Как правильно спаять полипропиленовые трубы, инструкции, советы и рекомендации
Водопровод и отопительная система — это неотъемлемые элементы любой современной квартиры или дома. Основой этих систем являются трубы. На смену традиционным чугунным и стальным конструкциям приходят более долговечные и простые в монтаже полипропиленовые водопроводные и отопительные конструкции. Они пластичны, легко ремонтируются или заменяются, не подвержены коррозии.
Правильный выбор и грамотное их соединение позволит обеспечить долговечность водопроводных и тепловых отопительных систем.
- Основные типы полипропиленовых труб
- Фитинги и муфты — виды и назначение
- Инструменты для сварки
- Паяльник
- Ножницы
- Шейвер
- Обезжиривающее средство
- Пайка полипропиленовых труб
- Как паять трубы
- Подготовка
- Температурные параметры монтажа
- Трубопровоы холодного водоснабжения
- Трубопроводы тепловых магистралей и горячего водоснабжения
- Ремонт вышедших из строя участков магистрали
- Метод холодной сварки
Основные типы полипропиленовых труб
Подбор труб напрямую зависит от назначения их применения. Основными параметрами считаются: температура среды, которая будет проводиться по трубопроводной магистрали и рабочее давление системы. Не менее важен диаметр трубопровода, и зависит он от объёмов жидкости, которую должна пропускать магистраль.
Основными параметрами считаются: температура среды, которая будет проводиться по трубопроводной магистрали и рабочее давление системы. Не менее важен диаметр трубопровода, и зависит он от объёмов жидкости, которую должна пропускать магистраль.
Для трубопроводов холодного водоснабжения используют трубы без армированной составляющей со следующими маркировками:
- PN 10 — изделие рассчитано на температуру жидкости до 20 градусов при использовании в системах тёплого пола до 45 градусов при максимальном давлении в системе до 1 МПа;
- PN 16 — изделие используется в холодном и горячем водоснабжении при температуре жидкости до 95 градусов и давлении до 1.6 МПа.
Изделия, обладающие более высокими термальными характеристиками и возможностью работы в системах холодного и горячего водоснабжения с большим давлением, маркируются индексами:
- PN 20 применяются в температурном режиме до 95 градусов и максимальном давлении до 2 МПа.
- PN 25 применяются в системах отопления горячего водоснабжения.
 Имеют армированную составляющую, что значительно повышает прочность. Температурный режим работы до 95 градусов и максимальное давление до 2.5 МПа.
Имеют армированную составляющую, что значительно повышает прочность. Температурный режим работы до 95 градусов и максимальное давление до 2.5 МПа.
 Имеют армированную составляющую, что значительно повышает прочность. Температурный режим работы до 95 градусов и максимальное давление до 2.5 МПа.
Имеют армированную составляющую, что значительно повышает прочность. Температурный режим работы до 95 градусов и максимальное давление до 2.5 МПа.Кроме труб, для монтажа системы необходимы соединительные элементы, которые позволяют создать цельную систему теплосети или водоснабжения с учётом всех необходимых требований для каждого отдельного случая.
Фитинги и муфты — виды и назначение
При прокладке водопровода для соединения участков водопроводной магистрали применяют специальные муфты и фитинги различных форм. Они бывают прямыми и угловыми.
Для разветвления применяют разветвляющие фитинги различных конфигураций, а также фитинги для перехода труб из полипропилена на другие соединители водопроводной системы, например, гибкие соединения, ведущие к точкам водоотдачи, кранам, смесителям.
Перед монтажом водопроводной или тепловой системы составляется чертёж, учитывающий все повороты, ответвления и соединения с источниками потребления. Это отлично помогает рассчитать необходимый вид и количество муфт и фитингов. После приобретения всех элементов приступают к монтажу конструкции.
Это отлично помогает рассчитать необходимый вид и количество муфт и фитингов. После приобретения всех элементов приступают к монтажу конструкции.
Инструменты для сварки
Методика пайки заключается в нагреве до расплавления материала соединяемых поверхностей с последующим соединением и фиксацией. Для проведения данных работ необходимо приготовить особые инструменты.
- Специализированный паяльник.
- Ножницы для резки труб из полипропилена.
- Приспособление для очистки армированной части труб — шейвер.
- Обезжиривающее средство на спиртовой основе.
А также понадобится рулетка, нож, уголок, кусок ненужной тряпки, напильник или шкурка, маркер.
Паяльник
Этот основной инструмент, необходимый для спайки полипропиленовых изделий, может быть двух типов:
- Ручной тип предназначен для спайки частей трубопровода небольшого диаметра до 65 мм. Бывает двух видов: цилиндрического и мечеобразного. Используется в бытовых целях, отличается невысокой стоимостью и компактным видом.
- Механический тип — это автоматические или полуавтоматические сварочные станции для монтажа труб большого диаметра свыше 63 мм. Центровка и соединение элементов происходит при помощи специальных устройств на гидравлическом или механическом принципе действия. Такой паяльный аппарат имеет большой размер и стоимость, предназначен для использования как в помещениях, так и в полевых условиях.

Для монтажа теплосети, водопровода в квартире или доме используют ручной паяльный аппарат и насадки к нему. Насадки входят в комплект поставки паяльника и имеют различные размеры, соответствующие стандартам производимых труб диаметром до 63 мм. Каждая насадка соответствует, с одной стороны, внутреннему диаметру, с другой — внешнему диаметру трубы того или иного стандарта. Насадки покрыты тефлоновым напылением. Это позволяет легко освобождать нагретую часть изделий для последующей спайки между собой.
Ножницы
Инструмент, позволяющий отрезать полипропиленовое изделие под углом 90 градусов по отношению к вектору длины трубы, сохраняя ровную кромку среза. Это очень важно для надёжности спайки соединений.
Это очень важно для надёжности спайки соединений.
Шейвер
Это приспособление для правильной зачистки от армированного слоя. Позволяет ровно и на необходимую глубину зачистить внешний диаметр изделия до чистого полипропилена на трубах с верхним армированием.
Обезжиривающее средство
Необходимо для качественного расплава изделий и герметичного соединения конструкции.
Пайка полипропиленовых труб
Спайка труб из полипропилена несложна, но требует аккуратности и точности в соблюдении немногочисленных технологических требований. Как правильно паять полипропиленовые трубы будет рассказано ниже. Соединение элементов происходит путём раструбной пайки с одновременным нагревом внешней части трубы и внутренней части муфты или фитинга паяльным аппаратом при помощи насадки, соответствующей размерам спаиваемых элементов.
После нагрева до нужной температуры детали снимаются с насадки и быстро соединяются и образуют монолитный узел, проще говоря, сплавляются между собой. Метод называется диффузионным, так как детали после нагрева могут беспрепятственно соединяться. После застывания образуется герметичное соединение. Для качественного правильного соединения элементов трубопровода понадобится провести ряд подготовительных работ.
Метод называется диффузионным, так как детали после нагрева могут беспрепятственно соединяться. После застывания образуется герметичное соединение. Для качественного правильного соединения элементов трубопровода понадобится провести ряд подготовительных работ.
Как паять трубы
Подготовка
Перед началом монтажа конструкции трубопровода нужно правильно нарезать трубы, чтобы не возникало проблем со стыковкой элементов. Все обрезы материала необходимо производить ножницами под углом в 90 градусов. Они дают возможность сделать наиболее точный отрез с ровным краем.
Затем необходимо разметить размеры соединительных поверхностей. Для этого определяется глубина нагрева фитинга или муфты путем отметки карандашом или маркером размера заглубления насадки. Отметку такого же размера делают на трубе.
Подготовка паяльника заключается в установке аппарата на рабочую подставку. Насадки, соответствующие диаметрам монтируемых деталей, крепятся на нагревательную поверхность. Элементы монтажа должны относительно легко попадать в нагретые насадки.
Элементы монтажа должны относительно легко попадать в нагретые насадки.
На регуляторе управления температурой паяльника выставляется оптимальная температура нагрева, она обычно составляет 210—260 градусов, полипропилен начинает плавиться при 170 градусах. Детали, подлежащие соединению, одновременно надеваются на отмеченную маркером глубину на нагретые насадки.
Дождавшись размягчения поверхностей (необходимое для этого время можно определить по специальным унифицированным таблицам), детали соединяют между собой на отмеченную глубину. Элементы соединяют с небольшим усилием, но без поворотов по своей оси — это категорически запрещено и нарушит герметичность сплава нагретых поверхностей.
Температурные параметры монтажа
Температура пайки полипропиленовых труб зависит от диаметра и толщины изделия и начинается от 170 градусов. Для удобства расчёта времени нагрева существуют специальные таблицы. Ниже указаны временные параметры нагрева основных диаметров труб, используемых при монтаже домашних теплосетей или водопровода при температуре нагрева паяльного агрегата 240 градусов.
| Стандартные диаметры труб, фитингов муфт в миллиметрах | Время нагрева в секундах | Время стыковки соединяемых деталей | Время фиксации для охлаждения деталей |
| 16 | 5 | 4 | 2 |
| 20 | 5 | 4 | 2 |
| 25 | 7 | 4 | 2 |
| 32 | 8 | 6 | 4 |
| 40 | 12 | 6 | 4 |
Используя параметры оптимального нагрева, стыковки и охлаждения соединяемых элементов, добиваются надёжного спаивания полипропиленовых труб и других составных частей трубопровода.
Трубопровоы холодного водоснабжения
Для монтажа холодного водоснабжения можно использовать любые полипропиленовые трубы, в том числе марки PN 10 и PN 16. Эти модели тонкостенны и требуют аккуратного отношения при стыковке расплавленных частей, для их соединения прилагается минимальное усилие. А также необходимо строго соблюдать время необходимого нагрева частей соединения. Для холодного водоснабжения используют, как правило, не армированные трубы, поэтому дополнительная обработка стыковочных концов не требуется. Перед началом монтажа основной конструкции лучше сначала произвести несколько пробных соединений для выбора оптимальной температуры нагрева паяльника.
А также необходимо строго соблюдать время необходимого нагрева частей соединения. Для холодного водоснабжения используют, как правило, не армированные трубы, поэтому дополнительная обработка стыковочных концов не требуется. Перед началом монтажа основной конструкции лучше сначала произвести несколько пробных соединений для выбора оптимальной температуры нагрева паяльника.
Трубопроводы тепловых магистралей и горячего водоснабжения
Горячая вода, проходящая по трубам, вызывает незначительное расширение материала и, как следствие, увеличение длины изделия. Для компенсации этого явления при монтаже необходимо время от времени делать П-образные искривления магистрали. Высокая температура воды также требует установки специализированных армированных труб, которые изготавливаются немного больше необходимого для состыковки диаметра. Аккуратно обрезают лишний слой материала шейвером. Это необходимо для компенсации расширения по ширине трубы при нагреве. Дальнейшие действия происходят так же, как и при стыковке холодного водопровода.
Ремонт вышедших из строя участков магистрали
При разрыве трубы, течи или в результате некачественной пайки порой возникает необходимость замены вышедшего из строя участка. Для этого отключается водоснабжение и вырезается повреждённый участок специальными ножницами. В местах отреза в обязательном порядке осушаются края труб, зачищаются и протираются спиртосодержащей обезжиривающей жидкостью. Только после этого приступают к привариванию нового исправного куска методами, описанными выше в зависимости от температуры, проводимой по магистрали воды.
Метод холодной сварки
Этот способ соединения элементов магистрали подойдёт только для холодной воды под незначительным давлением. Стыковочные поверхности обезжириваются. Наносится специальный клей, продающийся в строительных магазинах, элементы стыкуются и фиксируются на тридцать секунд. Водопровод будет готов к использованию только через час. Такой метод не отличается надёжностью и не создаёт монолитное соединение деталей.
Полипропиленовые трубы — это хорошая альтернатива классическим, стальным или чугунным магистралям. Монтаж водного и теплового снабжения с их помощью прост, не трудоёмок и дешёв. Поэтому эти изделия заняли своё большое и законное место в своём сегменте строительного рынка.
Как паять пластиковые трубы: способы, нюансы, секреты
Ассортимент строительных продуктов с каждым годом растет. На рынке появляются современные материалы, которые облегчают ступени строительства, и повышают производительность рабочих. Потребители стремятся использовать при планировке внутренних систем в домах трубопроводы с большим сроком эксплуатации. Подходящей альтернативой, отвечающим потребительским запросам, стали ветки внутренних коммуникаций из пластика. Как паять пластиковые трубы?
Содержание
- Разберемся в видах
- Ваш водопровод
- На что обратить внимание
- Нюансы пайки
- Думаете, как сделать отопление?
- Охрана здоровья и условия труда
- Рекомендуем видео: Секреты монтажа полипропиленовых труб
Ещё одним преимуществом таких технологий считается появление возможности самостоятельно провести ремонт или замену сетей водоснабжения и отопления. Как паять пластиковые трубы для водопровода?
Как паять пластиковые трубы для водопровода?
Разберемся в видах
Металлопластиковые ПолиэтиленовыеТакие коммуникации подразделяются на подвиды:
- Полиэтиленовые – применяются для прокладки разводок внутри зданий и наружных трасс. Возможно их применение на трубных соединениях повышенного давления и при низких температурах окружающего воздуха.
- ПВХ используются в целях снижения себестоимости ремонта.
- Металлопластиковые – самые практичные изделия, сроком полезного использования более 50 лет. Идеальный вариант для замены горячего водоснабжения.
Широкое применение этого материала обусловлено рядом причин. Положительные свойства таких конструкций в отличие от металлических:
- Длительный срок эксплуатации.
- Низкая коррозивность.
- Простота установки.
- Не требует особых навыков.
- Экологически чистый материал.
- Экономичные и доступные в применении.
- Легкие и удобные при транспортировке.
- Не поддаются вредному воздействию микроорганизмов.

Ваш водопровод
Муфтовая сборка ПайкаПолиэтиленовые модели монтируются спайным методом или при помощи муфт/фитингов (муфтовая сборка). Как паять пластиковые трубы для водопровода?
Для проведения новых сетей водоснабжения подойдут изделия из ПВХ и полиэтилена без армирования и усиления. Подготовка требует создать схему будущего водоснабжения с обозначением длин веток, его положением и всех необходимых для установки конструкции фитингов. Правильный расчет длин и числа загибов позволит упростить технологию, увеличить скорость выполнения задания и не допустить переделок.
Паяльник ТруборезДля паяния полиэтиленовых соединений понадобиться:
- Паяльник.
- Труборез
- Торцеватель для резки труб и срезания кромки отрезанных концов.
- Мелконаждачная бумага для зачистки краев
- Муфта соединительная (если муфтовая сборка)
Нагревательный прибор представляет собой специальное устройство с подошвой с креплением к ней особых насадок различного диаметра. Существуют приборы, в комплект которых входят от двух и более насадок одновременно.
Существуют приборы, в комплект которых входят от двух и более насадок одновременно.
Этапы технологии прокладки гидрокоммуникаций расскажут, как научиться паять:
- Отмеряем рулеткой нужную длину.
- Отрезаем труборезом отмеренную длину.
- Заторцовываем отрезанные концы. Это важный этап при паянии. Срезы должны быть гладко отшлифованы и зачищены. Для большей уверенности можно дополнительно обезжирить спиртовым раствором.
- Спаиваем концы. Если при установке сетей жизнеобеспечения используется муфтовое соединение, тогда на один конец строения устанавливаем муфту/фитинг и прогреваем вместе с будущей обраткой в насадке нужного диаметра паяльника. После прогрева концы незамедлительно соединяем и дожидаемся полного остывания сборки. О качестве сварки свидетельствует наличие буртика.
Внимание! При монтаже тепло- и водоснабжения спайным швом категорически не допускается падание воды или влаги в полость или на поверхность. При нагреве вода, превращаясь в пар, деформирует пластиковую структуру, в результате чего она теряет свою прочность.
На что обратить внимание
Температурные режимы для спайки описываются в инструкциях к инструменту. На современных изделиях установлен автоматический режим нагрева в зависимости от размера монтируемой сети и глубины сварки. На предыдущих марках силу нагрева подбирали вручную.
При какой температуре паять пластиковые трубы? При спайке полиэтиленовых стояков устанавливаем температурный регулятор в районе 220 ° С, для полипропиленовых – 260 °С. На механизме нагрева имеется индикатор, который показывает готовность прибора к использованию. Индикатор горит только в режиме нагрева.
Продолжительность паяния зависит от окружного радиуса трубопровода, и может составлять от 5 до 40 сек. Не следует перегревать концы. Это может вызвать образование закупорки в месте спайки.
Если требуется провести монтаж водоподачи одного размера, то не следует переплачивать за количество насадок и наличие температурного механизма.
Если планируется большой объем производства длительного характера с применением сетей различных размеров по окружности, то приобретаем универсальный прибор для соединения с последними техническими возможностями и характеристиками.
Нюансы пайки
Знать технологию присоединения автономных коммуникаций не достаточно. Для качественной установки нужно знать ряд особенностей прокладки и пайки жилищных веток. Как правильно паять пластиковые трубы? Чтобы обеспечить профессиональную сборку технологических строений необходимо помнить некоторые нюансы соединения:
- Для проведения паяльной сборки предусмотрено время разогрева. Это время составляет от 5 до 20 мин.
- Производство внутридомового жизнеобеспечения следует проводить при температуре выше нуля.
- После спайки концов требуется не допускать их прокручивание или перемещение, достаточно плавно исключить перекосы. Необходимо дать им остыть. Прокручивание спайного шва может в будущем дать течь. Для остывания требуется столько же времени, что для ее пайки.
- Необходимая мощность паяльного инструмента – 1200 Вт.
- Домашние паяльники предназначены для пайки разводок диаметром до 32 см. Если понадобиться сборка изделий большого диаметра, то приобретаем профессиональное устройство для спаивания.
- Между краем трубопровода и внутренней резьбой фитинга не должно быть зазоров. Зазоры могут дать протечки при высоком давлении воды. Чрезмерное усилие при сжимании элементов может привести к уменьшению просвета в полости и ухудшить работу всей конструкции.
- Удалять остатки материала с насадок следует после каждой произведенной паки. Так как насадки имеют специальное покрытие, убирать нагар следует деревянным приспособлением, чтобы не повредить целостность поверхности. Царапины на поверхности насадки ухудшат технологические характеристики прибора и приведут его в негодность для дальнейшей эксплуатации.

Думаете, как сделать отопление?
Монтаж теплоснабжения обладает рядом сложностей. Устройство отопительных моделей может проводиться в помещениях с низкими температурами, что усложняет процесс пайки. Для теплоподачи разрабатывают системы в зависимости от температуры подаваемой в систему воды и рабочего давления. Применение пластика в строительстве позволило увеличить производительность, и уменьшить затраты на необходимый материал.
Для теплоподачи разрабатывают системы в зависимости от температуры подаваемой в систему воды и рабочего давления. Применение пластика в строительстве позволило увеличить производительность, и уменьшить затраты на необходимый материал.
Трубы для отопления армируются стекловолокном, что делает этот материал прочным и долговечным.
Охрана здоровья и условия труда
При производстве работ, связанных с нагревом стыков теплотрассы выполняем правила техники безопасности, чтобы исключить получение травм и ожогов:
- Паяем в специальных защитных перчатках.
- Следим за чистотой пола в помещении. Грязь отрицательно повлияет на качество сварки и внешний вид всей конструкции.
- Паяльник устанавливается на ровную горизонтальную поверхность.
- Приступать к работе необходимо после полного разогрева приспособления, после отключения индикатора готовности к работе.
- Пальник не выключаем из электрической сети на протяжении всего монтажа.

Паять пластиковые трубы своими руками несложно. Процесс пайки не требует наличие профессиональных навыков или опыта. Смонтировать сети жизнеобеспечения в собственном доме может каждый. Обязательный состав требуемого инструмента включает в себя только паяльное устройство. Остальные вспомогательные инструменты можно заменить подручными средствами, труборез – острым ножом. Трубопровод из полиэтиленовых конструкций и ПВХ – надежная, долговечная и экологически чистая система для подачи воды и отопления.
Рекомендуем видео: Секреты монтажа полипропиленовых труб
Как пропарить медную трубу (руководство мастера)
Фото: istockphoto.com
Для домашних мастеров, стремящихся заняться сантехническими работами, одним из самых важных навыков, которым необходимо овладеть, является протачивание медной трубы — процесс, обычно называемый пайкой. – для получения герметичных соединений. Работа состоит из двух основных задач: сначала подготовительные работы по очистке труб, а затем процесс нагревания припоя для герметизации деталей (двух труб или, чаще, трубы и соединения) вместе. Обязательно наденьте для работы тяжелую рубашку с длинными рукавами и наденьте изолированные перчатки для защиты от потенциальных капель расплавленного металла. Также имейте в виду, что если ваши трубы еще не обрезаны по длине, вам нужно будет сделать это до того, как вы начнете потеть. Хотя потение медной трубы поначалу может показаться пугающим, при наличии терпения и внимания к деталям вы скоро станете профессионалом.
– для получения герметичных соединений. Работа состоит из двух основных задач: сначала подготовительные работы по очистке труб, а затем процесс нагревания припоя для герметизации деталей (двух труб или, чаще, трубы и соединения) вместе. Обязательно наденьте для работы тяжелую рубашку с длинными рукавами и наденьте изолированные перчатки для защиты от потенциальных капель расплавленного металла. Также имейте в виду, что если ваши трубы еще не обрезаны по длине, вам нужно будет сделать это до того, как вы начнете потеть. Хотя потение медной трубы поначалу может показаться пугающим, при наличии терпения и внимания к деталям вы скоро станете профессионалом.
- 120-grit emery ткань
- Wire Fitting Brush
- Без свинца поток олова
- Кислотная щетка
- Изолированные перчатки
- Goggles
- См. Полный список «
- Free Solder
- Flame Flame. защитная ткань
- Пропановая горелка для пайки
Мы рекомендуем вам учиться на практических трубах, стоящее вложение, пока вы не приобретете достаточно уверенности, чтобы заняться сантехникой в вашем доме.
Реклама
Фото: istockphoto.com
ШАГ 1: Проверьте трубу на наличие заусенцев и удалите все, что осталось.Осмотрите внутреннюю часть всех разрезанных медных труб, чтобы убедиться, что заусенцы (гребень из медных осколков, оставшийся от пилы в том месте, где был сделан разрез) были удалены, чтобы обеспечить беспрепятственный поток воды после запотевания соединений. Если заусенец остался, выполните шаги по его удалению здесь.
ШАГ 2: Очистите вход каждой трубы наждачной бумагой. Очистите как снаружи, так и внутри первого дюйма или около того трубы (отрезанные участки и/или соединение) наждачной бумагой, которую можно найти в хозяйственных центрах и хозяйственных магазинах, которые продаются вместе с флюсом и припоем. Если под рукой есть щетка для проволочных фитингов, она быстро справится с очисткой внутренней части медной трубы. В противном случае оберните наждачную шкурку вокруг указательного пальца, воткните ее в горловину трубы и поверните, чтобы очистить.
Очищенная медь будет сиять, как новенькая копейка. После очистки очень важно не касаться медной трубы голыми руками, чтобы природные масла и грязь на коже не мешали процессу потоотделения.
Фото: istockphoto.com
ШАГ 3: Нанесите на трубы тонкий равномерный слой флюса.Утепленные рабочие перчатки Don для защиты от кислоты во флюсе. Нанесите тонкий равномерный слой луженого или сантехнического флюса на только что очищенные участки наружной и внутренней поверхности медных труб кислотной или флюсовой щеткой. Удалите излишки флюса чистой тряпкой.
ШАГ 4: Проведите паяльной горелкой по участкам трубы, покрытым флюсом. Повесьте защитную ткань на любую поверхность, способную обжечься, в пределах 8 дюймов от рабочей зоны, где вы будете использовать пропановую горелку. Наденьте пару очков для защиты глаз. Зажгите пропановую горелку и держите ее примерно в 2 дюймах от фитинга. Медленно проведите им по участкам, покрытым флюсом, в течение 10–20 секунд, пока флюс не начнет таять, становясь блестящим. Медь вскоре потемнеет, а флюс будет шипеть и/или пузыриться, даже дымиться. Это означает, что кислота начала действовать. Поверхность станет тусклой и протравленной, создавая поверхность, пригодную для склеивания.
Медь вскоре потемнеет, а флюс будет шипеть и/или пузыриться, даже дымиться. Это означает, что кислота начала действовать. Поверхность станет тусклой и протравленной, создавая поверхность, пригодную для склеивания.
Объявление
ШАГ 5: Соедините трубы и скрутите.Надев изолирующие перчатки, соедините соединительные детали до полной герметизации (или до упора). Слегка скрутите медные трубы, чтобы равномерно распределить флюс внутри соединения. Удалите излишки флюса чистой тряпкой.
ШАГ 6: Нагрейте трубы в месте их соединения и создайте шов. Направьте факел на маломощное пламя «бутона розы». Пламя горелки на полную мощность напоминает конус с узким острием — острие нагревает область, к которой прикасается, больше, чем остальную часть медной трубы. Однако пламя бутона розы окутывает трубку, мгновенно доводя всю трубку до температуры кипения. Это обеспечивает более чистое и равномерное потоотделение. Используя пламя бутона розы, начните нагревать соединительные трубы в месте стыкового шва.
Фото: istockphoto.com
ШАГ 7: Прикоснитесь припоем к стыку трубы и дайте ему расплавиться вокруг шва.Держите бессвинцовый припой напротив пламени бутона розы под углом 90 градусов к стыковому шву. (Поскольку свинцовый припой по-прежнему продается в магазинах, обязательно убедитесь, что поставляемый вами припой действительно не содержит свинца — критический выбор для труб, по которым проходит питьевая вода.)
Теперь коснитесь нагретой трубы припоем. Если труба достаточно горячая, припой расплавится — это называется «растекание припоя». Если труба недостаточно горячая, припой не будет плавиться или течь, поэтому поддерживайте горелку до тех пор, пока припой не расплавится при соприкосновении с соединением. Как только температура плавления будет достигнута, припой будет сочиться вниз, обтекая шов, склеивая две трубы вместе, успешно пропитывая стык.
ШАГ 8: Очистка. Выключите пропановую горелку и положите ее. Примечание: Никогда не оставляйте резак включенным, когда он не используется, так как он может легко упасть и стать причиной пожара.) Вытрите излишки припоя чистой тряпкой.
Примечание: Никогда не оставляйте резак включенным, когда он не используется, так как он может легко упасть и стать причиной пожара.) Вытрите излишки припоя чистой тряпкой.
Реклама
Дайте трубе остыть в течение как минимум минуты, прежде чем подавать какое-либо давление. Вы успешно пропарили свою первую медную трубу — молодец!
Как паять медные трубы
Хотите научиться паять медные трубы как профессионал? Вам обязательно стоит воспользоваться нашей Балканской программой обучения. В этой программе мы покажем вам, как правильно паять медные трубы. Но сначала давайте немного расскажем о том, что такое пайка и почему это такой важный навык.
Пайка – это процесс, в котором используется тепло для соединения металлических деталей с помощью соединительного припоя. Он обычно используется в сантехнических и металлообрабатывающих проектах и является навыком, который должен знать каждый сантехник. Пайка создает прочное и водонепроницаемое соединение между двумя металлическими поверхностями, если все сделано правильно. Но прежде чем мы перейдем к пайке, первый шаг — правильно обрезать и подготовить медную трубу.
Но прежде чем мы перейдем к пайке, первый шаг — правильно обрезать и подготовить медную трубу.
Сегодня мы рассмотрим основные 4 шага пайки медных труб: резка и подготовка трубы, очистка, флюсование и, наконец, процесс прожигания и пайки для соединения. Не забудьте прочитать наш жизненно важный совет относительно безопасности после пайки 4-х точек. Давайте начнем, хорошо?
Основы пайки медных труб
Припой представляет собой металлический сплав, который расплавляется и затем наносится на две металлические поверхности, что создает герметичное соединение. При пайке медных водопроводных труб припой фактически заполняет капилляр между трубой и фитингом, которые соединяются вместе. Очень важно правильно подготовить поверхности, чтобы припой мог хорошо прилипнуть. Независимо от того, насколько опытен человек в фактической пайке, если поверхности не подготовлены должным образом, припой не будет иметь утечек.
Независимо от того, насколько опытен человек в фактической пайке, если поверхности не подготовлены должным образом, припой не будет иметь утечек.
Терпение также является ключевым моментом, так как необходимо дать припою достаточно времени, чтобы он остыл и образовал прочную связь. Если вы торопитесь с процессом, у вас больше шансов получить утечку в будущем.
4 шага по пайке медных труб
Теперь, когда вы знаете основы, пришло время для самого урока. Вот четыре шага, которые необходимо выполнить, чтобы паять медные трубы как профессионал:
1. Отрежьте и подготовьте медную трубу
Убедитесь, что вы обрезали ее до нужной длины и удалили все заусенцы как внутри, так и снаружи трубы. При резке медных труб вам понадобится несколько инструментов. Ножовка или труборез подойдут, но для чистого реза лучше использовать труборез. Каждый раз, когда вы разрезаете медную трубу, вы создаете заусенцы как внутри, так и снаружи трубы. Оба заусенца должны быть удалены, чтобы обеспечить беспрепятственный поток воды и правильное соединение фитинга с самой трубой.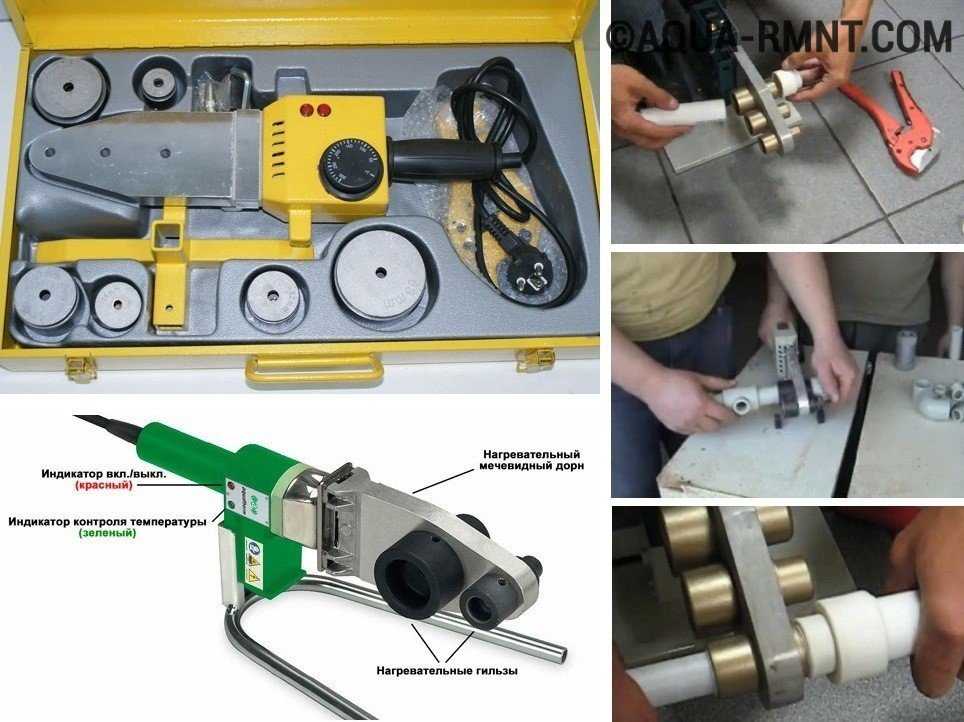
2. Очистите медную трубу и медный фитинг
Используйте наждачную ткань, скотч и проволочную щетку, чтобы удалить окисление снаружи трубы и фитинга. Очень важно иметь чистую поверхность, чтобы припой хорошо прилипал. После того, как вы отшлифуете и почистите трубу и фитинг, используйте чистую ткань для удаления остатков мусора. Никогда не прикасайтесь к очищенному участку рукой (в перчатках или без). Точно так же никогда не кладите очищенную медь на грязную поверхность. Одна из основных причин выхода из строя паяного соединения заключается в том, что очищенная труба или фитинг загрязняются перед флюсованием или пайкой.
Шлифовальная ткань удаляет окисление и грязь. Он оставляет чистую и шероховатую поверхность для принятия припоя3. Нанесите флюс на медную трубу и фитинги
Этот шаг имеет решающее значение для правильного прилипания припоя к трубе. Флюс — это кислотное и коррозионно-активное вещество, которое очищает металл и способствует сцеплению припоя с трубой. Убедитесь, что флюс равномерно нанесен как на внутреннюю часть фитинга, так и на внешнюю часть трубы. Флюс предотвращает окисление меди, которое может привести к повреждению паяного соединения.
Убедитесь, что флюс равномерно нанесен как на внутреннюю часть фитинга, так и на внешнюю часть трубы. Флюс предотвращает окисление меди, которое может привести к повреждению паяного соединения.
Существует два типа флюса: канифольный флюс и кислотный флюс. Канифольный флюс является наиболее распространенным типом и безопасен для использования на большинстве поверхностей. Кислотный флюс следует использовать только на очень грязных или корродированных поверхностях. Чтобы предотвратить загрязнение емкости с флюсом, не погружайте кисть в емкость с флюсом несколько раз. Отложите крышку бачка с флюсом и используйте его так же, как художник использовал бы поддон. Окуните кисть в крышку флюса и используйте только то, что требуется. Выбросьте лишний флюс в крышке, как только этот конкретный проект будет завершен.
4. Нагрейте медную трубу и фитинг
Перед паянием медных труб вам понадобится горелка, чтобы нагреть трубу. Начните с нагрева области самой трубы, где она входит в фитинг. Это расширит трубу и создаст меньший капилляр для заполнения припоем. Затем нагрейте фитинг в том месте, где труба входит в фитинг. На медных трубах диаметром более 1 1/2″ или около того вам придется нагревать фитинг и прокладывать секцию по очереди. Как только область становится достаточно горячей, медь обычно окрашивается в цвета радуги. Вы можете прикоснуться припоем к соединению, чтобы проверить уровень тепла. Если она недостаточно горячая, вы всегда можете снова применить горелку.
При перегреве соединения можно сжечь медную арматуру и сжечь весь флюс. Другими словами, никогда не перегревайте медную трубу или фитинг. Как только припой коснется трубы и он расплавится, дайте ему стечь в капилляр между фитингом и трубой. Продолжайте нагревать трубу до тех пор, пока припой не расплавится и не соединится с трубой. При пайке рекомендуется убрать пламя при нанесении припоя в качестве меры предосторожности.
Другими словами, никогда не перегревайте медную трубу или фитинг. Как только припой коснется трубы и он расплавится, дайте ему стечь в капилляр между фитингом и трубой. Продолжайте нагревать трубу до тех пор, пока припой не расплавится и не соединится с трубой. При пайке рекомендуется убрать пламя при нанесении припоя в качестве меры предосторожности.
Для получения водонепроницаемого соединения убедитесь, что вы используете правильную горелку и газ для правильного плавления припоя, а также убедитесь, что припой заполняет пустоту между трубой и фитингом за счет капиллярного эффекта. Наконец, убедитесь, что припой хорошо остыл, а затем удалите лишний флюс.
8 советов по безопасности, которым нужно следовать
При пайке медных труб необходимо соблюдать некоторые основные меры предосторожности. Вот несколько советов, о которых следует помнить:
- Если вы пытаетесь припаять медные трубы к готовой стене, используйте теплозащитный экран, чтобы защитить стену или изоляцию от тепла припоя.
- Всегда надевайте защитные очки при пайке. Горячий припой и металлические осколки могут быть вредными, и вы не хотите, чтобы что-то попало вам в глаза.
- Купите перчатки для сварщиков, чтобы защитить руки от тепла горелки. Тканевые перчатки не желательны.
- Всегда имейте под рукой огнетушитель на случай пожара. Надлежащий огнетушитель должен иметь рейтинг A, B и C.
- Дайте соединению остыть перед его испытанием. Если косяк еще горячий, он может сломаться при проверке или, что еще хуже, обжечь вас. Применение большего количества флюса — хороший способ медленно охладить горячий шов.
- Всегда носите рубашку с длинными рукавами и без открытых карманов. Рубашка с коротким рукавом может привести к ожогу руки. В то время как рубашка с открытым карманом могла содержать случайный горячий припой. Это придало бы совершенно новый смысл термину «горячие карманы».
- Носите рабочие ботинки выше щиколотки. Это предотвращает попадание горячего припоя внутрь вашей обуви. Конечно неприятный опыт!
- Купите негорючую тряпку, чтобы оставить рабочее место чистым.

 Конечно неприятный опыт!
Конечно неприятный опыт!Соблюдение этих простых советов по безопасности поможет обеспечить безопасную и успешную пайку.
Примите меры: защитите себя и свое окружениеВзгляд изнутри на программу обучения Team Balkan
Если вы хотите улучшить свои навыки водопроводчика или получить новый навык, мы обеспечим вас. У Team Balkan есть внутренняя программа обучения, которая может научить вас всему, что вам нужно знать, чтобы стать успешным членом команды Balkan или общим сантехником
Наши программы обучения разработаны, чтобы научить вас всему, что вам нужно знать, чтобы стать успешной частью наша команда, или успешные полезные навыки в вашем доме. Эта статья является лишь примером того, как Balkan учит вас, как паять медные трубы для создания прочного и долговечного паяного соединения. «Балканский путь» проведет вас через каждый этап процесса. Итак, являетесь ли вы опытным профессионалом или полным новичком, в наших программах обучения каждый найдет что-то для себя.
А теперь приступим к делу?
Почему важна эта учебная программа?
Эта учебная программа имеет решающее значение, поскольку она может помочь нашей команде поддерживать высокие стандарты Балкан, но она также может научить широкую общественность ценным торговым навыкам. Это навыки, которые могут привести к карьерному росту. Не говоря уже о том, что пайка медных труб является ценным навыком для любого владельца недвижимости.
Итак, если вы хотите научиться паять медные трубы, мы надеемся, что наша внутренняя программа обучения поможет вам в этом. Это отличная возможность поучиться у экспертов, и вы сможете проверить свои навыки в реальных условиях.
Положительное заключение и приобретенные навыки сантехника
Мы надеемся, что после прочтения этой статьи у вас появилось общее представление о том, как паять медные трубы. Если у вас есть вопросы, обращайтесь к нам. Мы более чем рады помочь.
Профессиональная пайка медных труб с помощью нашей внутренней программы обучения.