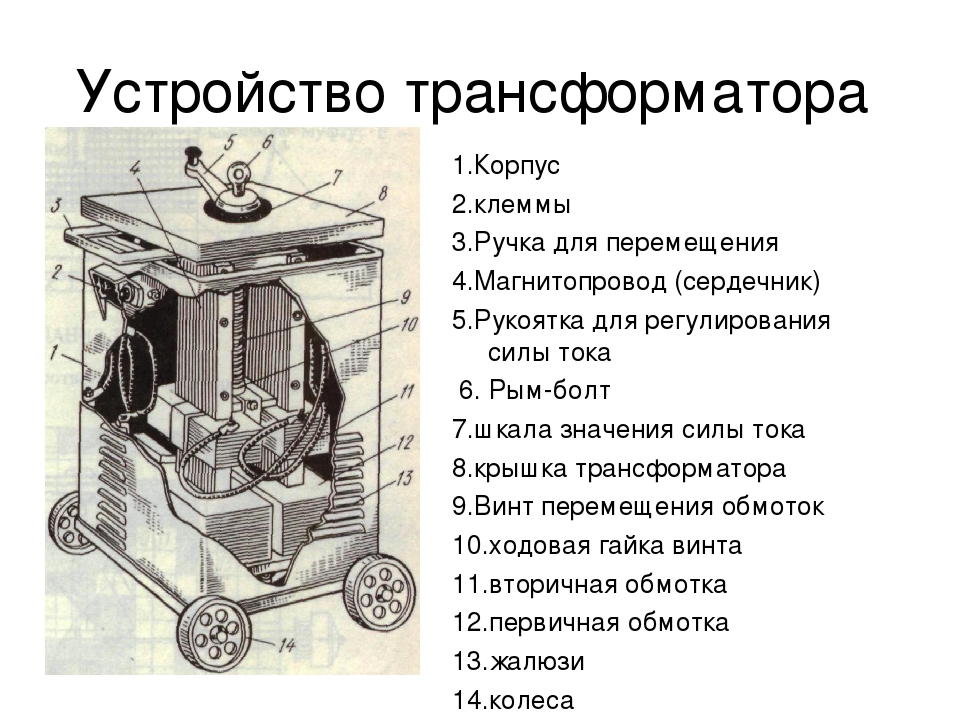
Устройство сварочного трансформатора
Сварочные трансформаторы используются для электродуговой сварки переменным током. Сварочными устройствами постоянного тока называются преобразователями, выпрямителями
- Т – трансформатор сварочный;
- Д – дуговая электросварка;
- М – механизм регулирования тока сварки;
- 31 – максимальное значение сварочного тока 310 А;
- 6 – номер модели трансформатора.

На фото 1 устройство сварочного трансформатора серии ТДМ представлено схематическим изображением:
- Поз. 1 – первичная обмотка трансформатора из изолированного провода.

- Поз. 2 – вторичная обмотка не изолирована, с воздушными каналами для лучшего режима охлаждения.
- Поз. 3 – подвижная составляющая магнитопровода.
- Поз. 4 – система подвеса трансформатора в корпусе агрегата.
- Поз. 5 – система управления воздушным зазором.
- Поз.6 – ходовой винт управления воздушным зазором.
- Поз. 7 – рукоятка привода управляющего винта.
Трансформаторы со встроенным регулятором | Инструмент, проверенный временем
Трансформаторы со встроенным регулятором более компактны и выпускаются под марками СТАН-0, СТАН-1, СТН-500, СТН-700, СТН-1000, ТСД-500, ТСД-1000 и ТСД-2000. |
 Принципиальная схе-
Принципиальная схе-topa и регулятора показана на рис. 129. Корпус трансформатора должен быть заземлен проводом сечением 6—10 мм2.
Рис. 128. Сварочный трансформатор СТЭ-34 с регулятором. |
ма таких трансформаторов разработана акад. В. П. Никитиным Трансформаторы ТСД в отличие от СТАН и СТН имеют устройства для дистанционного регулирования тока. Технические данные трансформаторов типа СТН приведены в табл. 60. Внешний вид трансформатора СТН-500 показан на рис 130. Трансформатор СТН-500-1 отличается от СТН-500 тем, что имеет алюминиевые обмотки с выводами, армированными медью.
130 Сварочный трансформатор СТН-500 |
Трансформаторы данного типа являются однопостовыми и предназначены для питания сварочным током одной дуги. Вторичные обмотки трансформатора и реактивная обмотка регулятора расположены на общем железном сердечнике (ярме) и включены навстречу друг другу (рис. 131, а). Благодаря этому магнитные потоки, возникающие в сердечнике при прохождении тока по вторичной обмотке и по обмотке регулятора направлены навстречу друг другу. Схема сердечника трансформатора показана на рис. 131,6 В верхней части сердечника, где расположена обмотка регулятора, имеется воздушный зазор, величину которого можно регулировать враще-
131, а). Благодаря этому магнитные потоки, возникающие в сердечнике при прохождении тока по вторичной обмотке и по обмотке регулятора направлены навстречу друг другу. Схема сердечника трансформатора показана на рис. 131,6 В верхней части сердечника, где расположена обмотка регулятора, имеется воздушный зазор, величину которого можно регулировать враще-
1 І Вацтиая плитах Є Рис 131 Схема соединений обмоток трансформатора и регулятора СТН-500 |
ниєм рукоятки регулятора. При вращении рукоятки по часовой Стрелке воздушный зазор увеличивается. Вследствие этого магнитный поток в этой части сердечника уменьшается, а также уменьшается индуктивное сопротивление, вызываемое обмоткой регулятора, отчего сварочный ток возрастает. Наоборот, вращение рукоятки против часовой стрелки вызывает обратные явления, приводящие к уменьшению сварочного тока. При холостом ходе трансформатора сварочная цепь разомкнута, и так как через обмотку регулятора ток не идет, она работает как часть вторичной обмотки трансформатора.
Трансформаторы данного типа могут иметь также не встречное, а согласное включение обмотки регулятора. Такие трансформаторы применяют при сварке тонкого металла на малых токах, так как при малом сварочном токе напряжение вторичной цепи в них повышается; это увеличивает устойчивость горения дуги при сварке на малых токах.
Действительно при понижении сварочного тока воздушный зазор в верхней части сердечника, как уже указывалось выше, должен быть уменьшен с целью повышения индуктивного сопротивления обмотки регулятора. Уменьшение этого зазора вызывает увеличение той части магнитного потока, которая ответвляется в маг — нитопровод регулятора. Вследствие этого увеличивается электродвижущая сила, возникающая в витках обмотки регулятора; эта электродвижущая сила при согласном включении обмотки регулятора складывается с электродвижущей силой вторичной обмотки и увеличивает вторичное напряжение трансформатора холостого хода. Поэтому трансформаторы данной конструкции имеют внешнюю характеристику, отвечающую типу а (рис. 127).
127).
Сварочные трансформаторы с дросселем насыщения. Наличие подвижных частей и переменного воздушного зазора в магнитопро — воде сварочного трансформатора связано с рядом неудобств в эксплуатации; при малых токах снижается устойчивость горения дуги, может появиться вибрация пакета регулятора, гудение аппарата во время работы, искажение кривой сварочного тока в результате возможных перекосов подвижного пакета регулятора; необходимо применение электрического привода для перемещения пакета при дистанционном управлении процессом. Перечисленных недостатков нет в трансформаторах с дросселем насыщения, в которых отсутствуют подвижные части магнитопроводов и регулируемые воздушные зазоры. Конструкции таких сварочных трансформаторов разработаны в Уральском политехническом институте.
Схема сварочного трансформатора с дросселем насыщения дана на рис. 132. Аппарат состоит из однофазного трансформатора 1 и дросселя насыщения 2, изготовляемых отдельно и жестко соединяемых при сборке в один агрегат. Между магнитолроводами трансформатора и дросселя имеются постоянные воздушные зазоры 8 = 3—4 мм.
Между магнитолроводами трансформатора и дросселя имеются постоянные воздушные зазоры 8 = 3—4 мм.
Сварочный ток регулируется дросселем насыщения, имеющим обмотку управления Wy, питаемую током через селеновый выпрямитель Вс и реостат R. С помощью реостата изменяется ток в обмотке Wy дросселя насыщения 2, что приводит к изменению величины общего магнитного потока трансформатора. Трансформатор имеет первичную обмотку Wb две вторичные обмотки W2a и W2b и съемную шину П для переключения вторичных обмоток. Ток короткого замыкания превышает рабочий ток на 16—25%. Коэффициент рас- обмотки а2= |
вторичной оомотки я2= —— имеет два и а2 = 0,5 в зависимости от положения шины |
Рис. 132. Схема сварочного трансформатора с дросселем насыщения и его внешние характеристики при токе до 200 а (/) и до 400 а (II): а — схема, 6 — внешние характеристики |
Внешние характеристики трансформатора при разлго. Заводом «Электрик» выпускаются трансформаторы СТЭ-24 и СТЭ-34 с дросселем насыщения типа ДН, пред назначенные для ручной дуговой сварки неплавящимся электродом на переменном токе в среде аргона. Магнитная цепь дросселя состоит из двух магнито — проводов. На одном из сердечников каждого магнитопровода помещена рабочая обмотка, включаемая в цепь сварочного тока. Оба магнитопровода с рабочей обмоткой охватываются общей подмагни — чивающей обмоткой постоянного тока. Величина сварочного тока регулируется изменением тока подмагничивания. С подмагничива — ющей обмоткой сцеплен стальной пакет рассеяния с небольшим воздушным зазором. і Увеличением индуктивности рассеяния обмотки постоянного тока обеспечивается ускоренный переход тока через нулевое значе- |

пределения, = 0,3 |
ние, что повышает устойчивость горения дуги, особенно при малых сварочных токах. Постоянный ток для питания подмагничивающей обмотки получают от сети переменного тока через селеновый выпрямитель. Дроссель насыщения имеет два взаимно перекрывающих диапазона регулирования сварочного тока.
Постоянный ток для питания подмагничивающей обмотки получают от сети переменного тока через селеновый выпрямитель. Дроссель насыщения имеет два взаимно перекрывающих диапазона регулирования сварочного тока.
На каждой ступени ток плавно регулируется с помощью реостата, включенного в цепь подмагничивающей обмотки.
Для трансформатора СТЭ-24 применяется дроссель ДН-300-1, рассчитанный на номинальный ток 300 а и пределы регулирования 50—300 а, для трансформатора СТЭ-34 — дроссель ДН-500 на 500 а и пределы регулирования 60—500 а.
Трансформаторы с развитым рассеянием. Промышленностью выпускаются однопостовые однокорпусные трансформаторы типа ТС и ТСК с развитым рассеянием, регулируемым изменением расстояния между обмотками. Конструкция их разработана Всесоюзным научно-исследовательским институтом электросварочного оборудования (ВНИИЭСО). Технические данные этих трансформаторов приведены в табл. 60. Магнитопровод трансформатора выполнен в виде вертикальных стержней, на каждом из которых расположено по одной катушке первичной и вторичной обмоток, соединенных параллельно.
Трансформаторы с отдельным регулятором – Энциклопедия по машиностроению XXL
Трансформаторы с отдельным регулятором. До последнего времени наибольшее распространение имели трансформаторы с отдельными регуляторами, изготовлявшиеся под марками СТ-2 (самый первый выпуск), СТЭ-22, СТЭ-23. СТЭ-32 и СТЭ-34. Сварочные трансформаторы этого типа состоят из понижающего однофазного трансформатора и регулятора, регулирующего сварочный ток и создающего крутопадающую характеристику, необходимую для процесса дуговой сварки.
[c.319]
СТЭ-32 и СТЭ-34. Сварочные трансформаторы этого типа состоят из понижающего однофазного трансформатора и регулятора, регулирующего сварочный ток и создающего крутопадающую характеристику, необходимую для процесса дуговой сварки.
[c.319]Трансформаторы в однокорпусном исполнении типа СТ-АН проще, легче по весу и удобнее в эксплуатации, чем трансформаторы с отдельным регулятором, требуют меньше металла для их изготовления, обладают высоким коэффициентом полезного действия и поэтому широко внедряются в промышленность. [c.319]
Группа 1—нормальные понижающие трансформаторы с отдельным регулятором тока — дросселем. Эти трансформаторы в течение ряда лет являлись основным сварочным оборудованием на предприятиях Советского Союза. В настоящее время выпускаются два типа трансформаторов СТЭ-24-У и СТЭ-32-У. Трансформаторы этой группы удобны для выполнения монтажных работ, когда приходится часто переносить оборудование с одного места на другое.
 Они обеспечивают плавную регулировку тока и стабильное горение дуги.
[c.93]
Они обеспечивают плавную регулировку тока и стабильное горение дуги.
[c.93]| Фиг. 18. Схема сварочного поста при питании дуги от трансформатора с отдельным регулятором. |
Для многопостовой сварки можно использовать только сварочные трансформаторы с отдельными регуляторами, т. е. типа СТЭ. [c.304]
На рис. 140 приведена схема сварочного трансформатора 1 с отдельным регулятором 2. [c.319]
На рис. 4 приводятся принципиальные схемы трансформаторов с отдельным дросселем. Комплект источников питания состоит из понижающего трансформатора и дросселя (регулятора реактивной катушки). [c.13]
Аппараты типа СТЭ-34 (рис. 158) состоят из понижающего трансформатора и отдельного регулятора тока.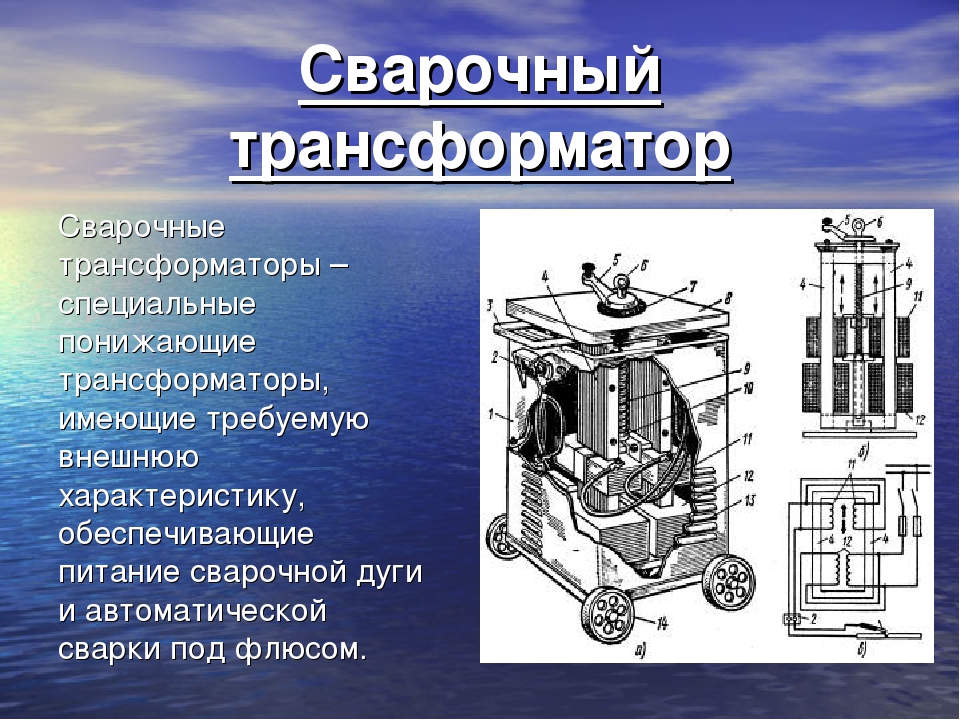 Первичная обмотка трансформатора включается в сеть переменного тока (220, 380 и 500 В), а во вторичной обмотке индуктируется ток напряжением 55—60 В. Регулятор тока представляет собой катушку самоиндукции с железным сердечником, состоящим из неподвижной и подвижной частей. Обмотка включена последовательно в сварочную цепь. Между подвижными частями сердечника имеется воздушный зазор, который устанавливается вращением рукоятки регулятора.
[c.309]
Первичная обмотка трансформатора включается в сеть переменного тока (220, 380 и 500 В), а во вторичной обмотке индуктируется ток напряжением 55—60 В. Регулятор тока представляет собой катушку самоиндукции с железным сердечником, состоящим из неподвижной и подвижной частей. Обмотка включена последовательно в сварочную цепь. Между подвижными частями сердечника имеется воздушный зазор, который устанавливается вращением рукоятки регулятора.
[c.309]
СТЭ-24 Передвижной однофазный трансформатор для питания одной дуги с отдельным регулятором сварочного тока. Первичное напряжение 220 илн 380 в 24 65 65 350 316 666 651 140 [c.266]
Трансформаторы с отдельным дросселем (регулятором). Отечественной промышленностью серийно выпускались трансформаторы указанной конструкции типа СТЭ (сварочный трансформатор завода Электрик ). Эти трансформаторы снабжены отдельным регулятором сварочного тока типа РСТЭ. Из трансформаторов типа СТЭ незначительное применение при автоматической сварке имеет трансформатор СТЭ-34 с дросселем РСТЭ-34. Этот трансформатор имеет пределы регулирования силы тока от 100 до 700 а. В случае необходимости производить сварку на токах, превышающих номинальный ток одного трансформатора, прибегают к параллельному включению двух трансформаторов.
[c.61]
Этот трансформатор имеет пределы регулирования силы тока от 100 до 700 а. В случае необходимости производить сварку на токах, превышающих номинальный ток одного трансформатора, прибегают к параллельному включению двух трансформаторов.
[c.61]
В промышленности нашли применение сварочные трансформаторы с отдельным и встроенным регулятором. [c.294]
Рассмотрим принципы построения высоковольтного источника питания с проходной электронной лампой на примере серийного энергоблока ЭЛА-60/60 [16]. Силовой источник питания его (рис. 1.18) содержит трансформатор с обмотками 29, 30, соединенными по схеме звезда — звезда — треугольник, выпрямитель 4, систему подогрева катода 8—10 и регулятор 7 тока пучка, которые расположены в отдельном баке 7, заполненном трансформаторным маслом. Первичная обмотка 30 трансформатора снабжена быстродействующей системой 3 защиты от токов короткого замыкания. [c.338]
[c.338]
По своему устройству сварочные трансформаторы бывают с отдельной катушкой, т. е. регулятором (дросселем), и транс- [c.318]
Аппараты типа СТЭ-34 (рис. 191) состоят из понижающего трансформатора 1 и отдельного регулятора тока 2. Первичная обмотка трансформатора включается в сеть переменного тока (220, 380 и 500 8), а во вторичной обмотке индуктируется ток напряжением 55— 60 в. Регулятор тока представляет собой катушку самоиндукции с [c.465]
В качестве многопостовых сварочных трансформаторов обычно используют трехфазные трансформаторы с вторичным фазовым напряжением при соединении вторичной обмотки звездой на 65—70 в. В этом случае каждый сварочный пост снабжают отдельным регулятором силы тока. [c.466]
Трансформаторы типа СТН применяют для тока 500, 1000, 2000 А и используют для питания дуги при ручной или автоматической сварке. Трансформаторы со встроенными регуляторами применяют только как однопостовые электросварочные машины. В качестве многопостовых сварочных трансформаторов обычно используют трехфазные трансформаторы с вторичным фазовым напряжением при соединении вторичной обмотки звездой на 65—70 В. В этом случае каждый сварочный пост снабжают отдельным регулятором силы тока.
[c.310]
В качестве многопостовых сварочных трансформаторов обычно используют трехфазные трансформаторы с вторичным фазовым напряжением при соединении вторичной обмотки звездой на 65—70 В. В этом случае каждый сварочный пост снабжают отдельным регулятором силы тока.
[c.310]
Нормальный понижающий однофазный трансформатор с вторичным напряжением 65— 75 в и отдельным дросселем (регулятором). В этой системе трансформатор не обладает падающей характеристикой и не может быть включен на сварку без дросселя. [c.60]
I группа — трансформаторы с нормальным магнитным рассеиванием и отдельной, последовательно включенной реактивной катушкой (дроссель-регулятором) [c.52]
Машины для контактной сварки состоят из двух основных частей электрической и механической. Электрическая часть машин состоит из трансформатора, переключателя ступеней (регулятора тока), регулятора времени, прерывателя тока и токоподводящих проводов и устройств. Трансформатор применяется однофазный с секционированной первичной обмоткой, позволяющей с помощью переключателя ступеней изменять напряжение во вторичной обмотке. При первичном напряжении 220 или 380 В, а вторичном — 1…20 В сварочный ток достигает нескольких десятков килоампер. Вторичная обмотка трансформатора у машин малой мощности состоит из отдельных гибких медных полос, охлаждаемых воздухом, у машин средней и большой мощности — из пустотелых медных витков, охлаждаемых проточной водой. Механическая часть состоит из станины и механизмов, обеспечивающих точную фиксацию и необ-
[c.111]
Трансформатор применяется однофазный с секционированной первичной обмоткой, позволяющей с помощью переключателя ступеней изменять напряжение во вторичной обмотке. При первичном напряжении 220 или 380 В, а вторичном — 1…20 В сварочный ток достигает нескольких десятков килоампер. Вторичная обмотка трансформатора у машин малой мощности состоит из отдельных гибких медных полос, охлаждаемых воздухом, у машин средней и большой мощности — из пустотелых медных витков, охлаждаемых проточной водой. Механическая часть состоит из станины и механизмов, обеспечивающих точную фиксацию и необ-
[c.111]
Сварочные аппараты с отдельным дросселем состоят из понижающего трансформатора и дросселя регулятора тока. Трансформатор имеет сердечник (магнитопровод) из отштампованных пластин, изготовленных из тонкой трансформаторной стали толщиной 0,5 мм. На сердечнике расположены первичная и вторичная обмотки. Первичная обмотка из изолированной проволоки подключается к сети переменного тока напряжением 220 или 380 В. Во вторичной обмотке, изготовленной из медной шины, индуцируется ток напряжением 60—70 В. Небольшое магнитное рассеивание и малое омическое сопротивление обмоток обеспечивают незначительное внутреннее падение напряжения и высокий КПД трансформатора. В сварочную цепь включают обмотку (из голой медной шины) дросселя (регулятора тока). Сердечник дросселя набран из пластин тонкой трансформаторной стали и состоит из двух частей неподвижной, на которой расположена обмотка дросселя, и подвижной, перемещаемой с помощью винтовой пары. При вращении рукоятки по часовой стрелке воздушный зазор увеличивается, а против часовой стрелки — уменьшается.
[c.76]
Во вторичной обмотке, изготовленной из медной шины, индуцируется ток напряжением 60—70 В. Небольшое магнитное рассеивание и малое омическое сопротивление обмоток обеспечивают незначительное внутреннее падение напряжения и высокий КПД трансформатора. В сварочную цепь включают обмотку (из голой медной шины) дросселя (регулятора тока). Сердечник дросселя набран из пластин тонкой трансформаторной стали и состоит из двух частей неподвижной, на которой расположена обмотка дросселя, и подвижной, перемещаемой с помощью винтовой пары. При вращении рукоятки по часовой стрелке воздушный зазор увеличивается, а против часовой стрелки — уменьшается.
[c.76]
Питание машины осуществляется от однофазной сети переменного тока частотой 50 гц и напряжением 380 в. Включение и выключение сварочного тока производится асинхронным игнитронным контактором типа КИА. Вторичное напряжение регулируется при помощи включения витков первичной обмотки сварочного трансформатора.
 Автоматическая работа машины и последовательность выполнения отдельных операций цикла сварки (с плавным регулированием длительности этих операций) обеспечиваются четырехпозиционным регулятором времени типа РВЭ-7.
[c.77]
Автоматическая работа машины и последовательность выполнения отдельных операций цикла сварки (с плавным регулированием длительности этих операций) обеспечиваются четырехпозиционным регулятором времени типа РВЭ-7.
[c.77]Подвесные точечные машины закрепляются на подвеске (рис. 54), которая при помощи каретки перемещается по монорельсу. В этом случае сварочные клещи или пистолет подвешиваются вместе с трансформатором, пневматической и гидравлической аппаратурой, а также системой охлаждения. Регулятор времени и игнитронный контактор устанавливаются отдельно они связаны с машиной гибкими проводами и шлангами. При таком способе подвески обеспечен поворот машины на 360° в горизонтальной плоскости. Для безопасности установка крепится к монорельсу тросом, пропущенным через транспортировочное кольцо трансформатора. [c.80]
Для ручной и автоматической сварки трехфазной дугой отдельными партиями выпускалось несколько типов трансформаторов. Свердловский электромеханический завод с 1949 г.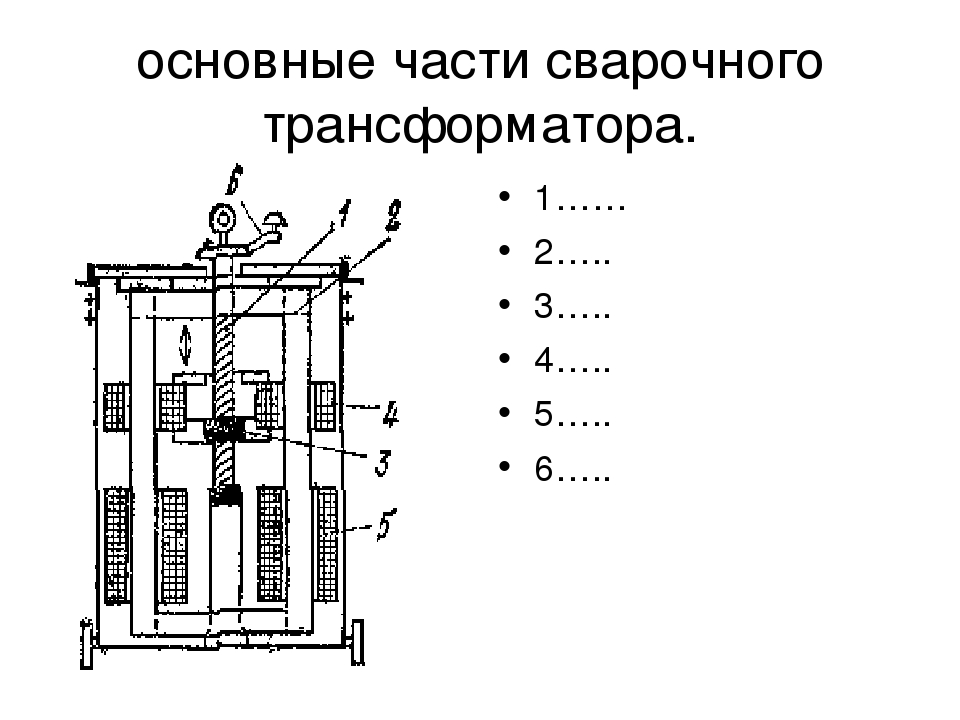 выпускает специальные трехфазные трансформаторы и регуляторы типа 3-СТ (фиг. 28). Первичная обмотка трансформатора (фиг. 29), состоящая из трех катушек, расположенных каждая на отдельном стержне, может быть соединена звездой (при напряжении сети 380 в) или треугольником (при сетевом напряже НИИ 220 в). Вторичная обмотка, состоящая из шести катушек, расположенных по две на каждом стержне, соединяется тре-
[c.42]
выпускает специальные трехфазные трансформаторы и регуляторы типа 3-СТ (фиг. 28). Первичная обмотка трансформатора (фиг. 29), состоящая из трех катушек, расположенных каждая на отдельном стержне, может быть соединена звездой (при напряжении сети 380 в) или треугольником (при сетевом напряже НИИ 220 в). Вторичная обмотка, состоящая из шести катушек, расположенных по две на каждом стержне, соединяется тре-
[c.42]
Трансформаторы с нормальным магнитным рассеянием. На рис. 9 приводится принципиальная схема трансформатора с отдельным дросселем. Комплект источников питания еостоит из понижающего трансформатора и дросселя (регулятора реактивной катушки). [c.24]
Машины с отдельными трансформаторами. МТПП-75 (рис. 93) — с пнев.матическнм приводом сжатия, комплектуются игнитронным контактором и электронным регулятором времени. Машина состоит из пневматического йривода сжатия /, трансформатора 2, подвесного устройства 5 игнитронного контактора 4, регулятора времени 5, системы охлаждения 6, токоведущего кабеля 7, рабочего инструмента машины 8. .
[c.100]
.
[c.100]
Аппарат АГЭС-73 состоит из трапсформатора с дроссельной катушкой (регулятором) и пусковой раснре.делительной аппарату ры, размещенной на панели унравлония. Трансформатор может быть выполнен с отдельной дроссельной катушкой пли с дроссельной катушкой на одном сердечнике с трансформатором. [c.478]
В трансформаторах первой группы реактивная катушка может быть вынесена в виде отдельного регулятора (дросселя) или встроена в общий корпус самого трансформатора. Поэтому трансформаторы с нормальным магнитным рассеянием изготовляются двухкорпусными (СТЭ-24У, СТЭ-34У) или однокорпусньгми (СТН-500, ТСД-500-1, ТСД-1000-4 и др.). [c.241]
Для получения больших сил токов з-д Электрик изготовляет сварочный генератор типа СМК-3 по схеме Кремера. В этом случае падающая характеристика обеспечивается взаимодействием трех обмоток шунтовой, независимого возбуждения и противокомпаундной, противодействующей двум первым. Обмотка независимого возбуждения питается от сети постоянного тока напряжением 110 или 220 V, а при неимении таковой—от отдельного возбудителя. Генератор СМК-3 рассчитан на продолжительную нагрузку 460 А при 50 V и на часовую нагрузку 600 А, число об/м. равно 1450 генератор может применяться как для холодной, так и для горячей С. железными и чугунными электродами до 15 мм и графитовыми 0 ДО 30 мм, а также для дуговой резки. Для получения силы тока больше 600 А нужно включить генератор СМК-3 на параллельную работу с подобными генераторами. Для обращения генератора СМК-3 в многопостную машину (постоянного напряжения 65—85 V) необходимо выключить противокомпаундную обмотку в этом случае работа производится через реостаты. Для сварки дугой переменного тока завод изготовляет переносные однофазные трансформаторы типа СТ-2 на силу сварочного тока 70—300 А. Трансформаторы строятся для непосредственного присоединения к сети однофазного или трехфазного тока напряжением 120/220—380/500 V. Во вторичную Цепь трансформатора включается отдельный индукционный регулятор с подвижным железным сердечником для плавного регулирования силы сварочного тока.
Обмотка независимого возбуждения питается от сети постоянного тока напряжением 110 или 220 V, а при неимении таковой—от отдельного возбудителя. Генератор СМК-3 рассчитан на продолжительную нагрузку 460 А при 50 V и на часовую нагрузку 600 А, число об/м. равно 1450 генератор может применяться как для холодной, так и для горячей С. железными и чугунными электродами до 15 мм и графитовыми 0 ДО 30 мм, а также для дуговой резки. Для получения силы тока больше 600 А нужно включить генератор СМК-3 на параллельную работу с подобными генераторами. Для обращения генератора СМК-3 в многопостную машину (постоянного напряжения 65—85 V) необходимо выключить противокомпаундную обмотку в этом случае работа производится через реостаты. Для сварки дугой переменного тока завод изготовляет переносные однофазные трансформаторы типа СТ-2 на силу сварочного тока 70—300 А. Трансформаторы строятся для непосредственного присоединения к сети однофазного или трехфазного тока напряжением 120/220—380/500 V. Во вторичную Цепь трансформатора включается отдельный индукционный регулятор с подвижным железным сердечником для плавного регулирования силы сварочного тока.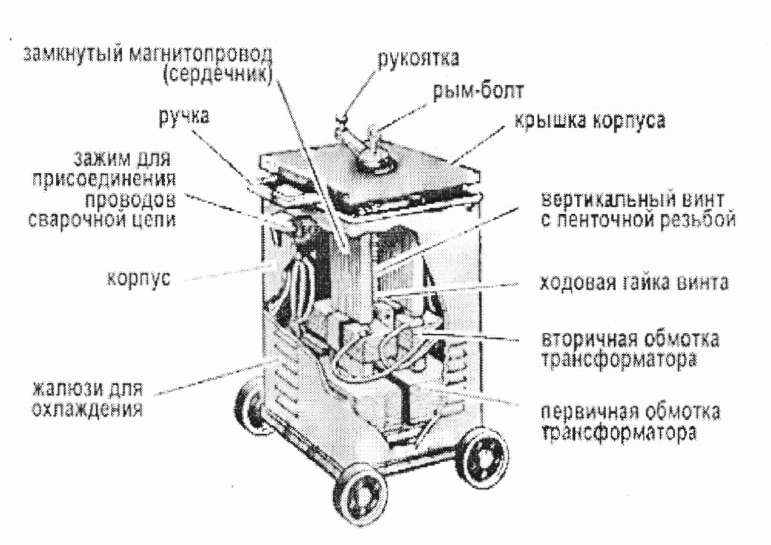 Трансформатор и регулятор приспособлены для передвижения и переноски. Вес трансформатора ок. 100 кг, регулятора— около 80 кг. Напряжение холостого хода м. б. установлено 55 или 65 V первое применяется при нормальной работе, второе—при затрудненных условиях работы (колебание напряжения в первичной цепи, удаленность места С. от трансформатора, не вполне опытный сварщик).
[c.111]
Трансформатор и регулятор приспособлены для передвижения и переноски. Вес трансформатора ок. 100 кг, регулятора— около 80 кг. Напряжение холостого хода м. б. установлено 55 или 65 V первое применяется при нормальной работе, второе—при затрудненных условиях работы (колебание напряжения в первичной цепи, удаленность места С. от трансформатора, не вполне опытный сварщик).
[c.111]
Автоматическая катодная станция АКС-АКХ монтируется в стандартном стальном съемном шкафу с внутренним каркасом, на котором крепятся отдельные блоки установки. В верхней части каркаса установлены съемные блоки 1 и 4 (рис. 6) фазосмещающего устройства и транзисторного усилителя постоянного тока. Регулятор 2 выходного напряжения установки расположен в блоке 7. Эти блоки снабжены направляющими и штепсельными разъемами, которые могут, легко сниматься при ремонте и проверке установки. В верхней части каркаса закреплена осветительная лампа Л О 3. В центральной части лицевой панели установлены контрольные приборы — амперметр 5 и вольтметр 6 постоянного тока. За лицевой панелью станции расположены силовые кремниевые вентили В1К-2ОО и тиристоры ВКДУ-150 8. Слева от них находится магнитный усилитель УМ1П-15-15-11 7. Силовой трансформатор 10 с коммутационной колодкой переключения концов вторичных обмоток для различных выходных напряжений установлен в нижней части. Слева от трансформатора расположен щиток переменного тока с плавкими предохранителями 9, общим пакетным выключателем 11 и штепсельной розеткой 13. В правой части каркаса закреплен плавкий предохранитель 12 цепи постоянного тока. [c.18]
Блок управления установкой выполнен в виде отдельного шкафа, который связан через электроразъемы с основной установкой и может устанавливаться в стороне от нее или навешиваться на установку. Блок управления включает силовой понижающий трансформатор для питания нагревательного устройства, многопозиционный регулятор времени для управления циклом сварки, автоматический регулирующий потенциометр КСП-4 для регулирования и поддержания заданной температуры. Установка снабжена также местным отсосом продуктов разложения свариваемого материала. [c.68]
Машины типов МТП изготовляются с прямолинейным вертикальным перемещением верхнего электрода. Усилие сжатия электродов создается сжатым воздухом. Пневматический привод обеспечивает плавное регулирование усилия сжатия электродов и стабильность этого усилия, не зависящего от износа электродов. Включение и выключение сварочного трансформатора производятся игнитронным контактором. Автоматическую работу. машины и последовательность выполнения отдельных операций цикла сварки с плавным регулированием длительности операций обеспечивает четырехпозйционный э-лек-тронный регулятор временя. В машинах предусмотрена возможность вертикального перемещения нижней консоли с нижним электродом и взаимного смешения электродов друг относительно друга на 50 м.и. Стабильность режима сварки, высокая производительность, удобство 1 простота настройки и обслуживания являются главными достоинствами машин типов МТП. [c.214]
В машинах мощностью да 200 ква (включительно) применяются втычные переключатели ступеней, а в машинах мощностью свыше 300 кеа применяются переключатели ступеней барабанного типа. Электрическая схема машины приведена на рис. 124. При иажа-тии на педальную кнопку КП включается катушка ЭПК электромагнитного пневматического клапана, который соединяет среднюю камеру пневматического цилиндра с воздушной сетью. Одновременно с эти.м включается электроиный регулятор времени РВЭ-7, который регулирует время отдельных операций цикла сварки и управляет последовательностью действия элементов машин. По истечении заранее отрегулированного промежутка времени, необходимого для апуска-ния электрода и обеспечения заданного усилия сжатия электродов, включается игнитронный контактор КИА, который включает первичную обмотку сварочного трансформатора Трх в сеть переменного тока, и через свариваемые детали начинает проходить ток. [c.216]
П. переменного тока. При компенсации на переменном токе необходимо, чтобы непосредственно сравниваемые эдс были равны по величине и имели одинаковые 1) частоту, 2) форму кривой и 3) фазу. Выполнения первых двух условий достигают, питая потенциометр через соответствующий трансформатор от того же генератора, напряжение к-рого нужно измерить. Для выполнения третьего условия необходим регулятор фаз (П. сист. Дрисдаля) или особый трансформатор без железа (комплексный П. системы Гартмана и Брауна). В виду отсутствия эталона переменной эдс для установления силы рабочего тока в П. переменного тока служат электродинамические амперметры, поэтому точность измерения величины напряжения не превосходит точности этого амперметра (0,5%). П. переменного тока применяются при всех точных измерениях в цепях переменного тока при калибровке амперметров и вольтметров, при точном измерении емкостного и индуктивного сопротивления цепи, при определении угла сдвига фаз между токами в отдельных участках цепи. Измерение угла при помощи регулятора фаз м. б. произведено с точностью не более 0,5°, с помощью комплексного П.—до 0,25°, но измерение последним величины эдс имеет погрешность 0,5 [c.241]
Трансформатор / и регулятор 2 заключены в отдельные кожухи из тонкой листовой стали с жалюзи для естественного охлаждения н установлены на колесики для перемещения. Первичная обмотка из изолированной проволоки размещена на двух хатушках. Для включения трансформатора в сеть с напряжением 220 В обмотки катущек соединяют параллельно, а для сети напряжением 380 В —последовательно. Вторичная обмотка из голой медной шины расположена поверх первичной обмотки на тех же катущках. При этом вторичная обмотка соединена всегда последовательно. На торцовой стенке кожуха на клеммовой доске расположены выводы первичной обмотки, иа другой Торцовой стенке—выводы вторичной обмотки. [c.25]
Сила тяги локомотив а—сила, возникающая от сцепления движупщх колес локомотива с рельсами, приложенная к ободу колеса и действующая в направлении движения поезда. Среднее (по работе) значение этой действительной силы за оборот движущих колес называется силой тяги на ободе, или касательной силой тяги, обозначается и выражается в кг. Та величина силы тяги, которая могла бы получиться при отсутствии сопротивлений в машине локомотива и механизме, передающем движение движущим колесам, называется индикаторной силой тяги Р . Локомотив обычно состоит из нескольких частей, последовательно превращающих некоторую энергию в работу силы тяги. В частности в паровозе котел превратцает химическую энергию топлива в потенциальную энергию пара, затем машина превращает энергию пара во внутреннюю мехаиич. работу и одновременно с этим экипаж с помощью рель-ов превращает внутреннюю работу во внешнюю работу силы тяги. Т. к. реализуемая при какой-либо скорости паровоза сила тяги или Е,- определяется работоспособностью слабейшего при этой скорости трансформатора энергии,то для определения силы тяги паровоза необходимо изучить в отдельности силу тяги по котлу, силу тяги по машине и силу тяги по сцеплению (по экипажу). На фиг. 1 представлена для паровоза серии ФД по опытам 1932 г. за-висимость к от скорости V км/ч по каждому из вышеуказанных д рех трансформаторов. Кривые с цифрами 0,1 0,2,. .. 0,5, обозначающими отсечку е (наполнение в долях хода поршня), дают =/ (7, ), т. е. силу тяги по машине при вполне открытом регуляторе. Зависимость Ек от размеров машины вырангается ф-лой [c.185]
Для самодельных конструкций имеет смысл использовать сими-сторный или тиристорний регуляторы в цепи вторичной обмотки. Это избавит трансформатор от лишних нагрузок. Для этого подойдет почти та же схема, но с более мощным прибором. Хотя надо сказать, что при использовании регуляторов данного типа процесс горения дуги несколько ухудшается. Ведь теперь при уменьшении мощности дуга начинает горегь отдельными, все более кратковременными вспышками. Такой способ регулировки тока, из-за сложности изготовления и невысокой надежности, не получил распространения у основной массы самодельных сварочных аппаратов. Хотя, с другой стороны, нельзя закрывать глаза и на неоспоримые преимущества, получаемые при использовании электронных полупроводниковых [c.86]
Устройство и принцип работы сварочного выпрямителя
При выполнении сварочных работ важную роль играет обеспечение условий, в которых образуется ровный, аккуратный, прочный шов и сводится к минимуму разбрызгивание металла. Для создания именно таких условий служит сварочный выпрямитель, преобразующий переменный ток в постоянный.
В этом аппарате, состоящем из нескольких блоков, осуществляется выпрямление входного переменного тока, снижение напряжения и увеличение силы тока до необходимого значения.
Устройство, назначение и принцип работы сварочного выпрямителя
Производители предлагают несколько конструктивных схем аппаратов, но их главные компоненты одинаковы.
Как устроен сварочный выпрямитель – основные составные части:
- понижающий трансформатор;
- полупроводниковые элементы – диоды;
- охлаждающий блок;
- регуляторы электротока;
- измерительные устройства.
Основные этапы преобразования тока, поступающего в аппарат:
- На первичную обмотку понижающего трансформатора поступает переменный одно- или трехфазный питающий ток.
- На вторичной обмотке, благодаря электромагнитной индукции, генерируется ток со сниженным значением напряжения и силой тока, повышенной до требуемого значения.
- Переменный ток с новыми параметрами поступает на выпрямительный блок, состоящий из полупроводниковых элементов.
- В сварочную зону подается постоянный ток с нужными параметрами. Для контроля силы тока и значения напряжения в составе сварочного выпрямителя предусмотрены амперметр и вольтметр.
При эксплуатации полупроводниковые элементы (диоды) нагреваются, поэтому для их охлаждения устанавливаются специальные радиаторы и вентилятор. Во время функционирования аппарата диоды постоянно охлаждаются воздушным потоком, что значительно продлевает беспрерывный период функционирования выпрямителя.В современных моделях устанавливаются датчики перегрева, которые дают сигнал на отключение возможности сварки при перегреве аппарата.
Для настройки требуемой силы тока предусмотрено несколько режимов регулировки:
- Витковая. Осуществляется в аппаратах с секционированными обмотками, входящими в устройство сварочного выпрямителя.
- Фазовая. Осуществляется с использованием тиристоров.
- Импульсная – широтная, частотная и амплитудная. Применяется в преобразователях с транзисторным регулятором или в инверторных моделях.
- Магнитная. Осуществляется благодаря присутствию в схеме сварочного выпрямителя дросселя насыщения, смонтированного между блоком выпрямления и понижающим трансформатором. Дроссель – это несколько катушек, через которые пропускаетсянапряжение. При переключении рычага изменяется путь прохождения тока, а следовательно, его сила.
Преимущества и недостатки применения сварочных выпрямителей
Сварочный выпрямительимеет ряд достоинств, по сравнению страдиционным сварочным трансформатором, от которого он отличается наличием выпрямительного блока.
Это:
- более стабильная дуга;
- минимальное разбрызгивание металлического расплава;
- качественная поверхность шва;
- возможность качественной сварки легированных сталей, цветных металлов и сплавов на их основе.
Минусами являются:
- чувствительность к колебаниям напряжения в электрической сети;
- быстрый выход из строя при КЗ в сети;
- чувствительность к условиям окружающей среды – высокой влажности и запыленности.
Для чего служит сварочный выпрямитель?
Преобразователь с блоком-выпрямителем используется как для сварки, так и для резки металлов.
Для каких видов сварки эффективны сварочные выпрямители:
- толщина свариваемыхзаготовок с разделкой кромок – 1-50 мм, конкретная минимальная и максимальная толщина зависит от возможностей аппарата-преобразователя;
- при использовании плавящихся электродов с сечением 2-6 мм;
- при работе неплавящимися электродами – угольными и вольфрамовыми;
- свариваемые металлы – нелегированная и легированная сталь, чугун, цветные металлы и сплавы на их основе.
Виды сварочных выпрямителей по количеству фаз
В зависимости от числа фаз первичного тока питания различают одно- и трехфазные преобразователи. Однофазные модели, работающие от бытовой электросети переменного тока с напряжением 220 В,имеют небольшую и среднюю мощность.В основном применяются в бытовых целях. Имеют однополупериодное или двухполупериодное выпрямительное устройство (мостовое или с выводом средней точки вторичной обмотки трансформатора). Двухполупериодные устройства имеют большую мощность и КПД, по сравнению с однополупериодными. Наиболее популярныдвухполупериодные мостовые модели, состоящие из понижающего трансформатора и четырех диодов, сформированных в диодный мост.
Трехфазные аппараты, бывающие одно- и многопостовыми,работают от сети напряжением 380 В, имеют среднюю и большую мощность, эффективны для сварки и резки металлов значительной толщины.
Типы сварочных выпрямителей – одно- и многопостовые
В зависимости от модели выпрямительного аппарата, к нему могут подключаться один или несколько сварочных кабелей.
Описание однопостового сварочного выпрямителяОднопостовые аппараты, к которым может подключаться только один сварочный кабель, используются для выполнения работ небольших объемов. Это компактное устройство, обладающее невысокой мощностью, чаще всего используется в бытовых целях или в небольших мастерских. Имеет небольшие размеры и массу, поэтому его легко перемещать на новые рабочие места. В конструкции современных аппаратов предусмотрены защиты от перегрева и слишком высокого напряжения. В помещениях с естественной вентиляцией часто используются выпрямительные устройства серии ВД.
Однопостовые аппараты работают отодно- или трехфазного тока. Для бытовых целей обычно используются однофазные модели.
Характеристики многопостовых сварочных выпрямителейМногопостовые аппараты востребованы для ручной и механизированной сварки. Модели для ручной сварки серии ВДМ имеют несложную конструкцию. Управление силой тока осуществляется балластными реостатами. Такие выпрямители часто используются при организации систем, питающихся от общецехового магистрального шинопровода. Отличаются стабильной выходной вольтамперной характеристикой.
Многопостовые аппараты для механизированной сварки могут обслуживать до 30 рабочих мест сварщиков. Применяются для наплавки и сваривания под флюсом. Взаимное влияние постов друг на друга исключено.
Подготовка к эксплуатации и эксплуатационные условия для сварочных выпрямителей
Эксплуатацию выпрямительных аппаратов можно начинать только после тщательного изучения сопроводительной документации, в которой изложена информация об устройстве модели, допустимых условиях работы, правилах безопасности. Перед использованием устройство очищается от пыли, заземляется и проверяется в соответствии с инструкцией.
Установку, подключение к электросети и регулировку должен осуществлять электромонтажник с третьей и выше группой электробезопасности. Сварочные работы может вести сварщик, прошедший обучение по использованию аппарата, имеющий удостоверение на право сварки и группу электробезопасности вторую и выше.
Поскольку сварочные выпрямительные устройства чувствительны к качеству питающего тока, в сетях с нестабильным электроснабжением их подключают через источники бесперебойного питания (ИБП) соответствующей мощности. Также следует контролировать уровни запыленности и влажности, максимальный уровень которых указывается в техдокументации.
Обслуживание и ремонт сварочных выпрямителей
Для обеспечения бесперебойной работы выпрямительное устройство нуждается в периодическом техобслуживании и своевременном ремонте. Перед эксплуатацией необходимо проверить надежность заземления. Обязательное условие – наличие защитного кожуха.
Основные этапы технического обслуживания:
- контроль целостности изоляции всех конструктивных элементов, находящихся под напряжением;
- обследование прочности фиксации клемм;
- удаление пыли и загрязнений с внутренних механизмов.
Распространенными неисправностями, требующими незамедлительного ремонта, являются появление гула и перегрев устройства. Вероятные причины этих проблем:
- неправильно подобранная крыльчатка вентилятора;
- заклинивание вала вентилятора;
- замыкание первичной обмотки понижающего трансформатора;
- нарушение изоляции токоведущих частей.
Падение выходного напряжения ниже заданного значения может произойти из-за обрыва вторичной обмотки или замыкания витков. Одной из причин выхода из строя оборудования является поломка выпрямительного диодного моста.
Если напряжение холостого хода и рабочего режима нестабильно, то необходимо проверить:
- ручку регулятора;
- предохранители первичной обмотки;
- устойчивость фиксации клемм пускателя.
Для ремонта выпрямителей требуются определенные знания и навыки, поэтому диагностику и восстановление рабочих характеристик аппаратоврекомендуется доверить работникам специализированногосервис-центра.
Сварочные трансформаторы: устройство, виды, применение
Из всевозможных видов промышленного оборудования самым распространенным является сварочный трансформатор. Такой аппарат состоит из нескольких ключевых узлов и способен создавать ток, дуга которого плавит сталь, и соединяет стороны изделия в единый шов. Оборудование делится на несколько видов по сложности исполнения конструкции, а также способности выдавать необходимую величину напряжения. В чем заключается принцип действия сварочного трансформатора и его устройство? Какие физические процессы происходят внутри аппарата? Чем одни изделия могут отличаться от других? Материал статьи и видео сполна осветят эти вопросы.
Устройство сварочного трансформатора
Чтобы осуществлять плавление металла электрической дугой, необходимо изменить параметры тока, потребляемого от сети. В аппарате он модернизируется так, что напряжение понижается (V), а сила тока возрастает (А). Сварка металла этим оборудованием возможна благодаря несложным комплектующим, входящим в его конструкцию. Большинство моделей включают в себя:
- магнитопровод;
- стационарную первичную обмотку из изолированного провода;
- движущуюся вторичную обмотку, часто без изоляции, для улучшения теплоотдачи;
- вертикальный винт с лентовидной резьбой;
- ходовую гайку винта и крепление к обмотке;
- рукоятку для вращения винта;
- зажимы для вывода и крепления проводов;
- корпус с жалюзи для охлаждения.
Некоторые сварочные трансформаторы переменного тока содержат дополнительное оборудование, совершенствующее их работу, о котором будет описано ниже в разделе схем.
Устройство сварочного трансформатора предусматривает магнитопровод. Сердечник не влияет на силу тока, а лишь способствует образованию магнитного поля. Для этого используется пакет пластин из специальной стали. Их поверхность покрывается оксидной изоляцией. Некоторые модели лакируются. Если бы сердечник был из сплошного металла, то вихревые токи (токи Фуко), получаемые из-за действия магнитного потока, снижали бы индукцию поля. За счет наборных составляющих сердечник не образует сплошной проводник, что снижает влияние токов Фуко.
Для более тихой работы пластины сердечника важно стягивать потуже. Слабое соединение ведет к вибрации составляющих благодаря прохождению переменного тока с частотой 50 Гц. Но даже плотное стягивание не устраняет всего шума, поэтому любой расчет сварочного трансформатора подразумевает гул, что слышно на видео по его работе.
Конструкция
Каждый домашний мастер старается обеспечить себя самым разнообразным инструментом, в особенности сварочным агрегатом, который является просто незаменимым помощником в хозяйственной деятельности. При этом не исключается возможность собрать такой аппарат самостоятельно. Устройство сварочного трансформатора, сделанного в домашних условиях, может быть самым разнообразным. Такой прибор может использоваться для дуговой, точечной сварки разнотипных металлических изделий.
Автолюбители из трансформатора ТД 500 могут соорудить споттер, который позволит осуществлять в любое время ремонт автомобильного кузова.
У всех сварочных устройств, изготовленных на основе стандартного трансформатора принцип работы идентичный, они отличаются только конструктивными характеристиками. Сварочный полуавтомат имеет настолько простую конструкцию, что его можно сделать даже из обыкновенной микроволновки. Такой инструмент способен функционировать при использовании переменного, постоянного токов, качественные характеристики шва при этом не пострадают.
Схема сварочного полуавтомата включает несколько обязательных деталей, которые точно есть на хозяйстве любого бытового мастера.
Принцип работы сварочного трансформатора
Аппарат, состоящий из вышеописанных элементов, работает по следующему принципу:
- Напряжение из сети подается на первичную обмотку, в которой образуется магнитный поток, замыкающийся на сердечнике устройства.
- После этого напряжение передается на вторичную катушку.
- Магнитопровод, созданный из ферромагнитных материалов, размещая на себе обе обмотки, создает магнитное поле. Индуцирующий магнитный поток образовывает в обмотках переменные электродвижущие силы (ЭДС).
- Разница в количестве витков катушек позволяет изменять ток с необходимыми для сварки значениями V и А. По этим показателя происходит расчет сварочного трансформатора.
Существует прямая взаимосвязь между количеством витков вторичной обмотки и получаемым напряжением. При необходимости повысить исходящий ток, вторичную катушку наматывают в большем количестве. Трансформатор для сварки относится к понижающему типу, поэтому число витков вторичной обмотки у него значительно меньше, чем на первичной.
Устройство и принцип действия сварочного трансформатора призвано и регулировать силу исходящего тока, путем изменения расстояния между первичной и вторичной катушками. Именно для этого и предусмотрена движущаяся часть конструкции. На некоторых видео хорошо заметно, что вращение рукоятки и сведение катушек друг к другу приводит к увеличению сварочного тока. Обратное вращение и разведение обмоток способствует понижению силы тока. Это происходит за счет изменения магнитного сопротивления, вследствие чего и возможна быстрая регулировка напряжения, позволяющая подбирать сварочный ток в зависимости от толщины стали и положения шва.
Схема трансформатора
Делая самостоятельно трансформатор (споттер), необходимо обязательно сделать расчет. Какие детали включает схема сварочного трансформатора? Любой подобного типа инструмент включает в конструкцию проволоку из меди, намотанную на сердечнике. Число медных проводов для основного аппарата не имеет значения, его можно сделать даже из микроволновой печки.
Общая схема трансформатора должна включать диодный мост. При предназначении агрегата для точечной сварки схема немного сложнее. Здесь, кроме проволоки из меди, диодного моста обязательно наличие конденсаторов, тиристоров, диодов. Эти дополнительные элементы позволят максимально точно осуществлять регулировку тока, плюс качество шва будет намного лучше.
Трансформатор для сварки точечного варианта имеет сложную схему и конструкцию. Какой больше подойдет сварочный инструмент в домашних условиях, конечно же, каждый решает самостоятельно. Главное — точно знать его функциональные обязанности.
В любом варианте трансформатора постоянного тока обязательно предусмотрен сердечник, проволочная обмотка. Эти компоненты несут ответственность за технические характеристики инструмента.
Чтобы верно выполнить требуемые расчеты, нужно первое что сделать – это определиться с показателями: напряжения обмоток, сварного тока.
Холостой ход
Сварочный трансформатор имеет два режима работы: под нагрузкой и холостой. Во время выполнения шва, вторичная обмотка замыкается между электродом и изделием. Мощный сварочный ток позволяет плавить металл и образовывать надежное соединение. Но когда сварка окончена, вторичная цепь размыкается. И аппарат переходит в режим холостого хода.
Электродвижущие силы в первичной катушке имеют двойное происхождение. Первые образуются из-за рабочего магнитного потока, а вторые путем рассеяния. Эти ЭДС создаются ответвляясь от основного потока в магнитопроводе, и замыкаясь между витками катушки по воздуху. Именно они и образуют величину холостого тока.
Холостой ход должен быть безопасным для жизни сварщика и ограничиваться 48 V. некоторые модели имею допустимое значение в 60-70 V. Если ЭДС от потока рассеивания превышают эти значения, то устанавливается автоматический ограничитель этого значения. Он должен срабатывать менее чем через секунду после разрыва цепи и прекращения сварки. Для дополнительной защиты сварщика корпус аппарата всегда заземляется, чтобы возникшее напряжение на кожухе, из-за повреждения изоляции первичной обмотки, миновало человеческое тело и уходило в землю.
Разновидности трансформаторной сварки
Сегодня существуют разные виды сварочных трансформаторов, которые отличаются конструктивно, принципом работы. Самым востребованным на рынке среди них, который можно сделать самостоятельно считается трансформатор сварочный для дуговой и контактной сварки.
Трансформатор дуговой сварки
Широкое распространение среди домашних умельцев имеют трансформаторы для дуговой сварки. Этому есть несколько причин:
- надежная и довольно простая конструкция инструмента;
- мобильность;
- довольно обширный рабочий диапазон;
- простота управления;
- хорошая производительность.
Конечно же, кроме многочисленных достоинст, в дуговая ручная сварка постоянного тока обладает и рядом недочетов:
- низкий показатель КПД;
- качество сварного шва полностью зависит от уровня профессионализма самого сварщика.
Трансформатор для ручной сварки обычно используется в процессе проведения разноплановых строительных или ремонтных работ, производства конструкций из металла, соединения отдельных металлических образцов, а также соединения трубопроводных коммуникаций. При помощи дуговой ручной сварки можно осуществлять и резку металла, и его сварку, при этом разной толщины.
Подобного типа инструменты имеют довольно простую конструкцию. Сварочный агрегат включает:
- непосредственно сам трансформатор;
- электродный держатель;
- регулятор тока;
- зажим для массы.
Нужно выделить основной элемент аппарата – трансформатор, который может иметь разную конструкцию. Самыми популярными на сегодняшний день являются самодельные инструменты, оснащенные магнитопроводом П-образной, тороидальной конфигурации.
Вокруг магнитопровода размещаются две обмотки проволоки из алюминия или меди. Толщина проволоки на обмотках зависит от рабочих характеристик агрегата, и количества выполненных витков.
Трансформатор точечной сварки
Подобный тип сварки также называется контактной сваркой. Трансформатор ТС имеет характерные отличия от инструмента, предназначенного под дуговую сварку. Ключевое из них – это технология сваривания металлических образцов. К примеру, плавление дуговой сваркой осуществляется электрической дугой, которая формируется между электродом и свариваемым изделием, то в случае с контактной сваркой производится точечный нагрев свариваемого участка электричеством (для чего используются два заточенных электрода из меди), соединение деталей происходит под воздействием высокого давления (таким образом, металл свариваемых образцов плавится в точке соединения, после чего сливается в одно целое).
Точечная сварка широко используется в автомобилестроении, строительной сфере, для соединения тонких алюминиевых листов, медных образцов, нержавеющей стали, для сварки скруток, создания из арматура каркаса ЖБ конструкций, прочих металлов, для соединения которых необходимо создавать специальные условия.
Схема сварочного трансформатора и ее модификации
Кроме стандартных устройств для изменения тока, сварочный трансформатор может содержать некоторые совершенствующие узлы. Схемы данного оборудования могут быть дополнены:
- несколькими вторичными обмотками;
- конденсаторами;
- импульсными стабилизаторами;
- тиристорными фазорегуляторами.
Дополнительно, в схему трансформатора добавляется сопротивление, предназначенное для продолжения регулировки силы тока там, где разведение обмоток не дает нужного результата. Это востребовано при работе с тонким металлом или очень мощными моделями оборудования. Сопротивление может быть в виде отдельного корпуса с набором контакторов, задающих определенное значение Ом, через которое будет проходить ток от вторичной обмотки, либо обычной пружиной из высокоуглеродистой стали, прикрепляемой к кабелю массы.
Расчет сварочного трансформатора
Для разных видов сварки необходимы трансформаторы разной мощности. Основной расчет производится на основании разности витков обмотки между первичной и вторичной катушками. Для понижающих устройств действует правило, что если исходящее напряжение необходимо понизить в 10 ил 100 раз, то и количество витков на вторичной катушке должно быть меньше в 10 или 100. Это значение имеет погрешность в 3%. Это же правило действует и в обратную сторону.
Каждое устройство подобного типа имеет свой коэффициент трансформации. Это значение (n) показывает масштабирование силы тока при переходе от первичного (i1) во вторичный (i2). Расчет таков: n = i1/i2. Исходя из этого можно создать устройство подходящее под конкретные виды сварки.
Сварочные аппараты со встроенным дросселем. Сварка
Сварочные аппараты со встроенным дросселем
Сердечник трансформатора состоит из основного магнитопровода, на котором расположены первичная и вторичная обмотки собственно трансформатора, и добавочного магнитопровода с обмоткой – дросселя (регулятор тока). Добавочный магнитопровод расположен над основным и состоит из неподвижной и подвижной частей, между которыми при помощи винтового механизма устанавливается необходимый воздушный зазор.
Магнитный поток, создаваемый обмоткой дросселя, может иметь попутное или встречное направление с потоком, создаваемым вторичной обмоткой трансформатора, в зависимости от того, как включены эти обмотки. При встречном соединении магнитные потоки, возникающие при прохождении тока во вторичной обмотке трансформатора и обмотке регулятора тока, будут направлены навстречу друг другу. Регулирование сварочного тока производится изменением воздушного зазора – чем больше зазор, тем больше сварочный ток.
Сварочные аппараты с увеличенным магнитным рассеянием делятся на две группы: с подвижными обмотками и с магнитным шунтом. У обычных силовых трансформаторов первичная и вторичная обмотки максимально сближены, потоки рассеяния минимальные и поэтому внешняя характеристика жесткая. У трансформаторов сварочных аппаратов с увеличенным магнитным рассеянием первичная и вторичная обмотки разведены, потоки рассеяния большие, а внешняя характеристика падающая.
Сварочный трансформатор с подвижными обмотками имеет магнитопровод, на обоих стержнях которого расположены по две катушки, одна с первичной обмоткой, а вторая со вторичной. Катушки первичной обмотки закреплены неподвижно в нижней части сердечника, катушки вторичной обмотки перемещаются по стержням с помощью винтовой пары.
Сварочный ток регулируют изменением расстояния между первичными и вторичными обмотками. При увеличении этого расстояния магнитный поток рассеяния возрастает, а сварочный ток уменьшается. По этому принципу изготовлены сварочные аппараты типа ТС, ТСК, ТД с алюминиевыми обмотками. Сварочные аппараты типа ТСК имеют конденсаторы, которые включены параллельно первичным обмоткам. Они способствуют повышению коэффициента мощности.
Трансформатор типа ТД имеет два диапазона сварочных токов: большие токи – при параллельных соединениях катушек первичной и вторичной обмоток, и малые токи – при последовательных соединениях обмоток. При этом небольшая часть первичной обмотки отключается и этим повышают напряжение холостого хода, что обеспечивает устойчивое зажигание и горение дуги при малых токах. Переключение обмоток производится одновременно пакетным переключателем. В каждом диапазоне сварочный ток плавно регулируют, изменяя расстояние между катушками первичной и вторичной обмоток. Для сварочных работ в монтажных условиях выпускаются облегченные переносные сварочные аппараты с подвижными катушками обмоток ТД–102 и ТД–306.
Трансформатор ТД–102 номинальной мощностью 11,4 кВ?А имеет пределы регулирования сварочного тока 55–175 А. С помощью барабанного переключателя производят ступенчатое регулирование сварочного тока (два диапазона). Плавное регулирование в пределах каждого диапазона обеспечивается перемещением первичной обмотки с помощью ходового винта и рукоятки регулятора тока. При вращении рукоятки по часовой стрелке катушки обмоток сближаются и сварочный ток увеличивается. Масса аппарата ТД–102–38 кг.
Аппарат ТД–306 имеет номинальную мощность 19,4 кВ?А, пределы регулирования сварочного тока 90–300 А и массу 71 кг.
В условиях строительно-монтажной площадки особенно удобны трансформаторы ТД–304, имеющие устройство для дистанционного регулирования сварочного тока.
Для автоматической дуговой сварки под флюсом используются трансформаторы с управляемым магнитом шунтом. Принцип их действия основан на создании повышенных магнитных полей рассеяния при изменении магнитного насыщения управляемого шунта. Шунт имеет обмотку управления, которую подключают к источнику постоянного напряжения.
Сварочные трансформаторы с управляемым шунтом типа ТДФ состоят из трансформатора, регулятора тока и блока защитной и вспомогательной аппаратуры. Трансформатор имеет магнитопровод стержневого типа, первичная обмотка – две секции, расположена на стержнях в нижней части магнитопровода. Вторичная обмотка многосекционная. Основные ее части расположены на стержнях в верхней части магнитопровода, а дополнительные секции, с меньшим числом витков, размещены совместно с первичной обмоткой на стержнях в нижней части магнитопровода.
Такое расположение вторичной обмотки обеспечивает хорошее качество при переключении ступеней сварочного тока и получение крутопадающей внешней характеристики. Переход от ступени малых токов на ступень больших токов выполняется пакетным выключателем. Магнитный шунт с четырьмя обмотками управления расположен в центре между первичной и вторичной обмотками.
Трехфазные сварочные аппараты применяют при сварке трехфазной дугой спаренными электродами. Процесс сварки осуществляется сварочными дугами, которые возбуждаются между каждым электродом и свариваемой деталью и между электродами.
Сварочный аппарат состоит из трехфазного трансформатора, регулятора сварочного тока и магнитного контактора. Первичная обмотка включается в силовую сеть напряжением 220 В с соединение обмоток в «треугольник») или 380 В (соединение обмоток в «звезду»). Вторичная обмотка имеет по две катушки на каждом стержне и выполнена из голой медной шины.
Регулятор сварочного тока состоит из двух магнитопроводов с изменяющимися воздушными зазорами и трех обмоток. Две обмотки расположены на одном магнитопроводе и подключены к спаренным в едином электрододержателе электродам, изолированным друг от друга.
Третья обмотка расположена на втором магнитопроводе и подключена к свариваемой детали. Регулятор вмонтирован в общий корпус и снабжен двумя рукоятками, с помощью которых производится регулирование сварочного тока (изменением воздушных зазоров в магнитопроводах). Одной рукояткой регулируют ток одновременно в обеих фазах, подключенных к электродам, а второй рукояткой – в фазе свариваемого изделия. Магнитный контактор служит для включения и размыкания цепи спаренных электродов. В начальный момент при возбуждении дуги сварочная цепь замыкается через свариваемую деталь и один из электродов. Ток проходит по обмотке регулятора и обмотке контактора. Контактор включает обмотку регулятора. Возникает вторая дуга. При отводе электродов от детали ток в обмотках прекращается и контактор гасит дугу между электродами. Для получения токов высокой частоты и высокого напряжения применяют осцилляторы параллельного и последовательного включений.
Осциллятор включают непосредственно в питающую сеть напряжением 220 В. Он состоит из повышающего трансформатора и колебательного контура. Трансформатор повышает напряжение с 220 до 6000 В. Колебательный контур, состоящий из высокочастотного трансформатора (ВЧТ), конденсатора и разрядника, вырабатывает высокочастотный ток.
Контур связан со сварочной цепью индуктивно через трансформатор ВЧТ, выводы вторичной обмотки которой присоединяют один к клемме «земля» выводной панели, а другой ко второй клемме через конденсатор и предохранитель.
Осцилляторы последовательного включения (М–3, ОС–1) применяют в установках для дуговой сварки в защитных газах. Они обеспечивают более надежную защиту генератора (или силового выпрямительного блока) от пробоя высокочастотным напряжением осциллятора. При применении осциллятора дуга загорается даже без прикосновения электрода к изделию (при зазоре 1–2 мм), что объясняется предварительной ионизацией воздушного промежутка между электродом и свариваемой деталью.
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРесКак устроен сварочный аппарат инверторного типа — ремонтируем сварочный аппарат
Ремонт сварочных аппаратовСварочный инвертор это наиболее современный и мобильный тип сварочных аппаратов. Если заглянуть внутрь, то можно увидеть электрические платы, транзисторы, выпрямители, конденсаторы. Как устройство похожее на компьютер может варить металл?
До эпохи повсеместного распространения современных инверторов применяли сварочные аппараты трансформаторного типа. Такой аппарат уменьшает напряжение электросети до 50-75 вольт используя обычный трансформатор с металлическим сердечником и медными катушками. Трансформация позволяет увеличить силу тока до необходимых для сварки значений. Именно сила тока и является решающим фактором для воспламенения дуги и плавления металла.
Из-за своей высокой мощности — а это не менее 4,5 киловатт и обилия трансформаторного железа, они имели большие размеры и еще больший вес, что существенно ограничивало мобильность таких аппаратов — требовался автомобиль для перевозки. На выручку пришол именно этот тип сварочного аппарата — инверторный. Благодаря увеличению рабочей частоты до 60-80 килогерц, появилась возможность существенно уменьшить размер и вес аппарата. Отсутствие наиболее тяжелых частей — трансформаторного железа и катушек повлекло уменьшения веса самого аппарата.
Для получения высокой частоты переменного тока в инверторах используется специальная схема на полупроводниках. Она состоит из транзисторов, которые обладают большой мощностью и способны работать с уже упомянутыми частотами. Для того чтобы транзисторы начали выполнять свою работу, нужно подать на них постоянное напряжения. В этом трудностей не возникает — этим занимается выпрямитель. Мощный диодный мост выпрямляет переменное напряжение, а фильтрующие конденсаторы его сглаживают.
Спора нет, появились дополнительные дорогие детали, которые нужны для нормальной работы сварочного аппарата. Но в конечном итоге эти дополнительные затраты с лихвой окупаются за счет отказа от использования огромного количества железа и меди. Можно заметить, что в плане надежности классические сварочные трансформаторы были более надежными в эксплуатации. В них просто нечему было ломаться. Классические сварочные трансформатор может работать десятилетиями, до тех пор пока не начнет разрушаться изоляция на первичной обмотке.
Что внутри сварочного инвертора?
Инверторный сварочный аппарат (в том числе все китайские сварочные инверторы) состоит из силового блока, куда входят фильтр от помех, реле мягкого пуска, радиаторы охлаждения диодов, интегральный стабилизатор, радиаторы охлаждения транзисторов, датчик тока, трансформатор понижения напряжения.
Выходной выпрямитель предназначен для выпрямления входного тока большой частоты. Выходной выпрямитель сделан из мощных сдвоенных диодов. Для этого типа диодов характерно быстродействие, которое дает возможность как быстро открыться, так и быстро закрыться.
Фильтр помех. Крайне необходимо, чтобы помехи, которые непременно появляются в процессе работы инвертора, не просачивались в сеть. Поэтому перед выпрямителями предусмотрен фильтр.
Современные сварочные аппараты дают возможность точно удерживать выбранный ток, в следствии этого он будет постоянный. Все это дает возможность не очень критично относится к длине дуги, из-за чего значительно упрощается работа сварщика, в том числе и начинающего.
Практика показала, что сварочные инверторы намного упростили поджёг, поддерживают необходимый диапазон дуги и убирают такой элемент сварки как залипание. И даже обычный новичок быстро поймет и научится, как нужно обращаться со сваркой.
Проанализировав все плюсы и минусы можно абсолютно точно сказать, что работать со сварочными инверторами значительно удобнее и проще. Одно дело — переносить аппарат на плечевом ремне и совсем другое перевозить с места на место трансформатор весом под центнер.
Где отремонтировать сварочный аппарат?
Что такое сварочный трансформатор?
Трансформатор, расположенный в сварочном аппарате, используется для преобразования входного высокого напряжения или первичной мощности от сетевой розетки, обычно это напряжение от 208 до 600 вольт, при низком переменном токе (AC) от 15 до 55 ампер. Он преобразуется на вторичной стороне питания в более низкое напряжение до 80 вольт и диапазон сварочных токов до 1000 ампер переменного тока или более, в зависимости от процесса и оборудования.
На рисунке 1 показано типичное подключение сварочного аппарата для дуговой сварки в экранированном металле (SMAW), иллюстрирующее основной источник питания на первичной стороне и выход на электрододержатель со вторичной стороны трансформатора.
Рисунок 1. Схема подключения для типичного процесса дуговой сварки в защитном металлическом корпусе
Трансформатор выполняет задачу, описанную «понижением» со стороны высокого напряжения / низкого тока первичной обмотки, где мы используем большое количество витков меньшего провода (N1 на схеме) и меньшее количество витков большого провода (N2 на схеме) на вторичной стороне. Это выводит низкое напряжение / более высокую силу тока в зависимости от отношения витков или количества витков провода на вторичной стороне, как показано на Рис. 2.
Рисунок 2, Схема понижающего трансформатора
Провода намотаны вокруг железного сердечника, который создает магнитный поток за счет движения электрической энергии через трансформатор. Величина выходной силы тока определяет размер трансформатора. Чем выше выходная сила тока, тем больше трансформатор, и тем тяжелее и крупнее становится машина. На Рисунке 3 показан типичный трансформатор, переменный ток высокого напряжения / низкого тока входит во входной проводник, а переменный ток низкого / напряжения / высокого тока выходит из выходного проводника.
Рисунок 3, Фактический понижающий трансформатор
Первые сварочные аппараты работали только на переменном токе (AC) и чередовали положительный и отрицательный электроды до 60 раз в секунду согласно Рисунок 4.
Рисунок 4, Изображение сбалансированной волны переменного тока
Усовершенствование процессов, требующих преобразования переменного тока в постоянный (DC), чтобы обеспечить более стабильную сварочную дугу и изменение глубины проплавления сварного шва с выбором полярности электрода.Для достижения выхода постоянного тока использовался выпрямительный диод, как показано на рис. 5 .
Рисунок 5, Типовой диод
Диод работает, пропуская переменный ток через диод, но не позволяя переменному току течь обратно, создавая постоянный ток (DC), который сегодня используется в большинстве сварочных аппаратов. Эти трансформаторные выпрямители будут использовать серию диодов в мосте для генерации постоянного тока на выходе, как показано на Рис. 6 .Линейная мощность переменного тока будет проходить через сварочный трансформатор и выводиться через ряд выпрямляющих диодов в мосту и преобразовываться в плавный выход постоянного тока.
Рисунок 6, Трансформатор-выпрямительная техника
Сварочный трансформатор для типичных процессов сварки переменным / постоянным током был очень большим и тяжелым, и для уменьшения размеров трансформатора было сделано много усовершенствований. В конце 1970-х годов начали появляться первые сварочные инверторы. Эта инверторная технология была представлена с рядом преимуществ.Одним из них был способ преобразования входа высокого напряжения / низкого тока в выход низкого напряжения / высокого тока, который позволил бы уменьшить размер и вес сварочного трансформатора. Рисунок 7 показывает, как инверторная технология работает внутри источника питания.
Рисунок 7, Схема инверторной технологии
Инверсионная технология – это противоположность выпрямления, процесс инверсии, преобразующий постоянный ток в переменный ток высокой частоты с использованием переключаемого типа регулирования, состоящего в основном из транзисторных устройств.
Переключение токов выполняется на первичной входной стороне высокого напряжения трансформатора, а не на более традиционной вторичной выходной стороне, как описано ранее. Схема на Рисунке 7 показывает, как высокое переменное напряжение поступает и инвертируется в постоянный ток, переключается на высокочастотную пульсирующую прямоугольную волну переменного тока, а затем «преобразуется» в низковольтный, выпрямленный постоянный ток с высоким током на выходе. Именно так сегодня многие сварочные аппараты используют эту инверторную технологию, которая снижает потребность в очень больших и тяжелых сварочных трансформаторах и, таким образом, значительно снижает размер и вес оборудования.
Эта технология также снижает количество энергии (электроэнергии), используемой инверторной технологией, по сравнению с более старыми трансформаторно-выпрямительными машинами.
Что такое метчики на сварочном трансформаторе? – Полное руководство
0Последнее обновление:
Сварочный трансформатор – это важнейшее оборудование, которое снижает напряжение, поступающее от источника питания. Он работает, изменяя переменный ток от розетки до высокого и низкого напряжения, пригодного для сварки.
Напряжение и сила тока, используемые при сварке, регулируются отводами первичной и вторичной обмоток сварочного трансформатора. Чтобы знать, как работают ответвители в сварочном трансформаторе, вам необходимо более глубоко понимать принцип работы сварочного трансформатора.
Поэтому покопаемся глубже, чтобы узнать, что такое отводы на сварочном трансформаторе. Продолжай читать!
Что такое сварочный трансформатор?
Двухобмоточный трансформатор. Первичная обмотка имеет ответвительную головку, которая используется для изменения напряжения зажигания дуги.Кроме того, кнопка крана используется для изменения напряжения холостого хода вторичной обмотки. Первичная и вторичная обмотки отдельно подключены к двум ножкам с железным сердечником.
Таким образом, трансформатор будет иметь реактор утечки большего размера. Тогда напряжение на клеммах вторичной стороны сильно упадет, если ток увеличится.
Реактор с железным сердечником последовательно включается в цепь дополнительной обмотки для задания сварочного тока. Если изменить длину воздушного зазора реактора, ток возрастет.
Кредит изображения: yevgeniy11, Shutterstock
Как работает сварочный трансформатор?
Сварочные трансформаторы работают за счет изменения напряжения до необходимого для создания сварочной дуги. Время восстановления дуги – это время, необходимое для повышения напряжения от нуля до напряжения, необходимого для сварки.
Очень важно поддерживать низкое время восстановления дуги, чтобы дуга была стабильной. Если он не останется низким, катод может остыть. Это остановит производство достаточного количества ионов и электронов для образования и удержания дуги.
Одним из способов сокращения времени является увеличение напряжения в цепи источника электричества. При более низком верхнем значении напряжения время восстановления дуги значительно меньше. Сварочная цепь должна иметь индуктивность, которая приводит к разнице фаз между переходным током и напряжением.
Отводы помогают изменять напряжение для получения желаемой дуги. Если напряжение низкое, то отводы увеличивают ток. Низкое напряжение препятствует образованию желаемой дуги, потому что тепло теряется через катод.
Если ток достигает 250 ампер, можно легко создать дугу. Ему нужно напряжение до 60 вольт. Вы можете увеличить напряжение до 80 вольт, если сила тока ниже 70 ампер.
Тем не менее, повышение напряжения представляет собой угрозу безопасности, а также ослабляет дугу. Это приводит к коэффициенту холостого хода сварочного трансформатора. В этой ситуации ответвители имеют большое значение, поскольку они поддерживают напряжение в пределах ограничений и, следовательно, предотвращают любые повреждения.Теперь, когда мы знаем, как работают ответвители на сварочном трансформаторе, давайте. посмотрите, как устроены эти краны.
Как устроены отводы в сварочном трансформаторе?
Во вторичных обмотках имеются отводы на сварочном трансформаторе, подключенные к держателю вилки или сильноточной кнопке. Обычно они используются для понижения напряжения от 15 до 45 вольт. Один конец вторичной обмотки подсоединяется к свариваемым деталям, а другой – к электроду.
Отводы на сварочном трансформаторе предотвращают проблемы с нагревом, сводя к минимуму необходимое напряжение.Чтобы изменить ток, используемый при сварке, вы можете закрепить точки на вторичной обмотке. У некоторых сварочных трансформаторов есть отводы, прикрепленные к вторичной обмотке катушки, чтобы обеспечить нужное напряжение.
Эти ответвители подают полную мощность на клеммы. Многие большие сварочные трансформаторы обычно имеют несколько фазных входов, но меньшие обычно имеют однофазные входы. Когда электрический ток велик, во вторичных обмотках выделяется столько тепла. Это из-за сопротивления между анодом и свариваемыми деталями.
Импеданс сварочных трансформаторов обычно выше, чем у обычных трансформаторов. Дуга образуется из-за высокого сопротивления. Электрический ток остается волнообразным, а напряжение в сварочном токе искажается.
Где в сварочном трансформаторе расположены отводы?
Ответвители можно найти в разных местах вторичной обмотки. Подключение на последнем слое катушки – это основной метод обеспечения ответвлений. Слой катушки находится далеко от финишной черты.
Между отводами под номерами четыре и пять на части отвода в большинстве случаев бывают разрывы. Кроме того, для катушки предлагается перемычка, которая позволяет вам выбрать желаемое напряжение на конкретной паспортной табличке.
Подключение петли, расположенной на конце вторичной обмотки, без пауз между ответвлениями – это еще одна конфигурация ответвителя. Конечный кран (обычно кран с номером семь) находится рядом с финишной чертой.
Соединение звездой или треугольником в этой конфигурации ответвителя (со стороны входа) закрывается на ответвлении согласно паспортной табличке.Такая конфигурация отводов известна как «отводы на конце катушки» или «отводы линии».
Перемычки ответвлений соединяют два конца катушки. В другой конфигурации перемычки ответвлений присоединяют только один конец к клемме основной фазы. А на фазном выводе положение крана совпадает с желаемым напряжением.
Конструкции сварочных трансформаторных отводов
Конструкции сварочных трансформаторов отличаются четкой конфигурацией отвода. Тем не менее, самый низкий отвод всегда присоединяется к максимальному циклу вращения трансформатора.Это приводит к выработке наименьшего напряжения для передачи.
Наименьшее напряжение приводит к снижению электрического тока и мощности, вырабатываемых сварочным аппаратом. Отводы других конфигураций создают более высокое напряжение и ток для контактной сварки.
Клеммы ответвлений можно использовать как в виде петли, так и приваривать пайкой. Провод катушки ловушек в петле обычно снимается с изоляции, чтобы создать петлю, соответствующую размеру оборудования. Концы отводов припаяны к катушке в нужном месте.
Мы надеемся, что теперь вы понимаете, что такое отводы в сварочном трансформаторе, и узнали все, что вам нужно знать о них и о том, как они работают.
Ознакомьтесь с некоторыми из наших популярных публикаций
Изображение предоставлено: pinger, Pixabay
Урок 1 – Основы дуговой сварки
Урок 1 – Основы дуговой сварки © АВТОРСКИЕ ПРАВА 1999 УРОК ГРУППЫ ЭСАБ, ИНК. I, ЧАСТЬ B 1.8.5.2 Трансформатор в сварочном аппарате работает примерно так же, как большая электростанция трансформатор.Первичное напряжение, поступающее в машину, слишком велико для безопасная сварка. Следовательно, оно понижается до пригодного для использования напряжения. Это лучше всего проиллюстрировано с объяснением о том, как работает единственный трансформатор. 1.8.5.3 В предыдущих параграфах мы имеем обнаружено, что электрический ток может быть индуцирован в проводник, когда этот проводник перемещается через магнитное поле к производят переменный ток. Если этот переменный ток проходит через проводник, пульсирующее магнитное поле будет окружать внешность этого проводника, то есть магнитное поле будет наращивать интенсивность через первые 90 электрических градусов или первые цикл.С этого момента магнитное поле будет спадать в течение следующей четверти цикла до тех пор, пока напряжение или текущие достигают ноль при 180 электрических градусах. Сразу же текущее направление меняется на противоположное. и магнитный поле снова начнет нарастать, пока не достигнет максимума в 270 электрических градусов в цикле. С этого момента ток и магнитное поле снова начинают затухать, пока они достигают нуля при 360 электрических градусах, где цикл начинается снова.1.8.5.4 Если этот провод намотан на материал с высокой магнитной проницаемостью (магнитный проницаемость – это способность воспринимать большое количество магнитных силовых линий) например, сталь, магнитное поле проникает это ядро. См. Рисунок 14. Этот проводник называется первичной обмоткой, а если на один из его выводов подается напряжение и цепь замкнута, ток будет течь. Когда наматывается вторая катушка тот же стальной сердечник, энергия, которая хранится в этом флуктуирующее магнитное поле в сердечнике индуцируется в этом вторичная обмотка.1.8.5.5 Это нарастание и крах это магнитное поле которые возбуждают электроны во вторичной обмотке трансформатора. Это вызывает электрический ток той же частоты, что и первичная обмотка. течь, когда вторичный контур замыкается зажиганием сварочной дуги. Помни это все трансформаторы работают только на переменном Текущий. 1.8.5.6 Упрощенный вариант сварочного трансформатора схематично показано на рисунке 15.Этот сварочный аппарат будет работать от входной мощности 230 вольт, а первичная обмотка имеет 230 вольт. витки проволоки на ядре. Нам нужно 80 вольт для зажигания дуги во вторичной обмотке или сварочная цепь, Таким образом, мы имеем 80 витков провода во вторичной обмотке сердечника. До дуга зажжена, напряжение между электродом и заготовкой составляет 80 вольт. Помнить что нет тока (сила тока) течет до тех пор, пока сварочный контур не завершится зажиганием дуги.РИСУНОК 14 СТАЛЬ ОСНОВНОЙ ПЕРВИЧНЫЙ КАТУШКА ВТОРИЧНАЯ КАТУШКА 80 V 80 460 ОБОРОТОВ V 460 ПОВОРОТЫ БАЗОВЫЙ ТРАНСФОРМАТОРт.J. Оборудование, материалы и услуги для сварки сопротивлением снегу
THE FINE PRINT: T. J. Snow не несет ответственности за то, что вы следуете этим указаниям. Вы делаете это на свой страх и риск и рискуете повредить свое оборудование. Если что-то пойдет не так, вы не сможете привлечь нас к ответственности. Если вы не можете принять эти ограничения, не продолжайте эти тесты.
- Убедитесь, что питание сварочного аппарата отключено и питание заблокировано в соответствии с утвержденными заводом процедурами блокировки и маркировки.
- Отсоедините линейные провода, идущие от трансформатора или переключателей ответвлений к блоку управления.
- Если к трансформатору подключен переключатель ответвлений, убедитесь, что он находится на ответвлении, а не в положении «выключено».
- Подключите омметр к линейным проводам, которые вы отсоединили от блока управления. Вы должны прочитать нулевое сопротивление или «непрерывность» через первичную обмотку трансформатора.
- Затем подключите омметр между любым линейным проводом и вторичной обмоткой трансформатора.Вы должны прочитать бесконечное сопротивление или «без непрерывности».
- Теперь подключите омметр между линейным проводом и землей (или корпусом) трансформатора. Вы должны прочитать бесконечное сопротивление или «без непрерывности».
- Установите все переключатели в положение наивысшего значения.
- Убедитесь, что концы сварных швов или вторичная обмотка трансформатора представляют собой разомкнутую, а не замкнутую цепь. Это можно сделать, поместив между наконечниками кусок жесткого утеплителя или старую кредитную карту.
- Подключите шнур 110 В переменного тока с предохранителем к двум проводам. Примечание. Если обмотки трансформатора неисправны, вы, вероятно, перегорите предохранитель в шнуре 110 В.
- Проверьте вторичное выходное напряжение трансформатора с помощью вольтметра. Это измерение следует производить прямо на трансформаторе, а не на наконечниках. Плохие соединения во вторичном контуре могут вызвать большее падение напряжения на них. Также убедитесь, что вторичный контур все еще открыт (вверху), иначе трансформатор будет находиться под нагрузкой.
- Если ваш сварочный аппарат питается от сети 220 В переменного тока, вы должны прочитать примерно ½ номинального максимального вторичного напряжения.
- Если ваш сварочный аппарат имеет источник питания 440 В переменного тока, вы должны прочитать примерно от максимального номинального вторичного напряжения.
- Если значение напряжения близко, ваш трансформатор, вероятно, исправен.
- Если у вас есть амперметр клещевого типа, вы можете проверить первичный ток, потребляемый на линии 110 В. Для большинства трансформаторов он должен составлять не более 1-2 ампер.
Если возникнут вопросы, звоните Т.Специалисты по трансформаторам Дж. Сноу по телефону (423) 894-6234.
Сварочный трансформаторработает по принципу сварки.
Сварочный трансформатор Одноступенчатые работы по принципу
| Сварочный трансформатор |
Введение: – Сварочные трансформаторы доступный. Одноступенчатый легкий режим для изготовления небольших тканей для крупных промышленных работ.
Однофазные трансформаторы легче по весу и обычно рассчитан на сварочный ток 200 А.В вторичная обмотка для переменного тока, например 100, 125, 150 и т. д. трансформаторы работают от однофазной сети 230 В.
Четыре трансформатора высокой мощности для тяжелых условий эксплуатации входят в комплект. различные размеры. Входное напряжение питания этого трансформатора – двухфазное 400 вольт. Номинальный выходной ток составляет от 300 до 600 ампер. Выходная сторона общий, низкий и высокие – три балла. Общее заземление подключено, а сварочный провод подключен к низкому уровню для тока 300 ампер и высокому уровню для тока от 300 до 600 ампер.Напряжение холостого хода сварочного трансформатора составляет около 90 вольт, в то время как при сварке оно снижается до 50-60 вольт. Первичная и вторичная обмотки для намотки используются ленточные проводники. Первичная обмотка отводится на подключение 380 вольт или 415 вольт путем установки перемычки.
Система регулировки тока
Когда источник питания доставляется в первичная обмотка генерирует переменный ток в сердечнике. Вторичный обмотка, намотанная на то же звено сердечника, что и производимый поток по первичной обмотке.Таким образом, напряжение индуцируется во вторичной обмотке и отсюда и сварочный ток при сварке. Итак, чтобы контролировать ток, мы должны управлять потокосцеплением вторичной обмотки.
Для этого предусмотрен обходной магнитный тракт для магнитного потока. с помощью регулируемого магнитопровода, как показано на схеме. Это ядро пропускает магнитный поток, поэтому потокосцепление уменьшается вместе с вторичной обмоткой. обмотка, регулирующая выходной ток. Этот регулируемый магнитный сердечник скользит вниз посередине основного ядра с помощью ручки управления текущим током.
Что такое метчики на сварочном трансформаторе? (2021 Ultimate Guide)
Сварочные трансформаторы необходимы, особенно там, где используются машины переменного тока. Они помогают изменять ток от линии питания и преобразовывать их в более низкое напряжение. Таким образом, сварочные трансформаторы нуждаются в нескольких ответвителях для выполнения различных функций при использовании аппаратов переменного тока.
Эта статья поможет вам понять, как используются ответвители и почему они устанавливаются на трансформаторы. В статье рассказывается, как эти изделия используются в сварочных трансформаторах и что делать, если отвод не закреплен должным образом или в случае, если с трансформатором что-то случится.
Итак, что такое отводы на сварочном трансформаторе? Отводы сварочного трансформатора в основном используются для регулирования напряжения и тока. Кроме того, отводы облегчают сварщику настройку напряжения до уровня, необходимого для работы устройства. Эти специальные отводы обычно подключаются ко вторичной обмотке, но в разных конфигурациях.
Что такое ответвители на сварочном трансформаторе?Важно отметить, что трансформаторы используются для регулирования напряжения, обеспечивая ступенчатое изменение на выходе, что позволяет им регулировать 0.625%. Когда мы думаем об отключении трансформаторов во время работы, очень важно знать, что они делают и как работают с вашим оборудованием, чтобы вы могли правильно их использовать, не повредив ничего.
Эти системы управления используются для регулирования напряжения путем ступенчатого изменения выходной мощности. Обычно у них 33 ответвителя, один из которых находится в центре, для которого заданы номинальные значения, и еще 16 для увеличения или уменьшения коэффициента поворота. Это допускает отклонение ± 10% от номинального номинала трансформатора, что дает им возможность регулировать 0.625% на шаг – впечатляющий уровень точности.
Вот почему так важно понять, как работают метчики, прежде чем использовать их, потому что неправильное использование может привести к серьезным повреждениям.
Если вам интересно, как они работают и что они делают, продолжайте читать, чтобы получить дополнительную информацию.
Простая конструкция сварочного трансформатораЭтот сварочный трансформатор обычно представляет собой просто понижающий трансформатор, содержащий магнитный сердечник с тонкой первичной обмоткой. Он также включает несколько витков на одном из своих плеч.Он также включает в себя вторичную обмотку, отличную от первичной, поскольку вторичная обмотка содержит меньше витков, но на другом плече она имеет большую площадь поперечного сечения.
Сварка первичной и вторичной обмоток заставляет его вести себя как понижающий трансформатор. Таким образом, на вторичной обмотке меньше напряжения, а на выходе обмотки больше. Требования при создании сварочного трансформатора переменного тока включают:
- Поставщик переменного тока
- Сварочный трансформатор
- Сердечник
- Электрод
- Детали, подлежащие соединению
Сварочный трансформатор постоянного тока не имеет существенных отличий от сварочного трансформатора переменного тока.Основное отличие состоит в том, что трансформатор постоянного тока должен быть подключен к выпрямителю. Выпрямитель преобразует переменный ток в постоянный. Индуктор также необходим для создания сварочного трансформатора постоянного тока, который помогает сглаживать ток постоянного тока.
Следующие элементы необходимы для изготовления сварочного трансформатора постоянного тока;
- Высокое переменное напряжение около 230 В
- Работающий переключатель
- Мостовой выпрямитель
- Сглаживающий конденсатор
- Выход постоянного тока
- Понижающий трансформатор
Бывают случаи, когда потребность в одном токе превышает потребность в другом.Обычно требуется ток, превышающий ток, получаемый от одного трансформатора. В таких условиях сварочный ток получается за счет работы параллельных сварочных трансформаторов. Всегда следует соблюдать меры предосторожности при работе с любыми электрическими приборами.
Меры предосторожности номер один, которые необходимо соблюдать, – все напряжения холостого хода должны быть разными. Ни один не должен быть похож на другой. Эта мера предосторожности обычно важна для типов трансформаторов, у которых разомкнутая цепь и коэффициент трансформации различаются.Такой тип сварочного трансформатора является типом сварочного аппарата с высоким реактивным сопротивлением.
Если трансформаторы подключены для параллельной работы, первичные обмотки всегда должны быть подключены к идентичным проводам питающей сети. Обеспечивает совпадение фаз ЭДС. Подобные выводы вторичных обмоток следует затем соединить попарно.
Как работают сварочные трансформаторы?Основной принцип работы сварочного трансформатора заключается в том, что сварочный трансформатор может преобразовывать мощность переменного тока в мощность постоянного тока и наоборот.
Сварочный трансформатор состоит из двух основных частей: первичной и вторичной обмоток. Напряжение в цепи переменного тока создается путем периодического изменения направления потока электрических зарядов через проводник на противоположное – чем чаще эти изменения происходят, тем выше частота или большее количество циклов в секунду.
Электричество от стенной розетки обычно имеет частоту 60 Гц, что означает, что оно переключается с положительного на отрицательный для каждого цикла не менее 60 раз в минуту.В одном из типов печей вместо этого используется ток 240 вольт, и для передачи этого вида электроэнергии требуется три провода: один провод передает электричество под напряжением, а два других действуют как обратный.
Трансформатор понижает напряжение с 240 вольт до 120 вольт, а также передает ток по трем проводам, один из которых предназначен для электрического тока под напряжением, который преобразует мощность переменного тока в мощность постоянного тока с частотой переменного тока 60 герц или меньше.
Напротив, вторичные катушки преобразуют переменные токи низкой частоты (60 Гц) обратно в токи высокой частоты с помощью индукционного процесса – превращения механической энергии в электрическую без изменения направления ее потока.
Человек, стоящий рядом с проводом, несущим электрический заряд, ничего не почувствует, потому что электроны ударяют по его телу с равными интервалами с обеих сторон; однако, если он встанет так, чтобы между ним и проводом было больше металла, он почувствует большее ощущение электрического заряда.
Напряжение от этого трансформатора затем распределяется по проволоке на сварочный стержень через держатель.
Держатель используется для удержания сварочного стержня на месте. В нем также есть резистор, который ограничивает электрический ток от источника питания и предотвращает его протекание через вашу руку, если вы держитесь за металлическую часть держателя или касаетесь ее незаземленным предметом оборудования, например перчатками.
Типы сварочных трансформаторовСуществует четыре известных сварочных трансформатора первичной обмотки. Четыре типа:
01. Сварочный трансформатор с внешним реакторомОбычно отрицательный вольт-ампер достигается, когда реактор размещается во вторичной обмотке сварочной цепи. Этот внешний реактор состоит из стального сердечника и обмотки. Он состоит из провода, по которому проходит ток до максимально допустимого уровня.
02.Сварочный трансформатор со встроенным реакторомЭтот тип сварочного трансформатора состоит из различных обмоток. Он имеет первичную обмотку, вторичную обмотку и обмотку реактора. Помимо обычных основных ветвей, у этого типа трансформатора есть еще одна ветвь, на которой находится обмотка реактора.
Текущий тип сварочного аппарата регулируется перемещением сердечника C, обычно между дополнительными ветвями. Таким образом, трансформатор – это часть, которая несет первичную и вторичную обмотки, а реактор – это часть, несущая реактор.
03. Сварочный трансформатор с высоким реактивным сопротивлениемКогда этот трансформатор подает ток, некоторые магнитные потоки возникают вокруг обмоток трансформатора. Результирующие силовые линии магнитного поля и поперечные срезают первичную и вторичную обмотки, что не относится ко всем трансформаторам. Как первичная, так и вторичная обмотки не пересекаются, поскольку их пути лежат в воздухе.
04. Сварочный трансформатор с насыщающимся реакторомЗдесь устанавливается цепь низкого напряжения для изменения работы магнитопровода и его магнитных характеристик.Для достижения этого используются или контролируются большие количества переменного тока. Управление большим количеством переменного тока осуществляется с помощью небольшого количества постоянного тока.
Когда это будет сделано, производимый вольт-ампер можно регулировать от минимального до максимального. Когда в катушке реактора не течет постоянный ток, у реактора минимальное сопротивление, и это приведет к высокому уровню выходной мощности сварочного трансформатора.
Реостат в цепи постоянного тока помогает увеличить величину. Если это будет достигнуто, это приведет к усилению магнитных силовых линий, что приведет к увеличению импеданса реактора по мере уменьшения выходного тока трансформатора.Это полезно, так как помогает удалить подвижные и изгибающиеся части.
Обычно используется для газовой дуговой сварки.
Многооператорные трансформаторы
Этот тип сварочного трансформатора использует высокое постоянное напряжение, которое обеспечивает одновременное выполнение нескольких сварочных цепей. Он в первую очередь используется при большом скоплении точек сварки в небольшой рабочей зоне.
Зачем мне их использовать?Сварочные трансформаторы – это ключ к преобразованию переменного тока высокого напряжения в ток низкого напряжения с высокой силой тока, который может питать электрическую машину.
Так как нагрев зависит от сварочного тока и толщины свариваемых материалов, этот параметр показывает, какой толщины должны быть материалы, чтобы они могли плавиться должным образом, сводя к минимуму риск перегрева или даже плавления материалов под действием электрического тока. .
Общее практическое правило состоит в том, что для большинства электросварочных работ требуется трансформатор с силой тока не менее 100 А, но для более тяжелой проволоки или более толстого материала для сварки потребуется большая сила тока и, следовательно, более мощный трансформатор сварочного аппарата.
Для того, чтобы это устройство работало должным образом, ему необходимо замкнуть цепь переменного тока, что означает, что ваш источник питания должен иметь переменное направление (переменное) электричество.
Сварочные трансформаторы обычно представляют собой устройства для тяжелых условий эксплуатации, которые используются на строительных площадках, где высокое напряжение может представлять опасность при неправильном обращении.
Для всех, кто работает с этими типами машин, важно соблюдать правила техники безопасности с указанием безопасных расстояний при работе рядом с проводами под напряжением, а также с какими инструментами нельзя прикасаться голой кожей, например, перчатками или другой защитной одеждой, необходимой для работы.
Распространенные ошибки, которые люди допускают при использовании ответвителейКогда вы находитесь в процессе сварки, нужны глубокие знания об использовании ответвлений для сварочного трансформатора, который является важным компонентом трансформатора? Ниже приведены распространенные ошибки, которые люди допускают при использовании кранов.
Типичная ошибка № Один:
Люди могут использовать неправильный размер крана для конкретного приложения, это известно как «уменьшение размера крана». Например, используйте метчик M12 x 50, когда вам нужен метчик T15 x 60 для сварки стержнем диаметром 20 мм.
Типичная ошибка № Два:
Несоблюдение правил безопасной эксплуатации и надлежащей техники безопасности может привести к несчастным случаям и травмам, таким как ожоги или поражение электрическим током, если обнаженные электрические клеммы под напряжением касаются голой кожей во время работы с проводкой, которая находится под напряжением 240 В в любой момент времени, поэтому всегда используйте соответствующие средства индивидуальной защиты, чтобы избежать травм.
Типичная ошибка № Три:
Отсутствие должной подготовки рабочего места перед началом сварки, что включает в себя удаление всего мусора и беспорядок, обеспечение хорошей вентиляции, чтобы пары могли рассеиваться в воздухе и не вдыхаться в легкие.
Типичная ошибка № Четвертый:
Использование старого оборудования, которое изношено или имеет наросты коррозии, что может привести к ухудшению качества внешнего вида сварного шва, а также производительности из-за более высоких потерь энергии во время процесса сварки.
Общие сведения о сварочном трансформатореКак упоминалось выше, сварочные трансформаторы обычно используются при использовании аппаратов переменного тока, поскольку они регулируют токи и снижают напряжения. Номинальные характеристики сварочного трансформатора обычно выражаются в киловольт-амперах (кВА) и предназначены только для определенных режимов работы.Он указывает энергию, которую трансформатор может выдать за заданное время.
Время обычно составляет минуту, а количество энергии обычно выражается в процентах и с требуемой температурой. Сварочный трансформатор также содержит среднеквадратичное короткое замыкание, используемое для индикации максимального уровня тока, который может произвести трансформатор. Кроме того, это дает максимальную толщину используемых материалов.
Что требуется от сварочных трансформаторов?
- Сварочные трансформаторы всегда должны иметь статическую вольт-амперную характеристику.
- В случае короткого замыкания всегда уменьшайте сварочный ток.
- Напряжение холостого хода не должно быть выше 80 вольт и никогда не должно доходить до 100 вольт
- Должен быть простой способ управления выходом до максимального диапазона
- Напряжение холостого хода должно быть достаточно высоким, но не слишком высоким, поскольку это может разрушить экономику сварки.
Существует два различных способа подключения ответвлений к одному трансформатору. Во-первых, обычно есть серия параллельных трансформаторов.Верхний диапазон сварочных трансформаторов должен быть подключен параллельно, а нижний диапазон должен быть подключен последовательно, поскольку он производит наиболее недостаточную мощность.
Из-за разнообразия конструкций трансформаторов первый отвод всегда должен иметь самое низкое напряжение. Поэтому первый отвод всегда должен иметь самое низкое напряжение и доступную мощность, поскольку другие отводы могут отличаться в зависимости от модели или конструкции сварочного трансформатора.
Расположение отводов в сварочном трансформатореОтводы в основном расположены на вторичной обмотке.Их можно легко найти в разных положениях, пока они находятся на вторичной обмотке. Первичный способ создания отводов – это соединение последнего слоя катушки, обычно расположенного на дальнем конце финишной черты. В зависимости от конструкции трансформатора между ответвлениями могут наблюдаться перерывы. В большинстве трансформаторов вы найдете эти перерывы между четвертым и пятым ответвлением. Для катушки также предусмотрена перемычка, которая помогает выбрать подходящее напряжение, указанное на паспортной табличке.
Другими способами ответвитель может быть сконфигурирован для соединения контура вторичной катушки и ответвлений без разрывов между ответвлениями.Самый последний кран обычно находится недалеко от финиша. Табличка с паспортными данными определяет, как будет работать этот ответвитель, поскольку соединение треугольником на стороне ввода закрыто на ответвлении. Конфигурация кранов осуществляется более простым способом, известным как линейные краны.
Эти перемычки ответвлений всегда соединяют две клеммы катушки, тогда как перемычки ответвлений могут соединять только одну клемму с другим трансформатором. Таким образом, расположение ответвлений зависит от величины необходимого напряжения.
Краткое описание того, как отводы помогают регулировать напряжениеОтводы всегда обеспечивают более высокие или более низкие уровни вторичного напряжения в зависимости от линейного напряжения, и, следовательно, соотношения напряжений трансформатора изменятся после открытия отводов для использования.В случаях, когда трансформаторы имеют большие размеры, ответвления помогают в изменении напряжения, которое смещается. Неизменно, соединения ответвлений должны быть установлены по умолчанию для сетевого напряжения.
Если сварщику нужно изменить напряжение, он должен поменять отводы, чтобы получить необходимое напряжение. Большие трансформаторы допускают только меньшее количество оборотов по сравнению с небольшими трансформаторами. Следовательно, при использовании больших трансформаторов не следует размещать ответвления с точным напряжением.
Этапы проверки сварочного трансформатора- Всегда проводите визуальный осмотр сварочного трансформатора.Вы можете сделать это, обратившись к руководству по эксплуатации, и это поможет вам узнать расположение всех частей вашего трансформатора.
- Убедитесь, что вы знаете, как была собрана схема подключения. Узнайте, где расположены первичные, вторичные обмотки и ответвители.
- Приобретите мультиметр, который поможет вам измерить напряжение постоянного и переменного тока, сопротивление, диод и целостность цепи.
- Отключите все источники питания, чтобы удалить воздух из конденсаторов, что означает, что вы должны дать электричеству разрядиться.
- Проверьте еще раз, чтобы убедиться, что на трансформаторе нет питания и вся энергия спущена. Обратитесь к руководству пользователя, если вы не знаете, что делать.
- В трансформаторе проверьте входное напряжение, чтобы узнать, где уменьшить или увеличить напряжение.
- Проверьте выходное напряжение сварочного трансформатора. Если вы не можете сказать, в какой проводке находится выходное напряжение, обратитесь к руководству по эксплуатации.
- Проведите проверку целостности первичных обмоток.
- После этого приступайте к проверке целостности вторичных обмоток.
- Наконец, вы должны знать о проблемах вашего трансформатора и устранять их.
Возможно, вам придется различать инвертор и трансформатор, или вы не уверены, что именно у вас есть. Основное различие между трансформаторами и инверторами заключается в том, что трансформаторы регулируют переменные токи путем увеличения или уменьшения от одного напряжения к другому. Инверторы принимают только электричество постоянного тока, действуют как ввод, а затем вырабатывают электричество переменного тока.
Максимальное количество ответвлений, которое может иметь трансформатор, – семь. Всегда соблюдайте указанные меры предосторожности, чтобы избежать серьезных происшествий, таких как поражение электрическим током. Если вы не можете понять инструкции владельца руководства, не пытайтесь подключать или выполнять электромонтаж. При необходимости всегда рекомендуется обращаться к профессионалу и соблюдать максимальную осторожность при обращении с этими приборами.
Что такое сварочный трансформатор? Теория, типы и схема
В этом разделе вы изучаете сварочный трансформатор – теория, типы и схемы.
Сварочные аппараты переменного тока, обеспечивающие питание для дуговой сварки, в основном состоят из сварочных трансформаторов. Сварочный трансформатор снижает напряжение источника питания примерно до 70–100 В, что является значением, необходимым для зажигания дуги. При дуговой сварке между электродом и заготовкой зажигается дуга, так что соединение доводится до температуры плавления за счет тепла дуги (около 3500 ° C).
Характеристика спада источника напряженияПри питании от сети переменного тока, даже если напряжение холостого хода, необходимое для зажигания дуги, составляет от 70 до 100 В, напряжение для поддержания дуги зависит от типа электрода и используемого тока.Обычно оно находится в диапазоне от 20 до 30 В. Наиболее важной характеристикой дуги является ее отрицательное сопротивление. Сопротивление дуги уменьшается с увеличением тока. Следовательно, любое небольшое увеличение тока вызывает уменьшение дуги, что, в свою очередь, еще больше увеличивает ток. Это делает невозможным поддержание устойчивой дуги. Следовательно, напряжение питания должно быть таким, чтобы оно должно было быстро падать по мере увеличения тока, тем самым противодействуя увеличению тока. Поэтому источник напряжения должен иметь падающую характеристику, как показано на рис.1. Эта характеристика спада помогает поддерживать сварочный ток, по существу, постоянным в рабочем диапазоне, независимо от небольших изменений длины дуги и, как следствие, небольших изменений напряжения дуги, которые неизбежны при ручной дуговой сварке. Достаточно стабильный ток во время сварки необходим для получения неизменно хорошего качества сварного шва.
В сварочной установке на переменном токе характеристика спада может быть достигнута либо за счет использования трансформатора в сочетании с реактором, последовательно соединенным с его вторичной обмоткой, либо за счет специальной конструкции самого трансформатора.В обоих этих случаях текущий контроль, дающий семейство таких характеристик спада, достигается многими различными способами. Все эти методы в основном основаны на изменении реактивного сопротивления сварочного контура. Ниже кратко рассмотрены лишь некоторые из них.
Рис. 1: Падение характеристики источника напряжения.
Трансформаторы сварочные в сочетании с реакторамиДля управления сварочным током можно использовать ответвительный реактор в сочетании с трансформатором, как показано на рис.2 (а). Чем больше число витков реактора в цепи, тем выше его реактивное сопротивление и меньше ток. Воздушный зазор в активной зоне реактора также можно изменять механическими средствами для изменения реактивного сопротивления. В качестве альтернативы реактивное сопротивление реактора можно изменить, предоставив
магнитный шунт в активной зоне реактора. Возможен ряд конструкций для постепенного изменения реактивного сопротивления реактора с использованием такого магнитного шунта. Этот магнитный шунт может быть выполнен в виде якоря (рис.2 б), угловое положение которого определяет реактивное сопротивление реактора. Реактивное сопротивление реактора является максимальным (следовательно, минимальным является ток), когда шунтирующая цепь почти замкнута, за исключением небольших воздушных зазоров между вращающейся и неподвижной частями сердечника, и минимально (следовательно, ток максимален), когда вращающаяся секция сердечника поворачивает через 90 o . Между этими двумя положениями также может быть получено любое промежуточное реактивное сопротивление. В другом варианте (рис. 2в) подвижный (движущийся в направлении, перпендикулярном плоскости бумаги) сердечник прикреплен к винту
., с помощью которого он может быть вставлен в активную зону реактора или извлечен из активной зоны реактора.Когда подвижная активная зона полностью выходит из активной зоны реактора, реактивное сопротивление реактора минимально, а ток в этом состоянии максимален. С другой стороны, когда подвижная активная зона полностью находится в активной зоне реактора, реактивное сопротивление реактора является максимальным, а ток минимальным. В некоторых случаях эффект переменного реактивного сопротивления достигается с помощью преобразователя, управляемого постоянным током (также называемого насыщающимся реактором), путем изменения его управляющего постоянного тока (рис. 2 d). Насыщение сердечника в большей или меньшей степени зависит от силы постоянного тока, который, в свою очередь, изменяет реактивное сопротивление преобразователя.
(а)
(б)
(в)
(г)
Рис. 2: Сварочный трансформатор в сочетании с (а) реактором с ответвлениями, (б) реактором с вращающимся магнитным шунтом, (в) реактором с подвижным магнитным шунтом, (г) преобразователем
Сварочный трансформатор с переменным сопротивлением утечкиРеактивное сопротивление утечки самого трансформатора можно изменять с помощью различных методов, и, таким образом, можно управлять сварочным током без помощи отдельного реактора.
(а)
(б)
(в)
Рис.3: Сварочный трансформатор с регулируемым реактивным сопротивлением рассеяния с (a) вращающимся магнитным шунтом, (b) подвижным магнитным шунтом, (c) приспособлением для насыщения магнитного шунта постоянным током.
Три таких метода схематически проиллюстрированы на рис. 3 (a), (b) и (c) в принципе аналогичны рассмотренным ранее для изменения реактивного сопротивления реакторов, используемых вместе с трансформаторами.В первом методе (рис. 3 а) реактивное сопротивление рассеяния трансформатора изменяется с помощью вращающегося магнитного шунта, тогда как во втором методе (рис. 3 б) оно изменяется с помощью подвижного магнитного шунта. . В третьем методе (рис. 3в) то же самое достигается изменением насыщения магнитопровода постоянным током. В некоторых случаях подвижные катушки могут использоваться на ветви трансформатора для изменения реактивного сопротивления рассеяния, которое определяется относительным положением первичной и вторичной обмоток.
.