алюминиевые припои и флюсы, паяльник или газовая горелка
Содержание
- 1 Металл алюминий
- 1.1 Трудности пайки
- 2 Удаление оксидной плёнки
- 2.1 Активные флюсы
- 2.2 Электрохимический метод (процесс электролиза)
- 2.3 Припои для пайки
- 3 Процесс пайки алюминия
- 3.1 Разогрев спаиваемых поверхностей
- 3.2 Использование канифоли
- 3.3 Минусы пайки алюминия
Сложность пайки алюминия не только в домашних условиях, но и в условиях промышленного производства, обусловлена в первую очередь особыми свойствами этого металла, что делает его принципиально отличным от других разновидностей цветных металлов, активно используемых как в промышленности, так и в быту.
Металл алюминий обладает целым набором парадоксальных свойств, то есть свойств, которые взаимно исключают друг друга, но тем не менее легко уживаются в одном металле.
С одной стороны, это очень легкоплавкий металл, температура плавления чистого алюминия составляет 660 градусов. Это химически очень активный металл. Алюминий способен мгновенно вступать в химические реакции практически со всеми активными веществами. Это очень мягкий и не очень прочный металл.
Это химически очень активный металл. Алюминий способен мгновенно вступать в химические реакции практически со всеми активными веществами. Это очень мягкий и не очень прочный металл.
С другой стороны, крайне высокая химическая активность алюминия приводит к тому, что он мгновенно вступает в химическую реакцию с кислородом, содержащимся в окружающем воздухе, с образованием на своей поверхности плёнки оксида алюминия: Al2O3. Оксид алюминия имеет второе название — корунд. Это очень прочное, абсолютно химически инертное вещество. Температура плавления: 2400 градусов. Используется в промышленности как огнеупорный материал.
Металл алюминий
Таким образом, можно сказать, что в повседневной жизни, несмотря на окружающие нас со всех сторон предметы, сделанные из алюминия, мы не знаем его настоящего характера, так как настоящий алюминий всегда скрывается от нас под непроницаемым занавесом своего оксида. Именно оксид алюминия обуславливает такие свойства этого металла, как его крайне высокую стойкость к неорганическим кислотам и щелочам, неподверженность коррозии в морской воде и атмосферном воздухе, высокая отражательная способность и высокая экологичность.
Именно оксид алюминия обуславливает такие свойства этого металла, как его крайне высокую стойкость к неорганическим кислотам и щелочам, неподверженность коррозии в морской воде и атмосферном воздухе, высокая отражательная способность и высокая экологичность.
И этот же оксид алюминия превращает обычную пайку в достаточно сложный технологический процесс, требующий для своего успешного осуществления применения специальных флюсов, особых припоев и некоторых специфических методов.
Суть процесса пайки любого металла, в том числе и алюминия, состоит во введении в пространство между спаиваемыми деталями специального связывающего вещества в расплавленном состоянии. Это вещество называется припой. Застывая, оно надёжно соединяется с двумя поверхностями металла и образует единое соединение.
Трудности пайки
С алюминием всё несколько сложнее. Поверхностная оксидная плёнка не позволяет обычному припою вступить в химическую реакцию с металлом.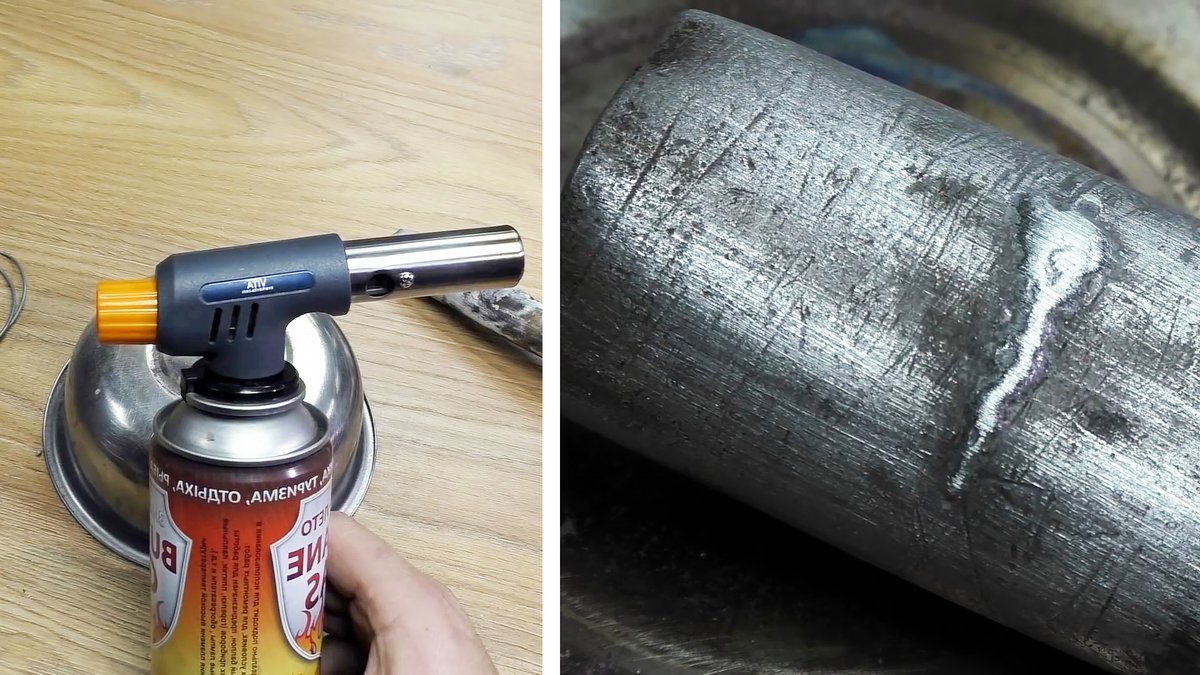 В результате между поверхностью металла и припоем не возникает адгезия. Говоря простыми словами, припой не прилипает к поверхности алюминия и пайка делается невозможной.
В результате между поверхностью металла и припоем не возникает адгезия. Говоря простыми словами, припой не прилипает к поверхности алюминия и пайка делается невозможной.
Поэтому основная трудность заключается в проблеме удаления практически неудалимой оксидной плёнки с поверхности металла.
Вторая трудность состоит в низкой температуре плавления алюминия. Дело в том, что наиболее прочное соединение получается при применении так называемых тугоплавких припоев. Температура плавления которых составляет 550−650 градусов. Учитывая тот факт, что алюминий плавится при температуре 660 градусов, крайне сложно при пайке небольших алюминиевых изделий не разрушить саму алюминиевую конструкцию путём её расплавления вместе с припоем.
Удаление оксидной плёнки
Проблему удаления поверхностной плёнки решают двумя принципиально разными способами:
- Путем применения специальных активных флюсов с предварительной механической очисткой поверхности металла.

- С помощью процесса электролиза.
Активные флюсы
Если очень сильно хочется, то можно изготовить флюс для пайки своими руками, у себя на кухне или в мастерской. Но для этого необходимо иметь дело с очень опасными химически активными веществами типа кислот или щелочей. Кроме того, в специализированных магазинах существует огромный выбор различных марок флюсов, как обычных, так и узкоспециализированных, и цены на них невысокие. Поэтому изготовление кислоты для пайки своими руками мы оставим особым паяльным фанатам, а сами попытаемся разобраться в том ассортименте, что нам предлагает промышленность.
- Ф-34А. Специальный флюс. Плавится при температуре 420−620 градусов. Применяется с тугоплавкими припоями. Состав: Хлорид калия 50% Хлорид лития 32% Фторид натрия 10% Хлорид цинка 8%
- Ф-61А. Флюс для алюминия. Плавление происходит при температуре 150−320 градусов. Применяется с обычными олово — свинцовыми припоями. Состав: Фторборат цинка 10% Фторборат аммония 8% Триэтаноламин 82%
- Ф-64. Высокоактивный флюс для алюминиевых сплавов. Расплавляется при температуре 180−350 градусов. Состав: поверхностно активные вещества.
- НИТИ-18 (Ф-380). Специальный флюс для алюминиевых сплавов. Температура пайки 390−620 градусов.
- А-214. Универсальный безотмывочный флюс средней активности.
 Высокоактивный флюс для алюминиевых сплавов. Расплавляется при температуре 180−350 градусов. Состав: поверхностно активные вещества.
Высокоактивный флюс для алюминиевых сплавов. Расплавляется при температуре 180−350 градусов. Состав: поверхностно активные вещества.Перед нанесением флюса поверхность металла необходимо предварительно очистить от загрязнений и обезжирить. Делается это с помощью бензина или ацетона. После этого производят механическую обработку с помощью различных абразивных приспособлений: наждачная шкурка, металлическая щётка, шлифовальные круги и прочие подобные устройства. Цель этих действий — ослабить оксидную плёнку, потому что удалить её в принципе невозможно, так как мгновенно взамен старой образуется новая. Но новая плёнка намного тоньше и слабее старой, поэтому этот приём способствует более лёгкому проникновению флюса сквозь поверхностный оксидный барьер.
Электрохимический метод (процесс электролиза)
Суть этого способа заключается в том, что поверхность алюминия вместе с его непобедимым оксидом просто-напросто заменяется медной поверхностью. А пайка меди происходит намного проще, быстрее и надёжнее. Осуществляют это с помощью простейшей гальванической установки.
- Используют любой источник постоянного тока. Это может быть: бытовой выпрямитель, автомобильный аккумулятор или обычная батарейка от фонарика. Отрицательный полюс подключается к алюминиевой поверхности. Положительный полюс подключается к медному проводу сечением 1−1.3 миллиметра.
- Медный провод, лишённый изоляции, закрепляется внутри железной щетины абразивной щётки таким образом, чтобы в процессе трения щётки о поверхность алюминия провод её не касался.
- На место пайки, предварительно обработанное шкуркой или иным абразивным инструментом, капают несколько капель медного купороса.
- В процессе трения на поверхности алюминия будет постепенно образовываться слой красной меди, как следствие процесса электролиза.
- Медная поверхность намного проще подвергается процессу лужения и последующей пайки, чем поверхность алюминиевая.

Припои для пайки
Обычные припои, применяемые для пайки цветных металлов, содержат в своём составе олово и свинец в качестве основных компонентов, а также кадмий, висмут и цинк в качестве компонентов добавочных. Для алюминия такой состав крайне нежелателен, по причине того, что в этих металлах (за исключением цинка) он практически не растворяется, поэтому работа с помощью припоя подобного состава будет крайне слабой и ненадёжной. Кроме того, все припои на базе свинец-олово обладают очень низкой коррозионной устойчивостью. Поэтому пайка алюминия оловом нежелательна.
Для алюминия применяют специальные припои, в состав которых входят сам алюминий, а также кремний, медь, серебро и цинк.
- 34 А. Состав: Алюминий 66% Медь 28% Кремний 6%. Температура плавления 530−550 градусов.
- ЦОП 40. Состав: Цинк 60% Олово 40%. Плавится при температуре 300−320 градусов.
- HTS 2000. Основа состава цинк, алюминий и медь, а также некоторые незначительные добавки. Всего в припое девять компонентов, которые в совокупности обеспечивают его очень хорошие качества. Плавится при температуре 300 градусов. Производство США.
 Температура плавления 530−550 градусов.
Температура плавления 530−550 градусов.Чем больше в припое для алюминия содержится цинка, тем более он высокопрочен и коррозионноустойчив. Содержание меди, кремния и алюминия повышает температуру плавления припоя, делая его тугоплавким. Какой выбрать припой — зависит от тех задач, которые стоят перед спаиваемыми деталями.
Как правило, тугоплавкие припои имеют температуру плавления, сопоставимую с температурой плавления самого алюминия, поэтому их применяют в основном для паяния крупногабаритных, массивных алюминиевых деталей.
Латунный припой для алюминия не применяется.
Процесс пайки алюминия
Технология процесса пайки алюминия ничем не отличается от пайки любого другого металла и состоит из ряда последовательных действий:
- Обезжиривание места пайки.
- Механическая очистка с помощью абразивных средств.
- Нанесение флюса. Необходимо практически сразу после механической обработки нанести на обработанную поверхность флюс. Так как чем больше проходит времени после абразивного воздействия на оксидную плёнку, тем прочнее она становится.
- Лужение разогретых поверхностей. Расплавление припоя и распределение его по поверхности металла.
- Соприкосновение залуженных поверхностей и фиксирование. Фиксация производится до того момента, пока припой не застынет. Как правило, это происходит в течение одной-двух минут.
- Промывка под проточной водой места пайки с целью вымывания остатков флюса. Если этого не сделать, металл в месте спайки может начать корродировать, так как флюс содержит в своём составе сильные кислоты.
Разогрев спаиваемых поверхностей
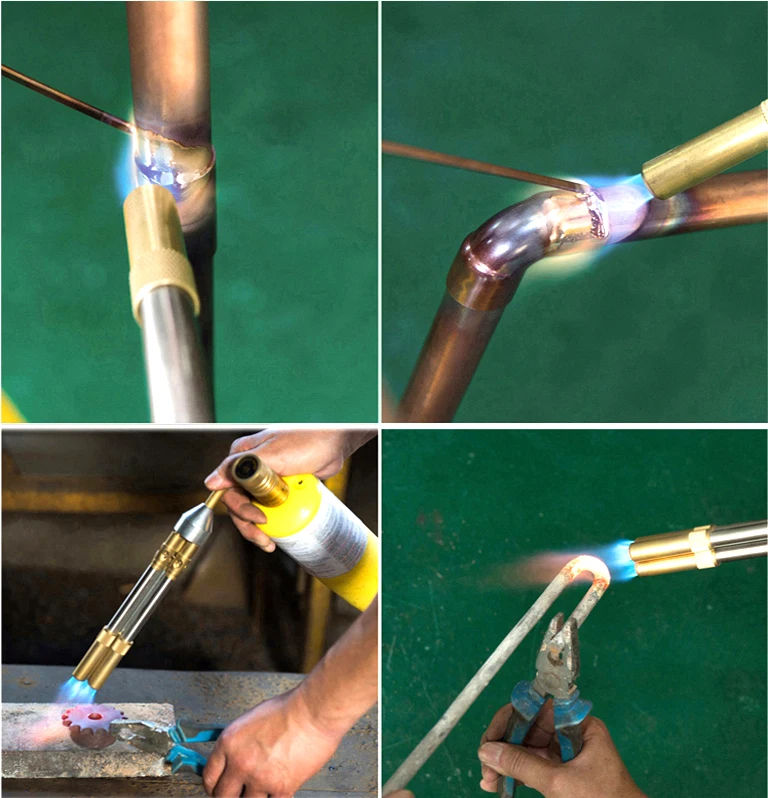
Для пайки небольших алюминиевых деталей, например, проводов, как правило, используют электрический паяльник мощностью от 50 до 100Вт, в зависимости от сечения провода. Для более массивных деталей, например, кастрюли, автомобильные радиаторы — целесообразно применять более мощные источники тепла. Как правило — это паяльная лампа или газовая горелка, купленная или изготовленная самостоятельно. При пайке алюминия газовой горелкой и разогревании спаиваемых поверхностей необходимо придерживаться следующих правил:
- Чтобы запаять деталь, нельзя допускать перегрева основного металла, так как это может привести к его расплавлению и, как следствие, к разрушению всей металлической конструкции в целом. Чтобы этого не произошло, необходимо в процессе разогрева постоянно контролировать температуру. Делают это с помощью припоя. Кусочком припоя периодически касаются разогреваемой поверхности, как только припой начинает плавиться, это является сигналом, что разогрев можно прекращать.
- Нельзя использовать кислород в целях дополнительного обогащения газовой смеси. Так как это будет усиливать окислительные процессы в месте пайки и, как следствие, ускорять образование оксидной плёнки на поверхности металла.
 Чтобы этого не произошло, необходимо в процессе разогрева постоянно контролировать температуру. Делают это с помощью припоя. Кусочком припоя периодически касаются разогреваемой поверхности, как только припой начинает плавиться, это является сигналом, что разогрев можно прекращать.
Чтобы этого не произошло, необходимо в процессе разогрева постоянно контролировать температуру. Делают это с помощью припоя. Кусочком припоя периодически касаются разогреваемой поверхности, как только припой начинает плавиться, это является сигналом, что разогрев можно прекращать.Использование канифоли
Чтобы спаять и припаять алюминиевые провода небольшого сечения, можно успешно применять свинцово-оловянные припои, используя в качестве флюса канифоль. В этом случае абразивную обработку поверхности провода производят под слоем расплавленной канифоли, а в качестве абразивного инструмента используют раскалённое жало паяльника, а также небольшое количество металлических опилок.
- Кусочек канифоли и металлические опилки помещают на место будущей пайки.
- Разогретым луженым жалом паяльника расплавляют канифоль.
- После того как канифоль полностью расплавится и равномерно распределится по поверхности, начинают тереть жалом паяльника по поверхности алюминия сквозь слой расплавленной канифоли.
- В результате раскалённое жало паяльника вместе с металлическими опилками начинает достаточно легко разрушать поверхностную оксидную плёнку, а слой канифоли не даёт возможности воздуху проникнуть в место пайки, в результате новая оксидная плёнка не образуется.
- После того как лужение завершается, спаиваемые поверхности соединяют друг с другом и снова прогревают до тех пор, пока припой не расплавится вновь и не заполнит всё пространство между спаиваемыми поверхностями.
Необходимо отметить, что данный способ подходит лишь для малогабаритных тонкостенных деталей или для проводов небольшого сечения. Во всех остальных случаях необходимо использовать специальные алюминиевые флюсы и тугоплавкие припои, предназначенные для пайки алюминия.
Минусы пайки алюминия
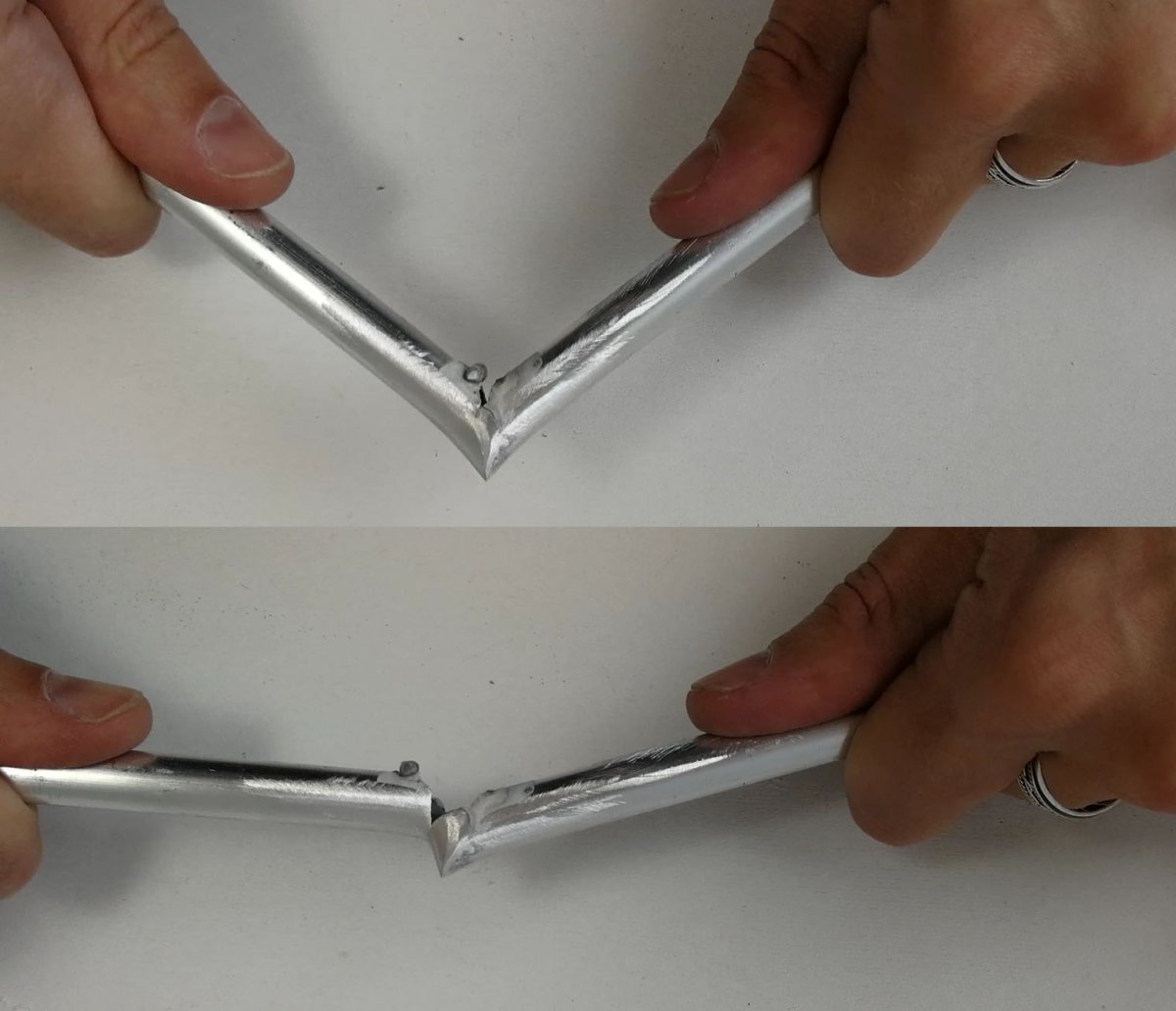
Необходимо всегда помнить, что пайка — это не сварка. Она никак не затрагивает внутреннюю структуру металла, и поэтому место пайки по прочностным характеристикам всегда на несколько порядков слабее, чем сам спаиваемый металл. Место пайки нельзя подвергать большим механическим и температурным нагрузкам. В противном случае спаиваемые детали очень быстро разрушаться. Единственный вариант, когда пайка более уместна, чем сварка — это паяние алюминиевых проводов в электрических приборах или пайка прохудившегося автомобильного радиатора, когда отсутствует возможность заменить его новым.
Желательно исключить из домашней практики паяние и лужение прохудившихся алюминиевых кастрюль, кружек и прочих сковородок. В состав алюминиевых припоев и флюсов входят сильно ядовитые вещества. В этом случае тщательная промывка места пайки в проточной воде будет выглядеть, как игра в русскую рулетку.
Пайка алюминия
При производстве бытовой техники алюминий и его сплавы: силумин, дюралюминий – применяются очень широко. Из этих материалов выполняют и корпуса изделий, и провода для различных устройств.
Что же делать, если возникла необходимость запаять алюминиевую деталь или припаять отвалившийся провод из этого легкого материала? Пайка металлов вообще, и алюминия, в частности, – это, как правило, задача нетривиальная, требующая знаний и опыта. Как сам алюминий, так и сплавы с его участием обладают неприятным свойством. Под воздействием кислорода воздуха детали из этого металла покрываются прочной пленкой оксида, из-за которого пайка алюминия становится непростой задачей. Ведь оксид препятствует надежному соединению спаиваемых деталей. В этом материале вы сможете прочесть о том, как правильно выполняется пайка алюминия в домашних условиях с помощью припоев, в состав которых входит свинец: ПОС-50, ПОС-61 и ПОС-90.
Припой с канифолью: способы и рекомендации
Каждый радиолюбитель или мастер, занимающийся ремонтом самостоятельно, рано или поздно вынужден…
Первый способ. Если вам необходимо припаять друг к другу пару проводов, состоящих из алюминия, следует для начала хорошенько их залудить. На концы припаиваемых проводов накладывается канифоль, снизу подкладывается шлифовальная шкурка средних номеров, и горячим паяльником (который тоже необходимо предварительно залудить) провод прижимается к этой шкурке. В процессе нужно постоянно добавлять канифоль, убирать паяльник от металла ни в коем случае не следует. Эта операция многократно повторяется, пока не удастся залудить провода как следует. Затем можно начинать пайку. Если вместо канифоли использовать щелочное масло для чистки оружия или минеральное, которым смазывают швейные машины, то и подготовка к процессу, и сама пайка алюминия не вызовет затруднений. Если, конечно, у вас есть хоть небольшой опыт в этих делах.
Узнаем как выбрать флюс для пайки
Выполнение пайки невозможно без применения флюса. Он не только удаляет оксиды с поверхности,…
Он не только удаляет оксиды с поверхности,…
Второй способ. Хорошо получается паять алюминий в листах. На место шва наносится канифоль, в которую накрошены мелкие металлические опилки, затем по шву необходимо пройтись несколько раз залуженным горячим паяльником, постоянно добавляя припой. Смысл этого метода заключается в том, что опилки острыми углами начнут царапать и сдирать оксидную пленку, а когда она не мешает, олово из припоя хорошо соединяется с основой, и пайка алюминия становится несложной задачей.
Главное – помнить правило: чем толще лист алюминия, тем мощнее должен быть паяльник. Если перед вами стоит задача спаять тонкие листы, паяльник мощностью 50 Вт вполне справится. В том случае, когда толщина листа составляет миллиметр или чуть более, вам понадобится паяльник на 90 Вт. А если вам необходима пайка алюминия в листах, которые состоят из пластин двухмиллиметровой толщины, то перед пайкой придется предварительно прогревать металл, потом наносить флюс и после этого начинать процесс запаивания. Во втором способе, как и в первом, можно использовать вместо флюса масло на минеральной основе.
Во втором способе, как и в первом, можно использовать вместо флюса масло на минеральной основе.
Третий вариант. До того как приступать непосредственно кпайке, следует выполнить над тем элементом, который вы взяли в работу, процедуру «омеднения». Для этих целей подойдет гальванизирующая установка, но если ее нет под рукой, можно обойтись и без нее. Начните с нанесения концентрированного медного купороса на зачищенное шкуркой место пайки. Затем подключите к этой детали минусовый вывод батарейки или аккумулятора. Положительный контакт подведите к медному проводу, закрепленному на ворсистой части зубной щетки с таким расчетом, чтобы он не касался поверхности алюминия благодаря выступающей щетине. Через определенное время в той точке детали, которую вы собрались паять, отложится тонкий слой меди. Его необходимо промыть водой, высушить, а затем залудить стандартным способом (с помощью паяльника).
RC FAQ, модели самолетов — Как паять алюминий?
RC FAQ, модели самолетов — Как паять алюминий?Как паять алюминий?
Ниже приведен список ссылок
текст.
Ниже приведена статья, которую я написал для нашего клубного бюллетеня много лет назад.
В конце есть список материалов и источников.
Если вы потренируетесь спаивать вместе пару пивных банок, вы должны почувствовать
как это сделать, не вызывая плавления основного металла
.
ПАЯЯ АЛЮМИНИЙ
by Ian Maclaughlin
Соединение алюминиевых деталей пайкой
подходит там, где не требуется высокая прочность конструкции, например, при сборке модели
глушители двигателя. Преимущество пайки перед сваркой в среднем
модельер экономичен. Сварка алюминия требует дорогостоящего оборудования, обычно
электрическая дуга с присадочной проволокой, подаваемой с катушки, и инертным газом для защиты изделия
от окисления (например, MIG). Паять можно недорогой
пропановая горелка. Я купил свой на бирже за 12 долларов, BernzOmatic.
JTH-7 «Комплект горелки для паяльных шлангов из цельной латуни». Головка горелки имеет
ручка и соединяется с баллоном с пропаном гибким шлангом длиной около 3 футов.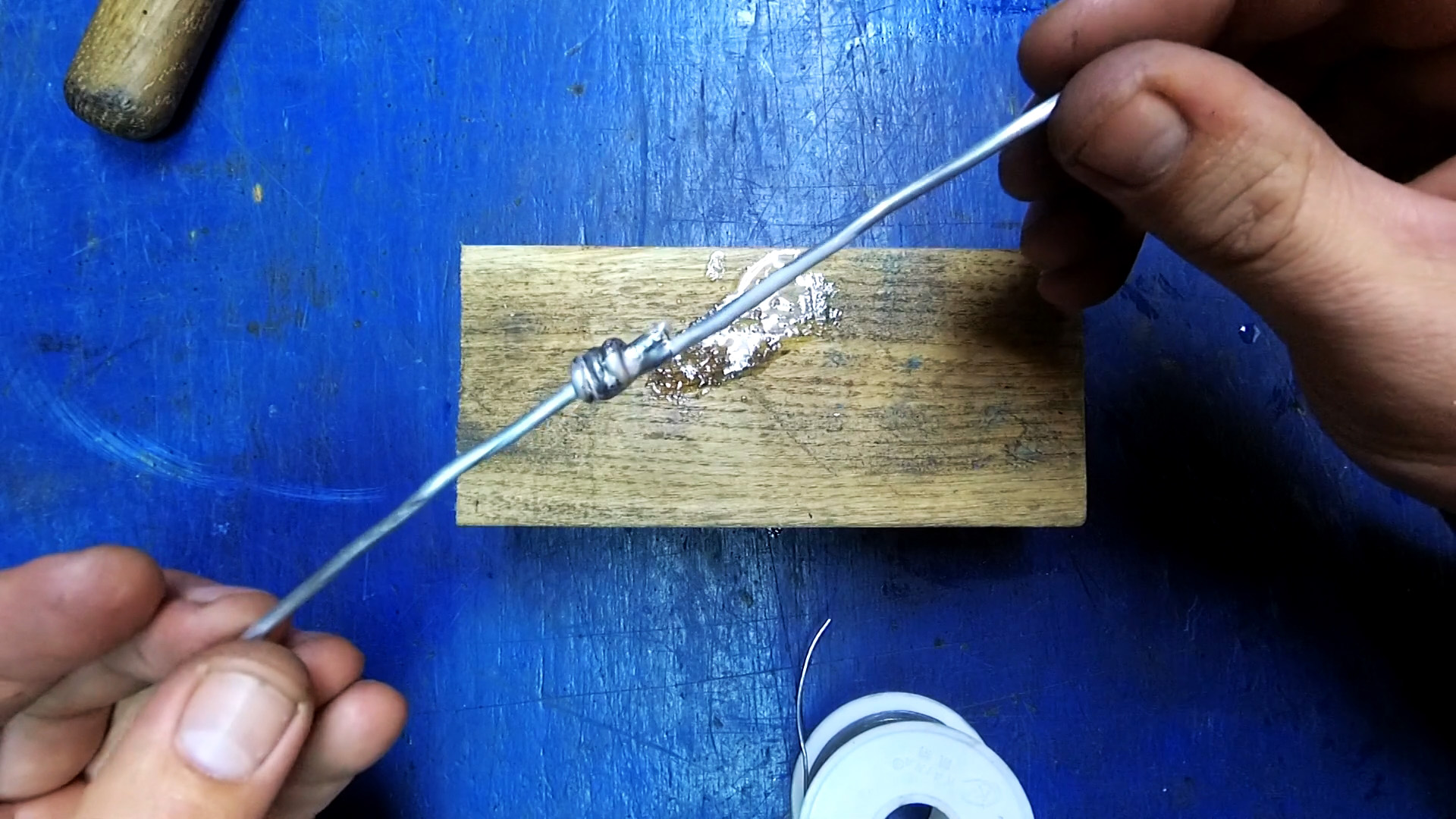 Я нахожу его более удобным в использовании, чем тип, который прикрепляется непосредственно к
баллон с пропаном, так как его использование в вертикальном положении не запрещено.
Кроме того, я обнаружил, что пропан производит более чем достаточно тепла, и чем больше
дорогой кислород/пропан или газ MAPP не нужны, по крайней мере, для тонкого алюминия
листовой или трубный материал.
Я нахожу его более удобным в использовании, чем тип, который прикрепляется непосредственно к
баллон с пропаном, так как его использование в вертикальном положении не запрещено.
Кроме того, я обнаружил, что пропан производит более чем достаточно тепла, и чем больше
дорогой кислород/пропан или газ MAPP не нужны, по крайней мере, для тонкого алюминия
листовой или трубный материал.
Есть два ключа к успешной пайке
алюминий: использование подходящего материала и получение сплава с основным металлом.
На прикрепленной странице рекомендуется, какой материал дает хорошие результаты, а какой –
избегать. Получение сплава с основным металлом требует подготовки и
метод преодоления склонности алюминия к мгновенному образованию
оксидный слой на его поверхности, представляющий стойкий барьер для молекулярных связей
с припоем. Суть правильной техники состоит в том, чтобы прорваться через
оксидный барьер и нанести припой, при этом сам припой защищает соединение
от окисления. Это можно сделать, выполнив следующие действия: 9. 0006
0006
*Очистите соединяемые поверхности до чистоты металл. Гладкие светлые поверхности будут способствовать лучшему течению чем поцарапанные поверхности. Отполируйте поверхности с помощью щетка из нержавеющей стали (ручная или инструмент Dremel) в качестве окончательного подготовительный шаг. Не оставляйте на поверхности отпечатки пальцев и т.п. Не полагайтесь на фрикционную посадку, так как она развалится, когда кусочки расширяются при нагревании.
*Используя нейтральное пламя (см. инструкции к горелке), нагреть соединяемые детали. Если одна часть тяжелее, направьте на него большую часть тепла, чтобы подошли оба куска до рабочей температуры примерно в то же время.
*Приложите стержень к суставу, втирая его, как
мелок. Это пробивает оксидный слой, и как
отмечено выше, является залогом успешной пайки
алюминий. Температура должна быть чуть выше
температура плавления припоя, но не такая высокая, как при ликвидации
точка. Правильная техника – нагреть, проверить
применяя стержень, нагревая, тестируя и т. д., пока эта температура не будет
достигнуто место, где материал стирается с конца стержня в
сустав. Сам стержень используется как абразивный инструмент для
проникают через оксидный слой, позволяя припою течь
под ним и сплавить с основным металлом.
д., пока эта температура не будет
достигнуто место, где материал стирается с конца стержня в
сустав. Сам стержень используется как абразивный инструмент для
проникают через оксидный слой, позволяя припою течь
под ним и сплавить с основным металлом.
*Даже с большой осторожностью на предыдущем шаге некоторые пятна могут появиться там, где истирание было недостаточным для проникают через оксид, и в галтели образуются зазоры. Попытки заполнить их стержнем обычно приводят только к скопление излишков припоя в прилегающих областях. Лучших результатов можно добиться, процарапав упрямый пятна с помощью вспомогательного абразивного инструмента и втягивание припой из соседних областей. нержавеющая сталь Для этой цели пригодится инструмент «помощь при пайке». Я использую один, сделанный Инструменты охотника, № 51.
*При необходимости возможно нанесение дополнительного материала
после того, как стык будет «залужен» вышеуказанным
шаги. Используйте более высокую температуру, чтобы разжижать припой навсегда
поток. Капиллярное действие в этом случае незначительное или отсутствует.
процесса, поэтому прочность соединения заключается в скруглении.
Дайте готовой сборке остыть естественным путем.
Закалка этого материала вызывает хрупкость и образование трещин.
Капиллярное действие в этом случае незначительное или отсутствует.
процесса, поэтому прочность соединения заключается в скруглении.
Дайте готовой сборке остыть естественным путем.
Закалка этого материала вызывает хрупкость и образование трещин.
Описанная выше процедура должна позволить вам сделать приемлемые паяные соединения в алюминии с небольшой практикой. Для безопасности пользуйтесь защитными очками и перчатками и помните, что алюминий отличный проводник тепла. Также обратите внимание, что алюминий при температуре плавления не «раскален докрасна»; выглядит так же, как и при комнатной температуре. Наконец, имейте в виду, что многие металлические покрытия выделяют токсичные пары при пайке. температуры. Снимите эти покрытия и обеспечьте достаточную вентиляцию.>
ПАЙКА АЛЮМИНИЕВАЯ –
МАТЕРИАЛЫ
РЕКОМЕНДУЕМЫЕ
Следующие продукты по существу одинаковы, и было обнаружено, что они производят
удовлетворительные результаты. Ни один из производителей не раскрывает состав,
но это, вероятно, один из так называемых высокотемпературных мягких припоев, обычно
сплавы кадмий/серебро или кадмий/цинк. Эти сплавы плавятся при температуре около 640 F.
и полностью сжижается при температуре около 740F.
Эти сплавы плавятся при температуре около 640 F.
и полностью сжижается при температуре около 740F.
1. Алюминиевый паяльник BernzOmatic, модель AL-3
заявленная рабочая температура: 700F
упак. из 5 стержней 2,99 долл. США в Builders Emporium
2. Стержни для пайки/сварки Turner, стержень № 3, кат. из 5 стержней 2,79 доллара США в Tool Shack, Escondido
3. Master Marketing Products, ALUMIWELD
заявленная рабочая температура: 730F
pkg. из 6 стержней и щетки из нержавеющей стали 5,99 долл. США в Harbour Freight
НЕ РЕКОМЕНДУЕТСЯ
Я не смог получить удовлетворительных результатов со следующим:
1. Alpha Metals, алюминиевый припой, сплошная проволока и флюс
Заявленная рабочая температура: 1070F
0,4 унции проволоки, 0,25 унции флюса, 2,49 долл. США в Builders Emporium
, Кестер Припой, Специальный Припой для ремонта алюминия с 100% оловом и флюсом
Заявленная рабочая температура: 450F
Катушка 0,46 унции $1,29 в San Diego Hardware
Комментарии: не смачивается и не связывается с основным металлом. Флюс
Флюс
вызвал быстрое окисление поверхности, не разрушал оксидный слой.
3. Алюминиевая паяльная паста Solder Doctor
заявленная рабочая температура: 395F
ориентировочная стоимость 0,5 унции в пластиковом шприце 15,99 долл. США (!!!) на Западном побережье.
Hobby
Комментарий: при нагреве припой скапливается поверх флюса
, как вода на свежей работе Simonize. Очень плохое смачивание,
отсутствие прилипания
без втирания в основной металл. Мошенническая цена
за обычный мягкий припой на основе свинца и олова.
Дополнительные ссылки
Ссылки Иэна к тексту выше
http://www.aladdin3in1.com/pages/liqflx.htm
http://www.divescoinc.com/
http://www.bellmanmelcor.com/Alum.htm
http://www.aircondition. com/brazeperfect/
http://durafix.com/durafix.html
http://ishor.com/Solders.htm
http://www.johnsonmfg.com/
http://www.kappalloy.com/ alumite.html
http://www. kappalloy.com/fluxes.html#lunar
kappalloy.com/fluxes.html#lunar
http://www.ati-intl.com/lacohome.htm
http://www.muggyweld.com/index1.html
http://www.protectic.com/home.html#Алюминий
http://www.efunda.com/materials/solders/types.cfm
http://www.solder-it.com/solderpaste.asp
http://www.superiorflux.com/join.htm
http ://www.tinmantech.com/html/aluminum_gas_welding_system.html
http://www.wlv.com/joining/coatedrod.htm
Вся информация об этом
Веб-сайт защищен авторским правом 2000 года rcfaq.com. Все права защищены.
Пересмотрено: 18 апреля 2006 г.
.
электронная почта [email protected]
Самая сильная связь в мире | J-B Weld
Приклейте ClearWeld
Ждем ваших отзывов
Вам нравится J-B Weld? Оставьте нам отзыв о товаре.
У вас есть певчие птицы ранней весной?
Узнайте, как построить скворечник
Протечка?
Узнайте, как устранить протекающие трубы с помощью эпоксидной шпатлевки WaterWeld
ИзбранныеПродукты
Посмотреть все продукты
ClearWeld™
Шприц
WaterWeld™
Эпоксидная замазка — 2 унции
SuperWeld™
Моментальный клей
Сделай сам
Автомобилестроение
Крафт
Сантехника
Бассейн / морской
Плотницкие работы
Любой проект.
Любая поверхность. Any Time.Star
Независимо от того, делаете ли вы небольшой ремонт или занимаетесь крупным проектом, у нас есть все продукты, необходимые для качественного выполнения работы. Выберите категорию проекта слева, чтобы увидеть отличные примеры того, как наилучшим образом использовать возможности J-B Weld.
Просмотреть все типы проектов
Просто лучший
Просто лучший. Быстрая настройка. Невероятно сильный. Отлично смешивается.
– ЮК | 0,85 унции KwikWeld
Именно то, что я искал
Именно та консистенция и способность склеивания, которые я искал. Мой проект заключался в том, чтобы прикрепить пальмовую ветвь к предмету из папье-маше.
– Джо | КвикВуд 1 унция. Наполнитель
Awesome Stuff
Исправлены перила крыльца. Был сломан, теперь очень крепкий. Фиксация оконной рамки экрана сейчас. Потрясающие вещи
Рекомендую
Мой первый опыт использования JB Weld. У меня есть трещина в боку моей лодки Jon, где угол сиденья пробивает дыру.