Как припаять алюминий
До сих пор нет универсального метода для пайки алюминия в домашних условиях. Однако можно предложить методики, которые позволят обойтись без помощи профессионалов. Изначально следует отметить, что все методы, которые будут означены в этой статье подходят исключительно для бытовых целей запаять статуэтку или ручку кастрюли. Для промышленного качества рекомендуется обращаться в Ростехком.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Как паять алюминий в домашних условиях?
- Как паять алюминий горелкой
- Пайка алюминия паяльником и газовой горелкой
- Как правильно паять алюминий
- Как припаять алюминий
- Как паять алюминий оловом своими руками
- Как паять алюминий в домашний условиях: припой для пайки, способы, особенности
- Пайка алюминия
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Как паять алюминий без аргона . Пайка алюминия припоем Castolin 192FBK .
Пайка алюминия припоем Castolin 192FBK .
Как паять алюминий в домашних условиях?
Существует распространенное убеждение, согласно которому невозможно паять или лудить алюминий а также сплавы на его основе не имея для этого спецоборудования. Учитывая приведенные выше факторы, осуществить пайку алюминия обычными средствами действительно невозможно. Решить проблему поможет применение сильнодействующих флюсов, в сочетании с использованием специальных припоев.
Рассмотрим подробно эти материалы. Проблема в том, что алюминий в этих металлах практически не растворяется за исключением цинка , что делает соединение ненадежным.
Применив флюс с высокой активностью и проведя должным образом обработку мест соединения, можно использовать припой на оловянно-свинцовой основе, но лучше отказаться о такого решения. Тем более, что паянное соединение на основе системы Sn-Pb обладает низкой устойчивостью к коррозии.
Тем более, что паянное соединение на основе системы Sn-Pb обладает низкой устойчивостью к коррозии.
Нанесение лакокрасочного покрытия на место пайки позволяет избавится от этого недостатка. Для пайки алюминиевых деталей желательно использовать припой на основе кремния, меди, алюминия, серебра или цинка. Высокотемпературным считается припой, состоящий из таких металлов, как медь, кремний и алюминий.
При выборе флюса необходимо учитывать, что не каждый из них может быть активным к алюминию. Мы можем порекомендовать использовать в таких целях продукцию отечественного производителя — ФА, ФА, Ф, они состоят из фторборатов аммония с добавлением триэтаноламина.
Для высокотемпературной пайки следует приобрести флюс, выпускаемы под маркой 34А. Такой состав наиболее оптимален, если производится высокотемпературная пайка. Следует учитывать, что полностью оксидную пленку удалить не получится, поскольку на очищенном месте моментально появляется новое образование. Поэтому зачистка производится не с целью полного удаления пленки, а для уменьшения ее толщины, чтобы упростить флюсу задачу. Для пайки небольших деталей можно воспользоваться паяльником мощностью не менее Вт.
Для пайки небольших деталей можно воспользоваться паяльником мощностью не менее Вт.
Массивные предметы потребуют более мощного нагревательного инструмента. Наиболее оптимальный вариант для нагрева — использование газовой горелки или паяльной лампы. При использования горелки в качестве нагревательного инструмента следует учесть следующие нюансы:. Для разрушения пленки оксида алюминия также используется щетка со щетиной из стальной проволоки. При помощи этого простого инструмента производят растирание расплавленного припоя по алюминиевой поверхности. Что касается флюса, то он заменяется канифолью.
Чтобы не образовывалась новая пленка оксида алюминия на месте старой, зачистка производится под слоем расплавленной канифоли. Паяльник, помимо своего прямого назначения, будет использоваться как инструмент, разрушающий оксидную пленку. Для этого на его жало надевается специальный скребок. Увеличить результативность процесса можно, добавив в канифоль металлических опилок. Необходимо предупредить, что процесс пайки алюминия без специальных материалов — довольно хлопотный процесс без гарантии успешного завершения.
Поэтому лучше не тратить на такую работу свои силы и время, тем более, что качество и надежность такого соединения будут сомнительными. Гораздо проще купить активный флюс и высокотемпературный припой, при помощи которых пайка алюминия даже в домашних условиях не вызовет затруднений. Статья очень понравилась, познавательно, мне необходимо спаять алюминиевую трубку диаметром 8 мм, попробую с припоем 34А.
Понравилась статья? Поделиться с друзьями:. Вам также может быть интересно. Комментарии и отзывы Комментарии: 2. Алексей Силяев. Большое, человеческое спасибо.
Добавить комментарий Отменить ответ. Политика конфиденциальности Пользовательское соглашение О нас.
Как паять алюминий горелкой
Электрический паяльник для микросхем и радиодеталей является основным инструментом, который используют для пайки как профессионалы схемотехники, так и радиолюбители. Очевидно, что подбирать инструмент необходимо с учетом задач, которые будут перед ним представлены. Купить маленький маломощный паяльник, который создан для распайки микросхем, и использовать его для ремонта радиатора будет не совсем правильно. Соответственно, когда требуется выпаять микросхемы, можно для этого выбрать сверхмощный паяльник, но радиоэлементы после этого работать не будут. Поэтому, в первую очередь, необходимо обращать внимание на то, чтобы мощность соответствовала поставленным задачам. Каждая из этих конструкций имеет свои характерные особенности, выражающиеся в определенных достоинствах и недостатках.
Соответственно, когда требуется выпаять микросхемы, можно для этого выбрать сверхмощный паяльник, но радиоэлементы после этого работать не будут. Поэтому, в первую очередь, необходимо обращать внимание на то, чтобы мощность соответствовала поставленным задачам. Каждая из этих конструкций имеет свои характерные особенности, выражающиеся в определенных достоинствах и недостатках.
Особенности технологии пайки алюминием интересуют многих. Ведь она хорошо подходит для И всё же, паять алюминий можно! Главное, правильно.
Пайка алюминия паяльником и газовой горелкой
Процедура пайки алюминиевых элементов в домашних условиях является весьма проблематичным процессом, который облегчается использованием специальных материалов. Работа осложняется моментальным появлением на месте зачистки тонкой оксидной пленки, мешающей спайке. Применяя припой для пайки алюминия, особые сильнодействующие флюсы и соблюдая технологию, можно самостоятельно паять практически любые предметы из алюминия. Низкая температурная величина плавки металла затрудняет технологический процесс спаивания, а также ремонта изделий своими руками. Детали очень быстро теряют при нагреве прочность, а конструкции снижают устойчивость при достижении температурой градусов. Легкоплавкие припои, состоящие из висмута, кадмия, индия, олова тяжело вступают в контакт с алюминием и не обеспечивают достаточную прочность. Отличная растворимость наблюдается у металла в сочетании с цинком, что придает спаянным местам высокую надежность. Перед началом спаивания элементы из алюминия хорошо зачищаются от окислов, грязи.
Низкая температурная величина плавки металла затрудняет технологический процесс спаивания, а также ремонта изделий своими руками. Детали очень быстро теряют при нагреве прочность, а конструкции снижают устойчивость при достижении температурой градусов. Легкоплавкие припои, состоящие из висмута, кадмия, индия, олова тяжело вступают в контакт с алюминием и не обеспечивают достаточную прочность. Отличная растворимость наблюдается у металла в сочетании с цинком, что придает спаянным местам высокую надежность. Перед началом спаивания элементы из алюминия хорошо зачищаются от окислов, грязи.
Как правильно паять алюминий
Знания о том, как паять алюминий, могут быть полезными для тех, кто сталкивается с различными ремонтными работами по дому. Пайка алюминия представляет собой быстрый и не дорогой вариант для устранения утечек, трещин, или отверстий в алюминии и часто встречается в ремонте кондиционеров. По сравнению со сварочным оборудованием, оборудование для пайки алюминия является недорогим, портативным, и не требует высокого напряжения. При создании этой статьи над ее редактированием и улучшением работали, в том числе анонимно, 11 человек а. Категории: Дом.
При создании этой статьи над ее редактированием и улучшением работали, в том числе анонимно, 11 человек а. Категории: Дом.
Существует распространенное убеждение, согласно которому невозможно паять или лудить алюминий а также сплавы на его основе не имея для этого спецоборудования.
Как припаять алюминий
У мастеров не вызывает затруднения пайка медных, латунных и стальных проводов и деталей, но если приходится иметь дело с алюминиевыми поверхностями, то припой даже не пристает к изделию, и пайка превращается в мучение. Трудности вызваны тем, что на поверхности этого металла образуется тонкая, но очень прочная пленка окисла Al2O3. Можно удалить эту пленку механически — например, зачистить изделие надфилем, но при контакте с воздухом ли водой металл сразу же опять покроется пленкой. Несмотря на возникающие трудности паять алюминиевые изделия можно. Существует несколько способов пайки алюминия. Перед пайкой и сплав, и собственно деталь необходимо хорошо разогреть.
Как паять алюминий оловом своими руками
Порой возникает такая ситуация, что старую алюминиевую проводку заменить нет возможности и вам просто необходимо выполнить качественное соединение алюминия и меди. Для этого, конечно, можно использовать специализированные разъемы, обжимы или клемники, но я хочу вам рассказать, как можно надежно и качественно спаять медь и алюминий. Как известно, алюминий очень активный металл и при взаимодействии с атмосферным воздухом он практически мгновенно покрывается оксидной пленкой, оная как раз и отторгает припой и не позволяет просто так залудить алюминий. Специально для этих целей были придуманы: специализированные флюсы, активно используют паяльную кислоту, применяют смесь канифоли с ацетоном. Для того, чтобы успешно выполнить данную работу вам потребуется: паяльник мощностью минимум 60 Вт, ножик, пассатижи, наждачная бумага или напильник, припой ПОС 61 или ПОС 50, флюс Ф либо его аналог, кисточка, губка и ветошь.
Для этого, конечно, можно использовать специализированные разъемы, обжимы или клемники, но я хочу вам рассказать, как можно надежно и качественно спаять медь и алюминий. Как известно, алюминий очень активный металл и при взаимодействии с атмосферным воздухом он практически мгновенно покрывается оксидной пленкой, оная как раз и отторгает припой и не позволяет просто так залудить алюминий. Специально для этих целей были придуманы: специализированные флюсы, активно используют паяльную кислоту, применяют смесь канифоли с ацетоном. Для того, чтобы успешно выполнить данную работу вам потребуется: паяльник мощностью минимум 60 Вт, ножик, пассатижи, наждачная бумага или напильник, припой ПОС 61 или ПОС 50, флюс Ф либо его аналог, кисточка, губка и ветошь.
Температура паяльника для пайки микросхем. Как паять алюминий оловом. Электрический паяльник для микросхем и радиодеталей является основным .
Как паять алюминий в домашний условиях: припой для пайки, способы, особенности
Алюминий относится к металлам, плохо поддающимся пайке. Это обусловлено его склонностью к образованию на поверхности изделий прочной плёнки окисла, препятствующей смачиванию детали расплавленным припоем. Одна только механическая зачистка поверхности не помогает, так как новый окисел образуется мгновенно после снятия старого.
Это обусловлено его склонностью к образованию на поверхности изделий прочной плёнки окисла, препятствующей смачиванию детали расплавленным припоем. Одна только механическая зачистка поверхности не помогает, так как новый окисел образуется мгновенно после снятия старого.
Пайка алюминия
ВИДЕО ПО ТЕМЕ: Паять алюминий? Легко!
Пайка алюминия в домашних условиях — реальный способ починить домашнюю утварь, бытовые и автомобильные алюминиевые радиаторы, трубки, сантехнические приспособления и многое другое. В промышленных условиях пайка и сварка деталей из этого материала производится на автоматизированном оборудовании. В домашних условиях пайка и сварка алюминия также возможна. Кроме того, возможно применить сварочный магниевый карандаш или использовать газовую горелку.
Пайка алюминия, как справедливо считают многие специалисты, является достаточно сложным в выполнении технологическим процессом. Между тем такое мнение можно считать верным лишь в отношении тех ситуаций, когда спаять изделия из алюминия пытаются, используя для этого припои и флюсы, которые применяются для соединения деталей из других металлов: меди, стали и др.
Между тем такое мнение можно считать верным лишь в отношении тех ситуаций, когда спаять изделия из алюминия пытаются, используя для этого припои и флюсы, которые применяются для соединения деталей из других металлов: меди, стали и др.
Забыли пароль? Изменен п. Расшифровка и пояснения – тут. Автор: Ломастер , 4 февраля в Пайка. Привет всем. Недавно занялся моделизмом и мне понадобилось спаять алюминиевую опору материал не знаю точно, может и дюраль с жестяной трубкой консервная жесть. Все это никак не хочет лудить алюминий.
Пайка соединений проводов с припоем считается самым надежным методом соединения проводов и жил кабелей. Хорошо, если нужно паять только медные провода, которые легко облуживаются припоем. Не зря в электронике все вывода элементов медные, луженые. После того как цельные провода и многожильные жилы кабелей облудят, их довольно легко соединять пайкой.
алюминиевые припои и флюсы, паяльник или газовая горелка
Содержание
- 1 Металл алюминий
- 1.
 1 Трудности пайки
1 Трудности пайки
- 1.
- 2 Удаление оксидной плёнки
- 2.1 Активные флюсы
- 2.2 Электрохимический метод (процесс электролиза)
- 2.3 Припои для пайки
- 3 Процесс пайки алюминия
- 3.1 Разогрев спаиваемых поверхностей
- 3.2 Использование канифоли
- 3.3 Минусы пайки алюминия
 1 Трудности пайки
1 Трудности пайкиСложность пайки алюминия не только в домашних условиях, но и в условиях промышленного производства, обусловлена в первую очередь особыми свойствами этого металла, что делает его принципиально отличным от других разновидностей цветных металлов, активно используемых как в промышленности, так и в быту.
Металл алюминий обладает целым набором парадоксальных свойств, то есть свойств, которые взаимно исключают друг друга, но тем не менее легко уживаются в одном металле.
С одной стороны, это очень легкоплавкий металл, температура плавления чистого алюминия составляет 660 градусов. Это химически очень активный металл. Алюминий способен мгновенно вступать в химические реакции практически со всеми активными веществами. Это очень мягкий и не очень прочный металл.
Это очень мягкий и не очень прочный металл.
С другой стороны, крайне высокая химическая активность алюминия приводит к тому, что он мгновенно вступает в химическую реакцию с кислородом, содержащимся в окружающем воздухе, с образованием на своей поверхности плёнки оксида алюминия: Al2O3. Оксид алюминия имеет второе название — корунд. Это очень прочное, абсолютно химически инертное вещество. Температура плавления: 2400 градусов. Используется в промышленности как огнеупорный материал.
Металл алюминий
Таким образом, можно сказать, что в повседневной жизни, несмотря на окружающие нас со всех сторон предметы, сделанные из алюминия, мы не знаем его настоящего характера, так как настоящий алюминий всегда скрывается от нас под непроницаемым занавесом своего оксида. Именно оксид алюминия обуславливает такие свойства этого металла, как его крайне высокую стойкость к неорганическим кислотам и щелочам, неподверженность коррозии в морской воде и атмосферном воздухе, высокая отражательная способность и высокая экологичность.
И этот же оксид алюминия превращает обычную пайку в достаточно сложный технологический процесс, требующий для своего успешного осуществления применения специальных флюсов, особых припоев и некоторых специфических методов.
Суть процесса пайки любого металла, в том числе и алюминия, состоит во введении в пространство между спаиваемыми деталями специального связывающего вещества в расплавленном состоянии. Это вещество называется припой. Застывая, оно надёжно соединяется с двумя поверхностями металла и образует единое соединение.
Трудности пайки
С алюминием всё несколько сложнее. Поверхностная оксидная плёнка не позволяет обычному припою вступить в химическую реакцию с металлом. В результате между поверхностью металла и припоем не возникает адгезия. Говоря простыми словами, припой не прилипает к поверхности алюминия и пайка делается невозможной.
Поэтому основная трудность заключается в проблеме удаления практически неудалимой оксидной плёнки с поверхности металла.
Вторая трудность состоит в низкой температуре плавления алюминия. Дело в том, что наиболее прочное соединение получается при применении так называемых тугоплавких припоев. Температура плавления которых составляет 550−650 градусов. Учитывая тот факт, что алюминий плавится при температуре 660 градусов, крайне сложно при пайке небольших алюминиевых изделий не разрушить саму алюминиевую конструкцию путём её расплавления вместе с припоем.
Удаление оксидной плёнки
Проблему удаления поверхностной плёнки решают двумя принципиально разными способами:
- Путем применения специальных активных флюсов с предварительной механической очисткой поверхности металла.
- С помощью процесса электролиза.
Активные флюсы
Если очень сильно хочется, то можно изготовить флюс для пайки своими руками, у себя на кухне или в мастерской. Но для этого необходимо иметь дело с очень опасными химически активными веществами типа кислот или щелочей. Кроме того, в специализированных магазинах существует огромный выбор различных марок флюсов, как обычных, так и узкоспециализированных, и цены на них невысокие. Поэтому изготовление кислоты для пайки своими руками мы оставим особым паяльным фанатам, а сами попытаемся разобраться в том ассортименте, что нам предлагает промышленность.
Кроме того, в специализированных магазинах существует огромный выбор различных марок флюсов, как обычных, так и узкоспециализированных, и цены на них невысокие. Поэтому изготовление кислоты для пайки своими руками мы оставим особым паяльным фанатам, а сами попытаемся разобраться в том ассортименте, что нам предлагает промышленность.
- Ф-34А. Специальный флюс. Плавится при температуре 420−620 градусов. Применяется с тугоплавкими припоями. Состав: Хлорид калия 50% Хлорид лития 32% Фторид натрия 10% Хлорид цинка 8%
- Ф-61А. Флюс для алюминия. Плавление происходит при температуре 150−320 градусов. Применяется с обычными олово — свинцовыми припоями. Состав: Фторборат цинка 10% Фторборат аммония 8% Триэтаноламин 82%
- Ф-64. Высокоактивный флюс для алюминиевых сплавов. Расплавляется при температуре 180−350 градусов. Состав: поверхностно активные вещества.
- НИТИ-18 (Ф-380). Специальный флюс для алюминиевых сплавов. Температура пайки 390−620 градусов.
- А-214. Универсальный безотмывочный флюс средней активности.
 Универсальный безотмывочный флюс средней активности.
Универсальный безотмывочный флюс средней активности.Перед нанесением флюса поверхность металла необходимо предварительно очистить от загрязнений и обезжирить. Делается это с помощью бензина или ацетона. После этого производят механическую обработку с помощью различных абразивных приспособлений: наждачная шкурка, металлическая щётка, шлифовальные круги и прочие подобные устройства. Цель этих действий — ослабить оксидную плёнку, потому что удалить её в принципе невозможно, так как мгновенно взамен старой образуется новая. Но новая плёнка намного тоньше и слабее старой, поэтому этот приём способствует более лёгкому проникновению флюса сквозь поверхностный оксидный барьер.
Электрохимический метод (процесс электролиза)
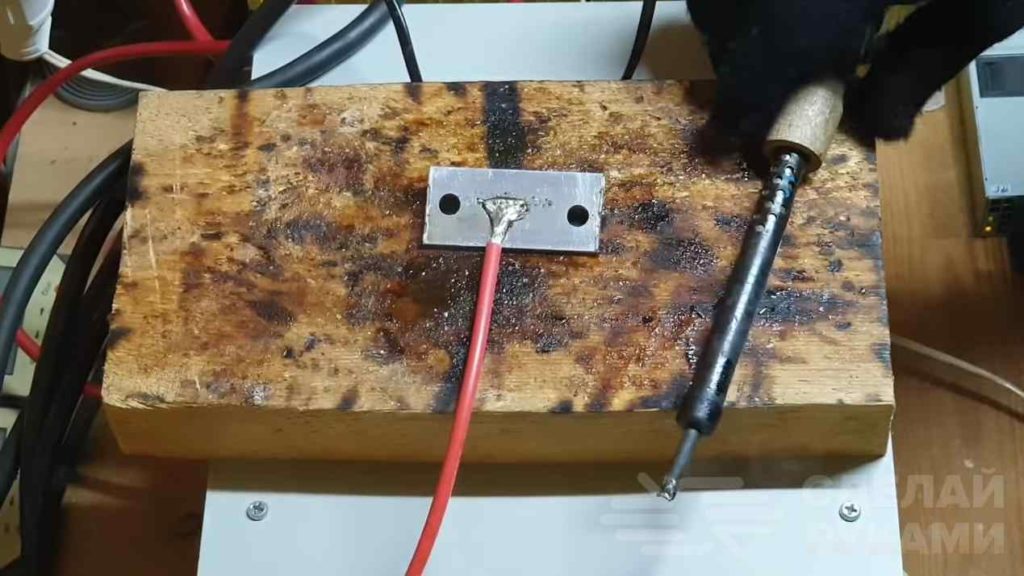
Суть этого способа заключается в том, что поверхность алюминия вместе с его непобедимым оксидом просто-напросто заменяется медной поверхностью. А пайка меди происходит намного проще, быстрее и надёжнее. Осуществляют это с помощью простейшей гальванической установки.
А пайка меди происходит намного проще, быстрее и надёжнее. Осуществляют это с помощью простейшей гальванической установки.
- Используют любой источник постоянного тока. Это может быть: бытовой выпрямитель, автомобильный аккумулятор или обычная батарейка от фонарика. Отрицательный полюс подключается к алюминиевой поверхности. Положительный полюс подключается к медному проводу сечением 1−1.3 миллиметра.
- Медный провод, лишённый изоляции, закрепляется внутри железной щетины абразивной щётки таким образом, чтобы в процессе трения щётки о поверхность алюминия провод её не касался.
- На место пайки, предварительно обработанное шкуркой или иным абразивным инструментом, капают несколько капель медного купороса.
- В процессе трения на поверхности алюминия будет постепенно образовываться слой красной меди, как следствие процесса электролиза.
- Медная поверхность намного проще подвергается процессу лужения и последующей пайки, чем поверхность алюминиевая.
 youtube.com/embed/wSSyGIEgpxo” allowfullscreen=”allowfullscreen”>
youtube.com/embed/wSSyGIEgpxo” allowfullscreen=”allowfullscreen”> Припои для пайки
Обычные припои, применяемые для пайки цветных металлов, содержат в своём составе олово и свинец в качестве основных компонентов, а также кадмий, висмут и цинк в качестве компонентов добавочных. Для алюминия такой состав крайне нежелателен, по причине того, что в этих металлах (за исключением цинка) он практически не растворяется, поэтому работа с помощью припоя подобного состава будет крайне слабой и ненадёжной. Кроме того, все припои на базе свинец-олово обладают очень низкой коррозионной устойчивостью. Поэтому пайка алюминия оловом нежелательна.
Для алюминия применяют специальные припои, в состав которых входят сам алюминий, а также кремний, медь, серебро и цинк.
- 34 А. Состав: Алюминий 66% Медь 28% Кремний 6%. Температура плавления 530−550 градусов.
- ЦОП 40. Состав: Цинк 60% Олово 40%. Плавится при температуре 300−320 градусов.
- HTS 2000. Основа состава цинк, алюминий и медь, а также некоторые незначительные добавки. Всего в припое девять компонентов, которые в совокупности обеспечивают его очень хорошие качества. Плавится при температуре 300 градусов. Производство США.
 Всего в припое девять компонентов, которые в совокупности обеспечивают его очень хорошие качества. Плавится при температуре 300 градусов. Производство США.
Всего в припое девять компонентов, которые в совокупности обеспечивают его очень хорошие качества. Плавится при температуре 300 градусов. Производство США.Чем больше в припое для алюминия содержится цинка, тем более он высокопрочен и коррозионноустойчив. Содержание меди, кремния и алюминия повышает температуру плавления припоя, делая его тугоплавким. Какой выбрать припой — зависит от тех задач, которые стоят перед спаиваемыми деталями.
Как правило, тугоплавкие припои имеют температуру плавления, сопоставимую с температурой плавления самого алюминия, поэтому их применяют в основном для паяния крупногабаритных, массивных алюминиевых деталей. В этом случае возможно обеспечить хороший теплоотвод за счёт большой массы спаиваемых поверхностей и тем самым предотвратить разрушение конструкции в результате её расплавления вместе с припоем.
Латунный припой для алюминия не применяется.
Процесс пайки алюминия
Технология процесса пайки алюминия ничем не отличается от пайки любого другого металла и состоит из ряда последовательных действий:
- Обезжиривание места пайки.
- Механическая очистка с помощью абразивных средств.
- Нанесение флюса. Необходимо практически сразу после механической обработки нанести на обработанную поверхность флюс. Так как чем больше проходит времени после абразивного воздействия на оксидную плёнку, тем прочнее она становится.
- Лужение разогретых поверхностей. Расплавление припоя и распределение его по поверхности металла.
- Соприкосновение залуженных поверхностей и фиксирование. Фиксация производится до того момента, пока припой не застынет. Как правило, это происходит в течение одной-двух минут.
- Промывка под проточной водой места пайки с целью вымывания остатков флюса. Если этого не сделать, металл в месте спайки может начать корродировать, так как флюс содержит в своём составе сильные кислоты.

Разогрев спаиваемых поверхностей
Для пайки небольших алюминиевых деталей, например, проводов, как правило, используют электрический паяльник мощностью от 50 до 100Вт, в зависимости от сечения провода. Для более массивных деталей, например, кастрюли, автомобильные радиаторы — целесообразно применять более мощные источники тепла. Как правило — это паяльная лампа или газовая горелка, купленная или изготовленная самостоятельно. При пайке алюминия газовой горелкой и разогревании спаиваемых поверхностей необходимо придерживаться следующих правил:
- Чтобы запаять деталь, нельзя допускать перегрева основного металла, так как это может привести к его расплавлению и, как следствие, к разрушению всей металлической конструкции в целом. Чтобы этого не произошло, необходимо в процессе разогрева постоянно контролировать температуру. Делают это с помощью припоя. Кусочком припоя периодически касаются разогреваемой поверхности, как только припой начинает плавиться, это является сигналом, что разогрев можно прекращать.
- Нельзя использовать кислород в целях дополнительного обогащения газовой смеси. Так как это будет усиливать окислительные процессы в месте пайки и, как следствие, ускорять образование оксидной плёнки на поверхности металла.
 Кусочком припоя периодически касаются разогреваемой поверхности, как только припой начинает плавиться, это является сигналом, что разогрев можно прекращать.
Кусочком припоя периодически касаются разогреваемой поверхности, как только припой начинает плавиться, это является сигналом, что разогрев можно прекращать.Использование канифоли
Чтобы спаять и припаять алюминиевые провода небольшого сечения, можно успешно применять свинцово-оловянные припои, используя в качестве флюса канифоль. В этом случае абразивную обработку поверхности провода производят под слоем расплавленной канифоли, а в качестве абразивного инструмента используют раскалённое жало паяльника, а также небольшое количество металлических опилок.
- Кусочек канифоли и металлические опилки помещают на место будущей пайки.
- Разогретым луженым жалом паяльника расплавляют канифоль.
- После того как канифоль полностью расплавится и равномерно распределится по поверхности, начинают тереть жалом паяльника по поверхности алюминия сквозь слой расплавленной канифоли.
- В результате раскалённое жало паяльника вместе с металлическими опилками начинает достаточно легко разрушать поверхностную оксидную плёнку, а слой канифоли не даёт возможности воздуху проникнуть в место пайки, в результате новая оксидная плёнка не образуется.
- После того как лужение завершается, спаиваемые поверхности соединяют друг с другом и снова прогревают до тех пор, пока припой не расплавится вновь и не заполнит всё пространство между спаиваемыми поверхностями.

Необходимо отметить, что данный способ подходит лишь для малогабаритных тонкостенных деталей или для проводов небольшого сечения. Во всех остальных случаях необходимо использовать специальные алюминиевые флюсы и тугоплавкие припои, предназначенные для пайки алюминия.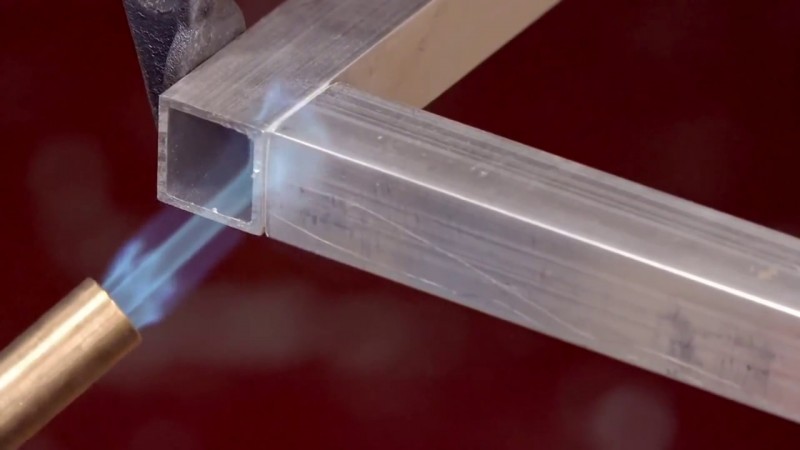
Минусы пайки алюминия
Необходимо всегда помнить, что пайка — это не сварка. Она никак не затрагивает внутреннюю структуру металла, и поэтому место пайки по прочностным характеристикам всегда на несколько порядков слабее, чем сам спаиваемый металл. Место пайки нельзя подвергать большим механическим и температурным нагрузкам. В противном случае спаиваемые детали очень быстро разрушаться. Единственный вариант, когда пайка более уместна, чем сварка — это паяние алюминиевых проводов в электрических приборах или пайка прохудившегося автомобильного радиатора, когда отсутствует возможность заменить его новым.
Желательно исключить из домашней практики паяние и лужение прохудившихся алюминиевых кастрюль, кружек и прочих сковородок. В состав алюминиевых припоев и флюсов входят сильно ядовитые вещества. В этом случае тщательная промывка места пайки в проточной воде будет выглядеть, как игра в русскую рулетку.
Ремонтные комплекты для алюминия, ремонт алюминия с помощью пропановой горелки
Щелкните ссылку для получения дополнительной информации:
| |||||||||||||||||||||||
 с 1986 года.
с 1986 года. youtube.com/embed/y-iw3BiR4IQ” frameborder=”0″ allowfullscreen=””>
youtube.com/embed/y-iw3BiR4IQ” frameborder=”0″ allowfullscreen=””> Главная – Excellent Metals (Pty) Ltd
ЛЕГКО ИСПОЛЬЗОВАТЬ
Поскольку температура плавления составляет 210°C, для ремонта можно использовать газовое пламя или горячий воздух.
ЭКОНОМИЧНЫЙ
Только один паяльник используется для ремонта всех металлов, даже алюминия и олова. Различные металлы могут быть спаяны вместе. Он заменяет серебряный припой во многих приложениях, но стоит менее четверти цены!
БЕЗОПАСНО ДЛЯ ИСПОЛЬЗОВАНИЯ
Не содержит свинца или каких-либо других токсичных веществ и соответствует стандартам SABS для пищевых продуктов и здоровья. Высокое капиллярное действие устраняет сухость швов.
О TECHNILOY
Join All Metals — устоявшийся бизнес с одной целью.
Нашей целью является обслуживание и поставка уникальных продуктов для пайки в промышленных и домашних условиях. Наши технологии варьируются от ряда комплектов и многого другого. Благодаря многолетнему специализированному опыту и динамичному сотрудничеству между экспертами в своей области, мы стали вершиной производительности для всех ваших потребностей в пайке.
УЗНАТЬ БОЛЬШЕ
НАШИ УСЛУГИ
Мы предлагаем широкий спектр услуг
ПАЯЯ
Универсальность, благодаря которой любой мастер может стать экспертом в пайке даже самых сложных металлов. Он не содержит свинца или каких-либо других токсичных веществ и соответствует стандартам SABS для продуктов питания и здоровья.
Он не содержит свинца или каких-либо других токсичных веществ и соответствует стандартам SABS для продуктов питания и здоровья.
УЗНАТЬ БОЛЬШЕ
ПРИМЕНЕНИЕ
Наша продукция используется в различных случаях, например, в транспортных средствах, на суше, на море, в домашнем хозяйстве и бытовой технике.
УЗНАТЬ БОЛЬШЕ
МЕТАЛЛИЧЕСКИЕ РЕМКОМПЛЕКТЫ
Techniloy – высокопрочный припой – не содержащий свинца, нетоксичный – с низкой температурой плавления 210 °c. Он может восстанавливать большинство металлов (даже соединять разнородные металлы), но не подходит для вольфрама, титана и магния.
УЗНАТЬ БОЛЬШЕ
ПРОДУКТЫ ДЛЯ ПАЯЛА
У нас есть высококачественные прутки и флюсы, которые можно использовать для различных целей.
УЗНАТЬ БОЛЬШЕ
НАША ПРОДУКЦИЯ
Мы предлагаем широкий ассортимент продукции
ГОРЯЧИЕ НАКОНЕЧНИКИ
Вот некоторые из наших лучших советов и рекомендаций
Совет:
НИКОГДА не нагревайте стержень – только заготовку.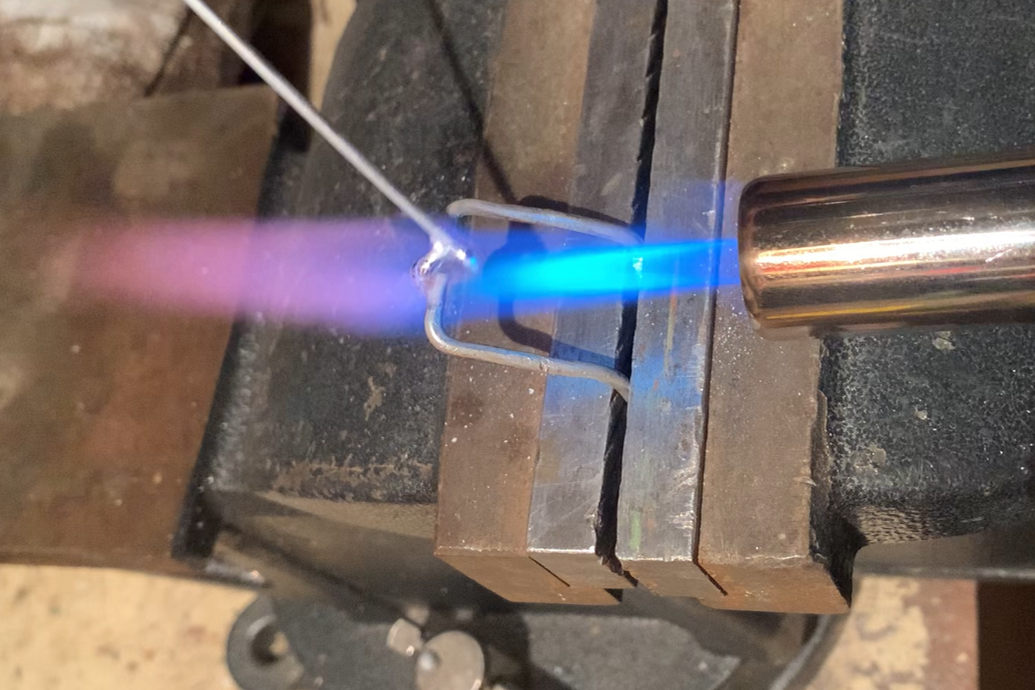
Наконечник:
При пайке нержавеющей стали или чугуна необходимо соблюдать особую осторожность, чтобы не перегреть флюс. Начинайте нагревать заготовку вдали от офлюсованной области до тех пор, пока флюс не превратится в белый порошок — только затем переместите пламя к офлюсованной области, чтобы получить влажную и светло-коричневую стадию — готовую к пайке.
Совет:
Помните – припой будет эффективно стекать к поверхности, обработанной флюсом и нагретой.
Наконечник:
Пайка анодированного алюминия потребует удаления анодирования.
Совет:
При ремонте радиаторов, промежуточных охладителей и испарителей необходимо помнить о вероятности проникновения жидкого масла в обрабатываемую деталь и удалить его перед попыткой ремонта.
ПОСМОТРЕТЬ ВСЕ СОВЕТЫ
НУЖНА ПОМОЩЬ?
Мы готовы помочь вам со всеми вашими требованиями к пайке, для получения дополнительной информации свяжитесь с нашими агентами по продажам.