Точение фасонных изделий на токарном станке
Технологическая карта модуля
Учитель: Рущаков Б.В. Класс:7 Предмет: Технология
Дата _____
Автор УМК: Казакевич В.М., Молева Г.А. Технология «Технический труд», 7 класс
Тема модуля: Точение фасонных изделий на токарном станке.
Цели модуля:
Общеобразовательные: сформировать первоначальные умения и навыки в изготовлении деталей фасонной поверхности
Воспитательные: вовлечь в активную практическую деятельность, воспитать культуру учебного труда, безопасные приемы работы
Развивающие: развивать творческие способности, развивать навыки пользования режущими и контрольно-измерительными инструментами в процессе точения фасонных деталей, формировать навыки самоконтроля.
Планируемые результаты:
Предметные: после проведения занятия учащиеся более глубже изучат принцип действия токарной работы на станке СТД-120
Личностные: учащиеся смогут продемонстрировать коммуникативные способности в процессе работы
Метапредметные: учащиеся углубят знания в области математики (криволинейные поверхности).
Ход модуля:
УЭ1. Организационный. Контроль посещаемости. Проверка готовности учащихся к модулю.
УЭ2. Актуализация знаний (входной контроль- проверка домашнего задания, знаний предыдущих тем, вопросов охраны труда.)
УЭ3. Новый материал.
1.1. Рассказ о назначении и видах конструкторской и технологической документации; задачах, решаемых конструкторами и технологами при разработке КД и ТД.
Изделия из древесины с коническими и фасонными поверхностями находят широкое применение. К ним относятся и ручки столярных и слесарных инструментов, и шахматные фигуры, и ножки тумбочек, табуреток, журнальных столиков и т.д. Сегодня вы будете учиться изготавливать одно из таких изделий – ручку напильника.
Чтобы приступить к изготовлению детали необходимо иметь соответствующую конструкторско-технологическую документацию.
Конструкторские документы – чертежи изделия, схемы, расчеты, пояснительные записки – на производстве разрабатывают конструкторы, а технологические документы – технологические и маршрутные карты – технологи.
От конструктора зависит выбор лучшего варианта конструкции, геометрической формы изделия, материала. Конструкция должна быть такой, чтобы изделие наиболее полно соответствовало своей основной роли. Например, ручка напильника должна быть прочной, не слишком длинной и не короткой, удобной для удержания ее в руке, простой в изготовлении. Исходя из этого выбирают лучший вариант конструкции (показать по таблице различные варианты конструкций ручек).
От технолога во многом зависит снижение расхода материалов, уменьшение времени изготовления изделия.
1.2. Технология изготовления фасонных деталей.
Ручка напильника, которую мы будем сегодня изготавливать, относится к фасонным деталям. Фасонные детали представляют собой сочетание различных поверхностей: цилиндрической, конической, сферической, криволинейной. Характерным элементом фасонных деталей являются галтели (записать слово на доске).
Записать в тетрадь:
Поверхности фасонных деталей:
а) цилиндрическая;
б) коническая;
в) сферическая;
г) криволинейная.
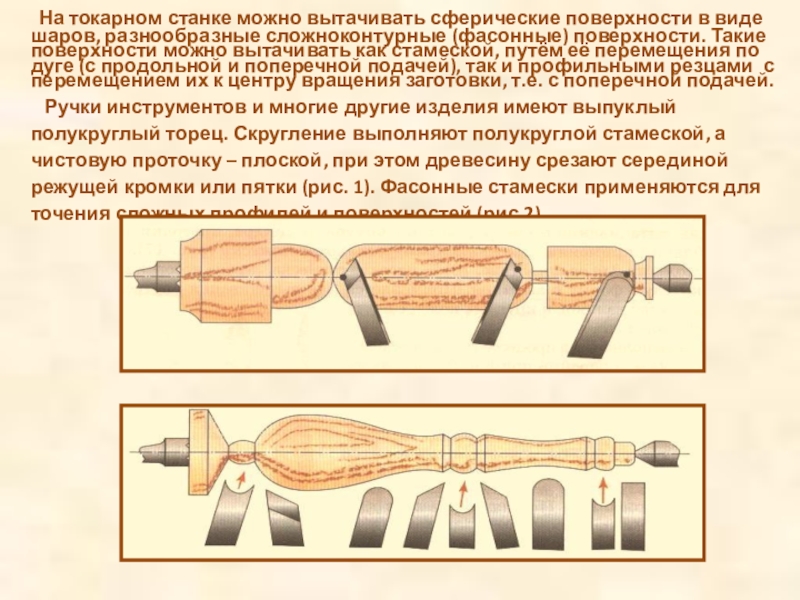
Точение конических и фасонных деталей на токарном станке во многом сходно с точением цилиндрических деталей. При точении таких деталей заготовке с помощью полукруглой стамески придают сначала цилиндрическую форму. Затем размечают места перехода одной поверхности в другую, по линиям разметки косой стамеской делают неглубокие надрезы и начинают обработку отдельных участков.
При точении конических поверхностей резец перемещают от основания к вершине конуса.
При точении выпуклых поверхностей резец перемещают от середины выпуклости к краям.
При точении вогнутых поверхностей резец перемещают от края вогнутости к ее середине.
Правильность конической поверхности контролируют с помощью линейки и кронциркуля (или штангенциркуля), фасонной – с помощью шаблона.
При необходимости получения большого числа одинаковых деталей с фасонной поверхностью (например, шахматных фигур) используют фасонные резцы, режущая кромка которых в точности повторяет контур детали.
Шлифуют детали шлифовальной шкуркой при наибольшей частоте вращения шпинделя.
1.3. Правила безопасной работы при точении фасонных деталей.
Правила безопасной работы при точении фасонных деталей аналогичны правилам безопасной работы при точении цилиндрических деталей. Дополнительно требуется только большая внимательность при точении криволинейных поверхностей (из-за увеличенного расстояния от подручника до заготовки) и при шлифовании (из-за необходимости использования шлифовальной шкурки, не закрепленной на колодке).
Вводный инструктаж
1.1. Демонстрация эталонного изделия и разбор по карте технологии изготовления.
1.2. Показ трудовых приемов по точению различных поверхностей фасонных деталей (на примере изготовления ручки для напильника) на станке СТД-120.
с комментарием к соблюдаемым правилам техники безопасности и с осуществлением самоконтроля.
1.3. Доведение до учащихся графика работы на станках.
1.4. Объяснить учащимся причину выбора заготовок с разными габаритными размерами (40х40х140мм и 35х35х140мм, вместо рекомендуемых 40х40х160мм): определение возможности экономии материала (до 33%) при изготовлении ручки с габаритными размерами Æ30х110 мм.
Текущий инструктаж учащихся – в процессе целевых обходов.
Первый обход: проверить организацию рабочих мест и соблюдение безопасных приемов труда.
Второй обход: проверить правильность выполнения трудовых приемов и технологической последовательности операций.
Третий обход: проверить правильность размеров и осуществление учащимися самоконтроля. Провести приемку и оценку работ.
УЭ4. Практическая работа. Пробное точение на станке СТД-120
. Изготовление ручек для напильников. Выполнение чертежа детали сложной формы.
УЭ5. Выходной контроль:
Каким образом вытачиваются фасонные поверхности?
Как определяется точность обработки детали на станке?
Какие виды резцов для вытачивания фасонных поверхностей?
Какие подготовительные упражнения необходимо выполнить перед изготовлением фасонных изделий?
Какие резцы применяются во время работы?
Какие инструменты используются для проверки размеров и правильности фасонных поверхностей?
Как вытачиваются фасонные поверхности на промышленных предприятиях?
Какие требования к заготовкам при вытачивании фасонных поверхностей?
Как должен перемещаться резец при точении выпуклых и вогнутых поверхностях?
Какие поверхности сочетаются у фасонных деталей?
УЭ6. Подведение итогов модуля. Оценка практической работы. Разбор типичных ошибок при точении фасонных изделий.
Подведение итогов модуля. Оценка практической работы. Разбор типичных ошибок при точении фасонных изделий.
УЭ7. Рефлексия. Самооценка по 5-бальной системе.
Сегодня на уроке… (продолжи фразу)
Было интересно
Было трудно
Я приобрел
Я научился
У меня получилось
Меня удивило
Мне захотелось
Точение конических и фасонных деталей. 7 класс
Главная
Технология
Точение конических и фасонных деталей. 7 класс
Просмотров: 69
План и презентация к уроку технологии. Автор: Витютнев Николай Анатольевич, учитель технологии,МБОУ Знаменская СОШ №1, Красноярский край, село Знаменка, Минусинского района
Технология обработки наружных фасонных поверхностей деталей из древесины
В 6 классе вы уже вытачивали на токарном станке для обработки древесины простые детали цилиндрической формы. Иногда в детали цилиндрические поверхности сочетаются с коническими, криволинейными или сферическими, имеются канавки, уступы и т. д. В этом случае говорят, что деталь имеет фасонные поверхности.
Иногда в детали цилиндрические поверхности сочетаются с коническими, криволинейными или сферическими, имеются канавки, уступы и т. д. В этом случае говорят, что деталь имеет фасонные поверхности.
Для обработки фасонных наружных поверхностей применяют обтачивание, подрезание и закругление торцов, прорезание канавок, а для внутренних — сверление, растачивание, подрезание фасок и внутренних торцов.
Точить следует только сухую древесину (влажностью 9-15 %), так как при обточке поверхность недостаточно просушенной древесины получается ворсистой, а поверхность пересушенной становится хрупкой, что может привести к поломке детали (особенно если деталь имеет небольшой диаметр).
Обработка конусной поверхности
Если у конуса больший и меньший диаметры мало отличаются друг от друга, то заготовку — брусок квадратного сечения — строгают рубанком до получения восьмигранника, если сильно, то заготовку строгают на конус. При этом припуск на обработку должен составлять не менее чем 8… 10 мм по диаметру и 40…60 мм по длине.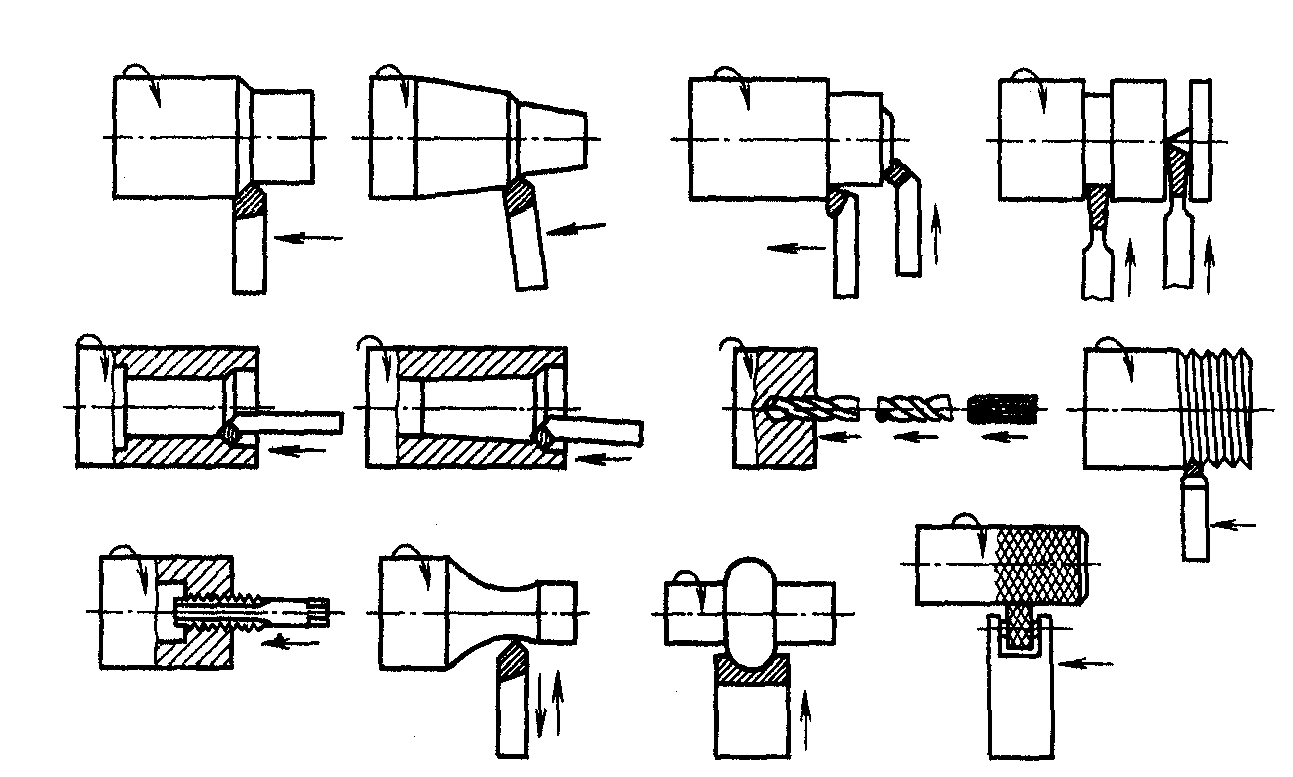
Заготовку устанавливают на трезубец и поджимают задним центром. Основание будущей конусной детали должно располагаться на трезубце, а вершина — со стороны заднего центра. Подручник закрепляют параллельно будущей конусной поверхности на 2…3 мм выше линии центров станка и на расстоянии не менее чем 3…4 мм от поверхности заготовки.
Точение конусной поверхности ведут от большего диаметра к меньшему. Черновое точение выполняют полукруглой стамеской. Причём первый проход можно выполнять центральной частью её желобка, а последующие — боковой частью лезвия: участком режущей кромки, наклонённым под углом 15…20° к оси вращения заготовки в сторону вершины конуса (в сторону подачи стамески). После двух-трёх минут работы следует проверить надёжность закрепления заготовки и поджать её центром задней бабки.
Стамеску следует продвигать плавно, без остановок и рывков. Для чистовой обработки оставляют припуск 3…4 мм на диаметр.
Чистовое точение выполняют косой стамеской, осторожно касаясь заготовки серединой её режущей кромки.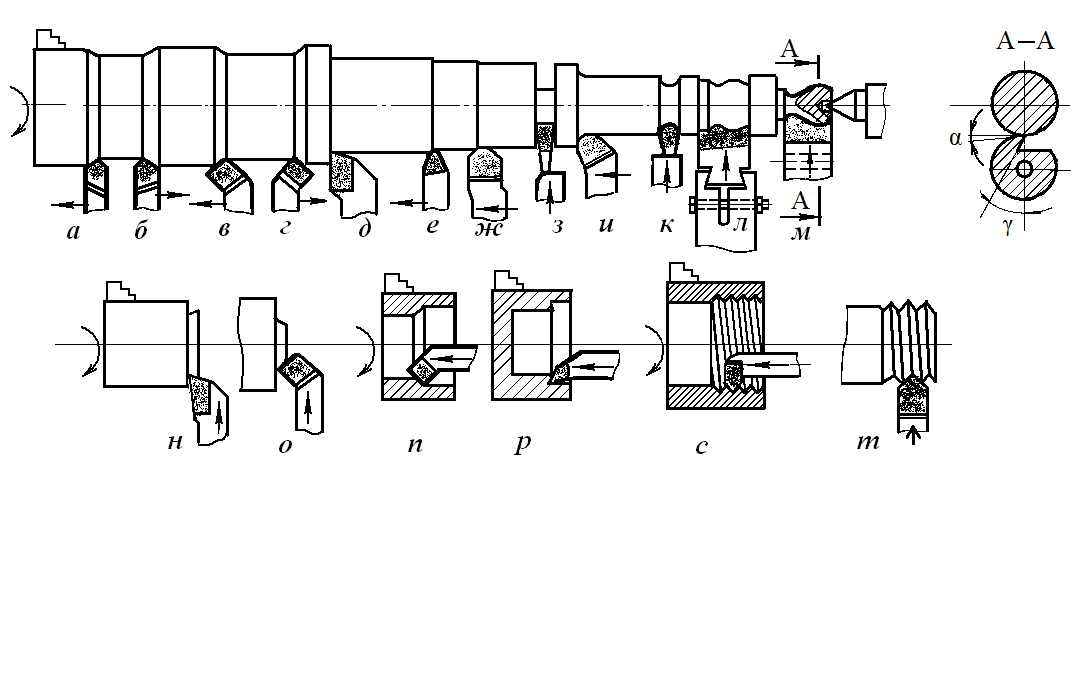
После чистовой обработки конуса подрезают правый торец, а потом левый. Вначале косой стамеской, установленной острым углом вниз, делают неглубокую кольцевую канавку глубиной 2…3 мм в том месте, где будет находиться торец. Затем переворачивают стамеску тупым углом вниз, ставят её на ребро и, отступив немного от канавки, срезают на конус концевую часть заготовки до торца. Эту операцию повторяют несколько раз, пока диаметр шейки не станет равным 10… 12 мм. Иногда для удобства подрезания левого торца стамеску правой рукой прижимают к подручнику, а левой рукой направляют. После подрезания торцов деталь снимают со станка и отрезают её концы ножовкой, а торцы зачищают.
Предварительный просмотр плана
7 класс
Раздел: Технология обработки древесины
Тема урока:Точение конических и фасонных деталей
Цели:образовательная: расширение представлений учащихся о технологических процессах современного производства;
воспитательная: прививать качества аккуратности и собранности при выполнении приемов труда, экономного отношения к расходованию материалов;
развивающая: развивать навыки пользования режущими и контрольно-измерительными инструментами в процессе точения фасонных деталей.
Методы проведения занятия:
беседа с закреплением материала;
самостоятельная работа учащихся под контролем учителя.
Объект труда: ручка напильника.
Межпредметные связи:
черчение — чертеж изделия;
русский язык — написание слов цилиндрическая, коническая, сферическая, криволинейная, галтель.
Материально-техническое оснащение:
1. Оборудование учебной мастерской: верстаки, станки СТД120М.
2. Инструменты и приспособления: наборы резцов, линейки, шаблоны, штангенциркули, карандаши, шлифовальная шкурка, ножовка.
3. Эталон изготовляемой детали.
4. Заготовки, подготовленные к закреплению в центрах токарного станка.
5. Технологическая карта изготовления изделия…
Краткое руководство по плоскому и круглому шлифованию • Universal Grinding Corporation
16 декабря 2020 г. 0 0
Два наиболее распространенных метода шлифования — плоское и круглое. Вот руководство, чтобы узнать больше.
Вот руководство, чтобы узнать больше.
Согласно Amon Engineering:
«Существует множество методов шлифования, но два наиболее распространенных — это плоское и круглое шлифование. Различия между процессами действительно сводятся к форме, которую вы пытаетесь создать. Плоское шлифование режет плоско, круглое шлифование режет круглое. Вы можете использовать один и тот же носитель в обоих процессах. Еще одно замечание: обычно вы монтируете цилиндрическую деталь между центрами или в цангу. Для плоского шлифования вам понадобится магнитный патрон или вам нужно покрыть детали воском. Таким образом, круглое шлифование снижает потребность в очистке. Ниже приведено краткое руководство по плоскому и круглому шлифованию.
Плоское шлифование
«Плоское шлифование обычно является наиболее распространенным методом шлифования. Абразивный круг вращается на шпинделе и перемещается, как правило, над куском материала, будь он металлическим или неметаллическим.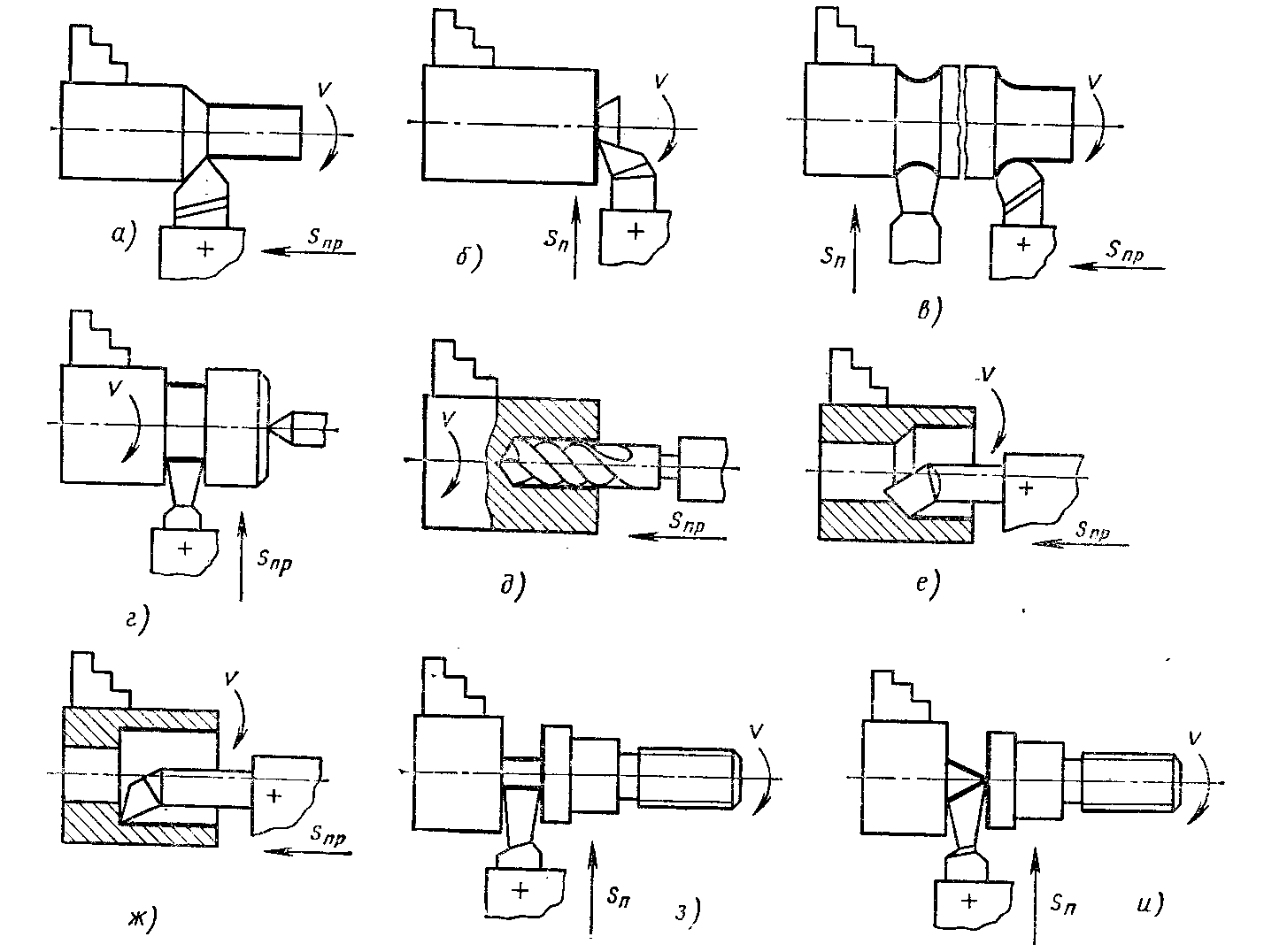 Это обеспечивает желаемую чистоту поверхности, а также возможность шлифования с чрезвычайно высокими допусками. Обычно +/-0,0001” или +/-0,002 мм. Заготовка удерживается на патроне, обычно магнитного типа, в другом варианте для немагнитных компонентов используется вакуумный патрон.
Это обеспечивает желаемую чистоту поверхности, а также возможность шлифования с чрезвычайно высокими допусками. Обычно +/-0,0001” или +/-0,002 мм. Заготовка удерживается на патроне, обычно магнитного типа, в другом варианте для немагнитных компонентов используется вакуумный патрон.
«Требуемый шлифовальный круг зависит от типа шлифуемого компонента, существует множество различных составов для шлифования различных материалов. После того, как вы выбрали правильный круг, вы можете либо шлифовать плоским кругом, создавая плоскую поверхность, либо вы можете поместить форму снаружи круга, чтобы получить определенную форму, это будет зеркальное отражение формы на круге. .
Круглое шлифование
«Круглое шлифование — еще один вид шлифования. Это позволяет шлифовать наружный и внутренний диаметры. Основное различие между этими двумя методами заключается в том, что при круглом шлифовании заготовка, удерживаемая либо в патроне, либо между центрами, и абразивный круг будут вращаться. Достижим тот же уровень допусков, что и при обработке поверхности.
Достижим тот же уровень допусков, что и при обработке поверхности.
«Круглошлифовальные станки в основном применяются для прецизионного шлифования торцов, наружных и конических поверхностей деталей валов партий и являются основным оборудованием в автомобильном двигателестроении. Он также подходит для обработки деталей вала с небольшими партиями и высокими требованиями к точности в военных, аэрокосмических и общих цехах прецизионной обработки.
«Используется в текстильной прядильной промышленности, машинах для толстой пряжи, ленточных машинах, гребнечесальных машинах, машинах для текстурирования и другой обработке верхних валков. Используется в производстве оргтехники, факсимильных аппаратов, копировальных аппаратов, принтеров, режущих плоттеров и других резиновых валиков. Он также применим к фармацевтической промышленности, автоматическим конвейерным устройствам, верхним роликам и обработке пластмасс.
«Для получения дополнительной информации о плоском и круглом шлифовании обратитесь в компанию Amon Engineering. Мы предоставляем нашим клиентам полный спектр прецизионных компонентов, включая прототипирование малых и средних партий деталей из широкого выбора материалов. Мы умеем работать с черными металлами, карбидом вольфрама, инструментальной сталью, алюминием, нержавеющей сталью, аэрокосмическими сплавами, конструкционными пластиками, цветными металлами, усовершенствованной технической керамикой и другими материалами».
Мы предоставляем нашим клиентам полный спектр прецизионных компонентов, включая прототипирование малых и средних партий деталей из широкого выбора материалов. Мы умеем работать с черными металлами, карбидом вольфрама, инструментальной сталью, алюминием, нержавеющей сталью, аэрокосмическими сплавами, конструкционными пластиками, цветными металлами, усовершенствованной технической керамикой и другими материалами».
Первоисточник
Теги: круглое шлифование, плоское шлифование
Специализированные методы внутреннего шлифования
Свойства и применение вольфрамовой проволоки
В то время как наиболее привычное использование вольфрама (лампы накаливания) продолжает исчезать, уникальный набор свойств по-прежнему делает вольфрамовую проволоку незаменимой для ряда продуктов и приложений.
Прецизионная обработка с ЧПУ
Узнайте о преимуществах прецизионной обработки с ЧПУ при производстве небольших сложных деталей, требующих жестких допусков, гладкой поверхности и повторяемости.
Прецизионная резка металла для 2-осевой резки
Различные варианты прецизионной резки металла различаются по характеристикам и применимости, что делает выбор не таким уж простым. Это руководство поможет.
Мифы о пластиковых и металлических трубках для медицинских устройств [ВИДЕО]
Были разработаны тысячи компаундов смол, чтобы расширить возможности конструкции трубок в медицинских устройствах. Тем не менее, существует ряд мифов. Узнайте, почему пластик не может быть лучшим выбором по сравнению с металлическими трубками в медицинских целях.
Контроль качества при производстве металлических деталей
Изучите жизненно важные компоненты эффективной программы контроля качества и ее роль в обеспечении того, чтобы металлические детали соответствовали требованиям к конструкции и функциям.
Использование вольфрама тогда и сейчас
При сравнении обычных применений вольфрама в 2007 году и сегодня становится ясно, что вольфрам остается одним из наиболее широко используемых и выгодных тугоплавких металлов.
Швейцарская обработка костных винтов и анкеров
Прецизионная швейцарская обработка с ЧПУ часто используется для производства костных винтов и анкеров с характеристиками, необходимыми для широкого спектра ортопедических и стоматологических применений.
Что такое допуск калибровки?
Ключом к допуску калибровки является понимание того, на что способно устройство, и допуск, на который оно было откалибровано.
Прецизионное шлифование металла
Прецизионное шлифование металла часто является лучшим способом удаления небольших количеств материала и получения надлежащей обработки или жестких допусков на поверхности деталей.
Отклонение и точность в станках с ЧПУ Swiss Machining
Узнайте, как направляющая втулка и другие особенности современных станков с ЧПУ позволяют устранить отклонение для повышения эффективности, согласованности и точности.
Автоматический токарный станок: плюсы и минусы
Хотя токарный автомат может выполнять простую двухосевую резку металлических стержней и труб, он предназначен для более сложных многоэтапных операций обработки.
Швейцарская обработка тяговых колец для медицинских устройств
Натяжные кольца для медицинских устройств могут быть вырезаны из трубы из нержавеющей стали марки 304 или подвергнуты механической обработке швейцарским способом для придания специальных характеристик и использования других материалов.
Очарование лазерной резки [ВИДЕО]
Чем отличается лазерная резка от других методов точной резки металла? Посмотрите это видео, чтобы узнать о плюсах и минусах этого метода резки металла.
Вольфрам против золота: битва биоматериалов
Для некоторых медицинских устройств, требующих биоматериалов, вольфрам и позолоченная вольфрамовая проволока могут быть подходящей альтернативой драгоценным металлам, таким как золото.
План выборочного контроля в контроле качества [ВИДЕО]
Как бы ни были важны проверки, 100% проверка требует времени и затрат без гарантии 100% соответствия. Узнайте, что такое план выборочного контроля и как он решает эту проблему.
Профиль линии и профиль поверхности
При сравнении профиля линии с профилем поверхности первый контролирует изменение в заданных поперечных сечениях, а второй контролирует всю поверхность элемента.
5 вещей, которые необходимо знать о концентричности наружного/внутреннего диаметра
Чтобы избежать проблем с проверкой концентричности наружного/внутреннего диаметра, попробуйте использовать другие применимые символы GD&T вместо концентричности на чертежах и проектах труб.
Швейцарская машина в современном механическом цехе
Швейцарский станок развивался и совершенствовался с тех пор, как был изобретен оригинальный швейцарский токарный станок, что сделало современный метод важной частью прецизионной обработки с ЧПУ.
5 главных проблем при обработке с ЧПУ [ВИДЕО]
Хотя обработка с ЧПУ может производить множество сложных, прецизионных металлических компонентов, в этом процессе есть некоторые проблемы, о которых вам нужно знать.
Допуск на плоскостность в GD&T
Плоскостность поверхности — это показатель всех точек на поверхности, лежащих в одной плоскости, причем самая высокая и самая низкая точки находятся в пределах диапазона допуска плоскостности.
Секреты выбора нового партнера по контракту [ВИДЕО]
Специализированные методы внутреннего шлифования
Высокоточные методы внутреннего шлифования, такие как внутреннее шлифование и хонингование, используются для получения гладкой поверхности и жестких допусков на внутренний диаметр отверстия, отверстия и трубы.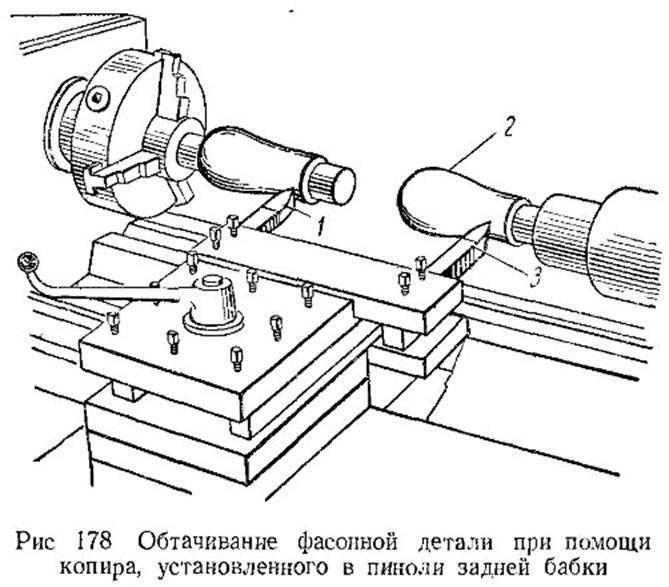
Основы шлифования двойным диском
Шлифование двойным диском обеспечивает точность размеров для металлических деталей, требующих жестких допусков, параллельности, плоскостности и контроля толщины.
Применение для услуг точной плоской притирки
Прецизионная плоская притирка и другие методы притирки могут использоваться для небольших деталей, требующих строгого контроля чистоты поверхности, плоскостности, толщины и параллельности.
Сложности электрохимического шлифования
Процесс электрохимического шлифования представляет собой узкоспециализированный метод, который сочетает в себе шлифование поверхности, химию и фиксацию и имеет ограниченное применение.
Основы наружного шлифования
Наружное шлифование используется для придания формы внешней поверхности объектов между центрами и отлично подходит для удаления круговых дефектов и восстановления или создания округлости.
Основы бесцентрового шлифования [ВИДЕО]
Процесс бесцентрового шлифования идеально подходит для чистовой обработки небольших цилиндрических металлических деталей, требующих жестких допусков и крупносерийного производства. Изучите некоторые основы этого процесса.
Что такое притирка? [ВИДЕО]
Что такое притирка? В умелых руках этот малоизвестный процесс позволяет производить детали с тщательно отполированными концами, жесткими допусками по длине и исключительной плоскостностью.
Электрохимическая резка Плюсы и минусы
Электрохимическая резка (ECC) сочетает в себе электрохимическую эрозию и шлифование для получения блестящей поверхности без заусенцев с жестким допуском ±0,005 дюйма (0,127 мм).
Холодное пиление «за» и «против»
Холодное пиление позволяет выполнять высокоскоростную резку без заусенцев стержней, труб и профилей, но оно не идеально подходит для очень коротких отрезков, малых наружных/внутренних диаметров или твердых металлов.
Получите доступ к бесплатному руководству по швейцарским винтам. Часто задаваемые вопросы
Примечание: для этого контента требуется JavaScript.Знаете ли вы, какой метод резки подходит для вашего точного применения?
Примечание: для этого контента требуется JavaScript.Руководство по аутсорсингу медицинского оборудования
Крайне важно выбрать поставщика, с которым вы можете рассчитывать на долгосрочную работу. Ознакомьтесь с этими практическими рекомендациями, чтобы принять правильное решение.
Загрузите бесплатное руководство по электродам для контактной сварки
Примечание: для этого контента требуется JavaScript.Материалы для электродов для контактной сварки: информационный документ
Узнайте, как более качественные материалы для электродов для контактной сварки ускоряют процесс сварки.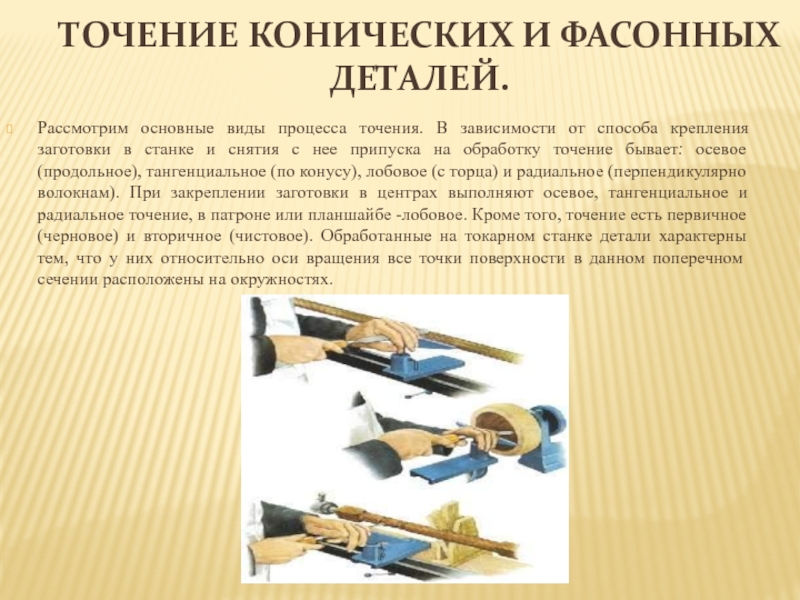 Этот информационный документ призван помочь вам сделать правильный выбор электродных материалов.
Этот информационный документ призван помочь вам сделать правильный выбор электродных материалов.
Металлические трубы в 21 веке: кому они нужны?
Металлические трубки по-прежнему играют решающую роль в производстве медицинских устройств, но из множества доступных пластиковых материалов может быть трудно определить, какой материал является правильным.
Абразивная резка: плюсы и минусы
Абразивная резка тонким кругом — идеальный метод для крупносерийной двухосевой резки металла, требующей точности, жестких допусков, отсутствия заусенцев и гладкой обработки торца.
Гидроабразивная резка Плюсы и минусы
Гидроабразивная резка обычно используется для резки сложных форм из больших плоских листов металла, но может быть не лучшим выбором для 2-осевой резки мелких деталей.
Семь секретов выбора нового партнера по контракту
Найти поставщика, который может обеспечить качественное и своевременное обслуживание, может быть непросто, особенно когда речь идет о медицинском оборудовании и других строго регулируемых отраслях. Это руководство делает это простым.
Это руководство делает это простым.
Вольфрамовая проволока 101: обзор уникально полезного материала
Вольфрамовая проволока по-прежнему является продуктом, имеющим большое количество разнообразных применений, для многих из которых нет известной замены. Узнайте, почему вольфрам по-прежнему широко используется.
Узнайте, как оптимизировать ваши запросы предложений для успешного производства
Примечание: для этого контента требуется JavaScript.Факты о лазерной печати металла
Лазерная печать металла популярна для ряда применений, но можете ли вы использовать ее для печати металлом для таких больших количеств таких мелких деталей?
Wire EDM Преимущества и недостатки
Wire EDM Преимущества и недостатки резки для 2-осевой резки зависят от факторов, включая используемый материал, параметры детали и требования к чистоте поверхности.
5 Увлекательные факты о вихретоковом контроле
Вихретоковый контроль — важный метод неразрушающего контроля, который часто используется для выявления дефектов на поверхности или под поверхностью металлических материалов.
Прослеживаемые стандарты NIST в действии
Узнайте некоторые интересные факты о прослеживаемых стандартах NIST и их важной роли в стандартах СМК.
С Днем Рождения Metal Cutting Corporation!
Празднование 50-летия прецизионного производства: Metal Cutting Corporation искренне рада сообщить, что мы только что прошли важную веху в истории нашей компании.
Трудности с калибровочными стандартами
Калибровочные стандарты для устройств и оборудования, используемых при измерении, проверке и производстве прецизионных металлических деталей, могут создавать некоторые уникальные проблемы.
Круговое биение и полное биение
В сравнении с круговым биением первое значение управляет изменением круговых элементов детали, а другое — изменением всей поверхности детали. Узнайте разницу и как их измерить здесь.
Сравнение хонингования и притирки
Хотя хонингование и притирка используются для точной настройки качества обработки и размеров металлических деталей, эти два процесса различаются тем, где и как они достигают результатов.
Цилиндричность в GD&T
Цилиндричность GD&T — это элемент трехмерного допуска, используемый для обозначения как круглости, так и прямолинейности по всей осевой длине цилиндрической детали.
План выборочного контроля при контроле качества
Статистически достоверный план выборочного контроля при контроле качества обеспечивает высокий уровень уверенности в том, что если образец приемлем, то приемлема и вся партия.
Допуски GD&T в производстве деталей
Допуски GD&T обеспечивают руководство по производству, которое должно уравновешивать необходимость обеспечения функциональности детали с необходимостью рентабельного производства детали.
Допуск круглости в мелких металлических деталях
Допуск круглости, основанный на диаметре, помогает контролировать круглость и обеспечивает правильную посадку мелких прецизионных металлических деталей, их плавное перемещение и равномерный износ.
Принципы услуг по прецизионному шлифованию поверхностей
Услуги по шлифованию поверхностей используют методы прецизионного шлифования поверхностей, чтобы сделать кубические металлические детали квадратными и параллельными или концы металлических стержней перпендикулярными.
Зачем использовать таблицу шероховатости поверхности?
Таблица шероховатости поверхности металла представляет собой удобное руководство по стандартной шероховатости поверхности и характеристикам, таким как единицы измерения, преобразования и типичные значения Ra.
8 Что нужно знать об ISO 9000
Соблюдение организацией стандартов ISO 9000 говорит клиентам о том, что она привержена внедрению структурированных методов управления качеством.
Удаление заусенцев при массовом производстве мелких металлических деталей
Для удаления заусенцев с мелких металлических деталей в массовом производстве требуется воссоздание действия ручных инструментов с помощью механических устройств, подходящих для крупносерийного производства.
Объяснение пяти основных проблем обработки с ЧПУ
Узнайте о пяти основных проблемах, которые следует учитывать при выборе услуг по обработке с ЧПУ и партнера для производства сложных и точных мелких деталей.
8 Принципы бесцентрового шлифования
Узнайте больше о принципах бесцентрового шлифования и о том, как его можно использовать для получения шероховатости поверхности небольших цилиндрических металлических деталей с жесткими допусками.
6 Что нужно знать о титановой трубке
Узнайте, почему характеристики титановой трубки делают ее хорошим выбором для медицинских устройств и других применений, требующих прочности, легкости и коррозионной стойкости.
Проблемы с размерами при резке металла по длине
Резка металла использует притирку и механическую обработку, а также другие методы для достижения плоскостности и параллельности при резке металла по длине.
Человеческий фактор при контроле металлов
Metal Cutting Corporation использует визуальные и механические методы контроля металла, чтобы обеспечить соответствие мелких деталей производственным требованиям клиентов.
5 На что следует обратить внимание при термообработке металла
Учитывайте методы, используемые для термообработки металлов, а также эффекты при определении требований к отрезанию мелких металлических деталей.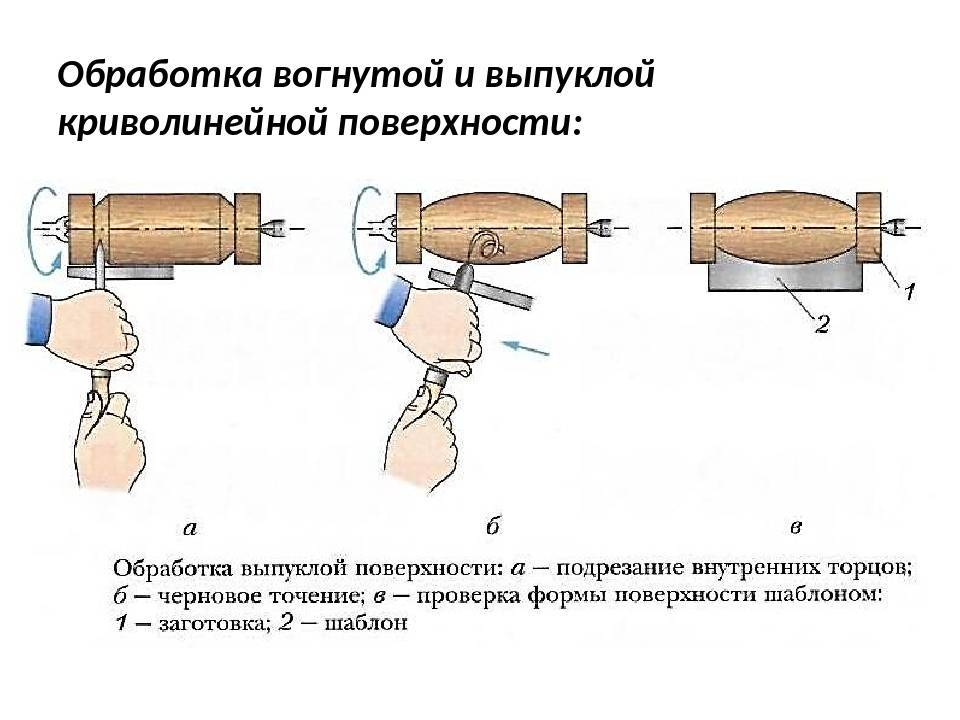
Мелкие калибры в металлических деталях Sourcing
Маленькие калибры, такие как штифтовые калибры или штифтовые калибры-пробки, являются полезными инструментами для проверки внутренних диаметров и проверки соответствия металлических труб малого диаметра указанным допускам.
Делает ли резка металла изготовление металла?
Люди часто спрашивают Metal Cutting Corporation, занимаемся ли мы «изготовлением металла» — и правда в том, что ответ зависит от того, как вы определяете этот термин.
Выбор поставщика отрезных металлических деталей
Следуйте этим советам о том, как выбрать поставщика отрезных металлических деталей и получить желаемые результаты для точного производства.
Полировка металлических деталей для медицинских устройств, напечатанных на 3D-принтере
Целью полировки металлических деталей для медицинских устройств, напечатанных на 3D-принтере, является достижение надлежащей чистоты поверхности при сохранении сложных деталей конструкции устройства.
Вольфрамовая проволока отказывается умирать в автомобильном освещении
Лампы накаливания, изготовленные из вольфрамовой нити накала, продолжают использоваться в автомобильных указателях поворота, несмотря на параллельное внедрение более новой светодиодной технологии.
Услуги по резке металла становятся быстрее
Узнайте, как Metal Cutting Corporation совершенствует операции и ускоряет предоставление стандартных услуг по резке металлов.
Рецепт идеальной электродной инфильтрации
Узнайте, почему инфильтрация, плотность и другие свойства сплава, такого как медь-вольфрам, важны для качества электродов для точечной сварки.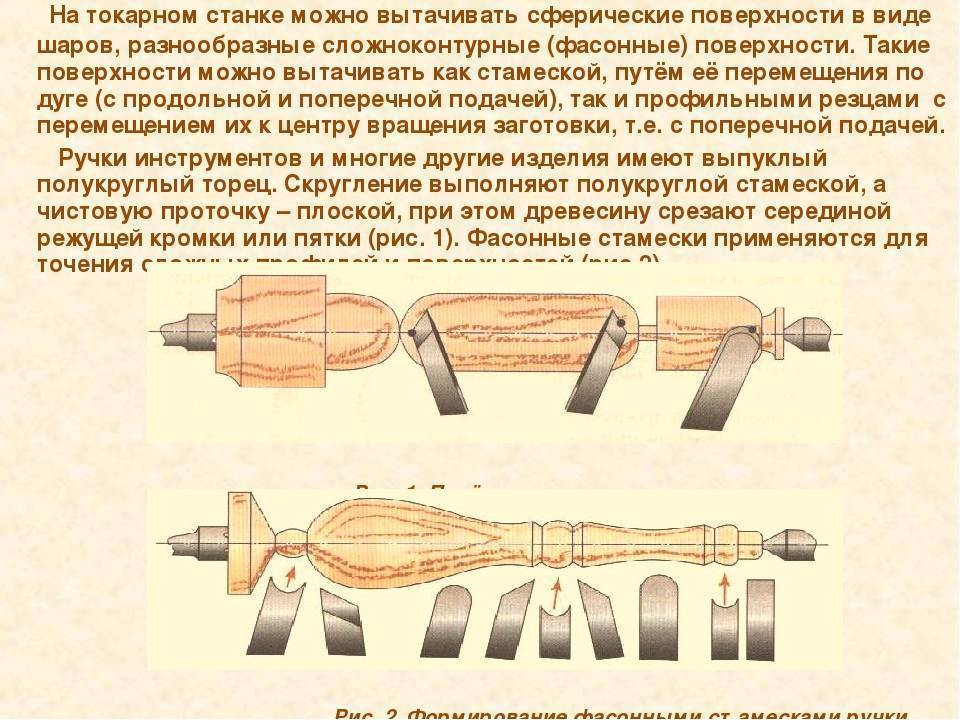
Основные области применения позолоченной вольфрамовой проволоки
Позолоченная вольфрамовая проволока используется в фильтрации, печати, копировании и других областях, а также в качестве альтернативы драгоценным металлам в некоторых медицинских устройствах.
Пристальный взгляд на использование вольфрамовой проволоки для зондов
Свойства прямолинейности вольфрамовой проволоки делают ее ценной для вольфрамовых зондов малого диаметра, используемых при тестировании полупроводниковых пластин и тестировании нервной активности.
Легирующие присадки внутри и при рекристаллизации проволоки
Легирующие добавки повышают температуру рекристаллизации вольфрамовой проволоки и других проводов, придавая свойства непровисания вольфрамовым нитям накала ламп и другим изделиям.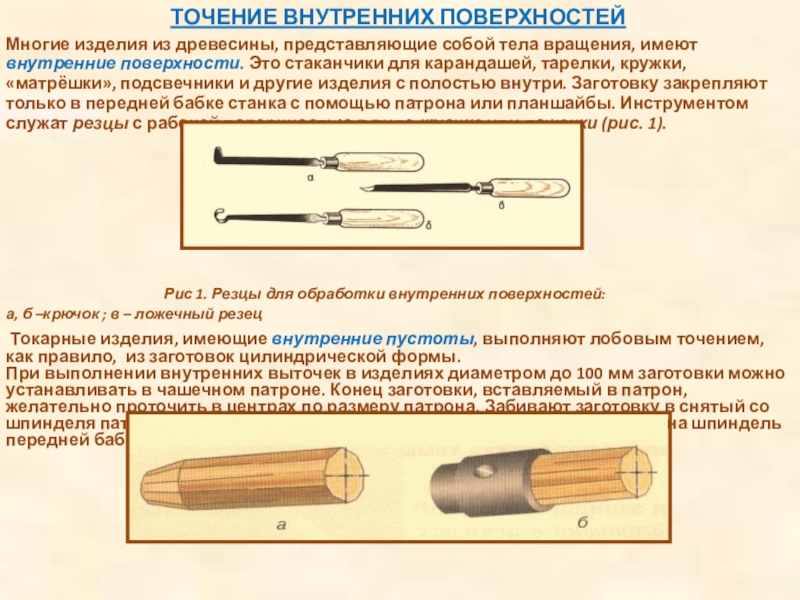
5 интересных фактов о вольфраме
Вольфрам, также известный как вольфрам или вольфрам, обладает высокой температурой плавления и другими интересными свойствами, которые используются во многих отраслях промышленности и во многих продуктах.
Как на самом деле складываются допуски?
При проектировании детали помните, что для разных допусков могут потребоваться разные процессы, и не все процессы могут давать результаты с одинаковым допуском.
Практический пример прецизионной обрезки и штамповки
Узнайте, как прецизионная обрезка и штамповка сравниваются в достижении бездеформационной плоскостности, острой кромки и точного внешнего диаметра, необходимого для дистанционирующего кольца.
Как несколько допусков могут привести к конфликту
Когда одна деталь имеет несколько противоречащих друг другу допусков, более жесткий и сложный допуск должен определять производство и, в конечном итоге, влиять на стоимость детали.