марки, выбор диаметра и силы тока
Процесс сварки довольно небезопасный, поэтому важно пользоваться качественным и проверенным оборудованием. Сварочный инвертор — современный и, возможно, один из лучших типов сварочных аппаратов. Простота работы с ними является одним из главных плюсов бытовых инверторов, получивших обоснованную и заслуженную любовь мастеров.
- Выбор сварочного аппарата
- Классификация электродов
- Известные марки
- Определение нужного диаметра
- Выбор необходимой силы тока
Выбор сварочного аппарата
Для правильного выбора надо уметь читать принятые маркировки, именно они расскажут покупателю, какой тип работ производит данный аппарат:
- Маркировка ММА означает, что аппарат работает на электродах в режиме дуговой сварки.
- Маркировки MIG или MAG обозначает инвертор-полуавтомат, где вместо электродов используется проволока. Для режима сварки в полуавтоматическом режиме потребуется углекислый газ в баллонах.

- Маркировкой TIG у аппаратов для аргоновой сварки, применяемых в основном в условиях изготовления сложных изделия из металлов на предприятиях.
- Маркировка CUT говорит о том, что аппараты могут производить плазменную резку металла

Инверторы ММА — это отличное и практически единственное решение, когда речь идёт о выборе сварочных аппаратов для дома, дачи, небольших периодических работ.
Модели инверторов известных производителей, такие как Ресанта 190 — довольно бюджетные, надежные и несложные в использовании сварочные аппараты, легки в работе даже для новичков, позволяют быстро получать качественные швы.
Другие маркировки предполагают, что аппараты используются в более серьёзных промышленных целях.
Особенностью инверторных сварочных аппаратов является формирование переменного напряжения тока. Они используются для дуговой сварки методом плавления. Ток к сварному шву подается через металлические стержни так называемые электроды.
Классификация электродов
Выбор электродов, представленных в магазинах, очень широкий, начиная производителем и заканчивая ценами. Рассмотрим, чем они отличаются.
Рассмотрим, чем они отличаются.
Электроды делятся на:
- плавящиеся, используемые при дуговой сварке;
- неплавящиеся, подходящие для аргоновой сварки.
Различают электроды по:
- составу покрытия или обмазке;
- материалу свариваемой массы;
- диаметру.
При сварке сердечник начинает плавиться, что сопровождается горением и плавлением обмазки, которая переходит в газообразное состояние. Этот газ не допускает попадание кислорода, а расплавившаяся часть растекается по металлу, дополняя защиту.
Именно поэтому нельзя допускать появление сколов на покрытии. В процессе сварки нарушенная оболочка приведет к неоднородному прогреву, что плохо скажется на качестве шва.
Различают 4 типа обмазки:
- основной;
- кислый;
- рутиловый;
- целлюлозный.
Чаще используются электроды с покрытиями первых двух типов.
Из основных обычно выбирают УОНИ 13/55. Сварные швы получаются высокого качества, отличной ударной вязкости, пластичные и прочные. При монтаже ответственных конструкций с суровыми условиями эксплуатации это оптимальные электроды для инверторной сварки.
Сварные швы получаются высокого качества, отличной ударной вязкости, пластичные и прочные. При монтаже ответственных конструкций с суровыми условиями эксплуатации это оптимальные электроды для инверторной сварки.
Внимание! Если покрытие недостаточно сухое, стыки деталей имеют следы ржавчины, недостаточно обезжирены или есть какие-либо загрязнения, то сварной шов может получиться пористым. Работать следует только при постоянном токе, полярность должна быть обратной.
Рассмотрим второй вид обмазки электродов для инверторной сварки рутилового типа. Традиционные МР-3 производителя Ресанта применяют для соединения из низкоуглеродистой стали. Они отличаются устойчивым горением дуги, при этом ток может быть как постоянным, так и переменным. При сварке материал не разбрызгивается, а швы могут быть и горизонтальные, и вертикальные. Шлак легко отделяется. Ржавчина и грязь не являются помехой при сварке и на качество шва не влияют.
Известные марки
Какими электродами лучше всего варить инвертором? Сухими, без повреждений. Хранить их надо в сухом месте, не допуская деформации стержней, при использовании это позволит избежать прилипания электрода к металлу во время работы.
Хранить их надо в сухом месте, не допуская деформации стержней, при использовании это позволит избежать прилипания электрода к металлу во время работы.
Наибольшее распространение получили следующие марки инверторных электродов:
- МР-3, УОНИ 13/55, ОЗС-4 соединяют углеродистые низколегированные стали, используются для сварки ответственных конструкций;
- ЦЛ-11 выбирают для сварки нержавейки и высоколегированной стали;
- ОЗАНА-1 — для соединения алюминиевых марок А0, А3; а ОЗАНА-2 — для сплавов АЛ4, АЛ9, АЛ11;
- Комсомолец-100 — для приварки меди и соединения меди и стали;
- ОЗЧ -2 применяют для сплавов чугуна.
Многие инверторы работают на постоянном токе. Возможны 2 варианта подключения полярности: прямая и обратная.
При прямой полярности к плюсу инвертора присоединяют массу, к минусу держатель. Такой способ подключения увеличивает температуру металла, он рекомендован для сварки массивных деталей и в случае необходимости выделения большого количества тепла и высоких температур при процессе .
Тонкий металл и сталь высоколегированную лучше приваривать при обратной полярности, чтобы не прожечь материал.
Определение нужного диаметра
Опытные сварщики считают, что при сварке инвертором нет особой разницы между электродами. Мнение основано на личном опыте узкоспециализированных специалистов, выполняющих работы определенного вида, к примеру, сварка однотипных труб или профилей. В их работе с использованием инвертора к шву не предъявляются серьезные требований по геометрии и эстетике, поэтому можно использовать электроды диаметром до 2 мм включительно.
Толстостенные детали требуют дольше времени для проварки, поэтому электроды для их сварки нужны большего диаметра. Сварочные электроды маленького диаметра быстро сгорают, чаще ими делаются прихватки.
Для выполнения трудных работ по длинным трассам хорошо зарекомендовали себя толстые электроды, монтаж легких конструкций с незначительными по длине швами можно выполнять стержнями диаметром до 2 мм. Именно такие электроды используются, в частности, при использовании бытовых сварочных аппаратов для инверторной сварки Ресанта 190, к примеру, при монтаже каркасов ворот и калиток, изготовлении заборов из металлических труб и профлиста.
Диаметр подбирается от толщины металла заготовок, но при тонком листе металла в пределах до 1,5 мм лучше используйте полуавтоматическую или аргонодуговую сварку.
Выбор необходимой силы тока
Обычно на упаковке изделия это пишут, но, если она утеряна, можно ориентироваться следующим образом: сварочный ток выставляется от 20 А до 30 А на 1 мм диаметра электрода. Если диаметр 3 мм, величина тока будет колебаться в пределах 80−110 А
Но требует также учитывать режим укладки шва, как он укладывается, непрерывно или с отрывом. В первом случае берите при расчетах показатель 20 А, при втором 30. Кроме этой рекомендации, учитывайте следующий список критериев сварочного режима:
- Текучесть свариваемого металла.
- Скорость сварщика при прокладке шва.
- Положение электрода при сваривании, так как в потолочном положении ток уменьшают.
Оптимальный режим придет с практикой и опытом. Обращайте внимание на сварочную ванну, она показатель качества выбранного режима. Правильный шов будет равномерным, если в ванной наплыв из металла: значит, или дуга короткая, или скорость сварки была медленной. В случае когда в ванной образовалось седло, шов варился быстро, или дуга отказалась длиннее требуемой.
Правильный шов будет равномерным, если в ванной наплыв из металла: значит, или дуга короткая, или скорость сварки была медленной. В случае когда в ванной образовалось седло, шов варился быстро, или дуга отказалась длиннее требуемой.
Правильно подобранные качественные электроды позволят сварить любой металл на высоком профессиональном уровне даже начинающим владельцами недорогих бытовых инверторов.
Какие электроды лучше | Практические рекомендации
Автор: Михаил Щербаков. Рубрика: инвертор,электроды
Какие электроды лучше для инвертора? Многие новички в электросварке задаются этим вопросом и полагают, что для инверторов есть какие-то специальные электроды, которые отличаются от электродов для трансформаторных сварочных аппаратов. Или же, инверторы какими-то электродами варят лучше, чем другими. Хорошо, давайте разбираться.
Сварочные аппараты
Для сравнения возьмём 2 сварочных аппарата: инверторный и трансформаторный. Какие у них настройки, режимы и функциональные возможности?
Какие у них настройки, режимы и функциональные возможности?
Сварочный ток регулируется у обоих. У них могут быть разные диапазоны регулировок, но обычно эти дапазоны довольно большие. Т.е., по этому параметру разницы нет.
По роду тока – переменный или постоянный – есть варианты. Трансформаторные сварочники в простейшем своём варианте дают переменный ток, но есть модели с выпрямителем – такие аппараты могут давать и постоянный. Инверторы же наоборот – каждый инвертор даёт постоянный ток, но есть модели, которые дают переменный тоже.
Значит ли это, что какие-то электроды лучше подходят к какому-то определенному типу сварочников? На самом деле, на пачке с электродами указывается род тока, для которого они предназначены. Если у вашего сварочного аппарата есть режим с нужным для данных электродов родом тока, то совершенно не важно, инверторный он у вас или трансформаторный.
Далее рассмотрим полярность. При переменном токе такого параметра вообще нет, а при постоянном – обычно нужная полярность устанавливается простым подключение сварочных проводов к нужным разъёмам. Полярность также пишется на упаковке с электродами, и нужно просто правильно её установить.
Полярность также пишется на упаковке с электродами, и нужно просто правильно её установить.
Ещё инверторы отличаются набором различных функций, которых нет у трансформаторных устройств. Например, это функции «hot start», «anti-sticking», импульсный режим и прочие дополнительные возможности. Но эти функции лишь помогаюn сварщикам, особенно начинающим, но с выбором электродов это никак не связано.
Так, какие электроды лучше для инвертора?
Получается, что все электроды одинаково подходят для сварочных трансформаторов и инверторов? В общем, да!
И предвижу, что кто-то обязательно начнёт вспоминать, как у него одними и теми же электродами лучше варилось на устройстве одного типа и хуже на аппарате другого типа. В чём же дело?
А дело в том, что всё зависит от конкретного сварочника! Не от типа и его конструкции, а от конкретной модели. Бывали случаи, когда модели, рядом стоявшие на конвейере, варят по-разному. Не сильно, но всё же по-разному. Это происходит потому, что у всех комплектующих характеристики не абсолютно те, которые заявлены, а с некоторым разбросом. Например, резистор, на котором указано сопротивление 100 Ом, по факту может быть сопротивлением 96 Ом или, например, 103 Ома. Совокупность таких деталей и узлов (а небольшой разброс параметров есть у всех деталей и микросхем) и приводит к разнице в работе устройств.
Например, резистор, на котором указано сопротивление 100 Ом, по факту может быть сопротивлением 96 Ом или, например, 103 Ома. Совокупность таких деталей и узлов (а небольшой разброс параметров есть у всех деталей и микросхем) и приводит к разнице в работе устройств.
На самом же деле, большое значение имеет не тип сварочного аппарата, а то, насколько электроды соответствую металлу, который ими варят — это один из ключевых условий выполнения качественного сварного шва. Также важны и другие условия сварки, поэтому, вопрос «какие электроды лучше для инвертора» правильней будет заменить на вопрос «какие электроды лучше в данной ситуации». И всегда помните, что на качество сварки влияет множество факторов, и улучшая каждый из них, можно добиться очень хороших результатов!
Тем не менее, если вы задаётесь таким вопросом, то скорее всего, вы начинающий сварщик и хотите узнать, какие электроды лучше для начала практики в электросварке. В таком случае, могу порекомендовать электроды типа Э46 — к ним относятся многие марки, в частности, МР-3С, ОЗС-6, ОЗС-12, АНО-21 и многие другие. Начните учиться варить электросваркой с этих марок или их аналогов.
Начните учиться варить электросваркой с этих марок или их аналогов.
Пример сварки инвертором электродами МР-3С
Понравилась статья? Тогда обязательно нажмите кнопки
Ещё по теме:
Что скрывают производители сварочных инверторов
Отзывы о сварочных инверторах
Видеокурсы:
Как варить электросваркой
Как установить сварочный ток правильно
Как выбрать маску «хамелеон»
Как настроить маску «хамелеон» правильно
Как выбрать сварочный инвертор
Электроды инверторные сварочные:
Для начинающего сварщика выбор электрода может стать проблемой: существует более двухсот марок с разными свойствами, назначением и характеристиками. При этом около 100 марок подходят для ручной электродуговой сварки инверторными аппаратами. Рассказать обо всех невозможно, да, для начала, и не нужно. Давайте просто кратко опишем основные виды и какие электроды для инверторной сварки больше всего подходят новичкам. Также поговорим о том, какой диаметр брать и какой ток выставлять для сварки металла разной толщины.
Давайте просто кратко опишем основные виды и какие электроды для инверторной сварки больше всего подходят новичкам. Также поговорим о том, какой диаметр брать и какой ток выставлять для сварки металла разной толщины.
Содержание статьи
- 1 Что такое электрод и что такое покрытие
- 1.1 Виды покрытия и их характеристики
- 2 Как выбрать электроды для инверторной сварки
- 2.1 Электроды с рутиловым покрытием МП 3
- 2.2 УОНИ 13/55 с основным покрытием
- 2.3 АНО 21
- 2.4 Электроды нержавеющие ОК 63.34
- 3 Как выбрать диаметр электрода, как его подключить и какой установить силу тока
- 3.1 Сварочный ток
- 4 Держатели для электродов
Что такое электрод и что такое покрытие для
Электрод представляет собой кусок металлической проволоки, покрытой специальным покрытием. При сварке сердечник плавится от температуры дуги. При этом покрытие горит и плавится, создавая вокруг зоны сварки защитное газовое облако — сварочную ванну. Он блокирует доступ кислорода в воздухе. В процессе горения смеси часть ее переходит в жидкое состояние и тонким слоем покрывает расплавленный металл, также защищая его от взаимодействия с кислородом. Таким образом, покрытие обеспечивает хорошее качество сварки.
Он блокирует доступ кислорода в воздухе. В процессе горения смеси часть ее переходит в жидкое состояние и тонким слоем покрывает расплавленный металл, также защищая его от взаимодействия с кислородом. Таким образом, покрытие обеспечивает хорошее качество сварки.
Сварочный электрод состоит из сердечника и защитного покрытия
Перед началом сварки любой электрод осматривают: покрытие не должно иметь сколов. В противном случае вы не добьетесь равномерного прогрева и качественного шва. Также обратите внимание на кончик электрода: толщина покрытия должна быть одинаковой со всех сторон. Тогда дуга выйдет в центре. В противном случае он будет смещен. Для опытных сварщиков это не страшно, а для новичков может создать ощутимые проблемы.
Необходимо следить за влажностью покрытия. Некоторые из них очень плохо воспламеняются при повышенной влажности (например, УОНИ). В связи с такой «капризностью» покрытия хранить их необходимо в сухом месте, обеспечив по возможности герметичную упаковку.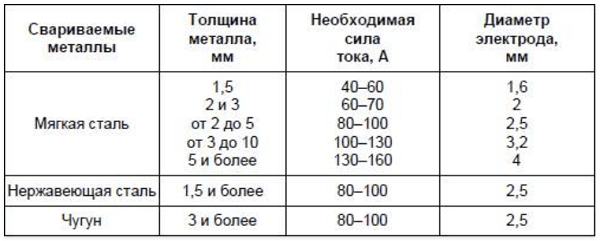 Можно положить коробку в пакет, а также положить туда несколько пакетиков соли, которые находятся в обувных коробках.
Можно положить коробку в пакет, а также положить туда несколько пакетиков соли, которые находятся в обувных коробках.
Мокрые электроды покупать не стоит: их, конечно, можно высушить, но их характеристики снизятся. Если все же так получилось, что электроды отсырели, их можно просушить в обычной бытовой духовке при низких температурах (они обычно указаны на упаковке). Второй способ – поставить на длительное время в сухое, хорошо проветриваемое помещение.
Покрытие (защитное покрытие) электродов бывает: основное, рутиловое, целлюлозное и кислотное
Виды покрытий и их характеристики
Всего существует четыре типа покрытий:
- Основные.
- Рутил.
- Кислый.
- Целлюлозный.
Основные (SSSI) и целлюлозные покрытия подходят только для сварки постоянным током. Их можно использовать на ответственных швах: они создают прочный эластичный шов, устойчивый к ударным нагрузкам.
Существует более 200 марок электродов для сварки, около 100 из них могут применяться для ручной электродуговой сварки
Два других (рутиловый и кислый) – могут работать при сварке переменным и постоянным током.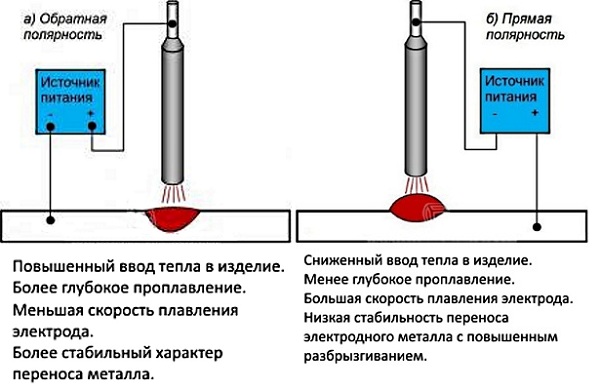
Рутиловое покрытие имеет зеленоватый или голубой оттенок, электроды легко воспламеняются. Они хорошо воспламеняются даже при низком напряжении холостого хода инвертора (для надежного воспламенения основного покрытия необходима хорошая ВАХ, как выбрать инверторный сварочный аппарат читайте здесь). При сварке рутиловыми электродами (МП-3), металл почти не брызгает, но шлака много и оторваться не просто: приходится работать молотком.
Вас может заинтересовать как сварить беседку из металлической трубы или как сделать навес на каркасе из трубы.
Как выбрать электроды для инверторной сварки
В первую очередь подбирается состав сердечника: он должен быть аналогичен типу свариваемого металла. В домашнем хозяйстве чаще всего используются конструкционные стали. Именно из такой же проволоки должны быть и электроды. Иногда все же приходится варить нержавейку.
Вы можете выполнять все работы по дому или строительству, используя всего несколько марок электродов:
- МП-3
- УОНИ 13/55
- АНО 21
- ОК 63.34
Признаны многими лучшими электродами новичков, которые работают с инверторными сварочными аппаратами: с ними проще работать, в то же время они позволяют варить качественные швы даже при отсутствии значительного опыта. Ниже приведены характеристики и общие области применения тех расходных материалов, которые многие специалисты считают хорошими электродами для инвертора. В любом случае их часто рекомендуют начинающим сварщикам для получения опыта.
Электроды с рутиловым покрытием МП 3
Попробуйте электроды АНО 21 для работы на инверторе
Работают как с переменным, так и с постоянным током любой полярности. Перед сваркой требуется термообработка: прокаливают при 120°С в течение 40 минут.
| Диаметр, мм | Нижнее положение электрода | Вертикальное положение электрода | Верхнее положение электрода |
|---|---|---|---|
| 2 | сила тока 50-90 А | сила тока 50-70 А | сила тока 70-90 А |
| 2,5 | сила тока 60-110 А | сила тока 60-90 А | сила тока 80100 А |
| 3 | сила тока 90-140 А | сила тока 80-100 А | сила тока 100-130 А |
Электроды из нержавеющей стали OK 63.34
Если вам нужно сварить нержавеющую сталь, попробуйте OK 63.34. Их также можно использовать для варки конструкционной стали. В результате получается шов с мелкой волной с плавным переходом на основную поверхность металла. Количество шлака небольшое, отбивается легко.
Этим электродом хорошо варить вертикальные швы в металле 6-8 мм, проходящие сверху вниз. Подходит для многопроходной стыковой и нахлесточной сварки. Работает от постоянного и переменного тока любой полярности, минимальное напряжение холостого хода – 60 В.
Работает от постоянного и переменного тока любой полярности, минимальное напряжение холостого хода – 60 В.
Электроды сварочные ОК 63.34
Также потребуется маска для сварки. Чтобы было легче работать, возьмите сварочную маску-хамелеон.
Как выбрать диаметр электрода, как его подключить и какой выставить силу тока
Выбор марки электродов для инвертора – это еще не все. Даже если вы определились, остается как минимум три вопроса:
- какой диаметр электрода использовать при сварке;
- какой ток ставить;
- к какому выводу “+” или “-” подключить электрод.
Все в порядке. Начнем с того, какой диаметр электрода нужен для сварки. В целом рекомендуется исходить из толщины свариваемых металлов: при малых толщинах электрод берут диаметром того же размера, что и металл. Если вы свариваете металл толщиной 3 мм, то и электроды такого же размера. Если будете варить что-то толще, соответственно берите 4 мм. Но новичкам будет сложно работать с большими электродами. Начинайте осваивать сварку с толщины металла 3-4 мм. Для этого используют электроды 3 мм, или как говорят «тройку».
Начинайте осваивать сварку с толщины металла 3-4 мм. Для этого используют электроды 3 мм, или как говорят «тройку».
Общие рекомендации по выбору диаметра электрода в зависимости от толщины металла
Относительно того, к какому выводу подключать электроды. В характеристиках на упаковке, скорее всего, указано, для какой полярности предназначен электрод. При обратном подключении к положительному выходу подключите электрод к отрицательной клемме, которая зацеплена за деталь. При прямой полярности на деталь сажают плюс, на электрод подводят минус. Как это выглядит на сварочном инверторе показано на фото.
Прямая и обратная полярность подключения сварочного инвертора
Чем отличаются эти два типа подключения? Поток электронов имеет другое направление. Как известно, электроны движутся от «минуса» к «плюсу». Поэтому при сварке получается, что больше нагревается тот элемент, который соединен с «+». Изменяя режимы подключения, можно управлять интенсивностью нагрева металла.
Рассмотрим несколько ситуаций. Например, у вас есть электрод 3 мм и металл 2 мм. Если на деталь нанести «+», может получиться прогар. Поэтому в этом случае лучше использовать обратную полярность, при которой электрод будет сильнее нагреваться. Если вы хотите сварить металл 6 мм той же тройкой, то лучше делать это на прямой полярности: так прогрев металла будет глубже, а шов прочнее.
Как выбрать инверторный сварочный аппарат читайте здесь . Возможно вас заинтересует строительство забора из профнастила.
Сварочный ток
В общем случае при установке электрода сварочный ток для инвертора устанавливается в зависимости от диаметра используемого электрода. Вообще на каждой пачке есть рекомендации, но можно и без них: на каждый миллиметр диаметра берут 20-30 Ампер тока. Получается довольно широкий диапазон, но тут еще нужно учитывать, как вы будете прокладывать шов: с разделением или без. Для сварки без отрыва устанавливают меньшие токи, с отрывом – более высокие.
Какой ток надо варить разными электродами (общие рекомендации, подбирать точно опытным путем)
Например, для электрода диаметром 3 мм расчетный ток получается от 60 А до 90 А. Реально работают в диапазоне от 30 Ампер до 140 Ампер. При сварке без отрыва устанавливают ток около 70-90 А, с отрывом 90-120 А. Эти параметры могут «гулять» в обе стороны: это зависит еще и от скорости движения острия электрода, от марка и «текучесть» свариваемой стали, от положения шва (для вертикального и горизонтального шва ставят чуть меньше, для потолочного – еще меньше).
В общем, даже рекомендованные производителем токи далеки от обязательных. Начните с них, а потом выбирайте так, чтобы вам было удобно работать и шов получился хорошим. У вас должна получиться качественная связь, а соотношение силы тока и скорости движения вы подберете опытным путем. При этом ориентируйтесь на состояние сварочной ванны. Она ваш главный показатель качества.
О том, как варить инверторной сваркой читайте здесь.
Ошибки, которые могут возникнуть при сварке
Теперь вы знаете не только как подобрать электроды для инверторной сварки, но и как их подключить, какого диаметра они нужны для этой работы, и как подобрать ток для каждого типа электрода и шов. Теперь поговорим немного об электрододержателях.
Держатели для электродов
Один из сварочных тросов имеет держатель (держатель), в который вставляется сварочный электрод. Они бывают двух типов:
- с триггерной клавишей, в них электрод автоматически зажимается при отпускании подпружиненной клавиши, освобождается при ее нажатии;
- резьбовой – рукоятка закручивается и раскручивается, освобождая или зажимая вставленный стержень электрода.
Какой из них лучше? Решать вам, но случайно нажав на кнопку, вы можете уронить электрод во время сварки. Ничего страшного при этом не происходит, но неприятно…
При выборе электрододержателя главное обращать внимание на силу тока, на которую он рассчитан. Выбирайте по максимальному параметру, который доступен для вашего сварочного аппарата.
Выбирайте по максимальному параметру, который доступен для вашего сварочного аппарата.
Как подключить кабель к сварочному электрододержателю с винтовым зажимом показано на видео.
Подключить электрододержатель для сварки несложно. Есть только один нюанс: при частой работе сварочный трос перетирается своим краем. Можно, конечно, укоротить кабель и перепаять, но не всегда хочется отрезать даже 10-20 см. Чтобы этого не произошло, найдите шланг, внутренний диаметр которого такой же или чуть меньше наружного диаметр свариваемого кабеля. Отрежьте от него небольшой кусочек – сантиметров 15 – и разрежьте вдоль. Теперь его можно надеть на трос, подтянуть и там зафиксировать.
Выбор и подготовка электродов для GTAW
Не так давно некоторые типы электродов, используемые для дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW), были немного дороже других. По словам Джошуа Спринкла, регионального менеджера по продажам Weldcraft, многие производственные цеха отказались от дорогих электродов и использовали только два из них: чистый вольфрам и торированный вольфрам.
По словам Джошуа Спринкла, регионального менеджера по продажам Weldcraft, многие производственные цеха отказались от дорогих электродов и использовали только два из них: чистый вольфрам и торированный вольфрам.
Электроды из чистого вольфрама, которые на 99,50% состоят из вольфрама, использовались для сварки алюминия; 2-процентные торированные вольфрамовые электроды, которые содержат 9Для всего остального использовалось 7,30% вольфрама и от 1,70 до 2,20% тория.
Многое изменилось за эти годы.
«Теперь цены на электроды одного типа намного более стабильны, — сказал Спринкл. «Изменилась технология сварки; производители представили блоки питания на основе инверторов, которые представляют собой разновидность блоков питания с трансформатором-выпрямителем. Наконец, у сварщиков есть новые сплавы для работы», — сказал он.
По всем этим причинам сварщики могут оптимизировать процесс сварки, выбрав и подготовив правильный электрод для своего применения.
Типы электродов
Шесть типов электродов: чистый вольфрам и пять сплавов.
- Чистый вольфрам (EWP, зеленый цвет), 99,50% вольфрама. Этот электрод хорош для сварки переменным током с традиционными трансформаторно-выпрямительными источниками питания. Он предпочтителен для алюминия и магния, потому что он удерживает постоянный шарик на конце даже при нагреве переменного тока. В нем чуть менее полупроцента дополнительных элементов и соединений, что позволяет минимизировать сварные швы.
загрязнение.
- 2 процента тория (EWTh-2, красный цвет), 97,30 процента вольфрама, от 1,70 до 2,20 процента тория. Торий увеличивает токоемкость электрода, позволяя легко заточить этот электрод до такой степени, чтобы получить лучший запуск дуги и более стабильную дугу. Это также снижает расход электрода, а это означает, что меньше шансов, что электродный материал загрязнит сварной шов.
лужа. Он подходит для сварки электродом постоянного тока с отрицательной полярностью углеродистой стали, нержавеющей стали, никеля и титана.
- 2 процента церия (EWCe-2, оранжевая маркировка), вольфрам 97,30, церий от 1,80 до 2,20 процента. Этот тип предпочтителен для сварки DCEN, во время которой он сохраняет острие. Он также хорошо подходит для сварки инверторным аппаратом переменного тока и создает на конце небольшой концентрический устойчивый шар. Он работает в 1,5-2 раза больше, чем чистый вольфрам при переменном токе.
- 1,5% лантана (EWLa-1,5, золото с цветовой маркировкой), вольфрам 97,80, лантан от 1,30 до 1,70%. Этот тип имеет многие характеристики электродов с церием и может проводить гораздо больший ток, чем электрод из чистого вольфрама того же диаметра. Хороший слаботочный запуск дуги постоянного тока делает его подходящим для тонких материалов и деликатных деталей.
- Цирконий (EWZr-1, коричневый цвет), 99,10 % вольфрама, 0,15–0,40 % циркония. Этот электрод имеет чрезвычайно стабильную дугу переменного тока, хорошо держит сферический конец и устойчив к вольфрамовым брызгам (которые загрязняют сварной шов). Токопроводящая способность не ниже, чем у торированного вольфрама. Для ДК не подходит.
- Редкоземельные элементы (EWG, серый цвет) содержат добавки оксидов редкоземельных элементов или комбинации оксидов. Добавки определяют такие характеристики, как стабильная дуга в приложениях переменного и постоянного тока, долговечность или более высокая допустимая нагрузка по току. Он идеально подходит для механизированных резаков.

 Токопроводящая способность не ниже, чем у торированного вольфрама. Для ДК не подходит.
Токопроводящая способность не ниже, чем у торированного вольфрама. Для ДК не подходит.Сделать правильный выбор — это больше, чем просто хорошая идея, это больше, чем оптимизировать процесс сварки. Неправильный выбор может привести к всевозможным проблемам, а проблемы приводят к устранению неполадок.
Выбор и подготовка электрода
Неправильный выбор электрода может привести к некачественному сварному шву.
«Правильный выбор означает лучшую согласованность», — сказал Спринкл. В противном случае сварщик рискует получить горячий пуск, а значит, потребуется больше энергии для зажигания электрода и стабилизации дуги. «Если сварной шов имеет горячий старт, он может повредить материал, вызвав прожоги и привести к несоответствию по всему сварному шву». Спринкл привел типичный сценарий, GTAW постоянного тока с низким током и дуговым стартом при 10
ампер Использование обычного электрода приведет к горячему пуску. По его словам, лантанаты — лучший выбор в этой ситуации.
«Если сварной шов имеет горячий старт, он может повредить материал, вызвав прожоги и привести к несоответствию по всему сварному шву». Спринкл привел типичный сценарий, GTAW постоянного тока с низким током и дуговым стартом при 10
ампер Использование обычного электрода приведет к горячему пуску. По его словам, лантанаты — лучший выбор в этой ситуации.
«Сварщик, работающий с повседневными материалами, может не заметить проблемы с горячим пуском, но кто-то, кто соединяет материалы для аэрокосмической отрасли, заметит», — сказал он, имея в виду титан и сплав INCONEL®, материалы настолько дорогие, что цена на них высока. продается фунтами, а не тоннами.
Рисунок 1: Вольфрамовая шлифовальная машина обеспечивает заданные углы заточки и может работать с вольфрамовыми электродами нескольких диаметров — оба эти фактора обеспечивают постоянную подготовку и производительность.
«Вы не хотите выбрасывать деталь за 40 000 долларов, потому что выбрали не тот электрод», — сказал он.
Блок питания также является важным фактором.
«Два типа — трансформатор-выпрямитель и инвертор», — сказал он. «Инверторный тип — это высокотехнологичное оборудование. Принципиальные различия заключаются в том, что они подают ток по-разному.
«Чистый вольфрам плохо подходит для инверторного источника питания, потому что он имеет тенденцию к слипанию», — сказал Спринкл. «К сожалению, запуск дуги с электродом в виде шарика требует много энергии и требует специальных настроек — если вы вообще можете его запустить. Вместо этого инверторы оптимизированы для запуска с коническим электродом. Церий и лантанат — два лучших варианта, потому что они удерживать конус и препятствовать образованию большого шара при сварке переменным током».
Загрязнение сварных швов является еще одной критической областью. Чистый вольфрам часто предпочтительнее для инверторной сварки переменным током, потому что он создает плотный шар, уменьшая вероятность расплавления примесей и загрязнения сварного шва. И наоборот, торированного вольфрама следует избегать, потому что он имеет тенденцию образовывать узелки вокруг электрода, которые могут расплавиться, загрязняя сварные швы. Церий или лантан – лучший выбор для этого.
типа сварки, сказал Спринкл.
И наоборот, торированного вольфрама следует избегать, потому что он имеет тенденцию образовывать узелки вокруг электрода, которые могут расплавиться, загрязняя сварные швы. Церий или лантан – лучший выбор для этого.
типа сварки, сказал Спринкл.
После разработки подходящего типа электрода следующим шагом является подготовка вольфрама.
«Диаметр вольфрама и желаемый размер дуги определяют правильный угол заточки», — сказал Спринкл. Он отметил, что ручная заточка электрода на обычном настольном шлифовальном станке не дает хороших результатов. «Никто не может постоянно держать электрод под правильным углом».
Еще одна проблема ручной заточки — неправильное направление заточки. Шлифовальное действие должно проходить параллельно длине электрода; шлифовка перпендикулярно его длине – большая проблема.
«Это может привести к бороздкам или канавкам по окружности, и дуга может следовать за этими бороздками, — сказал Спринкл, — вызывая блуждание дуги и приводя к нестабильной дуге или увеличивая шансы расплавления наконечника в сварной шов.