Не лудите силовые провода: на практическом примере
На этой неделе я сам со всей семьёй чуть было не стал жертвой слабоумия и отваги. И не легче, что чужой.Да, в домашней силовой проводке на 230В концы многожильного провода лудить не рекомендуют. Рекомендуют обжимать. А что будет, если всё же залудить и так оставить? Вот я и стал жертвой эксперимента, сам того не ведая.
Висит уже много лет на кухне светильник — вот он на испытаниях, уже после починки и без абажура.
И вот в пятницу лампочка что-то подозрительно начала мигать. Поставил другую — то же самое. Дело не в лампочке. Вскрыл выключатель, понюхал-послушал. Не искрит. Снял светильник от греха, повесил времянку — патрон с проводочком. Заодно посмотрел на подключение — всё нормально, через клемму, провода не подгоревшие.
В субботу занялся плотнее. Смотрим патрон. Да, есть лёгкие повреждения контактов — но всё в пределах допустимого за много-то лет.
Но ведь где-то искрит! Разбираем дальше — остаётся только патрон, соединённый с проводом на заводе.
А там…
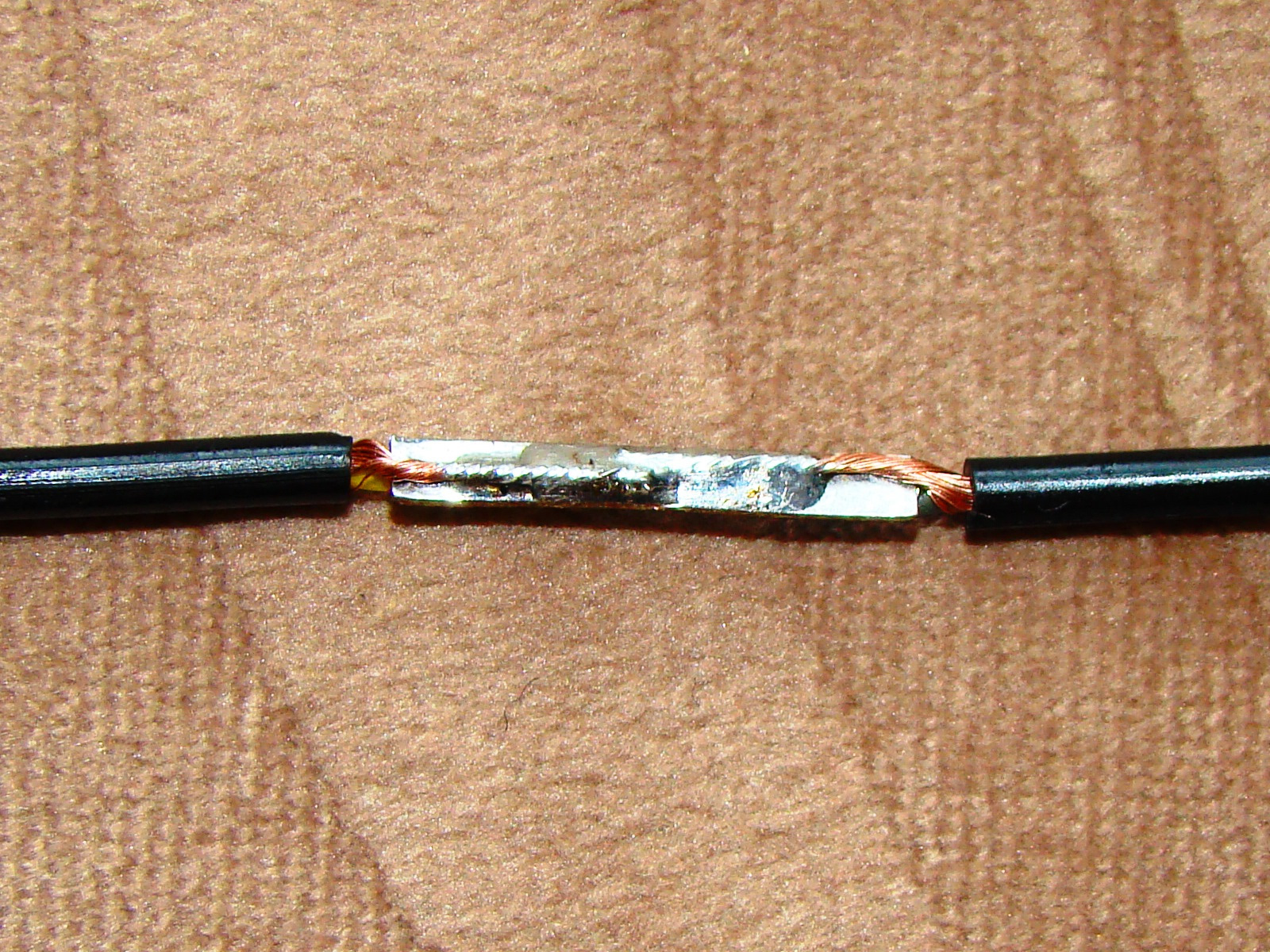
Вот эти коричневые полу обугленные кусочки — это обрезанные с того же самого провода, другие концы которого выше обжатые. Видно, что синий тоже стал коричневым. Гибкость изоляции полностью утрачена. Стала хрупкой — трескается и отваливается, обнажая медную жилу.
И тут же видна причина. Концы провода на заводе залудили.
Мне повезло. Картинка капающего с потолка горящего пластика осталась в ночных кошмарах. Зато стало понятно, как именно может наказать. Годы будет висеть лужёный конец взведённым курком, а потом может и выстрелить.
Обжимайте наконечники. И за электриками посматривайте. Которые знают, что и так сойдёт — гнать позорными тряпками.
Вот этот текст я зачем-то вывалил на муську. Где мне толпой объяснили, что лудили, лудим и будем лудить. А обжимают ретрограды. Так что по-быстрому оттуда снял. То есть со всеми, кто наконечники силовых проводов лудит и лудить будет – соглашаюсь, пожалуйста. КССЗБ. И светофор красным сдуру мигает, и тормоза придумали трусы. И здесь тоже соглашаюсь и спорить не буду. Но невиновных людей всё же предупредить хочется.
И здесь тоже соглашаюсь и спорить не буду. Но невиновных людей всё же предупредить хочется.
Добавлю, что теме очень близок вот этот циркуляр. Он не про лужение, шире, про пайку вообще. Но физика остаётся
К недостаткам соединений, содержащих оловосвинцовые припои, отнесены:
– снижение электропроводности и механической прочности;
– увеличение переходного сопротивления со временем;
– химическая коррозия, вызванная остатками флюсов;
– экологическая небезопасность;
– трудности обеспечения нормальных санитарно-гигиенических условий при выполнении соединений на монтаже и др.
[Spoiler (click to open)]
АССОЦИАЦИЯ «РОСЭЛЕКТРОМОНТАЖ»
ТЕХНИЧЕСКИЙ ЦИРКУЛЯР
№ 32/2012
г. Москва 2012г.
О ПРИМЕНЕНИИ ПАЙКИ В ЭЛЕКТРОТЕХНИЧЕСКИХ СОЕДИНЕНИЯХ
Неразборные соединения проводов, в соответствии с требованиями нормативных документов, могут выполняться путем опрессовки, с помощью сварки или пайки.
В соответствии с указаниями ГОСТ Р 50571-5-52-2011 (МЭК 60364-5-52:2009) соединения между проводниками и между проводниками и другим оборудованием должны обеспечивать электрическую непрерывность и соответствующую механическую прочность и защиту, а при выборе средств соединения следует учитывать:
– материал проводника и его изоляции;
– число и форму проводов, формирующих проводник;
– площадь поперечного сечения проводника;
– число проводников, которые будут соединены вместе.
В то же время к применению пайки в электромонтажной технологии нормативные документы и справочные материалы формируют следующее отношение:
– п. 7.8.3.2 ГОСТ Р 51321.1-2007: «На проводниках, соединяющих два расположенных рядом устройства, не должно быть скруток или паяных соединений»;
– п. 7.8.3.5 ГОСТ Р 51321.1-2007: «Соединение проводников с аппаратурой с применением пайки допускается только в тех случаях, если такой вид соединения предусмотрен в нормативной документации на НКУ»;
– примечание к п. 526 ГОСТ Р 50571-5-52-2011 (вводится в действие с 01.01.2013) «Низковольтные электроустановки. Часть 5. Выбор и монтаж электрооборудования. Глава 52. Электропроводки»: «Использования соединений пайкой рекомендуется избегать, за исключением коммуникационных схем. Если такие соединения используются, то они должны быть выполнены с учётом возможных смещений, механических усилий и повышения температуры при коротких замыканиях (см. 522.6, 522.7 и 522.8)»;
– п. 4.2.46 главы 4. 2 ПУЭ: «Соединение гибких проводов в пролётах должно выполняться опрессовкой с помощью соединительных зажимов, а соединения в петлях у опор, присоединение ответвлений в пролете и присоединение к аппаратным зажимам – опрессовкой или сваркой. При этом присоединение ответвлений в пролете выполняется, как правило, без разрезания проводов пролета. Пайка и скрутка проводов не допускаются».
2 ПУЭ: «Соединение гибких проводов в пролётах должно выполняться опрессовкой с помощью соединительных зажимов, а соединения в петлях у опор, присоединение ответвлений в пролете и присоединение к аппаратным зажимам – опрессовкой или сваркой. При этом присоединение ответвлений в пролете выполняется, как правило, без разрезания проводов пролета. Пайка и скрутка проводов не допускаются».
Указания приведенных документов фактически ограничивают применение пайки в соединениях электрических проводников в силу наличия существенных недостатков такого способа соединения.
К недостаткам соединений, содержащих оловосвинцовые припои, отнесены:
– снижение электропроводности и механической прочности;
– увеличение переходного сопротивления со временем;
– химическая коррозия, вызванная остатками флюсов;
– экологическая небезопасность;
– трудности обеспечения нормальных санитарно-гигиенических условий при выполнении соединений на монтаже и др.
В соответствии с указаниями ГОСТ Р 50571-5-54-2011 (МЭК 60364-5-54:2002) к соединениям заземляющих проводников предъявляется дополнительное требование, заключающееся в том, что соединение проводников или арматуры с помощью пайки возможно только при наличии надежной механической фиксации.
Указанное требование в первую очередь должно быть реализовано при выполнении контактных соединений класса 2 по ГОСТ10434-82* в цепях заземляющих и защитных проводников (см. п. 1.7.139 ПУЭ седьмого издания).
Данное требование является следствием, вытекающим из указаний п. 2.2.6 ГОСТ 10434-82* «Соединения контактные»: «После режима сквозного тока контактные соединения не должны иметь механических повреждений, препятствующих их дальнейшей эксплуатации. Температура контактных соединений в режиме сквозного тока не должна быть более 200 °С у соединений проводников из алюмомеди, алюминия и его сплавов, а также у соединений этих проводников с медными, 300 °С – у соединений медных проводников и 400 °С – у соединений стальных проводников». При соединении медных проводников допустимая температура соединения может достигать 300 °С, что превосходит температуру плавления мягкого припоя. Без дополнительного механического крепления проводников перед пайкой обеспечить качество неразборного контактного соединения не представляется возможным.
Наиболее часто для выполнения механического крепления проводников перед пайкой используется бандаж. В Инструкции по монтажу электрооборудования, силовых и осветительных сетей взрывоопасных зон ВСН 332-74 и в Пособии по выполнению электроустановок во взрывоопасных зонах, до сих пор используемых монтажными организациями, приводится несколько способов соединения заземляющих проводников с броней и металлическими оболочками кабелей с помощью пайки мягким припоем. В этих документах приводятся способы соединений, где дополнительное механическое крепление проводников выполняется после пайки либо не выполняется вообще. Указаниям действующих нормативных документов это не соответствует. При выполнении механического соединения с помощью бандажа с последующей пайкой, при расплавлении припоя в режиме сквозного тока не происходит его стекания. После отключения тока повреждения контактное соединение механически восстанавливается.
Особого внимания заслуживает вопрос присоединения многопроволочной жилы к контактным зажимам оборудования и соединителям. Требования облуживания многопроволочных жил оловянно-свинцовыми припоями в разборных электрических контактных соединениях проводов и кабелей изложены в п. 2.1.8 табл. 5 ГОСТ 10434 издания 1982 года. Однако необходимо учитывать то обстоятельство, что современные зажимы, в отличие от приведенных в ГОСТ 10434-82, имеют, как правило, гнездовую конструкцию, в которой многопроволочная жила проводника не выжимается, не выдавливается из-под головки винта или шайбы, а, напротив, обжимается, прессуется в конструктивно ограниченном сечении зажима. Пропайка концов многопроволочных проводов в монолит в таком случае не требуется. Следует также иметь в виду, что ГОСТ 10434-82 распространяется на токи от 2,5 А. Для контактных соединений электротехнических устройств на токи менее 2,5 А требования стандарта являются рекомендуемыми.
Требования облуживания многопроволочных жил оловянно-свинцовыми припоями в разборных электрических контактных соединениях проводов и кабелей изложены в п. 2.1.8 табл. 5 ГОСТ 10434 издания 1982 года. Однако необходимо учитывать то обстоятельство, что современные зажимы, в отличие от приведенных в ГОСТ 10434-82, имеют, как правило, гнездовую конструкцию, в которой многопроволочная жила проводника не выжимается, не выдавливается из-под головки винта или шайбы, а, напротив, обжимается, прессуется в конструктивно ограниченном сечении зажима. Пропайка концов многопроволочных проводов в монолит в таком случае не требуется. Следует также иметь в виду, что ГОСТ 10434-82 распространяется на токи от 2,5 А. Для контактных соединений электротехнических устройств на токи менее 2,5 А требования стандарта являются рекомендуемыми.
Производители широко используемых на отечественном рынке соединителей: Sсhneider Еlесtric, Phoenix Contact, Wago, Weidmüller и др., отрицают необходимость замоноличивания (пропайки) многопроволочной жилы перед выполнением соединения.
Целью выхода настоящего циркуляра является выдача конкретных рекомендаций по выполнению электрических соединений с помощью пайки:
1. Использования паяных соединений в электроустановках следует избегать. Если такие соединения используются, то они должны быть выполнены с учетом возможных смещений, механических усилий и повышения температуры при коротких замыканиях.
2. Спаянные соединения в любом случае не следует применять в местах, подверженных смещению, вибрации и ударам.
3. При выполнении электрического соединения брони или металлической оболочки кабеля с подключаемым оборудованием допускается припайка заземляющих или защитных проводников уравнивания потенциалов мягким припоем, например ПОС-40, без размотки брони кабеля с механическим креплением проводника к броне с помощью бандажа.
4. В разборных соединениях должна быть обеспечена совместимость многопроволочной жилы проводника с соответствующими зажимами аппаратов и соединителей. В этом случае требование о необходимости замоноличивания многопроволочной жилы методом пайки, как и опрессовки гильзой, увеличивающее переходное сопротивление, является излишним и ухудшающим эксплуатационную надёжность современных разборных соединений.
Технология правильного лужения проводов
Один из наиболее надежных способов соединения проводов и деталей — пайка. Как правильно паять паяльником, как подготовить паяльник к работе, как получить надежное соединение — обо всем этом дальше.
Блок: 1/8 | Кол-во символов: 208
Источник: https://elektroznatok.ru/tools/pajka-payalnikom
Почему это так важно?
Дело в том, что на воздухе медь может окисляться, что часто приводит к ухудшению контакта между проводами. В дальнейшем плохой контакт начинает нагреваться и как следствие – может произойти возгорание электропроводки. Чтобы этого не происходило и соединение электрических проводов пайкой было долговечным, надежным и безопасным, необходимо лудить зачищенные концы жил с помощью свинцово-оловянного припоя.
Помимо этого лужение используют во время пайки, к примеру, при подключении светодиодной ленты к блоку питания. Если жилы LED-ленты не облудить, место пайки будет ненадежным и не исключено, что со временем проводки отвалятся.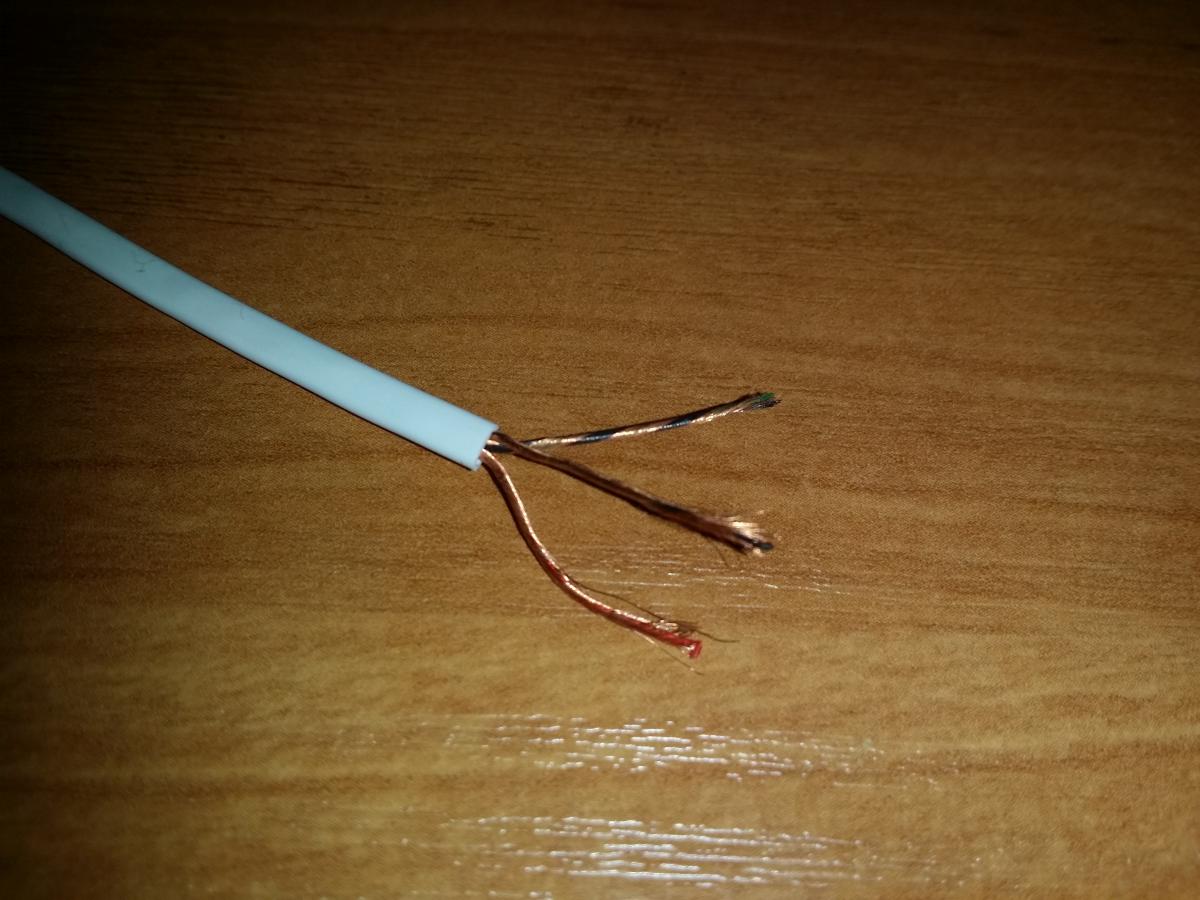
Блок: 2/3 | Кол-во символов: 654
Источник: https://samelectrik.ru/texnologiya-pravilnogo-luzheniya-provodov.html
Технологические особенности
В процессе пайки припой заполняет пространство между электропроводами. Плавление самого припоя при этом происходит при температуре намного ниже, чем металлических проводов. Качество электрического контакта напрямую зависит от чистоты соединяемых элементов и их хорошего обволакивания припоем. Перед тем как паять проводку проводится очистка поверхности от окислительной пленки и жиров. Для этого используются специальные флюсы. Они повышают качество растекания расплавленной массы, а также снижают поверхностное натяжение.
Блок: 2/9 | Кол-во символов: 551
Источник: https://oxmetall.ru/pajka/tehnologiya-pravilnoj-pajki-provodov
Требуемые инструменты
Работа с проводами – дело несложное, если к нему хорошо подготовиться. Желательно, сделать все заранее, чтобы потом в самый неподходящий момент, не пришлось суетиться.
- хорошо заточенный нож;
- медицинский или технический пинцет;
- обычные плоскогубцы;
- паяльник или станция для паяния;
- расходные материалы (флюс, припой).
Вместо ножа сейчас продаются специальные клещи, которые позволяют содрать изоляцию одним движением. Но они не так уж дешево стоят, поэтому многие обходятся ножом или скальпелем.
Все средства и приспособления немудреные, но очень полезные. Под расходными материалами подразумеваются определенный флюсовый состав и припой, подходящий для данного вида проводов.
Блок: 3/7 | Кол-во символов: 787
Источник: https://svaring.com/soldering/praktika/luzhenie-provodov
Как выполнить лужение: видео
Также мы собрали несколько интересных видео, которые помогут вас сделать лужение ваших проводов правильно.
Как лудить провода в домашних условиях:
 youtube.com/embed/W3IzjLH5FOM”/>
youtube.com/embed/W3IzjLH5FOM”/>
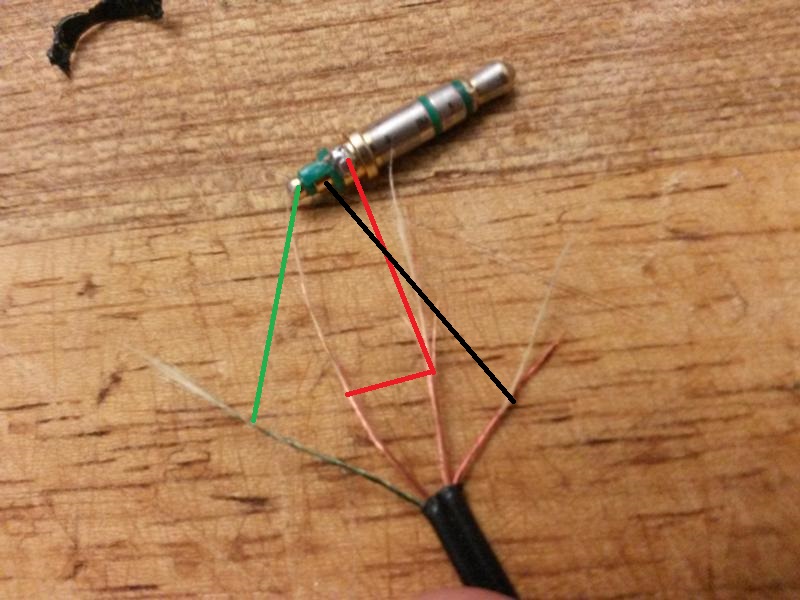
Как отремонтировать провода наушников лужением:
Делаем лужение на проводе большого сечения:
Также рекомендуем прочитать: Кабель АСБ: технические характеристики и подробный обзор.
Блок: 4/4 | Кол-во символов: 373
Источник: http://DekorMyHome.ru/remont-i-oformlenie/tehnologiia-lyjeniia-provodov.html
Подготовка паяльника к работе
В быту используются «обычные» электрические паяльники. Есть, работающие от 220 В, есть — от 380 В, есть — от 12 В. Последние отличаются небольшой мощностью. Используются, в основном, на предприятиях в помещениях с повышенной опасностью. Можно их применять и в бытовых целях, но нагрев их происходит медленно, да и мощность маловата…
Выбрать надо тот, Который удобно «лежит» в руке
Выбор мощности
Мощность паяльника выбирается в зависимости от характера работы:
В домашнем хозяйстве достаточно иметь два паяльника — один маломощный — 40-60 Вт, и один «средний» — около 100 Вт. С их помощью можно будет покрыть около 85-95% потребностей. А пайку толстостенных деталей все равно лучше доверить профессионалу — тут нужен специфический опыт.
С их помощью можно будет покрыть около 85-95% потребностей. А пайку толстостенных деталей все равно лучше доверить профессионалу — тут нужен специфический опыт.
Подготовка к работе
Когда паяльник включается в сеть первый раз, часто он начинает дымить. Это выгорают смазочные материалы, которые были использованы в процессе производства. Когда дым перестает выделяться, паяльник выключают, ждут пока он остынет. Дальше надо заточить жало.
Сначала надо выжечь смазку
Заточка жала
Далее надо подготовить к работе жало. Это цилиндрический стержень, сделанный из медного сплава. Фиксируется при помощи прижимного винта, который находится в самом конце термокамеры. В более дорогих моделях жало может быть слегка заточено, но, в основном, заточки нет.
Как подготовить паяльник к работе
Изменять будем самый кончик жала. Использовать можно молоток (сплющивать медь как вам нужно), напильник или наждак (просто стачивать ненужное). Форму жала выбирают в зависимости от предполагаемого типа работ. Его можно:
Его можно:
- Сплющить в виде лопатки (как у отвертки) или сделать плоской с одной стороны (угловая заточка). Этот тип заточки нужен, если паяться будут массивные детали. Такая заточка увеличивает плоскость соприкосновения, улучшает передачу тепла.
- Сточить край жала в острый конус (пирамидку) можно, если предполагается работа с мелкими деталями (тонкие провода, электродетали). Так проще контролировать степень нагрева.
- Тот же конус, но не такой острый подойдет для работы с проводниками большего диаметра.
Более универсальным считается заточка «лопаткой». Если ее сформировать при помощи молотка, медь уплотняется, корректировать наконечник надо будет реже. Ширину «лопатки» можно делать больше или меньше, подрабатывая ее по сторонам напильником или наждаком. С этим типом заточки работать можно с тонкими и средними паяемыми деталями (поворачивать жало в нужное положение).
 youtube.com/embed/tpNwkvaNV5I?ecver=1″/>
youtube.com/embed/tpNwkvaNV5I?ecver=1″/>
Лужение паяльника
Если жало паяльника не имеет защитного покрытия, его необходимо залудить — покрыть тонким слоем олова. Это защитит его от коррозии и быстрого износа. Делают это при первом же включении инструмента, когда дым перестал выделяться.
Первый способ лужения жала паяльника:
- довести до рабоче температуры;
- прикоснуться к канифоли;
- расплавить припой и растереть его вдоль всего жала (можно деревянной щепкой).
Второй способ. Смочить тряпку раствором хлористого цинка, нагретое жало потереть о тряпку. Расплавить припой и куском поваренной каменной соли растереть его по всей поверхности жала. В любом случае медь должна покрыться тонким слоем олова.
Блок: 2/8 | Кол-во символов: 3380
Источник: https://elektroznatok.ru/tools/pajka-payalnikom
Обработка флюсом или лужение
При пайке главное — обеспечить хороший контакт спаиваемых деталей.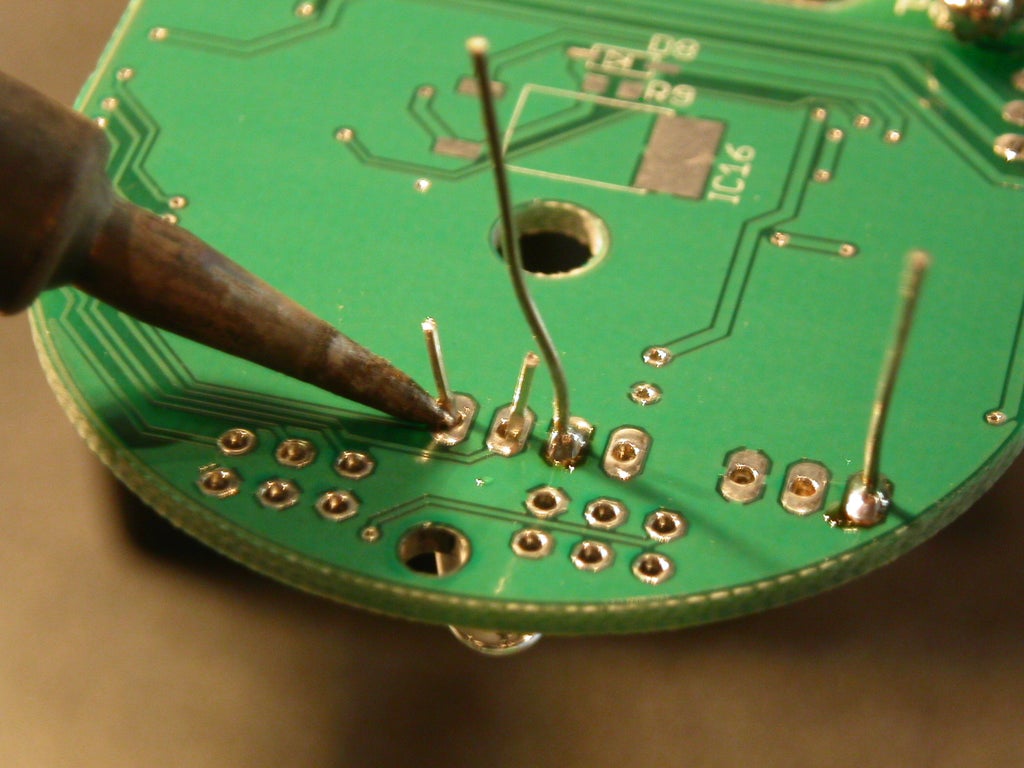
Процесс пайки начинается с лужения проводов
Лужение
Для обработки проводов потребуется хорошо разогретый паяльник, кусок канифоли, небольшое количество припоя.
Берем зачищенный провод, укладываем его на канифоль, прогреваем паяльником. Прогревая, поворачиваем проводник. Когда провод окажется весь в расплавленной канифоли, на жало паяльника набираем немного припоя (просто прикасаемся жалом). Затем вынимаем провод из канифоли и кончиком жала проводим по оголенному проводнику.
Лужение проводов — обязательный этап при пайке
При этом припой тончайшей пленкой покрывает металл. Если это медь, из желтой, она становится серебристой. Провод тоже надо немного поворачивать, а жало двигать вверх/вниз. Если проводник хорошо подготовлен, он полностью становится серебристым, без пропусков и желтых дорожек.
Обработка флюсом
Тут все и проще, и сложнее. Проще в том смысле, что нужен только состав и кисточка. Кисточку обмакиваем в флюс, наносим тонким слоем состав на место пайки. Все. В этом простота.
Сложность в выборе флюса. Есть много разновидностей этого состава и под каждый вид работы надо подбирать свой. Так как сейчас говорим о том, как правильно паять паяльником провода или электронные компоненты (платы), то приведем несколько примеров хороших флюсов для этого типа работ:
Для пайки электронных компонентов (печатных плат) не используйте активные (кислотные) флюсы. Лучше — на водной или спиртовой основе. Кислотные же имеют хорошую электропроводность, что может нарушить работу устройства. Также они очень химически активны и могут вызвать разрушение изоляции,коррозию металлов. Благодаря своей активности они очень хорошо подготавливают к пайке металлы, потому их используют, если надо припаять провод к металлу (обрабатывают саму площадку). Наиболее распространенный представитель — «Паяльная кислота».
Блок: 5/8 | Кол-во символов: 2309
Источник: https://elektroznatok.ru/tools/pajka-payalnikom
Что нужно для пайки паяльником
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.
Чаще всего приходится паять медные провода, например, на наушниках, при ремонте бытовой техники и т.д.
Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.
В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.
Припои и флюсы для пайки паяльником медных проводов
Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).
Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).
Удобно пользоваться припоем с канифолью
Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Вспомогательные материалы
Для того чтобы нормально паять паяльником провода нужны еще:
- Подставка. Может быть она из металла полностью или на деревянной/пластиковой подставке закрепленные металлические держатели для паяльника. Также удобно, если есть небольшая металлическая коробочка для канифоли.
Паять паяльником удобнее с подставкой самодельной и фабричной — не очень важно
 Перед работой затачивают дало паяльника. Оно должно быть ровным и чистым без следов нагара. Тогда паяется легко.
Перед работой затачивают дало паяльника. Оно должно быть ровным и чистым без следов нагара. Тогда паяется легко.Так надо затачивать жало паяльника
Пассатижи — для того чтобы придерживать провода
Для смывки флюса может потребоваться спирт, для изоляции — изолента или термоусадочные трубки различных диаметров. Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.
Блок: 2/9 | Кол-во символов: 3640
Источник: http://studvesna73.ru/07/23/2781/
Как лудить провода: пошаговая инструкция
Чтобы вы смогли правильно лудить провода, мы решили рассказать вам подробную инструкцию в картинках. Если вы внимательно все прочитаете, то никаких проблем у вас возникнуть не должно.
Если вы внимательно все прочитаете, то никаких проблем у вас возникнуть не должно.
Подготовка инструментов
Перед тем как приступать к лужению, вы должны собрать следующие инструменты:
- Острый нож, лучше все канцелярский.
- Пассатижи или пинцет.
- Припой, флюс или канифоль. Проще всего работать с канифолью.
- Паяльник.
Как лудить провода самостоятельно:
- Нужно снять с проводника изоляцию, можно использовать инструмент для снятия изоляции, если такого нет, используйте обычный ножик.
- После снятия изоляции нужно до металлического блеска зачистить жилы. Если у вас многожильный провод, тогда нужно распушить все проводники и зачистить их. Лучше всего зачищать каждую жилу по отдельности – это удобней.
- Включаем паяльник и очищаем его от пыли и старого припоя, который он любит собирать. Во время его очистки используйте маленькую наждачную бумагу.
- Разогрейте кончик провода (просто проводите горячим паяльником).

- Прикоснитесь паяльником к канифоли и припою. Рабочая поверхность должна обязательно покрыться оловом.
- Далее берем паяльник и прикасаемся к медному проводнику. Весь припой должен равномерно попасть на жилу. Чтобы улучшить этот процесс, необходимо с помощью пинцета или пассатижей залудить кончик провода со всем сторон, в это время его нужно прокручивать, так существенно экономиться время.
- Внимательно осмотрите свой провод или кабель. Рабочая поверхность должна полностью покрыться припоем. Если вы видите, что есть места без припоя и просто видно проводник, тогда начинайте лужение снова.
Обратите внимание! Таким способом нельзя лудить провода наушников. У них есть особенности, ведь все проводники эмалированные. Изначально нужно снять всю эмаль, а потом тонким паяльником и проводить лужение наушников.
Если провода совсем тонкие, тогда лучше канифоль не использовать вовсе, ведь сложно угадать с ее количеством. В этом случае оптимально использовать паяльную кислоту.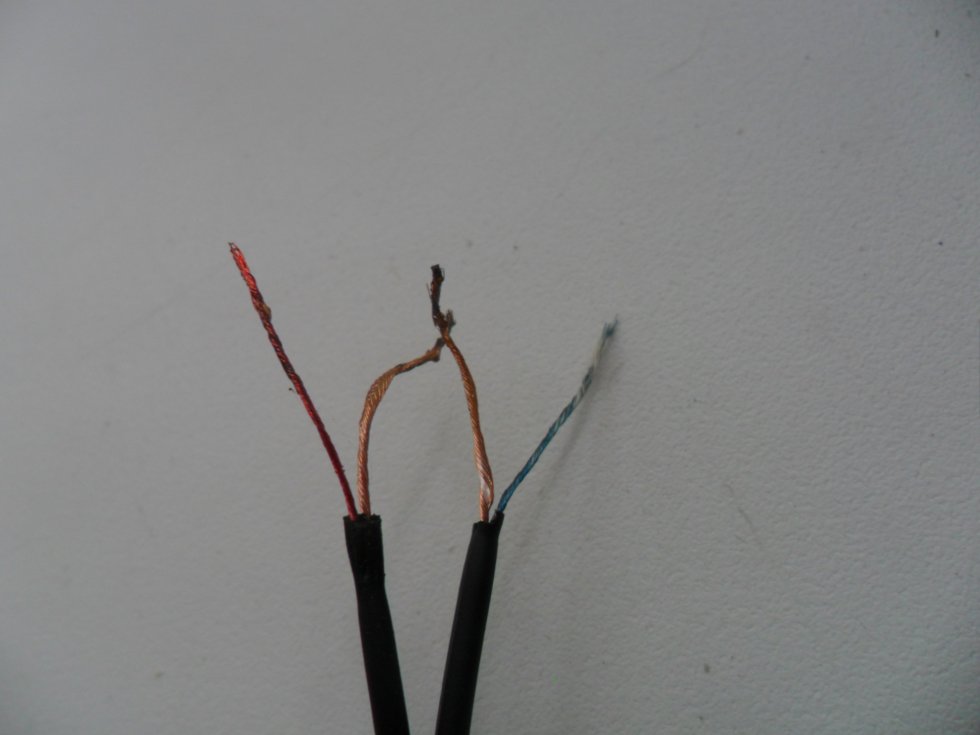 Ею нужно обработать кончик проводника обычной кисточкой. Далее с помощью паяльника уже и наносим припой. Такой способ более надежным назвать нельзя, но с тонкими проводниками по-другому не получится.
Ею нужно обработать кончик проводника обычной кисточкой. Далее с помощью паяльника уже и наносим припой. Такой способ более надежным назвать нельзя, но с тонкими проводниками по-другому не получится.
Блок: 3/4 | Кол-во символов: 2224
Источник: http://DekorMyHome.ru/remont-i-oformlenie/tehnologiia-lyjeniia-provodov.html
Варианты обработки проводов
Некоторым мастерам нравится метод лужения, при котором провода прижимаются паяльником к деревянной дощечке.
Это вполне приемлемая технология. Выделяющиеся при нагревании деревянной подложки газы в некоторой степени работают как флюс, способствуя удалению оксидов на металле.
Еще лучше удаляет продукты окисления расплав аспирина. Таблетку можно подкладывать под провода при лужении. Выделяющиеся из нагретой ацетилсалициловой кислоты газы хорошо обволакивают место соединения, удаляя с них все примеси. В результате провода будут успешно лудиться.
 youtube.com/embed/W3IzjLH5FOM”/>
youtube.com/embed/W3IzjLH5FOM”/>
Существует своеобразный метод подготовки многожильных проводков, в которых тонкая медная основа покрыта эмалью. В этом случае как подложку мастера рекомендуют использовать кусочек ПВХ материала.
При повышении температуры поливинилхлорид начинает выделять пары хлороводорода, которые так же, как соляная кислота, быстро разрушают оксидный слой. Как показывают многие видео уроки, ПВХ подложка может быть не очень большой, соответствующей размерам рабочей зоны лужения.
Блок: 5/7 | Кол-во символов: 1045
Источник: https://svaring.com/soldering/praktika/luzhenie-provodov
Луженая медь: характеристики и применение
Благодаря своим свойствам, медная проволока, нашла широкое применение, как в бытовых, так и промышленных масштабах. Главной особенностью меди, является устойчивость к различным механическим воздействиям, перепадам температуры и влиянию атмосферных осадков.
Но для улучшения показателей устойчивости меди, используют процесс лужения, при котором она покрывается тонким слоем олова, толщина которого варьируется 1 – 20 микрон.
Процесс лужения медной проволоки:
- Очистка;
- Лужение;
- Выравнивание слоя олова;
- Охлаждение;
- Повторное выравнивание;
- Упаковка.
Приобрести луженую медь можно в строительном магазине
В первую очередь, катушка с проволокой устанавливается на специальный подающий механизм, посредством которого, она проходит все необходимые процессы.
Сначала, проходя через специальные щетки, которые смачиваются раствором хлорида цинка, проволока очищается. Раствор хлорида цинка, получают путем растворения гранулированного цинка в соляной кислоте.
После того, как проволока прошла очистку, она проходит через ванну, наполненную расплавленным оловом. Данный способ, позволяет добиться равномерного распределения олова по всей поверхности металла.
Далее, для придания идеальной равномерности покрытию, проволока проходит через небольшие щетки из резины. Таким образом, устраняются наплывы олова на поверхности проволоки.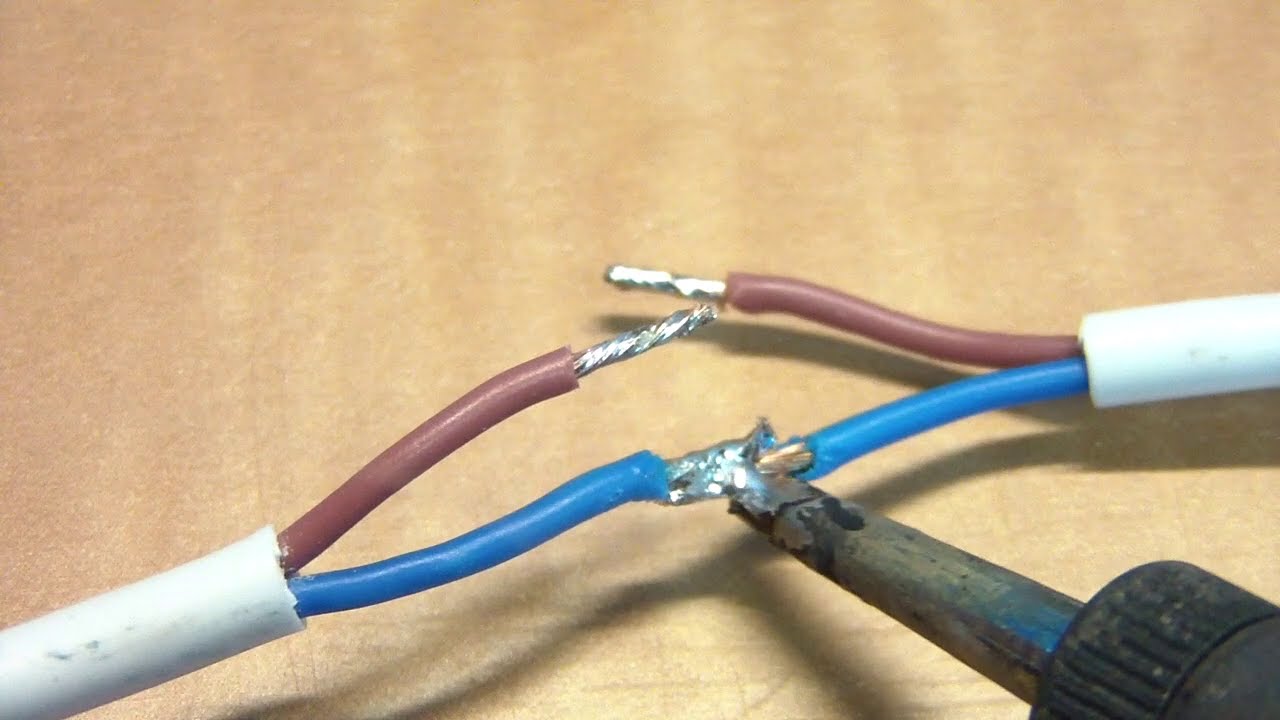
Обратите внимание! Самым важным при лужении медной проволоки, является не допустить наплывы олова.
Затем, проволоку охлаждают. Происходит это при прохождении ее через ванну наполненную холодной водой. Данные процесс, выполняет функцию улучшения качества соединения олова с медной поверхностью проволоки.
После этого, проволока проходит вторичную обработку щетками, при которой проволока полностью избавляется от наплывов и при необходимости уменьшается ее диаметр.
На приемном механизме, проволока наматывается на катушку и упаковывается.
Блок: 5/6 | Кол-во символов: 1928
Источник: http://6watt.ru/elektrooborudovanie/instrumenty/luzhenie-eto
Как облудить подшипник оловом (видео)
Не имеет значения, какая конструкция у металлического изделия (провод или подшипник). Достаточно часто, корректная работа данных изделий зависит от качества соединения и материалов, которыми оно обработано.
Блок: 6/6 | Кол-во символов: 290
Источник: http://6watt.ru/elektrooborudovanie/instrumenty/luzhenie-eto
Работа с припоем
Припойный сплав имеет определенную температуру плавления. При нагреве паяльником он переходит из твердого состояния в жидкое и растекается по соединяемым поверхностям. В этот момент происходят физические и химические процессы, обеспечивающие необходимую надежность соединения. Учтите, что хорошее покрытие припоем достигается исключительно на чистых поверхностях, освобожденных от оксидной пленки, а также жировых загрязнений. Использование припоев с входящей в их состав канифолью значительно ускоряет процедуру пайки.
Блок: 7/9 | Кол-во символов: 537
Источник: https://oxmetall.ru/pajka/tehnologiya-pravilnoj-pajki-provodov
Как паять паяльником медные провода
Первым пунктом пайки поставим очистку проводов от оксидной пленки. Окисной пленкой покрыт не только алюминий, но и медь. Присутствие ее на меди затрудняет лужение проводов, лужение происходит участками, неравномерно. Поэтому чистят медный провод острым ножом со всех сторон.
Поэтому чистят медный провод острым ножом со всех сторон.
После снятия оксидов, поверхность провода смачивают кисточкой с жидкой канифолью. Жалом паяльника берут немного припоя и проводят лужение провода. Провод можно не прокручивать, движение жалом паяльника вперед, и мы видим, как припой мгновенно растекается по всему проводу.
Припой прутком 2 мм
Теперь еще один важный момент, перед тем как паять медные провода — это соединение. Запомните, все соединения проводов должны быть закреплены. Способы крепления проводов показаны на рисунке ниже. Нельзя паять внахлёст без крепления. Пайка получается очень слабой, хотя и ровной. Такая пайка долго не выдерживает механическую нагрузку, небольшую вибрацию.
Способы соединения проводов скруткой
После соединения луженых проводов скруткой, наносят кисточкой немного жидкой канифоли и паяют. Небольшое движение жалом паяльника вперед от изоляции и идеальная пайка готова. Почему здесь можно паять от изоляции, потому что пайка жидкой канифолью происходит за очень короткое время и изоляция провода не успевает подгореть. После пайки остатки канифоли смываются жесткой щеточкой со спиртом.
После пайки остатки канифоли смываются жесткой щеточкой со спиртом.
Визуально можно определить качество пайки электропроводки и электронных плат:
1. Пайка должна быть скелетной, то есть должно просматриваться скелетное соединение проводов, выводов элементов.
2. Пайка должна быть глянцевой, без раковин и пузырей.
На качество пайки влияет температура жала паяльника. Для ПОС 61 температура жала 190 С, с небольшой коррекции в верхнюю сторону. Коррекцию температуры жала паяльника определяют опытным путем по плавлению припоя. Припой должен легко плавиться, и хорошо держаться на жале паяльника. Если припой собирается в капли и стекает, значит паяльник перегрет.
Часто спрашивают — можно ли паять под напряжением. Ответ однозначен — нет. Под напряжением любые электротехнические работы (кроме измерительных) запрещены. На корпусе паяльника может присутствовать сетевое напряжение, при попытке пайки проводов под напряжением произойдет короткое замыкание.
Тоже интересные статьи
Как определить сечение кабеля. Расчет сечения медного кабеля
Расчет сечения медного кабеля
Цветовая маркировка проводов и жил кабелей
Электропроводка на даче своими руками
Ввод электричества в дом
Соединение проводов пайкой — один из действенных методов, требующий определенных навыков. Прежде чем соединять таким способом провода, их необходимо правильно подготовить и залудить. Это требуется для обеспечения качества соединения. Ведь известно, что что во влажной среде в соединениях происходит процесс электрохимической коррозии .Окисление приводит к ухудшению контакта между проводами и перегреву соединения. Чтобы этого избежать и добиться, необходимо лудить все зачищенные жилы, так как при этом наноситься свинцово-оловянные припои снижающие электромеханические потенциалы соединяемых проводников (меди, алюминия).
Рассмотрим, как лудить провода паяльником. Разобравшись, вы поймете что данный процесс совсем не сложен.
Блок: 7/9 | Кол-во символов: 3202
Источник: http://studvesna73. ru/07/23/2781/
ru/07/23/2781/
Хитрости пайки
Перед тем как соединять электрическим паяльником провода необходимо следить, чтобы его жало было в чистом виде. Это будет повышать теплопроводность и прочность соединения. Для очистки наконечника применяют влажную ткань.
При использовании флюса активного типа зачищенная жила проводника обрабатывается составом, прогревается электропаяльником с припоем в небольшом количестве, а далее – по стандартной технологии. При пайке скруток допускается пропустить процедуру лужения, а сразу обработать место соединения флюсом, после чего приступить к пайке скрученных проводников. В этом случае обязательно протирается место спайки спиртом для удаления остатков агрессивных химических материалов.
Многожильные проводники распушивают перед лужением и окунают в канифоль. Нанесение припоя проводится весьма тщательно, чтобы каждый проводник был им полностью покрыт. По окончании остывания жилы соединяются и пропаиваются электропаяльником с оловом.
Изучив основные технологические процессы и просмотрев видео, можно научиться свободно соединять электропровода методом пайки и даже переходить к более сложным работам.
Блок: 9/9 | Кол-во символов: 1126
Источник: https://oxmetall.ru/pajka/tehnologiya-pravilnoj-pajki-provodov
Количество использованных доноров: 7
Информация по каждому донору:
- https://samelectrik.ru/texnologiya-pravilnogo-luzheniya-provodov.html: использовано 1 блоков из 3, кол-во символов 654 (3%)
- http://DekorMyHome.ru/remont-i-oformlenie/tehnologiia-lyjeniia-provodov.html: использовано 3 блоков из 4, кол-во символов 2837 (12%)
- https://svaring.com/soldering/praktika/luzhenie-provodov: использовано 3 блоков из 7, кол-во символов 2332 (9%)
- http://6watt.ru/elektrooborudovanie/instrumenty/luzhenie-eto: использовано 2 блоков из 6, кол-во символов 2218 (9%)
- https://oxmetall.ru/pajka/tehnologiya-pravilnoj-pajki-provodov: использовано 4 блоков из 9, кол-во символов 2716 (11%)
- http://studvesna73. ru/07/23/2781/: использовано 2 блоков из 9, кол-во символов 6842 (28%)
- https://elektroznatok.ru/tools/pajka-payalnikom: использовано 4 блоков из 8, кол-во символов 7000 (28%)
 ru/07/23/2781/: использовано 2 блоков из 9, кол-во символов 6842 (28%)
ru/07/23/2781/: использовано 2 блоков из 9, кол-во символов 6842 (28%)Лужение проводов. Особенности алюминиевых проводов. Действия
Лужение проводов, а особенно алюминиевых проводников довольно не простой процесс. Постараемся просто и понятно описать процесс.
Чтобы получить при пайке оловянно-свинцовым припоем надежное соединение, необходимо зачистить и облудить провода. Если пренебречь данными действиями, то маловероятно, что спайка получится качественной и долговечной.
Этапы залуживания
В первую очередь следует подготовить паяльник, при необходимости провести его обслуживание: удалить ножом окалину, зачистить жало паяльника на мелкозернистом наждачном круге или с помощью надфиля.
До начала пайки паяльник нужно прогреть до рабочей температуры. Затем следует опустить жало в канифоль, коснуться твердого олова или оловянно-свинцового припоя. Если на жале паяльника образовался тонкий блестящий слой припоя (а не свисающая капля), можно приступать к дальнейшей работе.
Если на жале паяльника образовался тонкий блестящий слой припоя (а не свисающая капля), можно приступать к дальнейшей работе.
Все металлы, находящиеся в воздухе, окисляются. Их поверхность покрывается оксидной пленкой, которая препятствует смачиванию металла расплавленным припоем. Поэтому все спаиваемые поверхности нужно зачистить до металлического блеска ножом или мелкой наждачной бумагой, дополнительно можно обезжирить растворителями.
Паяльником нужно прогреть провод, нанести на него канифоль, неторопливыми движениями втереть в него припой. Если весь участок проводника равномерно покроется припоем, залуживание можно прекратить.
Лужение проводов из меди особых проблем не доставляет. Даже начинающие паяльщики справятся с этой работой. Но далеко не все умельцы знают о том, как залудить провод из алюминия.
Лужение алюминиевых проводов
Алюминиевый провод в домашних условиях паять сложно, многие умельцы за такую работу не берутся. Проблема в том, что если удалить оксидную пленку, то алюминий в воздухе практически моментально окисляется и пленка восстанавливается. Но, проявив терпение, можно получить достаточно качественную спайку.
Но, проявив терпение, можно получить достаточно качественную спайку.
Несколько рекомендаций, как правильно лудить алюминиевые провода:
- приготовить флюс, растворив в диэтиловом эфире канифоль;
- подготовить стальные опилки;
- зачистить провод обычным способом;
- сразу же нанести на провод флюс;
- посыпать место пайки металлическими опилками;
- тщательно выполнить облуживание, втирая припой в алюминий.
Металлические опилки играют роль абразивных частиц и постоянно разрушают образующуюся оксидную пленку. По мере необходимости их нужно подсыпать на место спайки.
Далеко не всегда такой способ гарантирует достижение желаемого результата. Контакт между спаянными проводами может оказаться некачественным и недолговечным. Профессионалы предпочитают использовать специальные припои и флюсы.
Паяемая проволока в этом случае должна прогреваться не паяльником, а газовой горелкой или паяльной лампой. Температура нагрева припоя и облуженного провода должна быть не менее 600°С.
Ещё один способ
Еще один простой способ, как лудить провода алюминиевые с помощью проводов медных. Основан он на явлении электролиза. Для этого нужно запастись концентрированным раствором медного купороса и источником постоянного тока мощностью не менее 10 Вт.
На зачищенный алюминий в месте спайки наносят несколько капель медного купороса и обматывают его несколькими витками медного провода. К отрицательному полюсу источника тока подключают алюминиевый проводник, а медный — к положительному. В цепи возникает электрический ток, происходит электролиз, алюминиевый проводник покрывается тонким слоем меди.
На алюминиевом проводнике образуется слой, залуженный медью. Такой способ нельзя применить для залуживания массивных деталей, но для паяния тонких проводников он вполне сгодится.
Если нет медного купороса, его можно заменить соляной кислотой. В месте предполагаемой пайки нужно с нажимом двигать медным проводником. Электролиз в этом случае протекает более эффективно. Но нужно помнить, что место пайки с применением кислоты со временем окисляется, поэтому после окончания работы его нужно промыть чистой водой или слабым раствором щелочи.
Но нужно помнить, что место пайки с применением кислоты со временем окисляется, поэтому после окончания работы его нужно промыть чистой водой или слабым раствором щелочи.
Уникальная статья на нашем сайте — electricity220.ru.
Залудить контакты. Пайка паяльником в домашних условиях
Как научиться паять. Именно такой, небольшой специальный урок, не относящийся напрямую к основной тематике, решил подготовить для тех, кому не только придётся паять шнуры, гнёзда, штекера, но и вообще, что угодно. Итак, начнём…
Что нам понадобится для пайки?
Конечно же паяльник (в идеале – паяльная станция), оловянный припой, канифоль, в идеале — проволочный припой, который представляет из себя намотанную на катушку, длинную, тонкую оловянную трубку, похожую на проволоку, в полости которой находится канифоль. Т.е. при пайке, в этом случае, нам не нужно, как по-старинке, опускать жало паяльника, то в канифоль, то в припой, а все это происходит одновременно в одной точке. Об этом подробнее чуть ниже…
Приобрести все необходимые компоненты можно в ближайшем магазине радиотоваров.
Если у Вас не паяльная станция, которая изначально готова к пайке сразу же после включения, а обычный паяльник, то перед работой (особенно если он новый) его нужно специальным образом подготовить — залудить, иначе паять не будет. Что это такое «залудить», сейчас разберём.
Как залудить паяльник?
Берём напильник и прикладываем плашмя к срезу жала паяльника. Теперь точим в той же плоскости, периодически посматривая на жало, до тех пор, пока оно не станет плоским, гладким и блестящим.
После этого разогретое жало опускаем в канифоль и сразу в припой (в олово). Прилипать припой к жалу почти не будет, поэтому сразу же после этой процедуры прикладываем жало к небольшой дощечке, желательно природного происхождения (не ДСП) лучше еловой или кедровой (смолянистой), но в принципе сойдёт и любая, только возиться придется дольше.
Итак, повторяем эту процедуру (канифоль → припой → дощечка) до тех пор, пока подготовленный предварительно напильником срез жала из жёлто – с переливом сизого цвета разогретой меди, не станет серебристым и блестящим от покрывающего его равномерно припоя. Вот это и называется «залудить», в данном случае паяльник.
Вот это и называется «залудить», в данном случае паяльник.
Примерно так должно выглядеть залуженное жало паяльника.
Теперь мы будем учиться припаивать проводок (предварительно его, залудив) к латунной жестянке, тоже залудив её с начала.
Окунаем жало паяльника в канифоль, потом в припой, и сразу же, плоскостью жала параллельно плоскости подносим вплотную к нашей латунной подопытной, не дав испариться канифоли, прижимаем, потом притираем, елозим, в общем – лудим. Если канифоль испарилась или растеклась, процесс повторяем, и постепенно, постепенно наша жестянка покрывается качественно налипшим на неё припоем. Если материал чистый или без сильных окислов, то подобное лужение происходит быстро.
Если используется проволочный припой, то прислоняем жало паяльника к жестянке, а к точке их контакта подносим кончик проволочного припоя, стараясь больше прикасаться к залуженной части паяльника, и трём ею об эту часть, чтобы олово с канифолью обогатило собою место контакта.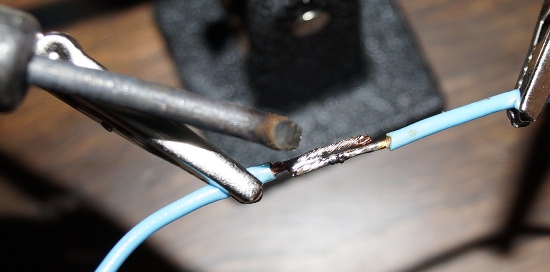
Как залудить провод?
Теперь лудим проводок. Аккуратно снимаем изоляцию ровно настолько, чтобы нам хватило места для пайки, и для расположения термоусадочной трубки, (или другого изолятора) чтобы потом не возникло каких-нибудь «коротышей» (коротких замыканий)…
Провод лудить проще, т.к. обычно, под изоляцией металл чистый, не окисленный. Его мы окунаем в канифоль, приложив сверху него жало разогретого паяльника и по-потихоньку вытаскиваем провод из под паяльника наружу, после того, как канифоль расплавится и задымится. Это делается, как наверное поняли, для того, чтобы расплавленная канифоль обволокла контактную часть провода. Теперь обогащаем жало паяльника припоем, коснувшись олова, подносим жало к налипшей на проводке канифоли.
Если провод медный и чистый – лужение произойдёт сразу же.
Если нет, то придется, возможно, операцию повторить или воспользоваться вместо канифоли паяльной пастой – специальным химическим веществом, (типа паяльной кислоты, если кто знаком) позволяющей лудить, к примеру, даже железо.
Так выглядит паяльная паста.
Как припаять провод?
Есть у нас залуженная подопытная латунная жестянка и залуженный проводок, которые теперь мы обязаны соединить, запечатлеть разогретым припоем и потом остудить, чтобы навсегда сохранить их электрическую связь, что мы и делаем, поднеся залуженную часть провода к залуженной части жестянки.
К месту их контакта подносим обогащённое припоем жало паяльника так, чтобы припой качественно обволок залуженные части припаиваемых деталей. Этому будет способствовать участвующая в процессе канифоль. Если что-то не ладится — окунайте в неё. После того, как детали оказались в расплавленном припое, постарайтесь их больше не шевелить. Можно слегка подуть на место пайки, пока блеск припоя слегка не потемнеет, что будет свидетельствовать о затвердевании пайки.
Всё, поздравляю! У Вас получилось.
Как отпаять провод?
Отпаивать провода и различные паянные соединения, можно соответственно, обратным методом — разогревом места пайки (залуженным и обмокнутым в канифоль, разогретым) жалом паяльника до расплавления припоя.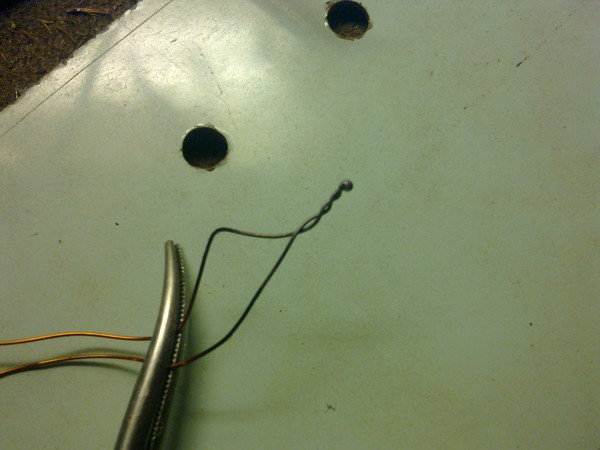
…И наверное, последний штрих — можно ещё окунуть небольшую малярную кисть в растворитель и промыть остатки канифоли в местах пайки.
Что можно паять?
А точнее, какие металлы хорошо паять? На первом месте, это, конечно же медь, латунь, золото, серебро, свинец, само собой – олово. Хуже паять (лудить) железо, сталь, цинк. Для залуживания последних придётся воспользоваться специальной паяльной пастой (см. рисунок выше). Есть и такие металлы, которые совсем не поддаются пайке, например – алюминий.
На этой неделе я сам со всей семьёй чуть было не стал жертвой слабоумия и отваги. И не легче, что чужой.
Да, в домашней силовой проводке на 230В концы многожильного провода лудить не рекомендуют. Рекомендуют обжимать. А что будет, если всё же залудить и так оставить? Вот я и стал жертвой эксперимента, сам того не ведая.
Висит уже много лет на кухне светильник – вот он на испытаниях, уже после починки и без абажура.
И вот в пятницу лампочка что-то подозрительно начала мигать. Поставил другую – то же самое. Дело не в лампочке. Вскрыл выключатель, понюхал-послушал. Не искрит. Снял светильник от греха, повесил времянку – патрон с проводочком. Заодно посмотрел на подключение – всё нормально, через клемму, провода не подгоревшие.
Поставил другую – то же самое. Дело не в лампочке. Вскрыл выключатель, понюхал-послушал. Не искрит. Снял светильник от греха, повесил времянку – патрон с проводочком. Заодно посмотрел на подключение – всё нормально, через клемму, провода не подгоревшие.
В субботу занялся плотнее. Смотрим патрон. Да, есть лёгкие повреждения контактов – но всё в пределах допустимого за много-то лет.
Но ведь где-то искрит! Разбираем дальше – остаётся только патрон, соединённый с проводом на заводе.
А там…
Вот эти коричневые полу обугленные кусочки – это обрезанные с того же самого провода, другие концы которого выше обжатые. Видно, что синий тоже стал коричневым. Гибкость изоляции полностью утрачена. Стала хрупкой – трескается и отваливается, обнажая медную жилу.
И тут же видна причина. Концы провода на заводе залудили.
Мне повезло. Картинка капающего с потолка горящего пластика осталась в ночных кошмарах. Зато стало понятно, как именно может наказать. Годы будет висеть лужёный конец взведённым курком, а потом может и выстрелить.
Годы будет висеть лужёный конец взведённым курком, а потом может и выстрелить.
Обжимайте наконечники. И за электриками посматривайте. Которые знают, что и так сойдёт – гнать позорными тряпками.
Вот этот текст я зачем-то вывалил на муську. Где мне толпой объяснили, что лудили, лудим и будем лудить. А обжимают ретрограды. Так что по-быстрому оттуда снял. То есть со всеми, кто наконечники силовых проводов лудит и лудить будет – соглашаюсь, пожалуйста. КССЗБ. И светофор красным сдуру мигает, и тормоза придумали трусы. И здесь тоже соглашаюсь и спорить не буду. Но невиновных людей всё же предупредить хочется.
Добавлю, что теме очень близок вот этот циркуляр . Он не про лужение, шире, про пайку вообще. Но физика остаётся
– трудности обеспечения нормальных санитарно-гигиенических условий при выполнении соединений на монтаже и др.
АССОЦИАЦИЯ «РОСЭЛЕКТРОМОНТАЖ»
ТЕХНИЧЕСКИЙ ЦИРКУЛЯР
г. Москва 2012г.
О ПРИМЕНЕНИИ ПАЙКИ В ЭЛЕКТРОТЕХНИЧЕСКИХ СОЕДИНЕНИЯХ
Неразборные соединения проводов, в соответствии с требованиями нормативных документов, могут выполняться путем опрессовки, с помощью сварки или пайки.
В соответствии с указаниями ГОСТ Р 50571-5-52-2011 (МЭК 60364-5-52:2009) соединения между проводниками и между проводниками и другим оборудованием должны обеспечивать электрическую непрерывность и соответствующую механическую прочность и защиту, а при выборе средств соединения следует учитывать:
Материал проводника и его изоляции;
Число и форму проводов, формирующих проводник;
Площадь поперечного сечения проводника;
Число проводников, которые будут соединены вместе.
В то же время к применению пайки в электромонтажной технологии нормативные документы и справочные материалы формируют следующее отношение:
П. 7.8.3.2 ГОСТ Р 51321.1-2007: «На проводниках, соединяющих два расположенных рядом устройства, не должно быть скруток или паяных соединений»;
П. 7.8.3.5 ГОСТ Р 51321.1-2007: «Соединение проводников с аппаратурой с применением пайки допускается только в тех случаях, если такой вид соединения предусмотрен в нормативной документации на НКУ»;
Примечание к п. 526 ГОСТ Р 50571-5-52-2011 (вводится в действие с 01.01.2013) «Низковольтные электроустановки. Часть 5. Выбор и монтаж электрооборудования. Глава 52. Электропроводки»: «Использования соединений пайкой рекомендуется избегать, за исключением коммуникационных схем. Если такие соединения используются, то они должны быть выполнены с учётом возможных смещений, механических усилий и повышения температуры при коротких замыканиях (см. 522.6, 522.7 и 522.8)»;
526 ГОСТ Р 50571-5-52-2011 (вводится в действие с 01.01.2013) «Низковольтные электроустановки. Часть 5. Выбор и монтаж электрооборудования. Глава 52. Электропроводки»: «Использования соединений пайкой рекомендуется избегать, за исключением коммуникационных схем. Если такие соединения используются, то они должны быть выполнены с учётом возможных смещений, механических усилий и повышения температуры при коротких замыканиях (см. 522.6, 522.7 и 522.8)»;
П. 4.2.46 главы 4.2 ПУЭ: «Соединение гибких проводов в пролётах должно выполняться опрессовкой с помощью соединительных зажимов, а соединения в петлях у опор, присоединение ответвлений в пролете и присоединение к аппаратным зажимам – опрессовкой или сваркой. При этом присоединение ответвлений в пролете выполняется, как правило, без разрезания проводов пролета. Пайка и скрутка проводов не допускаются».
Указания приведенных документов фактически ограничивают применение пайки в соединениях электрических проводников в силу наличия существенных недостатков такого способа соединения.
К недостаткам соединений, содержащих оловосвинцовые припои, отнесены:
Снижение электропроводности и механической прочности;
Увеличение переходного сопротивления со временем;
Химическая коррозия, вызванная остатками флюсов;
Экологическая небезопасность;
Трудности обеспечения нормальных санитарно-гигиенических условий при выполнении соединений на монтаже и др.
В соответствии с указаниями ГОСТ Р 50571-5-54-2011 (МЭК 60364-5-54:2002) к соединениям заземляющих проводников предъявляется дополнительное требование, заключающееся в том, что соединение проводников или арматуры с помощью пайки возможно только при наличии надежной механической фиксации.
Указанное требование в первую очередь должно быть реализовано при выполнении контактных соединений класса 2 по ГОСТ10434-82* в цепях заземляющих и защитных проводников (см. п. 1.7.139 ПУЭ седьмого издания).
Данное требование является следствием, вытекающим из указаний п. 2.2.6 ГОСТ 10434-82* «Соединения контактные»: «После режима сквозного тока контактные соединения не должны иметь механических повреждений, препятствующих их дальнейшей эксплуатации. Температура контактных соединений в режиме сквозного тока не должна быть более 200 °С у соединений проводников из алюмомеди, алюминия и его сплавов, а также у соединений этих проводников с медными, 300 °С – у соединений медных проводников и 400 °С – у соединений стальных проводников». При соединении медных проводников допустимая температура соединения может достигать 300 °С, что превосходит температуру плавления мягкого припоя. Без дополнительного механического крепления проводников перед пайкой обеспечить качество неразборного контактного соединения не представляется возможным.
Температура контактных соединений в режиме сквозного тока не должна быть более 200 °С у соединений проводников из алюмомеди, алюминия и его сплавов, а также у соединений этих проводников с медными, 300 °С – у соединений медных проводников и 400 °С – у соединений стальных проводников». При соединении медных проводников допустимая температура соединения может достигать 300 °С, что превосходит температуру плавления мягкого припоя. Без дополнительного механического крепления проводников перед пайкой обеспечить качество неразборного контактного соединения не представляется возможным.
Наиболее часто для выполнения механического крепления проводников перед пайкой используется бандаж. В Инструкции по монтажу электрооборудования, силовых и осветительных сетей взрывоопасных зон ВСН 332-74 и в Пособии по выполнению электроустановок во взрывоопасных зонах, до сих пор используемых монтажными организациями, приводится несколько способов соединения заземляющих проводников с броней и металлическими оболочками кабелей с помощью пайки мягким припоем. В этих документах приводятся способы соединений, где дополнительное механическое крепление проводников выполняется после пайки либо не выполняется вообще. Указаниям действующих нормативных документов это не соответствует. При выполнении механического соединения с помощью бандажа с последующей пайкой, при расплавлении припоя в режиме сквозного тока не происходит его стекания. После отключения тока повреждения контактное соединение механически восстанавливается.
В этих документах приводятся способы соединений, где дополнительное механическое крепление проводников выполняется после пайки либо не выполняется вообще. Указаниям действующих нормативных документов это не соответствует. При выполнении механического соединения с помощью бандажа с последующей пайкой, при расплавлении припоя в режиме сквозного тока не происходит его стекания. После отключения тока повреждения контактное соединение механически восстанавливается.
Особого внимания заслуживает вопрос присоединения многопроволочной жилы к контактным зажимам оборудования и соединителям. Требования облуживания многопроволочных жил оловянно-свинцовыми припоями в разборных электрических контактных соединениях проводов и кабелей изложены в п. 2.1.8 табл. 5 ГОСТ 10434 издания 1982 года. Однако необходимо учитывать то обстоятельство, что современные зажимы, в отличие от приведенных в ГОСТ 10434-82, имеют, как правило, гнездовую конструкцию, в которой многопроволочная жила проводника не выжимается, не выдавливается из-под головки винта или шайбы, а, напротив, обжимается, прессуется в конструктивно ограниченном сечении зажима. Пропайка концов многопроволочных проводов в монолит в таком случае не требуется. Следует также иметь в виду, что ГОСТ 10434-82 распространяется на токи от 2,5 А. Для контактных соединений электротехнических устройств на токи менее 2,5 А требования стандарта являются рекомендуемыми.
Пропайка концов многопроволочных проводов в монолит в таком случае не требуется. Следует также иметь в виду, что ГОСТ 10434-82 распространяется на токи от 2,5 А. Для контактных соединений электротехнических устройств на токи менее 2,5 А требования стандарта являются рекомендуемыми.
Производители широко используемых на отечественном рынке соединителей: Sсhneider Еlесtric, Phoenix Contact, Wago, Weidmüller и др., отрицают необходимость замоноличивания (пропайки) многопроволочной жилы перед выполнением соединения.
Целью выхода настоящего циркуляра является выдача конкретных рекомендаций по выполнению электрических соединений с помощью пайки:
1. Использования паяных соединений в электроустановках следует избегать. Если такие соединения используются, то они должны быть выполнены с учетом возможных смещений, механических усилий и повышения температуры при коротких замыканиях.
2. Спаянные соединения в любом случае не следует применять в местах, подверженных смещению, вибрации и ударам.
3. При выполнении электрического соединения брони или металлической оболочки кабеля с подключаемым оборудованием допускается припайка заземляющих или защитных проводников уравнивания потенциалов мягким припоем, например ПОС-40, без размотки брони кабеля с механическим креплением проводника к броне с помощью бандажа.
4. В разборных соединениях должна быть обеспечена совместимость многопроволочной жилы проводника с соответствующими зажимами аппаратов и соединителей. В этом случае требование о необходимости замоноличивания многопроволочной жилы методом пайки, как и опрессовки гильзой, увеличивающее переходное сопротивление, является излишним и ухудшающим эксплуатационную надёжность современных разборных соединений.
Работа с радиоэлектроникой предполагает пайку материалов. Научиться этому легко, а если есть непонятные нюансы, то с опытом они исчезнут. Инструмент требует обслуживания для своей качественной работы. Мастеру нужно уметь правильно залудить жало паяльника, чтобы держался припой. Инструмент при этом не должен быть повреждён. Качество пайки зависит от правильных действий при обработке основания.
Инструмент при этом не должен быть повреждён. Качество пайки зависит от правильных действий при обработке основания.
Особенности покрытий
Паяльники простого типа традиционно имеют медное жало. Материал до сих используется с момента изобретения инструмента из-за своих высоких теплопроводящих свойств. Но есть недостаток – способность к высокому износу. Медь выгорает или растворяется в припое. Недостаток требовалось устранить, и производители стали наносить дополнительное покрытие из никеля или серебра.
Никель обладает высокой прочностью и не изнашивается. Долгий срок службы – это преимущество никелевого покрытия. Недостаток – слабая адгезия. Такой наконечник плохо удерживает припой. Пайку можно выполнить только при подаче припоя непосредственно в зону работы. Рабочую область нагревают жалом, потом ложат небольшую часть припоя или паяльной пасты. Схватывание происходит от нагрева.
Серебро имеет хорошую адгезию, но слабо проводит тепло. К тому же материал дорогой.
 Со временем серебро изнашивается и обнажает медную основу. Это происходит из-за того, что покрытие из серебра растворяется в припое.
Со временем серебро изнашивается и обнажает медную основу. Это происходит из-за того, что покрытие из серебра растворяется в припое.Особенности напыления усложняют работу и обслуживание. Поэтому радиолюбители, особенно старшего поколения, предпочитают медные паяльники. Но у медного жала есть недостаток – горячая медь мгновенно окисляется. Взаимодействие с воздухом происходит лишь на тонком слое, но этого достаточно для нулевой адгезии. Тепло тоже передаётся хуже. Выход из ситуации – наконечник всегда нужно покрывать тонким слоем припоя .
Олово нельзя наносить перед пайкой, поскольку под его слоем начинает выгорать медь. На месте выгорания появляются шлаки, из-за которых отсутствует адгезия. Мастер начинает отвлекаться от работы.
Абразивные материалы стачивают покрытие. Никель или керамика нанесены тонким слоем на жало – вот почему нельзя их стачивать. Дорогостоящий наконечник превратится в медный пруток.
Процесс подготовки медного жала
Процесс покрытия не вызывает трудностей. Расплавленный припой хорошо ложиться на горячую медь, но с одним условием – она должна быть чистой. Добиться этого можно только при низкой температуре. Окисление при повышении температуры ускоряется и адгезия пропадает. Холодный припой нельзя прилепить к жалу, поскольку он не плавится. Получается замкнутый круг.
Расплавленный припой хорошо ложиться на горячую медь, но с одним условием – она должна быть чистой. Добиться этого можно только при низкой температуре. Окисление при повышении температуры ускоряется и адгезия пропадает. Холодный припой нельзя прилепить к жалу, поскольку он не плавится. Получается замкнутый круг.
Шлаки, остатки канифоли и пластика, окалину и прочий мусор можно удалить на холодном инструменте. Стержень перед этой операцией вытаскивают, чтобы не повредить нагреватель. Жало внутри нагревателя тоже окисляется, что ухудшает теплопередачу. Электричество из-за окалины преодолевает лишнее сопротивление и расходуется впустую.
Перед тем как залудить паяльник с медным жалом его нужно очистить от грязи. Делают это напильником или наждачкой. Материал следует заточить до чистого слоя, чтобы внешний вид был как новый. Проще это сделать наждачкой. Поверхность полируют до гладкого состояния – так окисление проходит медленнее.
Скорость окисления можно снизить, если оковать жало.
 Делают это молотком на наковальне. Аккуратными ударами укрепляют поверхность и придают форму медному прутку. Далее переходят к процессу лужения, пока оно не покрылось шлаками.
Делают это молотком на наковальне. Аккуратными ударами укрепляют поверхность и придают форму медному прутку. Далее переходят к процессу лужения, пока оно не покрылось шлаками.Способы лужения медного жала:
Правильная подготовка позволит не нервничать на начальном этапе работы. Спустя время процесс нужно переделывать из-за того, что медь начинает окисляться.
Лужение современного покрытия
Наконечники из керамики и никеля не нужно лудить. Так читают производители, но это не более чем реклама. Современные покрытия тоже склонны к окислению, только процесс происходит медленнее. Залудить жало паяльника паяльной станции современного типа обычным способом не получится – покрытие будет стёрто.
Очистку выполняют мокрой тряпочкой их х/б ткани. Берут твёрдую канифоль, куда ложат немного припоя. Наконечник следует натереть тряпочкой и моментально окунуть в канифоль. Кусок припоя утапливают вертикально вниз. Припой плавится и обволакивает конус жала.
Очистка в процессе работы
Правильно облудить паяльник важно не только во время подготовки к работе. Спустя какое-то время пайки может случиться так, что материал снова не будет липнуть к основанию. Это происходит через минут 15. Под слоем лужения обгорает медь. Существует несколько способов как правильно залудить паяльник во время работы.
Бруском дерева
Брусок дерева неотёсанный всегда должен находиться под рукой у мастера. Используют хвойные породы, поскольку такая древесина имеет природную канифоль. На древесину наливаю флюс и ложат немного припоя. Как только на жале появляется окалина, натирают его о дерево. Во время этого процесса основание очищается и облуживается.
Губка из металла
Способ моментального лужения основания паяльника. Заводские паяльные установки оснащены подобным устройством в виде губки из стали в контейнере.
Мастеру удобно пользоваться подобным методом, но его можно улучшить. Низ губки измазывают флюсом – паяльным салом. При неглубоком погружении жала оно будет просто очищаться. А если на основание нанести припой и макнуть его глубоко, до основания губки, то очистка будет совмещена с лужением.
При неглубоком погружении жала оно будет просто очищаться. А если на основание нанести припой и макнуть его глубоко, до основания губки, то очистка будет совмещена с лужением.
Метод оптимален для современных наконечников с керамическим или никелевым напылением. Даже паяльники с тонким жалом из меди можно так очищать и залуживать. Повреждения устройству сложно нанести даже при сильном нажатии.
Использование канифоли
Способ для традиционного инструмента с простым жалом из меди. Металл быстро окисляется и через 10−15 минут припой уже не подцепить. Если почистить отдельно от флюса, то мастер не успеет донести паяльник – так быстро проходит окисление.
Чистят инструмент из-за этого в канифоли. Под паяльник ложат надфиль, можно воспользоваться стальной проволокой. Затем жалом трут до того момента, пока флюс не расплавится. Припоя не должно быть.
Классический метод и профилактика
Предыдущие способы придумали мастера относительно недавно. Наши предки, даже ещё отцы, делали лужение несколько иначе. Для этого требовался напильник с мелкой насечкой , верстак для работы (можно заменить доской), канифоль и максимально тугоплавкий припой.
Для этого требовался напильник с мелкой насечкой , верстак для работы (можно заменить доской), канифоль и максимально тугоплавкий припой.
Порядок действий:
Процедура отнимет минут 10, не меньше. Большое количество времени на подготовку окупается тем, что с инструментом можно работать несколько дней без особой подготовки.
Работа продолжительное время спровоцирует перегрев. Повышение температуры усиливает окисление и прут приходится готовить к работе чаще. Дабы избежать лишних процедур следует придерживаться некоторых правил.
Профилактические меры от окисления:
Инструмент всегда нужно держать наготове. После продолжительного простоя жало паяльника не лудится из-за сильного окисления. Восстановление адгезии покрытия, особенно из меди, проводят канифолью. После погружения в неё жало натирают тканью х/б. Во время работы паяльник тоже периодически нужно очищать.
Пайка паяльником – это физико-химическая технологическая операция получения неразъемного соединения металлических деталей путем введения в зазор между ними металла с более низкой температурой плавления.
Паять паяльником на много проще чем, кажется на первый взгляд. Технология пайки паяльником успешно применялась египтянами еще 5 тысячелетий назад и с тех пор мало что ней изменилось.
Требования к технологическому процессу пайки и монтажу радиоэлементов изложены в ОСТ 107.460092.024-93 «Пайка электромонтажных соединений радиоэлектронных средств. Общие требования к типовым технологическим операциям».
Процесс пайки паяльником начинается с подготовки поверхностей деталей, подлежащих пайке. Для этого необходимо удалить с поверхностей следы грязи, при их наличии, и оксидную пленку. В зависимости от толщины пленки и формы поверхности, ее зачищают напильником или наждачной бумагой. Малые площади и круглые провода можно зачистить лезвие ножа. В результате должна получиться блестящая поверхность без пятен окислов и раковин. Жировые загрязнения убираются протиркой ветошью, смоченной в ацетоне или растворителе уайт-спирте (очищенный бензин).
После подготовки поверхностей их необходимо покрыть слоем припоя, залудить.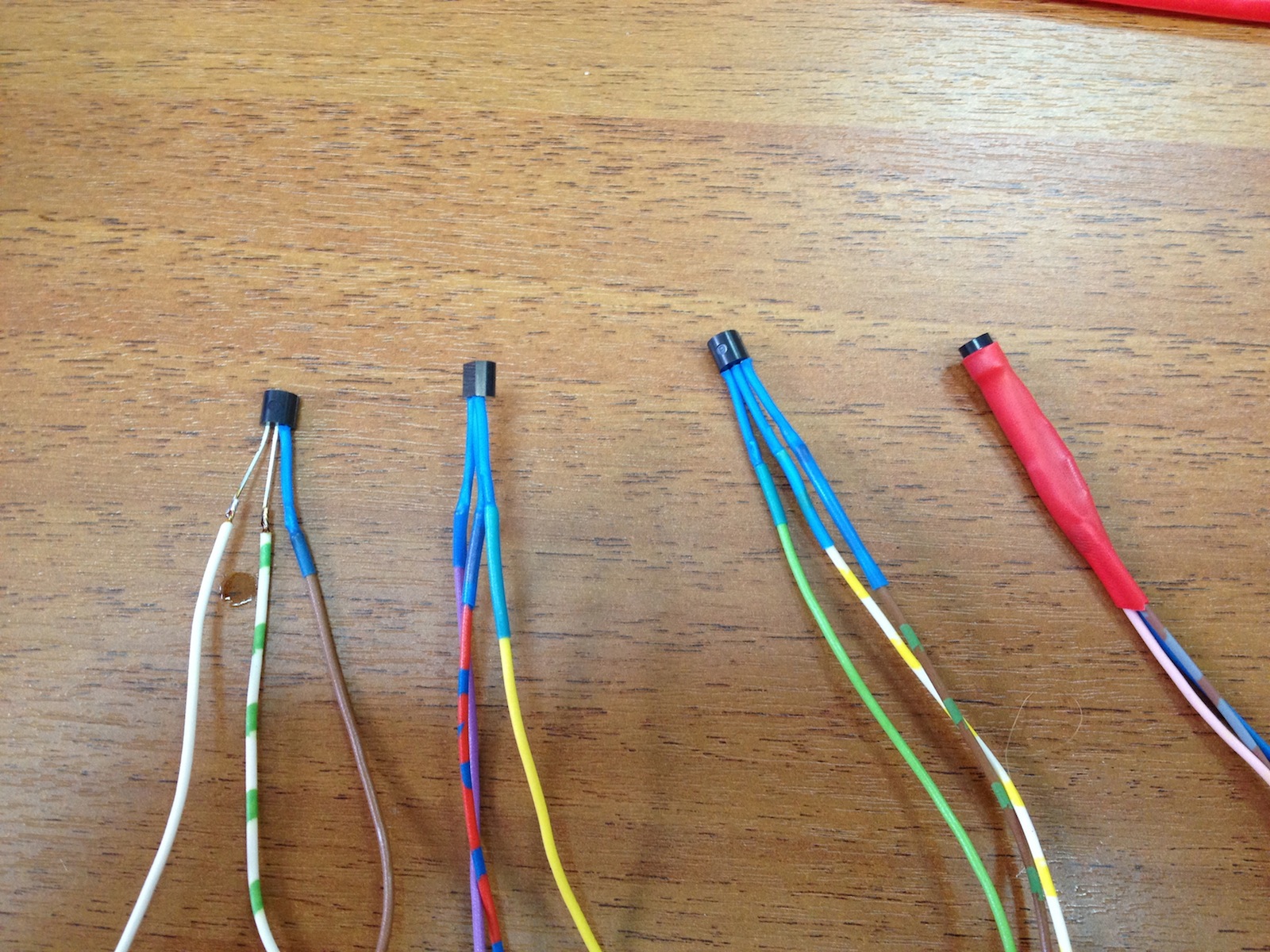 Для этого на поверхность наносится флюс и прикладывается жало паяльника с припоем.
Для этого на поверхность наносится флюс и прикладывается жало паяльника с припоем.
Для лучшей передачи тепла от жала паяльника к детали нужно прикладывать жало так, чтобы площадь соприкосновения была максимальной. Срез жала паяльника с припоем должен быть параллелен поверхности детали.
Самое главное при пайке паяльником, это прогреть до температуры расплавленного припоя спаиваемые поверхности. При недостаточном прогреве пайка получится матовой низкой механической прочности. При перегреве припой не будет растекаться по поверхности спаиваемых деталей и пайка вообще не получится.
После выполнения выше описанной подготовки детали прикладываются друг к другу, и выполняется пайка электрическим паяльником. Время пайки в зависимости от толщины и массы деталей составляет от 1 до 10 секунд. Многие радиоэлектронные компоненты допускают время пайки не более 2 секунд. Как только припой равномерно растечется по поверхностям деталей, паяльник отводится в сторону. Смещение деталей относительно друг друга до полного затвердевания припоя не допустимо, иначе механическая прочность и герметичность пайки будет низкой. Если такое случайно произошло, то нужно заново выполнить процедуру пайки.
Если такое случайно произошло, то нужно заново выполнить процедуру пайки.
Припой на жале горячего паяльника при ожидании пайки прокрывается окислами и остатками сгоревшего флюса. Перед пайкой жало необходимо очищать. Для очистки удобно использовать увлажненный кусок поролона любой плотности. Достаточно быстро провести жалом по поролону и вся грязь останется на нем.
Перед пайкой поверхности или провода, которые соединяются пайкой, в обязательном порядке должны быть облужены. Это гарантия качества паяного соединения и получения удовольствия от работы. Если Вы не имеете опыта работы с паяльником, то перед выполнением ответственных работ по пайке паяльником нужно сначала немного потренироваться. Начинать проще с одножильного медного провода, каким делают электропроводку. Первым делом нужно снять с проводника изоляцию.
Как залудить медные провода
Когда изоляция снята, нужно оценить состояние проводника. Как правило, в новых проводах, медные проводники не покрыты окислами и их можно облуживать без зачистки. Достаточно взять немного припоя на жало паяльника, коснуться ним канифоли и поводить жалом по поверхности проводника. Если поверхность проводника чистая, то припой тонким слоем растечется по ней.
Достаточно взять немного припоя на жало паяльника, коснуться ним канифоли и поводить жалом по поверхности проводника. Если поверхность проводника чистая, то припой тонким слоем растечется по ней.
Если припоя не хватило, то берется дополнительная порция с касанием канифоли. И так, пока весь проводник не будет полностью залужен. Удобнее провода лудить, положив на деревянную площадку, в качестве которой использую подставку для паяльника. Обычно на месте, где я всегда лужу, скапливается канифоль и процесс идет быстрее, можно захватывать больше припоя не касаясь, лишний раз жалом канифоли.
Иногда, вопреки ожиданиям, хотя проводник кажется без окислов, лудиться не хочет. Тогда я ложу его на таблетку аспирина и пару секунд прогреваю, а затем лужу на площадке. Лудится сразу без проблем. Даже медный провод с очевидным окислением, без предварительной механической зачистки, с аспирином сразу же порывается тонким слоем припоя.
Если Вам удалось паяльником залудить проводники, как на фото, то поздравляю с первой успешной работой по пайке.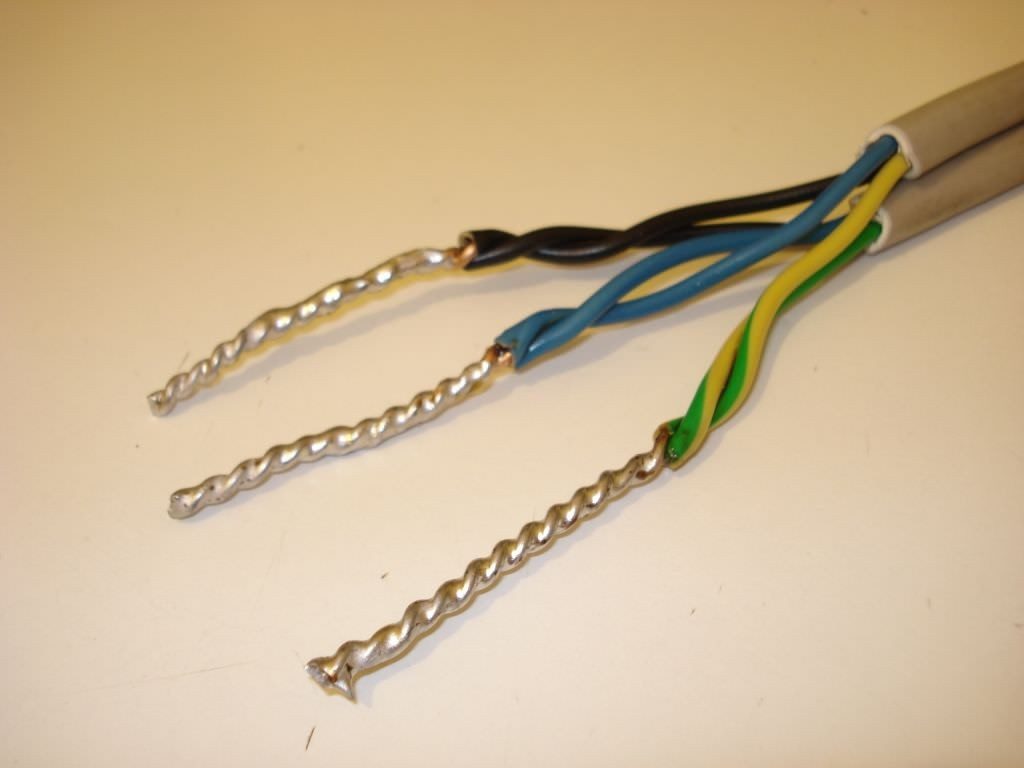
С первого раза получить хорошую пайку паяльником сложно. Причин этому может быть несколько. Паяльник слишком нагрет для данного вида припоя, определить это можно по быстро образующейся темной пленке окислов на припое, который находится на жале паяльника. При чрезмерном нагреве жала паяльника, рабочая лопатка жала покрывается окислом черного цвета, и припой на жале не удерживается. Температура жала паяльника не достаточна. В этом случае пайка получается рыхлой и выглядит матовой.
Тут может помочь только применение регулятора температуры . Недостаточный прогрев провода при облуживании, бывает при малом количестве припоя на рабочей части жала. Площадь соприкосновения получается маленькой, и тепло плохо передается проводнику. Практиковаться нужно до тех пор, пока не получится залудить провода как на фото выше.
После лужения паяльником провода, на нем часто остаются излишки припоя виде наплывов. Для того, чтобы получился тонкий и равномерный слой нужно провод расположить вертикально, концом вниз, паяльник вертикально жалом вверх, и провести жалом по проводу. Припой тяжелый и весь перейдет на жало паяльника. Только перед этой операцией нужно удалить весь припой с жала, ударив ним легонько о подставку. Таким способом можно убирать излишки с места паек и на печатных платах.
Припой тяжелый и весь перейдет на жало паяльника. Только перед этой операцией нужно удалить весь припой с жала, ударив ним легонько о подставку. Таким способом можно убирать излишки с места паек и на печатных платах.
Следующий этап тренировки это залудить паяльником многожильный медный провод, задача несколько сложнее, особенно если провод покрыт окислом. Снять оксидную пленку механическим способом затруднительно, нужно расплести проводники и зачистить каждые по отдельности. Когда я снял изоляцию с проводов термическим способом, то обнаружил, что верхний проводник весь порыт окислом, а нижний расплелся. Это, пожалуй, самый сложный случай для лужения. Но лудятся они с такой, же легкостью, как и одножильные.
Первое что необходимо это положить проводник на таблетку аспирина и прогревая паяльником подвигать, чтобы все проводники провода смочились составом аспирина (при нагревании аспирин плавится).
Далее лудите на площадке с канифолью, как описано выше, с той лишь разницей, что нужно прижимать провод жалом паяльника к площадке и в процессе облуживания провод вращать в одну сторону, чтобы проводники сплелись в единое целое.
Вот такими стали медные провода после лужения.
Из такого конца залуженного провода можно с помощью круглогубцев сформировать колечко, например для резьбового присоединения к контактам розетке, выключателя или патрона люстры или припаять к латунному контакту или печатной плате. Попробуйте сделать паяльником такую пайку.
Главное при соединении пайкой деталей, не сместить их относительно друг друга, пока не застыл припой.
Пайка паяльником любых деталей мало чем отличается от пайки проводов. Если у Вас получилось качественно залудить и припаять многожильный провод, то значит, Вы сможете выполнить любую пайку.
Как залудить очень тонкий медный проводник покрытый эмалью
Залудить паяльником тонкий проводник, с диаметром жили менее 0,2 мм изолированный эмалью, легко, если воспользоваться хлорвинилом. Изолирующие трубки и изоляция многих проводов делается из этого пластика. Нужно положить провод на изоляцию и легонько прижать жалом паяльника, затем протаскивать провод, каждый раз поворачивая. От нагрева хлорвинила выделяется хлор, который разрушает эмаль и провод легко залуживается.
От нагрева хлорвинила выделяется хлор, который разрушает эмаль и провод легко залуживается.
Эта технология не заменима при пайке паяльником провода типа лицендрат, представляющий собой много тонких проволочек покрытых эмалью и свитых в один проводник.
С помощью таблетки аспирина тоже легко залудить паяльником эмалированный тонкий провод, точно также протягивается провод между таблеткой аспирина и жалом паяльника. На жале должно быть достаточное количество припоя и канифоли.
Пайка паяльником радиодеталей
При ремонте электроприборов часто приходится выпаивать из печатной платы и запаивать обратно радиоэлементы. Хотя операция эта не сложная, но все же требует соблюдения определенной технологии пайки.
Пайка паяльником резисторов, диодов, конденсаторов
Для того, чтобы выпаять из печатной платы двух выводной радиоэлемент, например резистор или диод, необходимо место его пайки разогреть паяльником до расплавления припоя и вытянуть вывод радиоэлемента из платы. Обычно вынимают вывод резистор из печатной платы, поддев его за вывод пинцетом, но пинцет часто соскальзывает, особенно если вывод радиоэлемента со стороны пайки загнут.
Обычно вынимают вывод резистор из печатной платы, поддев его за вывод пинцетом, но пинцет часто соскальзывает, особенно если вывод радиоэлемента со стороны пайки загнут.
Для удобства работы губки пинцета нужно немного сточить, получившийся захват исключит соскальзывание губок пинцета.
Когда выполняют работы по демонтажу радиоэлементов, то всегда не хватает еще одной руки, нужно работать паяльником, пинцетом и еще удерживать печатную плату.
Третьей рукой мне служат настольные тески, с помощью которых свободный от деталей участок печатной платы можно зажать, и устанавливая тиски на любую боковую грань, ориентировать печатную плату в трех измерениях. Выполнять пайку паяльником будет удобно.
После выпаивания детали из платы, монтажные отверстия заплывают припоем. Освободить отверстие от припоя удобно зубочисткой, остро заточенной спичкой или деревянной палочкой.
Жалом паяльника расплавляется припой, зубочистка вводится в отверстие и вращается, паяльник убирают, после застывания припоя, зубочистка извлекается из отверстия.
Перед установкой для запайки нового радиоэлемента, необходимо в обязательном порядке убедиться в паяемости его выводов, особенно, если дата выпуска его не известна. Лучше всего просто залудить выводы паяльником и затем уже запаивать элемент. Тогда пайка получится надежной и от работы будет одно удовольствие, а не мучение.
Как паять паяльником SMD светодиоды и другие безвыводные компоненты
В настоящее время при изготовлении радиоэлектронных устройств широко применяются безвыводные компоненты SMD. Компоненты SMD не имеют традиционных медных проволочных выводов. Такие радиоэлементы соединяются с дорожками печатной платы путем пайки к ним контактных площадок, находящихся непосредственно на корпусе компонентов. Запаять такой компонент не сложно, так как имеется возможность припаять маломощным паяльником (10-12 Вт) последовательно каждый контакт по отдельности.
Но при ремонте возникает необходимость выпаивать SMD компонент для их проверки или замены или выпаивать с ненужной печатной платы для использования как запчасти. В таком случае, чтобы не перегреть и не поломать компонент необходимо одновременно прогревать все его выводы.
В таком случае, чтобы не перегреть и не поломать компонент необходимо одновременно прогревать все его выводы.
Если приходится часто выпаивать SMD компоненты, то имеет смысл для паяльника сделать набор специальных жал, разветвляющихся на конце на два или три маленьких. С такими жалами выпаивать SMD компоненты будет легко без их повреждений, даже если они будут приклеены к печатной плате.
Но бывают ситуации, что маломощного паяльника под рукой нет, а в имеющемся мощном паяльнике, жало прикипело и вынуть его невозможно. Из такой ситуации тоже есть простой выход. Можно навить вокруг жала паяльника медный провод диаметром один миллиметр, как на фото. Сделать своеобразную насадку и с помощью нее успешно выпаивать SMD компоненты. Фотография демонстрирует, как я выпаивал SMD светодиоды при ремонте светодиодных ламп . Корпуса светодиодов очень нежные и практически не допускают даже небольших механических воздействий.
В случае необходимости насадка легко снимается и можно пользоваться паяльником по прямому назначению.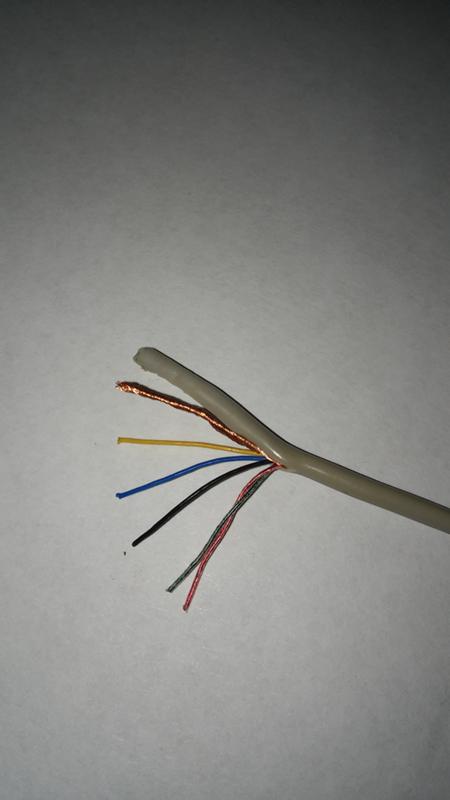 Ширину между концов насадки можно легко изменять, тем самым настраивая для пайки SMD компоненты разных размеров. Насадку можно использовать вместо маломощного паяльника, запаивая маленькие детали и припаивая тонкие проводники к светодиодным лентам .
Ширину между концов насадки можно легко изменять, тем самым настраивая для пайки SMD компоненты разных размеров. Насадку можно использовать вместо маломощного паяльника, запаивая маленькие детали и припаивая тонкие проводники к светодиодным лентам .
Как паять паяльником светодиодную ленту
Технология пайки светодиодных лент мало чем отличается от пайки других деталей. Но из-за того, что основа печатной платы представляет собой тонкую и гибкую ленту, для исключения отслоения печатных дорожек время пайки должно быть сведено к минимуму.
Ремонт железного кузова автомобиля пайкой
В давние времена, когда я ездил на советском автомобиле, технология пайки паяльником железа выручала при устранении коррозии кузова автомобиля . Если просто зачистить место, покрытое ржавчиной и нанести лакокрасочное покрытие, то через время ржавчина появится вновь. Покрыв зачищенное место паяльником тонким слоем припоя, ржавчина больше никогда не появится.
Приходилось паять паяльником и сквозные коррозионные дыры в порожках и зоне колесных арок кузова автомобиля. Для этого нужно зачистить поверхность вокруг дыры полоской в один сантиметр и паяльником залудить припоем. Из плотной бумаги вырезать выкройку будущей заплатки. Далее по выкройке из латуни толщиной 0,2-0,3 мм вырезать заплатку и зону, которая будет припаиваться залудить паяльником толстым слоем припоя. В случае необходимости заплатке придается нужная форма. Можно просто простучать заплатку, положив на толстую плотную резину. Края внешней стороны заплатки напильником свести на нет. Останется приложить заплатку на дырку в кузове и хорошо прогреть стоваттным паяльником по шву. Шпаклевка, грунтовка, окраска, и кузов будет как новый, при этом в отремонтированном месте ржаветь больше не будет никогда.
Для этого нужно зачистить поверхность вокруг дыры полоской в один сантиметр и паяльником залудить припоем. Из плотной бумаги вырезать выкройку будущей заплатки. Далее по выкройке из латуни толщиной 0,2-0,3 мм вырезать заплатку и зону, которая будет припаиваться залудить паяльником толстым слоем припоя. В случае необходимости заплатке придается нужная форма. Можно просто простучать заплатку, положив на толстую плотную резину. Края внешней стороны заплатки напильником свести на нет. Останется приложить заплатку на дырку в кузове и хорошо прогреть стоваттным паяльником по шву. Шпаклевка, грунтовка, окраска, и кузов будет как новый, при этом в отремонтированном месте ржаветь больше не будет никогда.
Во время ремонта, модернизации или при установке электропроводки особое внимание уделяется качеству соединения токопроводящих жил. Надежное спаянное соединения – это залог безопасной эксплуатации электрических магистралей и бытовой техники. Чтобы хорошо закрепить припой, требуется предварительно провода облудить, суть процедуры заключается в покрытии поверхности оловом.
Почему лужение проводов так важно
Лужение проводов предотвращает их окисление
Перед тем как залудить провод, требуется узнать, для чего эта процедура так необходима. Медь и алюминий при взаимодействии с кислородом окисляются, образуя на своей поверхности оксидную пленку, которая ухудшает проводимость и повышает сопротивляемость. Залуживание проводов позволяет этого избежать. Лудят провода свинцово-оловяными припоями, их преимущество заключается в длительном эксплуатационном сроке, безопасности и надежности.
Также лужение используют во время пайки, например, при подключении светодиодных лент к блоку питания. Если жилы осветительного прибора предварительно не облудить, с течением времени все проводки отвалятся.
Облуживание провода с помощью паяльника
Лужение проводов паяльником
Для качественного выполнения работы важно уверенно владеть паяльником. Если закрепившиеся навыки отсутствуют, не удастся залудить и припаять провод.
Существуют разные модели паяльников, каждые обладают своими техническими характеристиками – мощность, габариты и т.д. Начинающему мастеру рекомендуется отдавать предпочтение паяльным станциям, где есть возможность регулировать температуру нагревания самостоятельно.
Целесообразно приобрести дорогостоящее устройство, поскольку процесс будет отнимать меньше времени, и работа будет выполняться в радость.
Необходимые инструменты
Флюс выбирают в зависимости от материала провода
Монтаж, модернизация, ремонт и обслуживание проводов – дело хлопотное, но не сложное. Чтобы сократить затраченное время, предварительно готовят все необходимые инструменты и расходный материал для работы. Список выглядит следующим образом:
- к числу расходных материалов относится припой и флюс;
- острый нож;
- станция для паяния или паяльник;
- технический или медицинский пинцет;
- обыкновенные плоскогубцы.
Можно использовать не хорошо заточенный нож, а специальные клещи, позволяющие удалить весь изоляционный слой несколькими движениями. Но стоимость их достаточно высока, поэтому многие используют нож или скальпель.
В каждом случае требуется определенный припой и флюсовый состав для кабелей, это нужно учитывать.
Порядок действий
Чтобы облудить провод, нужно действовать по следующему алгоритму:
- С помощью специального инструмента, ножа или скальпеля удалить изоляционный слой с проводов, которые потребуется соединить.
- После удаления изоляционного материала токопроводящие жилы зачистить до образования характерного блеска. Для этого можно использовать нож или наждачную бумагу. Если работа предстоит не с литой жилой, а многожильным проводом, каждый проводок распушается и зачищается по отдельности.
- В розетку включается паяльник и очищается от всех загрязнений, которые он любит собирать, особенно старого припоя и пыли. Во время очищения жилы паяльника рекомендуется использовать небольшую наждачную бумагу.
- Требуется разогреть кончик провода. Это можно сделать с помощью паяльника, газовой горелки или обычной зажигалки.
- Когда паяльник разогрелся до рабочей температуры, его жилой прикасаются к припою и канифоли. Рабочая поверхность обильно должна быть покрыта растопленным оловом.
- Следующий этап – горячим паяльником касаться медного проводника. Припой должен равномерно распределяться по жиле. Чтобы нанести припой, используются пассатижи и пинцеты.
- По окончании работ внимательно осматривается кабель или провод. Рабочая поверхность должна быть полностью и равномерно покрыта припоем. Пустые полости или скопления вещества должны отсутствовать. Если обнаружены недочеты в работе, к процедуре приступают повторно.
Если работа предстоит с совсем тонкими проводами, канифоль лучше не использовать, поскольку рассчитать точное количество вещества очень сложно. В качестве аналога подойдет паяльная кислота. Обработать кончик проводника можно обыкновенной кисточкой. После этого можно приступать к нанесению припоя. Этот способ нельзя назвать более надежным, но с такими видами проводков иначе нельзя.
Способы обработки проводов
Лужение с помощью деревянного бруска
Существует несколько способов лужения. Некоторые мастера отдают предпочтение методу, суть которого заключается в прижимании проводов паяльником к деревянной ровной поверхности.
При нагревании из дерева выделяются газы, которые исполняют роль флюса, способствуя удалению оксидов на металле.
Более качественно удалять оксидную пленку на поверхности токопроводящих жил удается при помощи аспирина. Во время работы таблетку подкладывают под провода. При нагревании из ацетилсалициловой кислоты выделяются газы, обволакивающие место соединения, вытесняя из них примеси, отрицательно сказывающиеся на качестве соединения. Этот простой и бюджетный в реализации способ обеспечивает качественное лужение.
Существует еще один способ подготовки многожильных кабелей и проводов, у которых медная основа покрыта эмалью. В качестве подложки предпочтительнее применять небольшой кусок ПВХ материала. При термическом воздействии поливинилхлорид начинает активно выделять хлороводород, который эффективно разрушает оксидный слой.
Лужение посредством окунания
Если работать предстоит с проводами и кабелями большого диаметра, то подготовку целесообразно проводить иначе. Полного и равномерного распределения припоя в данном случае добиться непросто.
Существует специальное устройство – тигель, в который помещаются небольшие кусочки олова. Там они разогреваются, в результате получается, расплав металла. Конец провода предварительно погружают в канифоль или другие марки флюса, а далее в емкость тигля. Такой подход обеспечивает полное и равномерное распределение веществ на месте среза.
Использовать этот метод можно лишь с полностью лужеными проводами. Погружение уже имеет совершенно иные масштабы, и проводится в промышленных условиях. Реализуется процесс с помощью специальной катушки с намотанным проводом. Сначала всю медную поверхность вручную обрабатывают жесткими щетками, предварительно их щетину обрабатывают хлористым цинком в жидком виде. Растворенный флюс получают из смеси технической соляной кислоты и цинка.
Далее проволоку из мотка начинают медленно раскручивать и окунают в емкость, заполненную растворенным оловом. Равномерность покрытия обеспечивается вторичной обработкой кабеля или провода большого диаметра резиновыми щетками. В завершение кабель погружают в емкость с холодной водой и вновь обрабатывают щетками. После этого провода и кабели сматывают и упаковывают для дальнейшей реализации в строительных магазинах.
Рекомендуем также
Технология правильного лужения проводов. Как залудить медный провод
Как научиться паять. Именно такой, небольшой специальный урок, не относящийся напрямую к основной тематике, решил подготовить для тех, кому не только придётся паять шнуры, гнёзда, штекера, но и вообще, что угодно. Итак, начнём…
Что нам понадобится для пайки?
Конечно же паяльник (в идеале – паяльная станция), оловянный припой, канифоль, в идеале — проволочный припой, который представляет из себя намотанную на катушку, длинную, тонкую оловянную трубку, похожую на проволоку, в полости которой находится канифоль. Т.е. при пайке, в этом случае, нам не нужно, как по-старинке, опускать жало паяльника, то в канифоль, то в припой, а все это происходит одновременно в одной точке. Об этом подробнее чуть ниже…
Приобрести все необходимые компоненты можно в ближайшем магазине радиотоваров.
Если у Вас не паяльная станция, которая изначально готова к пайке сразу же после включения, а обычный паяльник, то перед работой (особенно если он новый) его нужно специальным образом подготовить — залудить, иначе паять не будет. Что это такое «залудить», сейчас разберём.
Как залудить паяльник?
Берём напильник и прикладываем плашмя к срезу жала паяльника. Теперь точим в той же плоскости, периодически посматривая на жало, до тех пор, пока оно не станет плоским, гладким и блестящим.
После этого разогретое жало опускаем в канифоль и сразу в припой (в олово). Прилипать припой к жалу почти не будет, поэтому сразу же после этой процедуры прикладываем жало к небольшой дощечке, желательно природного происхождения (не ДСП) лучше еловой или кедровой (смолянистой), но в принципе сойдёт и любая, только возиться придется дольше.
Итак, повторяем эту процедуру (канифоль → припой → дощечка) до тех пор, пока подготовленный предварительно напильником срез жала из жёлто – с переливом сизого цвета разогретой меди, не станет серебристым и блестящим от покрывающего его равномерно припоя. Вот это и называется «залудить», в данном случае паяльник.
Примерно так должно выглядеть залуженное жало паяльника.
Теперь мы будем учиться припаивать проводок (предварительно его, залудив) к латунной жестянке, тоже залудив её с начала.
Окунаем жало паяльника в канифоль, потом в припой, и сразу же, плоскостью жала параллельно плоскости подносим вплотную к нашей латунной подопытной, не дав испариться канифоли, прижимаем, потом притираем, елозим, в общем – лудим. Если канифоль испарилась или растеклась, процесс повторяем, и постепенно, постепенно наша жестянка покрывается качественно налипшим на неё припоем. Если материал чистый или без сильных окислов, то подобное лужение происходит быстро.
Если используется проволочный припой, то прислоняем жало паяльника к жестянке, а к точке их контакта подносим кончик проволочного припоя, стараясь больше прикасаться к залуженной части паяльника, и трём ею об эту часть, чтобы олово с канифолью обогатило собою место контакта.
Как залудить провод?
Теперь лудим проводок. Аккуратно снимаем изоляцию ровно настолько, чтобы нам хватило места для пайки, и для расположения термоусадочной трубки, (или другого изолятора) чтобы потом не возникло каких-нибудь «коротышей» (коротких замыканий)…
Провод лудить проще, т.к. обычно, под изоляцией металл чистый, не окисленный. Его мы окунаем в канифоль, приложив сверху него жало разогретого паяльника и по-потихоньку вытаскиваем провод из под паяльника наружу, после того, как канифоль расплавится и задымится. Это делается, как наверное поняли, для того, чтобы расплавленная канифоль обволокла контактную часть провода. Теперь обогащаем жало паяльника припоем, коснувшись олова, подносим жало к налипшей на проводке канифоли.
Если провод медный и чистый – лужение произойдёт сразу же.
Если нет, то придется, возможно, операцию повторить или воспользоваться вместо канифоли паяльной пастой – специальным химическим веществом, (типа паяльной кислоты, если кто знаком) позволяющей лудить, к примеру, даже железо.
Так выглядит паяльная паста.
Как припаять провод?
Есть у нас залуженная подопытная латунная жестянка и залуженный проводок, которые теперь мы обязаны соединить, запечатлеть разогретым припоем и потом остудить, чтобы навсегда сохранить их электрическую связь, что мы и делаем, поднеся залуженную часть провода к залуженной части жестянки.
К месту их контакта подносим обогащённое припоем жало паяльника так, чтобы припой качественно обволок залуженные части припаиваемых деталей. Этому будет способствовать участвующая в процессе канифоль. Если что-то не ладится — окунайте в неё. После того, как детали оказались в расплавленном припое, постарайтесь их больше не шевелить. Можно слегка подуть на место пайки, пока блеск припоя слегка не потемнеет, что будет свидетельствовать о затвердевании пайки.
Всё, поздравляю! У Вас получилось.
Как отпаять провод?
Отпаивать провода и различные паянные соединения, можно соответственно, обратным методом — разогревом места пайки (залуженным и обмокнутым в канифоль, разогретым) жалом паяльника до расплавления припоя.
…И наверное, последний штрих — можно ещё окунуть небольшую малярную кисть в растворитель и промыть остатки канифоли в местах пайки.
Что можно паять?
А точнее, какие металлы хорошо паять? На первом месте, это, конечно же медь, латунь, золото, серебро, свинец, само собой – олово. Хуже паять (лудить) железо, сталь, цинк. Для залуживания последних придётся воспользоваться специальной паяльной пастой (см. рисунок выше). Есть и такие металлы, которые совсем не поддаются пайке, например – алюминий.
На этой неделе я сам со всей семьёй чуть было не стал жертвой слабоумия и отваги. И не легче, что чужой.
Да, в домашней силовой проводке на 230В концы многожильного провода лудить не рекомендуют. Рекомендуют обжимать. А что будет, если всё же залудить и так оставить? Вот я и стал жертвой эксперимента, сам того не ведая.
Висит уже много лет на кухне светильник – вот он на испытаниях, уже после починки и без абажура.
И вот в пятницу лампочка что-то подозрительно начала мигать. Поставил другую – то же самое. Дело не в лампочке. Вскрыл выключатель, понюхал-послушал. Не искрит. Снял светильник от греха, повесил времянку – патрон с проводочком. Заодно посмотрел на подключение – всё нормально, через клемму, провода не подгоревшие.
В субботу занялся плотнее. Смотрим патрон. Да, есть лёгкие повреждения контактов – но всё в пределах допустимого за много-то лет.
Но ведь где-то искрит! Разбираем дальше – остаётся только патрон, соединённый с проводом на заводе.
А там…
Вот эти коричневые полу обугленные кусочки – это обрезанные с того же самого провода, другие концы которого выше обжатые. Видно, что синий тоже стал коричневым. Гибкость изоляции полностью утрачена. Стала хрупкой – трескается и отваливается, обнажая медную жилу.
И тут же видна причина. Концы провода на заводе залудили.
Мне повезло. Картинка капающего с потолка горящего пластика осталась в ночных кошмарах. Зато стало понятно, как именно может наказать. Годы будет висеть лужёный конец взведённым курком, а потом может и выстрелить.
Обжимайте наконечники. И за электриками посматривайте. Которые знают, что и так сойдёт – гнать позорными тряпками.
Вот этот текст я зачем-то вывалил на муську. Где мне толпой объяснили, что лудили, лудим и будем лудить. А обжимают ретрограды. Так что по-быстрому оттуда снял. То есть со всеми, кто наконечники силовых проводов лудит и лудить будет – соглашаюсь, пожалуйста. КССЗБ. И светофор красным сдуру мигает, и тормоза придумали трусы. И здесь тоже соглашаюсь и спорить не буду. Но невиновных людей всё же предупредить хочется.
Добавлю, что теме очень близок вот этот циркуляр . Он не про лужение, шире, про пайку вообще. Но физика остаётся
– трудности обеспечения нормальных санитарно-гигиенических условий при выполнении соединений на монтаже и др.
АССОЦИАЦИЯ «РОСЭЛЕКТРОМОНТАЖ»
ТЕХНИЧЕСКИЙ ЦИРКУЛЯР
г. Москва 2012г.
О ПРИМЕНЕНИИ ПАЙКИ В ЭЛЕКТРОТЕХНИЧЕСКИХ СОЕДИНЕНИЯХ
Неразборные соединения проводов, в соответствии с требованиями нормативных документов, могут выполняться путем опрессовки, с помощью сварки или пайки.
В соответствии с указаниями ГОСТ Р 50571-5-52-2011 (МЭК 60364-5-52:2009) соединения между проводниками и между проводниками и другим оборудованием должны обеспечивать электрическую непрерывность и соответствующую механическую прочность и защиту, а при выборе средств соединения следует учитывать:
Материал проводника и его изоляции;
Число и форму проводов, формирующих проводник;
Площадь поперечного сечения проводника;
Число проводников, которые будут соединены вместе.
В то же время к применению пайки в электромонтажной технологии нормативные документы и справочные материалы формируют следующее отношение:
П. 7.8.3.2 ГОСТ Р 51321.1-2007: «На проводниках, соединяющих два расположенных рядом устройства, не должно быть скруток или паяных соединений»;
П. 7.8.3.5 ГОСТ Р 51321.1-2007: «Соединение проводников с аппаратурой с применением пайки допускается только в тех случаях, если такой вид соединения предусмотрен в нормативной документации на НКУ»;
Примечание к п. 526 ГОСТ Р 50571-5-52-2011 (вводится в действие с 01.01.2013) «Низковольтные электроустановки. Часть 5. Выбор и монтаж электрооборудования. Глава 52. Электропроводки»: «Использования соединений пайкой рекомендуется избегать, за исключением коммуникационных схем. Если такие соединения используются, то они должны быть выполнены с учётом возможных смещений, механических усилий и повышения температуры при коротких замыканиях (см. 522.6, 522.7 и 522.8)»;
П. 4.2.46 главы 4.2 ПУЭ: «Соединение гибких проводов в пролётах должно выполняться опрессовкой с помощью соединительных зажимов, а соединения в петлях у опор, присоединение ответвлений в пролете и присоединение к аппаратным зажимам – опрессовкой или сваркой. При этом присоединение ответвлений в пролете выполняется, как правило, без разрезания проводов пролета. Пайка и скрутка проводов не допускаются».
Указания приведенных документов фактически ограничивают применение пайки в соединениях электрических проводников в силу наличия существенных недостатков такого способа соединения.
К недостаткам соединений, содержащих оловосвинцовые припои, отнесены:
Снижение электропроводности и механической прочности;
Увеличение переходного сопротивления со временем;
Химическая коррозия, вызванная остатками флюсов;
Экологическая небезопасность;
Трудности обеспечения нормальных санитарно-гигиенических условий при выполнении соединений на монтаже и др.
В соответствии с указаниями ГОСТ Р 50571-5-54-2011 (МЭК 60364-5-54:2002) к соединениям заземляющих проводников предъявляется дополнительное требование, заключающееся в том, что соединение проводников или арматуры с помощью пайки возможно только при наличии надежной механической фиксации.
Указанное требование в первую очередь должно быть реализовано при выполнении контактных соединений класса 2 по ГОСТ10434-82* в цепях заземляющих и защитных проводников (см. п. 1.7.139 ПУЭ седьмого издания).
Данное требование является следствием, вытекающим из указаний п. 2.2.6 ГОСТ 10434-82* «Соединения контактные»: «После режима сквозного тока контактные соединения не должны иметь механических повреждений, препятствующих их дальнейшей эксплуатации. Температура контактных соединений в режиме сквозного тока не должна быть более 200 °С у соединений проводников из алюмомеди, алюминия и его сплавов, а также у соединений этих проводников с медными, 300 °С – у соединений медных проводников и 400 °С – у соединений стальных проводников». При соединении медных проводников допустимая температура соединения может достигать 300 °С, что превосходит температуру плавления мягкого припоя. Без дополнительного механического крепления проводников перед пайкой обеспечить качество неразборного контактного соединения не представляется возможным.
Наиболее часто для выполнения механического крепления проводников перед пайкой используется бандаж. В Инструкции по монтажу электрооборудования, силовых и осветительных сетей взрывоопасных зон ВСН 332-74 и в Пособии по выполнению электроустановок во взрывоопасных зонах, до сих пор используемых монтажными организациями, приводится несколько способов соединения заземляющих проводников с броней и металлическими оболочками кабелей с помощью пайки мягким припоем. В этих документах приводятся способы соединений, где дополнительное механическое крепление проводников выполняется после пайки либо не выполняется вообще. Указаниям действующих нормативных документов это не соответствует. При выполнении механического соединения с помощью бандажа с последующей пайкой, при расплавлении припоя в режиме сквозного тока не происходит его стекания. После отключения тока повреждения контактное соединение механически восстанавливается.
Особого внимания заслуживает вопрос присоединения многопроволочной жилы к контактным зажимам оборудования и соединителям. Требования облуживания многопроволочных жил оловянно-свинцовыми припоями в разборных электрических контактных соединениях проводов и кабелей изложены в п. 2.1.8 табл. 5 ГОСТ 10434 издания 1982 года. Однако необходимо учитывать то обстоятельство, что современные зажимы, в отличие от приведенных в ГОСТ 10434-82, имеют, как правило, гнездовую конструкцию, в которой многопроволочная жила проводника не выжимается, не выдавливается из-под головки винта или шайбы, а, напротив, обжимается, прессуется в конструктивно ограниченном сечении зажима. Пропайка концов многопроволочных проводов в монолит в таком случае не требуется. Следует также иметь в виду, что ГОСТ 10434-82 распространяется на токи от 2,5 А. Для контактных соединений электротехнических устройств на токи менее 2,5 А требования стандарта являются рекомендуемыми.
Производители широко используемых на отечественном рынке соединителей: Sсhneider Еlесtric, Phoenix Contact, Wago, Weidmüller и др., отрицают необходимость замоноличивания (пропайки) многопроволочной жилы перед выполнением соединения.
Целью выхода настоящего циркуляра является выдача конкретных рекомендаций по выполнению электрических соединений с помощью пайки:
1. Использования паяных соединений в электроустановках следует избегать. Если такие соединения используются, то они должны быть выполнены с учетом возможных смещений, механических усилий и повышения температуры при коротких замыканиях.
2. Спаянные соединения в любом случае не следует применять в местах, подверженных смещению, вибрации и ударам.
3. При выполнении электрического соединения брони или металлической оболочки кабеля с подключаемым оборудованием допускается припайка заземляющих или защитных проводников уравнивания потенциалов мягким припоем, например ПОС-40, без размотки брони кабеля с механическим креплением проводника к броне с помощью бандажа.
4. В разборных соединениях должна быть обеспечена совместимость многопроволочной жилы проводника с соответствующими зажимами аппаратов и соединителей. В этом случае требование о необходимости замоноличивания многопроволочной жилы методом пайки, как и опрессовки гильзой, увеличивающее переходное сопротивление, является излишним и ухудшающим эксплуатационную надёжность современных разборных соединений.
Один из самых надежных способов соединения проводов — пайка. Это процесс при котором пространство между двумя проводниками заполняется расплавленным припоем. При этом температура плавления припоя должна быть ниже температуры плавления соединяемых металлов. В домашних условиях чаще всего используется пайка паяльником — небольшим устройством, работающим от электричества. Для нормальной работы мощность паяльника должна быть не менее 80-100 Вт.
Что нужно для пайки паяльником
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.
Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.
Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).
Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Вспомогательные материалы
Для того чтобы нормально паять паяльником провода нужны еще:
Для смывки флюса может потребоваться спирт, для изоляции — изолента или термоусадочные трубки различных диаметров. Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.
Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Отличия технологии при использовании флюса
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.
Пайка скрутки с флюсом — быстрее и проще
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Особенности пайки многожильных проводов
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.
При лужении многожильные провода надо «распушить»
Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.
Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно , но болтовое — наиболее простое и надежное.
Пайка паяльником – это физико-химическая технологическая операция получения неразъемного соединения металлических деталей путем введения в зазор между ними металла с более низкой температурой плавления.
Паять паяльником на много проще чем, кажется на первый взгляд. Технология пайки паяльником успешно применялась египтянами еще 5 тысячелетий назад и с тех пор мало что ней изменилось.
Требования к технологическому процессу пайки и монтажу радиоэлементов изложены в ОСТ 107.460092.024-93 «Пайка электромонтажных соединений радиоэлектронных средств. Общие требования к типовым технологическим операциям».
Процесс пайки паяльником начинается с подготовки поверхностей деталей, подлежащих пайке. Для этого необходимо удалить с поверхностей следы грязи, при их наличии, и оксидную пленку. В зависимости от толщины пленки и формы поверхности, ее зачищают напильником или наждачной бумагой. Малые площади и круглые провода можно зачистить лезвие ножа. В результате должна получиться блестящая поверхность без пятен окислов и раковин. Жировые загрязнения убираются протиркой ветошью, смоченной в ацетоне или растворителе уайт-спирте (очищенный бензин).
После подготовки поверхностей их необходимо покрыть слоем припоя, залудить. Для этого на поверхность наносится флюс и прикладывается жало паяльника с припоем.
Для лучшей передачи тепла от жала паяльника к детали нужно прикладывать жало так, чтобы площадь соприкосновения была максимальной. Срез жала паяльника с припоем должен быть параллелен поверхности детали.
Самое главное при пайке паяльником, это прогреть до температуры расплавленного припоя спаиваемые поверхности. При недостаточном прогреве пайка получится матовой низкой механической прочности. При перегреве припой не будет растекаться по поверхности спаиваемых деталей и пайка вообще не получится.
После выполнения выше описанной подготовки детали прикладываются друг к другу, и выполняется пайка электрическим паяльником. Время пайки в зависимости от толщины и массы деталей составляет от 1 до 10 секунд. Многие радиоэлектронные компоненты допускают время пайки не более 2 секунд. Как только припой равномерно растечется по поверхностям деталей, паяльник отводится в сторону. Смещение деталей относительно друг друга до полного затвердевания припоя не допустимо, иначе механическая прочность и герметичность пайки будет низкой. Если такое случайно произошло, то нужно заново выполнить процедуру пайки.
Припой на жале горячего паяльника при ожидании пайки прокрывается окислами и остатками сгоревшего флюса. Перед пайкой жало необходимо очищать. Для очистки удобно использовать увлажненный кусок поролона любой плотности. Достаточно быстро провести жалом по поролону и вся грязь останется на нем.
Перед пайкой поверхности или провода, которые соединяются пайкой, в обязательном порядке должны быть облужены. Это гарантия качества паяного соединения и получения удовольствия от работы. Если Вы не имеете опыта работы с паяльником, то перед выполнением ответственных работ по пайке паяльником нужно сначала немного потренироваться. Начинать проще с одножильного медного провода, каким делают электропроводку. Первым делом нужно снять с проводника изоляцию.
Как залудить медные провода
Когда изоляция снята, нужно оценить состояние проводника. Как правило, в новых проводах, медные проводники не покрыты окислами и их можно облуживать без зачистки. Достаточно взять немного припоя на жало паяльника, коснуться ним канифоли и поводить жалом по поверхности проводника. Если поверхность проводника чистая, то припой тонким слоем растечется по ней.
Если припоя не хватило, то берется дополнительная порция с касанием канифоли. И так, пока весь проводник не будет полностью залужен. Удобнее провода лудить, положив на деревянную площадку, в качестве которой использую подставку для паяльника. Обычно на месте, где я всегда лужу, скапливается канифоль и процесс идет быстрее, можно захватывать больше припоя не касаясь, лишний раз жалом канифоли.
Иногда, вопреки ожиданиям, хотя проводник кажется без окислов, лудиться не хочет. Тогда я ложу его на таблетку аспирина и пару секунд прогреваю, а затем лужу на площадке. Лудится сразу без проблем. Даже медный провод с очевидным окислением, без предварительной механической зачистки, с аспирином сразу же порывается тонким слоем припоя.
Если Вам удалось паяльником залудить проводники, как на фото, то поздравляю с первой успешной работой по пайке.
С первого раза получить хорошую пайку паяльником сложно. Причин этому может быть несколько. Паяльник слишком нагрет для данного вида припоя, определить это можно по быстро образующейся темной пленке окислов на припое, который находится на жале паяльника. При чрезмерном нагреве жала паяльника, рабочая лопатка жала покрывается окислом черного цвета, и припой на жале не удерживается. Температура жала паяльника не достаточна. В этом случае пайка получается рыхлой и выглядит матовой.
Тут может помочь только применение регулятора температуры . Недостаточный прогрев провода при облуживании, бывает при малом количестве припоя на рабочей части жала. Площадь соприкосновения получается маленькой, и тепло плохо передается проводнику. Практиковаться нужно до тех пор, пока не получится залудить провода как на фото выше.
После лужения паяльником провода, на нем часто остаются излишки припоя виде наплывов. Для того, чтобы получился тонкий и равномерный слой нужно провод расположить вертикально, концом вниз, паяльник вертикально жалом вверх, и провести жалом по проводу. Припой тяжелый и весь перейдет на жало паяльника. Только перед этой операцией нужно удалить весь припой с жала, ударив ним легонько о подставку. Таким способом можно убирать излишки с места паек и на печатных платах.
Следующий этап тренировки это залудить паяльником многожильный медный провод, задача несколько сложнее, особенно если провод покрыт окислом. Снять оксидную пленку механическим способом затруднительно, нужно расплести проводники и зачистить каждые по отдельности. Когда я снял изоляцию с проводов термическим способом, то обнаружил, что верхний проводник весь порыт окислом, а нижний расплелся. Это, пожалуй, самый сложный случай для лужения. Но лудятся они с такой, же легкостью, как и одножильные.
Первое что необходимо это положить проводник на таблетку аспирина и прогревая паяльником подвигать, чтобы все проводники провода смочились составом аспирина (при нагревании аспирин плавится).
Далее лудите на площадке с канифолью, как описано выше, с той лишь разницей, что нужно прижимать провод жалом паяльника к площадке и в процессе облуживания провод вращать в одну сторону, чтобы проводники сплелись в единое целое.
Вот такими стали медные провода после лужения.
Из такого конца залуженного провода можно с помощью круглогубцев сформировать колечко, например для резьбового присоединения к контактам розетке, выключателя или патрона люстры или припаять к латунному контакту или печатной плате. Попробуйте сделать паяльником такую пайку.
Главное при соединении пайкой деталей, не сместить их относительно друг друга, пока не застыл припой.
Пайка паяльником любых деталей мало чем отличается от пайки проводов. Если у Вас получилось качественно залудить и припаять многожильный провод, то значит, Вы сможете выполнить любую пайку.
Как залудить очень тонкий медный проводник покрытый эмалью
Залудить паяльником тонкий проводник, с диаметром жили менее 0,2 мм изолированный эмалью, легко, если воспользоваться хлорвинилом. Изолирующие трубки и изоляция многих проводов делается из этого пластика. Нужно положить провод на изоляцию и легонько прижать жалом паяльника, затем протаскивать провод, каждый раз поворачивая. От нагрева хлорвинила выделяется хлор, который разрушает эмаль и провод легко залуживается.
Эта технология не заменима при пайке паяльником провода типа лицендрат, представляющий собой много тонких проволочек покрытых эмалью и свитых в один проводник.
С помощью таблетки аспирина тоже легко залудить паяльником эмалированный тонкий провод, точно также протягивается провод между таблеткой аспирина и жалом паяльника. На жале должно быть достаточное количество припоя и канифоли.
Пайка паяльником радиодеталей
При ремонте электроприборов часто приходится выпаивать из печатной платы и запаивать обратно радиоэлементы. Хотя операция эта не сложная, но все же требует соблюдения определенной технологии пайки.
Пайка паяльником резисторов, диодов, конденсаторов
Для того, чтобы выпаять из печатной платы двух выводной радиоэлемент, например резистор или диод, необходимо место его пайки разогреть паяльником до расплавления припоя и вытянуть вывод радиоэлемента из платы. Обычно вынимают вывод резистор из печатной платы, поддев его за вывод пинцетом, но пинцет часто соскальзывает, особенно если вывод радиоэлемента со стороны пайки загнут.
Для удобства работы губки пинцета нужно немного сточить, получившийся захват исключит соскальзывание губок пинцета.
Когда выполняют работы по демонтажу радиоэлементов, то всегда не хватает еще одной руки, нужно работать паяльником, пинцетом и еще удерживать печатную плату.
Третьей рукой мне служат настольные тески, с помощью которых свободный от деталей участок печатной платы можно зажать, и устанавливая тиски на любую боковую грань, ориентировать печатную плату в трех измерениях. Выполнять пайку паяльником будет удобно.
После выпаивания детали из платы, монтажные отверстия заплывают припоем. Освободить отверстие от припоя удобно зубочисткой, остро заточенной спичкой или деревянной палочкой.
Жалом паяльника расплавляется припой, зубочистка вводится в отверстие и вращается, паяльник убирают, после застывания припоя, зубочистка извлекается из отверстия.
Перед установкой для запайки нового радиоэлемента, необходимо в обязательном порядке убедиться в паяемости его выводов, особенно, если дата выпуска его не известна. Лучше всего просто залудить выводы паяльником и затем уже запаивать элемент. Тогда пайка получится надежной и от работы будет одно удовольствие, а не мучение.
Как паять паяльником SMD светодиоды и другие безвыводные компоненты
В настоящее время при изготовлении радиоэлектронных устройств широко применяются безвыводные компоненты SMD. Компоненты SMD не имеют традиционных медных проволочных выводов. Такие радиоэлементы соединяются с дорожками печатной платы путем пайки к ним контактных площадок, находящихся непосредственно на корпусе компонентов. Запаять такой компонент не сложно, так как имеется возможность припаять маломощным паяльником (10-12 Вт) последовательно каждый контакт по отдельности.
Но при ремонте возникает необходимость выпаивать SMD компонент для их проверки или замены или выпаивать с ненужной печатной платы для использования как запчасти. В таком случае, чтобы не перегреть и не поломать компонент необходимо одновременно прогревать все его выводы.
Если приходится часто выпаивать SMD компоненты, то имеет смысл для паяльника сделать набор специальных жал, разветвляющихся на конце на два или три маленьких. С такими жалами выпаивать SMD компоненты будет легко без их повреждений, даже если они будут приклеены к печатной плате.
Но бывают ситуации, что маломощного паяльника под рукой нет, а в имеющемся мощном паяльнике, жало прикипело и вынуть его невозможно. Из такой ситуации тоже есть простой выход. Можно навить вокруг жала паяльника медный провод диаметром один миллиметр, как на фото. Сделать своеобразную насадку и с помощью нее успешно выпаивать SMD компоненты. Фотография демонстрирует, как я выпаивал SMD светодиоды при ремонте светодиодных ламп . Корпуса светодиодов очень нежные и практически не допускают даже небольших механических воздействий.
В случае необходимости насадка легко снимается и можно пользоваться паяльником по прямому назначению. Ширину между концов насадки можно легко изменять, тем самым настраивая для пайки SMD компоненты разных размеров. Насадку можно использовать вместо маломощного паяльника, запаивая маленькие детали и припаивая тонкие проводники к светодиодным лентам .
Как паять паяльником светодиодную ленту
Технология пайки светодиодных лент мало чем отличается от пайки других деталей. Но из-за того, что основа печатной платы представляет собой тонкую и гибкую ленту, для исключения отслоения печатных дорожек время пайки должно быть сведено к минимуму.
Ремонт железного кузова автомобиля пайкой
В давние времена, когда я ездил на советском автомобиле, технология пайки паяльником железа выручала при устранении коррозии кузова автомобиля . Если просто зачистить место, покрытое ржавчиной и нанести лакокрасочное покрытие, то через время ржавчина появится вновь. Покрыв зачищенное место паяльником тонким слоем припоя, ржавчина больше никогда не появится.
Приходилось паять паяльником и сквозные коррозионные дыры в порожках и зоне колесных арок кузова автомобиля. Для этого нужно зачистить поверхность вокруг дыры полоской в один сантиметр и паяльником залудить припоем. Из плотной бумаги вырезать выкройку будущей заплатки. Далее по выкройке из латуни толщиной 0,2-0,3 мм вырезать заплатку и зону, которая будет припаиваться залудить паяльником толстым слоем припоя. В случае необходимости заплатке придается нужная форма. Можно просто простучать заплатку, положив на толстую плотную резину. Края внешней стороны заплатки напильником свести на нет. Останется приложить заплатку на дырку в кузове и хорошо прогреть стоваттным паяльником по шву. Шпаклевка, грунтовка, окраска, и кузов будет как новый, при этом в отремонтированном месте ржаветь больше не будет никогда.
При монтаже или ремонте электропроводки важно правильно сделать спаянное соединение. От этого зависит безопасность эксплуатации, надежность, долговечность электроснабжения.
Для хорошего закрепления припоя нужно предварительно облудить провода, то есть покрыть оловянным припоем. Нанесенный слой удалит оксидные примеси, образующиеся на медных или алюминиевых сплавах, улучшит сцепление расходных материалов.
Существует разные методы лужения. Выбор делают с учетом состава металла, характера сечения, назначения проводки и условий ее эксплуатации.
Уверенное владение паяльником необходимо для каждого начинающего мастера. Без закрепившихся навыков работы залудить провод, затем провести пайку не удастся.
Размеры паяльника, модификацию каждый может выбрать самостоятельно. Удобны в использовании паяльные станции, пальники с возможностью регулировать температуру нагрева.
Имеет смысл затратить средства на приобретение качественного инструмента, оборудования. Тогда работа будет доставлять удовольствие долгие годы.
Требуемые инструменты
Работа с проводами – дело несложное, если к нему хорошо подготовиться. Желательно, сделать все заранее, чтобы потом в самый неподходящий момент, не пришлось суетиться. Список инструментов, позволяющих лудить провода или кабель, выглядит следующим образом:
- хорошо заточенный нож;
- медицинский или технический пинцет;
- обычные плоскогубцы;
- паяльник или станция для паяния;
- расходные материалы (флюс, припой).
Вместо ножа сейчас продаются специальные клещи, которые позволяют содрать изоляцию одним движением. Но они не так уж дешево стоят, поэтому многие обходятся ножом или скальпелем.
Все средства и приспособления немудреные, но очень полезные. Под расходными материалами подразумеваются определенный флюсовый состав и припой, подходящий для данного вида проводов.
Правильный порядок действий
Облуживать провода посредством паяльника следует в соответствии с алгоритмом, выверенным многолетней практикой. У проводов в самом начале работы нужно тщательно снять ножом или клещами наружный изолирующий слой. Желательно освободить от полимерного покрытия минимум 10 мм, максимум – 50 мм с каждого соединяемого конца.
После этого тем же ножом поверхность зачищают до блестящего состояния. Это исключит наличие остатков изолирующей оболочки, удалит с проводов оксидный налет.
Толстый провод удерживать и очищать проще. Если кабель включает в себя несколько тонких жил, их желательно растрепать, разъединить, зачистить со всех сторон, а потом скрутить заново.
Затем можно разогревать паяльник, предварительно проверив степень чистоты жала. Поверхность будет хорошо облуживаться только абсолютно чистым .
Нагретым паяльником следует разогреть подготовленные, тщательно зачищенные концы проводов, опустив их в канифоль. Надо чтоб канифоль хорошо обволокла провод.
Жалом паяльника нужно взять припой и равномерно распределить смесь по срезу проводков, которые зафиксированы пинцетом или обычными плоскогубцами. Для обеспечения полноты нанесения массы из расплавленных расходных материалов, провода следует проворачивать вокруг собственной оси.
Медный провод можно обрабатывать не только канифолью, но и кислым флюсом. Некоторые предпочитают использовать , всегда имеющуюся в продаже. Для лужения алюминиевых проводов предусмотрен свой специальный флюс.
Если все предыдущие операции были выполнены правильно, расплавленный припойный материал хорошо покроет место контакта проводков. Нужно внимательно осмотреть всю рабочую зону, убедиться, что лужение прошло успешно.
Варианты обработки проводов
Некоторым мастерам нравится метод лужения, при котором провода прижимаются паяльником к деревянной дощечке.
Это вполне приемлемая технология. Выделяющиеся при нагревании деревянной подложки газы в некоторой степени работают как флюс, способствуя удалению оксидов на металле.
Еще лучше удаляет продукты окисления расплав аспирина. Таблетку можно подкладывать под провода при лужении. Выделяющиеся из нагретой ацетилсалициловой кислоты газы хорошо обволакивают место соединения, удаляя с них все примеси. В результате провода будут успешно лудиться.
Существует своеобразный метод подготовки многожильных проводков, в которых тонкая медная основа покрыта эмалью. В этом случае как подложку мастера рекомендуют использовать кусочек ПВХ материала.
При повышении температуры поливинилхлорид начинает выделять пары хлороводорода, которые так же, как соляная кислота, быстро разрушают оксидный слой. Как показывают многие видео уроки, ПВХ подложка может быть не очень большой, соответствующей размерам рабочей зоны лужения.
Лужение посредством окунания
Предварительную обработку проводов большого диаметра проводят иначе. Паяльником полного равномерного покрытия среза большого сечения добиться нелегко.
В специальный тигель кладут кусочки олова, разогревают, получая расплав металла. Конец кабеля сначала погружают в канифоль или другой флюс, а затем окунают во внутренность тигеля. В результате срез покрывается полностью защитным слоем.
Подобным способом делают полностью луженые провода. Погружение при этом имеет другие масштабы, выполняется в заводских условиях.
Катушку с намотанным проводом водружают на механизм, посредством которого будут обслуживать процесс. Сначала всю медь поверхности механически обрабатывают щетками, предварительно обработанными раствором хлористого цинка. Получают растворенный флюс из цинка и технической соляной кислоты.
Затем проволоку из мотка, постепенно раскручивают, окунают в ванну с расплавленным оловом. Равномерность покрытия, отсутствие наплывов обеспечивает последующая обработка проволочного материала резиновыми щетками. Проволоку охлаждают окунанием в холодную воду, еще раз обрабатывают щетками, заново сматывают и упаковывают.
Луженая медная проволочная продукция имеет защитный оловянный слой, толщина которого варьируется от 1 мкр до 20 мкр.
Обработка увеличивает устойчивость меди к воздействию влажной окружающей среды, уменьшает до минимума вероятность ее порчи.
Как сделать облуживание контактов наушника
Микрофоны, наушники iphone и любого другого акустического гаджета постоянно подвергаются механическим нагрузкам. Как следствие, происходит обрыв проводков.
Подготовить их к пайке обычными способами не удастся. Лак, находящийся сверху будет мешать. Его перед лужением либо соскабливают острым скальпелем, либо обжигают. Можно также лудить в канифоли сильно разогретым паяльником, который снимет лак.
Тонкую жилу провода помещают в канифоль, разогревают паяльником. Затем с помощью паяльника тонкий слой расплавленного олова распределяют в месте будущего контакта. После этого быстро выполняется соединение. Служить оно будет долго и надежно.
как залудить сильноокисленную медь ? – Пайка
Вот электролитический метод.
http://icark.narod.ru/autoelectr/pajala.htm
“Пайка многожильного провода большого сечения.
Не секрет, что при современной технологии заделки наконечников стартерных проводов и проводов массы методом опрессовывания, со временем возникает большое переходное сопротивление между жилами провода и наконечником, что приводит к затруднению или полной невозможности пуска двигателя стартером.
Выход, замена провода или пайка. Если найдется нужный провод, заменить его не трудно но лучше сразу пропаять, пока он чистый. Пайка окисленного провода невозможна, поэтому его сначала надо очистить.
Зачистка каждой жилы в отдельности и снятие наконечника довольно трудоемкий процесс.Очистку провода от окислов можно провести электролитическим путем и без снятия наконечника. Для этого нужна небольшая стеклянная емкость банка или стакан заполненая ортофосфорной кислотой настолько чтобы она полностью покрыла очищаемую деталь. Далее вводим второй электрод из меди или нержавейки так, чтобы он не касался обрабатываемой детали и подаем на ванну постоянный ток от зарядного устройства или от АКБ через фарную лампочку – плюс на деталь -минус на электрод. Через нсколько секунд или пару минут – зависит от тока, провод и наконечник очистятся до блеска. В небольшой емкости, в которую полностью уберется наконечник плавим припой и погружаем в него наконечник с проводом, даем ему прогреться и все готово. Промывки после фосфорной кислоты не требуется на металле она создает фосфаты, что затрудняет окисление. При отсутствии ортофосфорной кислоты можно воспользоваться КОКАКОЛОЙ но процесс очистки увеличится по времени – мала концентрация фосфорной кислоты. С очисткой фосфорной кислотой можно паять в труднодоступных местах например трубку радиатора. Достаточно смочить место пайки кислотой и через несколько секунд паять.
При большом загрязнении можно очистить электролитически намотав на медную проволоку ткань и подключив ее к минусу, а радиатор к плюсу. Смочив этот тампон кислотой водим им по месту пайки. Медь, сталь, нержавейка, хром, никель, замечательно паяются с фосфорной кислотой в качестве флюса.”
Лужение жил. Технология правильного лужения проводов
Во время ремонта, модернизации или при установке электропроводки особое внимание уделяется качеству соединения токопроводящих жил. Надежное спаянное соединения – это залог безопасной эксплуатации электрических магистралей и бытовой техники. Чтобы хорошо закрепить припой, требуется предварительно провода облудить, суть процедуры заключается в покрытии поверхности оловом.
Почему лужение проводов так важно
Лужение проводов предотвращает их окисление
Перед тем как залудить провод, требуется узнать, для чего эта процедура так необходима. Медь и алюминий при взаимодействии с кислородом окисляются, образуя на своей поверхности оксидную пленку, которая ухудшает проводимость и повышает сопротивляемость. Залуживание проводов позволяет этого избежать. Лудят провода свинцово-оловяными припоями, их преимущество заключается в длительном эксплуатационном сроке, безопасности и надежности.
Также лужение используют во время пайки, например, при подключении светодиодных лент к блоку питания. Если жилы осветительного прибора предварительно не облудить, с течением времени все проводки отвалятся.
Облуживание провода с помощью паяльника
Лужение проводов паяльником
Для качественного выполнения работы важно уверенно владеть паяльником. Если закрепившиеся навыки отсутствуют, не удастся залудить и припаять провод.
Существуют разные модели паяльников, каждые обладают своими техническими характеристиками – мощность, габариты и т.д. Начинающему мастеру рекомендуется отдавать предпочтение паяльным станциям, где есть возможность регулировать температуру нагревания самостоятельно.
Целесообразно приобрести дорогостоящее устройство, поскольку процесс будет отнимать меньше времени, и работа будет выполняться в радость.
Необходимые инструменты
Флюс выбирают в зависимости от материала провода
Монтаж, модернизация, ремонт и обслуживание проводов – дело хлопотное, но не сложное. Чтобы сократить затраченное время, предварительно готовят все необходимые инструменты и расходный материал для работы. Список выглядит следующим образом:
- к числу расходных материалов относится припой и флюс;
- острый нож;
- станция для паяния или паяльник;
- технический или медицинский пинцет;
- обыкновенные плоскогубцы.
Можно использовать не хорошо заточенный нож, а специальные клещи, позволяющие удалить весь изоляционный слой несколькими движениями. Но стоимость их достаточно высока, поэтому многие используют нож или скальпель.
В каждом случае требуется определенный припой и флюсовый состав для кабелей, это нужно учитывать.
Порядок действий
Чтобы облудить провод, нужно действовать по следующему алгоритму:
- С помощью специального инструмента, ножа или скальпеля удалить изоляционный слой с проводов, которые потребуется соединить.
- После удаления изоляционного материала токопроводящие жилы зачистить до образования характерного блеска. Для этого можно использовать нож или наждачную бумагу. Если работа предстоит не с литой жилой, а многожильным проводом, каждый проводок распушается и зачищается по отдельности.
- В розетку включается паяльник и очищается от всех загрязнений, которые он любит собирать, особенно старого припоя и пыли. Во время очищения жилы паяльника рекомендуется использовать небольшую наждачную бумагу.
- Требуется разогреть кончик провода. Это можно сделать с помощью паяльника, газовой горелки или обычной зажигалки.
- Когда паяльник разогрелся до рабочей температуры, его жилой прикасаются к припою и канифоли. Рабочая поверхность обильно должна быть покрыта растопленным оловом.
- Следующий этап – горячим паяльником касаться медного проводника. Припой должен равномерно распределяться по жиле. Чтобы нанести припой, используются пассатижи и пинцеты.
- По окончании работ внимательно осматривается кабель или провод. Рабочая поверхность должна быть полностью и равномерно покрыта припоем. Пустые полости или скопления вещества должны отсутствовать. Если обнаружены недочеты в работе, к процедуре приступают повторно.
Если работа предстоит с совсем тонкими проводами, канифоль лучше не использовать, поскольку рассчитать точное количество вещества очень сложно. В качестве аналога подойдет паяльная кислота. Обработать кончик проводника можно обыкновенной кисточкой. После этого можно приступать к нанесению припоя. Этот способ нельзя назвать более надежным, но с такими видами проводков иначе нельзя.
Способы обработки проводов
Лужение с помощью деревянного бруска
Существует несколько способов лужения. Некоторые мастера отдают предпочтение методу, суть которого заключается в прижимании проводов паяльником к деревянной ровной поверхности.
При нагревании из дерева выделяются газы, которые исполняют роль флюса, способствуя удалению оксидов на металле.
Более качественно удалять оксидную пленку на поверхности токопроводящих жил удается при помощи аспирина. Во время работы таблетку подкладывают под провода. При нагревании из ацетилсалициловой кислоты выделяются газы, обволакивающие место соединения, вытесняя из них примеси, отрицательно сказывающиеся на качестве соединения. Этот простой и бюджетный в реализации способ обеспечивает качественное лужение.
Существует еще один способ подготовки многожильных кабелей и проводов, у которых медная основа покрыта эмалью. В качестве подложки предпочтительнее применять небольшой кусок ПВХ материала. При термическом воздействии поливинилхлорид начинает активно выделять хлороводород, который эффективно разрушает оксидный слой.
Лужение посредством окунания
Если работать предстоит с проводами и кабелями большого диаметра, то подготовку целесообразно проводить иначе. Полного и равномерного распределения припоя в данном случае добиться непросто.
Существует специальное устройство – тигель, в который помещаются небольшие кусочки олова. Там они разогреваются, в результате получается, расплав металла. Конец провода предварительно погружают в канифоль или другие марки флюса, а далее в емкость тигля. Такой подход обеспечивает полное и равномерное распределение веществ на месте среза.
Использовать этот метод можно лишь с полностью лужеными проводами. Погружение уже имеет совершенно иные масштабы, и проводится в промышленных условиях. Реализуется процесс с помощью специальной катушки с намотанным проводом. Сначала всю медную поверхность вручную обрабатывают жесткими щетками, предварительно их щетину обрабатывают хлористым цинком в жидком виде. Растворенный флюс получают из смеси технической соляной кислоты и цинка.
Далее проволоку из мотка начинают медленно раскручивать и окунают в емкость, заполненную растворенным оловом. Равномерность покрытия обеспечивается вторичной обработкой кабеля или провода большого диаметра резиновыми щетками. В завершение кабель погружают в емкость с холодной водой и вновь обрабатывают щетками. После этого провода и кабели сматывают и упаковывают для дальнейшей реализации в строительных магазинах.
Где немного остановились на таком этапе пайки, как лужении оголенных медных жил. Сейчас мы более подробно расскажем, зачем лудить провода и как это правильно сделать без наличия опыта в работе с паяльником. Инструкция будет предоставлена следующим образом – сначала поговорим о том, для чего нужно лужение, после чего поговорим обо всех нюансах этого процесса.
Почему это так важно?
Дело в том, что на воздухе медь может окисляться, что часто приводит к ухудшению контакта между проводами. В дальнейшем плохой контакт начинает нагреваться и как следствие – может произойти возгорание электропроводки. Чтобы этого не происходило и было долговечным, надежным и безопасным, необходимо лудить зачищенные концы жил с помощью свинцово-оловянного припоя.
Помимо этого лужение используют во время пайки, к примеру, при к блоку питания. Если жилы LED-ленты не облудить, место пайки будет ненадежным и не исключено, что со временем проводки отвалятся.
Пошаговая инструкция
Итак, чтобы Вам было понятно, как правильно лудить провода, предоставляем пошаговую инструкцию в картинках:
Вот таким способом Вы сможете качественно и быстро лудить провода в домашних условиях. Обращаем Ваше внимание на то, что лужение тонких проводов от наушников (либо микрофона) нужно выполнять немного по-другому. Так как проводки эмалированные (вскрыты лаком), сначала Вы должны аккуратно счистить эмаль острым ножом. После этого уже необходимо выполнить лужение паяльником.
Видео уроки по теме:
Вы можете лудить провода и без канифоли – используя специальную паяльную кислоту. В этом случае сначала нужно обработать рабочие поверхности (жало и кончик проводка) кисточкой, смоченной в кислоту, после чего уже наносить припой. И тот и другой способ можно использовать, не опасаясь за качество будущего соединения. Что касается толстого провода, облудить его проще, чем очень тонкого. Немного сноровки и еще меньше времени на это потребуется, главное – не забудьте зачистить поверхность жилы ножом.
Пайка паяльником – это физико-химическая технологическая операция получения неразъемного соединения металлических деталей путем введения в зазор между ними металла с более низкой температурой плавления.
Паять паяльником на много проще чем, кажется на первый взгляд. Технология пайки паяльником успешно применялась египтянами еще 5 тысячелетий назад и с тех пор мало что ней изменилось.
Требования к технологическому процессу пайки и монтажу радиоэлементов изложены в ОСТ 107.460092.024-93 «Пайка электромонтажных соединений радиоэлектронных средств. Общие требования к типовым технологическим операциям».
Процесс пайки паяльником начинается с подготовки поверхностей деталей, подлежащих пайке. Для этого необходимо удалить с поверхностей следы грязи, при их наличии, и оксидную пленку. В зависимости от толщины пленки и формы поверхности, ее зачищают напильником или наждачной бумагой. Малые площади и круглые провода можно зачистить лезвие ножа. В результате должна получиться блестящая поверхность без пятен окислов и раковин. Жировые загрязнения убираются протиркой ветошью, смоченной в ацетоне или растворителе уайт-спирте (очищенный бензин).
После подготовки поверхностей их необходимо покрыть слоем припоя, залудить. Для этого на поверхность наносится флюс и прикладывается жало паяльника с припоем.
Для лучшей передачи тепла от жала паяльника к детали нужно прикладывать жало так, чтобы площадь соприкосновения была максимальной. Срез жала паяльника с припоем должен быть параллелен поверхности детали.
Самое главное при пайке паяльником, это прогреть до температуры расплавленного припоя спаиваемые поверхности. При недостаточном прогреве пайка получится матовой низкой механической прочности. При перегреве припой не будет растекаться по поверхности спаиваемых деталей и пайка вообще не получится.
После выполнения выше описанной подготовки детали прикладываются друг к другу, и выполняется пайка электрическим паяльником. Время пайки в зависимости от толщины и массы деталей составляет от 1 до 10 секунд. Многие радиоэлектронные компоненты допускают время пайки не более 2 секунд. Как только припой равномерно растечется по поверхностям деталей, паяльник отводится в сторону. Смещение деталей относительно друг друга до полного затвердевания припоя не допустимо, иначе механическая прочность и герметичность пайки будет низкой. Если такое случайно произошло, то нужно заново выполнить процедуру пайки.
Припой на жале горячего паяльника при ожидании пайки прокрывается окислами и остатками сгоревшего флюса. Перед пайкой жало необходимо очищать. Для очистки удобно использовать увлажненный кусок поролона любой плотности. Достаточно быстро провести жалом по поролону и вся грязь останется на нем.
Перед пайкой поверхности или провода, которые соединяются пайкой, в обязательном порядке должны быть облужены. Это гарантия качества паяного соединения и получения удовольствия от работы. Если Вы не имеете опыта работы с паяльником, то перед выполнением ответственных работ по пайке паяльником нужно сначала немного потренироваться. Начинать проще с одножильного медного провода, каким делают электропроводку. Первым делом нужно снять с проводника изоляцию.
Как залудить медные провода
Когда изоляция снята, нужно оценить состояние проводника. Как правило, в новых проводах, медные проводники не покрыты окислами и их можно облуживать без зачистки. Достаточно взять немного припоя на жало паяльника, коснуться ним канифоли и поводить жалом по поверхности проводника. Если поверхность проводника чистая, то припой тонким слоем растечется по ней.
Если припоя не хватило, то берется дополнительная порция с касанием канифоли. И так, пока весь проводник не будет полностью залужен. Удобнее провода лудить, положив на деревянную площадку, в качестве которой использую подставку для паяльника. Обычно на месте, где я всегда лужу, скапливается канифоль и процесс идет быстрее, можно захватывать больше припоя не касаясь, лишний раз жалом канифоли.
Иногда, вопреки ожиданиям, хотя проводник кажется без окислов, лудиться не хочет. Тогда я ложу его на таблетку аспирина и пару секунд прогреваю, а затем лужу на площадке. Лудится сразу без проблем. Даже медный провод с очевидным окислением, без предварительной механической зачистки, с аспирином сразу же порывается тонким слоем припоя.
Если Вам удалось паяльником залудить проводники, как на фото, то поздравляю с первой успешной работой по пайке.
С первого раза получить хорошую пайку паяльником сложно. Причин этому может быть несколько. Паяльник слишком нагрет для данного вида припоя, определить это можно по быстро образующейся темной пленке окислов на припое, который находится на жале паяльника. При чрезмерном нагреве жала паяльника, рабочая лопатка жала покрывается окислом черного цвета, и припой на жале не удерживается. Температура жала паяльника не достаточна. В этом случае пайка получается рыхлой и выглядит матовой.
Тут может помочь только применение регулятора температуры . Недостаточный прогрев провода при облуживании, бывает при малом количестве припоя на рабочей части жала. Площадь соприкосновения получается маленькой, и тепло плохо передается проводнику. Практиковаться нужно до тех пор, пока не получится залудить провода как на фото выше.
После лужения паяльником провода, на нем часто остаются излишки припоя виде наплывов. Для того, чтобы получился тонкий и равномерный слой нужно провод расположить вертикально, концом вниз, паяльник вертикально жалом вверх, и провести жалом по проводу. Припой тяжелый и весь перейдет на жало паяльника. Только перед этой операцией нужно удалить весь припой с жала, ударив ним легонько о подставку. Таким способом можно убирать излишки с места паек и на печатных платах.
Следующий этап тренировки это залудить паяльником многожильный медный провод, задача несколько сложнее, особенно если провод покрыт окислом. Снять оксидную пленку механическим способом затруднительно, нужно расплести проводники и зачистить каждые по отдельности. Когда я снял изоляцию с проводов термическим способом, то обнаружил, что верхний проводник весь порыт окислом, а нижний расплелся. Это, пожалуй, самый сложный случай для лужения. Но лудятся они с такой, же легкостью, как и одножильные.
Первое что необходимо это положить проводник на таблетку аспирина и прогревая паяльником подвигать, чтобы все проводники провода смочились составом аспирина (при нагревании аспирин плавится).
Далее лудите на площадке с канифолью, как описано выше, с той лишь разницей, что нужно прижимать провод жалом паяльника к площадке и в процессе облуживания провод вращать в одну сторону, чтобы проводники сплелись в единое целое.
Вот такими стали медные провода после лужения.
Из такого конца залуженного провода можно с помощью круглогубцев сформировать колечко, например для резьбового присоединения к контактам розетке, выключателя или патрона люстры или припаять к латунному контакту или печатной плате. Попробуйте сделать паяльником такую пайку.
Главное при соединении пайкой деталей, не сместить их относительно друг друга, пока не застыл припой.
Пайка паяльником любых деталей мало чем отличается от пайки проводов. Если у Вас получилось качественно залудить и припаять многожильный провод, то значит, Вы сможете выполнить любую пайку.
Как залудить очень тонкий медный проводник покрытый эмалью
Залудить паяльником тонкий проводник, с диаметром жили менее 0,2 мм изолированный эмалью, легко, если воспользоваться хлорвинилом. Изолирующие трубки и изоляция многих проводов делается из этого пластика. Нужно положить провод на изоляцию и легонько прижать жалом паяльника, затем протаскивать провод, каждый раз поворачивая. От нагрева хлорвинила выделяется хлор, который разрушает эмаль и провод легко залуживается.
Эта технология не заменима при пайке паяльником провода типа лицендрат, представляющий собой много тонких проволочек покрытых эмалью и свитых в один проводник.
С помощью таблетки аспирина тоже легко залудить паяльником эмалированный тонкий провод, точно также протягивается провод между таблеткой аспирина и жалом паяльника. На жале должно быть достаточное количество припоя и канифоли.
Пайка паяльником радиодеталей
При ремонте электроприборов часто приходится выпаивать из печатной платы и запаивать обратно радиоэлементы. Хотя операция эта не сложная, но все же требует соблюдения определенной технологии пайки.
Пайка паяльником резисторов, диодов, конденсаторов
Для того, чтобы выпаять из печатной платы двух выводной радиоэлемент, например резистор или диод, необходимо место его пайки разогреть паяльником до расплавления припоя и вытянуть вывод радиоэлемента из платы. Обычно вынимают вывод резистор из печатной платы, поддев его за вывод пинцетом, но пинцет часто соскальзывает, особенно если вывод радиоэлемента со стороны пайки загнут.
Для удобства работы губки пинцета нужно немного сточить, получившийся захват исключит соскальзывание губок пинцета.
Когда выполняют работы по демонтажу радиоэлементов, то всегда не хватает еще одной руки, нужно работать паяльником, пинцетом и еще удерживать печатную плату.
Третьей рукой мне служат настольные тески, с помощью которых свободный от деталей участок печатной платы можно зажать, и устанавливая тиски на любую боковую грань, ориентировать печатную плату в трех измерениях. Выполнять пайку паяльником будет удобно.
После выпаивания детали из платы, монтажные отверстия заплывают припоем. Освободить отверстие от припоя удобно зубочисткой, остро заточенной спичкой или деревянной палочкой.
Жалом паяльника расплавляется припой, зубочистка вводится в отверстие и вращается, паяльник убирают, после застывания припоя, зубочистка извлекается из отверстия.
Перед установкой для запайки нового радиоэлемента, необходимо в обязательном порядке убедиться в паяемости его выводов, особенно, если дата выпуска его не известна. Лучше всего просто залудить выводы паяльником и затем уже запаивать элемент. Тогда пайка получится надежной и от работы будет одно удовольствие, а не мучение.
Как паять паяльником SMD светодиоды и другие безвыводные компоненты
В настоящее время при изготовлении радиоэлектронных устройств широко применяются безвыводные компоненты SMD. Компоненты SMD не имеют традиционных медных проволочных выводов. Такие радиоэлементы соединяются с дорожками печатной платы путем пайки к ним контактных площадок, находящихся непосредственно на корпусе компонентов. Запаять такой компонент не сложно, так как имеется возможность припаять маломощным паяльником (10-12 Вт) последовательно каждый контакт по отдельности.
Но при ремонте возникает необходимость выпаивать SMD компонент для их проверки или замены или выпаивать с ненужной печатной платы для использования как запчасти. В таком случае, чтобы не перегреть и не поломать компонент необходимо одновременно прогревать все его выводы.
Если приходится часто выпаивать SMD компоненты, то имеет смысл для паяльника сделать набор специальных жал, разветвляющихся на конце на два или три маленьких. С такими жалами выпаивать SMD компоненты будет легко без их повреждений, даже если они будут приклеены к печатной плате.
Но бывают ситуации, что маломощного паяльника под рукой нет, а в имеющемся мощном паяльнике, жало прикипело и вынуть его невозможно. Из такой ситуации тоже есть простой выход. Можно навить вокруг жала паяльника медный провод диаметром один миллиметр, как на фото. Сделать своеобразную насадку и с помощью нее успешно выпаивать SMD компоненты. Фотография демонстрирует, как я выпаивал SMD светодиоды при ремонте светодиодных ламп . Корпуса светодиодов очень нежные и практически не допускают даже небольших механических воздействий.
В случае необходимости насадка легко снимается и можно пользоваться паяльником по прямому назначению. Ширину между концов насадки можно легко изменять, тем самым настраивая для пайки SMD компоненты разных размеров. Насадку можно использовать вместо маломощного паяльника, запаивая маленькие детали и припаивая тонкие проводники к светодиодным лентам .
Как паять паяльником светодиодную ленту
Технология пайки светодиодных лент мало чем отличается от пайки других деталей. Но из-за того, что основа печатной платы представляет собой тонкую и гибкую ленту, для исключения отслоения печатных дорожек время пайки должно быть сведено к минимуму.
Ремонт железного кузова автомобиля пайкой
В давние времена, когда я ездил на советском автомобиле, технология пайки паяльником железа выручала при устранении коррозии кузова автомобиля . Если просто зачистить место, покрытое ржавчиной и нанести лакокрасочное покрытие, то через время ржавчина появится вновь. Покрыв зачищенное место паяльником тонким слоем припоя, ржавчина больше никогда не появится.
Приходилось паять паяльником и сквозные коррозионные дыры в порожках и зоне колесных арок кузова автомобиля. Для этого нужно зачистить поверхность вокруг дыры полоской в один сантиметр и паяльником залудить припоем. Из плотной бумаги вырезать выкройку будущей заплатки. Далее по выкройке из латуни толщиной 0,2-0,3 мм вырезать заплатку и зону, которая будет припаиваться залудить паяльником толстым слоем припоя. В случае необходимости заплатке придается нужная форма. Можно просто простучать заплатку, положив на толстую плотную резину. Края внешней стороны заплатки напильником свести на нет. Останется приложить заплатку на дырку в кузове и хорошо прогреть стоваттным паяльником по шву. Шпаклевка, грунтовка, окраска, и кузов будет как новый, при этом в отремонтированном месте ржаветь больше не будет никогда.
Пайка может быть успешной только в том случае, если мастер придерживался всех требований и рекомендаций. Для работы обязательно нужно подготовить качественный флюс, который чаще всего представлен обычной канифолью. Но этот материал не всегда есть под рукой. Из-за этого каждый хозяин должен знать, как залудить провод без канифоли в домашних условиях.
Описание
Если новичок хочет разобраться с тем, что значит «залудить провод», тогда ему нужно изучить базовые характеристики. Лужение — это предварительное нанесение тонкого слоя припоя на поверхность двух соединяемых участков. Эта процедура необходима в том случае, если нужно улучшить электрический контакт или повысить качество пайки. Современные технологии позволяют залудить провод без помощи паяльника. Для достижения желаемого результата нужно заранее подготовить небольшую металлическую емкость. Лучше всего задействовать крышку от газированного напитка. В емкость необходимо поместить несколько небольших кусочков оловянно-свинцового припоя.
С концов проводов обязательно снимается изоляция. Емкость с припоем разогревается до полного расплавления. Для этих целей можно использовать свечку, электрическую печку. Оголенный конец провода погружается во флюс так, чтобы он максимально покрыл всю поверхность изделия. Все лишнее нужно удалить быстрым движением руки с помощью тряпки. На проводе должен остаться равномерный слой олова. Если мастеру нужно обработать участок плоской детали, то на ее поверхность насыпают немного наструганного припоя. Источник огня подносится снизу изделия. После расплавления припой растирается по поверхности стальным стержнем. Металлические детали можно обрабатывать паяльной кислотой.
Вспомогательные материалы
Если заранее подготовить все необходимые приспособления, то залудить провода паяльником можно гораздо быстрее и качественнее:
Базовые требования
Залудить провод можно только в том случае, если правильно подобрать флюс. Любой современный припой предназначен для удаления оксидного налета на металлических изделиях, а также предотвращения окисления. Со всеми поставленными задачами прекрасно справляется канифоль, но в некоторых случаях просто необходимо знать, как правильно залудить провода другими средствами. Выбранный материал обязательно должен соответствовать ряду требований:
- Максимальное растворение оксидов.
- Невысокий показатель температуры плавления.
- Равномерное распределение по всей поверхности.
- Небольшая плотность.
- Быстрое растворение паяльником.
- Флюс не должен растрескиваться вне рабочей зоны.
- Отсутствие реакции с припоем и металлом деталей.
- Легкое удаление по окончании работы.
Янтарь, животный жир и смола
Чтобы залудить провода от наушников и других изделий, нужно предварительно растопить все три компонента. Конечно, во время работы будет исходить весьма неприятный запах, но результат того стоит. Смесь нужно постоянно помешивать. По составу средство максимально приближено к канифоли, поэтому это идеальный вариант для ее замены.
Если мастеру предстоит обработать железные детали, тогда древесную смолу нужно растворить в пищевом уксусе. Эссенция не подойдет. В качестве флюса можно задействовать обычный янтарь.
Батарейки и аспирин
Этот вариант считается самым доступным и надежным, когда нужно залудить медный провод. Заменить канифоль плоскими шипучими таблетками не удастся, поэтому предпочтение лучше отдать традиционному аспирину. Медикаментозное средство нужно растереть до состояния порошка и растворить в воде либо винно-водочном спирте. Единственный минус — в том, что процедура должна осуществляться под вытяжкой либо в хорошо проветриваемом помещении. В противном случае мастер может надышаться вредными испарениями. Для достижения желаемого результата также можно задействовать электролит от использованных батареек.
Универсальные кислоты
Чтобы залудить провод без канифоли, можно задействовать любое щелочное средство. Дабы избежать нежелательного окисления металла, нужно тщательно зачистить его и сам припой, после чего покрыть их стеарином. В этом случае идеально подойдет обычная свечка. Перед использованием стеарин необходимо расплавить, не перегревая. Защитный слой обязательно исключит вероятность контакта с воздухом. Пайка осуществляется под стеариновым слоем.
Необычные варианты
Если под рукой нет традиционной канифоли, тогда можно задействовать универсальное средство для натирания смычков. Сообразительные мастера, у которых есть в наличии флюс с припоем, предпочитают замачивать средство в чистом спирте. Компонент должен полностью растворится. Отзывы показали, что именно таким экстрактом можно с успехом заменить канифоль. Спирт постепенно испарится, а сама обработка проводов будет соответствовать всем требованиям.
Электропаяльник
Чтобы качественно залудить провод, нужно придерживаться следующих рекомендаций:
Многожильные провода
Многие новички могут столкнуться с определенными проблемами во время работы с паяльником. Чаще всего трудности связаны с обработкой многожильных проводов. Надежное и долговечное соединение осуществляется следующим образом:
- провода аккуратно очищаются от изоляционного слоя;
- оголенные жилы должны приобрести характерный металлический блеск;
- все места предполагаемого соединения обрабатываются припоем;
- детали скрепляют между собой методом скрутки;
- для зачистки места пайки можно задействовать наждачную бумагу; на изделии не должно быть заусенцев, которые могут нарушить прочность крепления;
- соединение покрывается расплавленным припоем;
- для надежности место скрепления обматывается изолирующей лентой.
Традиционная пайка проводов с помощью флюса отличается такими особенностями:
- Лучше выбирать то средство, которое максимально растворяет и удаляет появляющиеся на поверхности изделий пленки из неметаллических материалов.
- Температура плавления припоя — более высокая, нежели обычной канифоли. Это условие обязательно должно быть учтено для получения максимально прочного сцепления.
- С расплавленным оловом не должен контактировать флюс. Каждое средство всегда образовывает отдельное покрытие, за счет чего достигается максимальная фиксация деталей.
- Флюс всегда нужно максимально разравнивать по поверхности, чтобы не было утолщений.
Вывод
Для сложных и тугоплавких материалов отыскать заменитель для классической канифоли просто невозможно. В иной ситуации при отсутствии классического материала мастеру пригодятся подручные средства со схожими характеристиками. Но такой подход уместен только в домашних условиях, когда не нужно придерживаться определенных технологий. В условиях отсутствия канифоли нужно помнить о том, что качество пайки снижается, из-за чего нужно быть готовым к дополнительным манипуляциям.
На этой неделе я сам со всей семьёй чуть было не стал жертвой слабоумия и отваги. И не легче, что чужой.
Да, в домашней силовой проводке на 230В концы многожильного провода лудить не рекомендуют. Рекомендуют обжимать. А что будет, если всё же залудить и так оставить? Вот я и стал жертвой эксперимента, сам того не ведая.
Висит уже много лет на кухне светильник – вот он на испытаниях, уже после починки и без абажура.
И вот в пятницу лампочка что-то подозрительно начала мигать. Поставил другую – то же самое. Дело не в лампочке. Вскрыл выключатель, понюхал-послушал. Не искрит. Снял светильник от греха, повесил времянку – патрон с проводочком. Заодно посмотрел на подключение – всё нормально, через клемму, провода не подгоревшие.
В субботу занялся плотнее. Смотрим патрон. Да, есть лёгкие повреждения контактов – но всё в пределах допустимого за много-то лет.
Но ведь где-то искрит! Разбираем дальше – остаётся только патрон, соединённый с проводом на заводе.
А там…
Вот эти коричневые полу обугленные кусочки – это обрезанные с того же самого провода, другие концы которого выше обжатые. Видно, что синий тоже стал коричневым. Гибкость изоляции полностью утрачена. Стала хрупкой – трескается и отваливается, обнажая медную жилу.
И тут же видна причина. Концы провода на заводе залудили.
Мне повезло. Картинка капающего с потолка горящего пластика осталась в ночных кошмарах. Зато стало понятно, как именно может наказать. Годы будет висеть лужёный конец взведённым курком, а потом может и выстрелить.
Обжимайте наконечники. И за электриками посматривайте. Которые знают, что и так сойдёт – гнать позорными тряпками.
Вот этот текст я зачем-то вывалил на муську. Где мне толпой объяснили, что лудили, лудим и будем лудить. А обжимают ретрограды. Так что по-быстрому оттуда снял. То есть со всеми, кто наконечники силовых проводов лудит и лудить будет – соглашаюсь, пожалуйста. КССЗБ. И светофор красным сдуру мигает, и тормоза придумали трусы. И здесь тоже соглашаюсь и спорить не буду. Но невиновных людей всё же предупредить хочется.
Добавлю, что теме очень близок вот этот циркуляр . Он не про лужение, шире, про пайку вообще. Но физика остаётся
– трудности обеспечения нормальных санитарно-гигиенических условий при выполнении соединений на монтаже и др.
АССОЦИАЦИЯ «РОСЭЛЕКТРОМОНТАЖ»
ТЕХНИЧЕСКИЙ ЦИРКУЛЯР
г. Москва 2012г.
О ПРИМЕНЕНИИ ПАЙКИ В ЭЛЕКТРОТЕХНИЧЕСКИХ СОЕДИНЕНИЯХ
Неразборные соединения проводов, в соответствии с требованиями нормативных документов, могут выполняться путем опрессовки, с помощью сварки или пайки.
В соответствии с указаниями ГОСТ Р 50571-5-52-2011 (МЭК 60364-5-52:2009) соединения между проводниками и между проводниками и другим оборудованием должны обеспечивать электрическую непрерывность и соответствующую механическую прочность и защиту, а при выборе средств соединения следует учитывать:
Материал проводника и его изоляции;
Число и форму проводов, формирующих проводник;
Площадь поперечного сечения проводника;
Число проводников, которые будут соединены вместе.
В то же время к применению пайки в электромонтажной технологии нормативные документы и справочные материалы формируют следующее отношение:
П. 7.8.3.2 ГОСТ Р 51321.1-2007: «На проводниках, соединяющих два расположенных рядом устройства, не должно быть скруток или паяных соединений»;
П. 7.8.3.5 ГОСТ Р 51321.1-2007: «Соединение проводников с аппаратурой с применением пайки допускается только в тех случаях, если такой вид соединения предусмотрен в нормативной документации на НКУ»;
Примечание к п. 526 ГОСТ Р 50571-5-52-2011 (вводится в действие с 01.01.2013) «Низковольтные электроустановки. Часть 5. Выбор и монтаж электрооборудования. Глава 52. Электропроводки»: «Использования соединений пайкой рекомендуется избегать, за исключением коммуникационных схем. Если такие соединения используются, то они должны быть выполнены с учётом возможных смещений, механических усилий и повышения температуры при коротких замыканиях (см. 522.6, 522.7 и 522.8)»;
П. 4.2.46 главы 4.2 ПУЭ: «Соединение гибких проводов в пролётах должно выполняться опрессовкой с помощью соединительных зажимов, а соединения в петлях у опор, присоединение ответвлений в пролете и присоединение к аппаратным зажимам – опрессовкой или сваркой. При этом присоединение ответвлений в пролете выполняется, как правило, без разрезания проводов пролета. Пайка и скрутка проводов не допускаются».
Указания приведенных документов фактически ограничивают применение пайки в соединениях электрических проводников в силу наличия существенных недостатков такого способа соединения.
К недостаткам соединений, содержащих оловосвинцовые припои, отнесены:
Снижение электропроводности и механической прочности;
Увеличение переходного сопротивления со временем;
Химическая коррозия, вызванная остатками флюсов;
Экологическая небезопасность;
Трудности обеспечения нормальных санитарно-гигиенических условий при выполнении соединений на монтаже и др.
В соответствии с указаниями ГОСТ Р 50571-5-54-2011 (МЭК 60364-5-54:2002) к соединениям заземляющих проводников предъявляется дополнительное требование, заключающееся в том, что соединение проводников или арматуры с помощью пайки возможно только при наличии надежной механической фиксации.
Указанное требование в первую очередь должно быть реализовано при выполнении контактных соединений класса 2 по ГОСТ10434-82* в цепях заземляющих и защитных проводников (см. п. 1.7.139 ПУЭ седьмого издания).
Данное требование является следствием, вытекающим из указаний п. 2.2.6 ГОСТ 10434-82* «Соединения контактные»: «После режима сквозного тока контактные соединения не должны иметь механических повреждений, препятствующих их дальнейшей эксплуатации. Температура контактных соединений в режиме сквозного тока не должна быть более 200 °С у соединений проводников из алюмомеди, алюминия и его сплавов, а также у соединений этих проводников с медными, 300 °С – у соединений медных проводников и 400 °С – у соединений стальных проводников». При соединении медных проводников допустимая температура соединения может достигать 300 °С, что превосходит температуру плавления мягкого припоя. Без дополнительного механического крепления проводников перед пайкой обеспечить качество неразборного контактного соединения не представляется возможным.
Наиболее часто для выполнения механического крепления проводников перед пайкой используется бандаж. В Инструкции по монтажу электрооборудования, силовых и осветительных сетей взрывоопасных зон ВСН 332-74 и в Пособии по выполнению электроустановок во взрывоопасных зонах, до сих пор используемых монтажными организациями, приводится несколько способов соединения заземляющих проводников с броней и металлическими оболочками кабелей с помощью пайки мягким припоем. В этих документах приводятся способы соединений, где дополнительное механическое крепление проводников выполняется после пайки либо не выполняется вообще. Указаниям действующих нормативных документов это не соответствует. При выполнении механического соединения с помощью бандажа с последующей пайкой, при расплавлении припоя в режиме сквозного тока не происходит его стекания. После отключения тока повреждения контактное соединение механически восстанавливается.
Особого внимания заслуживает вопрос присоединения многопроволочной жилы к контактным зажимам оборудования и соединителям. Требования облуживания многопроволочных жил оловянно-свинцовыми припоями в разборных электрических контактных соединениях проводов и кабелей изложены в п. 2.1.8 табл. 5 ГОСТ 10434 издания 1982 года. Однако необходимо учитывать то обстоятельство, что современные зажимы, в отличие от приведенных в ГОСТ 10434-82, имеют, как правило, гнездовую конструкцию, в которой многопроволочная жила проводника не выжимается, не выдавливается из-под головки винта или шайбы, а, напротив, обжимается, прессуется в конструктивно ограниченном сечении зажима. Пропайка концов многопроволочных проводов в монолит в таком случае не требуется. Следует также иметь в виду, что ГОСТ 10434-82 распространяется на токи от 2,5 А. Для контактных соединений электротехнических устройств на токи менее 2,5 А требования стандарта являются рекомендуемыми.
Производители широко используемых на отечественном рынке соединителей: Sсhneider Еlесtric, Phoenix Contact, Wago, Weidmüller и др., отрицают необходимость замоноличивания (пропайки) многопроволочной жилы перед выполнением соединения.
Целью выхода настоящего циркуляра является выдача конкретных рекомендаций по выполнению электрических соединений с помощью пайки:
1. Использования паяных соединений в электроустановках следует избегать. Если такие соединения используются, то они должны быть выполнены с учетом возможных смещений, механических усилий и повышения температуры при коротких замыканиях.
2. Спаянные соединения в любом случае не следует применять в местах, подверженных смещению, вибрации и ударам.
3. При выполнении электрического соединения брони или металлической оболочки кабеля с подключаемым оборудованием допускается припайка заземляющих или защитных проводников уравнивания потенциалов мягким припоем, например ПОС-40, без размотки брони кабеля с механическим креплением проводника к броне с помощью бандажа.
4. В разборных соединениях должна быть обеспечена совместимость многопроволочной жилы проводника с соответствующими зажимами аппаратов и соединителей. В этом случае требование о необходимости замоноличивания многопроволочной жилы методом пайки, как и опрессовки гильзой, увеличивающее переходное сопротивление, является излишним и ухудшающим эксплуатационную надёжность современных разборных соединений.
% PDF-1.5 % 1 0 объект >>> эндобдж 2 0 obj > поток 2017-10-19T10: 27: 43-04: 002017-10-19T10: 27: 44-04: 002017-10-19T10: 27: 44-04: 00Adobe InDesign CC 2017 (Windows) uuid: 14c659bd-0095-44b3 -8329-a062b74c8cc6adobe: DocId: INDD: affebde8-4a84-11e0-9181-e06d5fbc976fxmp.id: 3cadf61a-65cb-8e4b-8a0e-72dec153d7b1proof: pdfxmp.iid: 443b3a20-7d57-644c-9d1a-a0e12526f3f2xmp.did: 705FC408B653E4119C41FA112B11D301adobe: DocId : indd :ffebde8-4a84-11e0-9181-e06d5fbc976fdefault
Пайка – лужение
Шаг 2: лужение
Неважно это вы паяете, перед собой надо оба контакта “залудить” попытаться спаять их. Это покрывает или заполняет провода или разъем контакты с припоем, чтобы их можно было легко сплавить.
Чтобы залудить проволоку, приложите к ней кончик утюга на секунду. или два, затем нанесите припой на провод. Припой должен стекать свободно на провод и покрыть его (если это многожильный провод, припой должен вливаться в него, и заливать провод).Возможно, вам придется отрезать заканчивать потом, особенно если вы положили слишком много припаяйте, и на конце провода образовался маленький шарик.
Be осторожно, чтобы не перегреть провод, так как изоляция начнет таять. На более дешевом кабеле изоляция может «сжаться» при нагревании. слишком много, и обнажите больше медной жилы, чем вы планировали. Вы можете вырезать провод обратно после того, как вы его залудили, но лучше просто не перегреть его.
Чем крупнее медная жила, тем больше времени потребуется для нагрева. чтобы втянуть припой, используйте паяльник с более высокой температурой для кабелей большего размера, если можете.
Кому залудить контакт на аудиоразъеме XLR, держать утюг снаружи контакта на секунду или две, затем нанесите припой на полость контакта. Еще раз припой должен течь свободно и заполните контакт.Разъемы, такие как гнезда, имеют контакты, которые это просто отверстия в плоской части разъема. Чтобы оловить их, вы положили утюгом и нанесите припой на то место, где он соприкасается. Припой должен стечь и закрыть отверстие.
После того, как вы залужили обе части, можно спаять их вместе.
Следующая страница: Пайка
Что такое лужение? | Найдите ответы в компании Color Cord прямо сейчас!
«Что такое лужение?» ты спрашиваешь.Основная задача лужения многожильных проводов – создать более прочную точку контакта при подключении проводов к правильным клеммам. Когда вы используете паяльник для добавления припоя с канифольным сердечником в жилы проволоки, припой заполняет пустоты между жилами проволоки и превращает незакрепленные тонкие проволоки в одну сплошную проволоку. Этот сплошной провод легче сгибать и манипулировать им, если поместить его под винты клемм.
В Color Cord Company мы поощряем установку «сделай сам» при установке недавно приобретенных осветительных приборов.Собираете ли вы подвесные светильники или люстры, если вы хотите узнать больше о лужении проводов для винтовых клемм, ознакомьтесь с этим руководством от Color Cord Company сегодня!
Содержание
1. Основы лужения
Хотя лужение многожильных проводов можно выполнить самостоятельно, для этого вам понадобятся специальные инструменты. Прежде чем мы сможем ответить на ваш вопрос о том, что такое лужение, у вас должны быть под рукой следующие предметы:
Если вам не хватает какого-либо из этих инструментов, мы рекомендуем вам изучить наши основные сведения о осветительных приборах, прежде чем приступить к работе.
2. Начало работы
Теперь, когда вы знаете, что такое лужение, у вас, вероятно, есть много областей, где его можно использовать. Но, прежде чем вы даже включите паяльник, вы хотите убедиться, что ваша работа будет максимально комфортной. Если вы планируете лужить провода для винтовых клемм, у вас должна быть правильная настройка, чтобы сделать работу быстрой и простой.
В компании Color Cord наши специалисты предпочитают устанавливать паяльник в статическое положение, перемещая провода и припой так, чтобы они касались нагретого жала.Стабильный утюг безопаснее для вас и вашего рабочего места, чем пытаться манипулировать утюгом, одновременно удерживая припой и провода. В конце концов, у вас нет трех рук!
Многие паяльники поставляются с подставкой, но вы также можете купить ее отдельно, чтобы держать паяльник максимально устойчивым.
3. Применение и пайка
У вас есть все инструменты, ваше железо настроено и нагрето, в одной руке вы держите провода, а в другой паяете. Пора заняться лужением!
Чтобы залудить проволоку, приложите проволоку к кончику утюга на секунду или две, прежде чем поместить припой поверх проволоки.
Наложение оголенной проводки и припоя в этом порядке нагревает провода и припой таким образом, чтобы обеспечить их лучшее соединение. Припой должен расплавиться и свободно стечь на оголенные жилы вашего провода всего за несколько секунд.
И вот оно! На вопрос «а что же лужить?» Ответили, даже не вспотев!
4. Проверка проводов
Несмотря на то, что это кажется очень простым процессом, вы все равно хотите проверить свои провода, чтобы убедиться, что вы выполнили свою работу правильно.Посмотрите на свои провода и убедитесь, что они полностью покрыты покрытием, а припой полностью держится. Вы же не хотите, чтобы припой отслаивался или соскальзывал! Когда ваши провода станут похожи на наши, вы увидите, насколько легко подключить провода к соответствующим клеммам.
Дополнительные советы от компании Color Cord
Мы здесь, чтобы помочь каждому получить идеальное освещение для своего дома. С нашими уроками DIY и советами о том, как подключать розетки или что такое лужение, вы обнаружите, что в кратчайшие сроки установите настенные бра и плагины! Загляните в наш блог сегодня, чтобы увидеть больше видео и вдохновения для декора!
Лужение медной проволоки для витражей
Лужение медной проволоки для витражей позволяет добавить в вашу работу декоративные детали из проволоки.Если вы заинтересованы в этом – а почему бы и нет, они прекрасны! – можно сэкономить, сделав луженую проволоку своими руками. В этом видео показано, как снять пластик с электрического провода и покрыть его слоем припоя.
Мы оловяем проволоку для витражей потому, что она принимает патину, и вы можете сопоставить ее с патиной в своем проекте.
Вы всегда можете выбрать легкий маршрут и купить луженую проволоку, здесь вы найдете внушительный ассортимент проволоки (партнерская).Приятно иногда упрощать себе жизнь 🙂
Калибры для проводов
Проволока бывает разного калибра и толщины. Чем меньше номер калибра, тем толще провод, что мне кажется неправильным! Вы должны выбрать правильный размер для приложения.
Это даст вам некоторое представление о разной ширине и о том, для чего их использовать:
Калибр 14-18 – это серия для большинства проектов витражей. Калибр № 14 подходит для подвешивания, а № 18 – для более декоративных витражей.
Всегда есть место для расширения границ – если вы хотите сделать что-то очень деликатное, например, кошачьи усы, вы можете пойти еще тоньше – скажите №22. Лужить эту тонкую проволоку сложно, потому что она такая тонкая, что вы можете использовать ее в том виде, в каком она есть. Что-нибудь более толстое – например, прямой стебель цветка – может быть проволокой №12.
Луженая медная проволока
Предварительно луженая проволока – это проволока, покрытая слоем припоя. Вы можете сделать это дешево, купив медный провод, или даже дешевле, переработав электрический провод.
Зачистка электрического провода
- Найдите электрический провод длиной около 1 м и подходящего калибра
- Снимите пластиковый кожух. Если у вас есть инструмент для зачистки проводов – отлично! Но если нет, вы можете использовать универсальный нож. По соображениям безопасности важно, чтобы вы всегда делали это подальше от вас , а не по отношению к вам.
- Хитрость заключается в том, чтобы оставить нож в том же положении и потянуть проволоку на себя. Положите нож почти на верстак, держите его ровно и медленно потяните за проволоку на себя.Это удаляет пластиковое покрытие. Делайте это поэтапно.
- Когда вы приблизитесь к концу, снимите остаток.
Выпрямление проволоки
После того, как вы спасли медный провод, его нужно выпрямить.
- Возьмите плоскогубцы и очень толстую ткань или полотенце
- Плотно протяните проволоку через полотенце и 2 или 3 раза протяните изогнутую проволоку. Это исправляет все изломы в нем
- Наконец, очистите его влажной стальной мочалкой, чтобы он лучше впитал припой.Не забудьте для этого свою маску и перчатки, потому что кусочки стали попадут повсюду.
Инструкции по лужению медных проводов
Теперь по лужению медной проволоки для витражей!
- Покройте проволоку флюсом с помощью губки, потому что он хорошо покрывает проволоку. Флюс обеспечивает дополнительную чистоту и позволяет впитывать припой.
- Убедитесь, что вы закрыли весь провод.
- Возьмите каплю припоя или нанесите немного припоя на свой металлический наконечник и проведите утюгом по проводу, покрывая провод припоем.
- Когда вы научитесь лужить медную проволоку, вы можете держать утюг неподвижным и протягивать проволоку под ним, покрывая по ходу.
- Убедитесь, что вы покрыли всю проволоку.
- Когда все будет покрыто, удалите все шероховатые кусочки осторожно стальной мочалкой, и все готово.
- Не держите шерсть слишком туго, потому что вы можете удалить припой и снова получить медь, если будете слишком жестко с ней обращаться.
Вот и все! Вы создали собственную луженую проволоку, точно такую же, как проволока, которую вы покупаете в магазинах.Вы можете использовать его, чтобы добавить декоративные детали в свои проекты или для подвешивания ловушек для солнца.
Дополнительные ресурсы
Узнайте, как проволока может улучшить вашу декоративную пайку для витражей, с помощью этих идей здесь.
Попробуйте декоративную пайку в комплекте с проводом
Паяльная медная фольга
Как использовать проволочную обработку для добавления декоративных деталей
Поделитесь витражом любви!
Концевая заделка для винтовых клемм
В: Следует ли лужить многожильные медные провода припоем для подключения к винтовым клеммам.
A: Передовой производственной практикой является НЕ олово олово проводов, которые должны заканчиваться винтовыми клеммами.
Во-первых, причина в том, что разные скорости теплового расширения меди и припоя создают проблему. Припой на конце луженой проволоки расширяется больше, чем медный (латунный) вывод, а большой штифт в маленьком отверстии заставляет более мягкий металл податливаться (он также становится мягче с увеличением нагрева). Когда позже температура падает, детали снова сжимаются, но теперь луженый конец провода меньше, чем был, и вызывает плохое соединение.
Я встречал этот симптом на практике несколько раз, поэтому знайте, что это реальная проблема. Обычно это проявляется только на сильноточных или горячих соединениях окружающей среды, традиционно в таких вещах, как нагреватели, поэтому может стать проблемой в случайной машине RepRap на основных клеммах питания, экструдере и горячем слое.
Хотя винтовые клеммы распространены повсеместно и используются повсеместно для самых разных вещей, они обычно используются без лужения проводов из-за проблем с экономией, поэтому проблема не возникает так часто, как могла бы.
В профессиональных монтажных шкафах и распределительных щитах вы не найдете луженых проводов под винтовые клеммы. Способы избежать необходимости в олове найдены и довольно практичны.
- Во-первых, большинство профессиональных винтовых клемм в наши дни имеют плоскую прижимную подушку или язычок, который защищает провод от вращающегося конца винта и удерживает жилы на концах провода в порядке.
- Часто одножильные провода используются в системах сигнализации и телефонной связи.
- В заводской автоматизации (ПЛК) и распределительных щитах провода систематически заканчиваются кабельным наконечником (тонкостенные медные (тонкие луженые, не пропаянные) трубки с пластиковой воронкой), которые тщательно обжимаются (или просто прижимаются плоскогубцами) на каждый конец провода до начала заделки. Эти наконечники позволяют повторно подключать несколько раз без чрезмерного повреждения конца провода. [1]
Существуют также предварительно изолированные и традиционные неизолированные концевые клеммы, которые можно приобрести у любого хорошего оптовика электротехники (например, кабельные наконечники), которые имеют плоский язычок вместо круглого / разветвленного наконечника или клеммы с лезвием.Клеммы сверхвысокой надежности для использования в авиации и космонавтике могут иметь обжим и внутренний припой, поэтому их можно оплавить горячим пистолетом после обжима для растекания припоя и сжатия защитного кожуха для снятия натяжения / изоляции, чтобы изолировать конец провода от влаги и газа во время обеспечение лучшего электрического контакта после уже надежного механического соединения.
Теперь о том, как правильно заделать провода для винтовых клемм своими руками, есть три практичных и заслуживающих упоминания способа.
- Во-первых, я рекомендую вам зачистить провод примерно на 8 мм, плотно скрутить конец только пальцами, а затем аккуратно сложить конец вдвое, у этого провода вдвое больше жил и несколько раз может возникнуть винтовой зажим, оставьте немного больше провисайте провода (на 16 мм больше), чтобы можно было снова заделать конец, если все жилы оборвутся в результате повторной вставки.По возможности используйте винтовые клеммы с защитным язычком.
- Во-вторых, то, что я видел в некоторых бытовых приборах, которые в прошлом продавались без формованных заглушек, чтобы сохранить предварительно зачищенные жилы на месте, но избегая припоя под винт клеммы, поставщик олово олово олово только последние 1-2 мм. Провода и область, где винт будет давить, были из простой меди, много раз раскрученной, так как она выдерживает многократные заделки несколько раз. Если у меня поблизости есть паяльник, когда я работаю с сетевыми проводами, я часто использую эту технику, но припой может довольно легко растянуть провод, если вы не будете осторожны, жидкий флюс и крошечный припой, вероятно, являются лучшей техникой производства для этот вид подготовки.
- В-третьих, если используются предварительно луженые концы проводов, простое решение проблемы (если вы не хотите разрезать и зачищать) – это очень осторожно затянуть винт на проводах основного питания и нагревателя через несколько сотен часов. использования. Через несколько раз весь припой, который может поддеться, улетучился, и вы получите хороший механический контакт между медью и латунью. Вы не хотите чрезмерно затягивать винты, и вы также не хотите ослаблять их при выполнении этого обслуживания, просто осторожно затяните их, чтобы устранить провисание, не перемещая его в новом положении.
| AMERICAN ELEMENTS ®
РАЗДЕЛ 1. ИДЕНТИФИКАЦИЯ
Наименование продукта: Tin Wire
Номер продукта: Все применимые коды продуктов American Elements, например SN-M-02-W , СН-М-03-В , СН-М-04-В , СН-М-05-В , SN-M-06-W
Номер CAS: 7440-31-5
Соответствующие установленные области применения вещества: Научные исследования и разработки
Информация о поставщике:
American Elements
10884 Weyburn Ave.
Лос-Анджелес, Калифорния
Тел .: +1 310-208-0551
Факс: +1 310-208-0351
Телефон экстренной связи:
Внутренний, Северная Америка: +1 800-424-9300
Международный: +1 703-527-3887
РАЗДЕЛ 2. ИДЕНТИФИКАЦИЯ ОПАСНОСТИ
Классификация вещества или смеси
Классификация в соответствии с Регламентом (ЕС) № 1272/2008
Вещество не классифицируется как опасное для здоровья или окружающей среды в соответствии с правила CLP.
Классификация согласно Директиве 67/548 / EEC или Директиве 1999/45 / EC
N / A
Информация об особых опасностях для человека и окружающей среды:
Нет данных
Опасности, не классифицированные иным образом
Нет данных
Элементы маркировки
Маркировка в соответствии с в соответствии с Регламентом (ЕС) № 1272/2008
НЕТ
Пиктограммы опасности
НЕТ
Сигнальное слово
НЕТ
Краткая характеристика опасности
НЕТ
Классификация WHMIS
Не контролируется
Система классификации
Рейтинги HMIS (шкала 0- 4)
(Система идентификации опасных материалов)
ЗДОРОВЬЕ
ПОЖАР
РЕАКТИВНОСТЬ
0
0
0
Здоровье (острые эффекты) = 0
Воспламеняемость = 0
Физическая опасность = 0
Другие опасности
Результаты оценки PBT и vPvB
PBT : НЕТ
vPvB: НЕТ
РАЗДЕЛ 3.СОСТАВ / ИНФОРМАЦИЯ ОБ ИНГРЕДИЕНТАХ
Вещества
Номер CAS / Название вещества:
7440-31-5 Олово
Идентификационный номер (а):
Номер ЕС: 231-141-8
РАЗДЕЛ 4. ПЕРВАЯ ПОМОЩЬ
Описание мер первой помощи
Общие сведения
Никаких специальных мер не требуется.
При вдыхании:
В случае жалоб обратитесь за медицинской помощью.
При попадании на кожу:
Обычно продукт не раздражает кожу.
При попадании в глаза:
Промыть открытый глаз под проточной водой в течение нескольких минут.Если симптомы не исчезнут, обратитесь к врачу.
При проглатывании:
Если симптомы не исчезнут, обратиться к врачу.
Информация для врача
Наиболее важные симптомы и воздействия, как острые, так и замедленные
Данные отсутствуют
Указание на необходимость немедленной медицинской помощи и специального лечения
Нет данных
РАЗДЕЛ 5. МЕРЫ ПОЖАРОТУШЕНИЯ
Средства пожаротушения
Подходящие средства пожаротушения
Специальный порошок для металлических огней. Не используйте воду.
Средства пожаротушения, непригодные из соображений безопасности
Вода
Особые опасности, исходящие от вещества или смеси
При пожаре могут образоваться следующие вещества:
Дым оксида металла
Рекомендации для пожарных
Защитное снаряжение:
Никаких специальных мер требуется.
РАЗДЕЛ 6. МЕРЫ ПРИ СЛУЧАЙНОМ ВЫБРОСЕ
Меры личной безопасности, защитное снаряжение и порядок действий в чрезвычайной ситуации
Не требуется.
Меры по защите окружающей среды:
Не допускайте попадания материала в окружающую среду без официального разрешения.
Не допускайте попадания продукта в канализацию, канализацию или другие водоемы.
Не позволяйте материалу проникать в землю или почву.
Методы и материалы для локализации и очистки:
Подобрать механически.
Предотвращение вторичных опасностей:
Никаких специальных мер не требуется.
Ссылка на другие разделы.
См. Раздел 7 для получения информации о безопасном обращении.
См. Раздел 8 для получения информации о средствах индивидуальной защиты.
См. Раздел 13 для получения информации об утилизации.
РАЗДЕЛ 7. ОБРАЩЕНИЕ И ХРАНЕНИЕ
Обращение
Меры предосторожности для безопасного обращения
Хранить контейнер плотно закрытым.
Хранить в сухом прохладном месте в плотно закрытой таре.
Информация о защите от взрывов и пожаров:
Никаких специальных мер не требуется.
Условия безопасного хранения с учетом несовместимости
Требования, предъявляемые к складским помещениям и таре:
Особых требований нет.
Информация о хранении в одном общем хранилище:
Не хранить вместе с кислотами.
Хранить вдали от окислителей.
Дополнительная информация об условиях хранения:
Хранить емкость плотно закрытой.
Хранить в прохладных, сухих условиях в хорошо закрытых емкостях.
Специальное конечное использование
Данные отсутствуют
РАЗДЕЛ 8. КОНТРОЛЬ ВОЗДЕЙСТВИЯ / ЛИЧНАЯ ЗАЩИТА
Дополнительная информация о конструкции технических систем:
Дополнительные данные отсутствуют; см. раздел 7. Параметры контроля
Компоненты с предельными значениями, требующие контроля на рабочем месте: 7440-31-5 Олово (100.0%)
PEL (США) Долгосрочное значение: 2 мг / м 3 металл
REL (США) Долгосрочное значение: 2 мг / м 3
TLV (США) Долгосрочное значение: 2 мг / м 3 металл
EL (Канада) Долгосрочное значение: 2 мг / м 3 металл
EV (Канада) Долгосрочное значение: 2 * 0,1 ** мг / м 3 * металл, оксид, неорг. compds.; ** org. compds .: Skin
Дополнительная информация: Нет данных
Средства контроля за опасным воздействием
Средства индивидуальной защиты
Соблюдайте стандартные правила защиты и гигиены при обращении с химическими веществами.
Поддерживайте эргономичную рабочую среду.
Дыхательное оборудование: Не требуется.
Защита рук: Не требуется.
Время проницаемости материала перчаток (в минутах): данные отсутствуют
Защита глаз: защитные очки
Защита тела: защитная рабочая одежда.
РАЗДЕЛ 9. ФИЗИЧЕСКИЕ И ХИМИЧЕСКИЕ СВОЙСТВА
Информация об основных физических и химических свойствах
Внешний вид:
Форма: Твердое вещество в различных формах
Цвет: Серебристо-серый
Запах: Без запаха
Порог запаха: Нет данных.
pH: нет данных
Точка плавления / интервал плавления: 231,9 ° C (449 ° F)
Точка кипения / интервал кипения: 2270 ° C (4118 ° F)
Температура сублимации / начало: данные отсутствуют
Воспламеняемость (твердое, газ): Нет данных.
Температура возгорания: Данные отсутствуют.
Температура разложения: Данные отсутствуют.
Самовоспламенение: Данные отсутствуют.
Взрывоопасность: данные отсутствуют.
Пределы взрываемости:
Нижний: данные отсутствуют
Верхний: данные отсутствуют
Давление пара: нет
Плотность при 20 ° C (68 ° F): 7.31 г / см 3 (61,002 фунта / галлон)
Относительная плотность: данные отсутствуют.
Плотность пара: нет данных
Скорость испарения: нет
Растворимость в воде (H 2 O): нерастворимый
Коэффициент распределения (н-октанол / вода): данные отсутствуют.
Вязкость:
Динамическая: Нет
Кинематическая: Нет
Другая информация
Данные отсутствуют
РАЗДЕЛ 10. СТАБИЛЬНОСТЬ И РЕАКЦИОННАЯ СПОСОБНОСТЬ
Реакционная способность
Данные отсутствуют
Химическая стабильность
Стабилен при рекомендуемых условиях хранения.
Термическое разложение / условия, которых следует избегать:
Разложение не произойдет при использовании и хранении в соответствии со спецификациями.
Возможность опасных реакций
Реагирует с сильными окислителями
Условия, которых следует избегать
Данные отсутствуют
Несовместимые материалы:
Кислоты
Окислители
Опасные продукты разложения:
Дым оксида металла
РАЗДЕЛ 11. ТОКСИКОЛОГИЧЕСКАЯ ИНФОРМАЦИЯ
Информация о токсикологии эффекты
Острая токсичность:
Реестр токсических эффектов химических веществ (RTECS) содержит данные об острой токсичности компонентов этого продукта.Значения
LD / LC50, имеющие отношение к классификации: Нет данных
Раздражение или разъедание кожи: Может вызывать раздражение
Раздражение или разъедание глаз: Может вызывать раздражение
Сенсибилизация: Сенсибилизирующие эффекты неизвестны.
Мутагенность зародышевых клеток: Эффекты неизвестны.
Канцерогенность: Нет данных о классификации канцерогенных свойств этого материала от EPA, IARC, NTP, OSHA или ACGIH.
Реестр токсических эффектов химических веществ (RTECS) содержит данные о онкогенных, канцерогенных и / или опухолевых заболеваниях для этого вещества.
Репродуктивная токсичность: Эффекты неизвестны.
Специфическая системная токсичность, поражающая отдельные органы-мишени – многократное воздействие: Эффекты неизвестны.
Специфическая системная токсичность, поражающая отдельные органы-мишени – однократное воздействие: Эффекты неизвестны.
Опасность при вдыхании: Эффекты неизвестны.
От подострой до хронической токсичности: Реестр токсических эффектов химических веществ (RTECS) содержит данные о токсичности при множественных дозах для этого вещества.
Дополнительная токсикологическая информация: Насколько нам известно, острая и хроническая токсичность этого вещества полностью не изучена.
РАЗДЕЛ 12. ЭКОЛОГИЧЕСКАЯ ИНФОРМАЦИЯ
Токсичность
Водная токсичность:
Нет данных
Стойкость и разлагаемость
Нет данных
Биоаккумуляционный потенциал
Нет данных
Подвижность в почве
Нет данных
Дополнительная экологическая информация:
Не допускать попадание материала в окружающую среду без официальных разрешений.
Избегать попадания в окружающую среду.
Результаты оценки PBT и vPvB
PBT: N / A
vPvB: N / A
Другие побочные эффекты
Нет данных
РАЗДЕЛ 13.СООБРАЖЕНИЯ ПО УТИЛИЗАЦИИ
Методы обработки отходов
Рекомендация
Обратитесь к официальным инструкциям, чтобы обеспечить надлежащую утилизацию.
Неочищенные упаковки:
Рекомендация:
Утилизация должна производиться в соответствии с официальными правилами.
РАЗДЕЛ 14. ТРАНСПОРТНАЯ ИНФОРМАЦИЯ
Номер ООН
DOT, ADN, IMDG, IATA
N / A
Собственное транспортное наименование ООН
DOT, ADN , IMDG, IATA
N / A
Класс (ы) опасности при транспортировке
DOT, ADR, ADN, IMDG, IATA
Class
N / A
Группа упаковки
DOT, IMDG, IATA
N / A
Экологические опасности:
N / A
Особые меры предосторожности для пользователя
НЕТ
Транспортировка навалом в соответствии с Приложением II MARPOL73 / 78 и Кодексом IBC
НЕТ
Транспортировка / Дополнительная информация:
DOT
Морской загрязнитель (DOT):
Нет
РАЗДЕЛ 15.НОРМАТИВНАЯ ИНФОРМАЦИЯ
Нормативные акты / законодательные акты по безопасности, охране здоровья и окружающей среды, относящиеся к веществу или смеси
Национальные правила
Все компоненты этого продукта перечислены в Реестре химических веществ в соответствии с Законом о контроле за токсичными веществами Агентства по охране окружающей среды США.
Все компоненты этого продукта внесены в Список веществ для домашнего потребления Канады (DSL).
SARA Раздел 313 (списки конкретных токсичных химикатов)
Вещество не указано.
California Proposition 65
Prop 65 – Химические вещества, вызывающие рак
Вещество не включено в список.
Prop 65 – Токсичность для развития
Вещество не указано.
Prop 65 – Токсичность для развития, женщины
Вещество не указано.
Prop 65 – Токсичность для развития, мужчины
Вещество не указано.
Информация об ограничении использования:
Для использования только технически квалифицированными специалистами.
Другие постановления, ограничения и запретительные постановления
Вещество, вызывающее особую озабоченность (SVHC) в соответствии с Регламентом REACH (EC) № 1907/2006.
Вещества нет в списке.
Должны соблюдаться условия ограничений согласно Статье 67 и Приложению XVII Регламента (ЕС) № 1907/2006 (REACH) для производства, размещения на рынке и использования.
Вещества нет в списке.
Приложение XIV Правил REACH (требуется разрешение на использование)
Вещество не указано.
REACH – Вещества, прошедшие предварительную регистрацию
Вещество внесено в список.
Оценка химической безопасности:
Оценка химической безопасности не проводилась.
РАЗДЕЛ 16.ПРОЧАЯ ИНФОРМАЦИЯ
Паспорт безопасности в соответствии с Регламентом (ЕС) № 1907/2006 (REACH). Вышеупомянутая информация считается правильной, но не претендует на исчерпывающий характер и должна использоваться только в качестве руководства. Информация в этом документе основана на текущем уровне наших знаний и применима к продукту с учетом соответствующих мер безопасности. Это не является гарантией свойств продукта. American Elements не несет ответственности за любой ущерб, возникший в результате обращения или контакта с вышеуказанным продуктом.Дополнительные условия продажи см. На обратной стороне счета-фактуры или упаковочного листа. АВТОРСКИЕ ПРАВА 1997-2021 AMERICAN ELEMENTS. ЛИЦЕНЗИОННЫМ ДАННЫМ РАЗРЕШЕНО ИЗГОТОВЛЕНИЕ НЕОГРАНИЧЕННЫХ КОПИЙ БУМАГИ ТОЛЬКО ДЛЯ ВНУТРЕННЕГО ИСПОЛЬЗОВАНИЯ.
Олово против голого | Кабель и провод Quabbin
Кажется, всегда были различия во мнениях, когда дело доходит до определенных тем, будь то политика, спорт и даже то, в каком проезде лучше всего кофе.
Еще один давний аргумент, с которым мы, как производители высококачественных кабелей для передачи данных, сталкиваемся, заключается в том, следует ли покрывать медный провод для передачи данных гальваническим покрытием или оставлять его без покрытия.Практическое обсуждение этой темы с упором на реальный мир, а не на лабораторный стол, давно назрело.
Для начала необходимо правильно указать медь для данного приложения. Запрос на чистую или луженую медь сам по себе не гарантирует какого-либо конкретного уровня производительности. Есть плохая луженая медь, а также хорошая голая медь, и наоборот. Ради этого обсуждения; оговоримся, что медь, о которой идет речь, как в чистой, так и в луженой разновидности, была правильно указана для приложения, поскольку она устраняет многие переменные.
На лабораторном столе и в идеальных условиях чистая медь будет превосходить “луженую” разновидность. Жаль, что это не так просто. Если бы это было так, мы бы сделали, конец обсуждения. Однако у вас не может быть «многовекового спора», если ситуация настолько проста. Почему тогда спор? Все очень просто, практические врачи из реального мира получили результаты, отличные от результатов лабораторных испытаний. Наше собственное тестирование показало, что оба типа меди могут быть правильными, если вы добавите недостающую переменную… время.Свежий, новый, неизолированный медный проводник отлично работает. К сожалению, мы обнаружили, что он окисляется намного быстрее, чем консервированная разновидность, что приводит к ухудшению электрических характеристик.
Когда вы думаете о ржавчине, на ум приходят старые автомобили, парадные ворота или даже велосипеды и кормушки для птиц. Обычно не кабель. Ржавчина с научной точки зрения известна как окисление, которое происходит при длительном контакте кислорода с некоторыми металлами. Со временем кислород соединится с металлом на атомном уровне, образуя новое соединение, называемое оксидом.Когда металл образует оксид, он ослабляет связи самого металла. Если основным металлом является железо, вы получите оксид железа, если это медь, вы получите оксид меди. Главный катализатор процесса окисления – вода. Металл не нужно погружать в воду, часто достаточно влаги в воздухе, чтобы реакция началась. Невооруженным глазом медный проводник может показаться гладким и однородным, однако микроскопические ямки и трещины все еще существуют, и влага может легко проникнуть через эти недостатки.Атомы водорода, присутствующие в водяном паре, будут объединяться с другими элементами с образованием кислот, которые в конечном итоге вызывают обнажение еще большего количества металла за счет увеличения дефектов в основном металле. Еще хуже, когда присутствует натрий, как в случае с соленой водой. Натрий ускоряет химическую реакцию, в результате которой образуется деструктивное оксидное соединение. По мере объединения этих атомов они ослабляют целостность исходного металла, делая его хрупким и рассыпчатым – процесс, широко известный как коррозия.
Некоторые куски металла достаточно толстые, чтобы сохранять свою целостность даже при образовании ржавчины на поверхности, но помните, что мы говорим о кабеле для передачи данных, который обычно находится в диапазоне от 24 до 26 AWG. Чем тоньше металл, тем больше вероятность того, что окисление повлияет на предполагаемое применение. Окисление – это химическая реакция, при которой в качестве побочного продукта выделяется тепло. В конце концов, лежащие в основе металлические связи исходного металла будут разрушены теплом, и весь предмет распадется.Это, конечно, крайность, и мы, вероятно, никогда не увидим используемый в помещении кабель, который вот-вот развалится. Однако, когда металл начинает окисляться, свойства материалов (проводящие, растягивающие, термические и т. Д.) Начинают изменяться. Как мы уже говорили выше, если металл достаточно толстый и на нем есть небольшая поверхностная ржавчина, он сохранит свою структурную целостность. Но мы не говорим о структурной целостности, когда речь идет о прохождении электрического сигнала; мы говорим о проводимости металлов.При восстановлении моста в центре города небольшая ржавчина на поверхности может не иметь большого значения, просто отшлифуйте ее и покрасьте заново. И наоборот, качественная неокисленная отделка поверхности медного проводника имеет первостепенное значение для хороших электрических характеристик. Один из самых опасных врагов медных проводников с высокими эксплуатационными характеристиками – это окисление на поверхности. Далее мы обсудим, почему, но прежде чем мы оставим тему окисления, помните, что как только окисление начинается, его очень трудно остановить. Лучший способ избежать процесса окисления – это обработать металл, чтобы предотвратить начало окисления или, по крайней мере, замедлить его.
В предыдущем разделе было сделано замечание о том, что качественная неокисленная отделка поверхности медного проводника имеет первостепенное значение для хороших электрических характеристик. Почему? Что ж, есть концепция, называемая «скин-эффектом», которая объясняет, как электроны движутся по проводу. Терминология “кожа” описывает тенденцию большинства сигнальных токов к сильной концентрации ближе всего к внешней стороне проводника. Чем выше частота сигнала, тем больше концентрация тока будет благоприятствовать поверхности проводника, чем ниже частота, тем глубже ток будет течь в проводнике.При передаче по Ethernet частоты обычно находятся в более высоком диапазоне, и чем быстрее мы общаемся, например: 1 гигабайт или даже 10 гигабайт, тем выше частота передачи и тем больше окисление влияет на производительность. Очевидно, что если поверхность проводника окисляется и окисление ухудшает его свойства, такие как проводимость, электрические характеристики проводника ухудшаются. С точки зрения непрофессионала, если предполагается, что высокочастотный сигнал Ethernet проходит по “поверхности” проводника, и поверхность этого проводника окислена, он также не будет проводить сигнал.Из-за дефектов на поверхности проводника, которые препятствуют передаче, электроны (сигнал) будут проникать глубже в проводник, что вызывает большее трение и тепло, также известное как сопротивление.
В многожильных проводах заряд на отдельной жиле может переходить от жгута к нити. Поскольку жилы тонкие, но все еще находятся в электрическом контакте с соседними жилами, можно ожидать, что эффект внутреннего импеданса будет аналогичен эффекту сплошного провода сравнимого диаметра с пучком жил.Следовательно, ток будет стремиться течь около “кожи” пучка проводов, как это происходит с одним проводником такого же диаметра.
Теперь, когда мы понимаем, что окисление может сделать с медным проводником, что нам с этим делать? Мы уже говорили, что как только начинается окисление, его трудно остановить. Решение состоит в том, чтобы не дать окислению закрепиться на нашей меди. Общепринятой практикой является покрытие меди другим проводящим металлом. Жесть, да? Ну да, обычно это олово, но это могут быть и другие металлы, такие как золото или серебро.Коснемся их кратко. Серебро – самый проводящий металл. Однако у него есть свои проблемы с окислением, и это дорого. Итак, как и за обеденным столом, серебро предназначено для особых случаев. Золото по сравнению с серебром менее проводящее, но не тускнеет. Золото было бы замечательно, за исключением того, что оно дорогое и работает не намного лучше олова, если учесть разницу в стоимости. Зачем вообще использовать золото? Во всех случаях, кроме самых уникальных, в золоте нет необходимости, но оно действительно хорошо продается розничным потребителям, которые хотят произвести впечатление на своих приятелей, демонстрируя украшения на задней панели своей стереосистемы! Остается олово, которое представляет собой идеальное сочетание стабильности и электрических характеристик.Олово является 49 -м наиболее распространенным элементом и имеет наибольшее количество стабильных изотопов (10) в периодической таблице, что делает его чрезвычайно стабильным. Это означает, что стоимость остается низкой, а устойчивость к коррозии остается высокой. Эти факторы делают олово фантастическим выбором для покрытия других металлов для предотвращения окисления.
Это охватывает большинство академических принципов, касающихся покрытия медных проводников. Какие реальные проблемы решает использование луженых медных проводов? Во-первых, увеличивается срок хранения неизолированного проводника.Это может звучать как производственная проблема, а не ваша проблема, не так ли? Неправильный! Окисление похоже на металлический рак, который начинается с малого и растет. Мы уже установили, что как только начинается окисление, остановить процесс очень сложно. Медь может показаться прекрасной во время производства, но семена окисления могут быть уже посажены. Почти невозможно определить, когда голая медь станет неприемлемой. Наши исследования показали, что медные проводники, даже из одной партии, не обязательно стареют с одинаковой скоростью.Тем не менее, лужение меди обеспечивает стабильные и предсказуемые конечные характеристики, на которые можно рассчитывать графики и на которые можно положиться. Кроме того, многожильный кабель (используемый для высокопроизводительных патч-приложений) подвергается окислению даже быстрее, чем одножильный провод. Некоторые из причин этого являются собственностью, но давайте просто упростим ситуацию, сказав, что в многожильном кабеле есть большая открытая поверхность, доступная для окисления. Кроме того, окисление влияет не только на поверхность жгута, но и на непрерывность между прядями внутри жгута.За период от 12 до 13 лет мы наблюдали больше вносимых потерь при отказе патч-корда из голой меди, чем в луженых кабелях. Почему это? Поговорим о сборках.
Соединители со смещением изоляции предназначены для соединения с проводником изолированного провода посредством процесса соединения, при котором лезвие или лезвия проходят сквозь изоляцию, устраняя необходимость зачистки провода перед подключением. Эти соединения обычно видны в слаботочных приложениях, таких как телекоммуникации и сети.(Подумайте, в стиле RJ / модульные соединители) При правильном заделке лезвие соединителя приваривается к проводу холодной сваркой, создавая высоконадежное газонепроницаемое соединение.
Что такое холодная сварка? Холодная сварка или металлическое соединение впервые было официально признано общим явлением в области материалов в 1940-х годах. Было обнаружено, что две чистые плоские поверхности из одного и того же металла будут прочно прилегать, если они будут соприкасаться под вакуумом или вакуумоподобной средой. Холодная сварка – это процесс, при котором соединение происходит без плавления на границе раздела двух свариваемых частей.В отличие от процессов сварки плавлением, расплавленная фаза отсутствует и не требуется для соединения, отсюда и термин «холодная» сварка. Вместо этого металлы связываются, деля электроны друг с другом. В металле группы атомов легко “теряют” электроны с образованием положительных ионов. Эти ионы окружены “потерянными” электронами, которые ответственны за проводимость, и разделяют их. Получающееся в результате прикрепление образованных ионов удерживается на месте электростатическим взаимодействием между ионами, а также электронным облаком, которое называется металлической связью.Металлическая связь – это электромагнитное взаимодействие между делокализованными (или “свободными”) электронами, называемыми электронами проводимости, которые собираются в “электронном море” вокруг металлических ядер внутри металла. Обычно понимаемый как разделение «свободных» электронов между «решеткой» положительно заряженных ионов, электроны проводимости делят свою плотность поровну по всем атомам, которые функционируют как нейтральные (незаряженные) объекты. Металлическое соединение определяет многие физические свойства металлов, такие как прочность, пластичность, пластичность, тепловая и электрическая проводимость.Металлическая связь в основном неполярна, потому что даже в сплавах существует небольшая разница между электроотрицательностями атомов, участвующих в связующем взаимодействии (а в чистых элементарных металлах – никакой). Таким образом, металлическая связь является чрезвычайно делокализованной общей формой ковалентной связи. Ковалентная связь – это форма химической связи, которая характеризуется разделением пар электронов между атомами или между атомами и другими ковалентными связями. Ковалентность является наибольшей между атомами со схожей электроотрицательностью, но ковалентная связь не обязательно требует, чтобы два атома принадлежали к одним и тем же элементам, только чтобы они имели сравнимую электроотрицательность.
Теперь, когда мы обсудили холодную сварку (металлическое соединение), давайте вернемся к разъемам смещения изоляции, с которых начался разговор. Как мы уже говорили, соединитель смещения изоляции пропускает лезвие через изоляцию провода и входит в контакт с медным проводником внутри. Если все пойдет хорошо, мы получим холодную сварку или, с научной точки зрения, металлическое соединение. Угадайте, что мешает металлическому склеиванию? Вы догадались, окисление. Если проволока окислена, это может помешать соединению металлов.Если окисление присутствует на проводнике, но не ярко выражено, металл может склеиться. Однако со временем, когда процесс окисления, который трудно остановить, продолжится; Связи будут ухудшаться по мере того, как материал превращается из меди в пыль оксида меди. Обычно это происходит на микроскопическом уровне, но это влияет на проводимость. Отзывы, полученные от партнеров, производящих модульные вилки, показали, что гораздо более вероятно, что соединение разъема будет подвержено коррозии из-за голой меди. Следовательно, сборка из чистой меди в конечном итоге не выдержит испытания контактного сопротивления после старения.Многие люди игнорируют этот тест, но он является такой же частью стандартов TIA и IEC, как и любые другие параметры, и к нему следует относиться серьезно. Речь идет о вносимых потерях. В телекоммуникациях вносимые потери – это потеря мощности сигнала в результате включения устройства в канал. Вносимые потери обычно вносятся в канал из-за соединителей и стыков. Вносимые потери, обычно выражаемые как отношение в дБ к мощности передаваемого сигнала, также могут называться затуханием.