Сварка алюминия электродом в домашних условиях
Алюминиевые конструкции, детали иногда нужно срочно отремонтировать. Имея навыки сварщика, многие самостоятельно заваривают алюминий электросваркой. В домашних условиях качественно выполнить шов не получится. Но как экстренную меру сварку алюминия электродом часто используют. Во время работы с легким металлом нужно учитывать особенности сплавов. Марганец увеличивает окислительную способность, магний улучшает свариваемость, кремний снижает температуру плавления.

Особенности сварки алюминия электродом
Сварить алюминий электродом без защитной атмосферы не получится. Горячий металл быстро насыщается водородом, шов получается пористым, расплав сильно разбрызгивается, шов получается неровным. Чтобы уменьшить разбрызгивание, металл варят на токе обратной полярности, на деталь подключают минусовую клемму, к держателю подводят плюс. Заготовки предварительно прогревают до +150 – +190°С, чтобы устранить воду, накапливающуюся в порах оксидного слоя.
Возникают трудности из-за оксидной пленки, она расплавляется при +2037°С, алюминий – при +660°С. Перед сваркой оксидный слой зачищают до блеска. Чистота поверхности влияет на качество соединения. У сплавов хорошая теплопроводность, он быстро нагревается, остывает, дает большую усадку, возникают внутренние напряжения, трещины. При сварке металла используют теплоотводящие подкладки. Они поддерживают необходимую температуру. Легкий металл в домашних условиях варят на высоких токах. Электроды выбирают специальные, предназначенные для сварки.
Выбор сварочного аппарата и электродов
Алюминий относится к плохо поддающимся сварке металлам. Сила рабочего тока должна быть в 1,5 раза выше, чем для стали. Сварочный аппарат должен генерировать постоянный ток до 250–300 ампер. Для работы подойдет бытовой аппарат для сварки, работающий от сети 220 В. Можно подобрать выпрямители, трансформаторы или генераторы, но лучше остановить выбор на инверторе, его преимущества:
- высокий КПД, до 95%;
- низкие индуктивные потери;
- снижение расхода тока за счет автоматического отключения;
- аппарат спокойно переносит просадку напряжения в сети;
- поддерживается стабильная дуга, достаточно задеть заготовку;
- есть дополнительные функции;
- небольшие габариты, можно переносить его в любое место.
Легкие сплавы несколькими электродами с солевой обмазкой, образующей шлаковый защитный слой:
- Озана, Озана-2 производства Спецэлектрод;
- ОК 96.20, 96.10, 96.50, шведская компания ESAB;
- УАНА отечественных производителей.
Можно использовать другие расходники, предназначенные для сварки алюминиевого литья и сплавов. Заготовки 2мм варят диаметром 2,5, для 3–4 мм деталей выбирают толщину 3,2; максимальный диаметр стержней – 4
Технология сварки алюминия электродом
В домашних условиях заготовки предварительно зачищают. У деталей, свыше 3 мм, разделывают кромки под углом 45–60°. Чем больше угол, тем качественнее получится шов. Если пластины толще 7 мм, их укладывают с зазором 2 мм. Трещины предварительно выравнивают, углубляют болгаркой, края высверливают, чтобы снять внутренние напряжения.
Как варят алюминий электродами:
- сначала заготовки прихватывают в нескольких местах;
- корневой шов ведут, держа электрод перпендикулярно;
- толстые детали варят в несколько проходов, каждый слой простукивают для снятия окалины;
- наплавочный валик должен выступать на 2-5 мм в зависимости от толщины деталей.
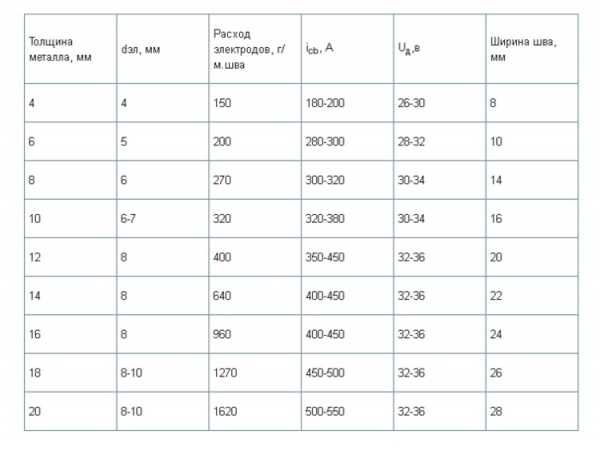
Сваривать алюминий нужно с соблюдением рабочего режима (толщина заготовки, мм/ток, А):
Толщина заготовки, мм | Ток, А |
| 2 | 50 – 70 |
3 — 4 | 80 — 110 |
| 5 | 90 — 130 |
Начинающим сварщикам до выполнения шва нужно потренироваться на нерабочих поверхностях, чтобы привыкнуть держать короткую дугу.
Электросваркой ремонтируют детали, работающие под статической нагрузкой на сжатие. Это не самый эффективный метод ремонта. Швы не выносят скручивания, изгибов, сразу трескаются.
svarkaprosto.ru
Сварка алюминия электродом в домашних условиях
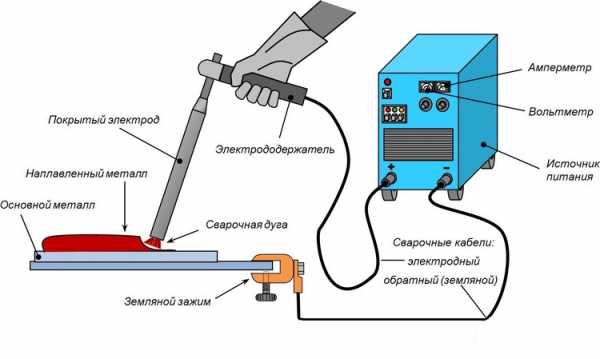
Из алюминия произведено множество конструкций применяемых в устройстве автомобиля. Это могут быть блоки двигателя, коробки передач и элементы кузова. Изготавливают из этого нержавеющего материала различные емкости для промышленных и бытовых нужд. В случае образования трещины или свища заварить проблемное место лучше в среде аргона специальным аппаратом. Но если такой возможности нет, то можно воспользоваться инвертором. Сварка алюминия электродом в домашних условиях требует определенного режима и предварительной подготовки. Используются и специализированные расходные материалы. Как все это осуществить описывается ниже и демонстрируется на дополнительном видео.

Сварочный процесс-трудности работы с материалом
Электрической дугой можно соединять многие виды железа. У нее достаточно высокая температура горения, что позволяет хорошо проплавлять разную толщину пластин и создавать надежные и герметичные соединения. Но сваривать алюминий инвертором сложнее ввиду нескольких специфичных особенностей этого материала.
Первой трудностью являются гигроскопичные свойства алюминия. Материал способен впитывать окружающую влагу и накапливать в себе. Это не проявляется видимым образом на охлажденном изделии, но сразу станет заметно при ведении сварки. Когда зажигается дуга и металл оказывается в зоне повышенной температуры, то влага начинает испаряться с его поверхности, неизбежно попадая в зону сварки. Это приводит к чрезмерным брызгам и помехам при выполнении шва. Чтобы предупредить такое явление, требуется предварительный подогрев изделия горелкой при температуре 150-190 градусов. Во время выполнения процедуры можно увидеть выделение влаги на поверхности.
Еще одной сложностью является оксидная пленка, покрывающая все изделие тонким слоем. Она защищает металл от разрушения в кислотной среде, но существенно мешает свариванию инвертором в домашних условиях. Трудность заключается в огромной разнице температур плавления. Алюминиевый материал плавится при 500 градусах, а его оксид при 2000 градусах. Чтобы устранить этот перепад необходимо зачистить место сварки железной щеткой, дающей доступ к основному металлу.
Взаимодействие с окружающим воздухом способствует образованию пор в структуре шва, что значительно понижает его герметичные свойства. Защита сварочной ванны выполняется подачей аргона в случае TIG, или созданием газового облака от покрытых электродом при сварке инвертором в домашних условиях.
Поскольку чистый алюминий не используется в изделиях, то трудностью для сварки могут быть другие элементы входящие в сплав. Так, марки Ал2 и Ал9 с содержанием силумина от 4 до 13% считаются ограниченно свариваемыми. Такие же показатели имеют марки AMr1 и AMr6, где марганец может добавляться от 2 до 6%. Дюралюминий Д16 относится к трудносвариваемым.
Выполняем сварку: этапы работы
Как сварить алюминий стало понятно после многочисленных попыток и экспериментов. Далее представлены пошаговые действия, позволяющие получить качественное соединение в домашних условиях:
- Если свариваемые пластины имеют толщину более 5 мм, то необходима разделка кромок. Стандартом считается срез краев под 45 градусов, но допускаются и другие значения. Стоит отметить, что чем больше угол разделки, тем шире получится сварочный шов. При толщине пластин более 7 мм между ними требуется технологический зазор в 2 мм. Если рабочим объектом является трещина, то ее необходимо расширить отрезным диском и «болгаркой», иначе шов будет поверхностным.
- Подготовленное изделие необходимо прогреть. Удаление влаги производится пропан-кислородным пламенем. Это может быть резак или обычный баллончик с бытовой горелкой. Нагреть необходимо поверхность до 150 градусов. Проверить это можно специальным аппаратом или визуально по сухому состоянию материала.
- После нагрева быстро осуществляется зачистка оксидной пленки. Для этого подойдет обычная щетка по металлу. Снять тугоплавкий слой важно в начале зоны сварки. Последующее действие будет оказывать электрод, чей состав и температура разъедают оксид, позволяя производить сварку.
- На подготовленном материале ставятся прихватки, фиксирующие свариваемые стороны. Корневой шов необходимо провести ровно, заполнив зазор. Угол относительно свариваемых частей необходим в 90 градусов. Это непривычно для начинающих сварщиков, или тех, кто работал только с углеродистой сталью. Но так расплавляемый металл будет точнее попадать в место соединения. После небольшого остывания поверхности отбивается шлак. Это происходит довольно трудно, поэтому требуется острый молоточек.
- Последующие слои шва наносятся до того уровня, чтобы заполнить всю толщину материала и создать небольшой валик поверх места соединения.
- Швы ведутся короткой дугой. Чрезмерное увеличение зазора может приводить к обрыву дуги. На конце электрода образуется нагар в виде белого слоя. Это выступающая щелочь. Чтобы продолжить сварку требуется удалить этот диэлектрик.
Электрод при сварке алюминия инвертором плавится быстрее, чем при работе с обычной сталью, поэтому тренировки на нерабочей поверхности помогут привыкнуть руке к сохранению дистанции.
Оборудование и электроды
Сваривание изделий из алюминия можно выполнять обычным инвертором. Аппарат удобен для транспортировки и передвижению на месте. Полярность необходимо выставить так, чтобы в руках сварщика находился «плюс», а на изделие крепился «минус». Потребуется розетка с 220V.
Электроды необходимы специализированные, например UTP 48, или аналоги. Они бывают различных диаметров и подбираются по толщине металла. Состав расходных материалов тоже имеет гигроскопичные свойства, что требует предварительной просушки для образования качественного соединения. Подходящие режимы для сварки могут быть такими:
| Толщина пластин, мм | Диаметр электрода, мм | Сила тока, А |
| 2 | 2.5 | 50-70 |
| 3 — 4 | 3.2 | 80-100 |
| 5 | 4 | 90-130 |
Алюминий позволяет долго служить изделиям. А его сварка в домашних условиях простым инвертором обеспечивает быстрый ремонт важной детали или корпуса. Применяя вышеизложенные рекомендации и приобретя подходящие электроды можно быстро заварить требуемую конструкцию из алюминия.
Поделись с друзьями
1
0
0
0
svarkalegko.com
сварка алюминия и его сплавов в домашних условиях инвертором
Алюминий обладает большим списком достоинств, не зря его массово используют в самолетостроении. Но есть у него один недостаток – он трудно сваривается. Поэтому сварка алюминия и его сплавов – это удел высококвалифицированных сварщиков.

Низкая свариваемость алюминия – в чем дело?
Низкий показатель свариваемости алюминиевых сплавов обуславливается целым рядом их качеств.
- Окисная пленка, которая покрывает алюминий и его сплавы. Температура ее плавления – 2044С, а температура плавления самого металла – 660С.
- Высокая текучесть расплавленного металла затрудняет контролировать сварочную ванну, для чего приходится устанавливать специальные подкладки теплоотводящего типа.
- При нагревании из алюминия начинает выходить водород, который после застывания металла оставляет в его теле поры и трещины.
- Большой показатель усадки. А это приводит к деформации сварочного шва в процессе его остывания.
- Теплопроводность алюминиевых сплавов выше, чем у стали, поэтому для их сварки применяется ток, который по силе выше, чем ток для сварки стальных конструкций. Разница где-то в два раза.
- Если говорить о сварке алюминия своими руками в домашней мастерской, то вероятнее всего чистый алюминий вам не попадется. Скорее всего, это будет сплав неизвестной марки (дюраль и другие), к которому при сваривании придется настроить сварочный режим и подобрать дополнительные материалы.
Способы сварки алюминия
Существует много способов сварки алюминиевых сплавов, где используются различные виды аппаратов и сварочных материалов. Основных же три:
- При помощи вольфрамового электрода с инертными газами.
- При помощи полуавтоматов в среде инертных газов.
- С помощью плавящихся электродов без газов.
Последний вариант можно назвать, как технология сварки алюминия без аргона.
Внимание! В процессе сварки алюминия или его сплавов важно разрушить оксидный слой, который расположен на поверхности металла. Поэтому в данном процессе используют или переменный, или постоянный ток обратной полярности.
Как правильно варить алюминий
Все начинается с подготовки деталей, а точнее, соединяемых кромок. Основная цель – очистить их от загрязнений. Поэтому кромки алюминиевых заготовок сначала очищаются химическими составами, после высыхания производится обезжиривание, для этого можно использовать любой растворитель: ацетон, уайт-спирит, авиационный бензин и прочие жидкости.
Если планируется сваривать толстые алюминиевые заготовки (больше 4 мм), то их кромки необходимо разделать. Вариантов разделки несколько, к примеру, создания конусных кромок. И последняя операция в процессе подготовки – это очищение кромок от оксидной пленки. Для этого можно использовать напильник или крупнозернистую наждачную бумагу. Как видите, подготовка алюминия к сварке – процесс совсем простой.
Технология сварки алюминия штучными покрытыми электродами
Сварка алюминия электродом (покрытым) имеет свой код обозначения по режиму сварки – MMA. Ее используют для соединения металлов толщиною не менее 4 мм, и когда производится сборка неответственных конструкций. Данная технология является низкокачественной, потому что в процессе сварки алюминия и его сплавов внутри шва остаются поры, что снижает его прочность. Во время самого процесса происходит разбрызгивание металла, плохо отделяются шарики застывшего шлака, которые увеличивают коррозию.
Особенности сварки алюминия покрытыми электродами:
- Варить можно только постоянным током с обратной полярностью.
- Сила тока рассчитывается из соотношения: на 1 мм толщины заготовок используется ток силой 25-30 ампер.
- Для образования качественного шва необходимо кромки двух свариваемых деталей нагревать до 300С, если толщина заготовок имеет среднюю величину. И до 400С при толстых заготовках.
- Подогрев и медленное остывание – обязательное правило, которое необходимо соблюдать, чтобы получить шов высокого качества.
- Сварку алюминия нужно выполнять непрерывно в плане использования одного электрода. Все дело в том, что при обрыве электрической дуги на ванне и на электроде образуется шлаковая пленка, которая перекрывает прохождение электрического тока, то есть, это препятствие повторному розжигу дуги.
- После окончания процесса шов нужно очистить от шлака, который станет причиной образования зон коррозии.
- Чистить можно горячей водой с последующей обработкой металлической щеткой.
Как сварить алюминий вольфрамовыми электродами в инертном газе
Это самый распространенный вариант, и его используют тогда, когда к прочности алюминиевых конструкций предъявляется жесткое требование. Для этого используется присадочная проволока диаметром 1,6-4 мм и сам вольфрамовый электрод диаметром 1,6-5 мм. А также защитный газ: аргон или гелий.
Электропитание сварочного процесса производится от источника переменного тока. Все параметры технологической операции зависят именно от выбранного оборудования. То есть, сначала определяются режимы сварки, после чего подбираются диаметры электрода и проволоки, скорость подачи аргона, сила тока и так далее.
Есть и свои особенности сварки алюминия по этой технологии:
- Длина дуги не должна быть больше 2,5 мм.
- Угол между плоскостью сварки и вольфрамовым электродом должна быть в пределах 80°.
- Между проволокой и электродом угол должен быть прямым.
- Сначала по шву движется присадочная проволока, а вслед за ней горелка с электродом.
- Никаких поперечных движений, только продольные, что обеспечит ровность сварного шва.
- Проволока подается в зону сварки возвратно-поступательными движениями. Это позволит равномерно заполнить ванну.
- Алюминиевые заготовки нужно обязательно укладывать поверх листа железа, который в этом случае будет отводить тепло от зоны сварки.
- Аргоновый газовый поток начинает подаваться до начала сварочного процесса за 4-5 секунд, а при окончании сварки выключается после через 6-7 секунд.
Как варить алюминий полуавтоматами
Это идеальный вариант, где используется аппарат для сварки алюминия. Он импульсного действия. То есть, в зону сварки подается импульс высокого напряжения, который быстро разбивает оксидный слой. После чего напряжение падает до базового уровня. Но на сегодняшний день эти аппараты очень дороги. Поэтому сварщики стали приспосабливать под данную технологию полуавтоматы, в которых даже отсутствует режим сваривания алюминия и его сплавов.
По сути, технология сварки алюминия точно такая же, как и стали. Только вместо стальной проволоки используется алюминиевая. Есть и другие особенности.
- Алюминиевая проволока плавится в несколько раз быстрее стальной, поэтому необходимо увеличить скорость ее подачи в зону сваривания.
- При нагревании алюминиевая проволока расширяется больше, чем стальная, поэтому рекомендуется приобретать специальный наконечник, обозначаемый буквами «Al».
- Так как алюминиевая проволока мягче стальной, то в процессе подачи ее в зону сваривания могут образовываться петли и скрутки, поэтому рекомендуется использовать для ее подачи механизм с четырьмя роликами.
Сварка алюминия в домашних условиях инвертором
Сварка дюралюминия (алюминиевый сплав) или самого алюминия может проводиться инвертором. Для процесса необходимо правильно подобрать электрод и ток. Что касается электродов, то лучше использовать марки ОЗАНА, ОЗА или ОЗР. Установка (настройка) тока должна учитывать высокие плавящиеся свойства металла. Для чего нет необходимости выставлять ток большой величины.
Внимание! Перед началом сварочного процесса рекомендуется электроды прокалить, для чего используется специальная печь. Она так и называется – печь для прокалки электродов.
Сам процесс сварки ничем не отличается от сваривания стальных конструкций. И если перед вами стоит вопрос, можно ли варить алюминий в домашних условиях, то смело отвечайте, что можно.
Сваривание алюминия при помощи флюсов
Флюсы для сварки алюминия используются давно. Они представлены широким модельным рядом, где есть материалы для разных алюминиевых сплавов. Основное их назначение – разрушение оксидной пленки. При нагреве нанесенный флюс растворяется и разрушает окисел, и тут же производится соединение двух элементов.
Производители предлагают флюсы, которые используются только в газовой сварке алюминия, или только в дуговой. В последнем случае используются графитовые электроды или угольные.
Заключение по теме
Как видите, заварить алюминиевые заготовки можно разными способами, в которых используется разное оборудование для сварки. Но во всех случаях нужно свариваемый металл тщательно подготовить, и обязательно проводится настройка аппарата для сварки. Посмотрите видеоурок – как сваривать алюминий. Кстати, видео уроки дают возможность воочию увидеть, что собой представляет сваренный металл в конечном виде.
Поделись с друзьями
0
0
0
0
svarkalegko.com
Как сварить алюминий: описание технологии сварки электродом
 В настоящее время алюминий используется в самых различных сферах деятельности. Этот тонкий и гибкий материал часто присутствует в деталях транспортных средств, включая блоки двигателя, коробках передач и кузовных элементов. Также на его основе создаются нержавеющие ёмкости для бытовых и промышленных нужд и множество других важных предметов ежедневного обихода.
В настоящее время алюминий используется в самых различных сферах деятельности. Этот тонкий и гибкий материал часто присутствует в деталях транспортных средств, включая блоки двигателя, коробках передач и кузовных элементов. Также на его основе создаются нержавеющие ёмкости для бытовых и промышленных нужд и множество других важных предметов ежедневного обихода.
Если же в подобной конструкции образуется трещина или проблемное отверстие, закрыть его лучше посредством специального аппарата в среде аргона. Однако, не у каждого среднестатистического человека есть в распоряжении подобный агрегат, поэтому приходится искать более доступные решения. Одним из них является сварка алюминия электродом.
Чтобы успешно провести такое действие, необходимо получить определенный набор навыков и приобрести соответствующее оборудование и расходные материалы. Принцип и технология подобной сварки вполне простые, поэтому при правильном подходе вы сможете выучить их за короткое время.
Особенности работы с алюминием
Посредством электрической дуги соединяют множество видов железа. Подобная методика обеспечивает достаточно высокую температуру горения, в результате чего происходит качественное проплавление разной толщины пластин, создавая надёжную и герметичную защиту. Однако сварка алюминия с помощью инвертора считается самой сложной из-за определенных специфических характеристик.
Первая сложность заключается в гигроскопических свойствах материала, который может накапливать в себе окружающую влагу. И хоть это нельзя заметить в естественном охлажденном состоянии, но при начале сварочных работ обязательно появятся проблемы. При зажигании дуги и прогревании металла до повышенных температур частицы влаги начинают испаряться с поверхности и неизбежно проникать в зону сварку. В результате образуются чрезмерные брызги и помехи, которые мешают провести нормальный шов.
 Для предотвращения подобного явления достаточно предварительно подогреть конструкцию при температурном режиме 150−190 градусов Цельсия. В таком случае можно заметить интенсивное выделение влаги на поверхности.
Для предотвращения подобного явления достаточно предварительно подогреть конструкцию при температурном режиме 150−190 градусов Цельсия. В таком случае можно заметить интенсивное выделение влаги на поверхности.
Следующая сложность — наличие окисной пленки, которой покрыты все изделия. Её предназначение заключается в защите конструкции от агрессивного воздействия кислотной среды. Однако это существенно утрудняет обработку с помощью инвертора. Основная неприятность связано с большой разницей температур плавления. Известно, что сам алюминий начинает расплавляться при показателях 500 градусов Цельсия, а его оксид при 2000 градусов. Для устранения подобного перепада достаточно очистить место сварки с помощью железной щетки, чтобы обеспечить требуемый доступ к металлу.
Взаимодействие с окружающей средой обеспечивает правильное формирование пор в структуре шва, что существенно ухудшает герметичность. Для защиты сварочной ванны применяют аргон или газовое облако при инверторной сварке.
Не секрет, что чистый алюминий практически не применяется для изготовки деталей, поэтому входящие в его состав наполнители и дополнительные элементы могут стать проблемой. Для примера, марки Ал2 и Ал2 содержат в себе силумин от 4 до 13%, поэтому их принято называть ограниченно свариваемыми. Подобные показатели характерны для моделей АМ r 1 и Amr 6, где марганец добавляется в пропорции 2−6%.
Этапы сварочных мероприятий
Разобраться с ключевыми тонкостями сварки алюминия не так сложно, как может показаться на первый взгляд. Посредством многочисленных попыток и экспериментов можно достичь успешных результатов и выучить подобное мастерство наизусть. Итак, пошаговые действия качественного соединения металлических изделий состоят из таких этапов и особенностей:
- Если толщина свариваемой пластины превышает 5 миллиметров, необходимо провести разделку кромок. Для этого рекомендуется сделать срез краев под углом 45 градусов, хотя другие значения тоже допускаются. Не секрет, что от величины угла разделки зависит ширина сварочного шва. Если толщина пластин превышает 7 миллиметров, то придётся сделать технический зазор между каждой деталью в два миллиметра. Если рабочий объект представлен трещиной, то её расширяют с помощью отрезного диска и «болгарки». В противном случае шов будет поверхностным.
- Подготовленную заготовку тщательно прогревают. Для удаления лишней жидкости используют пропан-кислородное пламя. Роль рабочего инструмента выполняет резак или обычный баллончик с бытовой горелкой. Необходимо прогреть поверхность до 150 градусов и убедиться, что материал достаточно сухой.
- После тщательно прогрева необходимо выполнить зачистку оксидной пленки. В этом случае вы можете воспользоваться обычной щеткой для очистки металла. Важно снять тугоплавкий слой в начале зоны сварки. Следующие действия проводятся посредством электрода, состав и температура которого способны разъедать оксид и проводить повторную сварку.
- На подготовленном изделии устанавливают прихватки, которые фиксируют все свариваемые части. Корневой шов должен быть ровным и полностью заполнять зазор. Угол относительно свариваемых частей должен составлять не меньше 90 градусов. Это может показаться непривычным для неопытных сварщиков, или тех, кто вынужден был работать с углеродистыми сталями. Однако подобным образом расплавляемый металл будет более точно попадать в место соединения. После остывания поверхности происходит осыпание шлака. К сожалению, такое действие осуществляется с большим трудом, поэтому без острого молоточка не обойтись.
- Следующие слои шва наносятся до того уровня, пока не заполнится вся толщина.
Подготовительные действия
Независимо от условий сварки — производственных или домашних, нужно правильно отнестись к подготовке кромок заготовки. Подобное действие заключается в таких процессах:
- Поверхность детали, которая будет поддаваться сварке (а также поверхность присадочного материала), тщательно очищают от грязи, масла и жира. Для обезжиривания поверхности используют уайт-спирит, ацетон, авиационный бензин и множество других растворителей.
- К подготовительному этапу относятся и такие действия, как разделка кромок свариваемых деталей, которую выполняют только при острой необходимости. Если при сварке вы не используете покрытые электроды, то разделку кромок осуществляют при толщине соединяемых деталей, превышающей 4 миллиметра. Если толщина алюминиевого сплава превышает 20 мм, то без применения электродов не обойтись. Если сварке поддаются алюминиевые листы толщиной до 1,5 миллиметров, то их торцы предварительно отбортовывают перед соединением.
- Как уже говорилось выше, непосредственно перед сваркой поверхность детали нужно полностью очистить от оксидной пленки. В таком случае принято использовать качественный напильник или щетку с ворсинками для зачистки металла. В некоторых случаях тонкий слой оксидной пленки удаляется и посредством специальных химических средств, таких как, каустическая сода, бензин и другие. При обработке каустической содой заготовку нужно тщательно промыть проточной водой.
Оборудование и электроды
 Обратите внимание на список самых необходимых инструментов и приспособлений. В большинстве случаев действие проводят с помощью обычного инвертора. Такой прибор обладает удобной конструкцией, поэтому его легко перемещать или передвигать по мастерской. Полярность выставляется таким образом, чтобы в руках рабочего размещался «плюс», а на заготовку воздействовал «минус». В этом случае нужно обзавестись розеткой с 220 V.
Обратите внимание на список самых необходимых инструментов и приспособлений. В большинстве случаев действие проводят с помощью обычного инвертора. Такой прибор обладает удобной конструкцией, поэтому его легко перемещать или передвигать по мастерской. Полярность выставляется таким образом, чтобы в руках рабочего размещался «плюс», а на заготовку воздействовал «минус». В этом случае нужно обзавестись розеткой с 220 V.
При выборе электродов нужно отдавать предпочтение специализированным моделям типа UTP 48 или подобным аналогам. Они могут обладать разным диаметром и подбираться с учётом толщины металла. Состав расходного сырья тоже обладает некоторыми гигроскопичными свойствами, поэтому его приходится предварительно просушивать, чтобы обеспечить более качественное соединение.
Важные рекомендации для сварщиков
 Как заявляют опытные специалисты, электрическая сварка такого гибкого металла без применения аргона, иногда осуществляется так же хорошо, как при аргонной сварке. Если кто-то отговаривает вас от такого решения, аргументируя это низким качеством конечного шва и плохой свариваемостью, не верьте. Скорее всего, он неправильно подошёл к методу или никогда не пробовал варить алюминий с помощью электрода.
Как заявляют опытные специалисты, электрическая сварка такого гибкого металла без применения аргона, иногда осуществляется так же хорошо, как при аргонной сварке. Если кто-то отговаривает вас от такого решения, аргументируя это низким качеством конечного шва и плохой свариваемостью, не верьте. Скорее всего, он неправильно подошёл к методу или никогда не пробовал варить алюминий с помощью электрода.
Чтобы избежать непоправимых ошибок и непредсказуемых неприятностей, достаточно соблюдать ряд рекомендаций и правил:
- Метод стыкового соединения считается самым перспективным. Остальные разновидности в виде таврового или нахлесточного сварного соединения нецелесообразны, т. к. они повышают вероятность затекания шлака в зазоры, что станет причиной коррозийной реакции.
- После сварочных мероприятий шов промывают водой для очистки заготовки от шлака.
- Непосредственно перед обработкой материал нужно правильно подготовить. Для этого следует провести удаление оксидной пленки, а также предотвратить её появление в будущем.
- При сварке массивных деталей с толщиной от трёх миллиметров требуется разделить кромки под углом 60 градусов с V — образной формой.
- Первичный прогрев алюминия осуществляется при 150−250 градусах Цельсия.
Не забывайте, что  технически чистый алюминий поддаётся свариванию гораздо лучше, чем сплавы с содержанием магния или марганца. Речь идёт о дюралюминии или силумине. Однако, изделия из чистого материала практически не эксплуатируются, поэтому при сварке могут возникать некоторые сложности.
технически чистый алюминий поддаётся свариванию гораздо лучше, чем сплавы с содержанием магния или марганца. Речь идёт о дюралюминии или силумине. Однако, изделия из чистого материала практически не эксплуатируются, поэтому при сварке могут возникать некоторые сложности.
Причины ухудшения свариваемости металла
Если в процессе сваривания вы столкнулись с какими-либо трудностями и неприятными моментами, необходимо учесть множество уникальных свойств металла:
- Ключевая трудность тепловой сварки заключается в наличии окисной пленки, которая поддаётся плавлению лишь под воздействием температур 20440 градусов Цельсия. Плавление самого металла начинается при более низкой температуре — от 660 градусов.
- Капли расплавленной детали, появляющиеся в сварной зоне, очень быстро покрываются тугоплавкой окисной пленкой, которая предотвращает образование сплошного шва. Чтобы защитить заготовку от подобного явления, сварную зону защищают от контакта с окружающим воздухом с помощью аргона.
- Расплавленный алюминий характеризуется высокой текучестью, а это существенно усложняет дальнейшее формирование сварочной ванны. По этой причине работы проводят с помощью дополнительных теплоотводящих подкладок.
- В состав алюминия входит растворенный водород, который направляется наружу после застывания расплавленного металла. В результате это вызывает появление пор и кристаллизационных трещин в шве. К тому же для сплавов такого метала характерна повышенная концентрация кремния, что тоже вызывает появление трещин от охлаждения изделия.
- Для алюминия характерен приличный коэффициент линейного расширения. Из-за этого может происходить значительная усадка металла при застывании, что вызывает ряд серьёзных деформаций соединяемых деталей.
- Сварку чистого алюминия и его сплавов проводят под воздействием высоких значений сварочного тока. Для металла характерна высокая теплопроводность. Также при сварке стали принято использовать токи с меньшей силой.
- Сварку деталей из этого метала считают сложной в тех случаях, если определить точную марку сплава не удаётся. В таком случае приходится долго и усердно выбирать подходящий режим сварки и используемые методы.
Постичь все тонкости сварки алюминия электродом может любой желающий. Достаточно запастись терпением и желанием выделить несколько часов своего времени на изучение соответствующего материала и руководства. В таком случае вы сможете выполнять множество важных операций в домашних условиях, без обращения за помощью к квалифицированным сотрудникам.
tokar.guru
можно ли обычным? – Определенных металлов на Svarka.guru
Высокая прочность, малый удельный вес и доступная цена сделали алюминий одним из самых популярных металлов. Его используют везде: от авиакосмической отрасли до производства домашней утвари. Ремонт алюминиевых изделий и создание собственных конструкций в мастерской на дому затруднены рядом особенностей металла. Сварка алюминия электродом в домашних условиях инвертором – один из способов преодоления этих сложностей, не требующий дорогостоящего оборудования и высокой квалификации работника.
Особенности работы
Температура плавления металла 660оС. При нагреве атомы вступают в реакцию с кислородом, образуя слой тугоплавкого оксида алюминия с температурой плавления свыше 2200оС. Этот слой препятствует полноценному формированию шва.
Алюминий обладает высокой теплопроводностью и электропроводностью. На практике это означает, что для прогрева металла заготовки, особенно при большой толщине, придется использовать большие значения рабочего тока.
Металл и его сплавы характеризуются также высокой текучестью, затрудняющей работу в ряде сварочных положений.
Чтобы предотвратить контакт расплава и кислорода воздуха, используют сварку в газовой среде. В рабочую зону подают гелий, аргон или его смеси, вытесняющие воздух и создающие защитное облако. Этот способ требует дорогостоящего оборудования и постоянной подачи газа. Он экономически эффективен при больших объемах работ.
Для ограниченных объемов работы на дому подойдет ручная электродная сварка постоянным током. Для этого производятся электроды с покрытием, оптимизированные для применения с теплопроводящими материалами.
Что нужно знать, чтобы сделать качественный шов?
Чтобы получать прочные и долговечные соединения, необходимо знать и учитывать следующие моменты:
- изделия из алюминиевых сплавов всегда покрыты слоем тугоплавких оксидов;
- перед началом сварки этот слой следует снять с помощью механической зачистки или протравливания;
- оксидный слой быстро восстанавливается на воздухе, поэтому обработку нужно проводить непосредственно перед сваркой;
- цвет алюминиевой заготовки при нагреве практически не меняется, следить за температурой визуально не удастся;
- при нагреве снижается прочность изделия, это может привести к появлению микродефектов в ходе кристаллизации.
Учет этих особенностей позволяет избегнуть типовых ошибок, когда нужно заварить алюминиевые заготовки на дому.
Можно ли инвертором?
Как варить алюминий инвертором и можно ли вообще это сделать? Такая возможность существует. Использование электродов с обмазкой дает возможность работать с использованием обычных инверторов средней мощности бытового класса. Разумеется, такими устройствами можно сваривать только заготовки толщиной 3-4 мм. Для более толстых потребуется мощные полупрофессиональные инверторы.
Специфика
Сам инвертор, применяемый для сварки алюминиевых заготовок, может быть начального уровня, бытового класса. Решающее значение играет подготовка поверхности, подбор сварочных материалов и тщательное соблюдение технологии.
Электроды серий ОЗ обладают отличными эксплуатационными качествами. Но проявляются эти качества только при низкой влажности материала обмазки. Поэтому до применения их обязательно нужно прокалить при температуре 120-140оС в течение 40 минут. После прокаливания электроды нужно хранить в печи или в специальном герметичном футляре.
В ходе работы нужно соблюдать внимательность и осторожность. Высокая текучесть расплава и его тенденция к образованию брызг не позволяет работать в вертикальном и потолочном положениях. И в нижнем сварочном положении рекомендуется использовать подкладные пластины, чтобы предотвратить протечку расплава.
Во избежание температурных деформаций в ходе затвердевания швы нужно стараться по возможности размещать дальше друг от друга.
Каким должен быть аппарат?
 Особо специфических условий к аппарату не предъявляется. Он должен поддерживать рабочий ток, достаточный для выбранной толщины заготовки и диаметра электрода. Рабочее напряжение выставляется в районе 22-24 вольт.
Особо специфических условий к аппарату не предъявляется. Он должен поддерживать рабочий ток, достаточный для выбранной толщины заготовки и диаметра электрода. Рабочее напряжение выставляется в районе 22-24 вольт.Аппарат должен поддерживать режим обратной полярности.
Большой запас по току приводит к росту габаритов, веса и повышенному расходу электроэнергии.
Если планы на сварку алюминия большие и такие работы планируется выполнять постоянно, то лучше сразу приобрести устройство, поддерживающий режим TIG, или сварку неплавким электродом в аргоновой или гелиевой защитной атмосфере. Электрод может быть из вольфрама или графита. Такой полуавтомат позволяет варить и обычными стержневыми плавкими электродами без подачи газа.
Электроды
 Наиболее популярными электродами, применяемыми по алюминию для инверторной сварки, являются изделия следующих серий:
Наиболее популярными электродами, применяемыми по алюминию для инверторной сварки, являются изделия следующих серий:- ОЗА-1. Служит для сварки чисто алюминиевых заготовок. Перед сваркой требуется снять оксидный слой и подогреть поверхность для ее осушения.
- ОЗА-2. Применяется для наплавных работ кремниево-алюминиевыми сплавами. а также для ремонта брака отливок.
- ОЗАНА-1. Для чисто алюминиевых деталей толще 10 мм. Прогревать их необходимо до 400оС.
- ОЗАНА-2. Модификация для сварки алюминиевых сплавов.
- ОКБ96.20. Для работы по алюминиевым сплавам, легированным Mn, Mg и Si. Применим и по дюралюминию.
Для получения прочного и долговечного соединения необходимо использовать электроды строго по назначению. Для этого следует определить тип алюминиевого сплава, который собираются сваривать.
Техника сварки покрытыми
Сварка деталей из алюминия инвертором проводятся с использованием тока обратной полярности, в нижнем сварочном положении. Это обуславливается высокой текучестью расплава и необходимостью поддерживать высокую скорость движения электрода
Электрод следует подносить перпендикулярно линии шва либо с небольшим наклоном назад. Траектория движения- прямая, без поперечных качаний.
 Рабочие режимы для сварки алюминиевых деталей разной толщины.
Рабочие режимы для сварки алюминиевых деталей разной толщины.Содержащиеся в составе обмазки вещества повышают сопротивление материала сварочной ванны прохождению тока, это осложняет повторный розжиг электродуги.
Если дуга погасла, следует снять слой шлака с кратера и с кончика стержня, отступить на 1 см назад. Остаток шва и кратер должны вариться повторно, чтобы не возникла пористость.
По окончании шва его поверхность зачищается от шлаков и промывается водой.
Правила подготовки и проведение
Сваривать ответственные соединения алюминиевых заготовок лучше всего методом аргонодуговой сварки. Метод с использованием инвертора и стержневых плавких электродов позволяет получить качество, достаточное для домашнего ремонта или конструирования. Как сварить заготовки из алюминия в домашних условиях инвертором?
Прочность и долговечность шва во многом определяется качеством и тщательностью подготовительных работ. Они призваны удалить слой оксидов с высокой температурой плавления, покрывающий любую деталь из алюминия или его сплавов при контакте с воздухом.
Для предварительного прогрева заготовок толще 4 мм следует использовать газовую горелку.
Работы выполняются в такой последовательности:
- зачистить область шва и околошовную область с помощью проволочной щетки или угловой шлифмашины;
- для зачистки можно применить и химический способ, обработав поверхность реагентом;
- прокалить электроды, чтобы избавиться от влажности обмазки;
- при необходимости прогреть заготовки;
- рука с горелкой должна двигаться с постоянной скоростью по прямой траектории, без поперечных качаний.
По окончании шва его следует зачистить от слоя шлака, тщательно промыть водой и просушить. Это снижает риск возникновения и распространения коррозии.
Заключение
Сварка алюминия электродом с обмазкой — доступный и несложный метод, применимый в домашних условиях. Для этого необходимо использовать инвертор, качественные электроды и соблюдать технологию.
svarka.guru
Сварка алюминия инвертором в домашних условиях
Алюминий не самый прочный материал, поэтому не удивительно, что предметы из него нередко ломаются. Необязательно относить их в мастерскую, отремонтировать можно и дома сваркой алюминия инвертором. Однако для создания надежных соединений нужно учитывать неординарные свойства этого капризного материала.

Можно ли варить алюминий инвертором
Сложность сваривания алюминия инвертором обусловлена его характеристиками:
- У оксидной пленки, которой покрыта поверхность этого металла, температура плавления 2000⁰C, а у металла — 660⁰C.
- Перед работой пленка удаляется. Сварку начинают сразу после снятия оксида, чтобы очищенная поверхность не успела окислиться.
- При значительном перепаде температуры прочность алюминия уменьшается.
- Из-за высокой текучести металл стремится убежать из сварочной ванны, что затрудняет наложение вертикальных швов.
- Из-за высокого коэффициента температурного расширения заготовки при усадке могут деформироваться, а шов растрескаться.
- Цвет алюминия при нагреве не изменяется, что затрудняет контроль над процессом при выполнении инверторной сварки.
Какой инвертор подойдет для сварки алюминия
Выбор инвертора для сварки алюминия зависит от объема и сложности работы. Если ремонтом заниматься приходится нечасто, а к качеству соединения не предъявляется высоких требований, достаточно дешевого аппарата. В противном случае предпочтение отдается модели с функциями MMA и TIG. Таким аппаратом выполняются соединения электродами с покрытием и аргонодуговой сваркой. Для домашнего ремонта достаточно силы тока 200 А.
Для упрощения и ускорения работы при больших объемах следует обратить внимание на инверторы с осциллятором, позволяющим зажигать дугу бесконтактным способом. Полезной будет опция постепенного затухания дуги, управления балансом полярности и импульсный режим. Если предполагается частое перемещение инвертора, предпочтение следует отдавать компактным моделям. Они дороже аппаратов с аналогичными функциями, но удобней при перевозке.
Выбор расходных материалов для сварки
Чтобы варить алюминий инвертором без аргона применяются электроды, сделанные из близкого по составу материала. Их покрытие при нагреве создает газовую среду, которая препятствует проникновению воздуха в зону сварки. Лучшими отечественными признаны марки ОЗА, ОЗР, ОЗАНА. Аналоги зарубежного производства OK 96.20, OK 96.40, Kobatek-213 лучше по качеству, но стоят дороже.
Аргонодуговая сварка выполняется неплавящимися электродами из вольфрама. Для создания шва используют присадочную проволоку диаметром от 2 до 5 мм. В составе популярных марок АО, АД, АК содержится много магния.
Чтобы сваривать алюминий инверторным полуавтоматом используется присадочная проволока диаметром от 0,8 до 1 мм в катушках по 0,5 кг. Большей популярностью пользуются марки ER 4043 и ER 5356, сделанные из сплава кремния с алюминием. Св-АК 5 и Св-АМг из алюминия с магнием применяются реже.
Технология сварки алюминия инвертором
Перед началом сварки алюминия в домашних условиях нужно обработать место соединения:
- Если толщина деталей больше 5 мм, с кромок снимаются фаски под углом 45 — 60⁰. Чем толще металл, тем больше скос.
- Заготовки на расстоянии 2 — 3 см от стыка очищаются металлической щеткой от оксидной пленки и обезжириваются растворителем.
- Рекомендуется предварительный нагрев деталей до 400⁰C.
- Для предотвращения деформации, при усадке алюминиевые заготовки в зависимости от толщины размещают с зазором 1 — 2,5 мм между ними.
- Если детали тоньше 5 мм, под них подкладывают графитовые или керамические пластины, чтобы расплавленный металл не протекал на обратную сторону.
Сварка плавящимися электродами с покрытием выполняется постоянным током с плюсом на держателе, а вольфрамовыми — переменным. Чтобы шов по всей длине был одинаковой ширины, заготовки сначала прихватываются с обеих сторон. Диаметр электрода и ток в зависимости от толщины алюминия определяются по таблице:
Толщина металла, мм | Величина тока, А | Диаметр электрода, мм |
2 | 50 — 60 | 2,5 |
3 — 4 | 80 — 90 | 3,2 |
| 5 — 6 | 90 — 140 | 4 |
При ведении сварки плавящимся электродом его располагают под углом 90⁰, стараясь держать как можно более короткую дугу. После завершения со шва оббивают шлак. О качестве судят по отсутствию пор и непроваров. Толстые заготовки свариваются в несколько проходов с удалением шлака с каждого шва. Скорость сгорания алюминиевых электродов выше, чем у стальных аналогов, поэтому вести их надо быстрей.
Аргонодуговая сварка выполняется горелкой с электродом расположенным под углом 70 — 80⁰ к стыку. Чтобы металл не разбрызгивался, присадочная проволока подается плавно без рывков. Ее ведут впереди электрода под углом 15⁰. Расход аргона в зависимости от толщины заготовок настраивается в пределах 6 — 12 л/мин. При работе с инверторным полуавтоматом скорость подачи проволоки устанавливается 2,5 — 3 м/мин. Расход газа настраивается на уровне 5 — 10 л/мин.
Новичкам только что узнавшим как сваривается алюминий инвертором не стоит сразу браться за чистовую работу. Без опыта и навыков ничего хорошего не получится. Для их наработки придется сначала потренироваться на ненужных заготовках. Желательно под руководством опытного сварщика.
svarkaprosto.ru
Сварка алюминия электродом в домашних условиях
Особенности сварки алюминия вызывают определенные трудности при соединении этого металла. Разработанные технологии в той или иной степени позволяют с этим бороться и добиваться положительных результатов. Качество сварки алюминия инвертором нельзя сопоставить с аргоннодуговой сваркой или другими технологиями соединениями Al.

Однако в бытовых условиях вряд ли найдется подходящее оборудование. В распоряжении мастера может оказаться максимум домашний сварочный аппарат, будь то инвертор или трансформатор постоянного тока.
Возникают разумные вопросы: возможно ли сварить алюминий инвертором в домашних условиях, как это сделать правильно и какие для этого потребуются материалы?
Что нужно знать сварщику
По заявлениям опытных сварщиков, электросварка этого “крылатого” металла без аргона может быть не хуже аргонной. Те мастера, которые говорят о посредственном качестве сварного шва и плохой свариваемости данным способом либо не варили алюминий электродом вообще, либо неправильно подходили к этому методу.
Обратите внимание на следующие рекомендации:
- Стыковое соединение является наиболее приемлемым. Тавровые и нахлесточные типы сварных соединений стараются избегать из- за большой вероятности затекания шлака в зазоры, который вызывает коррозию.
- После сварки шов промывается водой для удаления шлака;
- Подготовка алюминия перед сваркой обязательна. Удаление оксидной пленки, защита от ее повторного образования;
- Сварка массивных деталей толщиной более 3 мм сопровождается разделкой кромок под углом 60° с V-образной формой.
- Предварительный прогрев Al перед сваркой до 150-250 °C.
Не стоит забывать, что технически чистый алюминий сваривается лучше, чем его сплавы, содержащие магний и марганец (дюралюмилий, силумин).

Прогрев перед сваркой
Именно поэтому следут правильно подойти к выбору сварочных электродов в зависимости от химического состава сплава.
Электроды по алюминию
Наиболее распространенные марки электродов для сварки алюминиевых сплавов: ОЗА-1, ОЗА-2, ОЗАНА-1, ОЗАНА-2, ОК96.20. Стержни электродов изготавливают из сварочной проволоки с нанесением на них покрытий из смеси хлористых и фтористых солей. Толщина покрытия не более 0,3…0,5 мм на сторону.

Электроды для алюминия ОЗАНА-2
Рассмотрим более детальное назначение каждого электрода.
- ОЗА-1 − для деталей и конструкций из технически чистого алюминия А0, А1, А2, А3. Сварка с предварительным подогревом по зачищенным кромкам.
- ОЗА-2 – для заварки литьевого брака и наплавки алюминиево-кремнистых сплавов АЛ- 4, АЛ-9, АЛ-11.
- ОЗАНА-1- сваривает технически чистый алюминий толщиной изделий более 10 мм. Предварительный подогрев температурой 250…400 С.
- ОЗАНА-2 – для сплавов АЛ-4, АЛ-9, АЛ-11, наплавки и заварки литьевого брака. Можно использовать в качестве соединительного материала изделий из дюралюминия и силумина.
- ОК96.20 − алюминиево-марганцовистые сплавы АМц; алюминиево-магниевые сплавы АМг2; АМг3; АМг5; АМг6; алюминиево-кремнистые сплавы АЛ-4; АЛ-9; АЛ-11. Подойдет для дюралюминия
Алюминиевые электроды дороже обычных и очень гигроскопичны, т. е. набирают влагу из окружающего воздуха.
Техника сварки алюминия покрытыми электродами
Сварка алюминия инвертором производится постоянным током обратной полярности, предпочтительно в нижнем положении. Дело даже не в большой текучести алюминия, а в скорости сварки, которая увеличивается в 2-3 раза в сравнении со сталью.

Электрод плавится очень быстро и вы просто не сможете выполнить шов в вертикальном, и уж тем более в потолочном положении.
Важно! Перед сваркой электроды следует прокалить.
Держать электрод следует преимущественно в вертикальном положении или чуть наклоняя . Конец электрода перемещать в направлении шва. Сварка производится в один проход на короткой дуге, без поперечных движений.

Химические элементы обмазки создают повышенное электрическое сопротивление сварочного шва, поэтому создают препятствия при повторном зажигании дуги. Швы стараются делать не длинными.

Поры в сварном шве
В случае обрыва дуги, шлаковую корку с кратера и конца электрода следует удалить и перекрыть предыдущий минимум на 1 см во избежание образования пор при заварке кратера.
По завершении сварки сварочный шов обязательно зачистить и промыть водой во избежании коррозии.
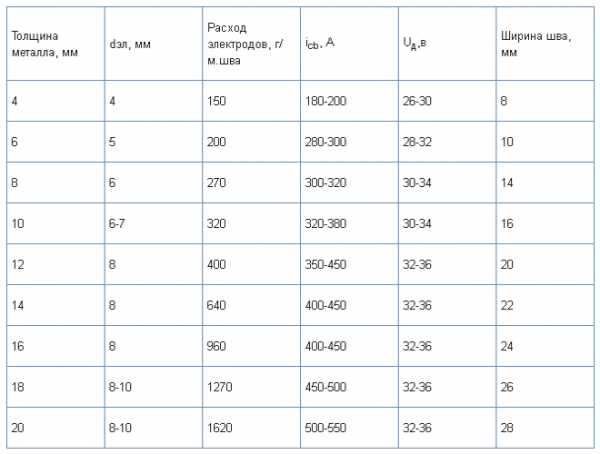
Режимы сварки алюминиевыми электродами
Заключение
Ядовитый дым, выделяющийся при сварке, а также дороговизна электродов и их капризность в хранении не сделают данный метод популярнее MIG или TIG. Применяют его, как правило, в тех случаях, где невозможно использование или нецелесообразно использование газового оборудования.
svarkagid.ru