Сварка алюминия полуавтоматом в аргоне
- Главная
- /
- Рубрики журнала Кузов
- /
- Кузовной ремонт
- /
- Кузовной ремонт
- /
- Сварка алюминия в аргоновой среде полуавтоматом
14 мая 2021
Сварка деталей из алюминия — одна из тех задач, которые требуют от автомобильного мастера высокого профессионализма. Этот легкий и недорогой металл все чаще используется в автопромышленности. Но то, что выгодно заводу, не всегда выгодно сервису: сварка алюминия требует особых знаний и специального оборудования (например, импульсного сварочного аппарата).
О сварочном аппарате
T3 GYS Auto — это синергический инверторный полуавтоматический аппарат, созданный во Франции и предназначенный для работ по тонкому листовому металлу. Разработчики специально проектировали его для автосервисов и кузовных цехов. Благодаря низкому минимальному току (15 Ампер) полуавтомат может варить листовую сталь, нержавейку, алюминий. Также аппарат имеет функцию сварки-пайки медными сплавами.
Подачу сварочной проволоки обеспечивают два четырехроликовых механизма. Мастер может выбрать синергетический режим (автоматическая настройка в зависимости от силы тока) или настроить скорость ее выхода вручную.
Spool gun обеспечивает уверенную подачу проволоки диаметром 0. 8 мм. Делать это на полуавтомате можно и через обычный еврорукав, но при этом необходимо внимательно следить, чтобы он оставался прямым — любой изгиб затрудняет прохождение мягкой проволоки, она запутывается и мнется. При использовании «спулгана» это исключено.
8 мм. Делать это на полуавтомате можно и через обычный еврорукав, но при этом необходимо внимательно следить, чтобы он оставался прямым — любой изгиб затрудняет прохождение мягкой проволоки, она запутывается и мнется. При использовании «спулгана» это исключено.
Нюансы сварки алюминия
Самая большая проблема при сваривании алюминиевых деталей заключается в том, что этот металл имеет низкую температуру плавления (660 °С) и нагревается гораздо быстрее стали. Поэтому работать с ним нужно аккуратно, чтобы случайно не прожечь кузов насквозь.
Еще один нюанс — в реакции алюминия на кислород. При их взаимодействии на поверхности детали образуется тонкая оксидная пленка, которая сильно усложняет дело. Для ее проплавления нужна очень высокая температура — 2044°С, что значительно повышает энергозатраты. Поэтому для борьбы с окислением сваривание алюминия осуществляют в среде защитного газа аргона, который вытесняет кислород из рабочей зоны. Также благодаря реакции аргона с алюминием шов получается более прочным и качественным.
А вот взаимодействие алюминия со сталью в процессе ремонта крайне нежелательно, так как приводит к появлению гальванической коррозии. Поэтому сварщику нельзя использовать плохо очищенные инструменты, которыми до этого ремонтировали стальные детали.
Это далеко не все проблемы, с которыми мастер сталкивается при сваривании алюминия, однако формат статьи не позволяет рассмотреть этот вопрос всесторонне. Перейдем к самому процессу сварки полуавтоматом.
Свариваем алюминиевый капот
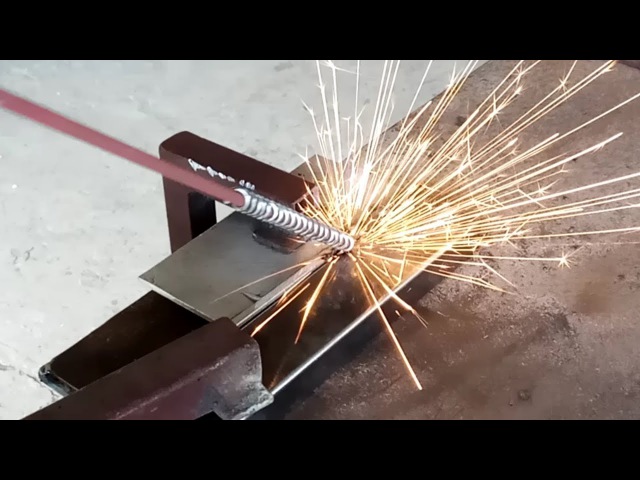
Возможности полуавтомата T3 Auto Дмитрий Мягков продемонстрировал на выполненном из алюминия капоте автомобиля. Для этого при помощи плазмореза он сделал на нем небольшой надрез толщиной 1 мм, имитирующий трещину в металле.
Сварку алюминия под защитой аргона производят небольшими участками во избежание перегрева и прожига, об опасности которых мы уже говорили выше. Паузы, в которых алюминий остывает, нужно использовать для зачистки зоны шва металлической щеткой. Это позволяет удалить с поверхности все выгорающие присадки.
Законченный шов необходимо снова зачистить абразивом, чтобы удалить излишки присадочного материала. Даже если он получился не очень аккуратным, на этапе шлифования можно все исправить, и поверхность станет идеально ровной. Итог — практически незаметный шов. Увидеть работу полуавтомата своими глазами можно в нашем видео.
Комментарии
Рекомендованные статьи
Сварка алюминиевых сплавов в Иркутске
Сварочный участок ООО “Сварочная техника” выполняет работы по сварке металлоконструкций, наплавке, напылению, ремонтной сварке изделий из сталей, чугунов, алюминиевых сплавов, корозионно-стойких сталей, титановых и медных сплавов. На участке работают высококвалифицированные специалисты сварщики, имеющие допуски к сварке ответственных конструкций.
|
Сварка поплавка на транце катера |
Сварка алюминиевого пола микроавтобуса |
|
Сварка рубки катера из алюминия |
Сварка самоката из алюминиевого сплава |
|
Сварка катера |
Сварка подножки грузовика |
|
Сварка рамы квадроцикла BRP |
Сварка передвижнаой емкости под топливо |
|
Сварка поддона двигателя |
Сварка цистерны |
|
Наплавка мест кавитационного износа на винте |
MIG сварка алюминиевой ступицы |
|
Сварка алюминиевой лестницы с корзиной |
Сварка автомобильного диска |
|
Сварка крышки коробки передач |
Сварка крышки электродвигателя |
|
Аргонодуговая сварка бака из алюминия |
Сварка носовой части лодки |
|
Сварка поддона двигателя |
Ремонтная сварка лодочного мотора |
|
Сварка конструкции театральных декараций |
Cварка трубки кондиционера |
|
Наплавка колеса из алюминия |
Сварка радиаторов автомобилей |
|
Сварка радиатора скутера |
Сварка корпуса автомобильной коробки передач |
|
Сварка бампера внедорожника |
Сварка радиатора автомобиля |
|
Сварка теплообменников из алюминия |
Сварка автомобильных дисков |
|
Сварка декораций из алюминиевого профиля |
Сварка рамы мотоцикла |
|
Сварка бензобака автомобиля |
Сварка алюминиевой обрешётки автофургона |
|
Сварка крепления зеркала из сплава ЦАМ |
Сварка крестовины центрифуги из сплава ЦАМ |
|
Ремонтная сварка опалубки из алюминиевого сплава |
Сварка радиатора из алюминиевого сплава |
Сварка алюминия относится к числу наиболее востребованных сварочных работ. Из алюминия и его сплавов (таких, например, как силумин) изготавливают многие автомобильные детали, электротехнические изделия, детали технологического оборудования и многое другое. Особенно сварка алюминия актуальна при ремонте автомобилей, поскольку стоимость сварочных работ значительно ниже цены новых деталей. В автомобилях из алюминиевых сплавов изготавливаются автомобильные диски, бензобаки, кузова и многие детали двигателей и коробок передач. К особенностям алюминия и сплавов на его основе относится их высокая электро- и теплопроводность и наличие на поверхности окисной плёнки. Для осуществления сварки должны быть приняты меры по разрушению и удалению пленки и защите металла от повторного окисления. С этой целью используют специальные сварочные флюсы или сварку осуществляют в атмосфере инертных газов. В качестве защитного газа обычно используется аргон. Он служит катализатором процесса, позволяет эффективно противодействовать окислению и образованию пор. Обязательной является очистка алюминиевых поверхностей перед сваркой, разделка трещин, удаление окисленного слоя.
Из алюминия и его сплавов (таких, например, как силумин) изготавливают многие автомобильные детали, электротехнические изделия, детали технологического оборудования и многое другое. Особенно сварка алюминия актуальна при ремонте автомобилей, поскольку стоимость сварочных работ значительно ниже цены новых деталей. В автомобилях из алюминиевых сплавов изготавливаются автомобильные диски, бензобаки, кузова и многие детали двигателей и коробок передач. К особенностям алюминия и сплавов на его основе относится их высокая электро- и теплопроводность и наличие на поверхности окисной плёнки. Для осуществления сварки должны быть приняты меры по разрушению и удалению пленки и защите металла от повторного окисления. С этой целью используют специальные сварочные флюсы или сварку осуществляют в атмосфере инертных газов. В качестве защитного газа обычно используется аргон. Он служит катализатором процесса, позволяет эффективно противодействовать окислению и образованию пор. Обязательной является очистка алюминиевых поверхностей перед сваркой, разделка трещин, удаление окисленного слоя.
Связаться
Сварка алюминия и ее сравнение со сваркой стали
Во многих случаях сварка алюминия требует соблюдения некоторых специальных процедур. Одним из ключевых факторов является выбор правильного присадочного металла для основного материала и требований к применению.
Сварка алюминия представляет некоторые уникальные проблемы по сравнению со сваркой стали или других распространенных материалов, особенно с точки зрения химии и чувствительности к растрескиванию.
Во многих случаях сварка алюминия требует соблюдения некоторых специальных процедур. Важными факторами при сварке материала являются: выбор правильного присадочного металла; правильное хранение и тщательная очистка основного материала; и правильную технику сварки.
Вот некоторые распространенные проблемы при сварке алюминия и основные рекомендации по их решению.
Характеристики алюминия
Качественный сварной шов зависит от химии, снижения содержания углеводородов и правильной техники. Характеристики алюминия отличаются от стали по нескольким параметрам. Температура плавления алюминия намного ниже, чем у стали — 1221 градус по Фаренгейту для алюминия по сравнению с 2500 градусами для стали. Алюминий также имеет оксидный слой, который плавится примерно при 3700 градусах. Этот оксидный слой намного тверже, чем алюминий, и помогает материалу противостоять коррозии и истиранию. Однако он также действует как изолятор, который может создавать проблемы во время сварки.
Поскольку прочность алюминия имеет тенденцию к увеличению при понижении рабочей температуры, в отличие от стали, которая становится более хрупкой при понижении рабочей температуры, алюминий обычно используется в низкотемпературных применениях, таких как криогеника и транспортировка сжиженного природного газа.
В то время как железо является основным сплавом в стали, алюминиевые материалы в основном представляют собой алюминий с добавлением различных элементов.
Деформируемые сплавы, такие как алюминий серии 1xxx, представляют собой чистый алюминий без преднамеренно добавленных легирующих элементов. Основными легирующими элементами в других типах алюминия являются медь серии 2ххх, марганец серии 3ххх, кремний серии 4ххх, магний серии 5ххх, магний и кремний серии 6ххх, цинк серии 7ххх и другие элементы серии 8ххх.
Проблемы сварки алюминия
В процессе сварки проявляются различные характеристики алюминия. Теплопроводность и проблемы с пористостью — два самых больших отличия сварки алюминия от стали.
Водород хорошо растворяется в жидком алюминии. Поскольку присадочный материал и алюминиевый основной металл становятся жидкими в процессе сварки, они поглощают водород и могут удерживать его в растворе. Как только расплавленный материал начинает затвердевать, он больше не может удерживать водород в однородной смеси. Водород образует пузырьки, которые попадают в металл, что приводит к пористости.
Смесь защитного газа гелия и аргона можно использовать для решения проблем с пористостью, если были опробованы все другие варианты. Имейте в виду, что со смесью гелия напряжение должно быть увеличено, чтобы преодолеть более высокий потенциал ионизации этого газа по сравнению с аргоном. Повышенное напряжение вызовет более высокое тепловложение и дополнительное проникновение, поэтому эта смесь используется на более толстых алюминиевых базовых материалах.
Тщательно очистите основной материал перед сваркой от масла, грязи, остатков и влаги. Это помогает обеспечить наилучшие результаты и снижает вероятность пористости.
Это помогает обеспечить наилучшие результаты и снижает вероятность пористости.
В отличие от стали присутствие водорода не вызывает растрескивания алюминиевых сварных швов. Тем не менее, горячее растрескивание, которое может произойти по мере затвердевания сварного шва, представляет угрозу для алюминия. Решение для этого возвращается к химии. Если горячее растрескивание является проблемой, обратитесь к таблице выбора алюминиевого присадочного металла, чтобы найти присадочный металл, который лучше всего решает эту проблему.
Основной металл 6061-алюминий является примером материала, который находится на пике склонности к растрескиванию при его нынешнем химическом составе, что очень затрудняет автогенную сварку или присадочный материал аналогичного химического состава. Использование присадочного металла с такими элементами, как магний (ER5XXX) или кремний (ER4XXX), может помочь вытолкнуть материал за пределы подверженного растрескиванию диапазона.
Еще одна проблема с алюминием заключается в том, что его теплопроводность в пять раз выше, чем у стали.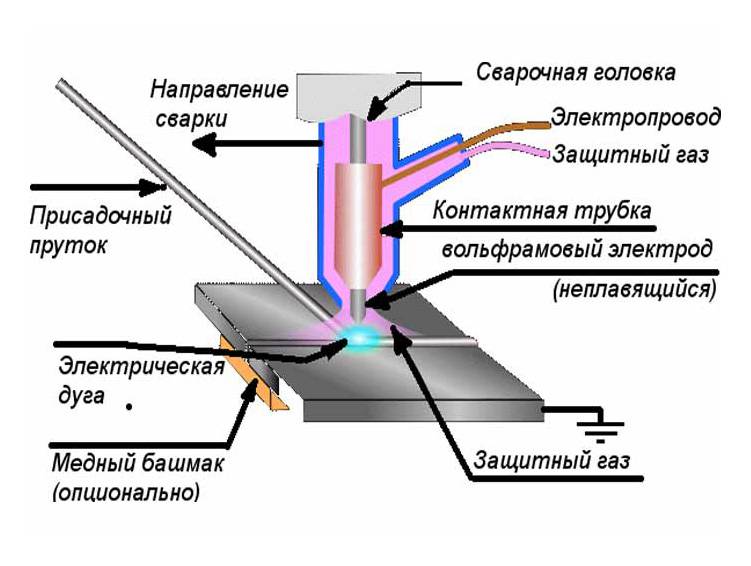 Холодные участки основного металла пытаются отвести тепло от сварочной ванны, что может привести к непровару сварного шва. Из-за этой разницы в теплопроводности алюминий при сварке требует гораздо больших тепловложений, чем сталь.
Холодные участки основного металла пытаются отвести тепло от сварочной ванны, что может привести к непровару сварного шва. Из-за этой разницы в теплопроводности алюминий при сварке требует гораздо больших тепловложений, чем сталь.
Выбор присадочного металла для сварки алюминия
При выборе присадочного металла для алюминия крайне важно использовать таблицу выбора. Каждая комбинация обозначений алюминия имеет рекомендуемые варианты присадочного металла в зависимости от характеристик сварного шва, требуемых приложением.
Таблица выбора включает восемь характеристик, которые важны для различных видов сварки: чувствительность к растрескиванию, прочность, пластичность, коррозионная стойкость, стойкость к повышенным температурам, соответствие цвета после анодирования, термообработка после сварки и ударная вязкость. Анализируя потребности конечного компонента, можно определить, какие свойства наиболее важны для конкретного применения, и выбрать присадочный металл, который наилучшим образом соответствует требуемым характеристикам. Важно отметить, что повышенная рабочая температура алюминия составляет от 150 до 350 градусов по Фаренгейту. Это и другие определения характеристик можно найти в таблице выбора алюминия.
Важно отметить, что повышенная рабочая температура алюминия составляет от 150 до 350 градусов по Фаренгейту. Это и другие определения характеристик можно найти в таблице выбора алюминия.
Другой вариант — использовать приложение для выбора присадочного металла, такое как это. В приложении можно найти ту же информацию, что и в полной таблице выбора, но она показывает присадочный металл только для выбранных базовых материалов.
Правильный выбор присадочного металла всегда имеет ключевое значение. Например, если основным свариваемым материалом является алюминий 6061, хорошими вариантами присадочного металла являются 4043, 4943 и 5356. Проволока 4043/4943 для дуговой сварки металлическим электродом (GMAW) или электрод для дуговой сварки вольфрамовым электродом могут уменьшить пористость и обеспечить лучшую свариваемость. и повышенная текучесть лужи, в то время как продукт 5356 обеспечивает большую ударную вязкость и прочность.
Передовые методы сварки алюминия
Наряду с выбором присадочного металла, наиболее подходящего для конкретного применения, соблюдение некоторых основных передовых методов также может помочь добиться успеха при сварке алюминия.
- Не плети. Хотя метод плетения обычно используется для сварки стали, его не следует использовать с алюминием. Вместо этого используйте стрингерный валик, который помогает обеспечить надлежащее проникновение и сплавление. Для алюминия GMAW обязательно используйте более высокие тепловложения и высокую скорость движения, чтобы оставаться впереди лужи.
- Очистите металл. Тщательно очистите основной материал перед сваркой от масла, грязи, остатков и влаги. Это помогает обеспечить наилучшие результаты и снижает вероятность пористости. Ацетон или алюминиевый очиститель хорошо подходят для удаления углеводородов, которые могут находиться на поверхности материала. При подготовке сварных швов не продувайте их сжатым воздухом, так как это может привести к загрязнению влагой и маслами, если используются цеховые инструменты.
- Удалите оксидный слой. После очистки используйте щетку из нержавеющей стали — новую или использовавшуюся только для алюминия — для удаления слоя оксида алюминия перед сваркой.
 Как упоминалось ранее, оксид алюминия имеет гораздо более высокую температуру плавления, чем алюминий. Он действует как изолятор, который может вызвать проблемы с запуском дуги, и для сварки через оксидный слой требуется очень высокая температура. Это может вызвать прожог основного материала и пористость, так как оксидный слой имеет тенденцию удерживать влагу.
Как упоминалось ранее, оксид алюминия имеет гораздо более высокую температуру плавления, чем алюминий. Он действует как изолятор, который может вызвать проблемы с запуском дуги, и для сварки через оксидный слой требуется очень высокая температура. Это может вызвать прожог основного материала и пористость, так как оксидный слой имеет тенденцию удерживать влагу. - Правильно храните. Методы хранения основных материалов и присадочных металлов также играют роль в предотвращении пористости. По возможности храните листы алюминия внутри. Если их необходимо хранить на открытом воздухе, ставьте листы вертикально, а не друг на друга, чтобы предотвратить попадание воды, которая будет способствовать образованию более толстого слоя гидратированного оксида алюминия. Материалы и присадочные металлы, хранящиеся снаружи или в части здания с кондиционированием воздуха, занесите их внутрь цеха перед сваркой, желательно накануне, чтобы температура металла стабилизировалась и чтобы влага из воздуха не образовывала конденсат на сварных швах. алюминий.
- Проверьте расходные материалы. Некоторые проблемы при сварке алюминия, особенно при использовании GMAW, могут быть связаны с расходными материалами. Чтобы уменьшить риск пористости, используйте новые или в хорошем состоянии газовые линии и шланги и убедитесь, что все соединения шлангов затянуты, чтобы они не втягивали воздух в линию.
Также важно использовать подходящие вкладыши и приводные ролики. Пластиковые вкладыши и входные направляющие могут иметь преимущества по сравнению со стальными вкладышами при сварке алюминия, поскольку металлические или латунные входные направляющие и стальные вкладыши могут стирать более мягкую алюминиевую проволоку, когда она проходит через систему привода и вкладыш. Это может привести к образованию проволочной стружки, которая забьет вкладыш и вызовет проблемы с подачей. Точно так же приводные ролики с U-образной канавкой являются стандартными для алюминиевых изделий, поскольку приводные ролики других типов могут сломать или деформировать проволоку.
- Следите за температурой. Обратитесь к руководству или нормам присадочного металла для алюминия, чтобы определить соответствующие диапазоны температуры предварительного нагрева и межпроходной температуры. Предварительный нагрев можно использовать для уменьшения термического воздействия размера сечения при сварке толстых основных металлов или металлов разной толщины, но при сварке алюминия сведите предварительный нагрев к минимуму.
Поддающиеся термообработке недрагоценные металлы и неблагородные металлы серии 5xxx, содержащие более 3 процентов магния, не должны подвергаться предварительному нагреву или температуре между проходами выше 250 градусов по Фаренгейту в течение более 15 минут. Время, проведенное при повышенных температурах, может снизить прочность материала и способствовать растрескиванию.
 Как упоминалось ранее, оксид алюминия имеет гораздо более высокую температуру плавления, чем алюминий. Он действует как изолятор, который может вызвать проблемы с запуском дуги, и для сварки через оксидный слой требуется очень высокая температура. Это может вызвать прожог основного материала и пористость, так как оксидный слой имеет тенденцию удерживать влагу.
Как упоминалось ранее, оксид алюминия имеет гораздо более высокую температуру плавления, чем алюминий. Он действует как изолятор, который может вызвать проблемы с запуском дуги, и для сварки через оксидный слой требуется очень высокая температура. Это может вызвать прожог основного материала и пористость, так как оксидный слой имеет тенденцию удерживать влагу. алюминий.
алюминий.
Достижение успеха при сварке алюминия
Решение проблем сварки алюминия часто сводится к химии. Правильный подбор основного материала и присадочного металла имеет большое значение для достижения успеха и сведения к минимуму проблем. Также важно следовать рекомендуемым передовым методам сварки алюминия. И помните, методы и передовые методы сварки алюминия сильно отличаются от методов сварки стали.
Также важно следовать рекомендуемым передовым методам сварки алюминия. И помните, методы и передовые методы сварки алюминия сильно отличаются от методов сварки стали.
Сварка алюминия — насадки для сварки
Сварка алюминия – непростая задача даже для опытных сварщиков. Существует несколько разрозненных источников информации о сварке алюминия , и многие доступные руководства также содержат скудную содержательную информацию. Есть несколько основных книг по сварке, но с очень короткими разделами по сварке алюминия. Даже сегодня большинство сварщиков изучают сварку алюминия методом проб и ошибок.
Необходимое оборудование
Сначала рассмотрим оборудование, необходимое для сварки алюминия .
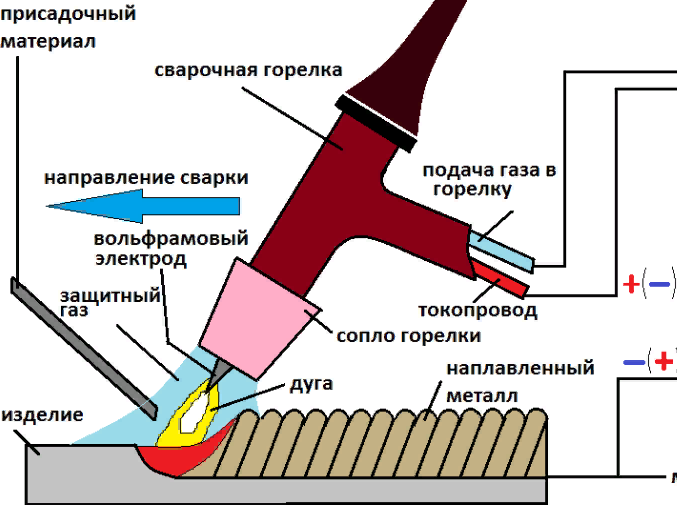
A Аппарат для сварки вольфрамовым электродом в среде инертного газа (TIG) во всех отношениях идеально подходит для сварки алюминия . Говорят, что алюминий также можно сваривать сварочным аппаратом MIG , аппаратом для сварки электродом или даже газовой горелкой.
Прочные сварочные перчатки хорошего качества необходимы, если сварщик не хочет страдать от болезненных волдырей. Столь же необходим крепкий сварочная маска и отчеты о рынке предполагают, что наиболее подходящими являются автоматически затемняемые маски с золотым оттенком .
Требуется смесь аргона или аргона и гелия, и почти наверняка смеси других газов не подходят для сварки алюминия. Еще один важный факт, который следует знать: использование бака от сварочного аппарата MIG на сварочном аппарате TIG не сработает.
Сварочный пруток, рекомендуемый многими для сварки алюминия , – это 4043. Необходимо иметь отдельную специальную щетку из нержавеющей стали исключительно для использования для сварка алюминия . Также желательно иметь специальную металлическую скамейку, которая поможет потушить пожар во время сварки.
Желательно иметь пульверизатор с водой – не столько для охлаждения работы, сколько для тушения небольших пожаров без использования огнетушителя. Имейте в виду, что любые попытки поспешно охладить алюминий могут привести к появлению трещин в сварном шве или вблизи него.
Имейте в виду, что любые попытки поспешно охладить алюминий могут привести к появлению трещин в сварном шве или вблизи него.
И последнее, но не менее важное, это тяжелая хлопковая рабочая рубашка с длинными рукавами. Уместно отметить, что Сварка ВИГ производит больше УФ-излучения, чем любой другой процесс сварки. Также потребуются зажимы или тиски и несколько блоков или стержней из алюминия или меди для использования в качестве радиаторов.
Полезные советы по сварке
Очистите алюминий, и это очень важный шаг, который нельзя упускать из виду.
Вот как подготовить алюминий к сварке:
- распылите на алюминий небольшое количество карбюраторного или электрического очистителя.
- промыть алюминий в воде, на всякий случай, если остались неприятные следы.
- Используйте щетку из нержавеющей стали, чтобы очистить алюминий до блеска вокруг зоны сварки.
Предлагается чистить алюминий только в одном направлении, чтобы избежать проникновения загрязняющих веществ в алюминий. Также сообщается, что шлифовальные круги 3M Scotchbrite являются хорошим способом подготовки алюминия к сварке.
Также сообщается, что шлифовальные круги 3M Scotchbrite являются хорошим способом подготовки алюминия к сварке.
Прикрепите изделие к радиатору из меди или алюминия, так как использование радиатора под местом сварки поглотит часть тепла и предотвратит деформацию изделия. Предварительно нагрейте область перед сваркой, так как это значительно упрощает сварка алюминия.
Если вольфрам загрязнится, прекратите сварку и исправьте. Когда вольфрам соприкасается со сварочной ванной или присадкой, дуга становится нестабильной, а качество сварки резко снижается. Соединяйте детали как можно плотнее, не оставляя зазоров. Это несколько сложно сделать при сварке алюминия сварочным аппаратом TIG. Используйте один ампер на 0,001 дюйма толщины материала. Установите силу тока выше максимальной, которую вы предполагаете использовать, и используйте ножную педаль, чтобы уменьшить ее. Рекомендуется использовать размер наполнителя, равный размеру вольфрама, и отрегулировать вольфрам должен выступать из колпака на расстояние, примерно равное диаметру вольфрама, длина дуги должна быть примерно равна диаметру вольфрама.