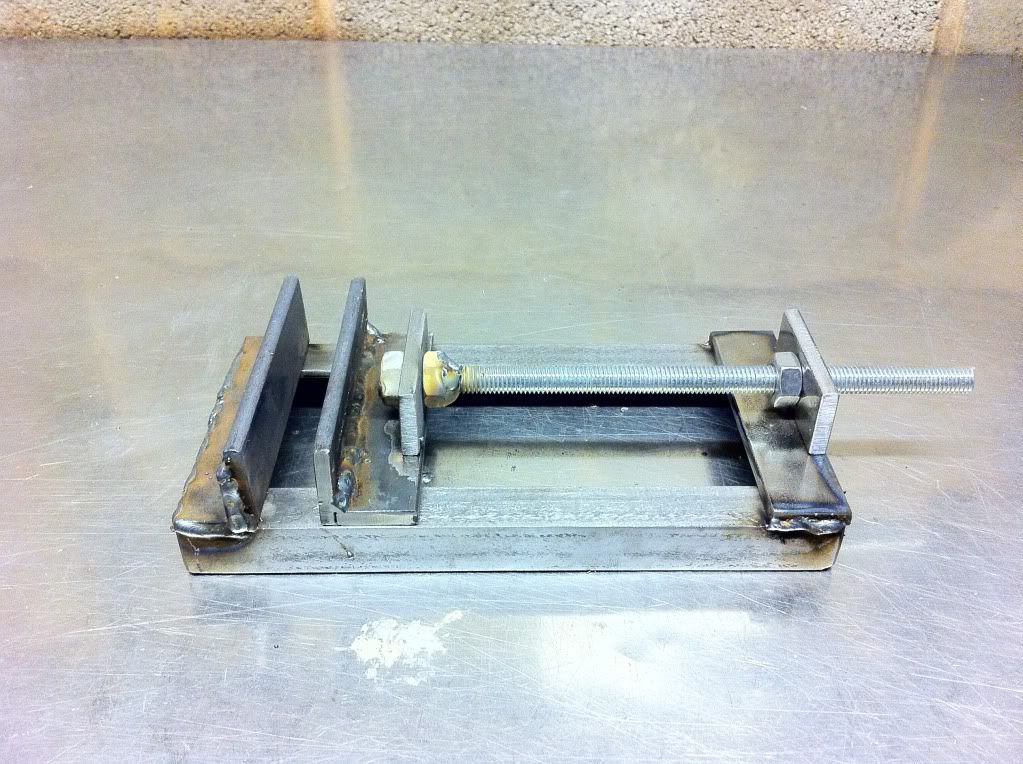
Необычный часто означает темпераментный, поэтому я бы сказал, что лучший путь — простой.
Мы хотим бросить работу, выполнить ее и снова разобрать, не прибегая к чрезмерным затратам.
Он должен цепляться, но не стягиваться.
Он не может быть крошечным или хрупким.
Доступные варианты торцевых тисков для верстака
Традиционно торцевые тиски бывают нескольких типов, но, как правило, у вас должен быть хороший большой винт, здоровенная губка и какие-то средства для поддержания всего этого на одной линии.
После изготовления и использования многих стилей я пришел к выводу, что простой стиль с одним винтом, который сейчас у меня на столе, не может быть лучше (это тот, с которого я начал).
Хотя, чтобы оценить этот тип тисков, вам действительно нужен хороший большой деревянный винт.
В посте я обсуждаю два типа порока.
Есть способ, которым я бы воспользовался при использовании деревянного шурупа, и альтернатива.
Сборка с помощью деревянного винта
Сборка тисков с нуля, безусловно, утомительна.
Похоже, вам понадобится полноценная инженерная мастерская, причудливые металлические детали и ноу-хау.
Но на самом деле это просто, по крайней мере, если у вас есть один важный ингредиент. Этот прекрасный большой деревянный винт.
Наши деревянные тиски с ручной резьбой. Мы больше не делаем их для продажи, но есть некоторые альтернативы.
Речь идет о диаметре около 2 – 2 1/2″ (50 – 64 мм)
Эти традиционные винты являются ключом к красивым простым торцевым тискам.
Большой диаметр и резьба обеспечивают точность, скорость и плавность в одном.
Изготовление тисков с помощью шурупа является основной работой по дереву. Вам понадобится челюсть, бегунок и несколько деревянных направляющих.
Мы шаг за шагом рассмотрим всю сборку тисков в нашем видеоролике о сборке тисков Workbench, поэтому, если вам интересно больше деталей, вы можете найти его здесь.
Что особенного в деревянном винте?
Есть две основные причины, по которым я бы выбрал деревянный шуруп.
Во-первых, пользоваться ими одно удовольствие.
Я знаю, что многие люди согласятся со мной в том, что если вы использовали деревянный шуруп, у вас всегда будет деревянный шуруп.
Они быстрые, а мне нравится дотрагиваться до дерева.
Вопреки мнению инженера, эти пороки с годами становятся лучше.
Многие бы посмеялись над тем, как расшатанно выглядят мои тиски после стольких лет использования. Но это просто туз.
Это лучше, чем все, что я использовал, потому что они настолько изношены. Такое ощущение, что тиски размялись и всегда готовы к работе. Как прекрасный изношенный двигатель.
Еще одна причина, по которой стоит выбрать вариант с деревянным шурупом, заключается в том, что вы контролируете сборку.
Возможность диктовать расположение лицевых тисков имеет свои преимущества.
Мне нравится располагать направляющую примерно на той же высоте, что и шуруп, чтобы я мог закидывать длинные бревна и балансировать их по обеим этим частям. Для еще более длинных отрезков я могу поставить их на место и повернуться на направляющей, в то время как я хватаюсь за другой конец.
Не стоит делать это в металлических тисках, все заляпано маслом.
Использовали, злоупотребляли и просто подбрасывали туз! Единственный деревянный винт, встроенный в торцевые тиски на моей повседневной скамье.
Покупка деревянного шурупа
Деревянные шурупы сложно сделать, а это означает, что они могут быть дорогими и их трудно достать.
В настоящее время мы еще не запустили собственное производство, но есть несколько вариантов.
Озеро Эри — первое, что приходит на ум. Я полагаю, что они выточены на некоторых довольно продвинутых станках, поэтому очень точны (там, где у нас была ручная резьба), но диаметр очень похож на то, что мы произвели, и я понимаю, что они также довольно хорошо распространены.
Я лично не держал в руках и не использовал один из этих винтов, чтобы предложить что-то еще, но я слышал, что они очень хороши.
Могу ли я сделать свой собственный деревянный винт?
Нас часто спрашивают об этом, но я боюсь, что ответ будет отрицательным.
Это возможно, но инструмент будет очень дорогим, если вы доберетесь до резьбы такого диаметра. А изготовление инструментов – это дерьмо.
Даже в этом случае требуется много времени и усилий, чтобы вытащить.
Для изготовления нашего первого шурупа по дереву потребовалось много попыток и много потраченной древесины.
Сделаем ли мы их снова?
Не уверен.
Альтернатива – тиски с металлической поверхностью
Если бы нельзя было использовать деревянные тиски, я бы использовал литые металлические тиски для передней части своего верстака.
Если бы у меня была роскошь, я бы взял старый, большой старый Record был бы идеальным.
Эти вещи изготавливались десятилетиями и предлагают простое и надежное решение.
На что обратить внимание
Вам понадобится хороший большой, и лично я бы выбрал быстросъемный.
Быстрая разблокировка отвлекает от простоты, поэтому может быть немного более темпераментной, но маленькие металлические нити открываются медленно, и этот механизм избавит вас от возни с большим количеством перематываний туда-сюда.
Эти литые тиски популярны во многих отраслях промышленности, поэтому, несмотря на большой выбор, они не все одинаковы.
По простому правилу – таких, как раньше, уже не делают.
Любые большие старые железные тиски были очень хороши. Если вы можете найти его под доступным ником, то подойдет любой бренд.
Запись здесь примечательна, но только если она старая.
Сегодня Рекорд не делает Рекорд пороков. Теперь это новая компания.
Если собираетесь новенькой, то могу порекомендовать присмотреться к York.
Я использовал многие из их пороков (еще несколько лет назад) и могу сказать о них только хорошее.
Я считаю, что у Йорка теперь есть оригинальные образцы для Рекорда (не цитируйте меня), так что в этом есть смысл.
Советы по установке литых тисков
Установка Record в качестве торцевых тисков требует, чтобы он был хорошо закреплен и хорошо расположен.
Закрепить его довольно просто.
Если у вас есть хорошая толстая деревянная столешница, то шурупы прекрасно ее удержат, только убедитесь, что они хорошего размера A2, а не те дешевые, которые ломаются при затягивании.
Вам не нужно беспокоиться о том, чтобы прорваться насквозь, поскольку вы не собираетесь вбивать эту штуку.
На более тонком верхе лучше всего использовать болты, и вам нужно будет посмотреть на уплотнение под тисками, чтобы оно располагалось там, где вам нужно.
Мне нравится устанавливать эти тиски, чтобы не зажимать между металлическими губками.
Это означает добавление деревянной губки спереди и врезку в верхнюю часть стола, чтобы задняя губка тисков могла скользить сзади. Передняя часть верстака становится задней челюстью.
Это немного хлопотно, но вы можете запаковать его под тиски, чтобы паз не был слишком глубоким.
Я бы также рекомендовал использовать деревянные планки, чтобы расположить их между столешницей и полозьями тисков. Это сделано для того, чтобы вещь не упала при открытии, и это имеет огромное значение в использовании.
Использование тисков для лица
Не затягивайте слишком сильно.
Хорошие тиски никогда не потребуют замены, если ими правильно пользоваться.
Так что не будьте одним из тех, кто действительно кусает вещь, чтобы ухватиться за нее.
Поместите немного замши в челюсть, так как вам нужно только легкое давление, и это действительно лучшее, что вы можете сделать для любого порока.
Работа со стойкой тисков.
Любые из лицевых тисков, которые я рекомендую, не одобряются из-за скручивания, что, в свою очередь, может привести к чрезмерному затягиванию (или чрезмерным размышлениям).
При работе с ручным инструментом тиски — ваш друг и уж точно не дьявол, каким его изображают.
Я уже писал о стойке для тисков здесь, если вы беспокоитесь, но хорошая замшевая подкладка имеет большое значение.
Не ври в свой порок.
Нет причин когда-либо ругать работу, которую держат в тисках.
Например, здесь не следует делать долбление, для этого у вас есть столешница.
Любые резинки в тисках скоро сломаются, их пройдешь, как будто завтра не наступит.
Другие параметры тисков.
Если бы я ковырял сердцем, то, скорее всего, выбрал бы ножные тиски, сделанные из того же деревянного винта. Я просто люблю эти вещи, и они, безусловно, отличный вариант.
Но мне больше всего нравится внешний вид ножных тисков, а когда дело доходит до работы, мои одновинтовые тиски — главные.
Пара простых ножных тисков.
Меня не сгибает и не беспокоит булавка. Это соображение, но истинная причина связана с этим раскрепощенным чувством моего изношенного в пороках. Это прекрасно и свободно, образуя тиски, которые открываются и закрываются движением пальца.
Допуски на ножные тиски должны быть более жесткими, чтобы они хорошо работали, поэтому они никогда не будут такими приятными. Плюс я предпочитаю работать с широкой челюстью.
В конце концов, я говорю, что выбирайте компоненты для своего верстака головой, а не сердцем.
Это говорит человек, который большую часть своей жизни посвятил тому, чтобы возиться с верстаками.
Планируете построить верстак?
Прочтите эти статьи, чтобы получить дополнительные рекомендации:
- Выбор лучшей древесины для сборки вашего верстака.
- Как сделать прочную столешницу верстака простым способом.
Пошаговые видеоролики о том, как построить свой собственный традиционный верстак, включая чертежи в формате PDF, можно найти в нашей онлайн-серии English Workbench.
Слесарные тиски, губки для тисков и держатели для сторонних инструментов
Слесарные тиски, губки для тисков и держатели сторонних производителейОбзор инструментов
PELCO® Вакуумные лабораторные тиски Идеально подходит для пробоподготовки Прочные и многофункциональные лабораторные тиски с большим и устойчивым вакуумным основанием. Многонаправленная головка тисков может быть
расположены так, чтобы обеспечить оптимальную работу. Идеально подходит для ремонтных работ, пробоподготовки или работы с мелкими деталями. тиски
руководитель PELCO 9Вакуумные лабораторные тиски 0524 ® поворачиваются на 360° и могут поворачиваться на 45°
в любом направлении. Габаритные размеры: 160 x 160 x 160 мм (6,3 x 6,3 x 6,3″). | ||||||||||||||||
| ||||||||||||||||
Вакуумная база PanaVise Универсальные и прочные лабораторные настольные тиски с вакуумным основанием. Габаритные размеры составляют 159 x 133 x 162 мм (6-1/4 x 5-1/4 x 6-3/8″). Доступны стальные губки | ||||||||||||||||
| ||||||||||||||||
Прецизионные тиски с вакуумным основанием Легкая, портативная и универсальная рабочая станция с вакуумным основанием для легкой пробоподготовки, ремонта в полевых условиях,
сборка и сборка электроники. Габаритные размеры: 127 x 152 x 178 мм (5 x 6 x 7 дюймов). | ||||||||||||||||
| ||||||||||||||||
Прецизионные тиски с фиксированным основанием Тиски с фиксированным основанием — это универсальный инструмент, который позволяет наклонять, вращать и поворачивать, удерживая вашу работу практически в любом положении. Габаритные размеры: 108 x 152 x 178 мм (4-1/4 x 6″ x 7″). | ||||||||||||||||
| ||||||||||||||||
Державки, бывшие в употреблении | ||||||||||||||||
| ||||||||||||||||
Держатели сторонних производителей идеально подходят для удержания небольших образцов, деталей или сборок для обработки или проверки под
стереомикроскоп. Они имеют тяжелую железную основу для устойчивости. Однорычажный, 3-хручный, рабочий держатель имеет прочную
обратный (самозакрывающийся) пинцет для удержания образцов. Двойная рука, 3-я рука, рабочие держатели имеют две гибкие руки
(зажимы типа «крокодил»), которые можно размещать в любом направлении. Они имеют тяжелую железную основу для устойчивости. Однорычажный, 3-хручный, рабочий держатель имеет прочную
обратный (самозакрывающийся) пинцет для удержания образцов. Двойная рука, 3-я рука, рабочие держатели имеют две гибкие руки
(зажимы типа «крокодил»), которые можно размещать в любом направлении.
| ||||||||||||||||
 Он может поворачиваться на 90° в одном направлении для быстрого переключения с горизонтальной на вертикальную работу.
Максимальное раскрытие составляет 70 мм (2-3/4 дюйма) с губками 75 мм (3 дюйма). Челюсти изготовлены из закаленной стали и поставляются
с узорчатыми втулками из полутвердой резины, которые надеваются на губки для работы с более мягкими материалами. Резиновая вакуумная основа
сцепление с большинством непористых гладких поверхностей.
Цвет может варьироваться.
Он может поворачиваться на 90° в одном направлении для быстрого переключения с горизонтальной на вертикальную работу.
Максимальное раскрытие составляет 70 мм (2-3/4 дюйма) с губками 75 мм (3 дюйма). Челюсти изготовлены из закаленной стали и поставляются
с узорчатыми втулками из полутвердой резины, которые надеваются на губки для работы с более мягкими материалами. Резиновая вакуумная основа
сцепление с большинством непористых гладких поверхностей.
Цвет может варьироваться. Головку тисков можно расположить практически в любом
угол для облегчения работы. Идеально подходит для пробоподготовки или работы с мелкими деталями. База вращается на 360°
по горизонтали и 90° по вертикали, головка тисков дополнительно поворачивается на 360°. Максимальное раскрытие 57 мм (2-1/4 дюйма).
с губками шириной 57 мм (2-1/4″). Гладкие нейлоновые губки. Резиновое вакуумное основание захватывает большинство непористых материалов.
гладкая поверхность.
Головку тисков можно расположить практически в любом
угол для облегчения работы. Идеально подходит для пробоподготовки или работы с мелкими деталями. База вращается на 360°
по горизонтали и 90° по вертикали, головка тисков дополнительно поворачивается на 360°. Максимальное раскрытие 57 мм (2-1/4 дюйма).
с губками шириной 57 мм (2-1/4″). Гладкие нейлоновые губки. Резиновое вакуумное основание захватывает большинство непористых материалов.
гладкая поверхность. Может быть надежно прикреплен к любой плоской, гладкой непористой поверхности.
Рифленые пластиковые прочные губки открываются на 73 мм (2-7/8″) и позволяют выполнять тонкую работу с точной/грубой регулировкой.
ручка. Губки имеют ширину 25 мм (1″). Рычаг держателя может наклоняться на 140°, а челюсти могут поворачиваться на 360° и поворачиваться.
210° для непревзойденной гибкости.
Может быть надежно прикреплен к любой плоской, гладкой непористой поверхности.
Рифленые пластиковые прочные губки открываются на 73 мм (2-7/8″) и позволяют выполнять тонкую работу с точной/грубой регулировкой.
ручка. Губки имеют ширину 25 мм (1″). Рычаг держателя может наклоняться на 140°, а челюсти могут поворачиваться на 360° и поворачиваться.
210° для непревзойденной гибкости. положение, которое вы хотите. Может использоваться для пробоподготовки, ремонта, сборки электроники и сборки.
Это также отличное дополнение к ручным инструментам роторного типа. Рифленые пластиковые прочные губки раскрываются до 73 мм (2-7/8″).
и позвольте тонкой работе с ручкой точной/грубой регулировки. Губки имеют ширину 25 мм (1″). Вращаются на 360°.
у основания челюсти могут поворачиваться на 360° и поворачиваться на 210°. Основание может быть установлено на большинстве поверхностей.
положение, которое вы хотите. Может использоваться для пробоподготовки, ремонта, сборки электроники и сборки.
Это также отличное дополнение к ручным инструментам роторного типа. Рифленые пластиковые прочные губки раскрываются до 73 мм (2-7/8″).
и позвольте тонкой работе с ручкой точной/грубой регулировки. Губки имеют ширину 25 мм (1″). Вращаются на 360°.
у основания челюсти могут поворачиваться на 360° и поворачиваться на 210°. Основание может быть установлено на большинстве поверхностей. США/Канада : Телефон: 530-243-2200; 800-237-3526; Факс 530-243-3761; Электронная почта: [email protected]
Международный : Телефон: 530-243-2200; Факс 530-243-3761; Электронная почта: [email protected]
Авторское право © Тед Пелла, Inc. , 1996-2023.
Все права защищены.
Все товарные знаки
являются собственностью их соответствующих владельцев.
, 1996-2023.
Все права защищены.
Все товарные знаки
являются собственностью их соответствующих владельцев.
Революция в сборке труб — Pipe Vise Tool Co.
Перейти к содержимомуБОЛЬШЕ, ЧЕМ ПРОСТО ИНСТРУМЕНТ
- БРЕНД, КОТОРОМУ МОЖНО ДОВЕРЯТЬ
ОДОБРЕНО ПРОМЫШЛЕННОСТЬЮ
- ИНСТРУМЕНТЫ, НЕОБХОДИМЫЕ ДЛЯ РАБОТЫ ВАШЕГО ПРЕДПРИЯТИЯ
СВЕРХМОЩНЫЙ
- РЕМОНТ ТЯЖЕЛОГО ОБОРУДОВАНИЯ СТАЛ ЛЕГКИМ
ПРОВЕРЕННОЕ КАЧЕСТВО
- КАЧЕСТВО НА ВСЕГДА
БОЛЬШЕ, ЧЕМ ПРОСТО ИНСТРУМЕНТ
БРЕНД, КОТОРОМУ МОЖНО ДОВЕРЯТЬОДОБРЕНО ПРОМЫШЛЕННОСТЬЮ
ИНСТРУМЕНТЫ, НЕОБХОДИМЫЕ ДЛЯ ПОДДЕРЖАНИЯ ВАШЕГО ПРЕДПРИЯТИЯСВЕРХМОЩНЫЙ
ЛИНИЯ ТЯЖЕЛОГО ОБОРУДОВАНИЯ РЕМОНТ СДЕЛАЛ ПРОСТОПРОВЕРЕННОЕ КАЧЕСТВО
КАЧЕСТВО НА ВСЕГДАСамый тонкий трубный ключ, который у вас когда-либо был!
Микро 5 (SW127-14)
Микро 5 (SW127-14)
- Обычная цена
- $55. 00
- Цена продажи
- $55.00
- Обычная цена
-
- Цена за единицу товара
- /за
Продажа Продано
Микро 10 (SW254-14)
Микро 10 (SW254-14)
- Обычная цена
- $60.00
- Цена продажи
- $60.00
- Обычная цена
-
- Цена за единицу товара
- /за
Продажа Продано
Сверхлегкий алюминиевый Bigfoot (APV01). 1,5-дюймовая емкость.
Сверхлегкий алюминиевый бигфут (APV01). Емкость 1,5 дюйма.
- Обычная цена
- 165,00 долларов США
- Цена продажи
- 165,00 долларов США
- Обычная цена
-
- Цена за единицу товара
- /за
Продажа Продано
Головорез (APV02). 2-дюймовая емкость.
Головорез (APV02). Вместимость 2 дюйма.
- Обычная цена
- 215,00 долларов США
- Цена продажи
- 215,00 долларов США
- Обычная цена
-
- Цена за единицу товара
- /за
Продажа Продано
Амиго (ASW7-1)
Амиго (ASW7-1)
- Обычная цена
- $90. 00
- Цена продажи
- $90.00
- Обычная цена
-
- Цена за единицу товара
- /за
Продажа Продано
Тор (ASW24-3)
Тор (ASW24-3)
- Обычная цена
- 185,00 долларов США
- Цена продажи
- 185,00 долларов США
- Обычная цена
-
- Цена за единицу товара
- /за
Продажа Продано
 00
00
 00
00 Вся наша продукция профессионального уровня и рассчитана на длительный срок службы. Если у вас когда-либо возникнут какие-либо вопросы или проблемы, пожалуйста, не стесняйтесь связаться с нами . Мы находимся в Хьюстоне, штат Техас, и работаем с понедельника по пятницу с 8:00 до 16:00 по центральному поясному времени.
Если у вас когда-либо возникнут какие-либо вопросы или проблемы, пожалуйста, не стесняйтесь связаться с нами . Мы находимся в Хьюстоне, штат Техас, и работаем с понедельника по пятницу с 8:00 до 16:00 по центральному поясному времени.
БЕЗОПАСНОСТЬ – ЭТО КЛЮЧ
Посмотрите сейчас, чтобы увидеть, как новый Roughneck устраняет опасности, связанные со сборкой труб с помощью двух трубных ключей.
Используйте стрелки влево/вправо для перемещения по слайд-шоу или проведите пальцем влево/вправо при использовании мобильного устройства
Кузнечные инструменты для ручной резьбы | Журнал по резьбе
Резчики по дереву любят творить; мы вырезаем, чтобы придать нашим идеям физическую форму. Наряду с этой любовью к творчеству приходит необходимость идти своим путем. К сожалению, доступные инструменты часто не соответствуют нашим потребностям, рукам или бюджету. Несмотря на то, что существуют высококачественные производители инструментов на заказ, инструменты могут быть дорогими. Разве не было бы здорово иметь качественный инструмент, который подходит вашей руке и потребностям в резьбе, не нарушая при этом кругленькую сумму?
К сожалению, доступные инструменты часто не соответствуют нашим потребностям, рукам или бюджету. Несмотря на то, что существуют высококачественные производители инструментов на заказ, инструменты могут быть дорогими. Разве не было бы здорово иметь качественный инструмент, который подходит вашей руке и потребностям в резьбе, не нарушая при этом кругленькую сумму?
Выковать инструменты для ручной резьбы может любой, у кого есть немного практики и времени. Вам даже не нужна полная кузница, хотя она помогает. Когда вы начнете ковать свои собственные инструменты, вам захочется немного почитать о кузнечном деле и о том, как закалять различные стали. Есть много хорошо написанных книг, которые содержат больше информации, чем я могу в этой статье, а также растущий объем информации в Интернете, но следующие помогут вам вырезать своими собственными инструментами в кратчайшие сроки. Рекомендуется попрактиковаться на охлажденной глине для лепки, так как она двигается, как раскаленный металл, и вы можете преобразовать ее в стержень, чтобы начать все сначала, если допустите ошибку.
Прежде чем мы углубимся в практическое руководство, вот основные приемы ковки, которые вы будете использовать при ковке инструментов.
Основные методы ковки
Волочение и сужение: Волочение — это простое использование молотка и наковальни для удлинения металла путем его растяжения в длину. Сужение — это стягивание металла в острие. Для сужения держите металл под углом к наковальне и совместите этот угол с молотком. Если вы сужаете только две противоположные стороны (например, переднюю и заднюю), вы создаете долото; укажите все четыре стороны, чтобы создать конус.
Фуллер: Чтобы эффективно выковать что-либо, вам нужно изолировать и перемещать металл только в одном направлении; это известно как фуллеринг. Поскольку металл движется в основном в направлении, перпендикулярном кромке того, что его касается, мы можем воспользоваться этим преимуществом, используя инструменты, кромки которых направлены только в одном направлении.
Дол имеет закругленный тупой наконечник (разного диаметра) и может быть как простым, как круглый стержень, так и сложным, например, долом с ручкой, по которому ударяют молотком. Чтобы понять, как движется металл, см. рис. 1; или просто бросьте камень в лужу, а затем ударьте по нему бейсбольной битой и посмотрите, как плещется вода.
Чтобы понять, как движется металл, см. рис. 1; или просто бросьте камень в лужу, а затем ударьте по нему бейсбольной битой и посмотрите, как плещется вода.
Хотя вы можете купить или изготовить долы, не забывайте, что края молотка и наковальни делают очень полезные долы и улучшают эффективность вытягивания и сужения.
Все инструменты, которые я сделал для этой статьи, были сделаны только с помощью молотка, наковальни и тисков.
Осадка: Осадка делает металл короче и толще за счет вдавливания конца металла обратно в себя (осадка противоположна вытягиванию). Во время осадки вам нужно будет выпрямить любые изгибы, как только они возникнут — помните, что вы вдавливаете металл обратно в себя. Более тяжелые молотки и высокая температура требуются при установке заплечиков на долоте/долблене, чтобы удары молотка проникали достаточно глубоко и не образовывалась заклепка на конце, по которому вы бьете молотком.
Удар полуострым молотом: Удар полуострым молотом звучит точно так же, как и звучит: вы ударяете по металлу так, что поверхность молота оказывается наполовину за краем наковальни; по сути, вы используете край наковальни в качестве нижнего дола. С стержнем, нависающим над наковальней, ударьте по нему молотком (который также находится наполовину от наковальни), чтобы вы могли создать конус на внутренней стороне стержня, а не на его конце (как показано на рис. 2).
С стержнем, нависающим над наковальней, ударьте по нему молотком (который также находится наполовину от наковальни), чтобы вы могли создать конус на внутренней стороне стержня, а не на его конце (как показано на рис. 2).
Ударяя полуострым молотком как по ближней, так и по дальней стороне наковальни, вы можете изолировать участок стержня, чтобы создать хвостовик на разделочном ноже, не срезая лезвие со стержня, а затем выковать при использовании щипцов так же, как я выковывал долото.
Что вам нужно
(Примечание: здесь вам очень поможет небольшое исследование кузнечного дела — в частности, при выборе кузницы.)
- Молоток: поперечный или шариковый молот весом от 2 до 3 фунтов. Наковальня
- : Наковальня должна быть установлена на прочной подставке, чтобы предотвратить ее опрокидывание или подпрыгивание. Поверхность молотка должна быть на одном уровне с костяшками пальцев, чтобы предотвратить нагрузку на спину и плечи. Ваша наковальня может быть как простой, как кусок квадратной стали 75 #, так и причудливой, как наковальня традиционного лондонского образца.
- Кузница: Кузня состоит из места для хранения огня и подачи воздуха; Тип топлива, которое вам нужно, зависит от типа используемой вами кузницы. Для небольших ручных инструментов (таких как эти) и если ваше пространство ограничено, вы можете выдолбить большой огнеупорный кирпич и использовать горелку, работающую на стабилизированном метилацетилен-пропадиене (МАПП). Огонь должен достаточно нагреть металл, чтобы он стал пластичным. На рис. 3 показан металл при надлежащей рабочей температуре. Тиски
- : Традиционные тиски лучше всего подходят для высадки, потому что штифт, а не челюсть, принимает на себя нагрузку при ударе молотком, но вы можете использовать тяжелые машинные тиски для высадки более легких
подобные инструменты. Это понадобится вам только для того, чтобы сделать выступы на стамесках/выдолбах и держать инструмент для заточки после того, как он будет выкован. Если у вас нет тисков, не волнуйтесь, потому что вы все равно можете делать ручные стамески/выемки без выступов и использовать зажимы для удержания инструментов для напильника.
- Высокоуглеродистая сталь (3/8 дюйма, круглая или квадратная): Зубья от старых граблей, зубил, пробойников или пружин хорошо подойдут, если вы не хотите покупать новую сталь. Если вы покупаете новую сталь, 1095 и 0-1 довольно распространены и просты для новых кузнецов. Вы можете использовать сталь меньшего или большего диаметра, в зависимости от того, какого размера инструменты для резьбы вы хотите изготовить.
- Напильники или шлифовальный станок: используйте для очистки лезвий для заточки. Магнит
- : используется для проверки правильности термообработки.
- Щипцы: вы можете сделать их сами или в крайнем случае сгодятся плоскогубцы с длинной ручкой.
- Фуллеры (они необязательны, в зависимости от вашего управления молотком). Если вы работаете самостоятельно, можно сделать простой набор фуллеров, согнув стержень вокруг трубы так, чтобы плечи были параллельны, а концы загнуты на себя. для обеспечения более прочной ударной поверхности.
- Твердая древесина: Используйте для ручек по вашему выбору.

Изготовление стамесок и стамесок
Создание хвостовика для рукоятки: Начните с сужения конца стержня в виде длинного конца. Сделайте это на дальней от вас стороне наковальни, чтобы не повредить поверхность наковальни молотком. Держите кусок металла под небольшим углом и совместите этот угол с поверхностью молотка (см. рис. 4). Поворачивайте стержень на 90 градусов между ударами молотка, чтобы хвостовик приобрел квадратную форму, чтобы предотвратить скручивание рукоятки. Чтобы начать плечи, где хвостовик встречается с лезвием, вы можете либо увеличить угол молотка и наковальни, либо использовать более полный инструмент, чтобы создать
ямки на всех четырех сторонах стержня. На рис. 5 показан хвостовик с прорезями для буртиков, начатых с помощью молотка и наковальни.
Настройка плеч: Следующий шаг — выровнять переход от хвостовика и увеличить ширину плеч (также известное как осадка). Это важно, чтобы долото не заклинило и не раскололо ручку при интенсивном использовании. Рассчитайте примерную длину, которая вам понадобится для стамески, и отрежьте ее. Длина металла, который вам нужен, зависит от того, сколько металла нужно для угла и высоты бортов. Для этих стамесок длина, которую вы получаете от создания шейки, равна длине, которую вы теряете из-за плеч, поэтому вы можете отрезать стержень той же длины, что и готовое изделие. На рис. 6 показана резка металла на выносливой наковальне. Вы также можете использовать ручное долото, ножовку или абразивную пилу. Чтобы металл не погнулся, пока вы сажаете его в тиски, убедитесь, что он имеет квадратную форму или центрирован (как на рис. 6). Поместите раскаленный металл перпендикулярно в тиски так, чтобы выступы зацепились за верхнюю часть губок тисков (рис. 7). Важно, чтобы стержень был перпендикулярен, а срезанный конец был параллелен губкам тисков; в противном случае ваш стержень просто перевернется. Ударьте молотком прямо вниз, выпрямляя, вращая и нагревая по мере необходимости.
Это важно, чтобы долото не заклинило и не раскололо ручку при интенсивном использовании. Рассчитайте примерную длину, которая вам понадобится для стамески, и отрежьте ее. Длина металла, который вам нужен, зависит от того, сколько металла нужно для угла и высоты бортов. Для этих стамесок длина, которую вы получаете от создания шейки, равна длине, которую вы теряете из-за плеч, поэтому вы можете отрезать стержень той же длины, что и готовое изделие. На рис. 6 показана резка металла на выносливой наковальне. Вы также можете использовать ручное долото, ножовку или абразивную пилу. Чтобы металл не погнулся, пока вы сажаете его в тиски, убедитесь, что он имеет квадратную форму или центрирован (как на рис. 6). Поместите раскаленный металл перпендикулярно в тиски так, чтобы выступы зацепились за верхнюю часть губок тисков (рис. 7). Важно, чтобы стержень был перпендикулярен, а срезанный конец был параллелен губкам тисков; в противном случае ваш стержень просто перевернется. Ударьте молотком прямо вниз, выпрямляя, вращая и нагревая по мере необходимости. Этот шаг может занять некоторое время, потому что вам придется часто выпрямлять металл — вы скоро узнаете, почему это называется осадкой, — но его пропускают только из-за риска расколоть ручку, если вы планируете использовать ее с молотком.
Этот шаг может занять некоторое время, потому что вам придется часто выпрямлять металл — вы скоро узнаете, почему это называется осадкой, — но его пропускают только из-за риска расколоть ручку, если вы планируете использовать ее с молотком.
Создайте шейку и конец долота: на ближней стороне наковальни поменяйте местами молоток и металлические уголки, которые вы использовали ранее (рис. 8), или с помощью дола сделайте углубления чуть выше выступов хвостовика. Расправьте долото (рис. 9) и продолжайте формировать шейку, сужая ее на
стороне наковальни, пока она не станет такой, как на рис. 10. Срежьте фаски на углах корпуса долота, вращая долото из стороны в сторону. . Края должны быть на одной линии, перпендикулярно поверхности наковальни, чтобы предотвратить скручивание долота. Отрежьте торцевой квадрат (рис. IT), и у вас получится заготовка для стамески. Если вам нужно долото, а не долото, перейдите к разделу термообработки.
Формирование выемки: все шаги одинаковы для долота (плоского) и выемки (изогнутой), за исключением этого. Просто изогните долото с помощью поперечного бойка молотка и сделайте углубление в форме буквы V или U. На этом этапе (см. рис. 12) я использую наковальню лондонского образца, но вы можете импровизировать — просто поищите в своем магазине U- или V-образное углубление. Подправьте выемку и убедитесь, что кривая симметрична, используя край наковальни или стальной брусок в тисках с краями, закругленными до надлежащей кривизны (рис. 13). Теперь перейдите к разделу термообработки.
Просто изогните долото с помощью поперечного бойка молотка и сделайте углубление в форме буквы V или U. На этом этапе (см. рис. 12) я использую наковальню лондонского образца, но вы можете импровизировать — просто поищите в своем магазине U- или V-образное углубление. Подправьте выемку и убедитесь, что кривая симметрична, используя край наковальни или стальной брусок в тисках с краями, закругленными до надлежащей кривизны (рис. 13). Теперь перейдите к разделу термообработки.
Кузнечные ножи для резьбы по дереву
Создание лезвия: начните с сужения стержня, как вы делали для хвостовика стамески, только на этот раз он станет острием ножа. Определите необходимое количество лезвий и начните переход к хвостовику с дальней стороны наковальни (рис. 14). Сглаживайте лезвие по мере точной настройки профиля — только не делайте его слишком тонким, прежде чем исправлять изгиб лезвия, иначе оно просто согнется на вас. Если это
произойдет, просто снова выровняйте лезвие и запилите профиль.
Выковать хвостовик: После того, как вы повозились и попытались удержать такое маленькое лезвие в щипцах, чтобы выковать хвостовик. Я обнаружил, что легче выковать хвостовик на стержне, чередуя ближнюю и дальнюю стороны наковальни. Людям трудно представить, но вы работаете с двумя соседними сторонами стержня на дальней стороне наковальни, а с двумя другими соседними
сторонами стержня на ближней стороне. Итак, на дальней стороне наковальни лезвие и прилегающая сторона под углом 90 градусов навешиваются на край для защиты лезвия. На ближней стороне наковальни, где должен заканчиваться хвостовик, задняя часть лезвия и последняя сторона прилегают к наковальне (рис. 15). Вам нужно будет начать с более крутых углов и опускать их по мере того, как металл, который вы выделили для хвостовика, станет длиннее и тоньше. Как только хвостик сузится до острого кончика и станет похож на нож без рукояти (рис. u), отрежьте его от стержня.
Термическая обработка
После того, как вы выковали лезвия и перед закалкой стали, нагрейте хвостовик до тех пор, пока он не сгорит, и поместите его в небольшое отверстие, просверленное в заготовке рукояти. Когда вы сделаете это правильно, древесина станет жирной, и хвостовик будет медленно проскальзывать в отверстие. Это может занять пару плавок, но важно, чтобы хвостовик не нагревался слишком сильно (таким образом сжигая слишком много древесины). Охладите древесину в воде, чтобы древесина не тлела. Это обеспечит плотную посадку без перекручивания.
Когда вы сделаете это правильно, древесина станет жирной, и хвостовик будет медленно проскальзывать в отверстие. Это может занять пару плавок, но важно, чтобы хвостовик не нагревался слишком сильно (таким образом сжигая слишком много древесины). Охладите древесину в воде, чтобы древесина не тлела. Это обеспечит плотную посадку без перекручивания.
Грубая шлифовка или шлифовка кромки и зачистка выемки: Металл всегда легче шлифовать до того, как он затвердеет. Совет: используйте старый рашпиль, пока бланк еще раскален до вишнево-красного цвета. Горячим рашпилем можно удалить металл быстрее, чем хорошей шлифовальной машиной — используйте старый напильник, так как высокая температура может испортить закалку напильника, сделав его слишком мягким для других целей. Подпилите все острые края и очистите лезвие; устраните любую шероховатость, которая может повлиять на плавность реза вашего инструмента. Оставьте примерно 1/32 дюйма края плоским, чтобы предотвратить растрескивание во время термообработки.
Нормализация стали: к этому моменту у вас должно получиться что-то похожее на тупое долото, долото или нож. Во время ковки все удары молотком, нагрев и охлаждение создают напряжения между молекулами железа. Чтобы снять любое напряжение в металле, которое может вызвать трещины при закалке, равномерно нагревайте его до тех пор, пока к нему не прилипнет магнит. Пусть медленно остынет у огня. Как только он остынет, с помощью холодного долота нарежьте зазубрины на хвостовике, чтобы удерживать лезвие в рукоятке.
Закалка: после того, как долото/долото остынет, нагрейте его до тех пор, пока магнит не перестанет прилипать. На этот раз быстро охладить
и полностью в металлическом ведре, наполненном растительным маслом или водой. ( Предупреждение ‘: Используйте растительное масло только в металлическом влагонепроницаемом контейнере с крышкой и имейте под рукой немного грязи, чтобы заглушить любые разливы, которые могут вызвать пожар.) Проверьте твердость, проведя напильником по краю. Если он правильно закален, напильник должен скользить по нему, не зацепляясь. Перезапустите термообработку, если ваш файл заедает, используя воду в качестве закалки, если вы использовали масло в первый раз.
Если он правильно закален, напильник должен скользить по нему, не зацепляясь. Перезапустите термообработку, если ваш файл заедает, используя воду в качестве закалки, если вы использовали масло в первый раз.
Закалка: Сразу после закалки отполируйте лезвие долота до металлического блеска и наблюдайте за изменением цвета окисления. Я говорю сразу, потому что закалка создает огромное напряжение в стали, делая ее достаточно хрупкой, чтобы сломаться, если оставить ее слишком долго. Разогрейте от хвостовика до тех пор, пока край лезвия не станет соломенно-желтым, а затем охладите в воде.
Завершите заточку и испытание: К сожалению, пока вы не почувствуете металл, который остыл, разогрейте его до магнита, с которым вы работаете, вам может потребоваться термическая обработка и повторное испытание вашего долота. Один раз не прилипает. На этот раз, быстро остыв, вы заточите стамеску, проверьте ее на куске твердой древесины. Если кромка скололась, ваш нрав был слишком жестким и вам нужно его больше накалить; если он быстро притупляется, ваш нрав был слишком мягким, потому что он стал слишком горячим. (См. таблицу цветов закалки на рис. 17.) Когда вы будете довольны своим закалом, добавьте к хвостовику рукоятку по вашему выбору и начните резьбу (рис. 18)
(См. таблицу цветов закалки на рис. 17.) Когда вы будете довольны своим закалом, добавьте к хвостовику рукоятку по вашему выбору и начните резьбу (рис. 18)
Температура по Фаренгейту
Цвет
Советы
- Самое замечательное в стали то, что мы можем работать с различными цветами. Для высокоуглеродистой стали, используемой для резьбы по дереву, рабочая температура находится между ярко-оранжевым и желтым при тусклом свете. Любая ковка вне этих цветов ослабляет сталь.
- Используйте молоток, которым вы можете правильно управлять и безопасно поднимать его — более эффективно иметь хороший контроль и максимизировать количество ударов за заезд.
- Слегка закруглите кромки молотка и наковальни для более гладкой обработки и предотвращения слабых мест (холодных затворов).
- При оценке количества металла, необходимого для различных деталей, помните, что объем металла не меняется. Для быстрого приближения: длина начального стержня, необходимого для конуса, составляет примерно одну треть конечной длины конуса. Для стамески без каких-либо сужений нужно начинать с половины длины готовой стамески.
 Для стамески без каких-либо сужений нужно начинать с половины длины готовой стамески.
Для стамески без каких-либо сужений нужно начинать с половины длины готовой стамески.Безопасность
- Самый опасный цвет металла — черный — он может выглядеть круто, но может нагреваться до 1000°F.
- Наденьте защитные очки — искры и летящий металл представляют реальную опасность.
- Носите только негорючую одежду и обувь с закрытыми носками.
- Кожаные перчатки могут быть опасны — наденьте только одну на щипцы, которую можно легко сбросить. В то время как ожоги могут возникать и случаются на голых руках, перчатки, как правило, дают ложное ощущение безопасности и сжимаются в горячем состоянии, увеличивая вероятность серьезного ожога. Ношение перчатки на руке-молотке требует более крепкого захвата, что увеличивает риск развития тендинита.
- Будьте готовы к пожарам. Всегда имейте под рукой огнетушитель (рассчитанный на масло), воду и сухую грязь, чтобы потушить возгорание.
- Только кузница, где есть адекватная вентиляция и датчики угарного газа.
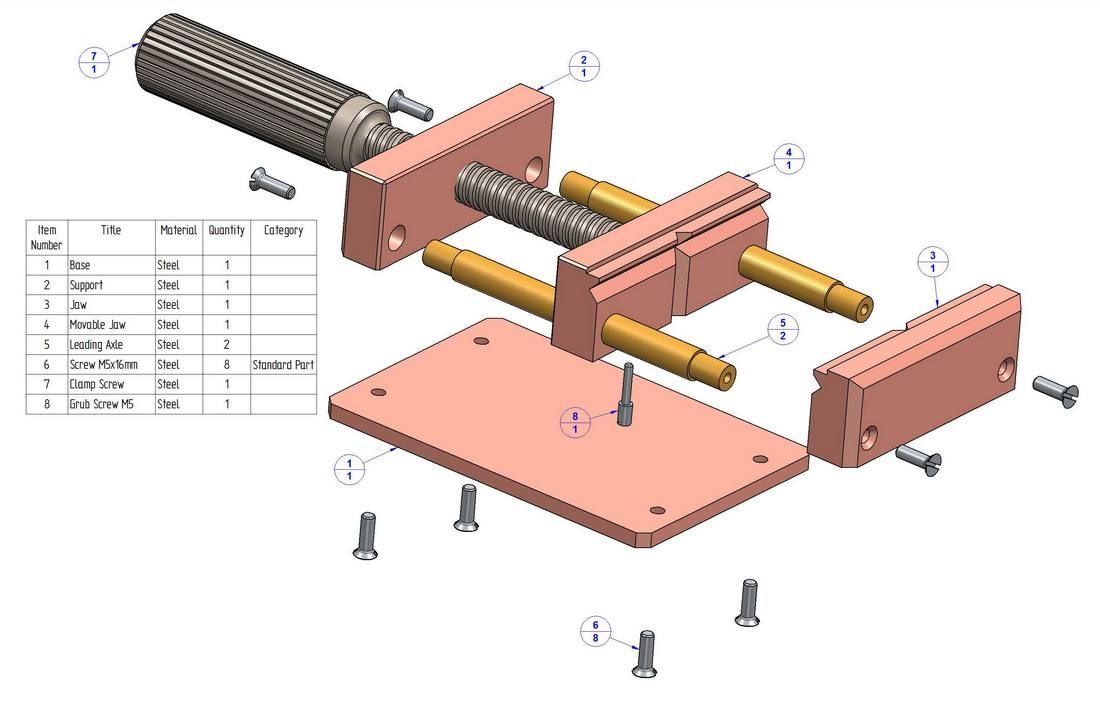
fShare
Ultimate Grip, кованые верстачные тиски
Ultimate Grip, кованые верстачные тиски
Rated 5.00 из 5 на основе 7 оценок покупателей
(7 отзывов клиентов)
169,99 $ – 369,99 $
169,99 $ – 369,99 $
–
- Кованая сталь с пределом прочности при растяжении 90 000 фунтов на квадратный дюйм для невероятной прочности и долговечности
- Поворотное основание на 360 градусов для удобного вращения
- Большая наковальня обеспечивает больше рабочего пространства
- Губки с накаткой надежно захватывают предметы
- Черная коррозионностойкая рукоятка
- Поверхность скольжения изготовлена на станке с ЧПУ и подвергнута индукционной закалке
- Выберите настольные тиски с губками 4″, 6″ или 7″
- Пожизненная гарантия
Оценка 5,00 из 5 на основе 7 оценок покупателей
- Описание
- Дополнительная информация
- Отзывы 7
Описание
Серьезный промышленник
Ultimate Grip
90 000 PSI
Штампованная сталь
В этих тисках используется высокопрочная штампованная сталь 90 000 PSI, которая имеет на 26 % более высокую прочность на растяжение и на 37 % более высокую усталостную прочность, чем чугун. Это обеспечивает большую общую прочность и долговечность.
Это обеспечивает большую общую прочность и долговечность.
Вращение на 360°
Поворотное основание
Поворотное основание поворачивается на 360° для выполнения любой работы. Его можно заблокировать в любой момент, чтобы обеспечить максимальную универсальность.
Машинист и трубные клещи
Высокопрочные губки для станков и труб обладают большей силой захвата, чем другие поверхности. Более того, они заменяемы, поэтому верстачные тиски продолжают работать оптимально даже после многих лет службы.
Механически обработанная наковальня для тяжелых условий эксплуатации
Наковальня из кованой стали с увеличенной рабочей поверхностью и гладкой поверхностью идеальна для формовки и гибки металла.
Описание
Изготовлен из кованой стали с пределом прочности на растяжение 90 000 фунтов на квадратный дюйм. Поставляется с поворотным основанием на 360 градусов, большой наковальней и коррозионностойкой ручкой из черного оксида. Включает пожизненную гарантию. Используйте эти настольные тиски для всех видов работ по дереву, металлу, пиления, сверления и склеивания! Это не ваши обычные настольные тиски, этот зверь сделан из кованой стали с пределом прочности 90 000 фунтов на квадратный дюйм (предел текучести 54 000 фунтов на квадратный дюйм), большой наковальни и коррозионностойкой ручки из черного оксида. Направляющие регулируются, чтобы повысить точность и плавность работы. Он обеспечивает чрезвычайно высокое усилие зажима и поставляется со сменными губками для станка и трубы. Объедините это с поворотным основанием на 360 градусов, и вы не ошибетесь, особенно с дополнительной защитой пожизненной гарантии Capri Tools. Это отличный инструмент, который должен быть на вашем рабочем столе.
Включает пожизненную гарантию. Используйте эти настольные тиски для всех видов работ по дереву, металлу, пиления, сверления и склеивания! Это не ваши обычные настольные тиски, этот зверь сделан из кованой стали с пределом прочности 90 000 фунтов на квадратный дюйм (предел текучести 54 000 фунтов на квадратный дюйм), большой наковальни и коррозионностойкой ручки из черного оксида. Направляющие регулируются, чтобы повысить точность и плавность работы. Он обеспечивает чрезвычайно высокое усилие зажима и поставляется со сменными губками для станка и трубы. Объедините это с поворотным основанием на 360 градусов, и вы не ошибетесь, особенно с дополнительной защитой пожизненной гарантии Capri Tools. Это отличный инструмент, который должен быть на вашем рабочем столе.
Технические данные
| Номер детали | Зажимное усилие (фунты) | Ширина челюсти (дюймы) | Открытие челюсти (дюймы) | Глубина горла (дюймы) | Высота (в. ) ) | Макс. Лен (в.) | Ручка | Длина ручки | Наковальня | Размер болта | Устанавливать | вес. (фунты) |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ж | о | г | час | л | я | к | а | с | м | |||
| CP10515 | 5500 | 4 | 5.00 | 2,90 | 6.50 | 13.50 | 0,45 | 7.00 | 2,50 | 3/8 | 5,61 | 21.50 |
| CP10516 | 8800 | 6 | 8.00 | 3,50 | 18.00 | 0,50 | 8,90 | 3,50 | 3/8 | 7.10 | 40.00 | |
| CP10517 | 9900 | 7 | 9.25 | 4,60 | 9.50 | 21.00 | 0,55 | 9.30 | 4,50 | 3/8 | 7,25 |
 (lbs.)”>
(lbs.)”> )”> 8.00
)”> 8.00