Какой должен быть ток при сварке 3 мм электродом
Содержание:
Какой должен быть ток при сварке 3 мм электродомКаждому сварщику в процессе выполнения работ приходится сталкиваться с выбором сварочного тока. Опытный сварщик знает, какой ток на аппарате выбрать в зависимости от толщины металла, диаметра электрода и множества других особенностей.
Например, для сварки вертикальных и горизонтальных швов, нужен разный ток. Для сварки в вертикальном положении сварочный ток выставляется процентов на десять меньше, чем при сварке в горизонтальном положении. Всё это важно учитывать при настройке сварочного аппарата.
Как определить, какой ток для сварки нужен
Как было сказано выше, на сайте https://svarkapajka.ru/ прежде чем приступить к сварке, сварщику нужно настроить сварочный аппарат и подобрать силу тока.
Подбор силы тока осуществляется по трём основным параметрам:
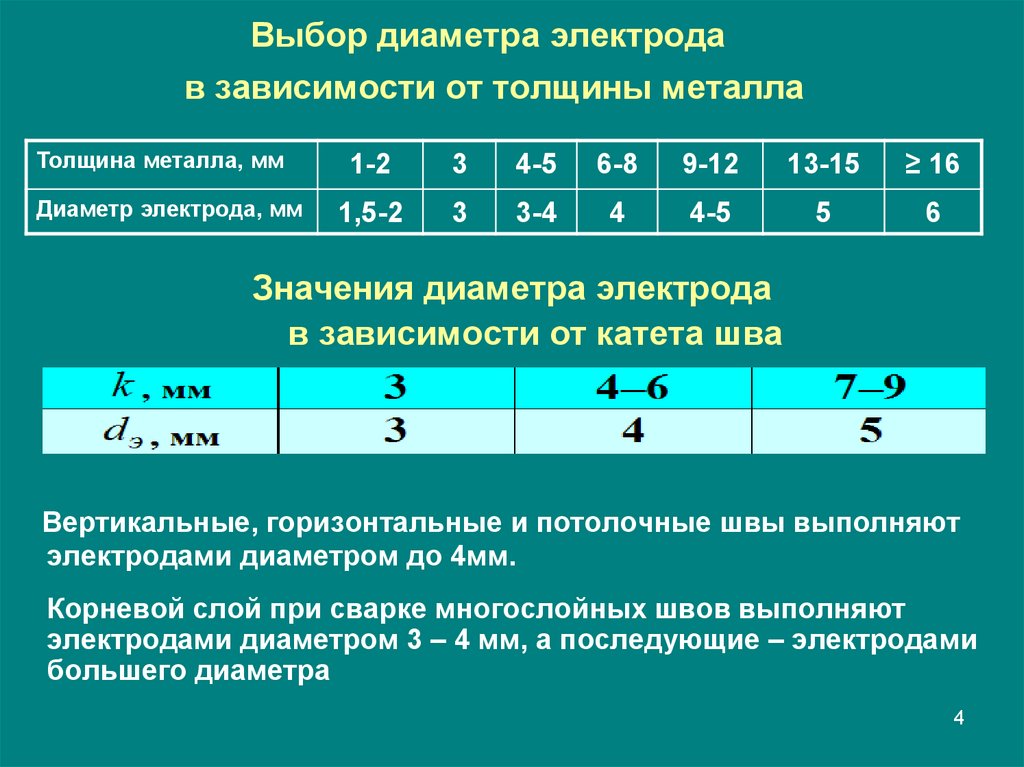
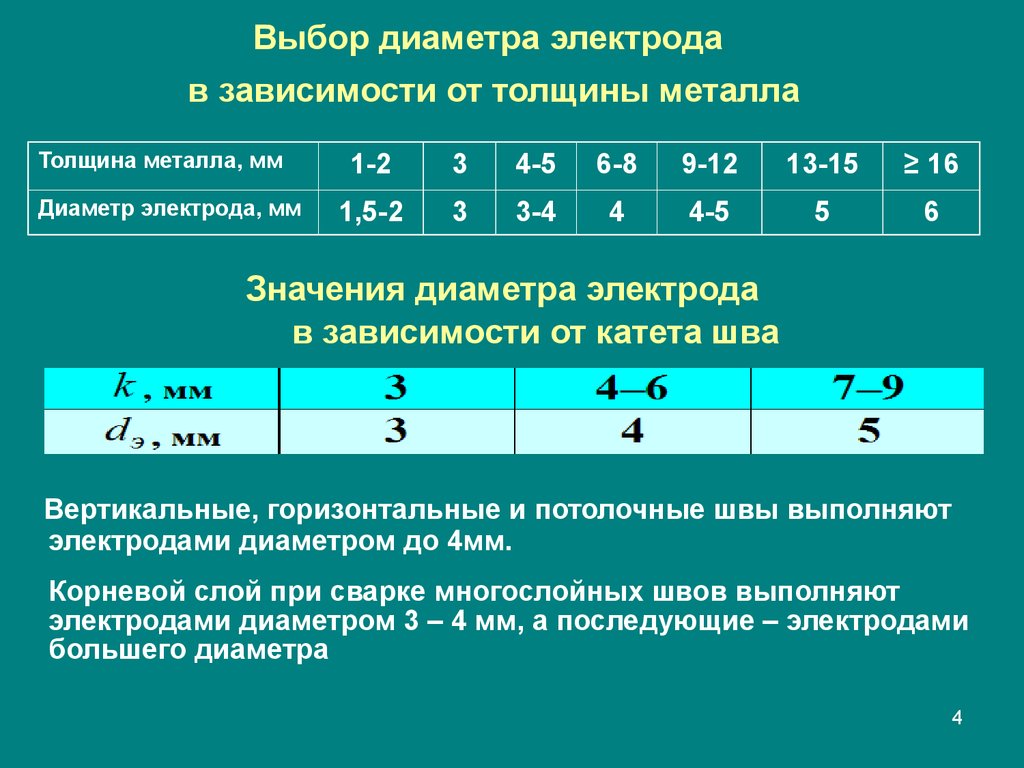
- Исходя от толщины металла;
- Диаметра электрода;
- Положении сварки.


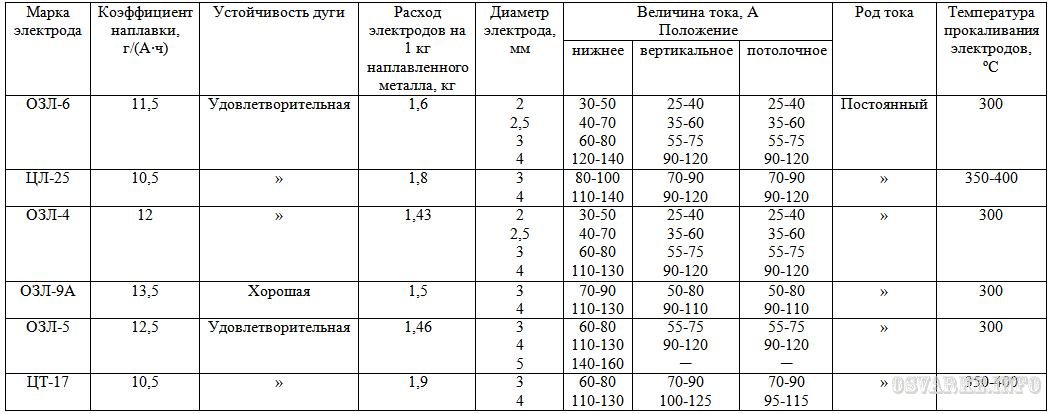
Косвенно на подбор силы тока также играет и множество других нюансов, например, марка стали, а также марка электродов. Здесь, как правило, каждый производитель электродов указывает на то, током, какой полярности нужно варить электродами.
Выбор тока по пространственному положению сварки
Итак, помимо толщины металла, о чем будет рассказано ниже, выбор тока для сварки также зависит и от величины зазора между заготовками, а также пространственного положения. Чтобы варить в нижнем положении электродом 3 мм, сила тока должна быть в районе 100-120 Ампер.
Для сварки в вертикальном положении и на подъем электродом 3 мм сила тока уменьшается, примерно до 70-80 Ампер. Есть также и формула, которая поможет быстро рассчитать требуемую силу тока для сварки электродами 3 мм.
Согласно данной формуле на 1 мм электрода требуется 30-40 Ампер сварочного тока. Чтобы узнать, каким током нужно варить электродом 3 мм, следует d 3 мм, умножить на 30-40 Ампер. В результате мы получим 90-120 Ампер.
В результате мы получим 90-120 Ампер.
Кроме того, нужно учитывать и величину зазора между заготовками. Чем выше зазор, тем меньше сила тока должна быть. Простыми словами говоря, здесь действуем, как и с пространственным положением в сварке: на вертикальных участках уменьшаем силу тока, а на горизонтальных, наоборот, силу тока увеличиваем.
Какие сварочные электроды выбрать: лучшие марки электродов
Разобравшись с тем, каким током варить электродом 3 мм, следует перейти к рассмотрению самых популярных электродных марок на сегодняшний день. Среди всех прочих наибольшую популярность среди опытных сварщиков получили такие электроды, как: УОНИ 13/55, МР-3 и АНО, OK 46.00 ESAB (Россия), LB-52U, OK 48.00 ESAB (Швеция), OK 61.30 ESAB, ОК 67.60, ОК 67.62 ESAB и OK 96.20 ESAB.
Электроды МР-3 и АНО применяются для сварки переменным током и не ответственных конструкций. Эти электроды идеально подходят для домашних работ, например, сварить теплицу или забор, навес и т. д.
д.
Электроды УОНИ 13/55 достойны профессионалов, поэтому они используются для ответственных работ, там, где важна максимальная прочность и надежность сварного соединения.
Электроды LB-52U японской фирмы хорошо зарекомендовали себя при сварке трубопроводов, в том числе и под высоким давлением. Качественный сварочный шов является главным преимуществом этих одних из самых дорогих электродов на сегодняшнее время.
Электроды OK 46.00 ESAB российского производства позволяют сваривать металл, как на переменном, так и на постоянном токе. Данная марка электродов считается одной из универсальных, а предназначена она для сварки самых распространенных сталей.
Какой ток должен быть при сварке электродами – настройка силы тока и полярности
Содержание
Почему это так важно?
Неправильный подбор параметров для настройки сварочного тока никогда вам не даст хорошего и прочного результата сварки. Так, например, если сила сварочного тока будут слишком низкая, то это приведет к нестабильному горению дуги, появлению непроваренных участков, процесс сваривания будет постоянно прерываться и в итоге сварщик получит некачественное соединение. Если параметры наоборот будут слишком высокими, то это приведет к перегреву или прожогу в зоне сваривания, а также к интенсивному разбрызгиванию.
Так, например, если сила сварочного тока будут слишком низкая, то это приведет к нестабильному горению дуги, появлению непроваренных участков, процесс сваривания будет постоянно прерываться и в итоге сварщик получит некачественное соединение. Если параметры наоборот будут слишком высокими, то это приведет к перегреву или прожогу в зоне сваривания, а также к интенсивному разбрызгиванию.
Какой нужен ток для сварки электродами?
Прежде чем начать работать со сваркой определитесь, какие электроды вам нужны, какой марки и какого диаметра. Марка электрода выбирается по принципу – состав электродов должен соответствовать типу металла. Диаметр выбирается на основании размера зазора в металле, который был до сварки и толщине свариваемого металла.
Когда вы определились с расходными материалами, то можете прочесть на упаковке или на сайте производителя, какая сила тока необходима именно этой марке и диаметру электродов. Если такой возможности нет, то можете воспользоваться примерными параметрами на основании диаметра стержня.
Так, например, электроды диаметром 2 мм лучше всего работают при силе тока от 30 до 80 ампер. Большой разброс в значениях зависит от металла и выбранного пространственного положения.
Для электродов диаметром 3 мм ток должен находиться в границах от 65 до 130 ампер. Разброс достаточно большой, поэтому советуем перед началом работ попробовать данные электроды на среднем значении 80-90 А и в зависимости от результата регулировать показатели.
При работе со стержнем диаметром 4 мм средние показатели силы тока от 110 до 200 ампер. Это одни из самых универсальных электродов, которые можно использовать для работы и с большими, и с маленькими швами, поэтому уметь с ними работать очень полезный навык, который можно освоить только с помощью опыта.
Чтобы быстро узнать нужное напряжение для других диаметров электродов, можете сохранить себе удобную и универсальную таблицу:
Если таблицу не всегда удобно держать под рукой, вы можете запомнить и всегда пользоваться двумя формулами для расчета силы тока необходимой для сварки электродом.
Так, для электродов диаметром 2-3 мм используется формула I = 30*d, где:
- I – сила тока в амперах (А)
- D – диаметр электрода в миллиметрах (мм)
А для электродов диаметром 4-8 мм используется формула I = (20 + 6d)*d с теми же обозначениями. И все-таки, даже по формуле вы получите только приблизительные показатели, и их придётся донастраивать в процессе.
К тому же, на то, какой ток используется при сварке, влияет еще несколько факторов, которые тоже обязательно нужно учитывать.
Переменный и постоянный ток
Для работы с ручной дуговой сваркой важно обращать внимание на то, с каким током работают необходимые вам электроды. Они могут относиться к переменному току и подходить для любых работ, в том числе для работы с постоянным током. Или быть предназначенными только для постоянного тока.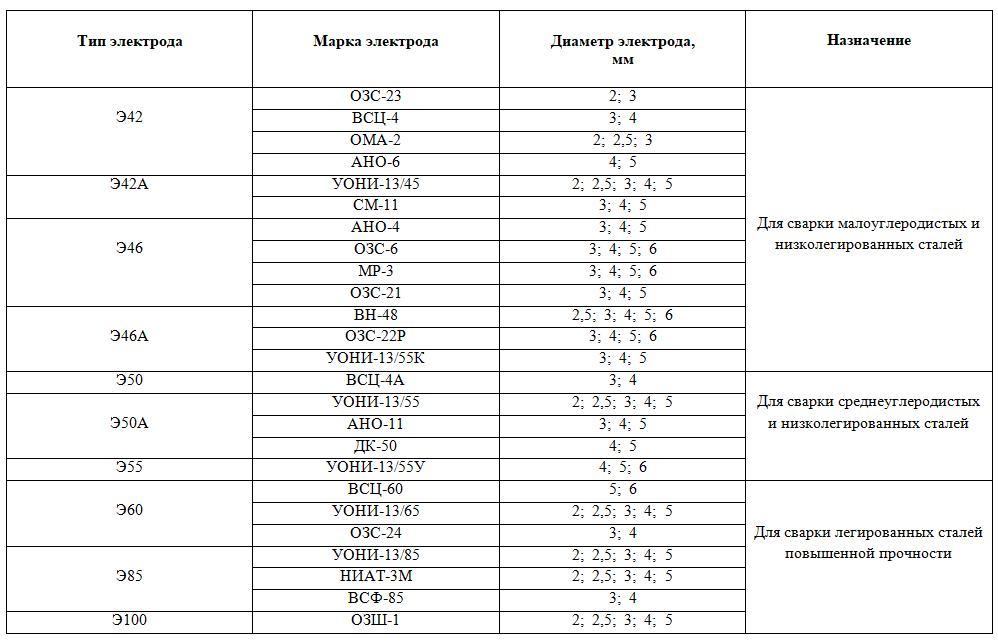
Важно понимать, что универсальные электроды зачастую чуть менее надежные, хотя и более простые в использовании, и подойдут только для неответственных конструкций.
Электроды для сварки переменным током (универсальные):
- Электроды марки АНО-21 предназначены для сварки рядовых конструкций из углеродистых сталей марок: по ГОСТ 380. К преимуществам марки относится: легкое возбуждение, стабильное и мягкое горение дуги, незначительное разбрызгивание, малое количество и легкое отделение шлаковой корки.
- МР-3 – электроды с рутиловым покрытием. Из преимуществ ー легкое первичное и повторное зажигание сварочной дуги, хорошее формирование сварных швов, мелкочешуйчатые швы, легкое отделение шлаковой корки, средняя и короткая длина дуги.
- Марка электроды GOODEL-ОК46 одна из популярных на рынке. Они хорошо работают во всех пространственных положениях короткой дугой. Допускается сварка средней длиной дуги. Обеспечивают высокое качество шва, в том числе и при сварке в вертикальном положении. В качестве источников питания можно использовать трансформаторы, выпрямители и инверторы.
 Обеспечивают высокое качество шва, в том числе и при сварке в вертикальном положении. В качестве источников питания можно использовать трансформаторы, выпрямители и инверторы.
Обеспечивают высокое качество шва, в том числе и при сварке в вертикальном положении. В качестве источников питания можно использовать трансформаторы, выпрямители и инверторы.Электроды для сварки постоянным током:
- УОНИ 13/55 – универсальные электроды для работы на ответственных конструкциях. Их большие плюсы в том, что: они обеспечивают отличную защиту сварочной ванны, обладают стабильными техническими характеристиками, а металл шва устойчив к низким температурам и знакопеременным нагрузкам.
- Электроды ОЗЛ-6 – это электроды с основным покрытием, предназначенные для сварки конструкций из жаростойких сталей марок 10Х23Н18, 20Х23Н13, 20Х23Н18 и др., работающих при температуре до 1000 °С.
- Электроды ЦЛ-11 предназначенные для сварки конструкций из коррозионностойких хромоникелевых сталей марок: 12Х18Н10Т, 12Х18Н10, 09Х18Н12Б и им подобных, работающих в агрессивных средах. При использовании данных электродов по нержавейке, металл шва характеризуется высокой стойкостью против межкристаллитной коррозии.

Прямая и обратная полярность для дуговой сварки
Полярность зависит от определенного варианта подключения аппаратуры, почти все аппараты по этому критерию универсальны, так как
В чем различия между прямой и обратной полярностью?
Прямая полярность больше подходит для тех случаев, когда необходимо соединить две толстые детали, а швы должны быть глубокими. Подключение прямой полярностью приводит к тому, что в процессе работы образуются катодные и анодные пятна. Более горячее из них (анодное) возникает на заготовке: именно к ней подключена плюсовая клемма. Из-за этого металл прогревается (а, следовательно, и плавится) на большую глубину. Это дает возможность работать с алюминиевыми, чугунными и другими деталями из сложных сплавов.
Обратную полярность используют для противоположных случаев, когда нужно работать с тонкими и легкоплавными металлами, так как анодное, более горячее, пятно может образоваться только на расходнике, а значит, на изделие попадает значительно меньше тепла, которое сильнее расходится по поверхности металла и создает более широкую, но менее глубокую зону проплавления.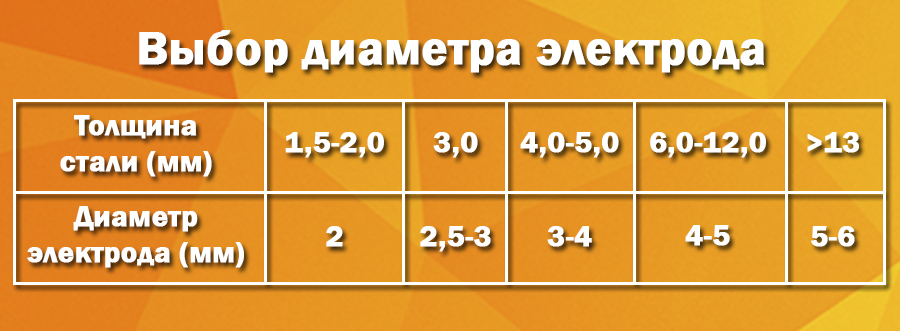
В зависимости от поставленных целей и материалов сварщик выбирает на инверторе тот или иной вариант полярности. Молодые специалисты, которые не изучали теоретическую часть, нередко испытывают проблемы при работе с металлами малой или большой толщины. Поэтому очень важно внимательно изучить техническую документацию, которая идет в комплекте с инвертором. И только после этого можно приступать к практической части.
Заключение
То, какой ток необходимо выставлять при ручной дуговой сварке зависит от нескольких критериев, которые в свою очередь зависят от специфики конкретных работ и желаемого результата. Чтобы выставить силу тока надо обратить внимание на диаметр электрода и толщину свариваемого металла
Все эти нюансы легко понять, когда у сварщика есть большой опыт работы. Но если его нет, то методом изучения правил использования или с помощью предварительных тестов выбранных параметров можно добиться необходимого результата. Главное в этом именно практика. А о том как выбрать электроды для сварки можно почитать здесь.
Но если его нет, то методом изучения правил использования или с помощью предварительных тестов выбранных параметров можно добиться необходимого результата. Главное в этом именно практика. А о том как выбрать электроды для сварки можно почитать здесь.
Руководство по размерам сварочных электродов, силе тока и типам тока (с таблицами)
Существует много типов сварочных электродов разных размеров, и сварщику довольно сложно все запомнить. Тем более, что у большинства из нас есть удилища, которыми мы пользуемся каждый день. Время от времени нам приходится брать в руки удочку, которой мы давно не пользовались. Именно поэтому я решил создать этот ресурс — В нем должно быть все, что вам может понадобиться, когда вы берете в руки штангу , будь вы новичок или уже опытный сварщик.
Различные диаграммы/таблицы электродов ниже должны дать вам довольно хорошее представление о том, какой стержень использовать, когда и при каких настройках. Имейте в виду, однако, что они являются чисто оценочными. Практически невозможно дать вам прямой ответ, так как параметры сварки зависят от многих переменных, таких как положение, в котором вы свариваете, толщина и тип металла, который вы свариваете, ток, который вы используете, и уровень вашего опыта. .
Имейте в виду, однако, что они являются чисто оценочными. Практически невозможно дать вам прямой ответ, так как параметры сварки зависят от многих переменных, таких как положение, в котором вы свариваете, толщина и тип металла, который вы свариваете, ток, который вы используете, и уровень вашего опыта. .
Прежде чем продолжить, как правило, помните, что если ваш стержень начинает светиться, когда вы собираетесь закончить работу с электродом, значит, вы слишком сильно нагреваетесь. Наберите немного меньше и попробуйте еще раз. Интуиция для выбора правильных настроек приходит методом проб и ошибок, и если вы не являетесь опытным сварщиком, сделайте несколько пробных прогонов перед тем, как приступить к основному проекту.
Диаграмма размеров сварки размеров и толщины материала (мягкая сталь)
Содержание
| Размер электрода | Толщина базового металла |
| 1/16 «или 1,6 М | |
| 1/16». Или 1,6 М | |
1/16. /16“ /16“ | |
| 1/4“ или 6,4 мм | Более 3/8“ |
| 1/8“ или 3,2 мм | Более 1/8“ или 6,2 мм | 0
| Более 3/8“ | |
| 3/32 «Или 2,4 мм | Менее 1/4 ″ |
| 5/32« Или 4,0 мм | Более 1/4 ″ |
| 5/64 »или 2.0 мм | . чем 3/8 |
E6010 и E6011 Таблица размеров и силы тока
6010 и 6011 практически одинаковы. Оба сварочных электрода имеют сильную копающую дугу, они быстро замерзают, стержни в любом положении, шлак тонкий и хлопьевидный, а проплавление глубокое. Единственная разница заключается в полярности, для которой они предназначены. E6010 — это натриевый стержень с высоким содержанием целлюлозы, который можно использовать на DCEP, а 6011 — это калиевый стержень с высоким содержанием целлюлозы, который можно использовать на AC, DCEP, а также DCEN.
Оба удилища отлично подходят для домашнего использования, так как не требуют большой подготовительной работы — легкая ржавчина, краска и оцинкованные поверхности не являются проблемой.
Шарики выглядят шероховатыми, так как являются быстрозамораживаемыми стержнями, но в то же время они производят значительное количество брызг по сравнению с другими стержнями.
| E6010/E6011 | Size | Amperage range |
| 1/4“ or 6.4 mm | 210-315 | |
| 1/8“ or 3.2 mm | 75-125 | |
| 3/16“ or 4.8 mm | 140-210 | |
| 3/32“ or 2.4 mm | 40-85 | |
| 5/32 «Ор. 4,0 мм | 110-165 | |
| 7/32« Или 5,6 мм | 160-250 |
E6012 Таблица размеров и силы тока
E6012 представляет собой электрод с высоким содержанием титана, предназначенный для заполнения зазоров между стыками, поскольку он обладает исключительными шунтирующими свойствами, но его часто упускают из виду из-за образования плотного шлака.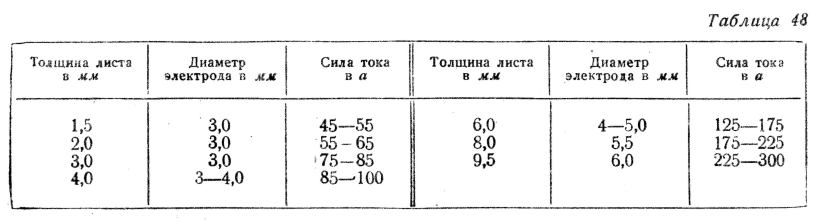 Работает от сети переменного и постоянного тока, имеет мягкую и стабильную дугу.
Работает от сети переменного и постоянного тока, имеет мягкую и стабильную дугу.
6012 — отличное удилище для дома и хобби. Как и 6013, он не проникает глубоко, образуя красивые однородные валики, что делает его пригодным для обработки листового металла, а также для сварки.
| E6012 | Size | Amperage range | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1/16“ or 1.6 mm | 20-40 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1/4“ or 6.4 mm | 250-400 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 /8“ or 3.2 mm | 80-140 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3/16“ or 4.8 mm | 140-240 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3/32“ or 2.4 mm | 35-85 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5/32 дюйма или 4,0 мм | 110-190 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5/64 «ИЛИ 2,0 мм | 25-60 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 7/32″ или 5,6 мм | 200-320 |
 Таблица размеров и силы тока
Таблица размеров и силы тока| E6013 | Size | Amperage range |
| 1/16“ or 1.6 mm | 20-45 | |
| 1/4“ or 6.4 mm | 250-350 | |
| 1/8“ or 3.2 mm | 80-130 | |
3/16“ or 4. 8 mm 8 mm | 150-230 | |
| 3/32“ or 2.4 mm | 40-90 | |
| 5/32“ or 4.0 mm | 105-180 | |
| 5/64“ or 2.0 mm | 35-60 | |
| 7/32“ or 5.6 mm | 210-300 |
Моя рекомендация от Amazon: E6013
E7014 Таблица размеров и силы тока
E7014 представляет собой железный порошок и стержень из титана, который можно использовать при токах переменного, постоянного и постоянного тока. Стержень имеет среднее проплавление, стабильную дугу, может использоваться во всех положениях с получением гладких валиков и толстого, легко удаляемого шлака. Хотя стержень оценивается как «стержень для всех положений», он больше подходит для плоских сварных швов, поскольку 7014 трудно перемещать по вертикали.
E7014 очень похож на 6013, но из-за добавления железного порошка имеет более высокую скорость осаждения. Кроме того, она проникает немного глубже, чем 6013. С точки зрения новичка, удилище 7014 обсуждается даже легче, чем удилище 6013. 9Электрод 0005
Кроме того, она проникает немного глубже, чем 6013. С точки зрения новичка, удилище 7014 обсуждается даже легче, чем удилище 6013. 9Электрод 0005
7014 в основном используется для сварки тяжелого листового металла и каркасов зданий всех видов. Для энтузиаста сварочного искусства это отличный стержень из-за аккуратных бусин, которые вы можете с его помощью уложить.
| E7014 | Size | Amperage range |
| 1/4“ or 6.4 mm | 330-415 | |
| 1/8“ or 3.2 mm | 110-165 | |
| 3/16 дюйма или 4,8 мм | 200-275 | |
| 3/32 «Ор. ” или 5,6 мм | 225-340 |
Моя рекомендация от Amazon: E7014
E7018 Таблица размеров и силы тока Он производит жидкий, густой шлак, однородные шарики и имеет среднее проникновение. Из-за жидкого шлака его можно использовать во всех положениях, кроме вертикального вниз
Что отличает электрод 7018 от других распространенных электродов для стержневой сварки на рынке, так это тот факт, что он требует особых условий хранения.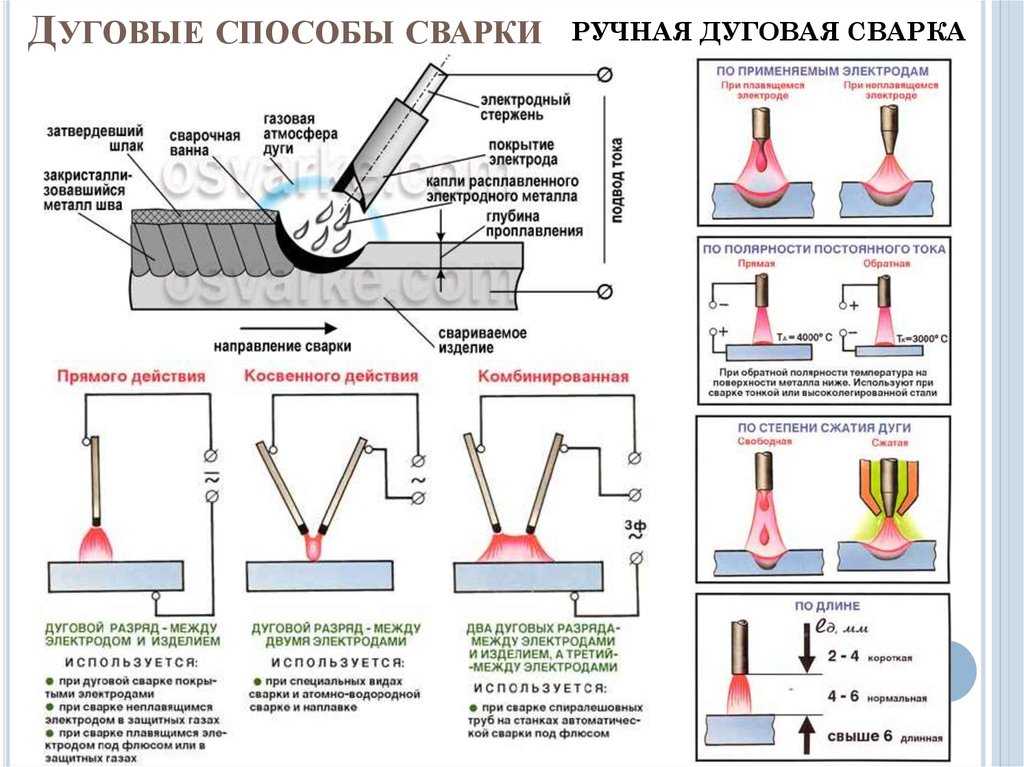 Это из-за состава водорода в его потоке. Требования к хранению ограничивают использование стержней 7018 среди домашних воинов, поэтому они в основном используются в строительстве и кораблестроении.
Это из-за состава водорода в его потоке. Требования к хранению ограничивают использование стержней 7018 среди домашних воинов, поэтому они в основном используются в строительстве и кораблестроении.
| E7018 | Размер | Диапазон силы тока | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1/4 дюйма или 6,4 мм | 320-400 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1/8“ or 3.2 mm | 110-165 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3/16“ or 4.8 mm | 200-275 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3/32“ or 2,4 мм | 65-100 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5/32 «Ор. диапазон силы тока Моя рекомендация от Amazon: E7018 E7024 Таблица размеров и силы тока E7024 — это электрод для сварки порошком железа и титана, который может работать со всеми тремя настройками полярности для плоских и горизонтальных швов вниз. Из-за высокого состава железного порошка для стержня требуется более высокая сила тока, чем для стержней аналогичного диаметра, при этом он имеет повышенную скорость осаждения. Пруток часто используется для обработки низкоуглеродистой стали, но также может использоваться для обработки низколегированной и высокоуглеродистой стали. В заводских условиях из-за своей универсальности и прочности этот стержень часто используется для сварки конструкционных сталей и крупных компонентов машин, таких как рамы грузовиков или резервуары для хранения.

Таблица сварочных электродов для чугуна Ni-CLЕсли вы хотите узнать больше о сварке чугуна с помощью сварочного аппарата, ознакомьтесь также с этим постом.
Composotion & Current. . Четвертый коечке (Четвертая цифра на яшетке на поток с пеленкой на ярко-ячейн «xxxX») представляет собой состав флюсового покрытия, который имеет данный сварочный пруток, что, в свою очередь, определяет тип тока, на котором может использоваться пруток. Например, 6010 — это натриевый стержень с высоким содержанием целлюлозы, который можно использовать только на DCEP/DC+ 9.0005
. и уровень проникновения и уровень проникновенияСледующая таблица помогает понять, как состав флюса влияет на положение, в котором можно использовать данный сварочный пруток. Например, 7018 и 7028. Оба стержня представляют собой стержни с высоким содержанием железного порошка, что ограничивает положение, в котором их можно использовать, и простоту их использования в целом. В случае 7028 третья цифра «xxXx» равна 2, что означает положение, в котором можно использовать стержень. Это также отражает большое количество железного порошка в стержне. Если состав железного порошка превышает 50%, третья цифра преобразуется в XX28.
|

 Четвертый коечке на кожушке на яшетке на яшетке по потоке сплошной поток и тока
Четвертый коечке на кожушке на яшетке на яшетке по потоке сплошной поток и тока



 Поскольку высокопрочные стали и защемленные детали более подвержены водородному растрескиванию, их необходимо сваривать электродами с низким содержанием водорода.
Поскольку высокопрочные стали и защемленные детали более подвержены водородному растрескиванию, их необходимо сваривать электродами с низким содержанием водорода. Обычно производители указывают текущий диапазон, который необходимо поддерживать. При сварке над головой уставка тока немного меньше, чем при плоской сварке.
Обычно производители указывают текущий диапазон, который необходимо поддерживать. При сварке над головой уставка тока немного меньше, чем при плоской сварке.