Как сваривают металл. Дуговая сварка. Сварка полуавтоматом » Детская энциклопедия (первое издание)
Автоматизация при обработке резанием
Сварка металлов. Подводный сварочный аппарат. Сварка видео
Сваривать металл люди научились тысячи лет назад. Но прежде это была долгая и трудная работа. В горне добела раскаляли концы кусков металла. Затем быстро извлекали их из пламени, накладывали друг на друга на наковальне и изо всех сил били по месту сварки молотами. Так сваривали оружие, различные инструменты и простейшие орудия, необходимые для обработки земли. Но не все металлические детали можно было соединить сваркой. И тогда стали применять заклепки.
В металлических кораблях, мостах и других сооружениях стальные листы, балки и другие детали соединяли в одно целое десятками тысяч заклепок. Для прочности листы накладывали один на другой и скрепляли двойными, а то и тройными заклепочными швами. Это очень утяжеляло конструкцию и в то же время ослабляло ее. Так было до появления электросварки.
Некоторые виды соединений с помощью электросварки.
Сварку с помощью электрического тока изобрели независимо друг от друга русские инженеры Н. Н. Бенардос и Н. Г. Славянов. Это изобретение стало возможным после того, как русский ученый В. В. Петров открыл явление электрической дуги.
Со времени изобретения электросварки Н. Г. Славяновым прошло больше полувека. Вначале к ней относились с недоверием, полагая, что шов обязательно получается «горелым», ненадежным. Фантазией считалась даже мысль, что с помощью электросварки можно накрепко соединять крупные детали машин, строить мосты и корабли. Еще в 1930 г. все корабли делали на заклепках, а электросваркой разрешалось соединять только небольшие второстепенные детали.
Теперь электросварка применяется повсюду: при постройке плотин, мостов, морских и речных судов, в производстве тракторов, автомобилей и т. д.
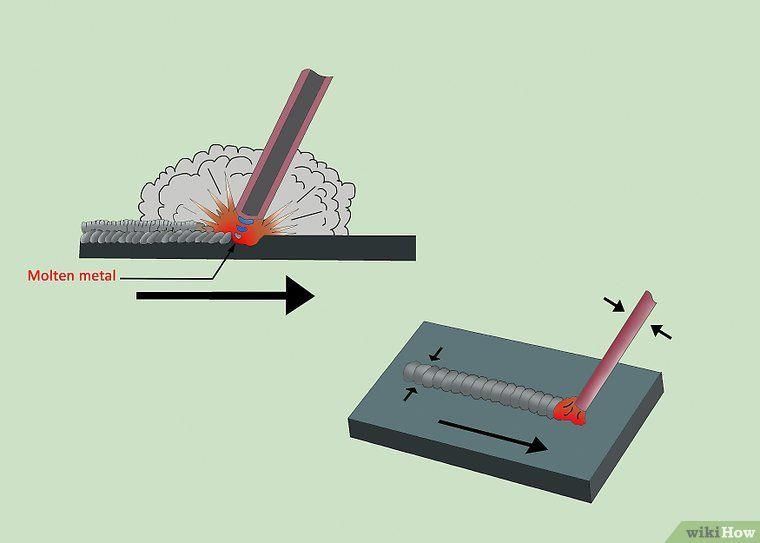
Посмотрим сначала, как производят электросварку вручную. Электросварщику нужно соединить в стык два стальных листа. Для этого их кромки обработали так, что, когда листы составили, между ними получилась канавка, которую и нужно заполнить расплавленным металлом.
Для этого их кромки обработали так, что, когда листы составили, между ними получилась канавка, которую и нужно заполнить расплавленным металлом.
Сваривать детали током обычного напряжения — 220 или 127 в — нельзя. Предварительно напряжение нужно понизить до 60-80 в. Для этого служит передвижной трансформатор, от которого к рабочему месту идут два толстых изолированных провода. Один провод подключают к детали, а к концу второго присоединена металлическая вилка с рукояткой — электрододержатель.
С помощью этого оборудования можно вручную сваривать различные детали.
Сварщик берет покрытый слоем обмазки стальной пруток — электрод — и вставляет его в развилок держателя. Затем левой рукой опускает подвижную часть своего необычного головного убора — широкий щиток, закрывающий все лицо. На уровне глаз в щитке сделан прорез, закрытый темным стеклом. Электросварщик следит за плавкой электрода только через это темное стекло. Иначе можно потерять зрение или испортить его.
Потом он приближает электрод к канавке между листами. Мгновенно вспыхивает ослепительная звездочка — электрическая дуга. Сварщик держит электрод на расстоянии нескольких миллиметров от детали, иначе дуга погаснет. В ее жарком пламени электрод плавится, и капли стали, стекая с него, заполняют канавку. Листы соединяются прочным швом.
Мгновенно вспыхивает ослепительная звездочка — электрическая дуга. Сварщик держит электрод на расстоянии нескольких миллиметров от детали, иначе дуга погаснет. В ее жарком пламени электрод плавится, и капли стали, стекая с него, заполняют канавку. Листы соединяются прочным швом.
Когда в вилке электрододержателя остается совсем короткий кусочек прутка, сварщик поднимает электрод.
Как только дуга гаснет, он откидывает наверх щиток, выбрасывает остаток электрода и вставляет в вилку новый.
Чтобы расплавленный при сварке металл не окислялся, а полезные присадки (добавки) к стали не выгорали, применяют флюсы — хлористый цинк, канифоль, буру и т. п. Это составы, температура плавления которых ниже температуры плавления сварочных электродов. При ручной сварке электроды обмазывают такими составами. Расплавляясь, они покрывают свариваемое место слоем жидкого шлака, изолируют его от воздуха, обеспечивают нужный состав и свойства металла и хороший, ровный, без трещин шов.
Конструкторы давно уже задумывались над тем, чтобы механизировать труд сварщика. Они создали немало сварочных автоматов. Но эти автоматы применяются только там, где есть повторяющиеся одинаковые операции или идет неизменная, однообразная работа. Например, при постройке крупных кораблей сваривают автоматами швы обшивки. Ведь длина этих швов составляет десятки километров. А неодинаковые детали по-прежнему сваривают ручным способом.
Они создали немало сварочных автоматов. Но эти автоматы применяются только там, где есть повторяющиеся одинаковые операции или идет неизменная, однообразная работа. Например, при постройке крупных кораблей сваривают автоматами швы обшивки. Ведь длина этих швов составляет десятки километров. А неодинаковые детали по-прежнему сваривают ручным способом.
Такой сварочный автомат-трактор применяют при постройке кораблей
У нас созданы так называемые сварочные тракторы. Такой трактор сам движется вдоль шва и надежно сваривает его. Вместо отдельных коротких электродов трактор заряжают целым мотком электродной проволоки. А в специальный ящик — бункер, кончающийся внизу небольшим отверстием, насыпают флюс. Он все время сыплется на место сварки и предохраняет расплавленный металл от окисления. Рабочему надо только в самом начале отрегулировать этот автомат и пустить его по рельсам над свариваемыми листами.
Таким же автоматом можно приваривать к днищу корабля и к бортам стальные ребра — шпангоуты. Днище при этом, конечно, не двигают. После приварки каждого шпангоута перемещается вместе со своими рельсами сам трактор.
Днище при этом, конечно, не двигают. После приварки каждого шпангоута перемещается вместе со своими рельсами сам трактор.
Автоматические сварочные аппараты работают на многих предприятиях. Они сваривают огромные трубы, свернутые из стального листа (рис. 4), железнодорожные вагоны, цистерны и шасси автомобилей. Есть автоматы, которые из заготовленных стальных полос сваривают гигантские балки для мостов и заводских зданий.
Но не всегда детали сваривают с помощью электрода. Тонкие металлические листы не выдерживают такой сварки и прогорают. Для их соединения применяют так называемую точечную электросварку. Края листов накладывают один на другой. После этого специальный аппарат сжимает их в одном месте двумя металлическими «клыками», через которые пропускается электрический ток. В точке, оказавшейся между «клыками», листы нагреваются и мгновенно привариваются друг к другу. Автомат тут же сам выключает ток, немного передвигается вдоль шва, и «клыки» сжимаются снова. Получается достаточно прочный шов, состоящий из множества вытянувшихся в ряд сваренных точек. Можно подобным способом получить и сплошной шов, если вместо «клыков» взять прочный ролик, в который подается ток. Привод сварочного аппарата сам двигает ролик вдоль намеченной линии. Так сваривают даже тонкую жесть.
Можно подобным способом получить и сплошной шов, если вместо «клыков» взять прочный ролик, в который подается ток. Привод сварочного аппарата сам двигает ролик вдоль намеченной линии. Так сваривают даже тонкую жесть.
Этим автоматом сваривают громадные стальные трубы и цилиндры
Электросваркой соединяют детали не только из стали и чугуна, но и из цветных металлов. Очень хорошо сваривается алюминий. Электроды для этого берут тоже алюминиевые, с защитной обмазкой из хлористого лития. В СССР давно уже созданы автоматы для сварки изделий из этого металла.
Медь плохо сваривается с помощью электрической дуги или точечными аппаратами. Поэтому ее сваривают другими способами, о которых мы еще расскажем.
С помощью электросварки не только соединяют отдельные детали, но и восстанавливают изношенные. Очень дорого стоят ковши экскаваторов и плавучих землечерпательных машин. Изнашиваются они неравномерно: ковш еще цел, а кромка, которая все время врезается в грунт, «съедена» почти целиком. Для работы ковш уже не годится, нужно восстановить его мощную «челюсть».
Для работы ковш уже не годится, нужно восстановить его мощную «челюсть».
На помощь приходят электросварщики. Они быстро наплавляют на износившуюся кромку новый слой прочного металла. Затем этот слой обрабатывают снаружи абразивными кругами, и ковш снова может вгрызаться в грунт.
Мы рассказали о методе электросварки Славянова и о точечной сварке. Но не забыт и способ Бенардоса, при котором пользуются не металлическим, а угольным электродом. Именно этим способом удается успешно сваривать медь и ее сплавы. Кроме того, угольным электродом можно сваривать и тонкие листы.
Пробовали с помощью электрической дуги резать металл. Но времени тратится слишком много, а кромки разреза очень грубы. К тому же очень толстый металл электрической дугой и не разрежешь. Здесь нужны какие-то другие способы, более производительные, дающие ровную линию разреза.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Автоматизация при обработке резанием
Сварка металлов. Подводный сварочный аппарат. Сварка видео
Подводный сварочный аппарат. Сварка видео
Как сваривать металл качественно и надежно, соблюдая технологию
Сварочные работы незаменимы на любом производстве, где собирают корабли, самолеты или металлоконструкции, в строительной отрасли и для бытового применения. С появлением компактных сварочных аппаратов появилась возможность их использования в быту. Теперь каждый человек получил возможность сварить нужную деталь в условиях гаража или на дачном участке, но от доступности техники вопрос — как сваривать металл – не теряет своей актуальности. Незамысловатый, на первый взгляд процесс, на самом деле технологически сложен и требует профессиональных навыков. Сварка выполняется правильно, если грамотно выбран аппарат, электрод, сила тока и подобран точный лист металла по толщине.
- Учимся управлять электродугой
- Почти ювелирная работа
- Нюансы технологии
Учимся управлять электродугой
Электродуговая сварка самая известная, что и привело к появлению небольших бытовых аппаратов, хотя на заводах используют значительно более мощную технику. Кроме электрической дуги, металл можно сваривать при помощи потока плазмы в среде аргона, но подобный метод потребует набор спецсредств, которые недоступны простому обывателю. Аргонная сварка, несомненно, выигрывала у дуговой по качеству, потому что только в газу можно было сварить алюминий или нержавейку, но затем разработали специальные электроды с покрытием из вольфрама, которые позволяют отказаться от суеты с газовыми баллонами и варить любой капризный металл.
Кроме электрической дуги, металл можно сваривать при помощи потока плазмы в среде аргона, но подобный метод потребует набор спецсредств, которые недоступны простому обывателю. Аргонная сварка, несомненно, выигрывала у дуговой по качеству, потому что только в газу можно было сварить алюминий или нержавейку, но затем разработали специальные электроды с покрытием из вольфрама, которые позволяют отказаться от суеты с газовыми баллонами и варить любой капризный металл.
Перед началом работ надо подготовить металл, достаточно убрать грязь и жирные пятна, которые помешают лучшему соединению деталей между собой. Если у вас тонколистовой металл, то чтобы варить, а не прожигать насквозь, потребуется взять электрод толщиной в пределах 3—4 мм. Подготовив средства защиты (маску с темным стеклом, перчатки и специальную одежду), можно включить сварочный аппарат. Если человек первый раз собирается варить, то надо объяснить, что у сварочного аппарата есть два зажима, на один из щупов подаётся ток, а другой крепится к низу детали, чтобы замыкалась сеть и появлялась дуга.
Электрод надо правильно установить в держатель, а второй держатель подсоединить к детали, рядом с местом, где будут варить соединение. Для зажигания дуги надо слегка постукать электродом по поверхности металла, добившись появления искры. После появления дуги начинаем варить, при помощи медленных и аккуратных движений в месте стыка металлов. Движения должны происходить по возвратно-поступательной траектории. Если делать все правильно, то периодически надо останавливаться, чтобы осмотреть качество шва. Если речь идет о сварке металла толщиной 1 мм, то вряд ли там будет шлак, а вот на более толстом металле в 5 мм вполне возможно, что в процессе появятся посторонние включения, которые можно убрать, используя щетку.
к меню ↑Почти ювелирная работа
Разумеется, простой, 5 мм металл сварить достаточно просто, даже новичку без квалификации. А вот тонкий металл толщиной 1 мм вызывает много затруднений. Опытные сварщики используют несколько хитростей, чтобы не допустить прожога металла. Например, на сварочном месте используют специальные толстые медные подкладки, которые позволяют быстро отводить тепло из места сварочных работ, либо соединяемые детали фиксируют между металлическими закладными деталями, чтобы металл на шве не растекался.
Например, на сварочном месте используют специальные толстые медные подкладки, которые позволяют быстро отводить тепло из места сварочных работ, либо соединяемые детали фиксируют между металлическими закладными деталями, чтобы металл на шве не растекался.
Варить правильно тонкий металл можно не только непрерывным движением, но специальной техникой, которая подразумевает перерыв или короткое гашение дуги. Если у вас деталь толщиной 1 мм сваривайте ее точками, то есть просто касайтесь, чтобы получить дугу, а затем отпускайте. Все это делать нужно в определенном ритме, чтобы металл в месте касания не успевал остывать, но в то же время можно импровизировать, иногда удлиняя время соприкосновения. Попрактиковавшись, каждый сможет найти оптимальный ритм, чтобы красиво и надежно сварить тонкую деталь толщиной 1 мм.
Если для сваривания тонкого металла используется аппарат на постоянном токе, то надо провести ликбез по поводу разных типов подключений. Если “масса” подключена к электроду, а минус, соответственно, закреплен на детали 1 или 5 мм, то возникает ток прямой полярности, который создает больше тепла, и, разумеется, лучше подойдет не для тонкого металла, а для резки толстых деталей, труб, профилей и уголков. Но стоит поменять местами наш плюс и минус, то мы получаем ток обратной полярности, который идеально подходит для толщины 1 мм и 5 мм. Хитрость в том, что при обратной полярности электрод расходуется быстрей, и деталь значительно меньше нагревается. То есть любые прожоги просто исключены. Поэтому правильно брать обратную полярность для тонких металлов.
Но стоит поменять местами наш плюс и минус, то мы получаем ток обратной полярности, который идеально подходит для толщины 1 мм и 5 мм. Хитрость в том, что при обратной полярности электрод расходуется быстрей, и деталь значительно меньше нагревается. То есть любые прожоги просто исключены. Поэтому правильно брать обратную полярность для тонких металлов.
Нюансы технологии
Как ни странно, но металл, всего 5 мм в толщину, не совсем просто сварить, потому что возникают другие трудности. Если в детали 1 мм сварщик боится ее прожечь, то в более толстых, 5-миллиметровых листах, не позволяющих правильную разделку кромок, напротив, могут возникать непровары, которые сказываются на прочности конструкции. Без разделки кромок очень трудно подобрать определенную силу тока, которая давала бы нужное количество тепла, чтобы деталь получилась без непроваров. По сути, что такое непровар? Это место, концентрирующее напряжения вокруг себя при ударных и динамических нагрузках на металлическую конструкцию.
Вряд ли, в будущем, такие нюансы вам понадобится знать, потому что подобные случаи возникают в труднодоступных местах наподобие сварки труб для газа, где очень важно не допускать дефектов, так как труба работает под давлением газа. Все, что можно сварить для бытовых нужд, можно сделать обычным аппаратом с переменным током и электродами 3—4 мм. Если вы первый раз взяли в руки держатель с электродом, то профессионалы из этой области советуют начать со сварки небольших металлических пластин толщиной 5 мм.
Используйте наголовный щиток, который сам висит на голове, что позволяет варить деталь, придерживая ее свободной рукой. Правильно подобрать силу тока и электродов в зависимости от толщин металлов можно в специальных таблицах, которые прилагаются к сварочному аппарату или напечатаны в специальной литературе по сварочным работам.
- Особенности производства сварочных соединений и швов инвертором
- Сварка тонкого металла TIG: полуавтоматическая и газовая
- Производство сварочных швов алюминиевых деталей
- Основные правила сварки
Четыре основных шага сварки
Команда Customized Sheet Metal занимается сваркой металлов и готовых металлических изделий уже 27 лет. Это непростой процесс, но благодаря многолетнему опыту мы полностью готовы объяснить вам основные этапы обучения сварке.
Сварка — это процесс использования электричества для плавления и соединения кусков металла в единое целое. Соединение, созданное сваркой, не может быть легко разрушено.
Это нелегкий процесс, но команда Customized Sheet Metal привыкла делать это на регулярной основе. Давайте подробнее рассмотрим, как сваривать.
Существует четыре основных типа сварки. К ним относятся сварка металлическим инертным газом (MIG), сварка металлическим активным газом (MAG), сварка вольфрамовым инертным газом (TIG), а также газовая сварка и пайка.
В CSM мы можем сваривать различные материалы, включая нержавеющую сталь, мягкую сталь, медь, латунь, цинк и титан. Мы также свариваем материалы разной толщины в различных секторах, в зависимости от металлоконструкций, требуемых нашими клиентами.
Преимущества импульсной сварки MIG/MAG
Стандартная «прямая» сварка MIG имеет меньшую энергию дуги — она будет работать в режиме погружения или распыления, но в режиме погружения будут короткие замыкания и брызги. Это может быть полезно для тонких срезов или позиционной сварки, потому что более высокая энергия импульса может быть слишком большой для того, чтобы сварочная ванна оставалась под контролем.
Тем не менее, импульс позволяет дуге войти в режим струйного переноса даже при низких токах и скоростях подачи. Благодаря дополнительной энергии дуги это обеспечивает более быструю и аккуратную сварку с более высоким наплавлением и меньшими зонами термического влияния
Двойной импульс возвращает вам возможность сварки в более медленном темпе. Поскольку двойной импульс дает время для охлаждения и затвердевания сварного шва, он особенно полезен в сложных ситуациях, когда необходимо быстро и осторожно перемещать горелку, сохраняя при этом контроль над горячей сварочной ванной. Примеры этого могут включать вокруг трубы или поручни. Двойной импульс также очень удобен для вертикальной сварки вверх.
Поскольку двойной импульс дает время для охлаждения и затвердевания сварного шва, он особенно полезен в сложных ситуациях, когда необходимо быстро и осторожно перемещать горелку, сохраняя при этом контроль над горячей сварочной ванной. Примеры этого могут включать вокруг трубы или поручни. Двойной импульс также очень удобен для вертикальной сварки вверх.
Сварка MIG/MAG выглядит как TIG, что может быть положительным моментом, если вы к этому стремитесь. Рябь в стопке также может быть легко достигнута легким движением горелки вперед-назад.
Преимущества импульсной сварки TIG/TAG
Импульсная сварка TIG с импульсным током имеет различные преимущества, в том числе более низкое тепловложение и, следовательно, уменьшение деформации и деформации тонких заготовок. Кроме того, он позволяет лучше контролировать сварочную ванну и может увеличить проплавление, скорость и качество сварки.
Здесь, в Customized Sheet Metal, мы используем импульсную сварку TIG для пробивки корня шва на нескольких различных изделиях из нержавеющей стали, а также используем приспособление для продувки аргоном для защиты корня шва от кислорода в атмосфере.
Как наиболее распространенный и простой способ сварки, мы собираемся более подробно рассмотреть сварку MIG в этом блоге:
Как сваривать
Шаг 1. Безопасность превыше всего можно начинать сварку – это ваша безопасность и безопасность окружающих вас людей. Использование средств индивидуальной защиты является ключевым фактором при сварке.
Что делать – Носите защитную одежду
Сюда входит шлем для защиты глаз от очень яркого света, одежда с длинными рукавами для защиты кожи в случае ожогов и изолированные перчатки для предотвращения поражения электрическим током, вызванного жарой.
Не носите обувь с открытым носком или синтетическую обувь
При сварке горячий металл может часто падать прямо вниз, поэтому во время процесса не носите обувь с открытым носком. Защитная обувь на резиновой подошве — лучшая обувь, которую вы можете носить во время сварки.
Что нужно сделать: Содержите свое рабочее место в чистоте и держите поблизости огнетушитель
Расплавленный металл может выплеснуться на несколько футов, а любые опилки, бумажные или пластиковые пакеты могут легко загореться. Держите свое рабочее место в чистоте, чтобы ограничить возможность возгорания. И в случае чрезвычайной ситуации убедитесь, что у вас есть огнетушитель поблизости.
Держите свое рабочее место в чистоте, чтобы ограничить возможность возгорания. И в случае чрезвычайной ситуации убедитесь, что у вас есть огнетушитель поблизости.
Не работайте в плохо проветриваемом помещении
При сварке выделяются опасные пары, которые при чрезмерном вдыхании могут нанести вред. Работа в хорошо проветриваемом помещении — лучший способ предотвратить вдыхание слишком большого количества вредных паров.
Шаг 2. Подготовка имеет ключевое значение
Перед началом сварки убедитесь, что и сварочный аппарат, и свариваемые детали правильно настроены.
Сварщик
Перед каждой сварочной работой необходимо проводить проверку качества сварки. Команда сварщиков в CSM хорошо приспособлена к проверке аспектов сварочного аппарата перед его использованием, таких как визуальный осмотр, проверка сборки и оборудования.
Металл
Металл, который вы собираетесь сваривать, также нуждается в проверке. Вы должны убедиться, что ваш металл чист от любого масла, краски или ржавчины. Вы также должны проверить химические компоненты металла на соответствие требованиям и убедиться, что знаете свойства материалов, с которыми работаете. Например, если вы слишком рано очистите большие площади алюминия перед сваркой из-за окисления, это может привести к неправильной сварке и потребовать повторной обработки.
Вы также должны проверить химические компоненты металла на соответствие требованиям и убедиться, что знаете свойства материалов, с которыми работаете. Например, если вы слишком рано очистите большие площади алюминия перед сваркой из-за окисления, это может привести к неправильной сварке и потребовать повторной обработки.
Шаг 3. Сварка металла
Материалы, которые вам понадобятся перед началом сварки, включают проволоку MIG, сварочные наконечники, электродные стержни, сварочный пистолет и стержень для газовой или TIG-пайки. Другие элементы могут включать зажимы и регулируемый сварочный стол.
Вам необходимо прочитать план спецификации; рассчитайте необходимое количество подачи проволоки и измерьте глубину проникновения.
Заземлите заготовку с помощью заземляющего зажима, соедините два материала в том месте, где вы хотите, чтобы они соединились, и кончиком сварочного аппарата сделайте зигзагообразные движения по верхней части шва.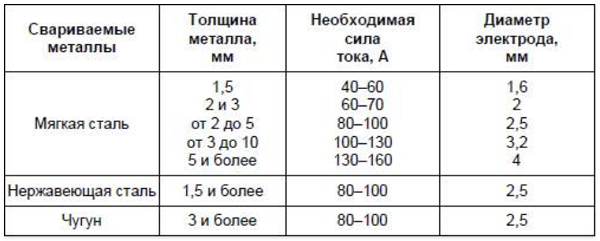
Шаг 4. Отшлифуйте сварной шов и разгладьте его.
Если вы хотите, чтобы сварной шов выглядел аккуратно и профессионально, последний шаг — отшлифовать сварной шов на угловой шлифовальной машине и разгладить его, чтобы закончить работу. профессионально.
И это процесс сварки от начала до конца.
В Customized Sheet Metal мы используем комбинацию старых и новых процессов, когда речь идет о сварке, в зависимости от продукта, который мы производим. Мы гарантируем, что наша сварка позволяет создавать прочные, надежные и долговечные изделия, будь то промышленные клетки, стеллажи для хранения или любое другое изделие из металла.
Сварочное уплотнение на нержавеющей стали
Легко ли сваривать?
Сварка — это задача, на освоение которой уходят годы и много практики. Часто профессиональные сварщики получают сертификат, пройдя курсы или посетив школу сварщиков.
Если вам нужно сварить что-нибудь, заказной листовой металл — это то, что вам нужно. Все наши сварщики прошли специальное обучение и имеют большой опыт сварки металлов.
Все наши сварщики прошли специальное обучение и имеют большой опыт сварки металлов.
Хотите узнать больше о сварке? Читайте наш блог об истории сварки здесь.
Думаете о проекте, требующем сварки?
Если у вас есть проект, требующий элемента сварки, свяжитесь с нами, и один из наших дружелюбных сотрудников поможет вам с вашим проектом.
Курильщик хотел бы особо поблагодарить Адама Веллингтона и Стива Ларкмана за их вклад в написание этой статьи. Они сыграли ключевую роль в предоставлении вам точных и экспертных знаний о сварке.
Практическое руководство – WeldingBoss.com
Этот сайт содержит партнерские ссылки на продукты. Мы можем получать комиссию за покупки, совершенные по ссылкам.
Сварка требует работы при высоких температурах (очевидно… дерьмо), но как сварить, не прожигая дыр? Правильное оборудование помогает, но только если вы знаете, как им пользоваться. Вы можете сделать это легко, просто немного внимательности. Вот как именно сварить :
Вот как именно сварить :
:
Прежде чем приступить к сварке , прочтите руководство компании, указанное на упаковке электрода, технические характеристики, прилагаемые к вашему сварочному аппарату, и узнайте толщину и тип металла, который вы свариваете. Вам нужна правильная сила тока, идеальный электрод для основных металлов и правильные методы сварки без прожигания отверстий . Изображение предоставлено
Когда вы часто работаете при температурах выше 5000 ° F, вам нужно много тренироваться, чтобы избежать ошибок. Сварка – это сложное ремесло, которое не каждому под силу освоить. При работе с различными металлами и оборудованием сварщик должен знать, какие инструменты подходят для каждого проекта.
Рекламные ссылкиНапример, если вы выберете электрод, не предназначенный для переменного тока, и будете использовать постоянный ток, сварочная ванна может превратиться в неустойчивый беспорядок. Чтобы производить прочные сварные швы без повреждения основного металла, вы должны следовать всем рекомендациям производителя и Американского общества сварщиков (AWS), практиковать правильные методы, изучать структурные различия металлов и привыкать к различным процессам сварки.
Как сварить без прожига отверстий
Создание эффективного сварного шва на двух основных металлах требует большой практики и терпения. Если вы разочаровываетесь, когда во время важного проекта у вас возникают проблемы, не волнуйтесь. Большинство ошибок, возникающих при сварке, можно исправить.
Поскольку каждый металл имеет различную толщину, твердость и теплопроводность, ваше оборудование и методы будут меняться в зависимости от того, какие материалы требуют сварки. Следующий список включает важные шаги для сварки без прожига отверстий:
- Подготовьте чистое рабочее место
- Ознакомьтесь с AWS и рекомендациями производителя
- Избегайте длинных дуг
- Избегайте коротких дуг
- Отрегулируйте скорость движения
- Правильно храните электроды
- Поддерживайте работу оборудование
- Установите правильную силу тока
Чистое рабочее пространство
Сварочная ванна, образующаяся, когда электрическая дуга сплавляет электрод с двумя основными металлами, более чувствительна, чем вы думаете. Водород и кислород присутствуют в воздухе, которым мы дышим, но они бесполезны для сварочной ванны.
Водород и кислород присутствуют в воздухе, которым мы дышим, но они бесполезны для сварочной ванны.
Защитные газы и флюс защищают сварной шов от загрязняющих веществ в атмосфере, но другие химические вещества, минералы и металлические опилки могут мешать процессу сварки. Чтобы окружающие материалы не мешали вашей работе, всегда поддерживайте чистоту на рабочем месте.
Сварочные цеха ежедневно используют шлифовальные, шлифовальные машины, различные типы сварочных аппаратов и другие инструменты и машины. Остатки предыдущих проектов должны быть тщательно очищены и удалены с вашего рабочего места.
Все легковоспламеняющиеся и горючие материалы должны храниться вдали от вашего места жительства. У вас больше шансов прогореть, если ваши основные металлы были случайно покрыты легковоспламеняющимся растворителем или покрытием. Любой материал или жидкость, которые могут ускорить процесс нагрева металлов, должны быть удалены.
AdvertisementsПротрите основные металлы перед сваркой и обеспечьте достаточную вентиляцию рабочего места.
Руководство AWS и производителя
Руководство, изложенное Американским обществом сварщиков, содержит важную информацию для различных сварочных ситуаций. Если вы не знаете, какой электрод или процесс использовать при сварке незнакомого металла, AWS предлагает ответ.
Распространенной ошибкой многих сварщиков-любителей является несоблюдение рекомендуемых правил. Если вы установите силу тока на 150 ампер, а в спецификациях рекомендуется 100 ампер, у вас возникнут проблемы с контролем неустойчивой дуги, и вам повезет избежать прожога.
Рекламные ссылкиThe AWS была создана в 1919 году, и каждый год ученые и инженеры-добровольцы работают над улучшением сварочной промышленности, разрабатывая новые методы и материалы для сварки. Чтобы развеять любые неправильные представления, которые могут у вас возникнуть в отношении конкретного металла или процедуры, возьмите копию Справочника сварщика AWS.
Справочник по сварке, 2 тома: Том 1 Технология сварки (1987) Том 2 Процессы сварки. .. 3
.. 3
(* = партнерская ссылка / источник изображения: партнерская программа Amazon)
Еще одним отличным справочником по сварке являются спецификации производителя. Когда вы покупаете коробку электродов, вы заметите, что она содержит подробную информацию о составе стержня, подходящем токе для использования, подходящих основных металлах для сварки и правильных настройках для вашего сварочного аппарата.
Если вы будете следовать инструкциям, у вас вряд ли возникнет слишком много проблем. Спецификации, такие как рекомендуемая сила тока, могут быть скорректированы для получения подходящего сварного шва. Однако, когда вы регулируете силу тока, попробуйте уменьшить или увеличить число небольшими приращениями.
Рекламные объявленияКогда производитель электродов рекомендует 100 ампер, и вы чувствуете, что сила тока слишком мала, попробуйте увеличить до 105, прежде чем пробовать 110 или 120. Увеличиваясь небольшими шагами, вы можете избежать перегрева металла и прожигания дыр. Тем не менее, мы всегда рекомендуем следовать рекомендациям производителя по целому ряду причин безопасности и эффективности.
Тем не менее, мы всегда рекомендуем следовать рекомендациям производителя по целому ряду причин безопасности и эффективности.
Избегайте длинной дуги
Длинная дуга возникает, когда вы слишком далеко оттягиваете электрод от заготовки. Дуга создается, когда отрицательно заряженный предмет парит над положительно заряженным металлом, и если расстояние слишком велико, образуется длинная громоздкая дуга.
Длинная дуга искажает сварочную ванну, и ее чрезвычайно трудно контролировать. Большое пламя может перегреть металлы и привести к их прогоранию. В большинстве сварочных проектов вы должны поддерживать тугую низкую дугу, чтобы получить ровные валики и прочные сварные швы.
Прежде чем приступить к сварке нового металла, потренируйтесь на куске металла, чтобы увидеть, как дуга реагирует и движется вместе с металлом. Вы избежите повреждения основных металлов, если вы знакомы с металлами, которые вы свариваете.
Избегайте короткой дуги
Короткая дуга возникает, когда электрод находится слишком близко к основным металлам. Если держать электрод слишком близко к заготовке, возникнет короткая дуга, которая может привести к прилипанию электрода к основным металлам.
Если держать электрод слишком близко к заготовке, возникнет короткая дуга, которая может привести к прилипанию электрода к основным металлам.
Вы можете выключить сварочный аппарат и открутить электрод, если он прилипает, но продолжительная короткая дуга может ослабить металл. Ослабленный основной металл более подвержен прожогам и не поддерживает прочный сварной шов.
Существует большая разница между сохранением узкой дуги и короткой дугой. Вот отличное видео о том, как измерить длину дуги при сварке TIG.
Регулировка скорости перемещения
AdvertisementsКогда сила тока не слишком высока, и у вас есть контролируемая, узкая дуга, вы все равно можете прожечь заготовку. Еще одним фактором, который может способствовать прожогу, является скорость движения.
Скорость перемещения — это скорость, с которой вы перемещаете сварочную ванну вдоль основного металла. Для металлов с более низкой теплопроводностью необходимо принять более медленную скорость. В случае металла, такого как алюминий, вы должны использовать высокую скорость движения, чтобы не повредить металл.
Алюминий — это мягкий металл с высокой теплопроводностью, который быстро расплавится, если вы будете поддерживать низкую скорость движения. Мягкие металлы могут быстро прогореть, если вы оставите сварочную ванну в одном положении слишком долго.
При наличии повреждений или прожогов на заготовке попробуйте использовать более высокую скорость перемещения для завершения сварки.
Правильно храните электроды
TLDR: приобретите электродную печь, если у вас ее еще нет. У нас есть несколько рекомендаций по хранению электродов, которые помогут вам выбрать правильный путь.
Сварщики дуговой сварки используют покрытые флюсом электроды для сварки металлов, а стержни представляют собой хрупкие инструменты, которые могут сломаться при неправильном обращении или хранении.
Осмотрите свои сварочные электроды, прежде чем использовать их, чтобы убедиться, что они полностью целы. Деформированный стержень с осыпающимся флюсом может привести к сильному образованию сварочной ванны и плохому сварному шву. Дикий бассейн сложнее контролировать, и его легко перегреть или прожечь основной металл, когда вы теряете контроль над лужей.
Дикий бассейн сложнее контролировать, и его легко перегреть или прожечь основной металл, когда вы теряете контроль над лужей.
Электроды быстро разлагаются, если вы не поместите их в герметичный контейнер или электродную печь. Держите палочки сухими и защищенными от влаги.
Поддержание работоспособности оборудования
Прежде чем приступить к новому проекту, не забудьте проверить свое оборудование. Ваш сварочный аппарат должен быть проверен на наличие изношенных шнуров или проводов и перегоревших предохранителей. Осмотрите держатель палочки и убедитесь, что он не покрыт брызгами.
Очистите держатель проволочной щеткой, чтобы удалить излишки брызг, и протрите его чистой сухой тканью.
Ваш сварочный аппарат производит опасное количество электричества, и в случае неисправности он может вызвать прожоги и возможные телесные повреждения. Если вы обнаружите проблему со своим аппаратом, найдите кого-нибудь, кто обслужит сварочный аппарат, прежде чем приступать к его эксплуатации.
Установите правильную силу тока
Мы коснулись этого ранее, когда говорили о следовании указаниям производителя относительно электрода. Если вам по какой-то причине нужно подняться, делайте это очень медленно (если вообще поднимаетесь). Вы можете сначала проверить длину дуги или, возможно, дважды проверить толщину материала или выбор электрода.
В инструкциях указано, на какую силу тока необходимо настроить машину. Слишком высокая или слишком низкая установка машины не обеспечит желаемого качества сварки. Отрегулируйте скорость, перепроверьте свои настройки и перечитайте рекомендации, прежде чем настраивать слишком далеко от рекомендуемых настроек.
Почему происходит прожог?
Прожоги могут возникать при сварке по нескольким причинам. Независимо от того, используете ли вы процесс SMAW, MIG или TIG, вы можете прожечь заготовку насквозь, если вы не знакомы с металлом, соответствующими настройками машины или правильными методами процесса.
Сплавление металлов в процессе сварки требует высоких температур, и иногда сильный нагрев приводит к образованию небольших отверстий в металле. В следующем списке перечислены возможные причины прожогов.
В следующем списке перечислены возможные причины прожогов.
- Высокая сила тока
- Отсутствие подготовки металлов
- Неровные сварные швы
- Неподходящие электроды
- Неправильный процесс для тонких металлов
- Низкая скорость перемещения
- Incor Настройки машины rect
- Неисправность оборудования
Высокая сила тока
Номер одной из причин прожогов при сварке является высокая сила тока. Сила тока регулирует величину тока (переменного или постоянного), протекающего через заготовку и электрод, и увеличение силы тока приводит к повышению температуры дуги.
Более сложные и толстые металлы требуют более высоких уровней силы тока для получения эффективных сварных швов, но более тонкие металлы выигрывают от более низких ампер. Листовой металл является примером более тонкого материала, который требует меньшего проплавления и нагрева в процессе сварки.
Если вы свариваете тонкий кусок металла силой тока выше рекомендуемой, электрическая дуга может прожечь, а не расплавить основные металлы. Заводские настройки силы тока следует регулировать только с небольшими приращениями, чтобы избежать прожогов.
Заводские настройки силы тока следует регулировать только с небольшими приращениями, чтобы избежать прожогов.
Отсутствие предварительной подготовки
Некоторые металлы требуют значительного объема подготовительных работ, прежде чем можно будет приступить к сварке. Оцинкованная сталь и алюминий имеют покрытия, которые необходимо удалить перед сваркой.
Цинковое покрытие из оцинкованной стали при сварке выделяет токсичный желтый дым, а когда он превращается в оксид цинка, сварочная ванна становится неустойчивой и трудно контролируемой. Когда вы не можете сфокусировать сварочную ванну в соединении, основные металлы могут перегреться и в конечном итоге прогореть.
Алюминий имеет оксидную пленку на своей поверхности из-за реакции металла с кислородом воздуха. Как и в случае с оцинкованной сталью, пленку следует удалить, чтобы избежать резкого отклика в сварочной ванне. В случае с оцинкованной сталью для удаления покрытия можно использовать шлифовальную машину или наждачную бумагу средней зернистости.
Для алюминия: удалите пленку металлической щеткой и протрите металл сухой тканью. Тщательно подготовьте металлы с покрытием, и вы избежите перегрева и непокорных сварочных ванн.
Неравномерные сварные соединения
Перед сваркой двух основных металлов иногда приходится шлифовать или резать металлы, чтобы получить ровный шов. Когда вы выстраиваете металлы на рабочем столе, обязательно осмотрите всю длину соединения, чтобы убедиться, что оно однородно.
Ровный стык позволит вам выполнить равномерный и чистый валик. Широкий зазор в соединении будет увеличиваться при нагреве дугой и может привести к увеличению отверстия или прожогу.
Неподходящие электроды
Информация, напечатанная на упаковке электрода, содержит важную информацию о составе электрода, настройках тока и силы тока, подходящих металлах для сварки и рекомендуемых методах.
Некоторые электроды, такие как E-6013, эффективны при любых текущих настройках и требуют меньше изменений в настройках аппарата. Однако несколько электродов эффективны только с одним током и должны использоваться только с переменным или постоянным током.
Однако несколько электродов эффективны только с одним током и должны использоваться только с переменным или постоянным током.
Так как каждый тип электрода имеет покрытие из разных материалов, важно сделать каждый стержень с соответствующим током. Когда вы используете стержень 6010 с переменным током, вы рискуете перегреть заготовку и образовать отверстия.
DC — единственная рекомендуемая настройка для электрода 6010, и несоблюдение рекомендаций может привести к повреждению металла.
Если вы повредите свои металлы, вы плохо проведете время.
Неправильные процессы
Некоторые проекты подходят для определенных типов сварочных аппаратов. Сварка TIG и MIG подходит для детальной обработки тонких металлов. Если вы используете дуговую сварку на мягком тонком металле, вы рискуете повредить заготовку.
Высокая температура дуги электродуговой сварки иногда слишком интенсивна для более мягких металлов. Если вы постоянно прожигаете металл дуговой сваркой, вам, возможно, придется переключиться на сварку MIG или TIG.
Низкая скорость движения
Если для силы тока и тока установлены правильные значения, а у вас по-прежнему возникают проблемы с прогоранием, возможно, вам придется отрегулировать скорость движения.
Низкая скорость движения рекомендуется для более широких и прочных соединений, но для более тонкого металла, такого как алюминий, вам необходимо увеличить скорость.
Используйте высокую постоянную скорость перемещения для тонких металлов. У вас меньше шансов прожечь заготовку, если вы будете двигаться быстро.
Неверные настройки аппарата
Рекомендуемые настройки для вашего сварочного аппарата и его компонентов являются результатом тысяч часов исследований. Хотя вам нужно настроить параметры для каждой ситуации, вы вряд ли столкнетесь с многочисленными прожогами, если будете следовать рекомендациям.
Если вы настроите свой сварочный аппарат на неправильный ток или полярность, вы вряд ли получите подходящий сварной шов. В некоторых случаях можно даже прожечь металл. Дважды проверьте соответствующие настройки электрода перед сваркой, и вы не перегреете и не повредите металл.
Дважды проверьте соответствующие настройки электрода перед сваркой, и вы не перегреете и не повредите металл.
Неисправность оборудования
Хотя это менее вероятно, чем другие факторы, неисправность оборудования также может привести к прожогам. Если сварочный аппарат выйдет из строя, он может перегреть основные металлы и привести к их прожогу.
Прежде чем приступить к работе, осмотрите машину и ее компоненты, чтобы убедиться, что все в рабочем состоянии.
Можете ли вы исправить прожог?
Изготовление металла: сварка TIG …
Включите JavaScript
Изготовление металла: сварка TIG (тизер серии)Прожоги — неприятное явление, но будьте уверены, большинство отверстий можно исправить. Если отверстие огромное и поддерживает структурную целостность детали, возможно, придется заменить металл.
Косметические прожоги просты в ремонте и редко требуют замены металла. Следующие шаги показывают, как исправить прожог.
- Очистите металл
- Сделайте несколько небольших прихваточных швов
- Удалите шлак и протрите металл
- Повторите процесс
- Проверьте наличие отверстий и повторите процесс, если отверстия остались поверхность ровная и равномерная.
 Удалите ржавчину или пленку с металла и протрите его чистой тканью.
Удалите ржавчину или пленку с металла и протрите его чистой тканью.Подготовьте отверстие так же, как новую заготовку.
Многократные прихваточные швы
В отличие от неизмененных соединений или швов, прожигание требует выполнения нескольких прихваточных швов к детали. Вместо того, чтобы создавать длинную непрерывную бусину, вы сделаете несколько маленьких бусин, чтобы скрыть отверстие.
Укладывая несколько валиков в отверстие, вы обеспечиваете структурную поддержку для следующего раунда сварки.
Удаление шлака и очистка металла
Сколите слой шлака и с помощью шлифовальной машины выровняйте сварные швы в отверстии. После того, как вы протрите металл, осмотрите металл на наличие оставшихся отверстий.
Повторите процесс
Для устранения прожога обычно требуется выполнить не менее двух проходов сварки. После первого раунда сфокусируйте бисер на оставшихся зазорах в сварном шве. Повторите технику прихватки и очистите заготовку, чтобы увидеть, не требуются ли дополнительные сварные швы.
Проверка на наличие отверстий
Если вы видите какие-либо дополнительные ямки или небольшие отверстия после двух циклов сварки, повторите процесс, чтобы заполнить отверстия. Если нет, ваш ремонт прошел успешно, и вы можете перейти к чему-то другому. Посмотрите это видео, чтобы увидеть, как сварщик демонстрирует, как заделать отверстие.
Как избежать прожига отверстий при сварке?
Несмотря на то, что вы, вероятно, столкнетесь с прожогами в своей карьере сварщика, вы можете избежать их, если будете следовать нескольким полезным советам.
- Следуйте рекомендациям AWS и производителя
- Отрегулируйте настройки машины
- Используйте процесс, подходящий для работы
- Используйте правильные методы
Следуйте рекомендациям
если вы хотите сэкономить много времени (и сэкономить деньги своей компании), следуйте рекомендациям AWS и производителей сварочных материалов.Если вы пренебрегаете рекомендуемыми настройками для вашего станка и его компонентов, вы рискуете повредить заготовку и оборудование.
В худшем случае вы также можете причинить вред себе или своим коллегам.Настройте параметры
Если в начале проекта вы заметите, что температура вашей дуги слишком высока, уменьшите силу тока и повторите попытку. После большой практики большинство сварщиков могут услышать разницу между сваркой с низкой силой тока и сваркой с высокой силой тока.
Аппараты для сварки электродом, сварки MIG и сварки TIG издают разные звуки в процессе сварки. Однако каждая машина издает совершенно разные звуки, когда сила тока слишком высока или слишком мала.
Чтобы избежать прожигания дыр, часто настраивайте машину, чтобы найти идеальные настройки.
Используйте правильный процесс
Как упоминалось ранее, сварка стержнем не так эффективна в небольших, детализированных проектах. Если вам нужно сварить тонкие детали из мягкого металла, попробуйте использовать сварочный аппарат MIG или TIG.
Пламя дуги электродуговой сварки слишком сильное для некоторых металлов и может легко прожечь заготовку.
 Удалите ржавчину или пленку с металла и протрите его чистой тканью.
Удалите ржавчину или пленку с металла и протрите его чистой тканью.
 В худшем случае вы также можете причинить вред себе или своим коллегам.
В худшем случае вы также можете причинить вред себе или своим коллегам.