Как выбрать сварочный аппарат – ТопРадар
Сварочный аппарат — необходимый инструмент для строительства, ремонта и починки машин. Он поможет экономить — не придется вызывать слесаря каждый раз, когда понадобится что-нибудь приварить.
Сварочные аппараты выдают переменный или постоянный ток. Аппараты переменного тока простые, но из-за скачущей дуги варить ими сложно. Они громоздкие, неудобные и роняют напряжение в сети, из-за чего ломаются другие бытовые приборы. Поэтому для использования дома и на даче лучше взять сварочный инвертор с постоянным током на выходе — он компактный и не влияет на сеть, а работать с ним просто — дуга сварки стабильная и швы получаются ровными.
Питание и мощность
Бытовые сварочные аппараты питаются от сети 220 В. Аппараты, работающие от сети 380 В, более надежные и мощные, но для дома и дачи они не подойдут. Подключать инвертор к бытовой сети можно только через розетку с заземлением.
Мощность сварочного аппарата определяется силой тока, которую он выдает на выходе. Мощности 160–180 А хватит для большинства бытовых работ. Для толстого металла понадобится аппарат с мощностью 190–250 А . Аппараты на 300 А и выше считаются профессиональными, обычно они работают от сети 380 В и дома не нужны.
Напряжение холостого хода
Этот показатель измеряется в вольтах и показывает, насколько быстро сварочная дуга зажигается до нужной температуры. Чем оно выше — тем лучше. Приемлемые значения напряжения холостого хода — от 35 до 90 В.
Почти у всех инверторов, например, Aurora MAXIMMA 1600 , есть функция горячего старта. Когда вы касаетесь заготовки электродом, ток резко увеличивается, и сварочная дуга зажигается быстро и хорошо вне зависимости от напряжения холостого хода. Это полезно при нестабильном напряжении в сети и сварке ржавого металла.
Продолжительность сварки
Этот параметр выражается в процентах и означает, сколько времени аппарат работает беспрерывно.
.
Температурный режим
Все современные сварочные инверторы могут работать при температуре от 0 °С до +40 °С. Аппараты с температурным режимом от -10 °С на деле плохо работают при минусовых температурах, так что их лучше брать для работы летом или в помещении. Для сварки зимой на улице подойдут аппараты с температурным режимом от -20 °С .
Дополнительные функции
У современных инверторов, например, Aurora MINIONE 1600 , есть полезные дополнительные функции.
Форсаж дуги. Сварочный ток автоматически увеличивается, когда капля металла отделяется от электрода. Это делает сварочную дугу стабильной и не дает электроду прилипать.
Антистик. Если электрод все-таки прилип, эта функция снижает сварочный ток. Благодаря этому электрод не сгорает и легко отделяется от металла.
VRD. Если в сети возникнет замыкание, напряжение на электроде упадет до 18 вольт, безопасных для человека. Полезно при работе в нестабильной сети или при повышенной влажности.
Дополнительные функции облегчают работу со сварочным аппаратом и помогают делать ровные и чистые швы даже новичку.
Page not found – VDI-UA
Unfortunately the page you’re looking doesn’t exist (anymore) or there was an error in the link you followed or typed. This way to the home page.
- Главная
- Полуавтоматы
- Элсва ПДГ
- SSVA MIG
- Патон ПСИ
- Альтаир МИГ
- Jasic MIG
- Энергия Сварка
- Инверторы MMA
- Элсва ВД
- SSVA
- Патон ВДИ
- Энергия ГмбХ
- Альтаир
- DECA MMA
- GYSmi MMA
- Jasic
- Инверторы TIG
- TIG DC
- SSVA TIG
- Патон АДИ
- Jasic TIG
- Welding Dragon TIG
- Газосварка
- Мундштук режущий PNME 1/32
- Мундштук резка PNME 3/64
- Мундштук резки PNME 1/16
- Мундштук режущий PNME 5/64
- Режущий мундштук PNME 3/32
- Мундштук резка PNME 7/64
- Мундштук режущий PNME 1/8
- Плазменная резка
- Плазморез Промінь CUT 47 Профи
- Система охлаждения
- Кулер 9L
- Кулер 12L
- Патон
- ВДИ-mini-150
- ВДИ-160Е
- Фотогалерея ВДИ-160Е
- Фото изнутри ВДИ-160 Е
- ВДИ-200Е
- Изнутри ВДИ-200 E
- Внутри ВДИ-200 E (2018г)
- ВДИ-250Е
- Фотографии
- Внутренности
- Изнутри ВДИ-250Е (2018)
- ВДИ-160P
- Фото
- Изнутри ВДИ-160P
- ВДИ-200P
- Фотогалерея
- Фото изнутри
- ВДИ-250P
- ВДИ-350Р
- ВДИ-500P
- ПСИ-160S DC
- ПСИ-200S DC
- ПСИ-250S DC
- ПСИ-270S DC (380V)
- ПСИ-200Р DC
- ПСИ-250P DC
- ПСИ-270P DC(380V) 15-2
- ПСИ-350P DC(380V)
- АДИ-160S (Аргон)
- АДИ-200S (Аргон)
- Фото АДИ-200S
- Изнутри АДИ 200S
- АДИ-200PAC (AC/DC)220V
- ПРИ-40S DC (Плазма)
- Фото плазмы изнутри
- СТШ-315СГД AC MMA/TIG
- СТШ-400СГД AC MMA/TIG
- ВД-310H DC MMA (выпрямитель)
- ВД-400СГД AC/DC MMA/TIG (выпрямитель)
- ВД-500 DC (выпрямитель)
- ПС-254-1 DC MIG/MAG
- ПС-350-1 DC MIG/MAG
- ПС-253.
 2 DC MIG/MAG
2 DC MIG/MAG - ПС-351.2 DC MIG/MAG
- Подающее БП-608
- ВС-650СР DC MIG/MAG/MMA
- ВДМ-6303П выпрямитель
- ВДМ-1202П выпрямитель
- ВДУ-1202П выпрямитель
- Днепровелдинг
- ВДИ-160
- ВДИ-180
- Фото изнутри ВДИ 180
- ВДИ-220
- Фото изнутри ВДИ 200
- ВДИ-280
- Фото изнутри ВДИ 250
- ВДИ-350
- ВДИ-400
- ВДИ-250А TIG Pulse
- Элсва (Запорожье)
- ВД-160И
- Фото изнутри Элсвы 160
- Фото ВД-160И
- ВД-161И
- Внутренности Элсва ВД-161И
- ВД-180И
- Фото ВД-180И
- Фото изнутри Элсвы 180
- ВД-200И
- Фото внутренностей Элсва ВД-200И
- ВД-200ИН (60 мес гарантия)
- ТУРВЕЛД ВД-220П
- ПДГ-180И
- Фото ПДГ
- ПДГ-180ИН (Норма)
- Фото ПДГ-180ИН
- Изнутри ПДГ-180 ИН
- ПДГ-180ИЕ
- Фотогалерея Элсва ПДГ-160ИЕ
- ПДГ-220И
- ПДГ-220ИН
- ПДГ-220ИЕ
- Фото ПДГ 220
- Изнутри ПДГ-220
- Атом (Запорожье)
- Атом I-160C
- Атом I-180M
- Фото Атома
- Атом I-180D
- Атом I-250D
- Атом I-180 MIG/MAG
- Техмик (Ровно)
- Techmics 165
- Techmics 185
- Фото аппарата
- Фото в разобранном
- Techmics 205
- ИИСТ (Херсон)
- Инвертор ИИСТ-140
- Фото внутренностей ИИСТ-140
- Инвертор ИИСТ-160
- Фото изнутри ИИСТ-160
- ИИСТ Колибри
- Инвертор ИИСТ-250
- Видео работы аппаратов
- SSVA (Харьков)
- SSVA-mini-140
- SSVA-mini “Самурай”
- Фото инвертора
- Изнутри фото
- Подключение SSVA-PU
- SSVA-mini-P “Самурай”
- Фото полуавтомата
- фотографии внутенностей
- SSVA-160-2
- Фото SSVA-160-2
- Фото изнутри SSVA-160-2
- SSVA-160 new
- Видео Краш
- SSVA-160-2 (TIG)
- Foto SSVA-160(TIG)
- Изнутри SSVA-160-2 (TIG)
- SSVA-270
- Фото SSVA-270
- Фото внутренностей SSVA-270
- SSVA-180-P
- Фото SSVA-180P
- FOTO SSVA-180P(2017)
- Фото изнутри SSVA-180P
- Foto внутри SSVA-180P(2017)
- Видео сварки
- SSVA-180P (TIG)
- Фото SSVA180P TIG
- Внутренности SSVA 180 TIG
- SSVA-270P
- SSVA-270P (380V 4 rolika)
- Фотогалерея
- Внутренности ССВА-270Р
- SSVA-500
- SSVA-PU
- SSVA-PU (4 ролика)
- SSVA-PU2
- Foto SSVA-PU2
- SSVA-PU3
- SSVA-PU-500
- SSVA+TIG
- Сертификаты и руководства
- GYSmi
- Фото изнутри Gysmi 131
- GYS 160 P
- GYSmi E163
- GYSmi 200P
- GYS E200 FV
- Фото изнутри Gysmi 161
- GYSmi165
- Фото изнутри Gysmi 165
- GYSmi 196FV
- GysMaster 206 FV
- Gys TIG 167 HF DC
- GYS TIG 168 DC HF
- GYSmiTIG 200 DC FV
- Gysmi 207 AC/DC
- Фото изнутри Gysmi 207
- Полуавтомат GYS PEARL
- Buddy ARC 180
- Фото инвертора
- Фотографии внутренностей
- DECA
- Starmicro 150
- Starmicro 180
- Starmicro 205
- Mastro 518 HD GEN
- MASTRO 32 GEN
- MASTRO 40 GEN
- MASTRO 50 GEN
- MOS 115 Evo
- MOS 138 Evo
- MOS 150 GEN
- MOS 168 Evo
- MOS 170 GEN
- MOS 210 GEN
- MOS 138E MMA&TIG набор
- TIG MASTROTIG 200 ET17/4M
- TIG DECATIG 200E AC/DC
- MIG STARTWIN 135E
- MIG STARWIN 165/1 EVO
- MIG STARWIN 180E
- I-PAC 1235
- I-PAC 1235K (с компрессором)
- PAC MASTROPAC 55 S45 /6m
- Jasic
- Super mini (Z237)
- ARC-160 (Z238)
- ARC-160
- Фото инвертора
- Фото изнутри
- ARC-180
- ARC-200 (Z209)
- ARC-200 (Z224)
- ARC-250 (R112)
- ARC-250 (Z230)-1Фаза
- ARC-250 (Z227)
- ARC-315 (R114)
- ARC-350 (Z299)
- ARC-400 (Z312)
- ARC 500 (R11)
- TIG-160
- Фотографии JASIC TIG-160
- TIG-180P DC (W211)
- TIG-180 (W119)
- TIG-200P DC (W224)
- TIG-200P DC (W212)
- Фото TIG-200P
- Изнутри TIG 200P
- TIG-200P AC/DC (E101)
- TIG-200P AC/DC (E201)
- TIG-250P AC/DC
- TIG-315P AC/DC (E103)
- TIG-315P AC/DC (E106)
- TIG-500P AC/DC (E312)
- JASIC CT-416
- Фотогалерея
- Фото изнутри
- CUT-40
- CUT-60
- CUT-70
- CUT-80
- CUT-100
- CUT 160 (J47)
- MIG-160 (N219)
- MIG-200 (N220)
- MIG-250 (J246)
- MIG-250 (N208)
- MIG-250 (N290) 3F
- MIG-315 (N202)
- MIG-350 (J1601)
- MIG-350 (N293)
- MIG-350P (N316) Sinergik
- MIG-400 (N361)
- MIG-500 (N308)
- MZ-1000(M308) Трактор
- Welding Dragon
- TIG250P DC 380V
- TIG280P DC digital 380V
- TM200ACD Pulse HF
- AC/DC 200P (5A) 220V
- ProTIG 200AC/DC-220V
- ProTIG 250AC/DC-220V
- Изнутри ProTig 250 AC/DC
- ProTIG 315AC/DC-380V
- DigiTIG250P ACDC MIX 220V
- DigiTIG320P ACDC MIX 380V
- CUT-40 (Плазма 220В)
- iCUT-60 (Плазма 380В)
- iCUT-80 (Плазма 380В)
- iCUT-100 (Плазма 380В)
- JSCUT-200 (Плазма 380В)
- CT-416A (220В)
- Modern Welding
- MMA 140
- Фото
- Внутренности
- MMA 200
- Фотографии
- Изнутри
- Telwin
- Force 145
- Force 165
- Force 165 фотогалерея
- Force 165 изнутри
- Force 195
- Днипро-М
- САБ-250Н
- САБ-210
- САБ-255К
- САБ-258ДП
- САБ-250ДПК
- MMA 250B
- Энергия-сварка
- ВДС-160 Шмель
- ВДС-180 Шмель new
- ВДС-180 Шмель
- ВДС 180 фото
- Внутренности инвертора
- Изнутри new
- ВДС-205 Шмель
- Обновленный вариант
- Фото изнутри Шмель
- Сварка вымостки
- ВДС-205 TIG Шмель
- ПДГУ-180 инвертор
- Фото ПДГ-180
- Фото внутренностей ПДГ180
- ПДГУ-207 Патриот
- ПДГУ-350
- ПДГУ-500
- ПДГ-125
- ПДГ-160
- ПДГ-215
- ПДГ-216
- ПДГ-315
- Тесты и видеоматериалы
- Тест ПН Jasic Патон IMS1700
- Просадка сети до 100В
- Работа сварочного инвертора от удлиннителя
- ВДС-180 Шмель
- Hutong MMA-200I
- Патон ВДИ-160S
- Telwin force 165
- Modern welding MMA140
- Элсва ВД-160И
- Атом I-180M
- SSVA-mini Самурай
- Тест электродами на 200А
- ПАТОН ВДИ 200M DC TIG
- ВДС-205
- Элсва ВД-200И
- SSVA-160-2
- Тест электродами на 160А
- Тест Элсва ВД-160И
- Тест ИИСТ-160
- Тест GYSmi 165
- Тест ПАТОН ВДИ-160S
- Тест Jasic ARC-160
- Тест инверторов
- Тест ИИСТ, Шмель, SSVA и Патон
- Фото и видеоматериалы теста.
- Фото и видеоматериалы теста.
- Проверка на ПН Шмеля, Патон и SSVA
- ПН на 160А
- Фото проведенного теста
- ПН на максимальн. токе
- Внутренности Патон ВДИ 200
- Вертикальный шов ВДС и SSVA
- Сварка тонкого металла
- Сварка тонкого металла 2
- Тест электродов
- Вэжен (Болгария)
- Искра (АНО-29)
- Патон (АНО-21)
- Standart (АНО-4)
- Askaynak (AS B-255)
- Askaynak (AS R-143)
- Вистек (АНО-4)
- Патон (АНО-4И)
- Тест электродов 2
- Аналог Монолит АНО-36
- Аналог УОНИ
- Аналог ЦЛ-11
- Статьи
- Как выбрать сварочный аппарат
- Как выбрать сварочный инвертор
- Что такое сварочный инвертор
- Что такое полуавтомат
- Сварка аргоном
- Ручная дуговая сварка
- Книги о инверторах
- История инвертора
- Плазморезы
- Выбор расходников плазменной резки
- Выбор вольфрамовых электродов
- Фотогалерея
- Фото Ижмаш ИС-2500
- Элсва ПДГ 220ИЕ и SSVA-180P
- Элсва ПДГ-220 и ВД-160
- Techmics и Элсва
- Элсва подарочный вариант
- Элсва и Jasic
- ИИСТ Элсва и Альтаир
- SSVA и Элсва
- Днепровелдинг и Элсва
- Jasic, Шмель, Днепровелдинг и Элсва
- Выставка INTERBUDEXPO 11
- Инструменты
- Патон Экспо 2011
- Пром Форум 2011
- Маска Хамелеон
- Косынка
- Подшлемник ткань
- Подшлемник спилка
- Кожаная, хамелеон
- МЗП-390
- МЗП-460
- Gradient W411
- МЗП-470П
- МЗП-485
- Gradient W821
- МЗП-733A
- МЗП-800BP
- Gradient W997
- WH 4001
- WH 7401
- WH 8000/8512
- Optech S777
- Artotic SUN7B
- DECA WM 23 LCD
- DECA WM 31 LCD
- DECA WM 35 LCD
- BINZEL ADF 600S
- ESAB Warrior Tech
- Хамелеон Патон
- Most 777
- Маска откидная
- Маска сварщика откидная
- Маска Sparta
- Расходные
- Электрододержатели, масса
- Штекер DKJ 10-25
- Гнездо панельное 10-25
- Штекер 35-50 Папа
- Панельное гнездо 35-50 Мама
- ABI-CM / BSB 10-25 (папа)
- ABI-CM / BSB 35-50 (папа)
- MK150-масса
- MK200-зажим
- MK300-зажим
- MK400-зажим
- DE2200
- DE2300
- DE2400
- DE2500
- ESAB Handy-200
- ESAB Confort-200
- Горелки MIG/MAG
- MB 15 AK (Black Wolf) MIG
- MB EVO PRO 15
- BW 26 KD (Black Wolf) MIG
- RF GRIP 25
- RF GRIP 36LC
- NBC-200A Spool gun
- Расходные MIG/MAG
- 08-M6-25mm
- 1,0-M6-25mm
- Ролик 30х22х10 (0,8-1,0) – V
- Ролик 30х22х10 (1,0-1,2) – V
- Ролик 35х25х8 (0,8-1,0) – V
- Ролик 35х25х8 (1,0-1,2) – V
- Ролик 30х10х10 (0,6-0,8) – SSVA
- Ролик 30х10х10 (0,8-1,0) – SSVA
- Ролик 30х10х10 (1,0-1,2) – SSVA
- KZ-2 евроразъем (мама)
- Спрей Binzel NF
- Горелки TIG
- WP-17 4,0м
- WP-17V 4,0м
- WP-17 V (N)(Black Wolf)
- ABITIG GRIP 17
- ABITIG GRIP 26 TIG
- WP-26 (Black Wolf) TIG
- Головки TIG
- WP-9
- WP-9P (прямая)
- WP-9F (гнущаяся)
- WP-9V (вентиль)
- WP-9FV (вентиль гибкая)
- WP-17
- WP-17F (гибкая)
- WP-17V (вентильная)
- WP-17FV (вентиль, гибкая)
- WP-18 (вода)
- WP-18F (вода, гибкая)
- WP-26
- WP-26V Вентиль
- WP-26F Гибкая
- Комплектующие TIG
- Цанга 1,0мм 50мм TIG
- Цанга 1,6мм 50мм ТИГ
- Цанга 2,0мм 50мм аргон
- Цанга 2,4мм 50мм TIG
- Цанга 3,0мм 50мм аргонная
- Цанга 3,2мм 50мм (ТИГ)
- Цанга 4,0мм 50мм (TIG)
- Корпус цанги 1,0мм
- Зажим цанги 1,6мм
- Корпус цанги 2,0мм
- Кнопка внешняя TIG
- Капа короткая ТИГ
- Капа длинная ТИГ
- Плазмотроны CUT
- Головка PT-31 (кнопка)
- Головка PT-31 (пистолет)
- Головка PT-31 (прямая)
- Плазмотрон PT-31
- Плазмотрон PT-31 FEIMATE
- Плазмотрон PT-31 RED
- Головка SG-55
- Плазмотрон AG-60 HF
- Ручка SG-55 (кнопка)
- Плазмотрон AG-60 (BEST)
- Головка P-80
- Головка P-80 кнопка
- Ручка плазмотрона P-80 кнопка
- Плазмотрон P-80 пистолет
- P-80 плазмотрон BEST
- Плазмотрон P-80 прямой
- ЧПУ P-80 металический
- Циркули CUT
- Циркуль PT-31
- Плазменный циркуль SG-55 (AG-60)
- Циркуль P-80
- Циркуль P-80 (магнит)
- P-80 ролик
- Циркуль A101/141
- Каретка Binzel (742. D051)
- Редукторы
- УР-6-6 mini GCE
- УР-6-6 GCE KRASS
- У30/АР40 аргон/СО2
- У30/АР40 КР СО2/Аргон
- БПО-5-3 GCE KRASS
- БПО-5-4 KRASS
- УР-6-6 (черный)
- УР-6 ДС (хром)
- Ar/CO2 HERCULES
- AFR-2000 Влагоотделитель
- AFC-2000 Осушитель
- Светофильтры
- Защитный пластик 90X110
- Стекло защитное для WH7401
- Стекло защитное для Optech S777
- PT-31 (CUT-40) расходные
- Электрод PT-31 (CUT40)
- Катод CUT40 CYS
- Электрод PT-31 CUT-40 короткий
- Электрод PT-31 (никель)
- Сопло CUT-40
- Сопла CUT-40 CYS
- Сопло PT-31 CUT 40 короткое
- Сопло PT-31 (никель)
- Завихритель CUT 40
- Колпачок PT-31
- SG-55 (AG-60) расходник
- Электрод SG-55
- Электроды SG-55 CYS
- Сопло SG-55
- Сопла SG-55 CYS
- Колпачок SG-55
- Колпачок AG-60 под пружину
- Пружина AG-60 дистанционная
- SG-51 (CUT-60)
- Электрод SG-51
- Сопла SG-51
- Диффузор SG-51
- Колпачок SG-51
- P-80 Panasonic
- Электрод P-80
- Сопло P-80 1,1mm
- Сопло P-80 1,3mm
- Сопло P-80 1,5mm
- Сопло P-80 1,7mm
- Сопло, электрод P-80 BEST
- P-80 катод BEST
- 1,1mm P-80 BEST
- 1,3mm P-80 BEST
- 1,5mm P-80 BEST
- 1,7mm P-80 BEST
- P-80 Prime ЧПУ
- Колпачок P-80
- Насадка P-80 (вода)
- A101/A141 Trafimet
- Электрод A101/A141
- Сопла A101/A141
- Пружина A101/A141
- Завихритель A101/A141
- Powermax 45
- Электрод 220669
- Завихритель 220670
- Сопло 220671
- Изолятор 220713
- Экран 220674
- Кожух 220719
- Колпак 220673
- Термопенал
- Термопенал TRB-5
- Перчатки сварщика
- Краги Nitras 20435
- Краги Vulkan (подкладка)
- Краги Triarma CSL-100 (подкладка)
- Электроды сварочные
- Для черной стали
- Монолит РЦ
- Монолит Professional (E50)
- Continent АНО-36 (E46)
- Standart РЦ (E46)
- Монолит МР-3 (E46)
- Арсенал АНО-21 (E46)
- Монолит УОНИ-13/55 (Е7018)
- AS B 255 (УОНИ)
- AS R 143 (АНО-36)
- Для цветных металлов
- AS Bronz
- Kobatek 213
- Kobatek 250
- Для нержавеющих сталей
- AS P 308L
- AS P 309L
- AS P 316L
- AS P 347
- Для жаропрочных сталей
- Наплавочные электроды
- Электроды TIG
- WL-20
- WT-20
- Контакты
 2 DC MIG/MAG
2 DC MIG/MAG
 D051)
D051)Как выбрать сварочный аппарат – APS Ltd Welding
Как выбрать сварочный аппарат?
2 ШАГА, чтобы выбрать правильный сварочный аппарат для вашего применения:
1) Выбор правильного процесса сварки
2) Понимание требований к входной и выходной мощности и размера машины для ваших нужд.
1. Выбор сварочного процесса…
Существуют различные типы сварочных процессов, каждый из которых имеет свои преимущества и недостатки. Наиболее распространенными сварочными процессами являются дуговая сварка металлическим электродом в среде защитного газа (MMAW / сварка штучным электродом), дуговая сварка вольфрамовым электродом в среде защитного газа (TIG / GTAW), дуговая сварка металлическим электродом в среде защитного газа (MIG / MAG / GMAW).
На что следует обратить внимание при выборе аппарата:
- Сварка MIG и дуговая сварка с флюсом (FCAW) могут выполняться на одном аппарате.
- Аппараты для сварки TIG (GTAW) обычно могут выполнять дуговую сварку (MMAW / SMAW).
- Многопроцессорные сварочные аппараты могут выполнять несколько типов сварки.
- Многооператорные сварочные аппараты могут выполнять только один процесс, но с 2 или более операторами одновременно
Ниже приведена готовая справочная таблица при выборе процесса между SMAW (дуговая сварка/сварка электродом), GTAW (сварка TIG) и GMAW ( Mig Welding) типов сварочных процессов:
Подробная информация о каждом сварочном процессе
SMAW (дуговая сварка / дуговая сварка / сварка ММА)
Дуговая сварка / электродуговая сварка — это процесс ручной сварки, при котором сварщик использует расходуемый экранированный электрод для сварки.
Металлы: Сталь, нержавеющая сталь, никелевые сплавы и медь/латунь.
Скорость сварки: Медленная
Навыки сварщика: Средняя
Применение: Сварка в ветреную погоду и на открытом воздухе. Более устойчив к ржавому металлу по сравнению с другими процессами.
Стандартное оборудование: сварочный аппарат , электрододержатель с кабелем, зажим заземления с кабелем.
Узнайте больше об ARC Welding
GTAW (сварка TIG / Argon)
Сварка TIG — это процесс ручной сварки, при котором сварщик использует горелку TIG с неплавящимся вольфрамовым электродом и вручную подает расходуемый стержень в сварочную ванну.
Металлы с переменным током: Алюминиевые и магниевые сплавы
Металлы с постоянным током: Сталь, нержавеющая сталь, титан, никелевые сплавы и медь/латунь.
Скорость сварки: Низкая
Квалификация сварщика: Высокая
Области применения: На сегодняшний день это самый чистый и точный процесс сварки. Использование в применении требует очень хорошего внешнего вида и эстетической ценности.
Использование в применении требует очень хорошего внешнего вида и эстетической ценности.
Стандартное оборудование: сварочный аппарат , горелка TIG, зажим заземления с кабелем, баллон с защитным газом, газовый регулятор, газовый расходомер, газовая труба. Система жидкостного охлаждения требуется для работы с большими токами/толщиной с использованием Tig Torch с жидкостным охлаждением.
Узнайте больше о сварке TIG
GMAW (сварка Mig / Mag) / FCAW (дуговая сварка с флюсовым сердечником)
Сварка MIG/MAG — это полуавтоматический процесс сварки, при котором сварщик использует горелку/пистолет MIG, который подает расходуемый проволочный электрод и подает питание от источника питания. источника к металлу шва.
Металлы – MIG/MAG : Сталь, нержавеющая сталь, алюминий, никелевые сплавы и медь/латунь.
Металлы – FCAW: Сталь, нержавеющая сталь.
Скорость сварки: Высокая
Навык сварщика: Низкая
Применение: Это простой в освоении процесс с очень высокой скоростью сварки по сравнению с дуговой и тиг сваркой. Делайте чистые сварные швы без шлака при сварке газом. FCAW образует шлак, но лучше подходит для ветреных районов.
Делайте чистые сварные швы без шлака при сварке газом. FCAW образует шлак, но лучше подходит для ветреных районов.
Стандартное оборудование: сварочный аппарат , горелка MIG, зажим заземления с кабелем, баллон с защитным газом, подогреватель газа, газовый регулятор, газовый расходомер, газовая труба. Система жидкостного охлаждения требуется для применения с высоким током/толщиной с использованием горелки Mig Torch с жидкостным охлаждением.
Узнайте больше о MIG Welding
SAW (дуговая сварка под флюсом)
Дуговая сварка под флюсом представляет собой полуавтоматический или полностью автоматический процесс сварки, при котором плавящийся электрод подается в сварочную ванну под слоем флюса (отсюда и название дуга под флюсом). Флюс действует как защитный материал и плавится по металлу шва, который можно удалить после остывания.
Металлы : Сталь, нержавеющая сталь.
Скорость сварки: Высокая
Навыки сварщика: Средняя
Применение: Это полностью автоматический/полуавтоматический процесс, включающий оборудование для подачи проволоки и перемещения сварочной горелки. Из-за высокой скорости наплавки это выбор для толстых металлов. Сварные швы имеют повышенную механическую прочность и рентгеновское качество. Сварка на этих аппаратах более удобна, так как сварочная дуга не видна.
Из-за высокой скорости наплавки это выбор для толстых металлов. Сварные швы имеют повышенную механическую прочность и рентгеновское качество. Сварка на этих аппаратах более удобна, так как сварочная дуга не видна.
Стандартное оборудование: сварочный аппарат , сварочный трактор/тележка SAW (для подачи расходуемой проволоки и перемещения сварочной головки), сварочные кабели, панель управления, зажим заземления. 9Продукты автоматизации сварки 0041, такие как колонна и стрела, сварочные позиционеры, вращатели, также используются для выполнения сварки.
Узнайте больше о дуговой сварке под флюсом
Детали каждого процесса резки
Плазменная резка
Плазменная резка – это процесс резки электропроводящего материала с использованием ускоренной струи горячей плазмы.
Металлы: Сталь, Нержавеющая сталь, Алюминий, Медь/латунь, Электропроводящий материал.
Скорость сварки: Высокая
Квалификация оператора: Низкая
Применение: Это простой процесс резки различных электропроводящих металлов. Это выбор по сравнению с газокислородной резкой, так как он создает очень меньшую зону термического влияния, предотвращая коробление металла.
Это выбор по сравнению с газокислородной резкой, так как он создает очень меньшую зону термического влияния, предотвращая коробление металла.
Стандартное оборудование: Источник питания для резки, плазменный резак, зажим заземления с кабелем, воздушный компрессор, газовая труба. Для сильноточных горелок с жидкостным охлаждением требуется система жидкостного охлаждения.
Узнайте больше о плазменной резке
CAG (строжка угольной дугой)
Строжка — это процесс плавления металла с помощью электрической дуги с использованием энергии источника питания с последующим удалением материала с помощью струи струйного воздуха.
Металлы: Сталь, нержавеющая сталь, алюминий, чугун.
Скорость резания: Зависит от толщины.
Квалификация оператора: Средняя
Применение: Используется в тех случаях, когда необходимо удалить большой объем металла. Также используется при ремонте чугуна.
Стандартное оборудование: Источник питания для строжки, горелка для строжки, зажим заземления с кабелем, воздушный компрессор, газовая труба.
Узнайте больше о строжке
2. Понимание номинальной мощности и размера.
ВХОДНАЯ МОЩНОСТЬ:
ДВА важных момента, связанных с входной мощностью, которые необходимо проверить при выборе сварочного аппарата.
1) Проверьте параметр Номинальная входная мощность машины. Это указывается как входная мощность в кВА, а также как максимальная установленная мощность в л.с. Входная кВА указана для двух выходных токов в соответствии с номиналом машины. Если выходная мощность, используемая в практическом применении, меньше, то входная мощность, потребляемая машиной, также будет ниже. Если вы планируете использовать машину с питанием от генератора, убедитесь, что номинальная мощность генератора не менее чем в 1,5 раза превышает установленную максимальную мощность для безопасной и непрерывной работы.
2) Проверьте тип Номинальное значение фазы и напряжения питания машины. Некоторые машины рассчитаны на одну фазу, а некоторые на три фазы. Однофазный обычно используется в жилых или малых промышленных районах. Трехфазное питание обычно доступно только в промышленных зонах. Также проверьте, каково номинальное значение входного напряжения. Например, некоторые машины рассчитаны на входное напряжение 415 В переменного тока. Диапазон входного питания также указан в спецификации. Например, наша модель Magnus 400CCCV рассчитана на входное напряжение от 350 до 500 В переменного тока. Если рейтинг вашего линейного питания падает до этого уровня, вы готовы к работе.
Однофазный обычно используется в жилых или малых промышленных районах. Трехфазное питание обычно доступно только в промышленных зонах. Также проверьте, каково номинальное значение входного напряжения. Например, некоторые машины рассчитаны на входное напряжение 415 В переменного тока. Диапазон входного питания также указан в спецификации. Например, наша модель Magnus 400CCCV рассчитана на входное напряжение от 350 до 500 В переменного тока. Если рейтинг вашего линейного питания падает до этого уровня, вы готовы к работе.
ПРОГРАММНЫЙ ЦИКЛ
Рабочий цикл машины указывает, как долго машина может непрерывно использоваться при каком выходном токе и напряжении. Это стандартное обозначение с использованием 10-минутного цикла в качестве константы. Например, если мы говорим, что машина имеет рабочий цикл 60% при 250 А, 28 В, это означает, что она может работать в течение 6 минут при 250 А, 28 В, прежде чем ей потребуется 4 минуты для охлаждения перед повторным использованием. При проверке спецификаций продукта важно учитывать ток и напряжение для номинального рабочего цикла.
При проверке спецификаций продукта важно учитывать ток и напряжение для номинального рабочего цикла.
Легкая промышленность или машины типа DIY рассчитаны на рабочий цикл от 20% до 50%.
Среднепромышленные машины рассчитаны на рабочий цикл от 40% до 60%.
Машины Heavy Industrial рассчитаны на рабочий цикл от 60% до 100%.
РАЗМЕР И ПОРТАТИВНОСТЬ
Убедитесь, что ваша машина соответствует размеру / размерам, которые вы ожидаете от нее для перевозки того же. Проверьте, есть ли у него ручки или рым-болты для подъема. Еще один момент, который следует проверить при покупке станка, — есть ли у него колеса для перемещения по мастерской или же он имеет резиновую опору и может перемещаться только путем подъема. Эти детали указаны в разделе «Механические характеристики» для каждой машины.
Вы также можете ознакомиться с нашими аксессуарами, такими как тележка для сварки, для повышения мобильности и комфорта при использовании аппарата.
Свяжитесь с нашей службой поддержки клиентов / отделом продаж по телефону +91 9601 444 111 / +91 9601 444 222 для получения более подробной информации о любом процессе или продукте.
ЛОГОТИП APS Innovate является зарегистрированным товарным знаком Advanced Power Sources Ltd.
- Офис в Мумбаи: 022-28967134
Валсад Офис: 9601 444 111Горячая линия отдела продаж: 9601 444 111
Служба поддержки: 9601 333 888 - [email protected]
[email protected]
Посетите США:
Advanced Power Sources Ltd
CIN: U74990MH3009PLC195896
Зарегистрированное офис:
, 9000, 9000, 9000, 9000, 9000, 9000, 9000, 9000, 9000, 9000, 9000, 9000, 9000, 9000, 9000, 9000, 9000, 9000, 9000, 9000, 9000, 9000, 9000, 9000, 9000, 9000, 9000, 9000, 9000,, 9000, 9000, 9000, 9000, . ), Мумбаи, Махараштра – 400 068. ИНДИЯ
), Мумбаи, Махараштра – 400 068. ИНДИЯ
Производственное предприятие
Опрос № 172/1, Paikee 2, OLD GIDC Gundlav, Valsad, Valsad District, GUJARAT – 396035. ИНДИЯ
ПОЗВОЛЬТЕ НАМ СВЯЗАТЬСЯ С ВАМИ!
Имя
Эл. адрес
Номер телефона
© Все права защищены. 2020. Разработано и разработано ООО «АПС»
Твиттер Facebook-f YouTube Инстаграм Линкедин
Ключевые моменты, которые следует учитывать при выборе аппарата для дуговой сварки
Правильный выбор аппарата для дуговой сварки
В Engweld мы хорошо разбираемся в искусстве дуговой сварки; техника, которая используется для создания прочных соединений между металлическими деталями. Используя источник питания для создания электрической дуги, создающей интенсивное и локализованное тепло, которое затем плавит, соединяет и сплавляет металлы. Эта интенсивная температура, создаваемая дугой, позволяет, например, расплавить края сварного шва и сплавить их с присадочным металлом в виде стержня или проволоки, в зависимости от используемого метода, хотя не для всех работ требуется присадочный металл. быть добавленным.
быть добавленным.
Существует три основных типа технологий дуговой сварки:
- Сварочные аппараты ММА
- Сварочные аппараты MIG/MAG
- Сварочные аппараты TIG
несколько ключевых моментов, которые мы рассмотрим в первую очередь.
Как выбрать аппарат для дуговой сварки?
Когда дело доходит до выбора аппарата для дуговой сварки, существуют определенные критерии, которым соответствует каждый тип, и, к сожалению, не существует единого процесса сварки, подходящего для всех применений.
Вы всегда должны учитывать:
- Предполагаемое использование: периодическое техническое обслуживание, производство или высококачественная сварка?
- Какой тип материала вы будете сваривать?
- Насколько толстый материал вы будете сваривать?
- К какому источнику питания у вас есть доступ?
- Каков рабочий цикл машины и как это повлияет на работу, которую вы собираетесь выполнять?
Ответив на все эти вопросы, вы обязательно найдете сварочный аппарат для дуговой сварки, который больше всего соответствует вашим потребностям.
Кто такой сварщик MMA?
Сварочный аппарат MMA, также известный как «автоматическая сварка», представляет собой электрический трансформатор, который обеспечивает высокий уровень электрического тока на выходе. При приближении электрода к свариваемой детали возникает короткое замыкание и возникает высокотемпературная электрическая дуга, которая локально расплавляет свариваемые металлические детали, а также сам электрод.
Электрод состоит из металлического сердечника и защитного слоя для предотвращения окисления. Сердечник используется в качестве присадочного металла при сварке, а защитный слой необходимо удалять после остывания сварного шва. Таким образом, электроды являются расходными материалами, состав и диаметр которых необходимо адаптировать в зависимости от металла, с которым вы работаете, и выполняемой работы.
Инверторные сварочные аппараты MMA компактны и легки, что обеспечивает лучшее качество сварки благодаря точной регулировке мощности и, как правило, оснащены предохранительным устройством, отключающим ток в случае прилипания электрода.
Основные моменты:
- Ручной сварочный аппарат.
- Инверторная техника.
- Электроды с покрытием.
- Для мелкого ремонта, а не для крупных работ.
Ключевые вопросы по сварке ММА.
Что такое горячий старт? – Горячий старт – это специальная функция для сварки ММА или сварки штучными электродами. Аппарат выдает пиковый ток при поджигании дуги, что значительно облегчает зажигание электродов. Особенно полезно для работы с несовершенными поверхностями или при использовании электродов, «трудных в обращении».
Что такое Arc Force? – Эта функция, которую иногда называют «копание» или «управление дугой», аналогична функции «Горячий старт», за исключением того, что она работает во время процесса сварки. Это очень помогает стабилизировать дугу, предотвращая ее обрыв во время сварки и предотвращая прилипание электрода, так как при обнаружении короткого замыкания аппарат подает пиковый ток.
Что такое антипригарное покрытие? – Защита от прилипания — это функция, с помощью которой сварочный аппарат определяет прилипание электрода, при котором сварочный ток сбрасывается, чтобы предотвратить дальнейшее приваривание электрода к заготовке, что позволяет легко отсоединить или отломить электрод.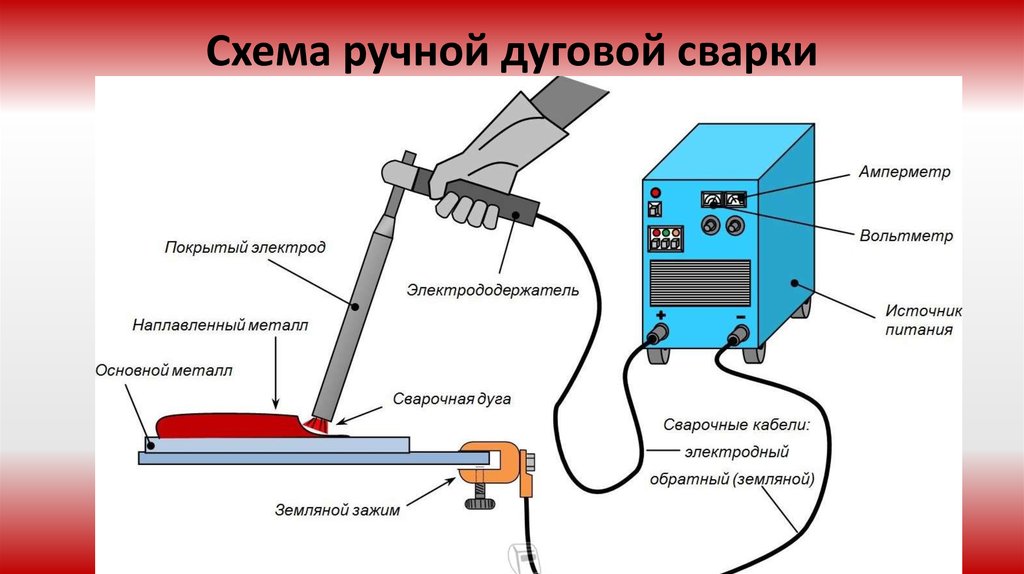
Ознакомьтесь с полным ассортиментом аппаратов для сварки MMA и дуговой сварки, поставляемых Engweld.
Что такое сварочный аппарат MIG/MAG?
Сварочный аппарат MIG/MAG также является формой дуговой сварки, здесь вместо электрода используется катушка проволоки, которая разматывается по мере того, как сварочная горелка потребляет проволоку. Опять же, тип проволоки зависит от выполняемой вами работы. Поскольку это наполнительный материал, для разных металлов требуются разные наполнители и разной толщины в зависимости от работы.
Сварщики MIG или MAG используют газ для защиты сварного шва от окисления, вызванного окружающим воздухом, который выпускается через горелку на месте сварки.
- Сварка MIG (металлический инертный газ) использует инертный газ, такой как аргон или гелий. Он подходит для нержавеющей стали, легких сплавов и цветных металлов.
- При сварке MAG (Metal Active Gas) используется смесь аргона и CO2 или аргона и кислорода, которая вступает в реакцию со сваркой, улучшая ее качество.

При правильном выборе газа или смеси газов сварка MIG и MAG может применяться ко всем распространенным металлам. Сварной шов, производимый этими сварочными аппаратами, имеет более высокое качество, чем сварщики MMA, что позволяет сваривать более тонкие листы и больше подходит для производства, автоматизации и роботизации. Сварке MIG и сварке MAG также легче научиться, вообще говоря, чем сварке MMA или сварке TIG.
Можно использовать аппарат для сварки MIG без подачи газа, используя проволоку, наполненную порошком, который испаряется во время сварки, имитируя защитный слой инертного газа, защищающий сварной шов от окисления. В то время как сварка MIG обеспечивает более чистую сварку и дешевле из-за того, что сплошная проволока дешевле, чем проволока с наполнителем, сварка без газа освобождает одну руку от баллона и больше подходит для наружных работ, поскольку она менее чувствительна к сквознякам.
Основные моменты:
- Порошковая проволока.
- Одножильный провод.
- Моток проволоки.
- Активный газ.
- Сварочный полуавтомат.
- Инертный газ (нейтральный).

См. полный ассортимент аппаратов для сварки MIG, поставляемых Engweld.
Что такое сварочный аппарат TIG?
Благодаря использованию неплавкого электрода, инертного газа и присадочного металла, сварщик TIG может сваривать тонкие слои и выполнять высокоточную сварку. Предлагается либо ручной, либо полуавтоматический режим, когда сварщик либо держит в руках вспомогательный стержень, либо сварочный аппарат оснащен катушкой, заполненной присадочным материалом.
Опять же, при сварке TIG сварные швы защищены от коррозии инертным газом. Этот метод обычно дает высококачественные результаты, особенно при сварке тонких листов или плотных сварных швов.
Несмотря на то, что электрод не является плавким, он все равно будет изнашиваться, поэтому его необходимо регулярно затачивать, так как электрод должен иметь правильную форму кончика для формирования качественной электрической дуги.