Заточка сверла по металлу своими руками
Для создания сквозных отверстий разного размера и их расширения используют сверлильный инструмент. В процессе использования периодически проводится заточка сверла по металлу, главными признаками того, что его нужно точить является чрезмерный нагрев и шум инструмента, образование слишком мелкой спиральной стружки. Правильный способ заточки предупреждает быстрый износ приспособления и позволяет выполнить работу быстро и точно.
Виды заточки сверл по металлу
Чтобы качественно затачивать режущий элемент, применяют специальный станок. Если объем работ небольшой, то в домашних условиях такую процедуру можно выполнить, используя камень, наждак или шлифовальную машинку с насадкой.
На практике применяются следующие виды заточки на оборудовании:
- Одноплоскостной
Несложный способ, при котором режущая часть и круг размещаются параллельно. Он подходит для элементов, продольный размер сечения не превышает 3,0 мм. «Минусом» такого способа является риск разрушения режущей кромки во время затачивания.
«Минусом» такого способа является риск разрушения режущей кромки во время затачивания.
- Конический
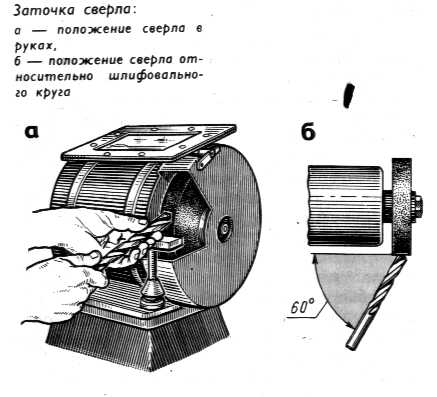
Более сложный метод, который применяется для изделий с диаметром более 3,0 мм. Рабочую часть нужно взять левой рукой, а хвостовик – правой. Режущая часть под наклоном прижимается к торцевой стороне круга. Обработка выполняется плавно и непрерывно.
Особенности различных видов заточки сверл
Кроме профессиональной техники затачивать изделия можно и другими способами:
- Болгаркой со шлифовальной насадкой
Для работы понадобятся тиски, в которых будет фиксироваться сверло. Изношенная часть кромки легко обрабатывается под углом в 120 градусов. Чтобы избежать перегрева металла, длительность контакта не должна превышать двух секунд. Для контроля угла можно использовать пластмассовый шаблон.
- Точилом
Этот способ обеспечивает безопасность и удобство обработки. Изделие прочно фиксируется в держателе и под выбранным углом соприкасается с кругом. Имеющиеся зазубрины и повреждения удаляются с обеих сторон.
Имеющиеся зазубрины и повреждения удаляются с обеих сторон.
- Дрелью со специальной насадкой
Метод подходит для обработки изделий со средним диаметром – от 4,0 до 10,0 мм. С такой задачей легко справится начинающий мастер, соблюдая рекомендации. Сверло вставляется в отверстие соответствующего размера, включается дрель и затачивается одна сторона. Изделие переставляется и обрабатывается со второй стороны.
Для восстановления режущих элементов с маленьким диаметром механизированные способы не подходят. Такую работу выполняют вручную с помощью надфиля , на поверхность которого нанесена алмазная крошка.
Для улучшения скольжения и выталкивания частиц металла из камня используют масло, насыщенное олеиновыми кислотами. Если твердосплавные напайки на изделии сильно износились, то его лучше заменить.
Рекомендуемые углы заточки
При работе важно соблюдать правильный угол наклона, который можно определить по таблице и проверить угломером.
Углы для разных материалов
При обработке изделий из разного материала рекомендуется соблюдать следующие углы при вершине:
- чугун, бронза – от 116 до 118 градусов;
- красная медь – 125;
- латунь – от 120 до 130;
- нержавеющая сталь – от 135 до 140;
- алюминий, древесина – 140;
- пластик – от 90 до 100.


Проверка качества заточки
Чтобы проверить, насколько качественно выполнена обработка сверла, используют специальные шаблоны, в которых проделаны вырезы. Также применяется измерительный прибор, который состоит из двух дисков, которые вращаются.
С его помощью можно точно определить угол, под которым затачиваются сверла, зубила и другие инструменты. Это избавляет от необходимости изготовления значительного количества шаблонов и ускоряет процедуру проверки.
Заточка сверла по металлу своими руками (приспособление)
В зависимости от диаметра отверстия, материала заготовки и требуемой точности сверление может производиться один прием или производится двойное рассверливание, обычно к такому приему прибегают при необходимости получения больших диаметров отверстий. Рассверливание позволяет получить более точные параметры отверстия больших диаметров из-за более точной работы второго сверла. Для высверливания отверстий в металле применяется спиральное сверло.
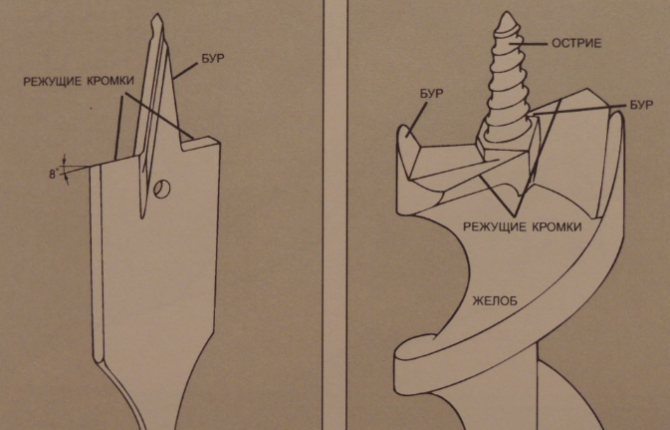
Устройство сверла
Рабочая часть состоит из режущих кромок, двух спиральных спинок, двух ленточек, которые связаны между собой перемычкой. Наружная поверхность инструмента образуется двумя узкими направляющими ленточками. Наружные поверхности которой образуют две спиральные канавки. По винтовым каналам, образованными спинками к режущей кромкой может подаваться охлаждающая жидкость, а также происходит удаление образующейся стружки.
Рабочая часть сверла образуется из режущих кромок, в большинстве применяемых сверел, их две. В зависимости от материала угол между режущими кромками может быть различным.
Таблица рекомендуемого угла заточки от материала заготовки.
| Угол заточки сверла | |
| Материал для сверления | Угол при вершине, град |
| Сталь чугун, твёрдая бронза | 110-120 |
| Латунь, мягкая бронза | 120-130 |
| Медь | 125 |
| Алюминий | 140 |
| Магниевые сплавы | 90 |
| Пластик, силумин | 90-100 |
| Пластмассы | 90-100 |
| Камень и другие хрупкие материалы | 140 |
Для закрепления в станке рабочего инструмента хвостовик может иметь цилиндрическую форму или коническую, которая выполняется по стандарту 1:20 и называется – конус Морзе. Конус Морзе делится на 7 типоразмеров, № 0,- № 6. Такая конструкция обеспечивает надежную центрировку и удерживание инструмента в станке. Для того чтобы обеспечить универсальность крепления применяются переходные втулки под разный типоразмер конуса.
Конус Морзе делится на 7 типоразмеров, № 0,- № 6. Такая конструкция обеспечивает надежную центрировку и удерживание инструмента в станке. Для того чтобы обеспечить универсальность крепления применяются переходные втулки под разный типоразмер конуса.
Таблица типоразмеров Конуса Морзе
| Обозначение, № Конуса Морзе | Конусность | Угол конуса | Угол уклона конуса |
| 0 | 1:19,212=0,0521 | 2 °58′ | 1 ° 29 ‘ |
| 1 | 1:20,047=0,0499 | 2 °51′ | 1 ° 25 ‘ |
| 2 | 1:20,020=0,0499 | 2 ° 51′ | 1 °25 ‘ |
| 3 | 1:19,922=0,0502 | 2 ° 52 ‘ | 1 ° 26 ‘ |
| 4 | 1:19,254=0,0519 | 2 °58 ‘ | 1 ° 29 ‘ |
| 5 | 1:19,002=0,0526 | 3 ° 00 ‘ | 1 ° 30 ‘ |
| 6 | 1:19,180=0,0521 | 2 ° 59 ‘ | 1 ° 29 ‘ |
Основные виды несоответствий, приводящие к отклонениям от заданных норм при высверливании отверстий:
1. Отклонение оси отверстия от заданного направления – причина: неправильная заточка сверла, применение более длинной рабочей части чем необходимо по заданным условиями.
Отклонение оси отверстия от заданного направления – причина: неправильная заточка сверла, применение более длинной рабочей части чем необходимо по заданным условиями.
2. Увеличение диаметра отверстия от заданного – причина: неправильная заточка, одна кромка режущей поверхности больше другой, не одинаковые углы 2 φ, биение шпинделя станка.
3. Превышение допустимой шероховатости обрабатываемой поверхности – причина: затупление сверла.
4. Перегрев сверла – причина: затупление сверла, повышенная подача или забитие канавок стружкой, наличие раковин или твердых включений в материале заготовки.
Если проанализировать причины брака при производстве отверстий в заготовках, то на первое место выходят две причины – это неправильная заточка и соблюдение режимов сверления.
Режимы сверления стали
Что касается режимов сверления, основным критерием является соблюдение подачи при работе.
Подачей при сверлении называется расстояние пройденное инструментом за один оборот. Для сверла с двумя режущими кромками диаметром от 6 до 25 мм это значении принимается равным для углеродистой стали от 0, 05 до 0,35 мм на один оборот при скорости резания углеродистой стали от 20 до 40 м. в мин. Для ориентации ниже приведена таблица зависимости диаметра от оборотов шпинделя станка. (Рис.2)
Для сверла с двумя режущими кромками диаметром от 6 до 25 мм это значении принимается равным для углеродистой стали от 0, 05 до 0,35 мм на один оборот при скорости резания углеродистой стали от 20 до 40 м. в мин. Для ориентации ниже приведена таблица зависимости диаметра от оборотов шпинделя станка. (Рис.2)
Таблица рекомендуемой зависимости оборотов шпинделя станка от диаметра сверла при резании не углеродистой нелегированной стали.
Рис.2Заточка сверла
Ручная заточка
Ручная заточка обычно происходит на обдирочно – заточных станках, проще говоря – точилах. Эти аппараты бывают разных типоразмеров от больших промышленных до бытовых небольших и имеют спаренный блок из 2 наждачных кругов. Камни различаются друг от друга размером зерен, как правило один из кругов из электрокорунда – материала предназначен для обработки стальных заготовок, в том числе для заточки сверл. На стандартных заточных станках устанавливаются прямоугольные круги, которые имеют следующие элементы: две торцевые части, периферийное поверхность, два ребра. Периферийная поверхность является главной для обработки, а торцы и ребра носят вспомогательную функцию.
Периферийная поверхность является главной для обработки, а торцы и ребра носят вспомогательную функцию.
Согласно руководство по эксплуатации техническому обслуживанию и ремонту на заточных станках имеются горизонтальные подручники (упоры, столики) которые располагаются строго перпендикулярно плоскости вращения круга. Зазор между подручником и абразивным кругом должен составлять не более 1 мм. Главная периферийная поверхность наждачного круга должна быть ровной, без впадин и выпуклостей. Для придания правильного размера торца (правки) поверхности используются державки с резцовой вставкой из эльбора – этот способ является простым и эффективным. В отдельных случаях вставку с эльбором можно держать в пасссатижах. Пример обработки круга показан на (Рис. 3)
Рис.3 Правка торца наждачного круга эльборовым резцом.При заточке обрабатываются режущие кромки задней поверхности, перемычка.
Режущая кромка образуется схождением канавки и задней поверхности или как ее еще называют затылком, именно задняя поверхность обрабатывается на точильном станке для придания режущей кромке остроты и нужной и геометрии. Криволинейная форма задней поверхности и занижение относительно горизонтали нужно для того чтобы режущая кромка была впереди всех точек задней поверхности. Это нужно чтобы ей ничто не мешало врезаться в материал.
Криволинейная форма задней поверхности и занижение относительно горизонтали нужно для того чтобы режущая кромка была впереди всех точек задней поверхности. Это нужно чтобы ей ничто не мешало врезаться в материал.
Наклон режущей кромки можно проконтролировать специальным шаблоном приставив его к середине сверла, если специального шаблона нет, его легко вырезать из любого листового металла или жести, таким образом упрощается контроль за главным параметром сверла – углом, образованным режущими кромками, или его еще называют углом при вершине. Он имеет различные значения и могут доходить до 120 °.
Еще можно ориентироваться на угол между режущей кромкой и осью сверла. Для контроля параметра шаблон прикладывается к боковой поверхности и затылочной части. Здесь должна быть половина угла, то есть – 60 °.
Ещё один очень важный параметр при заточке — это симметричность, проще говоря, кромки должны быть одинаковыми по длине и углу наклона.
Рис 4. Замер шаблоном угла заточкиПравильное расположение руки при удержании сверла
для того чтобы правильно сориентировать положение сверла относительно торцевой поверхности круга на подручнике наносится маркером черту с наклоном 60°.
Это черта будет служить ориентиром для положения тела сверла. Инструмент ложится боковой поверхностью на указательный палец или пальцы ладони, которые опираются на подручника, сверху сверло прижимается большим пальцем, вторая рука держит сверло за хвостовик и управляет его движением вверх-вниз, а также фиксацией в нужном положении.
В режиме заточки участвуют обе руки, наклон хвостовика допустим, когда он будет ниже режущей кромки, а не наоборот.
Рис 5 . Удержание сверла при заточке
Сверло ориентируется так чтобы режущая кромка было горизонтально торцу кругам и очень важно чтобы при заточке торцевой поверхности сверла режущая кромка сохраняла горизонтальное положение относительно поверхности точильного камня при снятии металла с задней поверхности.
Если посмотреть сбоку на положение круга и сверла, то видно, что радиус круга уже готов предать задней поверхности наклон, чем меньше диаметр круга тем наклон больше.
Движение сверла при заточке следующие:
- Аккуратно подводится режущая кромка до касания с абразивом и легко прижимается, после чего сразу начинается движение хвостовика, вниз не ослабляя нажима до конца прохождения;
- Далее следует незначительные отвод сверла для его поворота на 180 °для заточки второй кромки Режущая кромка как в первом случае выставляется горизонтально, задняя поверхность обрабатывается аналогично как в первом случае, важно следить за чтобы все действия были одинаковы;
- Если же необходимо одну режущую кромку сточить больше чем другую, тогда несколько раз не меняя положение кромки делается необходимое количество обточек.
Для людей владеющий левой рукой лучше чем правый возможна смена рук с соблюдением всех правил.

Заточные станки «Энкор»
Модельный ряд заточных станков «Энкор» разнообразна. Диапазон мощности от 0,2 до 2,5 КВт и современные разработки позволяют использовать приборы в быту и в производственных мастерских.
Основное назначение данного прибора – это обработка инструмента, заточка сверл, уборка заусенец, снятие фасок. Линейки заточных станков «Энкор» выпускаются двух серий, первая – бытовая – предназначена для не частого использования в быту, и вторая – « Эксперт» для работы в профессиональном направлении для производственных мастерских.
Изделия «Энкор» отличаются высокой надежностью, в них применены пыле-влаго защищенные однофазные асинхронные двигатели, которые рассчитаны на долгое время работы без перегрева. Высококачественные подшипники, высокая точность изготовления валов и литой корпус делают конструкцию надежной, что позволило значительно повысить КПД машины.
Высококачественные подшипники, высокая точность изготовления валов и литой корпус делают конструкцию надежной, что позволило значительно повысить КПД машины.
Чугунное основание делает аппарат очень устойчивым. Литой корпус придает станку жесткость. Размеры заточных кругов варьируется от 125 до 250 мм. Благодаря широкой линейке изделий заточных станков «Энкор» можно выбрать изделие для выполнения точных операций и черновых работ. Быстрая смена наждачных кругов разной зернистости в совокупности с высокими оборотами двигателя превращает каждый станок в универсальный инструмент, который способен выполнять широкий спектр задач.
В комплектации заточного станка поставляется: Круги различные зернистости, регулируемые упоры, защитные кожуха, защитные экраны. Некоторые модели комплектуются увеличительным стеклом.
Универсальное приспособление для заточки из обычной гайки
А если необходимо заточить сверло без заточного станка?
Предлагаем сделать приспособление буквально за несколько минут из обычной гайки, сверло будет точиться при помощи болгарки быстро и точно.
Для приспособления подойдет гайка от М26 и больше.
Этапы изготовления (смотрим по этому поводу видио) :
- зажимаем гайку в тиски и по граням делаем пропилы болгаркой
- напильником убираем заусенцы с пропило
- выравниваем неровности граней гайки, обточив их напильником.
Выточки от 2 до 4 мм одинаковые для каждой грани.
Рабочий диаметр можно затачивать в таком приспособлении от 2 до 10 мм.
Вставить инструмент в направляющие пропилы и зажать хвостовик вместе с гайкой в тиски, выдвинув наконечник инструмента над гранью гайки не более 5 мм.
Далее болгаркой затачивается выступающую часть ориентируясь на наклон граней гайки.
Проверка угла заточки проводится шаблоном из приваренных между собой гайками, прислонив заточенную часть между ними, ориентируясь на полученный угол 120 ° . При использовании для заточки с подобным приспособлением станок, то гайка с инструментом зажимается в обычную струбцину.
Усовершенствование приспособления
Но если не хочется заморачиваться струбциной можно усовершенствовать приспособление сделав в гайке до половины треугольный пропил и зажать инструмент сверху болтом вкручивая его в приваренную гайку меньшим диаметром.
Станок для заточки спиральных сверл
Заточка свела на специальных станках
Partner PP-13
Линейка станков Partner PP-13D; PP-13С; PP-13U основным различием является комплектация, все станки комплектуются цанговыми держателем кроме модели РР-13U. Эта модель комплектуется шестикулачковым прецизионным патроном
На всех станках применяется диски CBN-200. Диск для заточки затыловочной части из твердосплавных сплавов приобретается отдельно, все диски универсальные подходят ко всей линейке.
Станок PP-13С предназначен для заточки инструмента от 2 до 13 мм с углом заточки от 90 до 135 °. Скорость вращения диска 5200 оборотов в мин., мощность 180 Вт. Питание с от сети переменного тока 220 В. Вес 10 кг.
Модель комплектуется цанговыми держателями в количестве 11 штук. В станке предусмотрено 3 вида обработки: по задней поверхности подреза хвостовика, заточка инструмента происходит по задней поверхности с затыловкой и подточкой поперечной режущей кромки.
Для заточки выбирается цанга соответствующая диаметру рабочей части и устанавливается в патрон. Регулятором, находящимся на верхней панели прибора, устанавливается диаметр рабочей части инструмента.
Затем собранная заготовка вставляется в отверстие для затоки режущей кромки и происходит заточка. Обрабатывается сначала одна кромка затем вторая.
Станок Patner PP-13С предназначен для заточки спиральных сверл по металлу диапазоном от 2 мм до 13 мм с правой спиралью и двумя стружкоотводящими канавками.
Данные станки очень просты в эксплуатации, навык в работе приобретается очень быстро в течение 15 минут после пробной заточки. Точность заточки составляет две сотые миллиметра. Для твердосплавных напаек диск SDC – 200 приобретается отдельно.
Дополнительные технические характеристики:
- Габариты – 320×180×190 мм;
- Вес – 10 кг.
- Комплектация:
- Набор цанг от 3 мм до 13 мм; Держатель для цанг; Диск CBN для быстрорежущей стали; Шестигранники.
- В руководстве по эксплуатации более подробно описано устройство техническое обслуживание и ремонт.
- Дополнительно: Диск SDC-200 для твердого сплава.
Внимание покупателей подшипников Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: +7(499)403 39 91
Доставка подшипников по РФ и зарубежью. Каталог подшипников на сайте themechanic.ru
|

Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+7 (495) 128 22 34
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
themechanic.ru
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+7 (495) 128 22 34
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
themechanic.ru
Как безопасно заточить сверла
Главная / Полезные советы / Как безопасно заточить сверла
Полезные советы
Опубликовано автором Ruwag UK
Знание того, как затачивать сверла, всегда важно, если вы хотите, чтобы ваши сверла работали должным образом, без необходимости их постоянной замены, когда они начинают изнашиваться. Тупые сверла могут повредить материал, который вы сверлите, что приведет к плохим результатам. Они также могут повредить вашу дрель. Чтобы помочь вам безопасно и эффективно заточить сверла, мы собрали несколько советов.
Как заточить сверла
Используете ли вы инструмент для заточки сверл или затачиваете их вручную, безопасность всегда должна быть вашим главным приоритетом. Вот некоторые вещи, которые вам нужно иметь в виду при заточке бит.
Шаг 1: Выберите правильный инструмент
Для заточки насадок используются 3 инструмента: ленточные шлифовальные машины, настольные шлифовальные станки или точилки для насадок. Хотя биты можно заточить вручную с помощью напильников, этот процесс занимает много времени и не всегда дает результаты. Если вы решите заточить вручную, вам нужно будет использовать тиски, чтобы удерживать насадку неподвижно, а затем подпилить под углом 60 градусов. Проведите напильником по краям, пока они не станут более четкими. Однако самым простым и эффективным инструментом является шлифовальная машина. Если вы затачиваете спиральные насадки, которые проще всего затачивать, настольная шлифовальная машина ускорит процесс. Эти инструменты являются обычными инструментами для мастерских, а это означает, что у вас, вероятно, уже есть один, если вы регулярно делаете много проектов своими руками.
Если вы решите заточить вручную, вам нужно будет использовать тиски, чтобы удерживать насадку неподвижно, а затем подпилить под углом 60 градусов. Проведите напильником по краям, пока они не станут более четкими. Однако самым простым и эффективным инструментом является шлифовальная машина. Если вы затачиваете спиральные насадки, которые проще всего затачивать, настольная шлифовальная машина ускорит процесс. Эти инструменты являются обычными инструментами для мастерских, а это означает, что у вас, вероятно, уже есть один, если вы регулярно делаете много проектов своими руками.
Шаг 2: Соблюдайте протоколы безопасности
Какой бы инструмент вы ни выбрали, обычно применяются основные правила безопасности электроинструмента. Есть одно правило, которое не всегда работает. Многие считают, что защитные перчатки на самом деле могут сделать заточку более опасной, так как материал перчатки может застревать в насадке во время ее заточки. Поскольку ваша рука находится очень близко к инструменту для заточки, многие советуют снимать перчатки. Другие также отмечают, что перчатки могут затруднить правильный захват сверла во время его заточки. Когда вы немного затачиваете инструмент, вам нужно быть очень осторожным, чтобы не подносить пальцы слишком близко к инструменту. Использование напильника для сглаживания любых неровностей или заусенцев на хвостовике сверла также является хорошей идеей, чтобы они не поцарапали и не порезали пальцы. Необязательным правилом безопасности является всегда носить защитные очки, так как металлическая стружка начнет лететь, когда сверло затачивается.
Другие также отмечают, что перчатки могут затруднить правильный захват сверла во время его заточки. Когда вы немного затачиваете инструмент, вам нужно быть очень осторожным, чтобы не подносить пальцы слишком близко к инструменту. Использование напильника для сглаживания любых неровностей или заусенцев на хвостовике сверла также является хорошей идеей, чтобы они не поцарапали и не порезали пальцы. Необязательным правилом безопасности является всегда носить защитные очки, так как металлическая стружка начнет лететь, когда сверло затачивается.
Шаг 3: Действуйте осторожно и не торопитесь
Вы не хотите торопить процесс. Во избежание несчастных случаев работайте осторожно и стабильно. Ваша цель — снять достаточно металла, чтобы заточить лезвие. Большинство шлифовальных станков имеют грубый шлифовальный круг и тонкий шлифовальный круг. Для сильно изношенных, старых или нуждающихся в серьезной заточке насадок используйте грубый круг. Для насадок, которые нужно лишь немного подточить, используйте шлифовальный круг.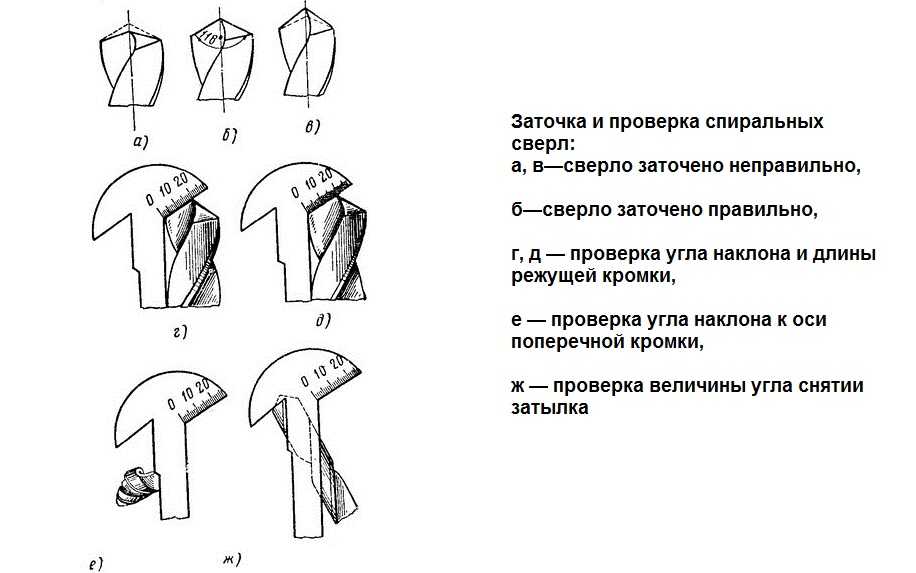
Ищете качественные долговечные биты? Ruwag предлагает огромный выбор прочных и долговечных сверл для любых целей, от спиральных до специальных.
← Предыдущее сообщение
Как заточить сверла?
Drillly поддерживается аудиторией. Когда вы покупаете по ссылкам на этом сайте, мы можем получать партнерскую комиссию, которую мы используем для обслуживания сайта. Узнать больше
Когда вы покупаете по ссылкам на этом сайте, мы можем получать партнерскую комиссию, которую мы используем для обслуживания сайта. Узнать больше
1 августа 2022
Брент Баттерворт
Вы когда-нибудь пытались просверлить деревянный или стальной предмет и замечали, что сверла не закручиваются, как раньше? Некоторые из ваших насадок могут больше не работать, и они могут распространять шлейф дыма и издавать высокие визжащие скрипящие звуки, когда вы их используете. Если у вас нет под рукой точилки для сверл, не расстраивайтесь. Здесь мы собираемся показать вам, как заточить сверла, используя 5 различных методов.
Стоит ли пытаться точить сверла самостоятельно?
Независимо от того, являетесь ли вы столяром, плотником или сантехником, сверла должны быть вам знакомы больше, чем любые инструменты, которые вы регулярно используете в работе. По прошествии определенного времени эти сверла стареют, и вы можете подумать об их замене. Но это будет стоить вам денег, пока есть возможность сделать это самостоятельно в вашей мастерской.
В вашем гараже или мастерской должна быть настольная шлифовальная машина, которая может вам пригодиться. Но если у вас нет какого-либо инструмента для заточки, вам, возможно, придется найти замену, чтобы поддерживать постоянство рабочего процесса вашего проекта.
Как заточить сверла. Руководство для начинающих
Возможно, вы удивитесь, узнав, что заточку можно выполнять несколькими способами. Тем не менее, мы поделимся наиболее широко используемыми методами, которые вы можете легко сделать:
- Алмазный напильник
- Ленточно-шлифовальный станок или настольная шлифовальная машина
- Угловая шлифовальная машина
- Станция для заточки Dremel
- Drill Doctor
Использование алмазного напильника:
Алмазные напильники используются для заточки различных предметов. Ну, вы также можете использовать их для сверл. Просто следуйте инструкциям ниже:
- Надежно поместите затупленное сверло в прочные тиски
- Переместите его вдоль поверхности напильника
- Аккуратно проведите им по рельефу
- Повторите процесс с каждой стороны площадки сверла, чтобы получить острый наконечник
2.
 Использование ленточной шлифовальной машины:
Использование ленточной шлифовальной машины:Настольная шлифовальная машина — это удобный инструмент, который также часто используется для заточки сверл. Однако многие машинисты предпочитают затачивать сверла вручную, поскольку ленточная шлифовальная машина стоит несколько дорого, и они не могут себе этого позволить. Ниже мы обсудили, как заточить сверла на настольном шлифовальном станке.
- Сначала включите машину и встаньте на безопасном расстоянии от колеса
- Поместите насадку на шлифовальный станок или ремень, удерживая насадку под углом 60°
- Закрепите насадку с одной стороны и надавите на стол шлифовальный станок
- Создайте небольшой угол долота, перемещая левую руку вправо
- Режьте, придавайте форму и вращайте, перемещая руки, чтобы безупречно заточить сверло
- Поверните сверло на 180 градусов, чтобы заточить сверло остаток сверла
3. Использование угловой шлифовальной машины:
Угловая шлифовальная машина является одним из наиболее удобных инструментов для заточки сверл. Здесь вам нужно иметь приспособление, чтобы облегчить задачу. Сделайте приспособление для деревообработки в соответствии с углом вершины сверла, которое вы хотите заточить. Например, если имеется угол при вершине 135 градусов, отметьте этот блок линией 67,5 градусов с основанием. Затем просверлите отверстие внутри блока вдоль линии. В результате, когда вы поместите сверло в отверстие, земля полностью выровняется с поверхностью этого блока, что позволит вам правильно выполнить заточку.
Здесь вам нужно иметь приспособление, чтобы облегчить задачу. Сделайте приспособление для деревообработки в соответствии с углом вершины сверла, которое вы хотите заточить. Например, если имеется угол при вершине 135 градусов, отметьте этот блок линией 67,5 градусов с основанием. Затем просверлите отверстие внутри блока вдоль линии. В результате, когда вы поместите сверло в отверстие, земля полностью выровняется с поверхностью этого блока, что позволит вам правильно выполнить заточку.
Теперь сделайте следующее:
- Зафиксируйте шаблон в тисках, удерживая в нем сверло. Теперь держите биту одной рукой и прижимайте ее к этому отверстию, удерживая угловую шлифовальную машину другой рукой. Площадка сверла должна быть параллельна поверхности деревянного бруска.
- Теперь включите кофемолку и прижмите землю к бите, чтобы заточить ее. Затем поверните биту на 180 градусов и сделайте то же самое с другой стороны.
- Наконец, снимите насадку с приспособления. Затем плотно прижмите сверло к верстачным тискам и отточите рельефы с обеих сторон.
4. Использование станка для заточки Dremel:
Станция для заточки Dremel — это изысканный инструмент для заточки сверла. Это, безусловно, облегчит вашу работу, если вы знаете, как заточить сверло с помощью Dremel. Но имейте в виду, что этот инструмент может затачивать биты размером от ⅜” до 7/64”.
- Плотно положите инструмент Dremel на стол, чтобы он не двигался во время работы.
- Возьмите направляющую сверла и установите ее на блок двигателя Dremel
- Извлеките держатель бит из направляющей станции заточки и поместите сверло в держатель
- Нажмите на V-образный блок вниз, оказывая сопротивление держателю, когда толкаете сверло вверх, затем осторожно поверните его, чтобы сохранить соответствующий угол
- Включите дремель и поместите держатель на прочный точильный брусок, удерживая этот брусок вместе с битой.
- Переверните биту на 180 градусов и выполните то же, что и в шаге 5. Прекратите заточку, когда не будет скрежетать
5.
 Использование точилки Drill Doctor:
Использование точилки Drill Doctor:Точилка Drill Doctor позволяет вам заточить сверло, не осваивая заточку. Конкретные модели состоят из нескольких различных шагов. Используя Split Doctor, вы узнаете более быстрый способ заточки сверл. Найдите основную процедуру для работы ниже.
- Включите станок и удерживайте белую линию патрона Drill Doctor в правильном положении с приподнятым кулачковым штифтом, затем поместите патрон в специальное отверстие для заточки
- Белые линии помогут вам следить за поворотами.
- Позже вам нужно повернуть патрон по часовой стрелке от белой линии к белой линии и повторять шаги, пока скрежет не перестанет издаваться.
В заключение, сверла бывают разных размеров с разными углами заточки. Хотя они обладают высокой термостойкостью и хрупкостью, они все же тускнеют и требуют регулярной заточки. Теперь, когда вы знаете, как затачивать сверла самостоятельно, вы можете легко сделать это в своей мастерской.
FacebookTwitterGoogle+PinterestLinkedIn
Вам также может понравиться
Об авторе
Брент Баттерворт
Профессиональный столяр и сборщик мебели на заказ
Брент – столяр, мебельщик, консультант и консультант по дереву.