Как варить тонколистовой металл, чтобы не повело
✅ Дата публикации статьи: 2020-04-01| 📌 Категория: Технологии сварки
Содержание статьи:
Как варить металл, чтобы не повелоЛистовой металл очень часто ведёт при сварке, в результате чего портится работа и свариваемая заготовка. Деформация металла, особенно тонкого, часто вызвана отсутствием опыта у сварщика и вследствие неправильного выбора сварки.
Рассмотрим основные проблемы, из-за которых металл «ведёт» при сварке, и как не допустить его деформации.
Почему ведёт металл при сварке
Очень часто при сварке тонколистового металла, например, при изготовлении дверей, вся конструкция деформируется. Происходит это из-за воздействия на неё высоких температур, а также вследствие допущенных ошибок во время сварки.
Особенно заметная будет деформация тонколистового металла, после остывания. Здесь все во много зависит от его коэффициента линейного расширения и теплопроводности. Чем меньше будет теплопроводность свариваемого металла, тем выше вероятность его деформации.
В некоторых случаях, и вовсе, чтобы не допустить деформаций, сварку изделий осуществляют, только в нагретом состоянии.
Как варить металл, чтобы не повело
Рассмотрим решение данной проблемы:
Последовательное прохождение сварочных швов. Если нужно варить тонколистовой металл, то, чтобы избежать его деформации, целесообразно будет использовать обратноступенчатый шов, не более чем 300 мм. После того, как металл остыл, можно будет заварить оставшиеся щели. Таким образом, тонколистовой металл не поведёт.
Точнее деформации будут, однако ранее сделанные, «короткие» швы, будут компенсировать их. Кроме того, в ряде случаев, при сварке тонкого металла, лучше всего сначала использовать прихватки, а уже потом обваривать шов.
Предварительное сгибание свариваемых заготовок. Ещё один из способов, который позволит уменьшить деформацию тонкого металла, связан с выгибанием заготовки в противоположное направление от напряжений при сварке. Таким образом, после того, как сварка будет произведена, металлическая заготовка под воздействием деформации вернётся в нужное положение.
Таким образом, после того, как сварка будет произведена, металлическая заготовка под воздействием деформации вернётся в нужное положение.
Какой сваркой лучше всего варить тонколистовой металл
Чем выше будет температура в зоне нагрева, тем больше вероятность того, что металл поведёт.
Различные виды сварки имеют разный температурный режим, поэтому если нужно часто варить тонкий металл, то стоит задуматься вот над чем:
- Кислородно-ацетиленовая сварка — не самый лучший вариант для того, чтобы варить тонколистовой металл. Самые большие деформации происходят именно при данном виде сварки, так как её температура достигает 3100 °C.
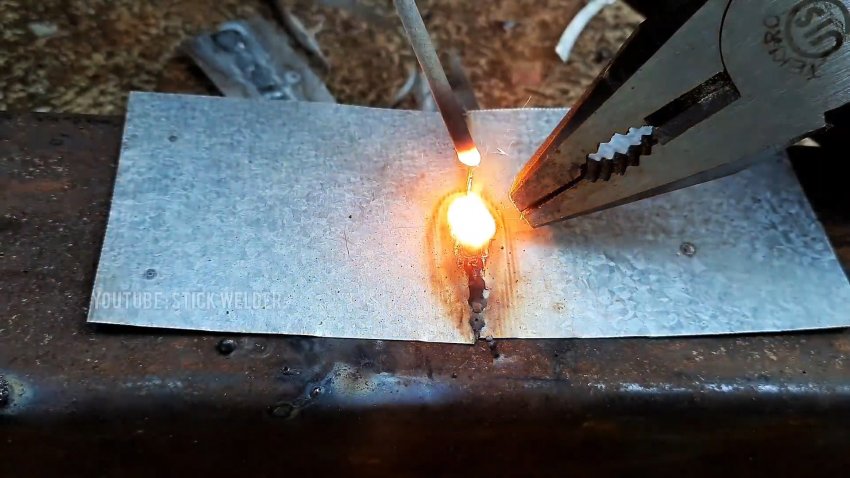
- ММА сварка (mmasvarka.ru) — всеми любимая ручная дуговая сварка электродом с покрытием. При ручной дуговой сварке, температура, возникающая на конце электрода гораздо ниже, от 2400 до 2700 °C. Поэтому данный вид сварки более предпочтителен для соединения тонколистового металла.
- Полуавтоматическая сварка MIG/MAG — температура нагрева составляет порядка 1500 °C, а скорость сварки ещё быстрее, чем при ручной дуговой сварке.
 Поэтому MIG и MAG, является наиболее удобной для сварки заготовок выполненных из тонколистовой стали.
Поэтому MIG и MAG, является наиболее удобной для сварки заготовок выполненных из тонколистовой стали.
 Поэтому MIG и MAG, является наиболее удобной для сварки заготовок выполненных из тонколистовой стали.
Поэтому MIG и MAG, является наиболее удобной для сварки заготовок выполненных из тонколистовой стали.Ну и последнее, это правильная организация отведения тепла в зоне сварки. Для этих целей можно использовать как специальные теплоотводящие медные пластины, так и подручные средства. Например, можно применить влажный асбест, для того, чтобы наложить его рядом со сварочным швом или другие материалы.
Поделиться в соцсетях
Сварка инвертором тонкого металла
Содержание страницы
Из не толстой стали выполнено множество конструкций. Это кузова автомобилей, емкости под жидкости, и трубки небольшого диаметра. На предприятиях сварка тонких листов металла осуществляется специальными аппаратами, обеспечивающими оптимальное соединение. Но как сварить подобные материалы в быту? Какие электроды подойдут? На каких режимах аппарата вести шов? Сварка инвертором тонкого металла будет успешной, если знать ответы на эти вопросы, а также посмотреть соответствующее видео.
Особенности работы с листовым железом
Не все сварщики умеют сваривать листы стали толщиной 1-1.5 мм. Это требует определенных знаний и навыков. Но если проявлять упорство и практиковаться, а также изучать видео о том, как варить тонкий металл инвертором, то можно достичь значительных успехов.
Сварка тонкого металла осложняется следующими факторами:
- Прожоги. Поскольку свариваемый материал довольно тонкий, в нем часто случаются сквозные дыры. Это наиболее распространенная ошибка начинающих сварщиков. Причиной служит неправильно выбранная сила тока и медленное ведение шва.
- Непровары. Желая избежать первого дефекта, сварщики слишком спешат при прохождении стыка, и остаются не проваренные места. Это портит герметичность соединения, и делает непригодным изделие под работу с жидкостями. На излом и разрыв сопротивление тоже маленькое. В решении ситуации помогают правильные настройки инвертора и выбор электродов.
- Наплывы с обратной стороны. Сварка тонколистового металла сопровождается еще одной распространенной проблемой — выступающими валиками с обратной стороны поверхности. С лицевой части изделие имеет ровный шов, без пор и непроваров, но расплавленный металл сварочной ванны, под действием силы тяжести, продавливает участок шва на другую сторону. Ситуация решается специальными подложками или уменьшением силы тока, и изменением техники наложения шва.
- Деформация конструкции. Листовая сталь быстро перегревается, что ведет к расширению межмолекулярной составляющей. Конструкция начинает вытягиваться в зоне нагрева. Поскольку края изделия остаются холодными, поверхность покрывается волнами или общим изгибом. На не ответственных изделиях возможна холодная правка формы резиновыми молотками. Но если такой возможности нет, то применяется определенное чередование наложения шва по всей длине.
 Сварка тонколистового металла сопровождается еще одной распространенной проблемой — выступающими валиками с обратной стороны поверхности. С лицевой части изделие имеет ровный шов, без пор и непроваров, но расплавленный металл сварочной ванны, под действием силы тяжести, продавливает участок шва на другую сторону. Ситуация решается специальными подложками или уменьшением силы тока, и изменением техники наложения шва.
Сварка тонколистового металла сопровождается еще одной распространенной проблемой — выступающими валиками с обратной стороны поверхности. С лицевой части изделие имеет ровный шов, без пор и непроваров, но расплавленный металл сварочной ванны, под действием силы тяжести, продавливает участок шва на другую сторону. Ситуация решается специальными подложками или уменьшением силы тока, и изменением техники наложения шва.Используемые электроды
Чтобы успешно справиться с подобной работой важно правильно выбрать электроды для тонкого металла.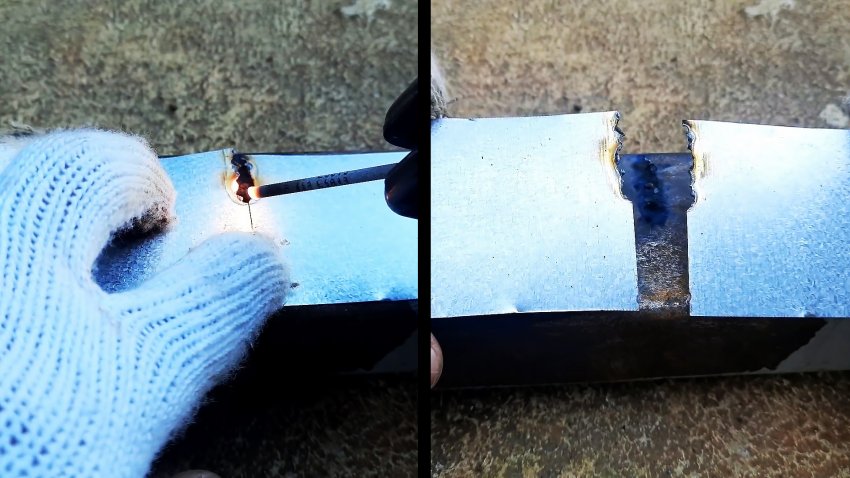 Поскольку сварка ведется на пониженных токах, применение электродов диаметром 4 и 5 мм будет «душить» электрическую дугу, не давая ей нормально гореть.
Поскольку сварка ведется на пониженных токах, применение электродов диаметром 4 и 5 мм будет «душить» электрическую дугу, не давая ей нормально гореть.
Оптимальным вариантом для соединения тонких металлов являются электроды диаметром 2-3 мм. Дуговая сварка пройдет успешно, если предварительно прокалить расходные материалы при температуре 170 градусов. Это позволит покрытию плавиться равномерно, не мешая манипулированию дугой и формированию шва.
Электроды для сварки тонкого металла должны иметь качественное покрытие. Технология работы с листовой сталью подразумевает прерывистую дугу, для чего электрод кратковременно отрывается от сварочной ванны. Если обмазка будет тугоплавкой, то результатом станет образование своеобразного «козырька» на конце электрода, мешающего контакту с поверхностью и возобновлению дуги.
Режимы аппарата и параметры сварки
Опытные сварщики знают как варить тонкий металл, благодаря опробованию разнообразных настроек аппарата. В результате были выведены оптимальные параметры, хорошо подходящие для этого вида работ.
| Толщина металла, мм | Сила тока, А | Диаметр электрода, мм |
| 0.5 | 10 | 1 |
| 1 | 25-35 | 1.6 |
| 1.5 | 45-55 | 2 |
| 2 | 65 | 2 |
| 2.5 | 75 | 3 |
Сварочный ток важно установить ниже, чем при работе с толстыми пластинами. Это поможет избежать прожогов и подтеков. Отлично зарекомендовали себя в этой области инверторы, позволяющие варить переменным напряжением, но с высокой частотой, а также аппараты постоянного тока.
Если настройки агрегата позволяют выставлять уровень стартового напряжения, то следует этим воспользоваться и установить меньшее значение (примерно на 20%), чем рабочий ток. Это не даст пропалить участок при начале розжига дуги и поможет начинать сварку сразу в месте соединения.
Сварка тонкого металла подразумевает работу на малых токах. Для этого настройки инвертора должны поддерживать рабочие значения амперметра на уровне 10-30 А. Если минимально регулируемая величина выше этих параметров, то понизить силу тока возможно дополнительным сопротивлением в цепи. Для этого используется пружина из высокоуглеродистой стали, помещаемая между изделием и кабелем массы. Поможет и установка дополнительного балластника, понижающего ток до нужного уровня.
Если настройки аппарата поддерживают работу импульсного режима, то можно воспользоваться этим. Особенно тонкую сталь сваривают прерывистой дугой. Импульсный ток будет автоматически разрывать дугу, давая металлу остыть.
Техника сварки
Сваривание тонколистового железа требует грамотного подвода краев пластин друг к другу. Соединение в стык часто приводит к прожогам, и подходит только для опытных сварщиков. Если есть возможность, стоит расположить пластины внахлест. Это создаст некоторое основание для наплавляемого металла, и не позволит прожечь все изделие. Электрод в этом случае направляется преимущественно на нижнюю пластину, т. к. иное положение приведет к подрезам верхней стороны.
Если есть возможность, стоит расположить пластины внахлест. Это создаст некоторое основание для наплавляемого металла, и не позволит прожечь все изделие. Электрод в этом случае направляется преимущественно на нижнюю пластину, т. к. иное положение приведет к подрезам верхней стороны.
При соединении в стык разделка кромок не выполняется. Потребности в зазоре тоже нет. Необходимо максимально плотно свести торцы деталей и выполнить прихватки. Невысокая сила тока и тонкие электроды значительно облегчаю работу. Далее варить можно несколькими способами:
- Выставить малый ток и быстро вести шов без колебательных движений, строго по линии соединения.
- Приподнять силу тока немного выше, но вести шов прерывистой дугой, давая металлу время остыть, перед очередной «порцией» присадки.
- Варить вышеописанными способами, но с использованием специальной подложки, для поддержания разогретого участка и избежания проваливания. Металлический стол здесь не подойдет, поскольку изделие может частично привариться к нему. Хорошей альтернативой будет графитовая подкладка.
- Для предотвращения сильной деформации накладывать швы в шахматном порядке, либо небольшими участками (по 100 мм). При последнем методе заканчивать следующий шов необходимо на месте начала предыдущего. Это позволит равномерно нагреть изделие по всей длине, и минимизировать деформацию.
 Хорошей альтернативой будет графитовая подкладка.
Хорошей альтернативой будет графитовая подкладка.Сварка ведется короткой дугой, что позволяет быстро сформировать шов и избежать перегрева участка. Увеличение дистанции между концом электрода и поверхностью, визуально не дает прожечь пластины, но не содействует образованию сварочного валика. Электрод держится на себя под углом 45 градусов, или под наклоном в сторону. Прямого угла следует избегать, т. к. это ведет к прожогам.
https://www.youtube.com/watch?v=P2CzIuF_VhQ
Альтернативные методы
Кроме инверторов, хорошо подойдет и полуавтоматический способ сварки, особенно при работе с корпусами автомобилей. Преимущество заключается в отсутствии необходимости менять электрод, т. к. проволока подается постоянно. Это значительно ускоряет весь процесс при объемных проектах. Расстояние между изделием и грелкой легче контролировать, поскольку нет сгораемой части электрода. Начинающим сварщикам легче освоить этот метод.
к. проволока подается постоянно. Это значительно ускоряет весь процесс при объемных проектах. Расстояние между изделием и грелкой легче контролировать, поскольку нет сгораемой части электрода. Начинающим сварщикам легче освоить этот метод.
Сварка полуавтоматом позволяет работать с еще более тонкими листами стали ввиду использования проволоки 0,8 мм. Но подобное оборудование не всегда доступно в быту, поэтому инверторный способ остается востребованным.
Ручная сварка листового металла. Можно ли дуговой сваркой тонкий металл?
Персонал
Сварка листового металла считается высококвалифицированным процессом, требующим многолетней практики для освоения. Чаще всего для сварки листового металла (по порядку) используются процессы сварки TIG, MIG и, наконец, сварка электродами. Заметно, что сварка палкой находится в конце этого списка.
Заметно, что сварка палкой находится в конце этого списка.
Почему сварка электродом или электродуговая сварка в среде защитного газа (SMAW) используется значительно реже, чем другие виды сварки? Давайте рассмотрим этот распространенный вопрос в следующей статье.
Содержание страницы
- Можете ли вы приклеить сварной лист?
- Ручная сварка тонкого металла
- Насколько тонкий металл можно сваривать дугой?
- Можно ли сваривать листовой металл 22 калибра?
- Какой тип сварочного аппарата лучше всего подходит для тонколистового металла?
Можете ли вы склеить листовой металл?
Да, можно сваривать листовой металл с помощью аппарата для сварки электродов, но это наиболее сложный вариант из-за агрессивного характера процесса сварки электродами. Мы рекомендуем использовать сварочный аппарат для сварки листового металла только в том случае, если у вас очень ограниченный бюджет (и у вас нет доступа к аппарату для сварки TIG или MIG) или вы работаете на открытом воздухе (в этой области преобладающим типом сварки является электрод).
Сварка тонкого металла электродом
Итак, если вы решили, что аппарат для сварки электродом является лучшим вариантом для вашего проекта, вот несколько важных советов, которые следует учитывать, например, для успешной сварки листового металла:
Настройка
Подготовка к установке для сварки листового металла стержнем даже важнее, чем при стандартных процедурах сварки, если вы хотите добиться успеха. Убедитесь, что сварочный аппарат работает на постоянном токе, чтобы обеспечить бесперебойную работу и сварку. Когда дело доходит до силы тока, начните с более холодного и предпочтительно на тестовом образце и отрегулируйте силу тока экспериментально. Более толстый листовой металл потребует немного больше тепла, чем более тонкий.
Выбор электрода
Мы рекомендуем использовать электрод E6011 или E6013 для сварки листового металла. Это связано с тем, что эти электроды содержат высокую концентрацию целлюлозы, что значительно упрощает их использование с плавной дугой.
Сварочный процесс
Как обычно при сварке электродом, вы хотите перетащить сварной шов (так, чтобы ваша рука находилась перед сварочной ванной). Важно наблюдать за сварочной ванной, чтобы убедиться, что вы не перегреваете листовой металл, что может привести к чрезмерному проплавлению и потенциальному короблению стали. Скорость перемещения сварного шва может иметь ключевое значение для поддержания достаточного количества подводимого тепла.
Какую толщину можно использовать для дуговой сварки?
При сварке листового металла толщина (или калибр) листового металла не является большой проблемой, если речь идет о более толстых листах. Однако сварка гораздо менее гибка при работе с более тонкими материалами. Наши рекомендации по минимальной и максимальной толщине листового металла должны начинаться не менее чем с 16 калибра или 1,5 мм и не превышать 6 мм (15/64 дюйма). Все, что больше 6 мм, считается металлической пластиной, а не листовым металлом.
Мы рекомендуем минимум 1/16 дюйма (1,5 мм), потому что все, что меньше 16 калибра, создаст больше проблем, чем стоит сваривать. Листы толщиной 22 (0,7 мм), например, обычно используются в производстве листового металла для всех видов производственных работ.
Листы толщиной 22 (0,7 мм), например, обычно используются в производстве листового металла для всех видов производственных работ.
Можно ли сваривать листовой металл 22 калибра?
Металлический лист толщиной 22 калибра (0,03 дюйма) можно сваривать с помощью сварочного аппарата TIG или даже с помощью сварочного аппарата MIG. Тем не менее, не рекомендуется выполнять сварку листового металла толщиной 22 дюйма, так как высока вероятность чрезмерного провара, что может стать проблемой. Калибр 16 или 1,5 мм является безопасным нижним пределом толщины материала при сварке листового металла.
Если вы впервые свариваете лист с помощью сварочного аппарата, то лучше всего начать с листового металла толщиной 2 мм и выше. Сварка более толстого листового металла стержнем намного проще из-за ограниченного проникновения, лучшего контроля тепла (сварочная ванна не будет деформироваться или пробивать металл) и будет производить более эстетичные сварные швы.
Если вам абсолютно необходимо сварить тонкий лист металла с помощью сварочного аппарата, мы рекомендуем использовать минимально возможную силу тока в сочетании с высокой скоростью перемещения сварного шва. Ключевым моментом здесь является избегание чрезмерного подвода тепла, поэтому постарайтесь сначала потренироваться на пробном образце, прежде чем приступать к серьезному проекту.
Ключевым моментом здесь является избегание чрезмерного подвода тепла, поэтому постарайтесь сначала потренироваться на пробном образце, прежде чем приступать к серьезному проекту.
Без сомнения, это должен быть процесс сварки TIG. Сварка TIG с газом была разработана специально для сварки листового металла и может работать намного эффективнее при более низких температурах, чем сварка Stick или MIG. Точность также является важным преимуществом использования аппарата TIG, поскольку гораздо проще управлять контролем нагрева, что, как мы уже говорили, очень важно при сварке листового металла.
Следующим лучшим вариантом, в зависимости от обстоятельств, может быть сварочный аппарат MIG или использование автоматизированного роботизированного аппарата (например, лазерного сварочного аппарата). Сварочные аппараты MIG с защитным газом отлично подходят для сварки более толстых листовых металлов (3,5 мм +), поскольку они очень производительны благодаря своей скорости сварки и хороши для сохранения глубины провара и качества сварки.
Сварка MIG не так практична для использования на более тонких листовых металлах, как и сварка электродами, поскольку она имеет свои ограничения в отношении тепловложения и качества сварки.
В качестве альтернативы можно использовать автоматический сварочный аппарат, который окажется отличным вариантом для сварки листового металла. Часто в автоматических сварочных аппаратах используется установка TIG или лазерной сварки, и благодаря исключению человеческого фактора точность и качество являются исключительными.
Ограничения существуют при автоматической сварке листового металла и обнаруживаются, когда сварное соединение сложное (например, с кривизной или внутри компонента). Автоматизированные машины с трудом сваривают все, и чаще всего сварка вручную эффективнее, чем на машине. Также важно отметить: покупать или арендовать автоматические сварочные аппараты дорого, а это означает, что их наличие ограничено для повседневных проектов или для тех, у кого ограниченный бюджет.
Как сварить тонкий металл с толстым металлом
Не каждый сварочный проект будет идеальным даже металлические размеры. Иногда вам может понадобиться сварить более тонкие куски металла, чтобы толстые элементы, такие как боковые элементы основного каркаса (например, лестничные перила).
Проблема в том, что вам нужно достаточно тепла, чтобы расплавить более толстый кусок, но не так много тепла, что вы прожигаете прямо насквозь тонкий кусок.
К счастью, сварка металлов разного размера друг с другом не так сложно, как кажется, если вы используете правильную технику.
Настройка Up the Machine
Правильные настройки — первый шаг к сварке металлы разного размера вместе. Для начала вам нужно настроить свою машину на рекомендуемые настройки для более толстого куска.
Например, если вы привариваете пластину толщиной 3 мм к пластине толщиной 8 мм.
пластины, вы бы установили свою машину на 110А. 110 ампер это нижняя граница диапазона
который мы рекомендуем для углового сварного шва на листе толщиной 8 мм.
Вы также можете выбрать более тонкий присадочный металл, чем нормально пользуюсь. Придерживаясь нашего примера сварки палочкой, вам понадобится стержень 2,6 мм. вместо обычных 3,2 мм, которые используются на 8 мм. Таким образом, у вас меньше металл плавится, и он будет плавиться быстрее на более низком диапазоне усилителя.
Итак, если все настроено для более толстого металлического куска, как вы избегаете прожигания более тонкой части? Вот где твоя техника входит.
Сварка металла
Независимо от того, прихватываете ли вы стык или провариваете сварной шов, вы обычно фокусируете дугу на корне стыка. Таким образом, обе стороны получают одинаковое количество тепла и плавятся равномерно.
Однако, когда вы работаете с металлом разного размера, вам нужно отрегулировать дугу так, чтобы она фокусировалась на более толстом металле.
Охлаждение сварного шва
Если вы обнаружите, что сварной шов становится слишком горячим, и
вы беспокоитесь о тонком куске, двигайтесь быстрее. Чем дальше в сварной шов вы
получить, тем больше тепла поглотят ваши основные металлы, поэтому, если вы MIG или
палочная сварка, ускорьте движение горелки.
Чем дальше в сварной шов вы
получить, тем больше тепла поглотят ваши основные металлы, поэтому, если вы MIG или
палочная сварка, ускорьте движение горелки.
Если вы используете сварку TIG, вы можете ускорить сварку или можно добавить еще наполнителя. Наполнительный стержень охладителя поможет снизить уровень нагрева в суставе. Вы можете добавлять больше металла с каждым мазком или чаще, чтобы добиться этого.
Длина вашей дуги влияет на количество выделяемого тепла. также перенесено. Чем длиннее дуга, тем больше вольт и, следовательно, горячее оно. Вот почему поддержание узкой дуги (в идеале 3 мм) — лучший способ чтобы сдержать жару. Это не относится к сварке MIG, так как напряжение фиксируется любыми настройками, которые вы выберете.
Радиаторы
Если вы боитесь прожечь более тонкий металл,
другое, что вы можете сделать, это добавить радиатор. Алюминий и медь наиболее
обычные металлы, используемые для радиаторов, потому что они имеют большую теплопроводность. Они помогают отводить тепло от сварного шва, сохраняя фактическое соединение более холодным.
Они помогают отводить тепло от сварного шва, сохраняя фактическое соединение более холодным.
Плюс, потому что они из металла, отличного от твоего. сварки, они не прилипают и легко снимаются. (Не используйте алюминиевый опорная пластина на алюминиевом сварном шве. Вам понадобится медь.)
Случайное прожигание
Если вы случайно прожгли дыру в металле, не волноваться. Заполнить его можно несколькими способами, в зависимости от типа сварка.
MIGЕсли вы используете сварку MIG, вам потребуется приостановить сварку и скорректируйте свои настройки. Изменение их, чтобы они работали немного холоднее, позволит Вы должны заполнить отверстие серией быстрых точечных сварных швов. Зап, зап, зап, пока дырки больше нет, и тогда можно продолжать сварку. было бы хорошо Идея оставить ваши настройки более прохладными, чтобы избежать дополнительных дыр в вашем более тонкий металл.
Палка При сварке палкой вам также потребуется приостановить сварку. Прежде чем затыкать отверстие, убедитесь, что вокруг него удален шлак. Вы не
хотите уловить любое из флюсового покрытия при заполнении зазора. Как и в случае с МИГом, это
рекомендуется немного снизить настройки перед перезапуском, чтобы не
та же проблема.
Прежде чем затыкать отверстие, убедитесь, что вокруг него удален шлак. Вы не
хотите уловить любое из флюсового покрытия при заполнении зазора. Как и в случае с МИГом, это
рекомендуется немного снизить настройки перед перезапуском, чтобы не
та же проблема.
Заполнение сквозных отверстий при сварке TIG немного Полегче. Если вы видите отверстие в сварном шве, это не обязательно должны остановиться. Вместо этого вы можете быстро добавить в сварной шов дополнительный присадочный металл. pool, чтобы закрыть его, затем продолжите как обычно.
Быстрый совет: «добавление дополнительного наполнителя» означает, а не небольшое даб, хочется засунуть приличное количество удилища в лужу. Там потребности чтобы было достаточно металла, чтобы заполнить образовавшуюся дыру.
В противном случае вы также можете приостановить сварку TIG и заново отрегулировать настройки.
Чтобы узнать больше о том, как исправить отверстия в сварном шве, ознакомьтесь с нашим постом здесь .