Диаметр сверла под резьбу для метчиков. Таблица
При изготовлении резьбовых отверстий под метрические болты, винты, шпильки сначала в материале просверливается отверстие, а затем при помощи метчика в нем нарезается резьба. Но прежде чем приступить к сверлению, необходимо подобрать оптимальный диаметр сверла под планируемую внутреннюю резьбу, воспользовавшись специальной таблицей соответствия. Приведенные в ней значения применимы для чугуна, сталей, алюминиевых сплавов и меди.
Если размер отверстия будет больше положенного, то есть риск получить недостаточно глубокую резьбовую канавку и как следствие ослабленное соединение. Если размер отверстия слишком мал, то будут трудности при работе с метчиком, так как возникает большое сопротивление резанию, нагревание инструмента, налипание стружки на режущие кромки, заклинивание и даже поломка метчика.
Пользоваться таблицей очень просто. Для этого важно знать основные параметры метрической резьбы – это ее шаг (Р) и номинальный диаметр (d), которые измеряются в долях метра.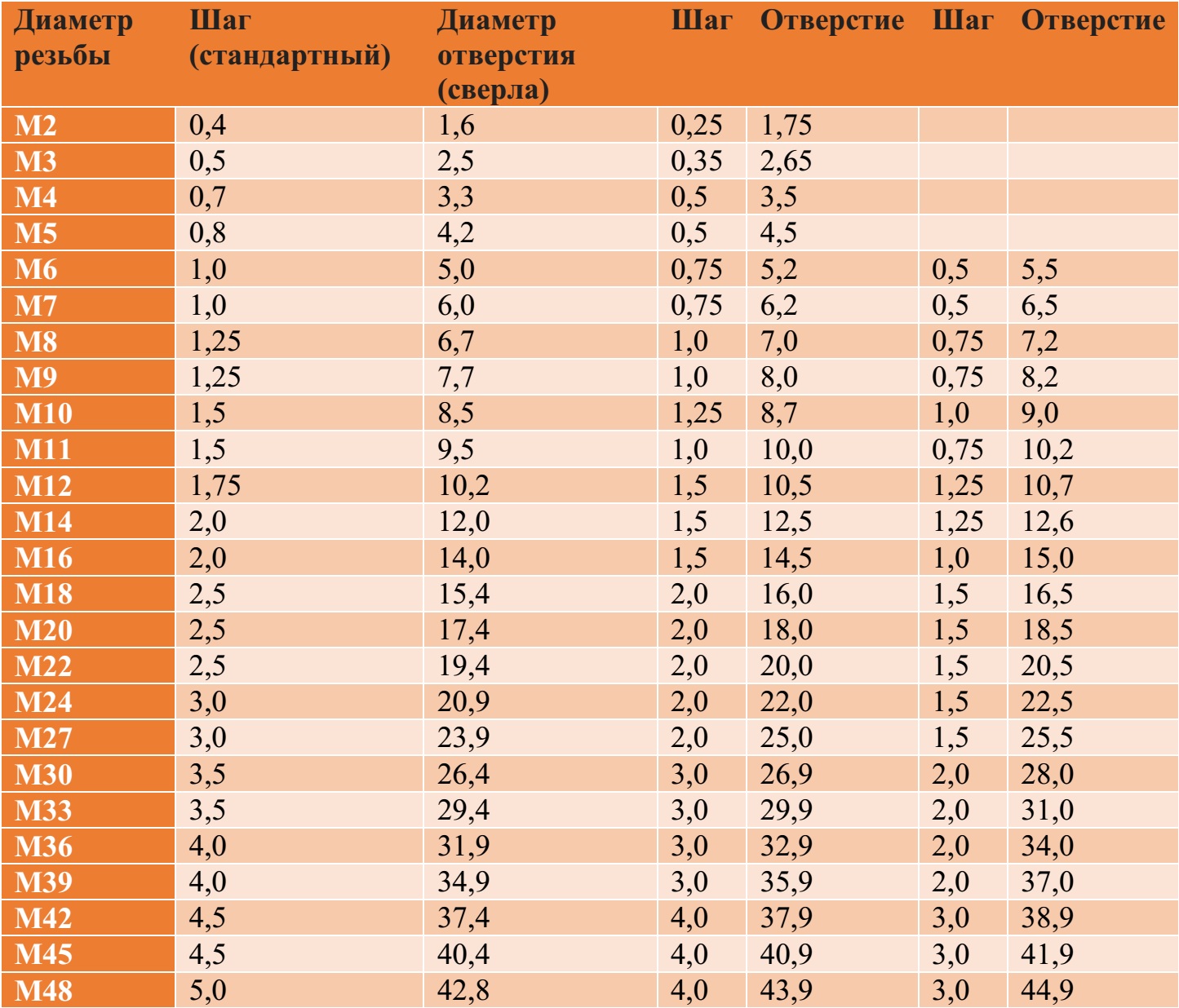
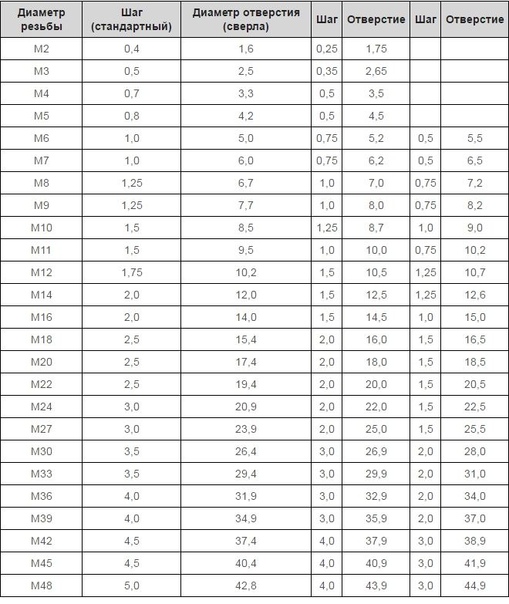
Таблица рекомендуемых диаметров отверстий под резьбу, мм
| ⌀ резьбы | Шаг | ⌀ сверла | Шаг | ⌀ сверла | Шаг | ⌀ сверла | Шаг | ⌀ сверла | Шаг | ⌀ сверла | Шаг | ⌀ сверла |
| 2 |
0. 4 4
|
1.6 | 0.25 | 1.75 | ||||||||
| 3 | 0.5 | 2.5 | 0.35 | 2.65 | ||||||||
| 4 | 0.7 | 3.3 | 0.5 | 3.5 | ||||||||
| 5 |
0. 8 8
|
4.2 | 0.5 | 4.5 | ||||||||
| 6 | 1 | 5 | 0.75 | 5.2 | 0.5 | 5.5 | ||||||
| 7 | 1 | 6 | 0.75 | 6.2 | 0.5 | 6.5 | ||||||
| 8 |
1. 25 25
|
6.7 | 1 | 7 | 0.75 | 7.2 | 0.5 | 7.5 | ||||
| 9 | 1.25 | 7.7 | 1 | 8 | 0.75 | 7.2 | 0.5 | 8.5 | ||||
| 10 | 1.5 | 8.5 | 1.25 | 8.7 | 1 | 9 |
0. 75 75
|
9.2 | 0.5 | 9.5 | ||
| 11 | 1.5 | 9.5 | 1 | 10 | 0.75 | 10.2 | 0.5 | 10.5 | ||||
| 12 | 1.75 | 10.2 | 1.5 | 10.5 | 1.25 | 10.7 | 1 | 11 | 0.75 | 11.2 | 0.5 | 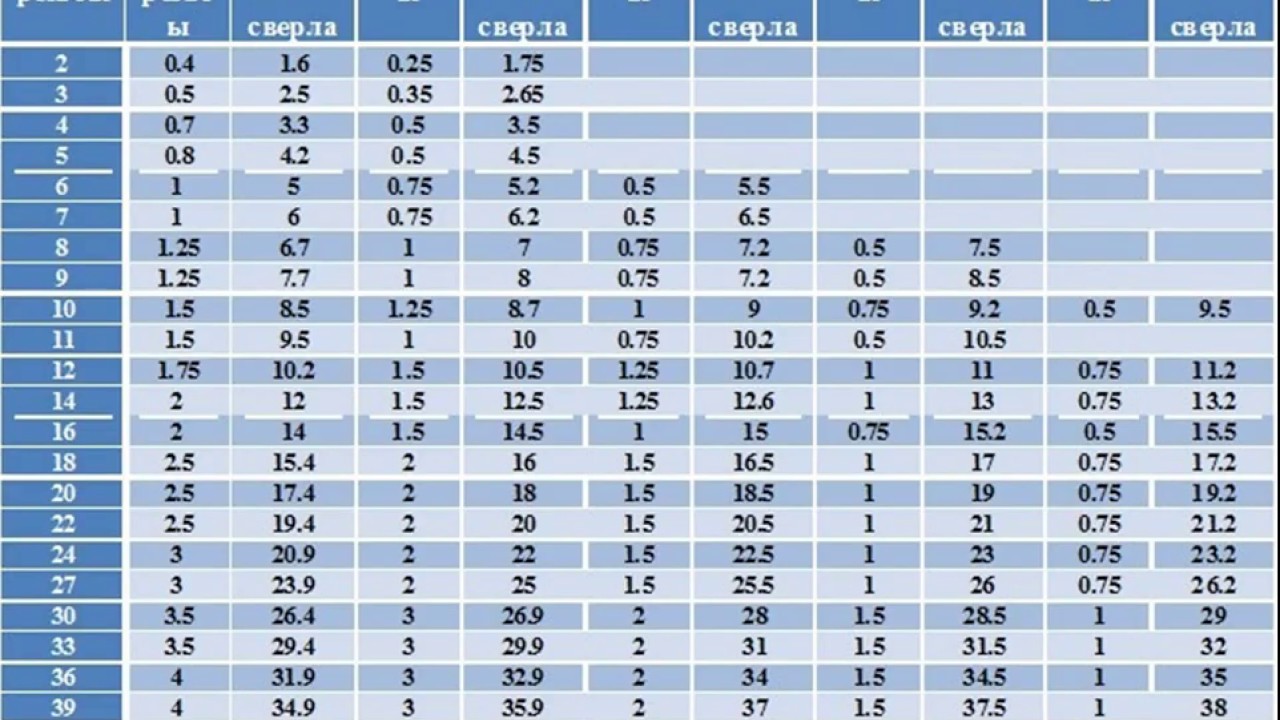 5 5
|
| 14 | 2 | 12 | 1.5 | 12.5 | 1.25 | 12.6 | 1 | 13 | 0.75 | 13.2 | 0.5 | 13.5 |
| 16 | 2 | 14 | 1.5 | 14.5 | 1 | 15 | 0.75 | 15.2 | 0.5 | 15.5 | ||
| 18 | 2.5 |
15. 4 4
|
2 | 16 | 1.5 | 16.5 | 1 | 17 | 0.75 | 17.2 | 0.5 | 17.5 |
| 20 | 2.5 | 17.4 | 2 | 18 | 1.5 | 18.5 | 1 | 19 | 0.75 | 19.2 | 0.5 | 19.5 |
| 22 | 2.5 | 19.4 | 2 | 20 |
1. 5 5
|
20.5 | 1 | 21 | 0.75 | 21.2 | 0.5 | 21.5 |
| 24 | 3 | 20.8 | 2 | 22 | 1.5 | 22.5 | 1 | 23 | 0.75 | 23.2 | ||
| 27 | 3 | 23.9 | 2 | 25 | 1.5 | 25.5 | 1 | 26 |
0. 75 75
|
26.2 | ||
| 30 | 3.5 | 26.4 | 3 | 26.9 | 2 | 28 | 1.5 | 28.5 | 1 | 29 | 0.75 | 29.2 |
| 33 | 3.5 | 29.4 | 3 | 29.9 | 2 | 31 | 1.5 | 31.5 | 1 | 32 | 0.75 |
32. 2 2
|
| 36 | 4 | 31.9 | 3 | 32.9 | 2 | 34 | 1.5 | 34.5 | 1 | 35 | ||
| 39 | 4 | 34.9 | 3 | 35.9 | 2 | 37 | 1.5 | 37.5 | 1 | 38 | ||
| 42 | 4.5 | 37.4 | 4 |
37. 9 9
|
3 | 38.9 | 2 | 34 | 1.5 | 40.5 | 1 | 41 |
| 45 | 4.5 | 40.4 | 4 | 40.9 | 3 | 41.9 | 2 | 43 | 1.5 | 43.5 | 1 | 44 |
| 48 | 5 | 42.8 | 4 | 43.9 | 3 | 44.9 | 2 | 46 |
1. 5 5
|
46.5 | 1 | 47 |
Из таблицы видно, что диаметр сверла меньше наружного диаметра резьбы примерно на величину шага, то есть:
Dотв = диаметр – P
На практике многие домашние мастера постоянно пользуются этой простой формулой, когда нет возможности обратиться к таблице.
Например, для М10х1.5: Dотв = 10 – 1.5 = 8.5 мм
Этот способ вполне приемлем, когда резьбонарезание выполняется ручным способом в условиях слесарной мастерской. Если планируемое резьбовое соединение в процессе эксплуатации не будет подвергаться серьезным нагрузкам, то можно допустить незначительное увеличение величины отверстия. На сборочном производстве, где требуется высокая точность размеров резьбового профиля, любые отклонения неприемлемы. Диаметры отверстия под резьбу с полем допуска устанавливает ГОСТ 19257-73.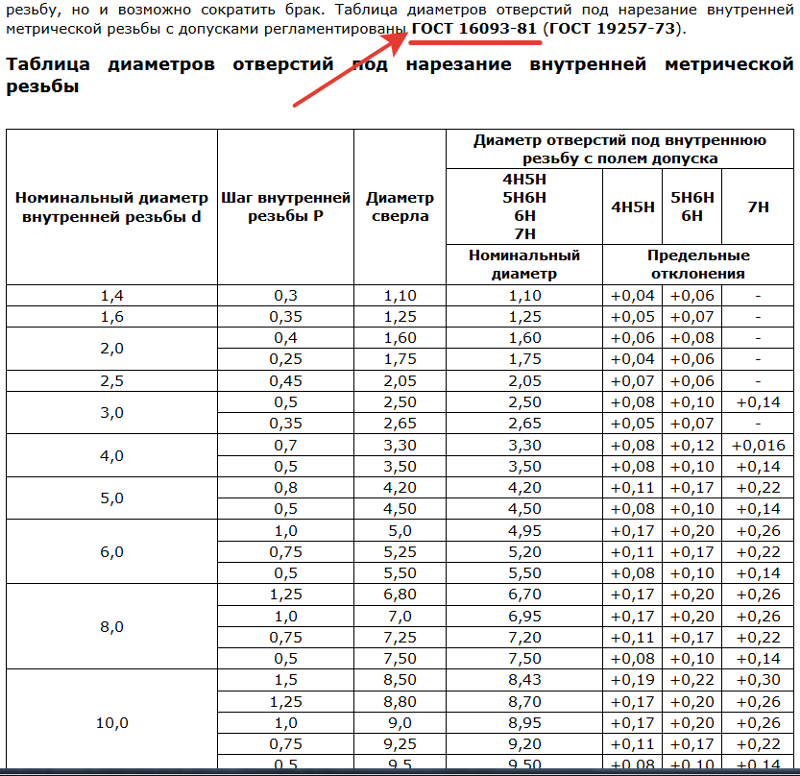
Полезные советы 25.09.2020 10:46:01
Юрий Баринов
Спасибо! Вроди бы простая вещь, но всегда чешешь репу, когда нужна нормальная резьба. С одной стороны хочется поплотнее, с другой стороны метчик сломал – испортил деталь. его уже не выковыряешь от туда
26.01.2021 22:14:29
Игорь
Спасибо!
05.06.2020 07:30:38
Каким диаметром сверлить отверстие под резьбу м4.
 Резьба м8: диаметр отверстия
Резьба м8: диаметр отверстияЛюбое соединение разъемного типа обязательно предусматривает наличие резьбы. Стоит отметить, что все метизы с наружной резьбой, болты, в частности, можно приобрести где угодно: в строительном супермаркете или на рынке. А вот с резьбой внутреннего типа все гораздо сложнее. Ее следует нарезать своими руками или посредством использования специальных станков.
Сегодня мы расскажем, как правильно подбирать сверла того или иного диаметра под определенную резьбу, также вы сможете ознакомиться с таблицей этих диаметров.
Чтобы сделать самостоятельно внутреннюю резьбу, возьмите свою заготовку и просверлите в нем отверстие, которое будет соответствовать по диаметру тому инструменту, который предназначен для нарезки. И каждое из таких отверстий должно строго соответствовать размеру инструмента. Именно для этого нужно внимательно подбирать под резьбу диаметр сверла.
На сегодняшний день в продаже есть сверла с разным диаметром по размеру. Начиная от минимального размера в 0,5 мм и заканчивая крупными коническими сверлами размером порядка 0,05 мм. В зависимости от вида выполняемых работ посредством сверления можно сделать отверстия разного диаметра под те или иные нужды.
Начиная от минимального размера в 0,5 мм и заканчивая крупными коническими сверлами размером порядка 0,05 мм. В зависимости от вида выполняемых работ посредством сверления можно сделать отверстия разного диаметра под те или иные нужды.
Параметры подбора сверла под резьбу: таблица
Если вам нужно просверлить отверстие с большим диаметром, то потребуется брать специальный станок, где сверла оснащены конусными хвостами, а вот обычные сверла оснащены цилиндрическими хвостами. На большом сверле конус имеет пятый размер. Так, параметры конуса напрямую зависят от диаметра сверла, чем больше диаметр сверла, тем больше нужен конус. Например:
- диаметр от 6 до 10 мм;
- требуемый размер конуса от 11 до 22 мм.
Подобрать максимально точно диаметр сверла под ту или иную резьбу можно, опираясь на специальную таблицу подбора размером.
Если есть необходимость создания внутренней резьбы, диаметр отверстия следует выбирать согласно диаметру резьбы и параметров резьбового шага. Эти данные в таблицах обозначены как М8×1 , где:
Эти данные в таблицах обозначены как М8×1 , где:
- М – это метрическая резьба;
- цифра – это резьбовой шаг;
- если указано просто М8 и без цифр, то нужно применять стандартный большой шаг. Этот шаг параметра наиболее распространен и подогнан согласно стандартам под большинство размеров сверл.
Диаметры нуждаются в подборе соответствующего отверстия по размеру. Таблица включает перечень наиболее ходовых размеров, с которыми обычно приходится иметь дело в быту при выполнении тех или иных работ.
Классификация резьбы
Внешне резьба похожа на винтовую канавку с постоянным сечением. Всего бывает два ее вида:
- внешние;
- внутренние.
Об этих видах мы уже упоминали ранее. Соединения резьбового типа используется повсеместно. Они нужны для того, чтобы деталь могла вращаться посредством поступательных движений. Без резьбовых соединений трудно представить нормальную работу механизмов или сложных машин.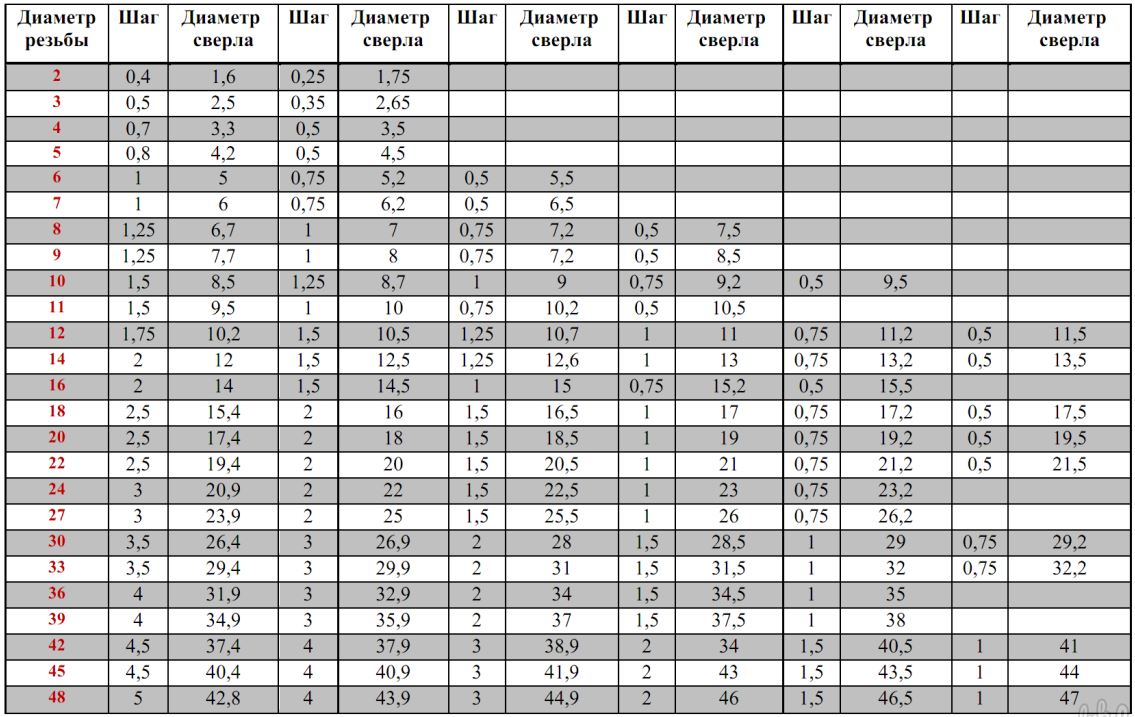 Они бывают также однозаходными или многозаходными.
Они бывают также однозаходными или многозаходными.
А по направлению движения своих направляющих они подразделяются на:
- левые;
- правые.
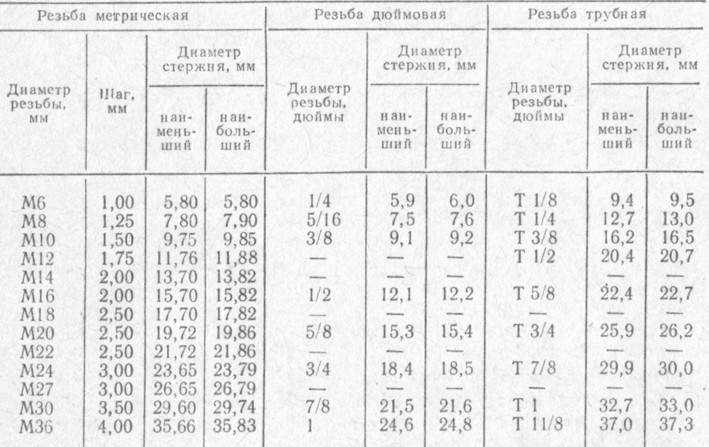
Если говорить о классификации по размерам , то она бывает таких видов:
- метрическая;
- дюймовая;
- трубная.
Метрическая резьба отличается своим особенным треугольным профилем, угол которого составляет 60 градусов. Все параметры резьбы считаются в миллиметрах. Если резьбовой шаг большой, то, как уже упоминалось, мы имеем цифру и буквенное обозначение. Цифра при этом обозначает размер наружного диаметра резьбы, согласно которому можно подбирать то или сверло. Технические чертежи непременно должны включать в себя характеристику резьбы или же ее аналоги. Если метрическую резьбу нужно представить с мелким нестандартным шагом, то нужно прибавить число, которое обозначает шаг.
Еще одна величина угла профиля является специфической для резьбового соединения дюймового типа. Такой угол может быть равен 55 градусам , а величина отверстия исчисляется в дюймах, шаг изменяется количеством нитей.
Такой угол может быть равен 55 градусам , а величина отверстия исчисляется в дюймах, шаг изменяется количеством нитей.
А трубный резьбовой тип отличается от других своим первоначальным диаметром, который зависит непосредственно от размера отверстия трубы. Нарезка осуществляется в таком случае только наружная.
Для резьбовой нарезки используется разное оборудование, например:
- станок сверловочного вида;
- парк токарный;
- разные приспособления для нарезки.
При этом нарезку можно выполнять как механическим способом, так вручную. Например, для внутреннего применения можно использовать специальные резьбовые метчики, а для наружной – плашки. Метчики, как и сверла, подбираются в зависимости от диаметра отверстия. Они подразделяются на следующие категории:
- дюймовые;
- метрические;
- трубные.
В основном комплекты ручных метчиков состоят их трех приспособлений, два из которых нужны для проведения предварительных работ, а последнее является доводочным инструментом, с помощью которого выполняется окончательная форма резьбы и подгон под те или иные размеры. Метчики имеют номера. Если в комплекте с плашкодержателем не три, а два приспособления, то первое является предварительным, а второе чистовым. Изготавливаются метчики на основе высоколегированной стали.
Метчики имеют номера. Если в комплекте с плашкодержателем не три, а два приспособления, то первое является предварительным, а второе чистовым. Изготавливаются метчики на основе высоколегированной стали.
Наружная резьба получается посредством применения плашки. Инструменты эти могут быть круглой или призматической формы. Для круглых плашек используют вороток .
Способы получения внутренней резьбы
Чтобы сделать отверстие в месте, где потребуется выполнение нарезки, нужно сначала выбрать сверло нужного размера.
Для применения метчика его отверстие нужно обработать зенкером, пока не будет получена нужная степень чистоты. При выполнении нарезки металл понемногу выдавливается.
По размеру сверло должно быть несколько больше, чем внутренний резьбовой диаметр этого инструмента.
При нарезке твердость металла не слишком влияет на диаметр отверстия. Но если применяется материал невысокой резьбы, то диаметр отверстия может существенно поменяться. Так, если по величине отверстие и внутренний диаметр сверла точно соответствуют друг другу, то при нарезке материал выдавливается, а его излишки действуют на зубья метчика. При нагревании стружка прилипает, вследствие чего метчик может сломаться, а резьба будет иметь рваные нити .
При нагревании стружка прилипает, вследствие чего метчик может сломаться, а резьба будет иметь рваные нити .
При работе со сверлами и резьбовыми соединениями, нужно очень тщательно подбирать параметры, чтобы работа в итоге была выполнена качественно. В этом вам помогут специальные таблицы с указанием параметров под ту или иную резьбу и другие ценные советы.
При создании разъемных соединений оптимальным вариантом является резьбовое сочленение. Такие элементы используются повсеместно. С метизами, обладающими внешней резьбой проблем не существует. Они распространены в свободной продаже и их легко подобрать под свои нужды. При необходимости создании внутренней нарезки все несколько сложнее. Не везде, где необходимо она имеется. Поэтому приходится прибегать к самостоятельной нарезке вручную или с применением станков. Далее разберем, как правильно подобрать диаметр сверла под резьбу и приведем таблицы с этими данными.
Можно выделить несколько видов:
- Наружную;
- Внутреннюю.


Соединения подобного типа используются почти повсеместно. Они позволяют придавать вращению деталям поступательные движения. В любом оборудовании и механизмах применяются подобные сочленения.
Можно также выделить следующие группы:
- Однозаходовые;
- Многозаходовые;
По направлению движения направляющего типы:
По существующей системе размеров также существуют:
- Трубные;
- Метрические;
- Дюймовые.
Метрическая резьба характеризуется особым профилем, который обладает формой треугольника. Угол – 60°. Замер размеров производится в миллиметрах. В процессе создания больших шагов маркировка производится цифрами с включением буквенных обозначений. Цифровые данные показывают размер наружного диаметра. В любом техническом чертеже можно найти характеристики вида «М4, М6, М8» и аналоги. При обозначении метрической резьбы с нестандартными шагами, то дополнительно вводится цифра, обозначающая размер шага. В этом случае данные выглядят так – М8х0,8.
Соответственно с данными таблицы диаметров сверл под резьбу (далее приведен перечень формата «резьба – размер сверла»):
- М5 – 0,42 см;
- М4 – 0,33 см;
- М8 – 0,67 см;
- М12 – 0,96 см.
Под нарезку М6 подойдет отверстие диаметром 0,5 см. Для резьбы М3 сверло должно быть диаметром 0,21 см.
Вычислить размер отверстия можно по формуле, однако обычно используют специально разработанные таблицы диаметров сверл под резьбу. Так получается гораздо удобнее и быстрее, чем каждый раз считать все в своем уме.
Дюймовая обладает иным углом профиля. Он составляет 55°. Диаметр отверстий указывается в дюймах, а число ниток определяет шаг.
Трубная имеет отличие в первоначальном диаметре, который основывается на размере трубного отверстия. При обработке таких материалов нарезку выполняется лишь наружная.
Выбор сверл для нарезания
Для создания внутренней резьбы своими силами необходимо в заготовке создать отверстие, диаметром соответствующее инструменту для последующего нарезания. Любое отверстие обязано точно соответствовать размерам режущего инструмента. Как раз по этой причине следует точно подбирать размер сверла под последующую резку.
Любое отверстие обязано точно соответствовать размерам режущего инструмента. Как раз по этой причине следует точно подбирать размер сверла под последующую резку.
Сейчас проблем с поиском подходящего диаметра сверла не существует. Строительный рынок предлагает любые модификации сверл, начиная минимальными и заканчивая наиболее крупными. Исходя из конкретной задачи, можно создавать отверстия необходимых диаметров под те или иные нужды.
Приспособления для формирования резьбы в изделии
Чтобы нарезать внутри заготовки, требуется метчик. Это приспособление, напоминающее винт, обладающее углублениями, которые заострены. Стержень может являться коническим или цилиндровым. Канавки расположены продольным образом, разделяют резьбовое соединение на элементы, которые называются гребнями. Гребневые края представляют собою рабочие части.
Чтобы канавка была чистой, слой стали требуется убирать постепенно. Для этого понадобится одно приспособление, имеющее большую длину, или несколько соответствующих инструментов.
Единичные метчики также можно купить. Обычно их задействуют для восстановления испорченной резьбы. Чтобы нарезать новую, берут комплект. По данной причине метчики зачастую предоставляются потребителям по две штуки. Один предназначается для чернового обрабатывания, второй – для чистового. Первый создает углубление малого размера, Второй – проводит его очистку и увеличение. Изготавливаются и трехпроходные приспособления. Они монтируются в воротки. Устройство воротков бывает различным. Их размер должен находиться в соответствии с размером сверла.
В комплекте все предметы имеют метки. Они наносятся на хвостовики. Различия между рисками таковы:
- у метчика №1 верха зубьев подрезаны, гребенки достаточно длинны. Наружный радиус несколько меньше, чем у иных приспособлений в комплекте;
- у метчика №2 заборная область покороче, гребни подлиннее. Его размер больше, чем у метчика №1;
- метчик №3 имеет полные гребни зубцов. Его величина должна быть такой же, как и у формируемой резьбы.
Метчики бывают трубные (маркируются символом «G», предназначаются для формирования нарезки в трубных изделиях) и метрические (предназначаются для нарезания метрических типов).
Качество нарезки прямо зависимо от показателей метчика. Он должен быть сделан из высококачественного материала, располагать достаточной остротой. Чтобы продлить время применения приспособления и сделать выше параметры нарезки, задействуют смазывающее средство. Зачастую для того чтобы обучиться нарезанию, бывает достаточно трех-пяти попыток.
Работая со сверлом и резьбовым соединением необходимо с тщательностью выбирать характеристики инструмента, т.к. только в этом случае гарантируется качественный результат. Для этого и предлагаем соответствующие таблицы с необходимыми данными под все размеры.
Для соединения изделий между собой используют разные способы:
- сварка;
- склеивание;
- клёпка;
- болтовое;
- винтовое;
- шпилькой.
Если детали соединять с гайкой – требуется дополнительное место. К тому же не всегда толщина компонентов позволяет проделать сквозное отверстие.
К тому же не всегда толщина компонентов позволяет проделать сквозное отверстие.
В таком случае применяют винтовое соединение.
Для вкручивания винта требуется нарезать резьбу метчиком. Инструмент представляет собой стальной стержень, состоящий из рабочей части и хвостовика и предназначен для нарезания внутренней резьбы. Рабочая зона имеет слабовыраженную коническую форму. На ней нанесены зубцы, последовательно повторяющие форму резьбы. Для отвода опилок и стружки предусмотрены канавки.
Виды метчиков
Спецификация метчиков по способу нарезки резьбы
Проходные (универсальные).
Резьба нарезается в один проход. Рабочая часть содержит зубья для разметки и финальной нарезки. Приспособление хорошо подходит для мягких металлов. При работе с прочным материалом требуется прилагать больше усилий.
Комплектные.
Для работы используется несколько насадок (две или три) одного размера резьбы. При работе с особо твердыми металлами возможно применение набора из пяти насадок. Резьба создается в несколько этапов.
Резьба создается в несколько этапов.
Начало прокладывается разметочным метчиком, затем выполняется проход более глубокой нарезки, и наконец – финальная часть, когда грани формируются окончательно.
На выполнение задачи уходит больше времени, но при этом качество существенно выше, а вероятность поломки инструмента практически исключена;
Спецификация по применению
Машинные.
Хвостовик увеличенной длины. Предназначены для закрепления в патроне электро инструмента.
Машино – ручные.
На укороченном хвостовике имеются лыски квадратной структуры. Могут использоваться как в электродрели, так и вручную. Во втором случае применяется специальный вороток – держатель метчиков.
Спецификация по типу отверстия
Для сквозных отверстий.
У таких насадок удлиненный заход (острый кончик рабочей зоны), плавно переходящий в рабочий диаметр. Работать с таким метчиком несложно, с нарезкой может справиться электропривод.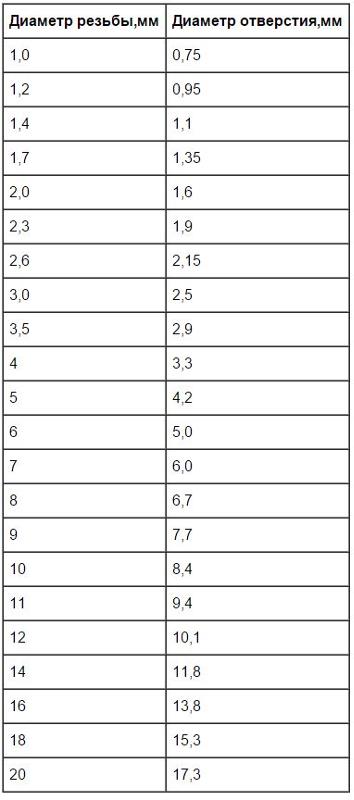 После прохода инструмент просто выйдет с противоположной стороны заготовки.
После прохода инструмент просто выйдет с противоположной стороны заготовки.
Для глухих отверстий.
Кончик рабочей зоны срезан на манер фрезы. Это позволяет нарезать резьбу практически на всю глубину отверстия. Работать следует с особой осторожностью, поскольку при достижении дна глухого отверстия, застопорившийся метчик может сломаться. По этой причине практикуется ручная нарезка.
Спецификация по типу рабочей зоны
Для работы с различными металлами, форма рабочей зоны (зубцов) может быть прямой, винтовой и с укороченными канавками. Сами зубья располагаются по одной линии или в шахматном порядке. Универсальные конструкции метчиков в мягких и твердых сплавах использоваться не могут.
Потому, если вы хотите правильно нарезать резьбу, используйте инструмент, соответствующий типу металла и отверстия.
При нарезании резьбы метчиками и плашками, необходимо точно подобрать сверло и режущий инструмент под используемый в перспективе винт или шпильку.
Таблица метчиков и сверл для внутренней резьбы
Дело в том, что проходное отверстие и диаметр резьбы должны соответствовать стандартам. Если диаметр отверстия будет слишком большим – глубина канавок получится слишком маленькой, а резьбовое соединение ненадежным.
При малейшей нагрузке резьба будет сорвана. Другая крайность – узкое отверстие под резьбу. В этом случае метчик будет играть роль сверла, а его конфигурация для этого не приспособлена. Очень высока вероятность поломки инструмента.
ВАЖНО! Если нет сверла, точно подходящего по диаметру – делайте отверстие немного меньше положенного, а не больше.
После чего обязательно произведите зенковку, и аккуратно нарезайте резьбу тройным комплектом метчиков.
Как правильно, и без потерь инструмента нарезать резьбу вручную
- Нарезание резьбы: рекомендации
- Как можно получить внутреннюю резьбу?
Ни одно разъемное соединение не может существовать без резьбового сочленения деталей. Надо сказать, что любые метизы, имеющие наружную резьбу, например болты, можно купить в любом специализированном магазине. С внутренней все намного сложнее. Она нарезается вручную или на специальных станках.
Надо сказать, что любые метизы, имеющие наружную резьбу, например болты, можно купить в любом специализированном магазине. С внутренней все намного сложнее. Она нарезается вручную или на специальных станках.
Чтобы ее получить, необходимо сначала просверлить в заготовке отверстие, которое должно соответствовать диаметру инструмента, предназначенного для нарезки. Каждое такое отверстие требует определенного размера инструмента. Именно для этого подбирается диаметр сверла под резьбу.
Промышленность выпускает диаметры сверл совершенно разного размера. Он может начинаться с минимума, равного 0,5 мм, и заканчиваться большими коническими сверлами, размеры которых равны, как правило, 0,05 мм. Следовательно, сверлением можно получить самые разные отверстия, необходимые для выполнения технологического процесса.
Основные характеризующие параметры
Когда требуется сделать отверстия, имеющие большой диаметр, применяются специальные станки, в которых сверла сделаны с конусным хвостом.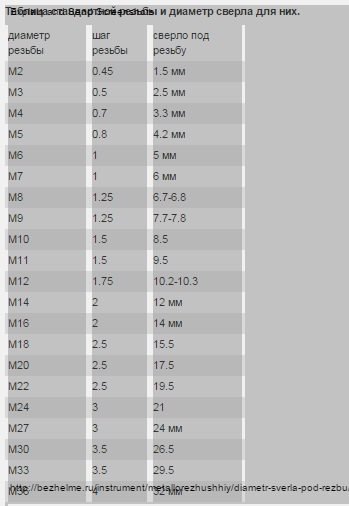 Все обыкновенные сверла имеют цилиндрический хвост. Конус большого сверла соответствует пятому размеру. Размеры конуса находятся в прямой зависимости от размера сверл. Большой диаметр сверл требует наличия большого конуса. Вот ориентировочные данные:
Все обыкновенные сверла имеют цилиндрический хвост. Конус большого сверла соответствует пятому размеру. Размеры конуса находятся в прямой зависимости от размера сверл. Большой диаметр сверл требует наличия большого конуса. Вот ориентировочные данные:
Диаметр: 6-10 мм, конус: 11-22 2 мм.
Самые большие сверла обязательно имеют пятый конус. Когда необходимо сделать внутреннюю резьбу, диаметр отверстия подбирается по диаметру резьбы и величине резьбового шага. В инженерных чертежах такие данные показываются надписью М8×1. В этом случае буква «М», показывает метрическую резьбу, цифра обозначает шаг резьбы. Когда просто пишут «М8», без цифр, подразумевается применение стандартного крупного шага. Такой резьбовой шаг наиболее предпочтителен, так он стандартизован для большинства размеров.
Каждый диаметр требует наличие определенного размера отверстия. Для определения применяется специальная таблица, в которой указаны самые ходовые размеры. С ними сталкивается любой слесарь или домашний умелец.
Вернуться к оглавлению
Своим внешним видом резьба напоминает винтовую канавку, имеющую постоянное сечение. Резьба имеет два вида:
- наружная;
- внутренняя.
Резьбовые соединения применяются практически везде. С их помощью можно придать вращению детали поступательное движение. Любой механизм, любая сложная машина не могут обойтись без резьбовых сочленений.
Она подразделяется на несколько групп:
- однозаходная;
- многозаходная.
Направление движения направляющих влияет на разделение резьбы на два вида:
- левая;
- правая.
Имеется также подразделение резьбы на несколько видов согласно имеющейся системе размеров:
- трубная;
- метрическая;
- дюймовая.
Характеризует метрическую резьбу своеобразный профиль, имеющий вид треугольника. Его угол достигает 60°. Все измерения размеров проводят в миллиметрах. При большом шаге она маркируется цифрами с добавлением буквенного обозначения. Обычно цифры демонстрируют величину наружного диаметра. Каждый технический чертеж обязательно показывает характеристику резьбы типа “М6″ или ее аналог. Когда хотят метрическую резьбу показать с нестандартным мелким шагом, специально добавляют число, показывающее шаг. Маркировка выглядит следующим образом: М6×0,6.
Обычно цифры демонстрируют величину наружного диаметра. Каждый технический чертеж обязательно показывает характеристику резьбы типа “М6″ или ее аналог. Когда хотят метрическую резьбу показать с нестандартным мелким шагом, специально добавляют число, показывающее шаг. Маркировка выглядит следующим образом: М6×0,6.
Другая величина угла профиля отличает специальную дюймовую резьбу. Он обычно достигает 55°. Величина отверстия показывается в дюймах, количеством ниток измеряется шаг.
Основным отличием трубной резьбы считается ее первоначальный диаметр, который базируется на размере трубного отверстия. В этом случае нарезка делается только снаружи.
Чтобы выполнить операцию нарезки, пользуются самым разным оборудованием, таким как:
- сверловочный станок;
- токарный парк;
- резьбонарезные приспособления.
Кроме механизированных способов, нарезка очень часто делается вручную. Чтобы получить внутреннюю резьбу, слесаря используют особые резьбовые метчики. Нарезка снаружи делается с помощью плашек.
Нарезка снаружи делается с помощью плашек.
Метчики также подразделяются на несколько групп:
- метрические;
- дюймовые;
- трубные.
В большинстве случаев ручные метчики выпускаются в комплекте, куда входит три предмета. Первые два предназначены для предварительной операции, последний считается доводочным. Он создает окончательную резьбовую форму и нужные размеры. Абсолютно каждый метчик имеет свой номер, который маркирован на хвосте инструмента. Иногда метчиков бывает только два. Тогда один считается предварительным, а другой – чистовым. Материалом для метчиков служит высоколегированная сталь.
Применяя плашку, получают наружную резьбу. По своей конструкции этот инструмент делится на:
- круглые;
- призматические.
Для абсолютно круглых плашек применяется специальный вороток, получивший название плашкодержатель.
При выборе диаметра сверла под резьбу таблица с соответствующими размерами станет вашим незаменимым вспомогательным инструментом. С ее помощью можно значительно облегчить предшествующие работе расчеты и получить правильно нарезанную резьбу, надежно удерживающую крепежный элемент.
С ее помощью можно значительно облегчить предшествующие работе расчеты и получить правильно нарезанную резьбу, надежно удерживающую крепежный элемент.
Качественная резьба – это залог устойчивого соединения элементов любой конструкции. От выбора инструмента в соответствии с обрабатываемым материалом и условиями работы во многом зависит конечный результат ваших стараний.
Как выбрать диаметр сверла?
Характеристики будущей резьбы во многом зависят от свойств металла, в котором она будет нарезаться. Не все материалы одинаково хорошо держат внутреннюю или внешнюю нарезку. Мягкие металлы, такие как медь и алюминий, легко обрабатываются сверлом и метчиком, но при малейшей нагрузке резьба в них деформируется.
Все типы резьбы характеризуются двумя основными параметрами: диаметром и шагом.
Диаметр – это максимальное расстояние между двумя противоположными точками на окружности, ограничивающей отверстие резьбы. Нужно понимать, что резьба имеет рельефную поверхность в разрезе, поэтому ее диаметр будет отличаться в зависимости от того, в какой точке отверстия производить измерения.
Шаг резьбы – это диапазон между соседними витками нарезанной в металле канавки. Чем глубже и рельефнее резьба, тем шаг будет больше. Данный параметр зависит не только от диаметра винта, который будет крепиться в отверстии, но и от условий использования готового изделия: для деталей, подвергающимся высоким нагрузкам, нарезается глубокая, разреженная резьба.
Подбор сверла под резьбу осуществляется исходя из указанных выше параметров. Для того чтобы определить самый подходящий инструмент, используют простую формулу:
Д(с) = Д(р)-Ш, где:
- Д(с) – диаметр сверла;
- Д(р) – планируемый диаметр будущей резьбы;
- Ш – шаг резьбы.
Данная формула дает возможность даже в полевых условиях определить оптимальные параметры отверстия, при которых будет обеспечиваться максимально надежная фиксация соединяемых элементов.
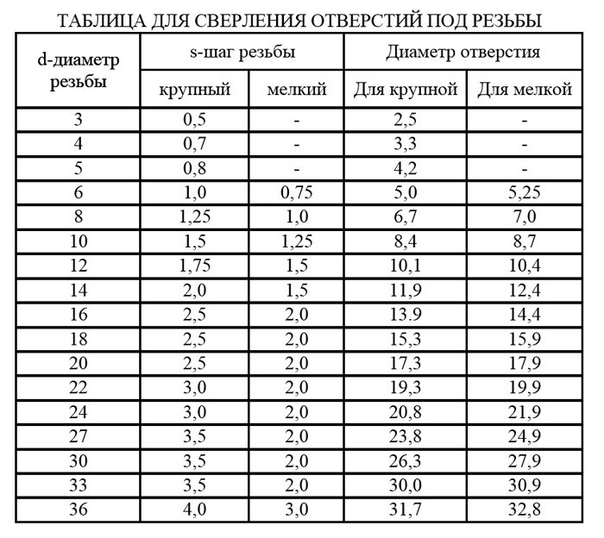
Опытные мастера рекомендуют использовать в работе специально разработанные таблицы, которые позволяют с точностью до десятых долей миллиметра определить диаметр сверла и метчика. Если вы довольно часто занимаетесь работами по нарезке резьбы, то такая таблица, распечатанная и ламинированная, всегда будет под рукой (рис. 1). В первом столбце указан диаметр резьбы (от 2 до 48 мм), а в следующих – варианты значений шага и диаметра сверла. Значения охватывают большой диапазон данных и пригодятся как домашнему мастеру, так и высококвалифицированному специалисту.
Если вы довольно часто занимаетесь работами по нарезке резьбы, то такая таблица, распечатанная и ламинированная, всегда будет под рукой (рис. 1). В первом столбце указан диаметр резьбы (от 2 до 48 мм), а в следующих – варианты значений шага и диаметра сверла. Значения охватывают большой диапазон данных и пригодятся как домашнему мастеру, так и высококвалифицированному специалисту.
Нарезка резьбы проводится одним из двух способов. Первый из них предполагает проделывание отверстия в металле одновременно с созданием спиральных канавок. Такой способ подходит не во всех ситуациях и требует наличия мощного оборудования: сверлильного станка, который смог бы за один проход сделать всю работу. Второй способ применяется в домашних условиях. Для того чтобы сделать резьбу таким методом, в металле предварительно высверливается отверстие, и только после этого метчиком нарезают резьбу. В последнее время в строительных магазинах можно найти комбинированные сверла под резьбу, с их помощью одновременно и проделывают отверстие, и нарезают канавки.
Для того чтобы резьба, нарезанная в металле, была надежной, качественной и ровной, специалисты рекомендуют соблюдать при работе ряд правил:
- Использовать только острые инструменты, так как проржавевший метчик или сверло легко ломаются, работать с ними трудно и долго. Извлечь такой инструмент из отверстия будет намного сложнее, чем приобрести новый. Также не стоит искушать себя низкой ценой сверл и метчиков неизвестных производителей, поскольку купив их вы не только испортите изделие, но и рискуете нанести себе травмы.
- Не забывать периодически смазывать инструмент во время работы. Сделать это можно при помощи нескольких капель машинного масла или керосина. Особенно большую роль играет смазка при работе с вязкими металлами, например – алюминием. Она не позволяет стружке прилипать к рабочей поверхности и охлаждает сверло.
- Ключевое правило – оптимальный подбор диаметра отверстия. В случаях слишком большого выбранного диаметра крепежный элемент будет болтаться в месте монтажа, что повлечет за собой излишние вибрации изделия. В узкое отверстие тяжело ввинтить метчик, что сильно усложняет и без того трудную работу.
- Основные параметры отверстия должны зависеть от его функционального предназначения. Если к месту соединения не будет прилагаться излишняя нагрузка, то допускается делать его всего на 5% меньше, чем диаметр будущей резьбы. Так вы облегчите нарезку канавок, не сильно жертвуя качеством соединения.
 В узкое отверстие тяжело ввинтить метчик, что сильно усложняет и без того трудную работу.
В узкое отверстие тяжело ввинтить метчик, что сильно усложняет и без того трудную работу.Сам процесс создания резьбы довольно прост. После того, как отверстие в металле готово, в него вставляют метчик, зажимают его в вороток и с силой вворачивают по часовой стрелке. После каждого полного оборота необходимо проделывать пол оборота в обратном направлении. В процессе этого действия стружка металла откалывается, что способствует более чистой нарезке.
Характеристики сверл для резьбы
Подбор хорошего сверла по металлу – это не такое легкое задание, как может показаться на первый взгляд. Современная промышленность выпускает огромный ассортимент подобной продукции, и разобраться в таком разнообразии при отсутствии должного опыта бывает очень нелегко.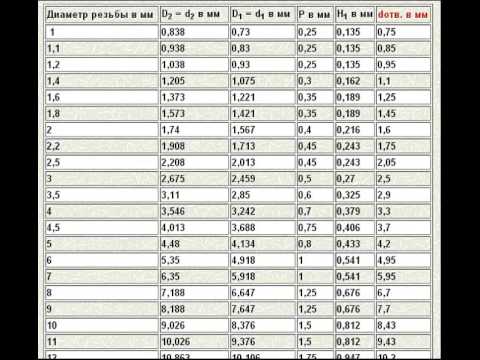
Самый простой способ выбрать качественное сверло – ориентироваться на его визуальные характеристики. Инструменты, обрабатываемые на заключительном этапе производства перегретым паром, имеют окраску темную, вплоть до черной. Такие сверла отличаются высокой устойчивостью к износу.
Сверла с золотистым покрытием относятся к классу высококачественных и довольно дорогих инструментов. Своей окраской они обязаны тонкому слою нитрида титана, повышающего прочность и уменьшающего трение.
Не стоит забывать и о сверлах обычного, серого цвета, так как они не проходят финишную обработку, вследствие чего их цена сохраняется достаточно демократичной. Таких инструментов хватает на несколько десятков отверстий, так что, если масштаб работы небольшой, стальное сверло не подведет.
Обращать внимание стоит и на маркировку инструментов, форму их режущей кромки, название производителя и цену. Зная основные параметры хорошего сверла, вам будет очень просто не растеряться в магазине.
Работа с метчиком
Метчик – это специальный инструмент, главное назначение которого заключается в нанесении ровной внутренней резьбы на трубе или в отверстии. Метчик состоит из металлического стержня, в котором прорезаны прямые или винтовые стружечные канавки. Острая верхушка канавок образовывает режущую кромку.
Хвостовая часть метчика сделана в форме квадрата, либо затылованной (некруглой). При работе к ней крепится двухсторонний рычаг – вороток, при вращении которого метчик погружается в металл.
Если необходимо нарезать резьбу большого диаметра, одним метчиком обойтись довольно трудно. В таких случаях используют комплекты, состоящие из 2 (чернового и чистового) или 3 (чернового, среднего и чистового) метчиков. Когда работать предстоит с вязким металлами, имеющими свойство налипать на инструмент, количество метчиков может возрасти до 5. Каждый следующий при этом исправляет ошибки и недочеты предыдущего, чтобы на выходе получилась ровная резьба.
Метчики производятся из быстрорежущей стали либо твердого вольфрамового сплава. Работают с ними при помощи сверлильных станков, зажимая его заднюю часть в патроне специальной формы. При небольших масштабах работы, либо в случаях, когда место врезки является труднодоступным для габаритного инструмента, используется ручной труд: метчик зажимают в вороток и ввинчивают инструмент по часовой стрелке (рис.2).
Работают с ними при помощи сверлильных станков, зажимая его заднюю часть в патроне специальной формы. При небольших масштабах работы, либо в случаях, когда место врезки является труднодоступным для габаритного инструмента, используется ручной труд: метчик зажимают в вороток и ввинчивают инструмент по часовой стрелке (рис.2).
Заключение по теме
Резьбовое соединение деталей – это один из самых надежных способов сборки отдельных элементов в единую конструкцию.
Располагая багажом знаний об основных особенностях процесса нарезки резьбы, выбора инструмента и диаметра отверстия, можно сильно облегчить предстоящую работу и добиться желанного результата.
Диаметры отверстий под метрическую резьбу
Цена:
от: до:
Название:
Артикул:
Текст:
Выберите категорию:
Все Абразивный инструмент ANDRE Абразивный инструмент» Абразивный инструмент на керамической связке»» Шлифовальные круги тип 1( прямой профиль) 25А (белые)»» Шлифовальные круги тип 1( прямой профиль) 63С (зеленые)»» Шлифовальные круги тип 11( чашечные конические) 25А (белые)»» Шлифовальные круги тип 11( чашечные конические) 63С (зеленые)»» Шлифовальные круги тип 12( тарельчатые плоские) 25А (белые)»» Шлифовальные круги тип 12( тарельчатые плоские) 63С (зеленые)»» Шлифовальные круги тип 14( тарельчатые) 25А (белые)»» Шлифовальные круги тип 14( тарельчатые) 63С (зеленые)»» Шлифовальные круги тип 6»» Бруски» Инструмент на бакеллитовой связке»» Круги отрезные армированные по черным, цветным металлам и нержавеющим сталям тип 41»» Круги отрезные армированныепо бетону (камню, кирпичу) тип 41»» Круги зачистные армированные тип 1 (прямой профиль)»» Сегменты шлифовальные»» Круги отрезные не армированные»» Круги для заточки пил тип 3 (конический профиль) »» Круги зачистные не армированные тип 1 (прямой профиль)» Инструмент на гибкой основе»» Наждачная бумага»»» Наждачная бумага в рулонах»»» Наждачная бумага в листах»» Лепестковые круги КЛТ»» Лепестковые круги КЛ»» Лепестковые круги КЛО»» Фибровые диски»» Клетированные диски»» Ленты бесконечные»» Шлифблоки» Паста ГОИ» Вулканитовые круги» Тигли Алмазный инструмент и инструмент из СТМ» Карандаши алмазные правящие» Круги алмазные» Бруски алмазные правящие» Круги эльборовые» Надфили алмазные» Паста алмазная» Сверла алмазные» Сверла алмазные трубчатые» Стеклорезы алмазные Измерительный инструмент» Штангенциркули» Измерительные приборы» Калибры»» Гладкие калибры-пробки»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr» Концевые меры длины» Линейки металлические» Рулетки» Угольники слесарные КЛЕЙМА» КЛЕЙМА БУКВЕННЫЕ» КЛЕЙМА ЦИФРОВЫЕ» ДЕРЖАТЕЛИ ДЛЯ КЛЕЙМ Металлорежущий инструмент» Сверла»» Сверла с коническим хвостовиком ГОСТ 10903-77»» Сверла с коническим хвостовиком длинные, ГОСТ 12121-77»» Сверла с цилиндрическим хвостовиком средней серии, ГОСТ 10902-77»» Сверла с цилиндрическим хвостовиком длинной и удлиненной серий, ГОСТ 886-77 »» Центровочные сверла ГОСТ 14952-75, ТУ 2-3912-001, DIN 333»» Сверла монолитные твердосплавные с цилиндрическим хвостовиком ГОСТ 17274-71»» Наборы сверл»» Сверла для печатных плат»» Ступенчатые сверла для листовых материалов»» Сверла с центральной вставкой по DIN-1897 »» Сверла двухсторонние» Метчики»» Метчики с метрической (М) резьбой»»» Метчики гаечные прямые и изогнутые»»» Метчики машинно-ручные ГОСТ 3266-81»»» Метчики ручные»» Метчики с трубной цилиндрической (G) резьбой»» Метчики с трубной конической (Rc) резьбой ГОСТ 6227-80»» Метчики с дюймовой резьбой»» Метчики с дюймовой конической (К) резьбой ГОСТ 6227-80» Развертки»» Развертки ручные»» Развертки машинные» Фрезы»» Борфрезы»» Фрезы дисковые отрезные ГОСТ 2679-93»» Фрезы для пазов шпонок сегментных ГОСТ 6648-79»» Фрезы концевые с коническим хвостовиком ГОСТ 170»» Фрезы концевые с цилиндрическим хвостовиком ГОСТ 1702»» Фрезы модульные»» Фрезы монолитные (концевые и шпоночные)»» Фрезы торцевые»» Фрезы трехсторонние»» Фрезы цилиндрические»» Фрезы шпоночные»» Фрезы червячные»» Фрезы радиусные выпуклые и вогнутые» Круглые плашки»» Плашки круглые коническая трубная (Rc) резьба ГОСТ 6228-80»» Плашки круглые коническая дюймовая (К) резьба ГОСТ 6228-80»» Плашки круглые трубная цилиндрическая (G) резьба ГОСТ 6357-81»» Плашки круглые метрическая (М) резьба ГОСТ 9740-73» Пилы ленточные» Пластины твердосплавные»» Напайные пластины»» Сменные пластины» Ножевочные полотна» Токарные резцы»» Резцы отрезные ГОСТ 18884-73»» Резцы подрезные отогнутые ГОСТ 18880-82»» Резцы проходные отогнутые ГОСТ 18877-82»» Резцы проходные прямые ГОСТ 18878-73»» Резцы проходные упорные отогнутые ГОСТ 18879-73»» Резцы проходные упорные прямые ГОСТ 18879-73»» Резцы расточные ГОСТ 18882-73, ГОСТ 18883-73»» Резцы резьбовые ГОСТ 18876-73»» Канавочные резцы»» Резцы левые» Сегментные пилы и сегменты к ним» Гребенки плоские к резьбонарезным головкам Металлорежущий инструмент FANAR» Метчики»» М, Mf- метрическая основная и метрическая мелкая резьба»»» Машинные метчики»»»» Серия MasterTAP»»»» Серия 800»»»» Серия 800X»»»» Серия INOX (для обработки нержавеющих сталей)»»»» Метчики для левой резьбы LH»»»» Серия 1400»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»» Серия WGN ( метчики-раскатники)»»»» Серия AL (для обработки алюминия)»»»» Серия GAL (для обработки алюминиевых сплавов)»»»» Серия Az (с шахматным расположением зубов)»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»» Серия GG (для обработки чугуна)»»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»» Машинно-ручные (машинные) однопроходные метчики»»» Машинно-ручные ( ручные) комплектные метчики»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»» INOX машинно-ручные ( ручные) комплектные метчики»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»» Гаечные метчики»»» Комбинированные метчики-сверла»»» Метчики-биты»» G- трубная цилиндрическая резьба»» UNC- унифицированная американская дюймовая резьба с крупным шагом»» UNF- унифицированная американская дюймовая резьба с мелким шагом»» BSW- дюймовая резьба Витуорта с крупным шагом»» BSF- дюймовая резьба Уитворта с мелким шагом»» NPT- дюймовая коническая резьба»» Pg – трубопроводная резьба»» Rc – трубная коническая резьба»» Vg- вентильная резьба» Плашки круглые»» М- метрическая основная и Mf- метрическая мелкая резьба»»» Плашки круглые серия 800 правая метрическая резьба»»» Плашки круглые серия 800 левая метрическая резьба»»» Плашки круглые серии INOX и INOX+ (для обработки нержавеющих сталей) метрическая резьба»» G- трубная цилиндрическая резьба »»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»» NPT- американская коническая трубная резьба»» Pg – трубопроводная резьба»» R – трубная коническая резьба»» Vg – вентильная резьба» Сверла»» Сверла спиральные с цилиндрическим хвостовиком по нержавеющим сталям DIN 338 INOX » Воротки для метчиков и плашек» Калибры»» Гладкие калибры-пробки»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr» Наборы резьбонарезного инструмента» Станочная оснастка» Твердосплавные фрезы» Фрезы из быстрорежущей стали» Зенковки с направляющей» Зенковки» Конические развертки 1:16 Сверхдлинные сверла для металла и нержавеющей стали Сверла производства WIERTLA BAILDON» Сверла с к/х шлифованные HSS, NWKc, DIN 345» Сверла с к/х по нержавеющей стали серии INOX » Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338» Сверла с ц/х шлифованные HSS, длинные , DIN 340» Сверла с к/х шлифованные HSS, NWKу, сверхдлинной серии» Сверла с проточенным хвостовиком» Сверла для высверливания точечной сварки Оснастка для электро-бензо-пневмоинструмента» Оснастка для перфораторов»» Буры для перфораторов SDS+»» Буры для перфораторов SDSmax»» Пики, долота, зубила, переходники для перфораторов » Биты для шуруповертов»» Биты, насадки, головки, держатели USH»» Биты, насадки, головки, держатели ПРАКТИКА» Коронки биметаллические» Коронки твердосплавные» Сверла по кирпичу и бетону твердосплавные» Сверла по стеклу и кафелю» Сверла по дереву»» Перовые сверла по дереву»» Сверла для мебельных стяжек»» Сверло по дереву 3-х заходное»» Сверло по дереву спиральное»» Винтовое сверло по дереву»» Сверла ФОРСТНЕРА»» Сверла фрезерные» Диски пильные с твердосплавными пластинками» Диски алмазные» Коронки алмазные» Корщетки для дрелей и шлифмашинок» Патроны и переходники для дрелей» Пилки для электролобзиков»» Пилки REBIR для электролобзиков »» Пилки BOSCH для электролобзиков»» Пилки ПРАКТИКА для электролобзиков» Полировальные приспособления» Аккумуляторы для электроинструмента» Ножи для электрорубанков» Наборы инструментов и приспособлений GRATTEC – инструменты для снятия заусенцев, фасок и шабрения поверхностей. Станочная оснастка и приспособления» Воротки для метчиков и плашек» Станочные оправки тип 7711, тип 7616, тип 7626» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676» Цанги ER тип 7618» Патроны для сверлильных станков» Патроны токарные» Резьбонарезные патроны и головки» Тиски » Центры вращения и упорные Сварка и пайка» Все для сварки» Сварочные электроды» Сварочная проволока» Все для пайки Слесарно-монтажный инструмент» Головки сменные и приспособления к ним» Зубила слесарные» Кельмы» Стамески, долота» Клещи» Ключи»» Ключи динамометрические»» Ключи комбинированные»» Ключи накидные»» Ключи разводные»» Ключи рожковые»» Ключи свечные»» Ключи торцевые»» Ключи трубные (КТРы)»» Ключи шестигранные Г-образные» Молотки и кувалды» Наборы инструментов» Топоры » Надфили» Напильники»» Напильники квадратные»» Напильники круглые»» Напильники плоские»» Напильники полукруглые»» Напильники ромбические»» Напильники трехгранные»» Напильники для заточки цепей бензопил» Ножевки по металлу» Ножницы по металлу» Отвертки» Плоскогубцы, кусачки, и т.
Станочная оснастка и приспособления» Воротки для метчиков и плашек» Станочные оправки тип 7711, тип 7616, тип 7626» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676» Цанги ER тип 7618» Патроны для сверлильных станков» Патроны токарные» Резьбонарезные патроны и головки» Тиски » Центры вращения и упорные Сварка и пайка» Все для сварки» Сварочные электроды» Сварочная проволока» Все для пайки Слесарно-монтажный инструмент» Головки сменные и приспособления к ним» Зубила слесарные» Кельмы» Стамески, долота» Клещи» Ключи»» Ключи динамометрические»» Ключи комбинированные»» Ключи накидные»» Ключи разводные»» Ключи рожковые»» Ключи свечные»» Ключи торцевые»» Ключи трубные (КТРы)»» Ключи шестигранные Г-образные» Молотки и кувалды» Наборы инструментов» Топоры » Надфили» Напильники»» Напильники квадратные»» Напильники круглые»» Напильники плоские»» Напильники полукруглые»» Напильники ромбические»» Напильники трехгранные»» Напильники для заточки цепей бензопил» Ножевки по металлу» Ножницы по металлу» Отвертки» Плоскогубцы, кусачки, и т. д.» Струбцины» Степлеры ручные и скобы к ним» Пинцеты Средства индивидуальной защиты Электро- и бензоинструмент Ручной инструмент» Степлеры ручные механические и скобы» Различный ручной инструмент Смазочные материалы Металлорежущий инструмент TIVOLY» Сверла по металлу средней серии» Метчики сверхдлинной серии» Сверла по металлу экстрадлинной серии» Зенковки с цилиндрическим хвостовиком» Воротки для плашек
д.» Струбцины» Степлеры ручные и скобы к ним» Пинцеты Средства индивидуальной защиты Электро- и бензоинструмент Ручной инструмент» Степлеры ручные механические и скобы» Различный ручной инструмент Смазочные материалы Металлорежущий инструмент TIVOLY» Сверла по металлу средней серии» Метчики сверхдлинной серии» Сверла по металлу экстрадлинной серии» Зенковки с цилиндрическим хвостовиком» Воротки для плашек
Производитель:
ВсеABRABOROANDRE abrasive articlesAPX TechnologieASKAYNAK, ТурцияBISON-BIALBOSCHESABFANARFELO, ГерманияGLOBUS, ПольшаGRATTECHavera, ГерманияHeidenpeterHeller, ГерманияIZAR, ИспанияKARNASCHKEMMLERKULLENMP-SNOOK, ЛатвияOregonParitet, ЛатвияPFERDREBIR, ЛатвияSAIT, ИталияTaerosol OYTITEX+, ГерманияTIVOLYUSHWiertla BaildonWILPU, ГерманияYG-1ZM-KOLNOZPSБАЗ (Белгород)БелоруссияБуревестник (Гатчина)ВМПАВТОГерманияЕСАБ-СВЭЛ (СПб)Каменец-ПодольскийКитайКМЗ (Копейск)КОМЗ (Каменск)КРИН (Киров)ЛАЗ (Луга)Межгосметиз (Мценск)МЕТАЛЛИСТ (Глазов)НИЗ (Новосибирск)ПМ (Рязань)ПРАКТИКАРоссияСеверсталь(Череповец)Северсталь-метиз(Орел)СМИ (Арефино)СПРИНТ (Москва)СтИЗСЭЗ (Сычевка)тестТруд (Вача)ЧИЗ (Челябинск)
Новинка:
Всенетда
Спецпредложение:
Всенетда
Результатов на странице:
5203550658095
Какое отверстие сверлить под резьбу м10
При изготовлении резьбовых отверстий под метрические болты, винты, шпильки сначала в материале просверливается отверстие, а затем при помощи метчика в нем нарезается резьба. Но прежде чем приступить к сверлению, необходимо подобрать оптимальный диаметр сверла под планируемую внутреннюю резьбу, воспользовавшись специальной таблицей соответствия. Приведенные в ней значения применимы для чугуна, сталей, алюминиевых сплавов и меди.
Но прежде чем приступить к сверлению, необходимо подобрать оптимальный диаметр сверла под планируемую внутреннюю резьбу, воспользовавшись специальной таблицей соответствия. Приведенные в ней значения применимы для чугуна, сталей, алюминиевых сплавов и меди.
Если размер отверстия будет больше положенного, то есть риск получить недостаточно глубокую резьбовую канавку и как следствие ослабленное соединение. Если размер отверстия слишком мал, то будут трудности при работе с метчиком, так как возникает большое сопротивление резанию, нагревание инструмента, налипание стружки на режущие кромки, заклинивание и даже поломка метчика.
Пользоваться таблицей очень просто. Для этого важно знать основные параметры метрической резьбы – это ее шаг (Р) и номинальный диаметр (d), которые измеряются в долях метра. Под шагом понимают расстояние между двумя вершинами соседних витков. За номинальный диаметр принимают наружный диаметр резьбы, который равен расстоянию между крайними точками наружных выступов винтовой линии.
Таблица рекомендуемых диаметров отверстий под резьбу, мм
| d резьбы | Шаг | d сверла | Шаг | d сверла | Шаг | d сверла | Шаг | d сверла | Шаг | d сверла | Шаг | d сверла |
| 2 | 0.4 | 1.6 | 0.25 | 1.75 | ||||||||
| 3 | 0.5 | 2.5 | 0.35 | 2.65 | ||||||||
| 4 | 0.7 | 3.3 | 0.5 | 3.5 | ||||||||
| 5 | 0.8 | 4.2 | 0.5 | 4.5 | ||||||||
| 6 | 1 | 5 | 0.75 | 5.2 | 0.5 | 5.5 | ||||||
| 7 | 1 | 6 | 0.75 | 6.2 | 0.5 | 6.5 | ||||||
| 8 | 1.25 | 6.7 | 1 | 7 | 0.75 | 7.2 | 0.5 | 7.5 | ||||
| 9 | 1.25 | 7.7 | 1 | 8 | 0. 75 75 | 7.2 | 0.5 | 8.5 | ||||
| 10 | 1.5 | 8.5 | 1.25 | 8.7 | 1 | 9 | 0.75 | 9.2 | 0.5 | 9.5 | ||
| 11 | 1.5 | 9.5 | 1 | 10 | 0.75 | 10.2 | 0.5 | 10.5 | ||||
| 12 | 1.75 | 10.2 | 1.5 | 10.5 | 1.25 | 10.7 | 1 | 11 | 0.75 | 11.2 | 0.5 | 11.5 |
| 14 | 2 | 12 | 1.5 | 12.5 | 1.25 | 12.6 | 1 | 13 | 0.75 | 13.2 | 0.5 | 13.5 |
| 16 | 2 | 14 | 1.5 | 14.5 | 1 | 15 | 0.75 | 15.2 | 0.5 | 15.5 | ||
| 18 | 2.5 | 15.4 | 2 | 16 | 1.5 | 16.5 | 1 | 17 | 0.75 | 17.2 | 0.5 | 17.5 |
| 20 | 2.5 | 17.4 | 2 | 18 | 1. 5 5 | 18.5 | 1 | 19 | 0.75 | 19.2 | 0.5 | 19.5 |
| 22 | 2.5 | 19.4 | 2 | 20 | 1.5 | 20.5 | 1 | 21 | 0.75 | 21.2 | 0.5 | 21.5 |
| 24 | 3 | 20.8 | 2 | 22 | 1.5 | 22.5 | 1 | 23 | 0.75 | 23.2 | ||
| 27 | 3 | 23.9 | 2 | 25 | 1.5 | 25.5 | 1 | 26 | 0.75 | 26.2 | ||
| 30 | 3.5 | 26.4 | 3 | 26.9 | 2 | 28 | 1.5 | 28.5 | 1 | 29 | 0.75 | 29.2 |
| 33 | 3.5 | 29.4 | 3 | 29.9 | 2 | 31 | 1.5 | 31.5 | 1 | 32 | 0.75 | 32.2 |
| 36 | 4 | 31.9 | 3 | 32.9 | 2 | 34 | 1.5 | 34.5 | 1 | 35 | ||
| 39 | 4 | 34. 9 9 | 3 | 35.9 | 2 | 37 | 1.5 | 37.5 | 1 | 38 | ||
| 42 | 4.5 | 37.4 | 4 | 37.9 | 3 | 38.9 | 2 | 34 | 1.5 | 40.5 | 1 | 41 |
| 45 | 4.5 | 40.4 | 4 | 40.9 | 3 | 41.9 | 2 | 43 | 1.5 | 43.5 | 1 | 44 |
| 48 | 5 | 42.8 | 4 | 43.9 | 3 | 44.9 | 2 | 46 | 1.5 | 46.5 | 1 | 47 |
Из таблицы видно, что диаметр сверла меньше наружного диаметра резьбы примерно на величину шага, то есть:
На практике многие домашние мастера постоянно пользуются этой простой формулой, когда нет возможности обратиться к таблице.
Например, для М10х1.5: Dотв = 10 – 1.5 = 8.5 мм
Этот способ вполне приемлем, когда резьбонарезание выполняется ручным способом в условиях слесарной мастерской. Если планируемое резьбовое соединение в процессе эксплуатации не будет подвергаться серьезным нагрузкам, то можно допустить незначительное увеличение величины отверстия. На сборочном производстве, где требуется высокая точность размеров резьбового профиля, любые отклонения неприемлемы. Диаметры отверстия под резьбу с полем допуска устанавливает ГОСТ 19257-73.
Если планируемое резьбовое соединение в процессе эксплуатации не будет подвергаться серьезным нагрузкам, то можно допустить незначительное увеличение величины отверстия. На сборочном производстве, где требуется высокая точность размеров резьбового профиля, любые отклонения неприемлемы. Диаметры отверстия под резьбу с полем допуска устанавливает ГОСТ 19257-73.
Многие из вас сталкивались с нарезанием внутренней резьбы с помощью метчика и у многих возникал вопрос — какого диаметра должно быть сверло под резьбу, к примеру М8 или М10. Ведь при нарезке резьбы первоначальной задачей становится сверление отверстия подходящего диаметра, чтобы метчик резал металл не слишком туго и в то же время не болтался. Поэтому расскажу, как можно самому высчитать правильный диаметр сверла под любую метрическую резьбу.
На самом деле все просто, как вы знаете, параметров резьбы всего 2: это диаметр и шаг. Еще можно заметить(для тех кто не знает), что резьба бывает стандартная(со стандартным шагом) и любая другая. К примеру, стандартная резьба для 10 мм — это 1.5мм, то есть М10*1.5. Но ведь встречается довольно часто резьба 10*1.25 и 10*1. Буква М на резьбе означает, что резьба метрическая. А бывает еще трубная(читать про трубные плашки). Ну а в этой статье мы разберем все нюансы нарезания метрической резьбы и конечно же узнаем, как вычислить диаметр сверла под резьбу.
К примеру, стандартная резьба для 10 мм — это 1.5мм, то есть М10*1.5. Но ведь встречается довольно часто резьба 10*1.25 и 10*1. Буква М на резьбе означает, что резьба метрическая. А бывает еще трубная(читать про трубные плашки). Ну а в этой статье мы разберем все нюансы нарезания метрической резьбы и конечно же узнаем, как вычислить диаметр сверла под резьбу.
Значит, как я уже говорил, в основу расчетов берем диаметр и шаг. Просто вычитаем из диаметра шаг резьбы и полученная цифра будет диаметром требуемого сверла. Давайте посчитаем диаметр сверла под резьбу М8(стандартная).
8 минус 1.25(стандартный шаг) получаем 6.75 мм — именно такое сверло нужно, чтобы нарезать резьбу М8. А например, резьба 8*1 — сверло получится диаметром 7 мм. Надеюсь, все понятно. Также предоставлю вам нужную табличку стандартных резьб(то есть вы сможете узнать, какой шаг стандартный у определенного диаметра) и диаметр сверл для них.
Таблица стандартной резьбы и диаметр сверла для них.
| Шаг резьбы, мм | Диаметр сверла под резьбу, мм | Диаметр отверстия под резьбу с полем допуска, мм | |||||
|---|---|---|---|---|---|---|---|
| 4H5H; 5H; 5H6H; 6H; 7H | 6G; 7G | 4H5H; 5H | 5H6H; 6H; 6G | 7H; 7G | |||
| Номинальный | Предельные отклонения | ||||||
| М1 | 0. 25 25 | 0.75 | 0.75 | 0.77 | +0.04 | +0.06 | – |
| М1.1 | 0.25 | 0.85 | 0.85 | 0.87 | +0.04 | +0.06 | – |
| М1.2 | 0.25 | 0.95 | 0.95 | 0.97 | +0.04 | +0.06 | – |
| М1.4 | 0.3 | 1.1 | 1.1 | 1.12 | +0.04 | +0.06 | – |
| М1.6 | 0.35 | 1.25 | 1.25 | 1.27 | +0.05 | +0.07 | – |
| М1.8 | 0.35 | 1.45 | 1.45 | 1.47 | +0.05 | +0.07 | – |
| М2 | 0.4 | 1.6 | 1.6 | 1.62 | +0.06 | +0.08 | – |
| М2.2 | 0.45 | 1.75 | 1.75 | 1.77 | +0.07 | +0.09 | – |
| М2.5 | 0.45 | 2.05 | 2.05 | 2.07 | +0.07 | +0.09 | – |
| М3 | 0.5 | 2. 5 5 | 2.5 | 2.52 | +0.08 | +0.1 | +0.14 |
| М3.5 | 0.6 | 2.9 | 2.9 | 2.93 | +0.08 | +0.11 | +0.15 |
| М4 | 0.7 | 3.3 | 3.3 | 3.33 | +0.08 | +0.12 | +0.16 |
| М4.5 | 0.75 | 3.75 | 3.7 | 3.73 | +0.09 | +0.13 | +0.18 |
| М5 | 0.8 | 4.2 | 4.2 | 4.23 | +0.11 | +0.17 | +0.22 |
| М6 | 1 | 5 | 4.95 | 5 | +0.17 | +0.2 | +0.26 |
| М7 | 1 | 6 | 5.95 | 6 | +0.17 | +0.2 | +0.26 |
| М8 | 1.25 | 6.8 | 6.7 | 6.75 | +0.17 | +0.2 | +0.26 |
| М9 | 1.25 | 7.8 | 7.7 | 7.75 | +0.17 | +0.2 | +0.26 |
| М10 | 1.5 | 8.5 | 8. 43 43 | 8.5 | +0.19 | +0.22 | +0.3 |
| М11 | 1.5 | 9.5 | 9.43 | 9.5 | +0.19 | +0.22 | +0.3 |
| М12 | 1.75 | 10.2 | 10.2 | 10.25 | +0.21 | +0.27 | +0.36 |
| М14 | 2 | 12 | 11.9 | 11.95 | +0.24 | +0.3 | +0.4 |
| М16 | 2 | 14 | 13.9 | 13.95 | +0.24 | +0.3 | +0.4 |
| М18 | 2.5 | 15.5 | 15.35 | 15.4 | +0.3 | +0.4 | +0.53 |
| М20 | 2.5 | 17.5 | 17.35 | 17.4 | +0.3 | +0.4 | +0.53 |
| М22 | 2.5 | 19.5 | 19.35 | 19.4 | +0.3 | +0.4 | +0.53 |
| М24 | 3 | 21 | 20.85 | 20.9 | +0.3 | +0.4 | +0.53 |
| М27 | 3 | 24 | 23. 85 85 | 23.9 | +0.3 | +0.4 | +0.53 |
| М30 | 3.5 | 26.5 | 26.3 | 26.35 | +0.36 | +0.48 | +0.62 |
| М33 | 3.5 | 29.5 | 29.3 | 29.35 | +0.36 | +0.48 | +0.62 |
| М36 | 4 | 32 | 31.8 | 31.85 | +0.36 | +0.48 | +0.62 |
| М39 | 4 | 35 | 34.8 | 34.85 | +0.36 | +0.48 | +0.62 |
| М42 | 4.5 | 37.5 | 37.25 | 37.3 | +0.41 | +0.55 | +0.73 |
| М45 | 4.5 | 40.5 | 40.25 | 40.3 | +0.41 | +0.55 | +0.73 |
| М48 | 5 | 43 | 42.7 | 42.8 | +0.45 | +0.6 | +0.8 |
| М52 | 5 | 47 | 46.7 | 46.8 | +0.45 | +0.6 | +0.8 |
Отверстия под резьбу
Таблица сверл для отверстий под нарезание трубной цилиндрической резьбы.
Размеры гаек под ключ
Основные размеры под ключ для шестигранных головок болтов и шестигранных гаек.
G и M коды
Примеры, описание и расшифровка Ж и М кодов для создания управляющих программ на фрезерных и токарных станках с ЧПУ.
Типы резьб
Типы и характеристики метрической, трубной, упорной, трапецеидальной и круглой резьбы.
Масштабы чертежей
Стандартные масштабы изображений деталей на машиностроительных и строительных чертежах.
Режимы резания
Онлайн калькулятор для расчета режимов резания при точении.
Отверстия под резьбу
Таблица сверл и отверстий для нарезания метрической резьбы c крупным (основным) шагом.
Станки с ЧПУ
Классификация станков с ЧПУ, станки с ЧПУ по металлу для точения, фрезерования, сверления, расточки, нарезания резьбы, развёртывания, зенкерования.
Режимы резания
Онлайн калькулятор для расчета режимов резания при фрезеровании.
Форматы чертежей
Таблица размеров сторон основных и дополнительных форматов листов чертежей.
CAD/CAM/CAE системы
Системы автоматизированного проектирования САПР, 3D программы для проектирования, моделирования и создания 3d моделей.
Чтение чертежей
Техническое черчение, правила выполнения чертежей деталей и сборочных чертежей.
“>
Дедовский способ: как подобрать сверло под метчик | строймаркет
Доброго дня, дорогие читатели!
Не знаю, приходилось ли вам сталкиваться с таким инструментом, как метчик. Но, если работаете с крепежом, то рано или поздно вы столкнетесь с этим. Даже если вы не строитель, вы можете ощутить полезность этого инструмента.
Итак, спросим у Википедии: что такое метчик?
Метчѝк — инструмент для нарезания внутренних резьб, представляет собой винт с прорезанными прямыми или винтовыми стружечными канавками, образующими режущие кромки.
То есть, удобство в том, что можно просверлить отверстие в металле и нарезать там резьбу, чтобы потом можно было вкручивать резьбовой крепеж.
В ЧЕМ СЛОЖНОСТЬ?
Однако, хоть метчики и прочные, но они не предназначены для того, чтобы делать отверстие. Поэтому сначала необходимо проделать отверстие. И тут сложность состоит в том, что важно не ошибиться в диаметре сверла. Сделаете отверстие больше – резьба получится маленькая и быстро скосится (или вообще не будет места для резьбы), сделаете меньше – запорите метчик. И это еще не все. Шаг резьбы на метчиках бывает разный, соответственно под каждый шаг будет свой диаметр сверла.
Постоянно носить с собой таблицу, в которой указаны нужные диаметры сверл, тоже не всегда удобно. Поэтому предлагаю вам дедовский способ как подобрать сверло под метчик!
ДЕДОВСКИЙ СПОСОБ
Для больше понятливости разберем сразу на примере:
- Вот вы приобрели болты с основным метрическим шагом М8. Шаг у них: 1,25.
- Теперь необходимо взять метчик 8*1,25.
- Отнимает второе значение от первого: 8-1,25. Получается 6,75.
- Но сверла на 6,75 не бывает, поэтому округляем полмиллиметра в большую сторону. Получается 6,8.
- Выходит, что чтобы успешно нарезать резьбу под 8*1,25, необходимо использоваться сверло 6,8 мм.
Все донельзя просто!
Набор метчиков и плашек (фото взято с сайта: vavilon-s.com)Если вам понравилась статья, то ставьте лайки! А тем, кто еще не подписан на канал, рекомендую подписаться, ведь впереди еще много полезной информации!
Успехов вам в нарезании резьбы!
как нарезать резьбу метчиком
Резьбовые соединения применяются везде, нет ни одного механизма, где бы не было такого соединения. Начиная от самолета и заканчивая мобильным телефоном – везде соединения на болтах, гайках и шурупах, а где болты там и резьба. Иногда возникает потребность самому нарезать резьбу. Если купить болты и шурупы с различной резьбой не проблема, то нарезать резьбу внутри детали дело отнюдь не легкое.
Чем делают резьбу, инструмент для нарезания резьбы.
Инструмент для нарезания внутренней резьбы называется метчик. Метчики делают из специальной быстрорежущей стали РМ5. Метчики закаливаются специальным образом, не приобретайте китайские метчики и метчики непроверенных производителей – сталь может быть мягкой.
Такой инструмент может и нарежет резьбу в пластмассе, дереве или текстолите, может быть удастся нарезать резьбу в меди и алюминии, но он сломается при первой же попытке нарезать резьбу в металле.
Каким диаметром сверлить отверстие под резьбу.
Чтобы нарезать резьбу просто и без усилий нужно правильно просверлить отверстие. Если взять слишком маленькое сверло то нарезать резьбу будет проблематично, инструмент может заклинить, а то и вовсе он может сломаться, особенно это касается нарезания резьбы в твердых сталях и чугунах.
Если же просверлить слишком большое отверстие, то метчик не прорежет достаточную глубину витков, как итог винт будет плохо держаться в детали, соединение получится не прочным.
Как правильно нарезать резьбу метчиком.
Для нарезания качественной резьбы часто используют два и даже три метчика. Первым метчиком нарезают черновую резьбу, вторым метчиком делают чистовую резьбу, третий метчик обычно служит для того чтобы «откалибровать» резьбу (применяется для более точной резьбы).
Чтобы качественно нарезать резьбу в детали, нужно взять метчик №1. Метчик предварительно смазывается машинным маслом. Держа инструмент перпендикулярно к поверхности, постепенно закручивают его внутрь. Закрутив на метчик на оборот, делают пол-оборота назад, это делают для того чтобы стружка от металла не забивала метчик.
После того как резьба нарезана, очищают деталь от стружки и мусора, и если нужно прогоняют резьбу метчиком №2.
Общие правило подсчета резьбы.
Чтобы вычислить диаметр отверстия для резьбы можно воспользоваться следующей формулой:
Отверстие под метчик = Диаметр резьбы – шаг резьбы.
Пояснение: у резьбы есть два параметра первый это шаг резьбы второй это диаметр резьбы. Если у вас есть метчик с обозначением М8х1, то это означает что метчик имеет метрическую резьбу (на это указывает буква М), 8 – номинальный диаметр, 1 – шаг резьбы.
Пример: Нужно нарезать резьбу М8 с шагом 1.25. Согласно формуле делаем расчет: Отверстие под метчик = 8 – 1.25 = 6.75. Сверлим отверстие сверлом 6.7 если метчик новый, или 6.8 если метчик старый.
Отверстие под резьбу М4
Допустим требуется нарезать резьбу под М4 с шагом 1 и 1.25. Сделаем расчет:
Диаметр отверстия под резьбу М4 = 4 – 1 = 3
Диаметр отверстия под резьбу М4 с шагом 1.25 = 4 – 1,25 = 2.75
Чтобы нарезать резьбу под М4 нужно просверлить отверстие диаметром 3мм для резьбы с шагом 1, и 2.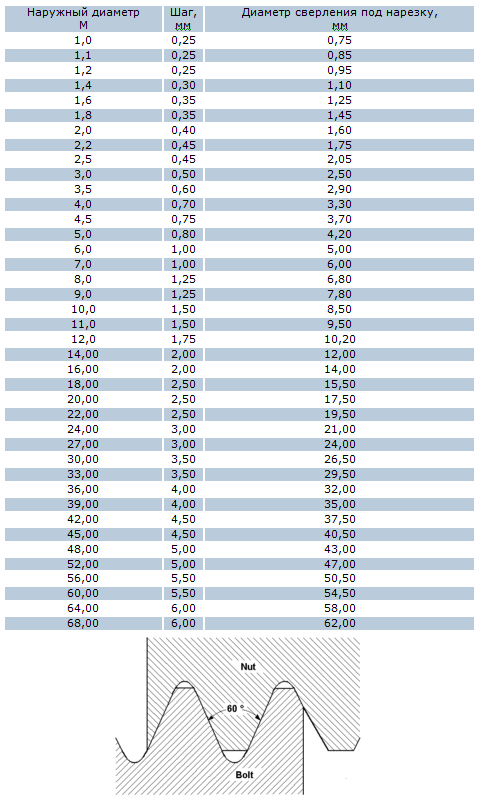 75мм для резьбы с шагом 1.25.
75мм для резьбы с шагом 1.25.
Отверстие под резьбу М5
Часто требуется нарезать резьбу под М5 с шагом 1. Расчет такой:
Диаметр отверстия под резьбу М5 = 5 – 1 = 4.
Чтобы нарезать резьбу под М5 с шагом 1 нужно сверло диаметром 4мм.
Какое отверстие сверлить под резьбу М6
Резьба М6 наверное самая распространенная в мире, поэтому сделаем расчет для того чтобы узнать диаметр отверстия под резьбу М6. Согласно формуле:
Отверстие под резьбу М6 шаг 1 = 6 – 1 = 5
Отверстие под резьбу М6 шаг 1.25 = 6 – 1.25 = 4.75
Таким образом потребуется сверло диаметром 5 мм для резьбы М6х1, и диаметр 4,75 для резьбы М6х1.25
Какое отверстие сверлить под резьбу М8
Резьба М8 тоже довольно часто встречается, поэтому сделаем расчет:
Диаметр отверстия под резьбу М8 = 8 – 1 = 7
Диаметр отверстия под резьбу М8х1.25 = 8 – 1. 25 = 6.75
25 = 6.75
Диаметр сверла под резьбу М8 получается соответственно 7 и 6.75 мм, для шага резьбы 1 и 1.25.
Какое отверстие сверлить под резьбу М10
Иногда требуется нарезать резьбу М10х1.5 и М10х1.25. Произведем расчет для этих значений.
Диаметр отверстия под резьбу М10 шаг 1.5 = 10 – 1.5 = 8.5
Диаметр отверстия под резьбу М10 шаг 1.25 = 10 – 1.25 = 8.75
Таким образом согласно формуле получаем следующие значения: для шага 1.5 берем сверло 8.5мм, для шага 1.25 сверло диаметром 8.75мм.
Какое отверстие сверлить под резьбу М12
Для того чтобы соединение было надежным и прочным, произведет расчет для резьбы М12.
Диаметр отверстия под резьбу М12 шаг 1.5 = 12 – 1.5 = 10.5
Диаметр отверстия под резьбу М12 шаг 1.75 = 12 – 1.75 = 10.25
Сверлим отверстие сверлом 10.5 для шага 1.5, и сверлом 10.25 для шага 1.75.
Диаметр отверстия под резьбу М16
Ну и напоследок сделаем расчет для резьбы М16 с шагом 2.
Отверстие под резьбу М16 = 16 – 2 = 14
Сверлить нужно сверлом диаметром 14.
Диаметр сверла под резьбу таблица.
Для более точного определения отверстий для нарезания резьбы можно воспользоваться таблицей приведенной ниже. Таблица справедлива для сталей, алюминия, меди и их сплавов. Жирным в таблице выделен основной шаг резьбы.
|
Резьба |
Шаг резьбы |
Диаметр отверстия номинальный (предельный) |
|
М2 |
0,25 |
1,75–1,77 (1,81) |
|
0,4 |
1,60–1,62 (1,68) |
|
|
М2,5 |
0,35 |
2,15–2,17 (2,22) |
|
0,45 |
2,05–2,07 (2,13) |
|
|
М3 |
0,35 |
2,65–2,67 (2,72) |
|
0,5 |
2,50–2,52 (2,58) |
|
|
М4 |
0,5 |
3,50–3,52 (3,64) |
|
0,7 |
3,30–3,33 (3,46) |
|
|
М5 |
0,5 |
4,50–4,52 (4,64) |
|
0,8 |
4,2–4,23 (4,42) |
|
|
М6 |
0,5 |
5,50–5,52 (5,64) |
|
0,75 |
5,20–5,23 (5,42) |
|
|
1,0 |
4,95–5,00 (5,21) |
|
|
М7 |
0,5 |
6,50–6,52 (6,64) |
|
0,75 |
6,20–6,23 (6,42) |
|
|
1,0 |
5,95–6,00 (6,26) |
|
|
М8 |
0,5 |
7,50–7,52 (7,64) |
|
0,75 |
7,20–7,23 (7,42) |
|
|
1 |
6,95–7,00 (7,21) |
|
|
1,25 |
6,70–6,75 (6,96) |
|
|
М9 |
0,5 |
8,50–8,52 (8,64) |
|
0,75 |
8,20–8,23 (8,42) |
|
|
1 |
7,95–8,00 (8,21) |
|
|
1,25 |
7,70–7,75 (7,96) |
|
|
М10 |
0,5 |
9,50–9,52 (9,64) |
|
0,75 |
9,20–9,23 (9,42) |
|
|
1 |
8,95–9,00 (9,21) |
|
|
1,25 |
8,70–8,75 (8,96) |
|
|
1,5 |
8,43–8,50 (8,73) |
|
|
М11 |
0,5 |
10,50-10–52 (10,64) |
|
0,75 |
10,20–10,23 (10,42) |
|
|
1 |
9,95–10,00 (10,21) |
|
|
1,5 |
9,43–9,50 (9,73) |
|
|
М12 |
0,5 |
11,50–11,52 (11,64) |
|
0,75 |
11,20–11,23 (11,42) |
|
|
1 |
10,95–11,00 (11,21) |
|
|
1,25 |
10,70–10,75 (10,96) |
|
|
1,5 |
10,43–10,50 (10,73) |
|
|
1,75 |
10,20–10,25 (10,56) |
|
|
М14 |
0,5 |
13,50–13,52 (13,64) |
|
0,75 |
13,20–13,23 (13,42) |
|
|
1 |
12,95–13,00 (13,21) |
|
|
1,25 |
12,70–12,75 (12,96) |
|
|
1,5 |
12,43–12,50 (12,73) |
|
|
2 |
11,90–11,95 (12,30) |
|
|
М16 |
0,5 |
15,50–15,52 (15,64) |
|
0,75 |
15,20–15,23 (15,42) |
|
|
1 |
14,95–15,00 (15,26) |
|
|
1,5 |
14,43–14,50 (14,73) |
|
|
2 |
13,90–13,95 (14,30) |
|
|
М18 |
0,5 |
17,50–17,52 (17,64) |
|
0,75 |
17,20–17,23 (17,42) |
|
|
1 |
16,95–17,00 (17,21) |
|
|
1,5 |
16,43–16,50 (16,73) |
|
|
2 |
15,90–15,95 (16,30) |
|
|
2,5 |
15,35–15,40 (15,88) |
|
|
М20 |
0,5 |
19,50–19,52 (19,64) |
|
0,75 |
19,20–19,23 (19,42) |
|
|
1 |
18,95–19,00 (19,21) |
|
|
1,5 |
18,43–18,50 (18,73) |
|
|
2 |
17,90–17,95 (18,3) |
|
|
2,5 |
17,35–17,40 (17,88) |
Общие правила выбора сверла.

Сверло из набора выбирайте как можно ближе к посчитанному диаметру отверстия. Для твердых материалов, стали и чугуна допускается незначительное увеличение сверла, для мягких материалов, дерева, текстолита, пластмассы допускается уменьшение диаметра сверла. Чтобы совсем стало все понятно смотрите видео как нарезать резьбу метчиком вручную.
При сверлении ручной дрелью помните, что отверстие получается чуть больше за счет биения инструмента (отверстие разбивается), в соответствии с этим выбирайте сверло с запасом в меньшую сторону.
При нарезании резьбы не забывайте подливать машинного масла или смазки ВД-40 или другой аналогичной.
Не торопитесь. Лучше нарезать резьбу медленно и аккуратно.
Удачи Вам в нарезании резьбы.
Отверстие в металле под саморез. WikiСтатья.
Многие из нас при строительстве сталкивались с вопросом установки саморезов в металлические конструкции. Хотя само слово «саморез» подразумевает, что они производят сами нарезающее действие, обеспечить предварительные работы в некоторых случаях все же придется. Вопрос: каким сделать отверстие под саморез по металлу?
Саморез — это метиз, представляющий собой стержень с острой наружной резьбой и головку с углублением под вкручивающий инструмент. Благодаря технологии изготовления и применяемому качественному, прочному сплаву из металла, который обязательно проходит термическую обработку, этот крепеж имеет универсальное применение. Изделие обладает достаточной прочностью для использования с древесиной любой плотности, металлом и бетоном. В случае работы с металлом используемый саморез должен быть сделан из твердой стали, которая тверже материала рабочей поверхности.
Различают саморезы по металлу с острым наконечником и со сверлом. Обеим разновидностям крепежа характерно маленькое межгребневое расстояние, или, проще говоря, мелкая резьба. Это позволяет улучшить сцепление метиза с твердым материалом, а значит и скрепляемого узла.
Острый наконечник изделия производит то самое самонарезающее действие, что заметно упрощает процесс крепежа. Иными словами, берем инструмент, шуруповерт или отвертку, в одну руку, саморез — в другую, и вворачиваем его в конструкцию. Даже металлическая поверхность сдастся под таким натиском, если … толщина не превышает 0,5 мм. При более толстом металлическом настиле необходимо просверлить отверстие, диаметр которого будет напрямую зависеть от толщины металла.
Основной принцип заключается в том, чтобы пройти точку крепления сверлом диаметром меньшим, чем диаметр выбранного самореза. Смажьте полученное отверстие перед вворачиванием метиза машинным маслом и процесс обойдется без особых усилий.
Приведем следующую таблицу рекомендуемых диаметров сверл под определенную толщину металлической поверхности:
| Толщина металла, мм | 0,5 | 0,7 | 1,0 | 1,5 | 2,0 | 3,0 | 4,0 |
| Диаметр сверла, мм | - | 3,3 | 3,4 | 3,5 | 3,6 | 3,7 | 3,8 |
Так как толщина наиболее используемого металлического настила составляет 1 мм, то и самым распространенным диаметром сверла является 3,4 мм.
В ассортименте саморезов чаще можно встретить черные метизы. Имея ту же конструкцию с острым концом, они способны без дополнительных подготовительных работ пробить металл толщиной в 1,5 мм. Диаметр черных саморезов начинается с 3,5 мм; фосфатное или оксидное покрытие способствует механической защите крепежа и придает ему превосходные адгезионные свойства. В отличие от желтых электрохимической защитой не обладают. Изготавливаются эти изделия из углеродистых и низколегированных сталей, а фосфатная пленка на молекулярном уровне плотно прилегает к основному металлу. При деформации крепежа этот защитный слой не разрушается за счет высокой пластичности. Поэтому, если Вам необходимо закрепить металлическую конструкцию толщиной до 1,5 мм, с дальнейшим нанесением лакокрасочных материалов, шпаклевки или штукатурки, смело можно использовать черные саморезы. При более толстых металлических поверхностей вновь потребуется подготовка отверстия только не в иных соотношениях:
Имея ту же конструкцию с острым концом, они способны без дополнительных подготовительных работ пробить металл толщиной в 1,5 мм. Диаметр черных саморезов начинается с 3,5 мм; фосфатное или оксидное покрытие способствует механической защите крепежа и придает ему превосходные адгезионные свойства. В отличие от желтых электрохимической защитой не обладают. Изготавливаются эти изделия из углеродистых и низколегированных сталей, а фосфатная пленка на молекулярном уровне плотно прилегает к основному металлу. При деформации крепежа этот защитный слой не разрушается за счет высокой пластичности. Поэтому, если Вам необходимо закрепить металлическую конструкцию толщиной до 1,5 мм, с дальнейшим нанесением лакокрасочных материалов, шпаклевки или штукатурки, смело можно использовать черные саморезы. При более толстых металлических поверхностей вновь потребуется подготовка отверстия только не в иных соотношениях:
| Толщина металла, мм | 0,5 | 0,7 | 1,0 | 1,5 | 2,0 | 3,0 | 4,0 |
| Диаметр сверла, мм | - | - | 2,5 | 2,7 | 2,9 | 3,0 | 3,1 |
Приведенные выше данные в таблицах выведены опытным путем и немаловажную роль будут играть следующие факторы: качество крепежного изделия и металла рабочего настила, сила, с которой вворачивается метиз и требуемая надежность крепления.
1) Металл, из которого произведен саморез, должен соответствовать заявленным ГОСТ или DIN. В противном случае, следует провести подготовительную работу ранее, чем это обусловлено в таблицах. А что касается черных саморезов, они не должны быть причиной черных подтёков по рабочей поверхности — фосфатное покрытие остается на изделии под воздействии воды, а не стекает черными слезами по стенке. Отличить качественное изделие можно по признаку, характерному для саморезов под металл: резьба не должна подходить вплотную к головке. То есть должен быть зазор, равный диаметру стержня, между шляпкой и витками, который обеспечивает прочность всего крепежного изделия.
2) Если металлическая поверхность не соответствует заявленным требованиям, то может и не стоит делать дополнительное сверление, а вворачивать саморез напрямую. Тогда сцепка будет плотнее и будет достигнута достаточная плотность конструкции.
3) Порой пробить металл в 2 мм качественным черным саморезом можно и без сверления, если применить добрую мужскую силу, с помощью отвертки. Да и на сетевом шуруповерте важно грамотно выбрать режим, чтобы не сорвать резьбу. Кроме того, важно не допускать перегрева самореза, иначе он быстро затупиться.
Да и на сетевом шуруповерте важно грамотно выбрать режим, чтобы не сорвать резьбу. Кроме того, важно не допускать перегрева самореза, иначе он быстро затупиться.
4) Если сделать предварительно отверстие под саморез чуть меньше, чем указано в таблицах, то установить крепеж будет сложнее, но вкручивание мелкой резьбы в металл будет более проникающим, а значит и более прочным выйдет соединение.
Существуют также саморезы по металлу, снабженные сверловым концом. Они применимы без предварительной подготовки отверстия под металл толщиной до 2 мм. При вкручивании в соединении сверловый конец метиза разрывает и выдавливает металл, проделывая себе проход. Для них также огромную роль будут играть качество и самого изделия, и рабочей поверхности.
Чтобы подобрать диаметр сверла для отверстия в металле под саморез, можно воспользоваться таблицой соответствия ниже. Если Вам предстоит работать с металлом толщиной более 4 мм, без отверстия, наверняка, не обойтись.
|
Диаметр самореза, мм |
Диаметр сверла, мм |
| 4,0 | 2,5 – 3,0 |
| 4,5 | 3,0 – 3,5 |
| 5,0 | 3,5 – 4,0 |
| 6,0 | 4,5 |
Что касается длины отверстия, то оно должно далеко входить в скрепляемую конструкцию или соответствовать ей. Если саморез проходит насквозь, выступая далеко за конструкцию, то это пустая трата длины метиза. Чем больше изделие, тем больше затрачивается на ее изготовление качественного и недешевого материала, а значит более дорогостоящего. Выходит, что при нерациональном подходе к делу часть изделия будет нерабочей.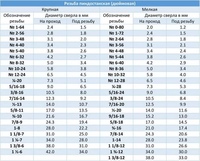
Все вышеперечисленные саморезы под металл представлены в ассортименте в нашем интернет-магазине. Благодаря сортировке Вы быстро подберете необходимую оснастку под инструмент, если в процессе работы посчитаете нужным сделать отверстие в металле перед установкой метиза.
|
|
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 6
6 3 х 1
3 х 1 5
5 5
5Изготовление внутренней и наружной резьбы (с использованием метчиков и штампов) – Центр инженерного проектирования Dyson
Общие сведения и предварительные проверки
- Определите, какой размер резьбы вы хотите обрезать
- Обычно используются метрические резьбы M4, M5, M6, M8, M10 и M12.
- M4, например, означает «стандартный» размер резьбы M4: для болта наружная часть резьбы будет иметь диаметр 4 мм, а расстояние между резьбой (шаг) будет составлять 0,70 мм.
- Существуют «нестандартные» формы резьбы M4, которые будут иметь другой шаг, несовместимый со стандартной резьбой M4. Например M4x0,5 мм. Это будет называться «M4 нормально», но некоторые люди назовут любой шаг M4 менее 0,70 мм M4 точным, так что будьте осторожны!
- Меньше, чем M4, вы легко рискуете сломать метчики в заготовке (метчики тверже сверл, поэтому это может означать, что вы испортили заготовку).
- Существуют альтернативы метрической резьбе, такие как британская имперская резьба, в США другой набор имперской резьбы, есть специальные резьбы Model Engineer, специальные резьбы Cycle. Трубная резьба является обычным явлением (хотя будьте осторожны, диаметр трубной резьбы относится к внутреннему диаметру трубы, а не к внешнему диаметру резьбы), как и резьба BA (Британской ассоциации).
- Найдите правильный размер отверстия для просверливания резьбы, которую вы хотите нарезать
- стандартные метрические сверла для резьбонарезания:
- M4 (x0.Шаг 70мм) – сверло саморезное 3,3мм
- M5 (шаг x0,80 мм) – сверло саморезное 4,2 мм
- M6 (шаг x1,00 мм) – сверло 5,0 мм
- M8 (шаг x1,25 мм) – сверло для резьбы 6,8 мм
- M10 (шаг x1,50 мм) – сверло саморезное 8,5 мм
- M12 (шаг x1,75 мм) – сверло для резьбы 10,2 мм
- данные о других стандартных метрических резьбах (верхняя таблица на странице)

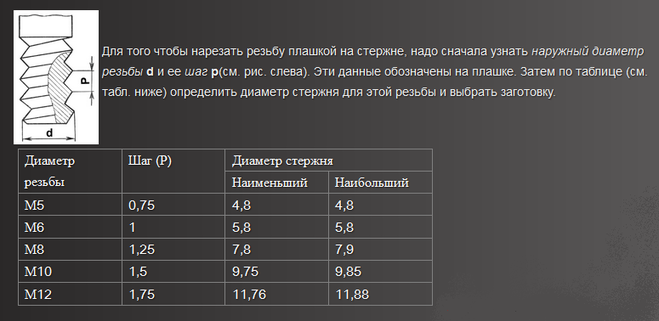
Шаг за шагом (внутренняя) Резьбовые отверстия (с помощью метчика)
- Поверните рукоятку гаечного ключа, чтобы раздвинуть губки, установите метчик с одинарной канавкой для начала.
- Используйте кернер для центрирования точки сверления.
- Просверлить отверстие меньше размера, необходимого для крана
- Нанесите на конец метчика немного смазки Rocol.
- Удерживая уровень и перпендикулярно материалу, поворачивайте гаечный ключ до тех пор, пока не будет сделан первый надрез в материале.
- После захвата материала поверните на пол-оборота в материал, а затем на четверть оборота назад на , это гарантирует, что метчик не забивается обрезками материала и образуется лучшая резьба.
- Продолжайте поворачивать, пока не пройдете весь материал и не пропустите большую часть резьбы. После того, как разрез будет сделан на всем протяжении материала, сопротивление не должно быть при повороте внутрь или наружу с помощью гаечного ключа.
- Пройдя через материал с помощью этого метчика, повторите процесс, используя метчик с 2 канавками, а затем снова с помощью метчика без канавок .
- Проверьте резьбу с помощью болта подходящего размера.

Пошаговая инструкция Наружная резьба на стержнях (с использованием матрицы)
- Установите матрицу так, чтобы информация о размерах была направлена вверх, а верхний винт вошел в паз, убедившись, что все винты ослаблены, чтобы матрица располагалась заподлицо.
- Затяните винт на держателе матрицы, чтобы матрица оставалась на месте, убедитесь, что все винты вошли в углубления матрицы.
- Нанесите немного смазки Rocol на конец стержня, на который нужно нарезать резьбу,
- Поместите стержень в тисках и затяните, используя установочный угольник, чтобы убедиться, что стержень находится под прямым углом в тисках.
- Поместите кубик на стержень и поверните его, чтобы сделать первый разрез.
- После захвата материала поверните на пол-оборота в материал, а затем на четверть оборота назад на , это гарантирует, что матрица не забивается обрезками материала и создается лучшая резьба.
- Продолжайте поворачивать до тех пор, пока не будет достигнута глубина резьбы, сопротивление должно отсутствовать после того, как надрез будет ровным и прилегающим к стержню.
- Проверьте резьбу с помощью гайки подходящего размера.

Скачать версию для печати (PDF) – Руководство по нарезанию резьбы
Добавление данных резьбы
Данные для других типов резьбы приведены ниже:
Следующие источники данных взяты с сайта www. alanstepney.info, работа которого сейчас прекращена:
alanstepney.info, работа которого сейчас прекращена:
Ссылка на внешний сайт с подробной информацией о резьбе NPT.
RLR20, 23 марта 2016 г.
Справочное руководство по сверлам и метчикам от PartsBadger
У вас есть вопросы по поводу резьбовых отверстий с вашей стороны? Вы не одиноки, к счастью, это руководство должно ответить на все ваши вопросы о том, как добавить резьбовые отверстия к вашей детали.
В чем разница между сверлением и нарезанием резьбы?
Сверление и нарезание резьбы – это два разных действия. Сверление – это создание гладкого отверстия в материале с помощью дрели и мотора.Постукивание – это действие, которое создает резьбу в боковой части отверстия.
Доступны различные метчики, подходящие практически к любому доступному типу винтов, включая метрические и стандартные размеры. Информация, необходимая для выбора сверла, включает количество резьбы, диаметр, шаг резьбы и крупную / мелкую резьбу.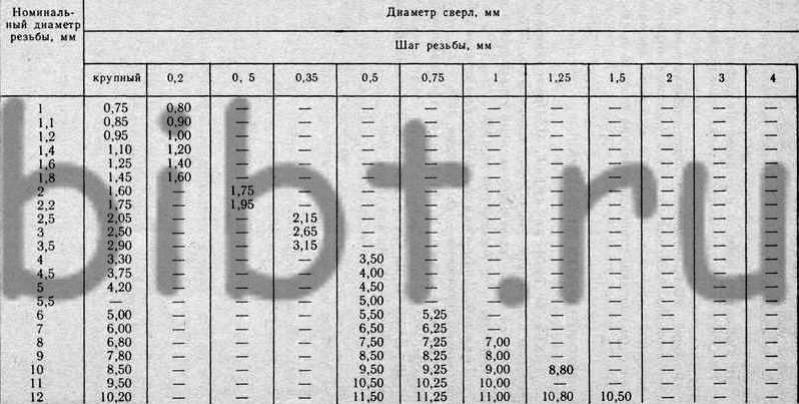
Передовой опыт
Использование направляющих для метчика
Направляющие, расположенные вместе с кранами, имеют решающее значение для создания прямого и удобного смесителя. При нарезании резьбы на станке, таком как фрезерный или токарный, метчик автоматически центрируется и становится прямым.Будьте осторожны при выравнивании метчиков вручную, поскольку человеческий глаз не так точен, как точная направляющая для метчиков под углом 90 градусов.
Использование масла
Нефть необходима при бурении и нарезке резьбы. Он предотвращает перегрев, помогает очистить стружку от битов, способствует резанию и предотвращает визг битов.
Центровочные сверла
Для создания просверленного и резьбового отверстия сначала необходимо использовать центровочное сверло. Это дает более крупным сверлам центр для выравнивания, поскольку большинство сверл не центрируются идеально при установке в сверлильный патрон.Это гарантирует, что более крупные сверла будут сверлить именно в нужном месте и не пройдут по детали.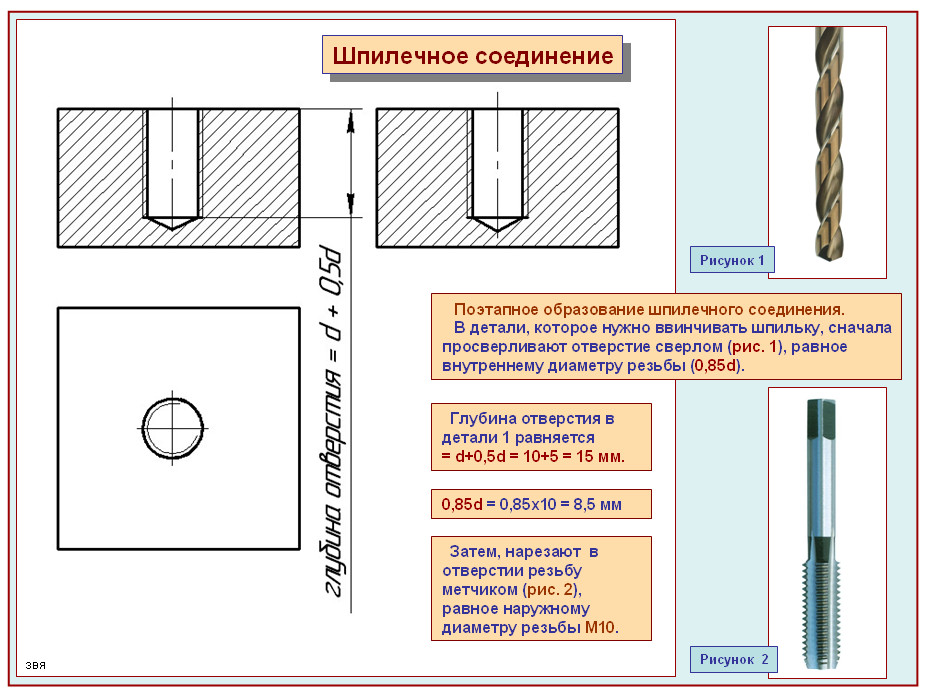
Клевка
Во время сверления или нарезания резьбы клевки помогают предотвратить перегрев и поломку коронок. Расклевывание – это процесс просверливания детали, затем откатывания, чтобы удалить стружку и дать детали остыть. Обычная практика – повернуть используемую ручку примерно на полный оборот, а затем на пол-оборота назад. Каждый раз, когда бит / метчик вынимается, следует удалять как можно больше стружки и добавлять масло на поверхность и в метчик.
Усилие
Будьте осторожны, чтобы не прикладывать слишком большое усилие, направленное вниз. Используйте вращательное усилие и метод заклевывания метчика, чтобы предотвратить поломку метчика.
Практические правила
Что касается соотношения метчика и основного диаметра резьбы, для стандартной резьбы V (резьба ISO V и резьба UTS V) существует несколько практических правил с сильной предсказательной силой:
- Хорошее сверло для метчика составляет 85%, (± 2 п. п.) основного диаметра для крупной резьбы и
- Хорошее сверло для метчика составляет 90% (± 2 п.п.) большого диаметра для мелкой резьбы.
- Для метрической V-образной резьбы концепция основного минус шага (т.е. наибольший или самый широкий диаметр предполагаемого винта в миллиметрах минус шаг резьбы этого винта в миллиметрах на резьбу) дает хороший метчик диаметр сверла.
- Метод большой минус шаг также работает для дюймовой резьбы, но сначала необходимо рассчитать шаг, переведя долю резьбы на дюйм (TPI) в десятичную дробь. Например, винт с шагом 1/20 дюйма (20 витков на дюйм) имеет шаг 0.050 дюймов и шаг 1⁄13 дюйма (13 ниток на дюйм) имеют шаг 0,077 дюйма. Ваш результат будет соответствовать только около размера сверла для метчика (не непосредственно на одном).
- Для обоих этих практических правил (85% / 90% и основной минус шаг) полученный размер сверла для метчика не обязательно совпадает с возможным размером – только , но он подходит для общего использования.
- Правила 85% и 90% лучше всего работают в диапазоне 1⁄4–1 дюйма (6,4–25,4 мм), которые являются наиболее важными во многих цехах. Некоторые размеры вне этого диапазона имеют другое соотношение.
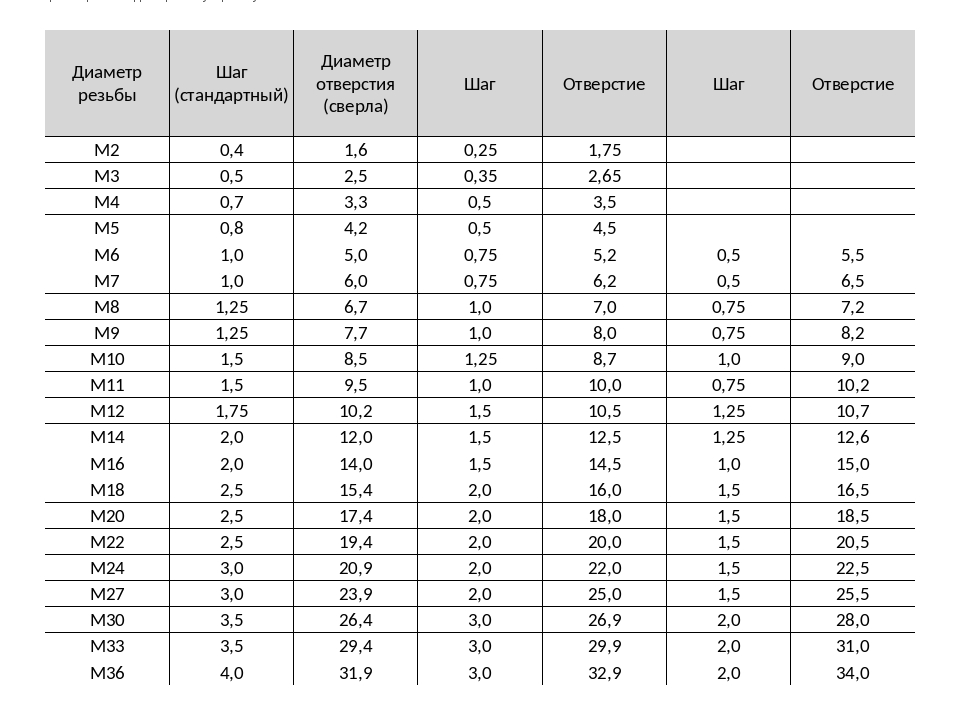 п.) основного диаметра для крупной резьбы и
п.) основного диаметра для крупной резьбы и
Методы нарезания резьбы
- вручную
- Использование мельницы
- Использование токарного станка
Как добавить резьбу к 3D-детали?
Короткий ответ: вам не обязательно. В большинстве приложений 3D CAD добавление резьбы – это трудоемкая задача, которая не требуется для добавления 3D метчиков к вашей детали. Если вы хотите добавить резьбу в определенные отверстия на вашей детали, просто выполните следующие шаги
- Убедитесь, что отверстия соответствуют размеру направляющего сверла, необходимого для метчика.
- Укажите в примечаниях к заказу или справочном документе, какие отверстия нарезаны, а также тип и шаг резьбы.
- Добавьте примечания, если требуется нестандартная глубина резьбы.
Можно ли сделать мою деталь с нестандартной резьбой?
Обычно, но это зависит от диаметра. Резьбовые отверстия могут быть выполнены с помощью традиционного метчика, который представляет собой инструмент, предназначенный для стандартного размера резьбы, или резьбонарезного станка, который представляет собой небольшой диск, который нарезает резьбу посредством движения XYZ ЧПУ. Диаметр нитеобрезателя ограничен диаметром более 1/2 дюйма.Пользовательские нитки можно сделать с помощью нитеобрезателя, но за это может потребоваться дополнительная плата.
Резьбовые отверстия могут быть выполнены с помощью традиционного метчика, который представляет собой инструмент, предназначенный для стандартного размера резьбы, или резьбонарезного станка, который представляет собой небольшой диск, который нарезает резьбу посредством движения XYZ ЧПУ. Диаметр нитеобрезателя ограничен диаметром более 1/2 дюйма.Пользовательские нитки можно сделать с помощью нитеобрезателя, но за это может потребоваться дополнительная плата.
Какого размера сделать пилотное отверстие?
Ниже мы добавили простую таблицу для наиболее распространенных стандартных и метрических размеров смесителей.
Склад болтов – таблица метрических метчиков и сверл
| Метчик | Метрическое сверло | Дрель США | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 3 мм x 0.5 | 2,5 мм | – | ||||||||
| 4 мм x 0,7 | 3,4 мм | – | ||||||||
| 5 мм x 0,8 | 4,3 мм | – | ||||||||
| 6 мм x 1,0 | 5,2 мм | – | ||||||||
7 мм x 1. 0 0 | 6,1 мм | 15/64 “ | ||||||||
| 8 мм x 1,25 | 6,9 мм | 17/64 “ | ||||||||
| 8 мм x 1,0 | 7,1 мм | – | ||||||||
| 10 мм x 1,5 | 8,7 мм | – | ||||||||
| 10 мм x 1.25 | 8,9 мм | 11/32 “ | ||||||||
| 10 мм x 1,0 | 9,1 мм | – | ||||||||
| 12 мм x 1,75 | 10,5 мм | – | ||||||||
| 12 мм x 1,5 | 10,7 мм | 27/64 “ | ||||||||
| 14 мм x 2.0 | 12,2 мм | – | ||||||||
| 14 мм x 1,5 | 12,7 мм | – | ||||||||
| 16 мм x 2,0 | 14,2 мм | 35/64 “ | ||||||||
| 16 мм x 1,5 | 14,7 мм | – | ||||||||
Размер сверла рассчитан на глубину резьбы 75%. / как [YWF> r Jk Չ ‘% uH.c ᓟ, p]} 9xE2_
конечный поток
endobj
11 0 объект
> / XObject >>> / Annots [8 0 R 9 0 R] / Parent 5 0 R / MediaBox [0 0 612 792] >>
endobj
13 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >>
endobj
14 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >>
endobj
15 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >>
endobj
16 0 объект
> поток
x10Ew⏰i: @ VDI% D ڥ i # 3 ‘얖 tk
֎ BA) `v-YlWEL & = Sj \ FqyHU] CUox5 |] wa5Y۳Bȥ
) 0su & HI / KT sk0N8> H
конечный поток
endobj
17 0 объект
> / XObject >>> / Аннотации [13 0 R 14 0 R 15 0 R] / Родительский 5 0 R / MediaBox [0 0 612 792] >>
endobj
19 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3.RͶ} ERX9 ~ s [d-Ka ܻ ~ ° laYkh
~ P Ջ D) \> RR’A K;> = N˶8 HGoFoFo
конечный поток
endobj
24 0 объект
> / XObject >>> / Аннотации [19 0 R 20 0 R 21 0 R 22 0 R] / Родитель 5 0 R / MediaBox [0 0 612 792] >>
endobj
26 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >>
endobj
27 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >>
endobj
28 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >>
endobj
29 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3. / как [YWF> r Jk Չ ‘% uH.c ᓟ, p]} 9xE2_
конечный поток
endobj
11 0 объект
> / XObject >>> / Annots [8 0 R 9 0 R] / Parent 5 0 R / MediaBox [0 0 612 792] >>
endobj
13 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >>
endobj
14 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >>
endobj
15 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >>
endobj
16 0 объект
> поток
x10Ew⏰i: @ VDI% D ڥ i # 3 ‘얖 tk
֎ BA) `v-YlWEL & = Sj \ FqyHU] CUox5 |] wa5Y۳Bȥ
) 0su & HI / KT sk0N8> H
конечный поток
endobj
17 0 объект
> / XObject >>> / Аннотации [13 0 R 14 0 R 15 0 R] / Родительский 5 0 R / MediaBox [0 0 612 792] >>
endobj
19 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3.RͶ} ERX9 ~ s [d-Ka ܻ ~ ° laYkh
~ P Ջ D) \> RR’A K;> = N˶8 HGoFoFo
конечный поток
endobj
24 0 объект
> / XObject >>> / Аннотации [19 0 R 20 0 R 21 0 R 22 0 R] / Родитель 5 0 R / MediaBox [0 0 612 792] >>
endobj
26 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >>
endobj
27 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >>
endobj
28 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >>
endobj
29 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3.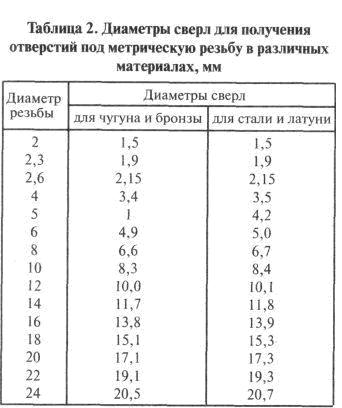 NLLL˛547
конечный поток
endobj
32 0 объект
> / XObject >>> / Аннотации [26 0 R 27 0 R 28 0 R 29 0 R 30 0 R] / Родитель 5 0 R / MediaBox [0 0 612 792] >>
endobj
34 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >>
endobj
35 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >>
endobj
36 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >>
endobj
37 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3.34 103.45 10,74] >>
endobj
38 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >>
endobj
39 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >>
endobj
40 0 объект
> поток
x 퐻 0Ew a I $ 0x @ VDi% D ڥ S ~% k ߖ3- P09ˈ-9b! @LJ {jSp @__ Fo-c cuPw1 {7OV: SJfVZ
-tR ~ NLLL˛547
конечный поток
endobj
32 0 объект
> / XObject >>> / Аннотации [26 0 R 27 0 R 28 0 R 29 0 R 30 0 R] / Родитель 5 0 R / MediaBox [0 0 612 792] >>
endobj
34 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >>
endobj
35 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >>
endobj
36 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >>
endobj
37 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3.34 103.45 10,74] >>
endobj
38 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >>
endobj
39 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >>
endobj
40 0 объект
> поток
x 퐻 0Ew a I $ 0x @ VDi% D ڥ S ~% k ߖ3- P09ˈ-9b! @LJ {jSp @__ Fo-c cuPw1 {7OV: SJfVZ
-tR ~ R͋ |
N% 6 s {0p] {qA | fo7 ٛ M> sB
конечный поток
endobj
41 0 объект
> / XObject >>> / Аннотации [34 0 R 35 0 R 36 0 R 37 0 R 38 0 R 39 0 R] / Родительский 5 0 R / MediaBox [0 0 612 792] >>
endobj
43 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3. Размер отверстия для нарезания резьбы Предпочтительные измерения
Метрическая Выберите M1. Полный поток% 5055606570758085 | 00 Данные для расчета||||||||||
 34 103,45 10,74] >>
endobj
44 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >>
endobj
45 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >>
endobj
46 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >>
endobj
47 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >>
endobj
48 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >>
endobj
49 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3.34 103,45 10,74] >>
endobj
50 0 объект
> поток
x 퐻 0Ew a I40x̅JK | Cb): – pmBArcv-% Yc # OFjcp8O_WFE54Y ~ R + n0 & [ͬ, 49r) r + B) »0su & II-K
34 103,45 10,74] >>
endobj
44 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >>
endobj
45 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >>
endobj
46 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >>
endobj
47 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >>
endobj
48 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >>
endobj
49 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3.34 103,45 10,74] >>
endobj
50 0 объект
> поток
x 퐻 0Ew a I40x̅JK | Cb): – pmBArcv-% Yc # OFjcp8O_WFE54Y ~ R + n0 & [ͬ, 49r) r + B) »0su & II-K 0x0.2M1.1×0.2M1.2×0.2M1.4×0.2M1.6×0.2M1.8×0.2M2x0.25M2.2×0.25M2.5×0.35M3x0.35M3.5×0.35M4x0.5M4.5×0.5M5x0.5M6x0. 75M7x0.75M8x0.75M8x1M9x0.75M9x1M10x0.75M10x1M10x1.25M11x0.75M11x1M12x1M12x1.25M12x1.5M14x1M14x1.25M14x1.5M15x1M15x1.5M16x1M16x1.5M17x1M17x1.5M18x1M18x1.5M18x2M20x1M20x1.5M20x2M22x1M22x1.5M22x2M24x1M24x1.5M24x2M25x1M25x1.5M25x2M27x1M27x1.5M27x2M28x1M28x1.5M28x2M30x1M30x1.5M30x2M30x3M32x1.5M32x2M33x1.5M33x2M33x3M35x1.5M35x2M36x1.5M36x2M36x3M39x1.5M39x2M39x3M40x1.5M40x2M40x3M42x1.5M42x2M42x3M42x4M45x1. 5M45x2M45x3M45x4M48x1.5M48x2M48x3M48x4M50x1.5M50x2M52x1.5M52x2M52x3M52x4M55x1.5M55x2M55x3M55x4M56x1.5M56x2M56x3M56x4M58x1.5M58x2M58x1x4M58x2M58x1x4M.5M60x2M60x3M60x4M62x1.5M62x2M62x3M62x4M64x1.5M64x2M64x3M64x4M65x1.5M65x2M65x3M65x4M68x1.5M68x2M68x3M68x4SelectM 1M 1,2M 1,4M 1,6M 1,8M 2M 2M 3M 3M 3,5M 6M 4M 4M 4M 4M 4M 4M 4M 4M 4M 4M 4M 4M 4M 4M 4M 4M 4M 4M 4M 4M 4M 4M 4M 4M 5M 64M 68 Выберите # 1-64 UNC # 2-56 UNC # 3-48 UNC # 4-40 UNC # 5-40 UNC # 6-32 UNC # 8-32 UNC # 10-24 UNC # 12-24 UNC1 / 4- 20 UNC5 / 16-18 UNC3 / 8-16 UNC7 / 16-14 UNC1 / 2-13 UNC9 / 16-12 UNC5 / 8-11 UNC3 / 4-10 UNC7 / 8-9 UNC1-8 UNC1 1 / 8-7 UNC1 1 / 4-7 UNC1 3 / 8-6 UNC1 1 / 2-6 UNC1 3 / 4-5 UNC2-4 1/2 UNC2 1 / 4-4 1/2 UNC2 1 / 2-4 UNC2 3 / 4- 4 UNC3-4 UNC3 1 / 4-4 UNC3 1 / 2-4 UNC3 3 / 4-4 UNC4-4 UNC Выберите # 0-80 UNF # 1-72 UNF # 2-64 UNF # 3-56 UNF # 4-48 UNF # 5-44 UNF # 6-40 UNF # 8-36 UNF # 10-32 UNF # 12-28 UNF1 / 4-28 UNF5 / 16-24 UNF3 / 8-24 UNF7 / 16-20 UNF1 / 2-20 UNF9 / 16-18 UNF5 / 8-18 UNF3 / 4-16 UNF7 / 8-14 UNF1-12 UNF1 1 / 8-12 UNF1 1 / 4-12 UNF1 3 / 8-12 UNF1 1 / 2-12 UNF Выберите # 12 -32 UNEF1 / 4-32 UNEF5 / 16-32 UNEF3 / 8-32 UNEF7 / 16-28 UNEF1 / 2-28 UNEF9 / 16-24 UNEF5 / 8-24 UNEF11 / 16-24 UNEF3 / 4-20 UNEF13 / 16 -20 UNEF7 / 8-20 UNEF15 / 16-20 UNEF1-2 0 UNEF1 1 / 16-18 UNEF1 1 / 8-18 UNEF1 1 / 4-18 UNEF1 5 / 16-18 UNEF1 3 / 8-18 UNEF1 7 / 16-18 UNEF1 1 / 2-18 UNEF1 9 / 16-18 UNEF1 5 / 8-18 UNEF1 11 / 16-18 UNEFSelect1 / 16 BSW3 / 32 BSW1 / 8 BSW5 / 32 BSW3 / 16 BSW7 / 32 BSW1 / 4 BSW5 / 16 BSW3 / 8 BSW7 / 16 BSW1 / 2 BSW5 / 8 BSW3 / 4 BSW7 / 8 BSW1 BSW1-1 / 8 BSW1-1 / 4 BSW1-3 / 8 BSW1-1 / 2 BSW1-5 / 8 BSW1-3 / 4 BSW1-7 / 8 BSW2 BSW2-1 / 4 BSW2-1 / 2 BSW2-3 / 4 BSW3 BSW3-1 / 4 BSW3-1 / 2 BSW3-3 / 4 BSW4 BSW4-1 / 4 BSW4-1 / 2 BSW4-3 / 4 BSW5 BSW5-1 / 4 BSW5-1 / 2 BSW5- 3/4 BSW6 BSWSelect3 / 16 BSF7 / 32 BSF1 / 4 BSF9 / 32 BSF5 / 16 BSF3 / 8 BSF7 / 16 BSF1 / 2 BSF9 / 16 BSF5 / 8 BSF11 / 16 BSF3 / 4 BSF13 / 16 BSF7 / 8 BSF1 BSF1-1 / 8 BSF1-1 / 4 BSF1-3 / 8 BSF1-1 / 2 BSF1-5 / 8 BSF1-3 / 4 BSF2 BSF2-1 / 4 BSF2-1 / 2 BSF2-3 / 4 BSF3 BSF3-1 / 4 BSF3 -1/2 BSF3-3 / 4 BSF4 BSF4-1 / 4 BSF
0x0.2M1.1×0.2M1.2×0.2M1.4×0.2M1.6×0.2M1.8×0.2M2x0.25M2.2×0.25M2.5×0.35M3x0.35M3.5×0.35M4x0.5M4.5×0.5M5x0.5M6x0. 75M7x0.75M8x0.75M8x1M9x0.75M9x1M10x0.75M10x1M10x1.25M11x0.75M11x1M12x1M12x1.25M12x1.5M14x1M14x1.25M14x1.5M15x1M15x1.5M16x1M16x1.5M17x1M17x1.5M18x1M18x1.5M18x2M20x1M20x1.5M20x2M22x1M22x1.5M22x2M24x1M24x1.5M24x2M25x1M25x1.5M25x2M27x1M27x1.5M27x2M28x1M28x1.5M28x2M30x1M30x1.5M30x2M30x3M32x1.5M32x2M33x1.5M33x2M33x3M35x1.5M35x2M36x1.5M36x2M36x3M39x1.5M39x2M39x3M40x1.5M40x2M40x3M42x1.5M42x2M42x3M42x4M45x1. 5M45x2M45x3M45x4M48x1.5M48x2M48x3M48x4M50x1.5M50x2M52x1.5M52x2M52x3M52x4M55x1.5M55x2M55x3M55x4M56x1.5M56x2M56x3M56x4M58x1.5M58x2M58x1x4M58x2M58x1x4M.5M60x2M60x3M60x4M62x1.5M62x2M62x3M62x4M64x1.5M64x2M64x3M64x4M65x1.5M65x2M65x3M65x4M68x1.5M68x2M68x3M68x4SelectM 1M 1,2M 1,4M 1,6M 1,8M 2M 2M 3M 3M 3,5M 6M 4M 4M 4M 4M 4M 4M 4M 4M 4M 4M 4M 4M 4M 4M 4M 4M 4M 4M 4M 4M 4M 4M 4M 4M 5M 64M 68 Выберите # 1-64 UNC # 2-56 UNC # 3-48 UNC # 4-40 UNC # 5-40 UNC # 6-32 UNC # 8-32 UNC # 10-24 UNC # 12-24 UNC1 / 4- 20 UNC5 / 16-18 UNC3 / 8-16 UNC7 / 16-14 UNC1 / 2-13 UNC9 / 16-12 UNC5 / 8-11 UNC3 / 4-10 UNC7 / 8-9 UNC1-8 UNC1 1 / 8-7 UNC1 1 / 4-7 UNC1 3 / 8-6 UNC1 1 / 2-6 UNC1 3 / 4-5 UNC2-4 1/2 UNC2 1 / 4-4 1/2 UNC2 1 / 2-4 UNC2 3 / 4- 4 UNC3-4 UNC3 1 / 4-4 UNC3 1 / 2-4 UNC3 3 / 4-4 UNC4-4 UNC Выберите # 0-80 UNF # 1-72 UNF # 2-64 UNF # 3-56 UNF # 4-48 UNF # 5-44 UNF # 6-40 UNF # 8-36 UNF # 10-32 UNF # 12-28 UNF1 / 4-28 UNF5 / 16-24 UNF3 / 8-24 UNF7 / 16-20 UNF1 / 2-20 UNF9 / 16-18 UNF5 / 8-18 UNF3 / 4-16 UNF7 / 8-14 UNF1-12 UNF1 1 / 8-12 UNF1 1 / 4-12 UNF1 3 / 8-12 UNF1 1 / 2-12 UNF Выберите # 12 -32 UNEF1 / 4-32 UNEF5 / 16-32 UNEF3 / 8-32 UNEF7 / 16-28 UNEF1 / 2-28 UNEF9 / 16-24 UNEF5 / 8-24 UNEF11 / 16-24 UNEF3 / 4-20 UNEF13 / 16 -20 UNEF7 / 8-20 UNEF15 / 16-20 UNEF1-2 0 UNEF1 1 / 16-18 UNEF1 1 / 8-18 UNEF1 1 / 4-18 UNEF1 5 / 16-18 UNEF1 3 / 8-18 UNEF1 7 / 16-18 UNEF1 1 / 2-18 UNEF1 9 / 16-18 UNEF1 5 / 8-18 UNEF1 11 / 16-18 UNEFSelect1 / 16 BSW3 / 32 BSW1 / 8 BSW5 / 32 BSW3 / 16 BSW7 / 32 BSW1 / 4 BSW5 / 16 BSW3 / 8 BSW7 / 16 BSW1 / 2 BSW5 / 8 BSW3 / 4 BSW7 / 8 BSW1 BSW1-1 / 8 BSW1-1 / 4 BSW1-3 / 8 BSW1-1 / 2 BSW1-5 / 8 BSW1-3 / 4 BSW1-7 / 8 BSW2 BSW2-1 / 4 BSW2-1 / 2 BSW2-3 / 4 BSW3 BSW3-1 / 4 BSW3-1 / 2 BSW3-3 / 4 BSW4 BSW4-1 / 4 BSW4-1 / 2 BSW4-3 / 4 BSW5 BSW5-1 / 4 BSW5-1 / 2 BSW5- 3/4 BSW6 BSWSelect3 / 16 BSF7 / 32 BSF1 / 4 BSF9 / 32 BSF5 / 16 BSF3 / 8 BSF7 / 16 BSF1 / 2 BSF9 / 16 BSF5 / 8 BSF11 / 16 BSF3 / 4 BSF13 / 16 BSF7 / 8 BSF1 BSF1-1 / 8 BSF1-1 / 4 BSF1-3 / 8 BSF1-1 / 2 BSF1-5 / 8 BSF1-3 / 4 BSF2 BSF2-1 / 4 BSF2-1 / 2 BSF2-3 / 4 BSF3 BSF3-1 / 4 BSF3 -1/2 BSF3-3 / 4 BSF4 BSF4-1 / 4 BSF| Метрическая грубая | |
Номинальный диаметр | мм в |
Шаг резьбы P | мм в |
Число ниток на дюйм |
D = мм в
Калькулятор размеров сверл для метчиков
Глоссарий- TDS : (Размер сверла для метчика)
- Размер отверстия, которое необходимо просверлить перед нарезанием резьбы.
- Imperial UN : (Форма унифицированной национальной резьбы Imperial)
- Стандарт, описывающий форму внутренней или внешней резьбы с использованием дюймовых размеров. Выполнение резьбы, соответствующей этим спецификациям, гарантирует, что она будет работать с резьбовыми отверстиями или валами других производителей, которые следуют этим спецификациям. общие спецификации.
- Метрическая система ООН : (Американская метрическая унифицированная национальная резьба)
- Стандарт, описывающий форму внутренней или внешней резьбы с использованием метрические миллиметровые размеры.Выполнение резьбы, соответствующей этим спецификациям, гарантирует, что она будет работать с резьбовыми отверстиями или валами других производителей, которые следуют этим спецификациям. общие спецификации.
- ПРИМЕЧАНИЕ : Американский стандарт метрической резьбы ООН совместим с международным стандартом ISO. стандарт резьбы.
- Наружный диаметр :
- Это наибольший диаметр винтовой части резьбы.Наибольший внешний диаметр винта или наибольший внутренний диаметр резьбового отверстия.
- ПРИМЕЧАНИЕ : Размер шестигранника болта или гайки не имеет значения при определении размера резьбы.
- TPI : (число ниток на дюйм)
- Число витков резьбы или «V» на длине одного дюйма, которое, в свою очередь, определяет размер «V» формы спиральной части резьбы.
- ПРИМЕЧАНИЕ : Если длина резьбовой части винта или резьбового отверстия меньше или больше одного дюйма, размер V-образной формы по-прежнему определяется числом резьбы, которое может уместить вдоль одной длина в дюймах.
- Шаг : (Расстояние между каждой резьбой, или “V”)
- Расстояние, на которое винт или гайка будут увеличиваться каждые 360 °.
- ПРИМЕЧАНИЕ : Большинство основных размеров имеют грубую и мелкую резьбу.
- Метчик :
- Инструмент, который делает спиральную часть резьбового отверстия резанием материала по мере его движения вдоль предварительно просверленного отверстия. Метчики обычно имеют острые «канавки», чем-то напоминающие спирали сверла, где стружка может накапливаться и выбрасываться из отверстия
- ПРИМЕЧАНИЕ : Метчики поставляются в комплектах по 3 шт .; Стартовый кран, средний кран и нижний кран.Их следует использовать именно в этом порядке при нарезании непробиваемых отверстий.
- Метчик для формования : (Метчик для холодной штамповки)
- Инструмент, который создает спиральную часть резьбового отверстия путем формирования или деформации материала при его движении вдоль предварительно просверленного отверстия. Эти метчики не имеют «канавок» и обычно имеют овальную или не совсем круглую форму.
- ПРИМЕЧАНИЕ : Размер сверла для метчика отверстия, которое будет нарезаться холодной резьбой, обычно больше, чем у аналога для метчика.
- Процент потоков : (77% потоков – это то, что вы хотите использовать)
- 100% резьба – это 3/4 qtr , или (6/8 th ) полного треугольника 60 °, что является максимально допустимой высотой полной резьбы V-образной формы, включая лыски. В спецификации ООН указано, что общая высота резьбы должна составлять 5/8 – от этой максимальной высоты. От 75% до 80% резьбы примерно соответствует 5/8 th этой максимальной высоты.
- ПРИМЕЧАНИЕ : Если нарезание резьбы затруднительно для обработки материалов или при использовании небольших метчиков, используйте более низкий процент резьбы, например от 60% до 70%.

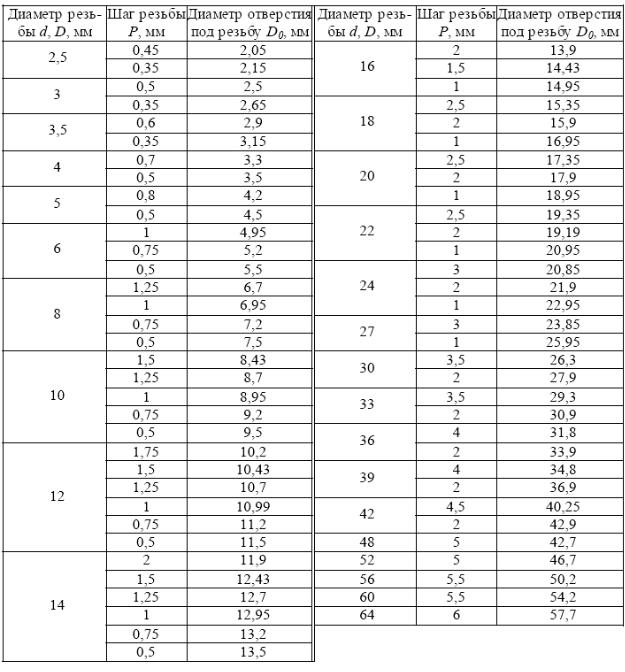 стандарт резьбы.
стандарт резьбы.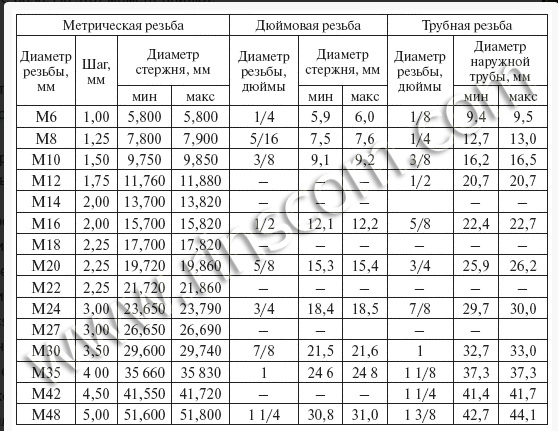
Обновлено: 19 декабря 2019 г.