Сварка алюминия полуавтоматом своими руками
Автор Сварщик На чтение 5 мин Просмотров 94 Опубликовано
При ответственном ремонте алюминиевых деталей, монтаже каркасов из профиля электродами не сделать надежных соединений. При сварке алюминия полуавтоматом швы получаются качественные. Можно варить легкий металл электродуговой сваркой в среде аргона или углекислого газа с использованием специальных тугоплавких электродов и присадочной проволоки, но сварка полуавтоматом – наиболее эффективный и надежный метод обработки алюминиевых сплавов.
Если проводят сварку алюминия полуавтоматом без газа, применяют защитные флюсы или используют специальную многокомпонентную порошковую проволоку, которая при нагревании создает газовое облако, препятствующее окислению.
Содержание
- Особенности сварки алюминия полуавтоматом
- Какой полуавтомат подойдет для сварки алюминия
- Настройка сварочного полуавтомата
- Что еще нужно для сварки алюминия полуавтоматом
- Технология сварки
- Полезные советы
Особенности сварки алюминия полуавтоматом
Легкий металл относится к плохо свариваемым из-за оксида, образующегося на поверхности под воздействием воздуха. С деталей необходимо предварительно счищать оксидную пленку, она, в зависимости от сплава, прогорает при +2050 – +2200°С, а температура плавления алюминия всего +660°С.
С деталей необходимо предварительно счищать оксидную пленку, она, в зависимости от сплава, прогорает при +2050 – +2200°С, а температура плавления алюминия всего +660°С.
У алюминиевых сплавов высокая теплопроводность: детали быстро прогреваются при нагреве и сразу остывают, как только исчезает источник тепла. При термообработке в алюминиевых заготовках возникают внутренние напряжения, из-за них на шве появляются трещины.
Решая, как заварить алюминий полуавтоматом, необходимо предусмотреть предварительный прогрев заготовок газовой горелкой до +150 – +190°С. Специалисты используют подкладки, отводящие тепло, они не дают алюминию сильно прогреваться и быстро остывать. Важно придерживаться режима сварки, чтобы не прожечь тонкие детали.
Какой полуавтомат подойдет для сварки алюминия
Производители предлагают бытовое и сварочное оборудование в большом ассортименте. Есть компактные модели, генерирующие ток различных параметров.
Функционал
При выборе сварочного полуавтомата для сварки алюминия в частную мастерскую, автосервис, лучше выбирать устройства с функцией TIG, вырабатывающие импульсный ток высокой частоты. Они оснащены режимом «PULSE». Работа на них снижает риск прожогов, поддерживается стабильная короткая дуга. С инверторами TIG без импульсного блока работа идет в три раза медленнее, но качество соединения тоже будет высоким.
Они оснащены режимом «PULSE». Работа на них снижает риск прожогов, поддерживается стабильная короткая дуга. С инверторами TIG без импульсного блока работа идет в три раза медленнее, но качество соединения тоже будет высоким.
Простенькие инверторы с функциями MIG/MAG применяют для бытовых целей, к ним можно подключать аргон и углекислый газ. С такими инверторами сложно сделать качественное соединение, они рассчитаны на невысокие токи. За дополнительные функции платить не стоит. Чем сложнее будет оборудование, тем больше риск поломки.
Мощность
Толстый алюминий варят на высоких токах, поэтому для профессиональной работы лучше выбирать трехфазный сварочный аппарат на 380 В. Бытовые подключаются к стандартной сети 220 В, удобны полуавтоматы с двумя входами.
Технические характеристики
Длина шланга для подачи присадочной проволоки не должна превышать 3 метра, мягкая присадка в длинном шланге будет перегибаться, металл легко поддается деформации. Силу трения минимизирует тефлон, обычный канал меняют на тефлоновый. Для сварки алюминия лучше выбирать полуавтоматы с 4-х роликовым механизмом подачи проволоки, канавки должны быть U-образными. Такой блок полуавтомата не будет заминать проволоку во время подачи. Двухроликовые устройства не такие надежные. Диаметр наконечника должен превышать размер проволоки, нужно учитывать коэффициент расширения металла, увеличение толщины присадки в рабочей зоне.
Силу трения минимизирует тефлон, обычный канал меняют на тефлоновый. Для сварки алюминия лучше выбирать полуавтоматы с 4-х роликовым механизмом подачи проволоки, канавки должны быть U-образными. Такой блок полуавтомата не будет заминать проволоку во время подачи. Двухроликовые устройства не такие надежные. Диаметр наконечника должен превышать размер проволоки, нужно учитывать коэффициент расширения металла, увеличение толщины присадки в рабочей зоне.
Настройка сварочного полуавтомата
Для работы полуавтомата по алюминию не существует универсальных настроек. Сварщики ориентируются на толщину заготовки. В быту чаще варят 2-мм алюминий, для этого выставляют рабочее напряжение 15 В, ток в зависимости от состава легирующих добавок, регулируют в диапазоне от 100 до 150 ампер. Скорость подачи проволоки регулируют, исходя из личного опыта сварки. Это усредненные настройки, они корректируются по ходу работы. MIG сварка алюминия проводится с обратной полярностью: на заготовку выводят минусовую клемму, на подающий мундштук – плюсовую.
Что еще нужно для сварки алюминия полуавтоматом
Для TIG сварки используют вольфрамовый неплавящийся электрод. В качестве защитного газа используют баллоны с углекислотой или инертный защитный газ (аргон или смесь аргона и гелия). При выборе присадочного материала учитывают марку свариваемого сплава. Проволока должна соответствовать размеру заготовки. Для толстостенных деталей используют присадку диаметром от 1,2 до 1,6 мм, для тонких – от 0,8 до 1,2 мм.
Технология сварки
В домашних условиях заготовки варят бытовым полуавтоматом постоянным током обратной полярности. Своими руками можно сделать вполне приличный шов, если соблюдать технологию:
- Сначала нужно подготовить оборудование.
 Подбирают наконечник под полуавтомат для сварки алюминия. Он должен быть на несколько мм больше размера проволоки.
Подбирают наконечник под полуавтомат для сварки алюминия. Он должен быть на несколько мм больше размера проволоки. - Детали в рабочей зоне зачищают до блеска, используя шлифовальную машинку или металлическую щетку.
- Выбирают режим работы с учетом толщины заготовки, сплава. Можно использовать настроечные таблицы, оговоренные ГОСТ.
- Подачу защитного газа включают за несколько секунд до розжига дуги, чтобы образовалось защитное облако газа.
- Разжигают дугу, поддерживая расстояние между ванной расплава и насадкой не более 15 мм, минимальный зазор – 1 см.
- Скорость подачи присадки регулируют постепенно, сразу на максимум не устанавливают, следят, чтобы металл хорошо проваривался.
- Дугу ведут ровно, формируя равномерный наплавочный валик.
- В конце работы дугу сначала плавно отводят в сторону, только после этого отключают ток. Подачу защитного газа не прекращают в течение 10-20 секунд, пока остывает рабочая зона. Она предохраняет расплавленный металл от воздействия кислорода.
 Подбирают наконечник под полуавтомат для сварки алюминия. Он должен быть на несколько мм больше размера проволоки.
Подбирают наконечник под полуавтомат для сварки алюминия. Он должен быть на несколько мм больше размера проволоки.
Полезные советы
Чтобы качественно заварить металл полуавтоматом, стоит прислушаться к профессионалам:
- Для очистки алюминия нежелательно использовать металлические щетки, которыми чистили другие металлы, лучше вязать новую, без посторонних включений. Лучше использовать химическую обработку металла кислотой с последующей промывкой.
- При сварке алюминия полуавтоматом в аргоне на четырехтактном импульсном токе металл прогревается быстрее, в зоне расплава создается высокая температура. Снижается вероятность попадания остаточного слоя оксида в шов.
- Снизить внутренние линейные напряжения можно, убавляя ток к финальному этапу сварки. Начинают работу, наоборот, на максимальном режиме, чтобы пробить оксидированный слой.
- Работая полуавтоматом в среде углекислого газа, резких движений не делают, насадка должна расплавляться равномерно.
- Когда используют защитную атмосферу, рабочую зону ограждают от сквозняков, чтобы порывы ветра не сносили в сторону газовое облако.
- При работе необходимо соблюдать технику безопасности, использовать спецодежду, индивидуальные средства защиты, в том числе для органов дыхания, некоторые легирующие добавки оказывают на организм токсическое действие.
 Начинают работу, наоборот, на максимальном режиме, чтобы пробить оксидированный слой.
Начинают работу, наоборот, на максимальном режиме, чтобы пробить оксидированный слой.Полуавтоматическая сварка алюминия в домашних условиях требует определенных навыков. Новички могут сварить металл некачественно, тогда его будет корежить, шов растрескается. Перед тем, как браться за ответственные соединения, нужно «набить руку», научиться выдерживать оптимальное расстояние, выработать скоростной режим.
Сварка алюминия полуавтоматом – особенности технологии
Залогом высокого качества сварки алюминиевых сплавов методами MIG и TIG являются:
- правильный выбор сварочного оборудования;
- подготовка свариваемых поверхностей;
- соответствующие навыки сварщика;
- визуальный контроль сварных соединений.

Даже сварщики с богатым опытом сварки стали, не всегда готовы качественно сварить алюминий. Сложности заключаются в его высокой теплопроводности, и при перегреве детали происходит прожог. Другие особенности этого “крылатого” металла также оказывают трудности при сварочном процессе.
Полуавтоматическая сварка алюминия имеет свои особенности по выбору и настройке оборудования, а также режимам и методам сварки. Возможно, правильная подготовка оборудования и свариваемого металла займет у вас больше времени, нежели сам процесс сварки . Но обо всем по порядку.
Содержание
- 1 Подготовка свариваемых поверхностей
- 2 Предварительный подогрев
- 3 Выбор и настройка оборудования
- 3.1 Сварочный полуавтомат для алюминия
- 3.2 Проволока для полуавтомата
- 3.3 Сварочная горелка
- 3.4 Механизм подачи проволоки
- 3.5 Защитный газ
- 4 Правильные режимы сварки
- 4.1 Настройка оборудования
- 4.2 Положение газовой горелки
- 4. 3 Скорость ведения шва
- 4.4 Выпуклые швы
- 5 Техника безопасности
 3 Скорость ведения шва
3 Скорость ведения шваПодготовка свариваемых поверхностей
Чистка алюминия перед сваркой является залогом успешного соединения деталей. Для того, чтобы удалить окислы алюминия, можно пользоваться щетками из нержавеющей стали или растворителями и реактивами для травления.
Правила очистки металла:
- Не пользоваться щеткой, которая использовалась для очистки каких-либо сталей, например нержавеющей или углеродистой.
- Не следует сильно надавливать на щетку — при сильном надавливании окислы проникают в заготовку.
- Очистка металлической щеткой из нержавеющей стали осуществляется только в одном направлении;
- При использовании травящих жидкостей следует позаботиться об их удалении с поверхности заготовки перед сваркой с помощью ацетона или растворителя.
Зачистка алюминия перед сваркой
Предварительный подогрев
Предварительный прогрев алюминиевых заготовок позволяет избежать растрескивания сварного шва, при этом :
- температура не должна превышать 110°C, контроль-датчиками температуры;
- прихваточные швы по краям свариваемой зоны облегчают предварительный подогрев;
- разные по толщине свариваемые детали нуждаются в прогреве.

Следующим этапом будет определение необходимых материалов и оборудования
Выбор и настройка оборудования
Сварочный полуавтомат для алюминия
Сварка алюминия стандартными MIG- аппаратами носит условный характер, т.е. сварить с ним можно, но ожидать хорошего результата не стоит.
Оптимальным решением в выборе является полуавтомат для сварки алюминия с импульсным режимом. Импульсы пробивают оксидную пленку, уменьшают перегрев алюминия и снижают вероятность прожога.
Импульсная сварка алюминия на постоянном токе
Синергетические импульсно-дуговые аппараты, снабженные специальной программой, еще больше облегчают задачу. Сварщику необходимо определиться с выбором свариваемых сплавов и подобрать соответствующую программу. Далее выставить значение силы тока кнопочным регулятором. Подбор остальным параметров осуществляется микроконтроллером автоматически.
Хочется отметить, что данные полуавтоматы не дешевое удовольствие и оправданы в профессиональном применении.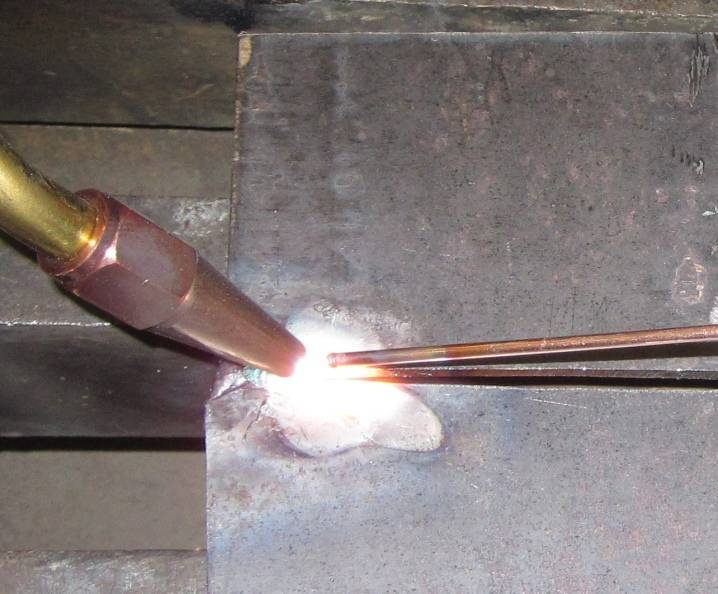 В домашних условиях вполне можно обойтись оборудованием без навороченных программ, однако и качество сварочного шва будет несопоставимым.
В домашних условиях вполне можно обойтись оборудованием без навороченных программ, однако и качество сварочного шва будет несопоставимым.
При покупке универсального сварочного полуавтомата в ценовом диапазоне до 40 т.р., рассчитанного на сварку цветных металлов, в т.ч. алюминия, можно присмотреться к следующим моделям:
- Сварог REAL MIG 200 (N24002)
- Сварог PRO MIG 160 SYNERGY (N227)
- Сварог PRO MIG 200 SYNERGY (N229)
- Grovers MULTIMIG 200 SYN
- Aurora PRO OVERMAN 180
Проволока для полуавтомата
При сварке алюминия полуавтоматом накладываются определенные требования при выборе сварочной проволоки. Важные моменты, на которые нужно обращать внимание:
- температура плавления проволоки должна быть сопоставима с температурой свариваемого металла. Меньше разброс – процесс сварки легче;
- оптимальный диаметр проволоки 1,2- 1,6 мм;
- больше диаметр-легче подача в зону сварки.
Распространенными типами алюминиевой сварочной проволоки являются ER4043 и ER5356. Предназначены для сварки и ремонта изделий из алюминия и его сплавов с содежанием кремния не более 5%.
Предназначены для сварки и ремонта изделий из алюминия и его сплавов с содежанием кремния не более 5%.
Режимы сварки для проволок ER4043 и ER5356
| Диаметр проволоки, мм | Напряжение, В | Ток, А | Расход газа, л/мин |
| 0,8 | 13-24 | 60-170 | 15 |
| 0,9 | 13-24 | 60-170 | 15 |
| 1,0 | 15-26 | 90-210 | 16 |
| 1,2 | 20-29 | 140-260 | 19 |
| 1,6 | 25-30 | 190-350 | 25 |
Проволока для сварки алюминия ER 4043
Сварочная горелка
Для сварочной горелки применяется тефлоновая направляющая для уменьшения трения проволоки. Желательно чтобы рукав для сварки алюминия предназначался только для сварки алюминия и не был слишком длинным -3 м самое то.
Чем прямее в канале проволока, тем беспрепятственней она подается поэтому старайтесь держать рукав без перегибов и петель.

Push-pul- горелка
Контактный наконечник должен быть предназначен для сварки алюминия (на них помимо диаметра проволоки выбита маркировка AL) простые, используемые для сварки черных металлов и нержавеек не подходят. Связано это с сильным расширением алюминия во время нагрева. Диаметр отверстия должен быть больше диаметра проволоки примерно на 0,4 мм, и в тоже время не сильно большим, чтобы обеспечить хороший электрический контакт.
Использовать алюминиевую проволоку диаметром 0,8 мм затруднительно ввиду пластичности металла и сложностью протяжки. Решением данной проблемы может быть применение сварочной горелки Push Pull (пуш пул). Специальный встроенный механизм улучшит подачу проволоки и позволит увеличить длину горелки.
Если сварка ведется на токах свыше 200 А, стоит позаботиться о снижении тепловыделения и уменьшении проблем с подачей проволоки использованием горелки с водяным охлаждением.
Механизм подачи проволоки
Ввиду повышенной пластичности и мягкости алюминиевой проволоки по сравнению со стальной, подающий механизм должен иметь ряд особенностей, таких как :
Защитный газ
В качестве защитного газа наиболее часто используется аргон, обладающий хорошим очищающим эффектом и хорошим проникновением в сварочную ванну. При сварке алюминиевых сплавов с высоким содержанием магния в качестве защитного газа используются смеси аргона с гелием( до 75 % гелия в смеси). Такие смеси препятствуют образованию оксидов магния.
При сварке алюминиевых сплавов с высоким содержанием магния в качестве защитного газа используются смеси аргона с гелием( до 75 % гелия в смеси). Такие смеси препятствуют образованию оксидов магния.
Здесь может возникнуть вопрос, как варить алюминий в среде углекислого газа или вообще без газа, ведь аргон достаточно дорогой?
Более дешевый углекислый газ, применяемый для сварки низкоуглеродистых сталей, в данном случае не подойдет. СО2- активный газ, он будет защищать сварочную ванну от воздуха, но при этом будет вступать в реакцию в алюминием, препятствуя образованию прочного соединения. Поэтому в данном случае применяется именно инертный газ.
Сварка полуавтоматом без газа возможна с применением специальной флюсовой проволоки, защищающей сварочную ванну.
Правильные режимы сварки
Настройка оборудования
Сварка алюминия полуавтоматом в условиях гаражного применения, на аппаратах, не оснащенных дополнительными функциями: горячий старт, плавный подъем и опускание сварочного тока и т. д., подбор оптимальных режимов можно осуществить только опытным путем, путем проб и ошибок.
д., подбор оптимальных режимов можно осуществить только опытным путем, путем проб и ошибок.
Оптимальные значения напряжения и сварочного тока могут быть различны в зависимости от толщины металла и степени. К примеру, для сварочного полуавтомата OVERMAN 180 AuroraPRO для сварки алюминия толщиной 2 мм настройки выглядят следующим образом:
- напряжение в районе 15 в;
- ток в пределах 130-150 А на медленной подаче;
- индуктивность устанавливается в положении 3.
Настройка “индуктивности” позволяет не повышать температуру сварочной ванны
В более продвинутых моделях сварку алюминия ведут в 4-х тактном режиме. При нажатии на кнопку горелки запускается сварочный процесс, дальше ее можно опустить и контролировать наложение сварочного шва. По завершении кнопка нажимается повторно, процесс сварки в аргоне прекращается. При нажатии и опускании кнопки могут подключаться различные функции, облегчающие сварку алюминия. Применение 4- х тактного метода наиболее оправдано на длинных швах при продолжительной сварке.
Натяжение проволоки должно обеспечивать ее равномерную подачу. Избыточное и недостаточное натяжение снижает стабильность дуги и является причиной пористости сварного шва.
Положение газовой горелки
Положение горелки следует располагать под углом 10–20° к вертикали. Оптимальным расстоянием между соплом и свариваемыми деталями будет 10-15 мм, его увеличение значительно повышает расход газа.
Варить алюминий полуавтоматом нужно справа налево, так называемая сварка “от себя”. Движение горелки от сварочной ванны приводит к лучшей очистке сварного шва, снижению загрязнения и улучшения защитного действия аргона.
Скорость ведения шва
Сварку следует производить быстро, активной горячей дугой. Высокая теплопроводность алюминия диктует правила на высокие занчения токов и напряжений и более высокие поступательные скорости движения горелки во избежание прожогов.
Выпуклые швы
При сварке алюминия наиболее распространенным видом брака является растрескивание, возникающее в результате значительного расширения алюминия при нагреве и, соответственно, значительного сжатия при остывании сварного соединения. Наиболее существенная угроза растрескивания возникает в кратерах, так как кратер сжимается при охлаждении, что приводит к появлению в нем разрывов.
Кратеры следует наваривать до образования куполообразной поверхности. При охлаждении сварного соединения выпуклая поверхность будет препятствовать действию сил сжатия.
Один из распространенных приемов заварки кратеров — проход в обратном направлении без выключения дуги.
Техника безопасности
Использование средств защиты является необходимым условием проведения сварочных работ. Обязательно использование респиратора для органов дыхания, защитной маски, специальной одежды и обуви для защиты от свечения сварочной дуги и брызг расплавленного металла. Едкий белый дым, выделяющийся при сварке алюминия провоцирует кашель и головные боли.
Едкий белый дым, выделяющийся при сварке алюминия провоцирует кашель и головные боли.
Особое внимание следует уделить защите открытых участков тела от влияния УФ-излучения, т.к. при сварке алюминия оно гораздо интенсивнее, чем при сварке других металлов. При попытке сварки в ” шортах” и в “майке” эффект солярия вам обеспечен уже спустя 30 мин.
Сварка полуавтоматом алюминия не сопоставима по качеству с применением TIGа, однако с лихвой компенсируется значительной производительностью. Она является прекрасным решением в случае наплавки или заполнения больших зазоров. В условиях промышленного производства применение полуавтоматов наиболее целесообразно ввиду объемов и высоких требований к скорости. Применение промышленных аппаратов и высокая квалификация сварщика позволяют добиваться отличных результатов.
Как сваривать алюминий: методики и советы
Последнее обновление
Алюминий — относительно мягкий металл в чистом виде с хорошим соотношением прочности и веса. Этот металл повсеместно применяется в машиностроении из-за его многочисленных преимуществ, таких как проводимость и коррозионная стойкость. Однако для повышения прочности требуется добавление сплавов.
Соединение металлических компонентов путем их плавления представляет собой сложную задачу даже для самых опытных сварщиков. Но для сварки легких металлов, таких как алюминий, требуются другие процессы и методы, чем для сварки стали. Процесс требует предельной точности, чтобы обеспечить максимально прочную связь. Поскольку свойства алюминия отличаются от свойств стали, работа с металлом сопряжена с уникальными проблемами.
Хотя сварка алюминия может быть сложной задачей, доступ к нужной информации и регулярная практика могут помочь развить и отточить ваши навыки сварки алюминия. Читайте дальше, чтобы узнать советы и рекомендации по различным методам сварки алюминия.
Что делает сварку алюминия сложной задачей?
Алюминий является распространенным металлом в производстве из-за его более высокой коррозионной стойкости, отличной электропроводности, легкости и эстетики. Он используется для различных видов сварочных работ. К сожалению, те же свойства, которые делают его подходящим металлом для сварки, также усложняют обращение с ним.
Возможно, основная проблема заключается в том, что он сделан из мягкого материала, который обладает высокой чувствительностью и изолирован прочным оксидным слоем. В расплавленном состоянии металл также очень чувствителен к таким примесям, как грязь, воздух и вода.
Эти примеси могут значительно снизить его пластичность, прочность и образование окисления на сварном шве. Следовательно, это усложняет многопроходную сварку и искажает внешний вид сварного шва.
Кроме того, алюминий и его сплавы имеют высокое сродство к кислороду. В чистом виде алюминий плавится при 650 градусах Цельсия, а окисленный слой плавится при 2037 градусах Цельсия. Поскольку оксидированный слой плавится при более высокой температуре, чем чистый алюминий, перед сваркой необходимо тщательно очистить поверхность металла.
Поскольку оксидированный слой плавится при более высокой температуре, чем чистый алюминий, перед сваркой необходимо тщательно очистить поверхность металла.
Другая проблема связана с низкой температурой плавления и высокой теплопроводностью металла. Эти качества, как правило, сужают диапазон обрабатываемости по сравнению с другими металлами. Это может легко привести к прожогу. Кроме того, качества затрудняют указание качества и прогресса сварки, что затрудняет работу.
Изображение предоставлено: aydngvn, ShutterstockКак можно сваривать алюминий?
При сварке алюминия все зависит от выбора правильного метода сварки. Хотя может быть множество методов сварки стали, алюминий требует специального оборудования и методов. Двумя основными методами, используемыми для сварки алюминия и его сплавов, являются сварка в среде инертного газа (MIG) и сварка вольфрамовым электродом в среде инертного газа (TIG).
1. Сварка алюминия ВИГ
 instagram.com/p/CQa8UG8DYxb/?utm_source=ig_embed&utm_campaign=loading” data-instgrm-version=”14″>
instagram.com/p/CQa8UG8DYxb/?utm_source=ig_embed&utm_campaign=loading” data-instgrm-version=”14″>Посмотреть этот пост в Instagram
Пост, опубликованный Crawley College Welding (@crawleycollegewelding)
Также известная как дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW), это один из самых популярных сварочных процессов, часто используемый профессиональными сварщиками в автомобильной промышленности и энтузиастами автогонок. Сварка TIG позволяет успешно сплавлять алюминиевые сплавы.
Особенно подходит для более тонких алюминиевых листов, поскольку обеспечивает чистый сварной шов. Сварщику TIG требуется оборудование, которое может работать с переменным током (AC), используя 100% аргон для защиты.
Кроме того, для сварки TIG не требуется механическая подача проволоки, что потенциально может привести к проблемам с подачей. Вместо этого он направляет присадочный материал в сварочную ванну.
Еще одной причиной популярности сварки TIG при сварке алюминия является тот факт, что она предотвращает загрязнение очень чувствительного алюминия на протяжении всего процесса.
Факторы, которые необходимо учитывать при сварке алюминия методом TIG
- Защитный газ : Сначала необходимо подготовить все оборудование, необходимое для сварочного проекта. Газ аргон лучше всего подходит для защиты, поскольку он может стабилизировать дугу, обеспечивая плавление с лучшей геометрией сварного шва. Гелий также является приемлемым вариантом в качестве защитного газа, поскольку он помогает очистить алюминиевую поверхность от окисленного слоя.
- Электрод : Для сварки TIG также потребуется вольфрамовый электрод. Вы можете использовать любой вид вольфрамового электрода. В зависимости от вашего бюджета вы можете выбрать более дешевый электрод из чистого вольфрама или более дорогой вольфрамовый электрод с торием.
- Мощность переменного тока : После выбора электрода вам необходимо приобрести сварочный аппарат TIG, желательно способный производить переменный ток высокой частоты (AC). Высокочастотный переменный ток является идеальным вариантом, поскольку он уравновешивает очистку поверхности с проплавлением сварного шва, сохраняя при этом кончик электрода холодным.
- Присадочные материалы : Вы можете использовать или не использовать присадочные металлы, в зависимости от конструкции соединения и толщины основного металла.
- Очистка : Собрав необходимые инструменты и принадлежности, подготовьте основной металл, удалив окисленный слой с помощью проволочной щетки или шлифовки. Убедитесь, что этот процесс является тщательным, потому что этот шаг влияет на окончательные результаты.
- Настройки настроек: Наконец, вы можете отрегулировать настройки вашего сварочного аппарата TIG, такие как расход газа и сила тока. Это зависит от ваших предпочтений и условий сварки. Имейте в виду, что алюминий горит сильнее, чем сталь. Таким образом, вам, возможно, придется использовать настройку низкой силы тока.
 Высокочастотный переменный ток является идеальным вариантом, поскольку он уравновешивает очистку поверхности с проплавлением сварного шва, сохраняя при этом кончик электрода холодным.
Высокочастотный переменный ток является идеальным вариантом, поскольку он уравновешивает очистку поверхности с проплавлением сварного шва, сохраняя при этом кончик электрода холодным.
Также модифицируйте электрод, чтобы он имел конец со сферическим наконечником. Это расширит дугу, обеспечив распределение тепла по поверхности основного металла.
После настройки сварочного аппарата TIG можно приступать к сварке. Начните медленно, не касаясь присадочного металла, пока электрод не создаст сварочную ванну. Продолжайте сварку, время от времени останавливаясь через каждые 10–15 сантиметров, чтобы основной металл остыл. Это предотвращает проблемы прогорания.
Насадки для сварки TIG
- В то время как любой вид вольфрама может работать, лучшим вариантом для алюминия является чистый вольфрамовый электрод.
- Подготовьте алюминий к сварке, очистив его от окисленного слоя и подогрев.
- Если вы используете аргон в качестве экрана, убедитесь, что горелка не получает его слишком много, потому что он создает дуги неправильной формы.
- Используйте радиатор для предотвращения деформации.
- Всегда очищайте присадочный электрод от загрязнений. Кроме того, расплавьте стержень с основным материалом, чтобы создать постоянный сварной шов.
 Кроме того, расплавьте стержень с основным материалом, чтобы создать постоянный сварной шов.
Кроме того, расплавьте стержень с основным материалом, чтобы создать постоянный сварной шов.2. Сварка алюминия MIG
Посмотреть этот пост в Instagram
Пост, которым поделился @mig_mistress91
Также известный как дуговая сварка металлическим газом (GMAW), это еще один распространенный метод дуговой сварки, используемый для сварки алюминия. Это идеальный процесс для алюминия, потому что он использует меньше тепла по сравнению с более толстыми металлами. Он также обеспечивает более высокую скорость наплавки по сравнению с TIG, что влияет на конечное качество сварки.
Однако в нем используется механическая система подачи проволоки, в которой для обеспечения подачи проволоки используется либо двухтактный пистолет, либо шпульный пистолет.
Факторы, которые следует учитывать при сварке алюминия методом MIG
- Толщина материала : Во-первых, необходимо учитывать толщину материала. Алюминий, который можно сваривать MIG, должен иметь калибр 14 и выше. Толщина металла определяется мощностью сварочного аппарата TIG. Если вы хотите сваривать алюминий толщиной менее 14, вам, возможно, придется использовать специальное оборудование для импульсной сварки MIG.
- Защитный газ : Как и для сварки TIG, для сварки MIG также требуется защитный газ. Поскольку алюминий является цветным металлом, 100% аргон является идеальным защитным газом при сварке MIG. Наилучшие скорости потока аргона составляют от 20 до 30 кубических футов в час.
- Очистка : Прежде чем приступить к процессу сварки, необходимо тщательно очистить алюминий, удалив с поверхности любой мусор, в том числе грязь и смазочные материалы. Приступайте к удалению окислителя только после обезжиривания. Вы можете использовать либо ручную проволочную щетку, либо чашечную проволочную щетку, при условии, что это щетки из нержавеющей стали. Если вы выберете силовую проволочную щетку, уменьшите давление и скорость вращения, чтобы уменьшить смазывание поверхности. Это может улавливать примеси и оксиды под поверхностью. Кроме того, очистите основной металл проволочной щеткой, предназначенной только для алюминия, чтобы избежать загрязнения.
 Алюминий, который можно сваривать MIG, должен иметь калибр 14 и выше. Толщина металла определяется мощностью сварочного аппарата TIG. Если вы хотите сваривать алюминий толщиной менее 14, вам, возможно, придется использовать специальное оборудование для импульсной сварки MIG.
Алюминий, который можно сваривать MIG, должен иметь калибр 14 и выше. Толщина металла определяется мощностью сварочного аппарата TIG. Если вы хотите сваривать алюминий толщиной менее 14, вам, возможно, придется использовать специальное оборудование для импульсной сварки MIG. Это может улавливать примеси и оксиды под поверхностью. Кроме того, очистите основной металл проволочной щеткой, предназначенной только для алюминия, чтобы избежать загрязнения.
Это может улавливать примеси и оксиды под поверхностью. Кроме того, очистите основной металл проволочной щеткой, предназначенной только для алюминия, чтобы избежать загрязнения.- Используемый процесс: Наилучший процесс для использования при сварке MIG алюминия – это струйный перенос. Он заключается в переносе капель расплавленного металла с электрода в сварочную ванну. Это идеальный процесс, поскольку он снижает вероятность короткого замыкания, повышая при этом эффективность и скорость осаждения. Тем не менее, имейте в виду, что струйный перенос производит много тепла, что создает большую сварочную ванну, которую трудно контролировать.
- Пистолет и подача проволоки : Перед сваркой алюминия методом MIG необходимо выбрать требуемую горелку и систему подачи проволоки. Обычно для подачи алюминиевой проволоки при сварке MIG используется шпульный пистолет или двухтактная система. Пистолет для катушки помогает исключить вероятность гнездования птиц, потому что он подает только несколько дюймов. В двухтактной системе, с другой стороны, используется двигатель в пистолете для протягивания проволоки через направляющий канал, в то время как двигатель в механизме подачи помогает подаче. Двухтактная система подходит для ситуаций, когда вы свариваете далеко от источника питания. Он также удобен в использовании и имеет эргономичный дизайн.
 В двухтактной системе, с другой стороны, используется двигатель в пистолете для протягивания проволоки через направляющий канал, в то время как двигатель в механизме подачи помогает подаче. Двухтактная система подходит для ситуаций, когда вы свариваете далеко от источника питания. Он также удобен в использовании и имеет эргономичный дизайн.
В двухтактной системе, с другой стороны, используется двигатель в пистолете для протягивания проволоки через направляющий канал, в то время как двигатель в механизме подачи помогает подаче. Двухтактная система подходит для ситуаций, когда вы свариваете далеко от источника питания. Он также удобен в использовании и имеет эргономичный дизайн.- Присадочный материал : Определите базовый алюминиевый сплав и условия, которым, вероятно, будет подвергаться конечный продукт. ER4043 и ER5356 являются наиболее доступными на рынке алюминиевыми присадочными проволоками. Для получения дополнительных рекомендаций по сплавам проволоки, которые вы можете использовать с алюминием, обратитесь в местный магазин.
Насадки для сварки алюминия MIG
- Всегда соблюдайте надлежащее расстояние между насадкой и изделием. Если возможно, рассмотрите возможность углубления контактного наконечника примерно на 1/8 дюйма внутрь сопла.
- При сварке алюминия методом MIG сварочная ванна и отражатель сильно нагреваются. Удерживая наконечник на подходящем расстоянии, вы предотвратите обратное пригорание проволоки к контактному наконечнику, а также другие проблемы с подачей.
- Бусины крупного плетения не годятся для алюминия. Если вам требуются более крупные угловые сварные швы, используйте многопроходные прямые валики. Они менее подвержены прожогам, холодной притирке и другим проблемам сварки.
- При сварке MIG алюминия необходимо увеличить скорость перемещения горелки, так как основной материал нагревается во время сварки.
 Удерживая наконечник на подходящем расстоянии, вы предотвратите обратное пригорание проволоки к контактному наконечнику, а также другие проблемы с подачей.
Удерживая наконечник на подходящем расстоянии, вы предотвратите обратное пригорание проволоки к контактному наконечнику, а также другие проблемы с подачей.Альтернативные методы сварки алюминия
TIG и MIG могут быть обычными методами сварки алюминия; однако существуют и другие типы сварочных процессов, которые могут работать с этим металлом, как показано ниже.
Лазерная сварка
Подобно другим процессам сплавления металлов, лазерные лучи могут сплавлять различные алюминиевые сплавы. Лазерный луч является одним из самых быстрых процессов сварки из-за высокой плотности мощности на поверхности материалов. Он способен производить сварные швы с высоким соотношением сторон, которые сужают зоны термического влияния.
Он способен производить сварные швы с высоким соотношением сторон, которые сужают зоны термического влияния.
Лазерная сварка обеспечивает быстрое и чистое сварное соединение и идеально подходит для металлов, склонных к растрескиванию, таких как алюминий. Защитные газы, необходимые для этого процесса, зависят от марки соединяемого алюминия.
Электронно-лучевая сварка
Этот процесс также подходит для получения быстрых и чистых сварных швов даже в очень толстых алюминиевых профилях. В отличие от других процессов сварки плавлением, электронно-лучевая сварка работает в вакууме. Таким образом, для процесса не требуется защитный газ. При этом получаются очень чистые сварные швы.
Тем не менее, вы должны быть осторожны при выборе наполнителя, параметров сварки и конструкции соединения, чтобы свести к минимуму риск растрескивания чувствительных материалов, таких как алюминий.
Сварка трением
Это процесс плавления металлов, происходящий в твердом состоянии. Металлы не должны плавиться, чтобы плавиться. Сварка трением может сплавлять все серии алюминиевых сплавов, включая печально известные серии 2xxx и 7xxx.
Металлы не должны плавиться, чтобы плавиться. Сварка трением может сплавлять все серии алюминиевых сплавов, включая печально известные серии 2xxx и 7xxx.
Кроме того, процесс не требует защитного газа, поскольку материалы плавятся в твердом состоянии. Сварка трением обеспечивает превосходные механические характеристики по сравнению с другими методами сварки плавлением.
Заключительные мысли
Алюминий имеет множество применений в технике благодаря своей проводимости и коррозионной стойкости. Однако вам нужно сплавить металл с другими сплавами, чтобы сделать его прочнее. Поскольку сварка алюминия становится все более популярной, также полезно освоить навыки работы с материалом.
Сварка MIG и TIG — самые популярные методы сварки алюминия. Они могут производить чистые и точные сварные швы. Однако существуют и другие альтернативные процессы, такие как лазерный луч, электронно-лучевая сварка и процессы сварки трением.
При работе с TIG ключевой задачей является очистка поверхности, поскольку она определяет качество производимого сварного шва. Аргон также является идеальным газом для использования в качестве защитного газа, поскольку он помогает стабилизировать дугу. С другой стороны, работая с MIG, используйте шпульный пистолет, чтобы уменьшить вероятность гнездования птиц. Кроме того, используйте процесс переноса распылением для повышения эффективности сварки и скорости наплавки.
Аргон также является идеальным газом для использования в качестве защитного газа, поскольку он помогает стабилизировать дугу. С другой стороны, работая с MIG, используйте шпульный пистолет, чтобы уменьшить вероятность гнездования птиц. Кроме того, используйте процесс переноса распылением для повышения эффективности сварки и скорости наплавки.
Имейте в виду, что некоторые из этих методов сварки сильно нагреваются, поэтому при сварке алюминия важно надевать защитное снаряжение.
Источники
- Проблемы сварки алюминия
- Руководство по MIG-сварке алюминия
- Методы сварки алюминия
- Методы сварки алюминия
- Алюминий и его сплавы
Авторы избранных изображений: guteksk7, Shutterstock
Как сварить алюминий
11 января 2023 г. | 14:38
Сварка алюминия может быть сложной, если вам нужно знать, что вы делаете. Для успешной сварки требуются специальные инструменты, методы и материалы. Но при правильном руководстве и ресурсах сварка алюминия — это достижимый навык, которому может научиться каждый. Продолжайте читать, чтобы узнать основы правильной сварки алюминия.
Для успешной сварки требуются специальные инструменты, методы и материалы. Но при правильном руководстве и ресурсах сварка алюминия — это достижимый навык, которому может научиться каждый. Продолжайте читать, чтобы узнать основы правильной сварки алюминия.
Типы сварки алюминия
Существует несколько типов сварочных процессов для сварки алюминия. Двумя наиболее распространенными являются дуговая сварка в среде защитного газа (GMAW) и дуговая сварка в защитном металле (SMAW). GMAW, более известная как сварка MIG, использует механизм подачи проволоки для подачи расходуемой электродной проволоки в зону сварки. SMAW, также известная как сварка электродами, использует расходуемые электроды, покрытые флюсом на одном конце и удерживаемые в электрододержателе на другом. Оба процесса требуют разных навыков и материалов, поэтому перед началом проекта убедитесь, что вы знаете, какой тип сварочного процесса вы планируете использовать.
Инструменты, необходимые для сварки алюминия
В дополнение к правильному типу сварочного оборудования при работе с алюминием необходимы некоторые другие инструменты. Вам понадобится шлифовальная машина или режущий инструмент, чтобы вырезать или придать форму вашим частям перед их сваркой. Вам также понадобятся зажимы или приспособления, чтобы удерживать детали на месте во время их сварки, а также защитное снаряжение, такое как защитные очки, перчатки, сапоги и одежда с длинными рукавами. Наконец, обеспечьте соответствующую вентиляцию, поскольку пары алюминия могут быть опасны при вдыхании в течение длительного времени.
Вам понадобится шлифовальная машина или режущий инструмент, чтобы вырезать или придать форму вашим частям перед их сваркой. Вам также понадобятся зажимы или приспособления, чтобы удерживать детали на месте во время их сварки, а также защитное снаряжение, такое как защитные очки, перчатки, сапоги и одежда с длинными рукавами. Наконец, обеспечьте соответствующую вентиляцию, поскольку пары алюминия могут быть опасны при вдыхании в течение длительного времени.
Техника сварки алюминия
После того, как все необходимые инструменты собраны и детали подготовлены к сварке, можно приступать! Начните с закрепления заготовок с помощью приспособлений или зажимов — это поможет гарантировать, что все останется на месте, пока вы работаете с ним. Затем настройте свое оборудование в соответствии с рекомендациями производителя и отрегулируйте уровни силы тока в зависимости от типа и толщины используемого металла. Начиная каждый проход дуговой сваркой, всегда начинайте с одного конца и медленно двигайтесь вдоль стыка, пока не достигнете другой стороны — это поможет обеспечить равномерное распределение тепла по всей длине свариваемого материала.