Диаметр электрода от толщины металла (листа или детали), сила тока сварки от диаметра электрода. Режимы – выбор режима ручной дуговой сварки. Траектории движения электрода. Схема, скорость сварки, влияние наклона электрода, силы сварочного тока , кромок, положение сварочной ванны.
Таблица 1. Примерное соотношение диаметра электрода и толщины свариваемых деталей
Выбор режима дуговой сварки
Таблица 2. Режим сварки стыковых соединений без скоса кромок
Примечание: максимальное значение тока должно уточняться по паспорту электродов. Таблица 3. Режимы сварки стыковых соединений со скосом кромок
Примечание: значение величины тока уточняется по паспортным данным электрода. Особенно ярко выражено магнитное дутье при сварке на источнике постоянного тока. Магнитное дутье ухудшает стабилизацию горения дуги и затрудняет процесс сварки. Для уменьшения влияния магнитного дутья применяют меры защиты, к которым относят: сварку на короткой дуге, наклон электрода в сторону действия магнитного дутья, подвод сварочного тока к точке, максимально близкой к дуге и т.д. Если полностью избавиться от действия магнитного дутья не удается, то меняют источник питания на переменный, при котором влияние магнитного дутья заметно снижается. Малоуглеродистые и низколегированные стали обычно варят на переменном токе. Техника ручной дуговой сваркиТраектория движения электрода
Схема дуговой сварки
|
|||||
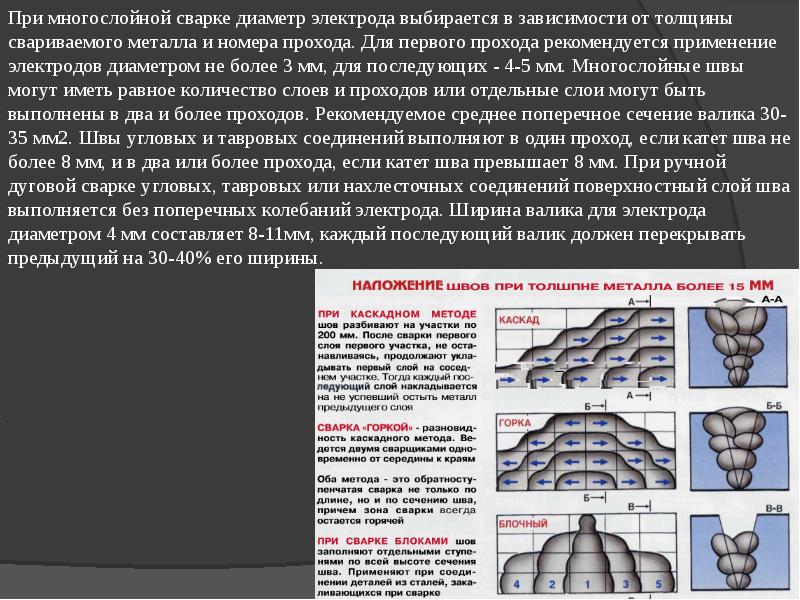
 К примеру, при потолочном положении шва не рекомендуют применять электроды с диаметром более 4 м. Не пользуются электродами больших диаметров и при многопроходной сварке, так как это может привести к непровару корня шва.
К примеру, при потолочном положении шва не рекомендуют применять электроды с диаметром более 4 м. Не пользуются электродами больших диаметров и при многопроходной сварке, так как это может привести к непровару корня шва.




 2.
2. 3. Виды сварных швов: 1 — однослойный; 2 — многопроходной; 3 — многослойный, многопроходной
3. Виды сварных швов: 1 — однослойный; 2 — многопроходной; 3 — многослойный, многопроходной
 На практике часто приходится выполнять горизонтальные швы на вертикальной плоскости, вертикальную и потолочную сварку. Для выполнения этих работ используются те же приемы, что и для швов с нижним положением, но трудоемкость работ и некоторые технологические особенности требуют более детального подхода и изменения некоторых методов.
На практике часто приходится выполнять горизонтальные швы на вертикальной плоскости, вертикальную и потолочную сварку. Для выполнения этих работ используются те же приемы, что и для швов с нижним положением, но трудоемкость работ и некоторые технологические особенности требуют более детального подхода и изменения некоторых методов.



|
|
|
| Спецодежда и обувь. Защитные свойства материалов: Тр – защита от искр, брызг, расплавленного металла, окалины. Тит – защита от теплового излучения и конвективной теплоты. К-80 – защита от кислот и щелочей. …Подробнее | |
|
|
|
| Баллоны, 40 л, “Кислород”, “Углекислота”, “АЗОТ”, “Ацетилен” и др. …Подробнее |
|
|
|
|
| Баллоны (заправленные), 40 л, “Гелий марки (А),(Б)”. …Подробнее |
|
|
|
|
Карбид кальция.  |
|
|
|
|
| Сварочный инвертор “Сварог” ARC 165 (Z119) предназначен для ручной дуговой сварки (MMA) и наплавки покрытым штучным электродом на постоянном токе… Подробнее… | |
|
|
|
| Тепловая пушка Ballu 9000 C (обогрев помещения до 90 м2). Подробнее… | |
|
|
|
| Компрессор воздушный Aurora GALE-50 Самый мощный компрессор из коаксиальных. Подробнее… |
|
|
|
|
| Сварочный выпрямитель LINKOR Semali 170И аппарат инверторного типа. Подробнее… | |
|
|
|
|
Сварочный выпрямитель инверторного типа BRIMA ARC 200B. |
|
|
|
|
| Сварочный аппарат инверторного типа ТСС САИ-190. Подробнее… | |
|
|
|
| Сварочный аппарат РЕСАНТА 140 для ручной электродуговой сварки постоянным током. Подробнее… | |
|
|
|
| Сварочный полуавтомат инверторного типа РЕСАНТА 220 (САИПА). Подробнее… | |
|
|
|
| Автоматическая система водоснабжения АСВ-1200/24. Подробнее… | |
|
|
|
Мойка HUTER W105P. Подробнее. .. .. |
|
|
|
|
| Кусторез HUTER GНT-60. Подробнее… | |
|
|
|
 Подробнее…
Подробнее…Узнаем как варить тонкий металл электродом правильно? Советы сварщикам и процесс
Тонкую сталь используют для изготовления самых различных конструкций. На предприятиях сварочные работы осуществляются с помощью специальных аппаратов, которые обеспечивают изделия оптимальным соединением. Как варить тонкий металл электродом дома? Каким оборудованием работать лучше? Именно такие вопросы задают неопытные сварщики, вынужденные работать дома. Информацию о том, как правильно варить тонкий металл электродом, вы найдете в данной статье.
В чем заключаются трудности?
Важность вопроса, какими электродами лучше варить тонкий металл, обусловлена тем, что в случае их неправильного выбора или несоблюдения правил работ у мастера могут возникнуть проблемы. К ним можно отнести следующее:
К ним можно отнести следующее:
- Ввиду того, что работать приходится с достаточно тонким материалом, важно правильно рассчитать силу тока. В противном случае в металле могут образоваться несколько сквозных дыр. Также они являются следствием медленного ведения шва.
- Стремясь не допустить прожогов, многие сварщики слишком торопятся, проходя стык. Как результат, на обрабатываемой поверхности остается непроваренное место. Специалисты такие участки называют непроварами. В итоге соединение получается с плохой герметичностью, а изделие считается непригодным для работы с жидкостью. Кроме того, металл обладает невысоким показателем сопротивления на разрыв и излом.
- Нередко те, кто не знает, как варить тонкий металл электродом, допускают еще одну ошибку, а именно оставляют с обратной стороны соединяемых изделий наплывы. Если с лицевой стороны поверхность выглядит нормально, то с обратной оставляет желать лучшего. Предотвратить это можно с помощью специальных подложек.
 Также желательно снизить силу тока или изменить технику сварки.
Также желательно снизить силу тока или изменить технику сварки. - Бывает, что конструкция деформируется. Причина – перегрев листовой стали. Поскольку у самых краев металлическая конструкция остается холодной, а в точке сваривания расширяется межмолекулярная составляющая, на поверхности стали начинают образовываться волны, что приводит к общему изгибу. Как утверждают опытные сварщики, проблема решается посредством холодной правки – при помощи резиновых молотков лист выпрямляется. Если же такая возможность отсутствует, то придется во время сварки правильно чередовать наложение швов.
 Также желательно снизить силу тока или изменить технику сварки.
Также желательно снизить силу тока или изменить технику сварки.Чтобы не допустить этих недочетов, нужно знать, как варить тонкий металл электродом.
Об источниках тока
Для сварки такими источниками могут быть трансформаторы и инверторы. Как утверждают специалисты, первый вариант сегодня считается давно устаревшим и вскоре от него откажутся. Несмотря на наличие неоспоримых достоинств (высокая надежность и выносливость), трансформаторы слишком просаживают электросеть, что часто влечет за собой порчу проводки и электрической аппаратуры.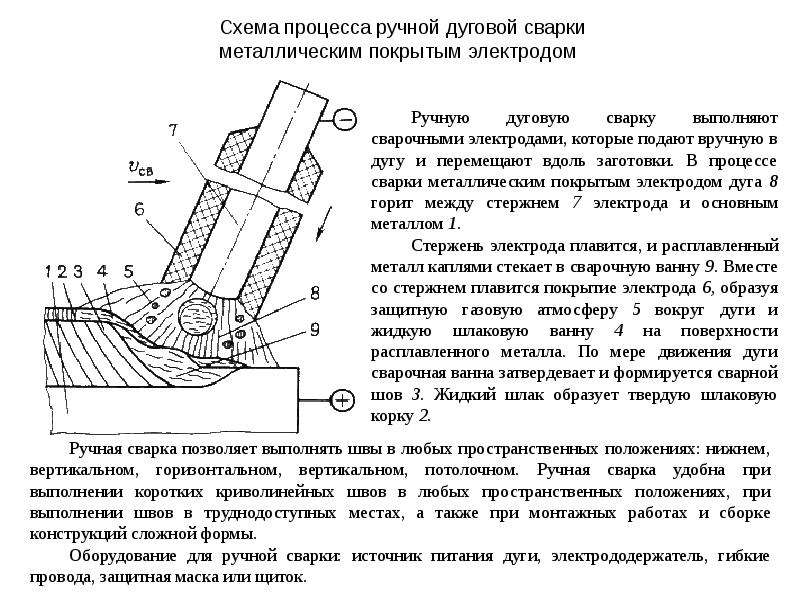 Инверторы же наоборот сеть не садят и, по мнению специалистов, станут идеальным вариантом для начинающего сварщика. Если раньше при работе с трансформаторным источником электрод прилипал к поверхности и сжигал сеть, то с инверторным просто происходит выключение сварочного тока. В самом начале зажигания дуги на трансформаторе наблюдается скачок тока, что нежелательно. Иная ситуация обстоит с инверторами – в этих устройствах благодаря наличию специальных накопительных конденсаторов используется энергия, закачанная ранее.
Инверторы же наоборот сеть не садят и, по мнению специалистов, станут идеальным вариантом для начинающего сварщика. Если раньше при работе с трансформаторным источником электрод прилипал к поверхности и сжигал сеть, то с инверторным просто происходит выключение сварочного тока. В самом начале зажигания дуги на трансформаторе наблюдается скачок тока, что нежелательно. Иная ситуация обстоит с инверторами – в этих устройствах благодаря наличию специальных накопительных конденсаторов используется энергия, закачанная ранее.
О дуговой сварке
Как утверждают опытные мастера, успех дуговой сварки зависит от качества прокалки расходных материалов. Оптимальной температурой считается 170 градусов. В таком тепловом режиме происходит равномерное плавление покрытия. При этом удобно манипулировать дугой, формируя шов. Сварочные электроды для тонких металлических листов обязательно должны быть с качественным покрытием. В соответствии с технологией прерывистая дуга образуется путем кратковременных отделений от электродов от сварочных ванн. Если изделие имеет тугоплавкую обмазку, то на его конце обязательно будет образовываться своеобразный «козырек», который будет мешать контакту и созданию дуги.
Если изделие имеет тугоплавкую обмазку, то на его конце обязательно будет образовываться своеобразный «козырек», который будет мешать контакту и созданию дуги.
О сечении электродов
Как утверждают специалисты, мощность выдаваемого тока напрямую зависит от того, какой диаметр имеет электрод. Для толстого потребуется источник, который способен обеспечить большим количеством тока. Таким образом, для определенного диаметра предусмотрен конкретный показатель мощности, за пределы которого выходить нельзя.
Если его умышленно занизить, то сварочный шов просто не образуется. Вместо него на обрабатываемой поверхности останутся только металлические прожилки с шлаками и электродной обмазкой. Например, если работать 2,5-миллиметровым электродом, минимальный показатель тока должен составить 80 ампер. До 110 ампер его завышают, когда работают электродом толщиной 3 мм. Судя по многочисленным отзывам, идея выполнять сварочные работы электродами с сечением 3 мм при показателе тока 70 ампер изначально является провальной, так как никакого шва не получится.
С чего следует начать?
Перед тем как варить тонкий металл электродом, его нужно правильно выбрать. Ввиду того, что варить придется с пониженным напряжением тока, использовать 4-5-миллиметровые электроды нецелесообразно. Иначе электрическая дуга будет «глохнуть» и горение будет осуществляться не в полной мере. Какими электродами варить тонкий металл инвертором? Судя по многочисленным отзывам, оптимальным вариантом станут электроды толщиной 2-3 мм.
Что посоветуют специалисты?
Тому, кто не знает, как варить тонкий металл 2 мм электродом, следует воспользоваться специальной таблицей расчетов. Для материала, толщина которого не превышает 1 мм, применяют силу тока 10 А и 1-миллиметровые электроды. Судя по многочисленным отзывам, они прогорают достаточно быстро. Если работать приходится с металлом 1 мм, показатель силы тока должен варьироваться в пределах от 25 до 35 А. Для такой сварки понадобятся электроды с сечением 1,6 мм. 2-миллиметровые рекомендованы для листов с толщиной 1,5 мм. Показатель силы тока в данном случае выше и составляет 45-55 А. Для металла толщиной 2 мм предусмотрены электроды с сечением 2 мм. При этом используется сила тока 65 А. Как варить тонкий металл электродом 3 мм? Как рекомендуют специалисты, изделием с таким сечением выполняются работы с металлом толщиной 2,5 мм при силе тока 75 А.
Показатель силы тока в данном случае выше и составляет 45-55 А. Для металла толщиной 2 мм предусмотрены электроды с сечением 2 мм. При этом используется сила тока 65 А. Как варить тонкий металл электродом 3 мм? Как рекомендуют специалисты, изделием с таким сечением выполняются работы с металлом толщиной 2,5 мм при силе тока 75 А.
О стыковом соединении
Ввиду того, что соединяют тонколистные стальные листы в стык, нередко прожигают материал. Чтобы это предотвратить, нужно грамотно подвести края пластин. Большинство сварщиков предпочитают располагать пластины внахлест. Таким образом будет формироваться основание для наплавляемого металла, предотвращающее его прожигание. Тем не менее многих новичков интересует, как варить тонкий металл электродом 3 мм в стык? Как рекомендуют опытные сварщики, при размещении пластин выполнять разделку их кромок не обязательно. Также не имеется потребности в наличии между ними зазора. Достаточно только поплотнее приблизить друг к другу торцы свариваемых листов и осуществить их прихватку. Работать будет легче в режиме невысокой силы тока и с помощью относительно тонких электродов.
Работать будет легче в режиме невысокой силы тока и с помощью относительно тонких электродов.
О способах сваривания в стык
Сваривание в стык осуществляется несколькими способами:
- Сначала агрегат выставляется на слабый режим. Формирование шва выполняется быстро и четко по линии стыка. Производить при этом колебательные движения не нужно.
- В данном способе используется немного увеличенная сила тока. Для формирования шва рекомендуют использовать прерывистую дугу. Данная мера обусловлена тем, чтобы дать материалу время на остывание, прежде чем к нему будет применена новая «порция» присадки.
- Третий способ практически не отличается от предыдущего. Однако в данном случае сварщики используют специальные подложки, задача которых заключается в том, чтобы поддерживать разогретый участок и предотвращать его проваливание. Судя по отзывам, пользоваться в качестве такой подложки металлическим столом нежелательно. В противном случае он просто приварится к самому изделию. Оптимальным вариантом станет подкладка из графита.
- Некоторые мастера практикуют шахматный порядок расположения сварных швов. Данный способ предотвращает деформирование конструкции. Также можно располагать швы маленькими участками. Для этого новый шов начинают формировать из той точки, в которой заканчивается предыдущий. Посредством такого способа происходит равномерное нагревание изделия, предотвращающее его деформирование.
 Оптимальным вариантом станет подкладка из графита.
Оптимальным вариантом станет подкладка из графита.Ход работы
Перед сваркой соединяемые детали тщательно чистятся от ржавчины. Агрегаты, обеспечивающие постоянным током, хороши тем, что для сварки можно использовать обратную полярность.
Достаточно в держатель, который подключен к кабелю с обозначением «+», вставить электрод, а кабель с «-» к поверхности стальной детали. Такой способ подключения обеспечит большим прогревом электрод, а металлическая поверхность прогреется меньше. Если же мастер преследует цель нагреть соединяемые изделия слабее, то располагать их нужно вертикально. Как утверждают специалисты, важно, чтобы они были под наклоном в пределах 30-40 градусов. Варка осуществляется сверху-вниз. Кончиком электрода следует двигать в одном направлении без каких-либо отклонений в стороны.
Как утверждают специалисты, важно, чтобы они были под наклоном в пределах 30-40 градусов. Варка осуществляется сверху-вниз. Кончиком электрода следует двигать в одном направлении без каких-либо отклонений в стороны.
О сваривании оцинкованной стали
Данный материал еще называют оцинковкой. Представляет собой тонкие листы стали, на которые нанесено цинковое покрытие. Прежде чем соединить кромки, в данном месте оцинковки покрытие полностью снимается. Выполнить это можно механическим путем посредством абразивного круга, наждачной бумаги или металлической щетки.
Неплохо покрытие выжигается сварочным аппаратом. Ввиду того, что цинк, испаряясь при температуре 900 градусов, выделяет очень ядовитые пары, выполнять эти работы нужно на свежем воздухе или в хорошо проветриваемых помещениях. После каждого прохода электродом нужно сбивать флюс. Когда цинк с поверхности будет удален окончательно, можно приступать непосредственно к сварке. Оцинкованные трубы преимущественно соединяют двумя проходами электродами разных марок. Для первого прохода используют изделия, содержащие рутиловое покрытие. Хорошо себя зарекомендовали электроды ОЗС-4, АНО-4 и МР-3. В ходе сварки колебания ими должны осуществляться с небольшой амплитудой. Для формирования верхнего облицовочного шва специалисты рекомендуют использовать электроды ДСК-50 или УОНИ 13/55. Площадь последнего шва должна быть немного шире.
Для первого прохода используют изделия, содержащие рутиловое покрытие. Хорошо себя зарекомендовали электроды ОЗС-4, АНО-4 и МР-3. В ходе сварки колебания ими должны осуществляться с небольшой амплитудой. Для формирования верхнего облицовочного шва специалисты рекомендуют использовать электроды ДСК-50 или УОНИ 13/55. Площадь последнего шва должна быть немного шире.
Как сваривать тонкий металл. Какими электродами варят какие металлы или краткое пособие для начинающих сварщиков
Сварка тонкого металла электродом оказывается нелегким процессом, так как главной проблемой здесь выступает вероятность сделать дыру в детали, когда из-за большой силы тока металл просто выгорит. Поэтому, все процессы нужно выполнять предельно точно, качественно и аккуратно. Не стоит забывать и о скорости проведения работ, так как слишком длительное пребывание ванны на одном месте может повлечь за собой широкий пропал.
Сварка тонкого металла дуговой сваркой использует минимум дополнительных приспособлений, так что в итоге все получается достаточно дешево, но при этом надежность может уступать другим способам.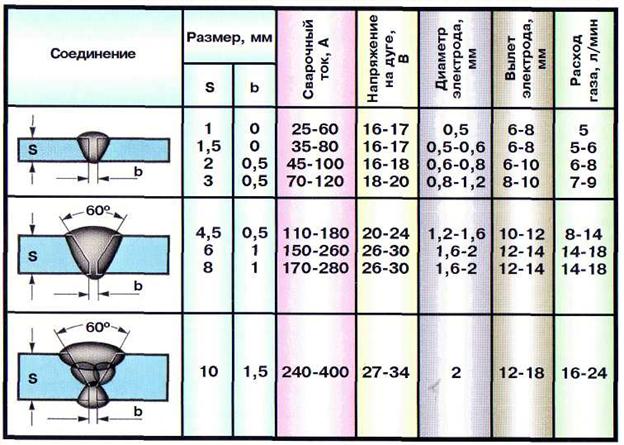 В данном процессе нужно учитывать ГОСТ 2246-70. Во время процесса может возникнуть деформация заготовки, так перепады температуры оказывают большое влияние на листы, которые легко поддаются деформации.
В данном процессе нужно учитывать ГОСТ 2246-70. Во время процесса может возникнуть деформация заготовки, так перепады температуры оказывают большое влияние на листы, которые легко поддаются деформации.
Другие также подвергаются таким негативным факторам, но этот является наименее защищенным. Здесь необходимо применение тонких электродов, которые будут иметь соответствующую обмотку и материал, выполняющий требования технологии сваривания того или иного металла. Здесь встречаются как недостатки, так и преимущества работы с тонким материалом.
Недостатки
В качестве недостатков можно выделить такие свойства как:
- Необходимость в использовании дополнительных крепежей, чтобы детали оставались на своем месте во время процесса и не смещались;
- В оборудовании должна иметься тонкая регулировка при работе с низкими параметрами силы тока, чтобы можно было точно подобрать режим;
- Необходимо предельно точное следование заданным режимам, чтобы не испортить детали;
- Количество появления бракованных швов тут статистически выше, чем при работе с толстым металлом;
- Нужно ответственно подходить к выбору защитного покрытия электрода, чтобы увеличить безопасность при сваривании, что уже зависит от того, какие марки металла в данном случае используются;
- Для работы требуется иметь достаточный опыт в этой сфере.

Преимущества
Среди преимуществ можно выделить:
- Относительно высокую скорость проведения процесса сваривания;
- Высокую экономичность, за счет уменьшения количества расходных материалов;
- Гибка и прочие подготовительные процедуры с деформацией проходят быстрее, проще и могут осуществляться в ручном режиме;
- Здесь нужна минимальная , так как практически отсутствует потребность в обработке кромок и созданию углов на поверхности сваривания.
Основные требования
Перед тем как варить тонкий металл дуговой сваркой нужно подобрать электроды. Их размер должен соответствовать толщине свариваемых деталей. Сила тока не должна отклоняться от номинальных положений, заданных в параметрах, так как при работе с тонкими металлами даже небольшое отклонение может привести к прожиганию насквозь. Металл электрода должен соответствовать металлу заготовки и быть максимально идентичным. Покрытие должно соответствовать техническим требованиям сваривания заданного металла.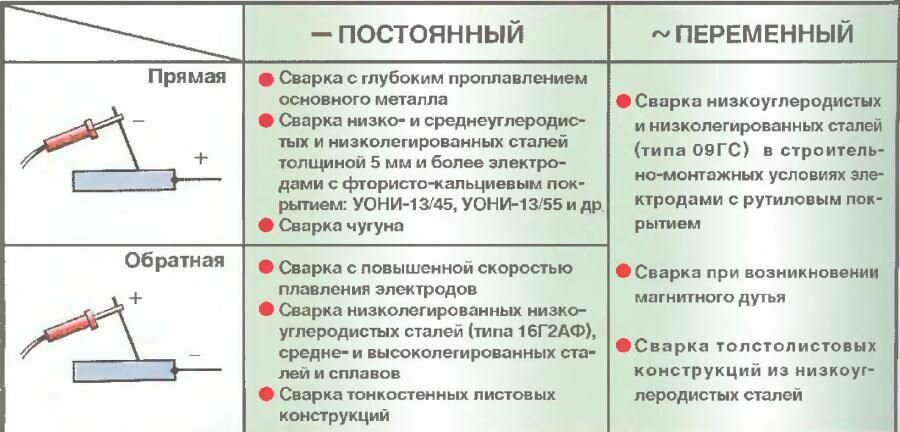
Аппарат должен обладать отличными вольтамперными характеристиками и удобной регулировкой параметров. Температура сварки металла должна достигаться постепенно, сначала путем подогрева заготовки, а потом применением электрической дуги, чтобы избежать тепловых деформаций. Поверхность деталей обязательно должна быть зачищена и обезжирена, чтобы не была воздействия кислорода на шов и околошовную область. Желательно перемещать заготовку в горизонтальное положение, так как отсутствие возможности создания достаточной глубины проваривания затрудняет построение вертикальных швов. Нужно использовать только качественные, предварительно просушенные электроды.
Основные и вспомогательные материалы
Основными материалами для сварки являются электроды. Их может быть достаточно большое количество разновидностей, в зависимости от используемого металла и его толщины. Может даже применяться сварка тонкого металла , если толщина заготовки начинается от 2,5 мм и выше. Они могут неплавкими, как угольные или вольфрамовые, так и плавкими, металл которых будет заполнять зазор между заготовками.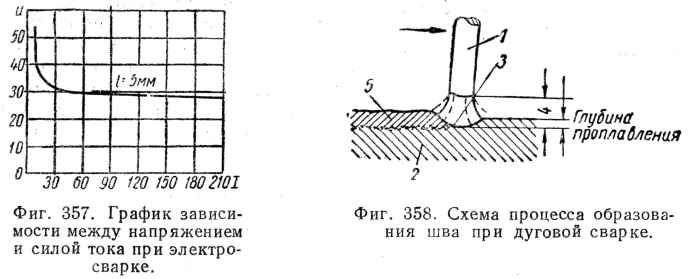 Они подбираются по составу, чтобы металл наплавлялся с идентичной ему массой, что улучшит качество соединения.
Они подбираются по составу, чтобы металл наплавлялся с идентичной ему массой, что улучшит качество соединения.
К дополнительным материалам можно отнести газ и флюс. Флюс используется для улучшения качество сваривания металла. Он применяется не всегда, а только при требованиях технологии. Зачастую он улучшает качества сваривания тугоплавких металлов, а также помогает лучше зажигаться электрической дуге. В его состав входят различные присадки и дополнительные металлы, что для каждого сорта будет отличаться. Иногда в качестве флюса используют металлическую стружку из того же металла, что и сама заготовка. Газ может применяться для подогрева детали, так как если этого не сделать, то может возникнуть деформация металла при сварке. Также он может выступать в качестве дополнительной защиты от кислорода из атмосферы, аналогично покрытию электрода. Дело в том, что когда происходит сварка тонкого металла электродом 1.6 мм, то это может быть и в среде защитных газов, а не только ручная дуговая. На последних стадиях обработки газ также может применяться для подогрева во время длительного остуживания.
На последних стадиях обработки газ также может применяться для подогрева во время длительного остуживания.
Выбор электрода
При выборе важно два параметра – это металл и покрытием, что можно входит в общее понятие марки изделия, и толщина диаметра. При идеальном варианте, металл должен полностью совпадать с тем, с которым будет происходить сваривание. К нему же уже сразу подобрана соответствующая обмазка. Количество вариантов здесь очень большое, поэтому, выбор делается индивидуально в каждом случае.
Чтобы знать, как дуговой сваркой варить тонкий металл, требуется подобрать правильный . Зачастую он должен совпадать с тем, какая толщина свариваемой детали. Только если речь идет о тугоплавких металлах, то его толщина может быть выше на 0,5 мм. Не стоит использовать и слишком тонкие, к примеру, для металла в 2,5 мм электрод с диаметром 1 мм. Это приведет к тому, что расходный материал будет слишком быстро заканчиваться и шов нужно будет часто прерываться. Материалы перед использованием нужно обязательно просушить, так как при тонком шве все дефекты становятся намного более явными и оказывают более губительное воздействие. В пределах одного шва нужно работать электродами только одной марки.
В пределах одного шва нужно работать электродами только одной марки.
Режимы
Если вы не знаете, как правильно сваривать металл электродуговой сваркой, то следует прибегнуть к таблице режимов, что поможет точно определиться с тем, какие параметры лучше подобрать, чтобы был минимальный риск появления брака. Для определенных толщин заготовок все эти параметры уже просчитаны.
| Толщина заготовки, мм | Диаметр присадочного материала, мм | Сила тока, А |
| 0,5 | 1 | 10-20 |
| 1 | 1-1,6-2 | 30-35 |
| 1,5 | 2-2,5 | 35-45 |
| 2 | 2,5-3 | 50-65 |
| 2,5 | 2,5-3 | 65-100 |
Технология сварки тонколистового металла электродом
Следующий порядок действий расскажет, как заварить тонкий металл дуговой сваркой:
- Следует провести зачистку заготовки при помощи металлической щетки. Зачистка должна проводиться до появления металлического блеска на поверхности.
- Затем нужно обезжирить места прохождения будущего шва при помощи ацетона, или любого другого растворителя, который сможет нейтрализовать окислительную пленку.
- Выложить флюс на кромки заготовок.
- Если технология сварки металла требует, то желательно произвести подогрев поверхности при помощи газовой горелки. Это же может касаться и электродов, так как основные причины разбрызгивания металла при сварке кроются не только в повышенной температуре, но и в сильном ее перепаде.
- Когда все подготовлено, то можно приступать к непосредственному свариванию. Движения должны быть достаточно быстрыми, чтобы слишком длительное нахождение сварочной ванны не привело к прожиганию детали насквозь. Но и слишком спешить не нужно, чтобы металл проварился по всему периметру. Здесь нужно охватить как можно больший периметр, так как из-за небольшой толщины погрузиться сильно вглубь невозможно. Шов должен выглядеть достаточно широкими и равномерным, а также состоять из множества мелких чешуек, следующих одна за другой.
- После окончания работы нужно медленно остудить металл, подогревая его горелкой и постепенно понижая температуру.
 Зачистка должна проводиться до появления металлического блеска на поверхности.
Зачистка должна проводиться до появления металлического блеска на поверхности.
Если, когда происходила сварка тонкого металла электродом 2 мм, заготовка прожглась насквозь, то следует прекратить работу, осмотреть шов и решить, можно ли его заварить или нет.»
Меры безопасности
Необходимо соблюдать стандартные меры безопасности. Все работы проводить в специальной защитной одежде, которая убережет от разбрызгивания металла. Также следует использовать специальные инструменты для переноса горячих и раскаленных деталей.
Электроды для сварки существенно облегчили жизнь человека, и создали массу полезных и надежных вещей методом «сваривания швов» между двумя металлическими деталями. На самом деле, электрод имеет предельно простую конструкцию – это проволока в форме стержня со специальным покрытием или без покрытия. На сегодняшний день вы сможете найти более 200 разновидностей электродов, которые различаются не только маркой и изготовителем, но и механическими свойствами шва, допустимым градусом изгиба, возможной степенью вязкости и так далее. Но самые распространенные являются такие особенности:
- Неметаллические.
- Металлические.
Это самое важное дифференцирование и уже из этой особенности выводятся следующие типы. К примеру, неметаллические сварочные стержни могут быть только неплавящимися, так как их изготавливают из графита или угля. В отличие от них, металлические электроды могут быть плавящимися и неплавящимися. Об этом более детально и в скором времени вы сможете определить самостоятельно какими электродами варят какие металлы.
О классификации металлических электродов.
Металлические электроды могут подразделяться на два вида:
- Плавящиеся.
- Неплавящиеся.
Материал для изготовления первого типа металлических электродов – это тугоплавкие вещества, такие как вольфрам, синтетический графит и электротехнический уголь. Главная область применения данных электродов – это защитная газовая сфера, плазменная резка и сварка, которые требуют огромных температур, и обычные стержни быстро приходят в негодность. Для изготовления электродов второго типа применяют сварочную проволоку трех типов: углеродистая, легированная и высоколегированная. Такие сварочные стрежни покрываются специальным защитным составом, чтобы обезопасить электрод от окисляющего влияния кислорода и обеспечивает более эффективное горение сварочной дуги.
О покрытых и непокрытых электродах.
В наше время покрытые сварочные электроды (рис.1) находятся в большем ассортименте, чем не покрытые. В первую очередь эта особенность связана с тем, что для покрытий используется бесконечное множество материалов, но разделяются всего на несколько типов:
- Рутиловое.
- Кислое.
- Основное.
- Целлюлозное.
Непокрытые сварочные стержни – это прообраз современных электродов, и его использовали в самом начале развития технологии сварочных приборов. На сегодняшний день, непокрытый электрод имеет область применения в защитной газовой среде.
Особенности покрытых электродов и область их применения.
В современном мире сварки стандартным материалом покрытий электродов является кислое вещество на основе оксидов кремния, железа и марганца. Главная особенность состоит в том, что используя электрод с оксидным покрытием можно создать горячие трещины в металле. Его область применения, по сути, универсальна, так как этот стержень годится для сварки, как при переменном, так и постоянном токе. По ГОСТу классификация этого стержня имеет наименование: марка Э38 и марка Э42.
Следующий тип стержней – это электроды марки Э42, а также Э46. Для изготовления покрытия используется рутиловый концентрат, и в результате мы получим превосходный рутиловый стержень для работы с полуспокойной и спокойной сталью. Рутиловый электрод создает более качественные швы и не создает трещин как стандартный стержень. Кроме того, используя электрод с рутиловым покрытием, вы сведете к минимуму потери металла и упростите удаление шлаков после сварки. Похожие по особенностям покрытия являются ильменитовые стержни.
А, к примеру, электроды с основным покрытием производят с помощью нанесения на поверхность стержня фтористых и карбонатных соединений. Главная область применения – это спокойные металлические конструкции, и при этом, особенностями стержней с таким покрытием является высокий уровень пластичности и также ударной вязкости. Кроме того, основной электрод имеет схожее свойство с рутиловыми стержнями: препятствует созданию горячих трещин на швах. По ГОСТу этот сварочный электрод представлен марками: Э42А, Э55, Э50А, Э60, Э46А.
Последний тип покрытых электродов – это стержни с целлюлозным веществом в состав, которого входят натуральные органические составы, среди которых важнейшим является целлюлоза. Главная область применения сварочных стержней с целлюлозным покрытием – это спокойные и полуспокойные стали. Кроме того, использование таких стержней возможно не только при условии, что конструкция будет на «земле», а также и на весу или сверху вниз, что является достоинством данных электродов. По ГОСТу эти стержни можно отыскать под таким наименованием: Э50, Э46, Э42.
Для того, чтобы точно узнать какими электродами варят какие металлы, рекомендуем перед покупкой сварочных стержней детально ознакомиться с инструкцией и описанием на упаковке, потому что стержни для сваривания цветного металла нельзя использовать для сварки чугуна или стали. Для подробной консультации обращайтесь к продавцу.
Сварка электродом тонкого металла позволяет собирать легкие конструкции с большим запасом прочности. Также таким способом можно восстанавливать автомобили и чинить многие другие тонкостенные изделия. Однако, такой процесс довольно сложен, очень непросто сделать качественный при отсутствии опыта.
В этом материале мы разберем все нюансы сварочных работ по тонколистовому металлу, какие бывают проблемы и способы их избежать.
Проблемы сварки тонкостенных изделий
Основные проблемы, которые возникают в процессе сварки электродами тонкого металла, схожи с обычным браком при некачественном соединении.
- Прожигание заготовки.
- Прилипание электрода.
- Деформация материала.
Прожигание – наиболее частое явление в работе с тонкостенными конструкциями. Это следствие неправильно выбранной силы тока. Именно избыток мощности способствует быстрому расплавлению металла и образованию отверстий.
Прилипание электрода возникает в двух случаях: при малой силе тока и близкому подношению кончика расходника к поверхности металла. Эти два негативных фактора способствуют образованию неравномерного соединения и, как следствие, падает качество сварки.
Не проваренный шов – это частая ошибка, допускаемая новичками в сварочном деле. Боясь прожечь металл, кончик электрода удаляется на большое расстояние и расплав попросту растекается по поверхности. В итоге, во время зачистки оказывается, что шов неравномерный и есть не соединенные участки.
Деформации также довольно частое явление при сваривании тонколистового металла. Это следствие воздействия высоких температур.
Как же осуществляется сварка тонкого металла и какие существуют пути решения проблемы брака?
Выбор режимов и электродов
Лучше всего для сварки тонкостенных конструкций воспользоваться инвертором. Такие аппараты имеют более тонкую настройку в отличие от трансформаторных аналогов.
Сила тока, которую используют в таких работах, напрямую зависит от толщины деталей и диаметра электрода.
Тонким металлом принято считать заготовки толщиной до 5 миллиметров. Однако проблемы со сваркой возникают с деталями до 3 мм. В таблице можно посмотреть приблизительное соответствие выбранной мощности к материалу и диаметру электрода.
Это приблизительные данные, более точную настройку аппарата можно определить опытным путем, попробовав варить металл.
Используя тонкие виды электродов, нужно учитывать, что скорость плавления у них более высокая, а значит нужно быстрее вести шов.
Главные требования к выбору расходников такие же, как и при сварке стандартных конструкций. Обмазка и состав электрода должны соответствовать свариваемому металлу.
Правильная технология
Технологически сварка тонкого металла практически не отличается от процесса соединения более толстых конструкций. Всю работу можно условно разделить на три этапа:
- Подготовка деталей.
- Сварочный процесс.
- Зачистка швов.
Основные отличия в некоторых нюансах, позволяющих качественно варить листовой металл и оцинковку.
Подготовка
Вся подготовка начинается с очистки поверхности материала от загрязнений. Важно более тщательно зачистить место, где будет установлен держатель массы аппарата.
Оцинкованный листовой металл в месте будущей сварки можно очистить болгаркой от защитного покрытия. Но можно варить и прямо по нему, цинковый слой сгорит в процессе работы.
Сварка
Алгоритм сварки по тонкому металлу следующий.
- Электрод на конце можно очистить от обмазки на длину около 5 мм, это поспособствует быстрому поджогу дуги.
- По всей длине будущего шва нужно сделать точечные прихватки материала (чтобы избежать дальнейшей деформации). Для этого делают краткосрочный поджог и приваривают края металла в виде точки или на длину в 10 мм.
- Зажигается дуга просто – это делают двумя способами. Либо постукиванием кончиком электрода по металлу, либо чирканьем. Длина дуги оптимальна в пределах 2-3 миллиметра. Обычно расстояние электрода от металла нужно выдерживать в пределах диаметра расходника!
- После этого образовывают ванну из расплавленного металла и начинают вести шов. В процессе работы сварочная ванна должна иметь вытянутую овальную форму. Это свидетельствует о получении качественного шва.
- Чтобы избежать прилипания электрода не стоит его «утыкать» в поверхность.
Очень удобно в этом плане для начинающих сварщиков пользоваться инвертором с дополнительными функциями антиприлипания и форсирования дуги. При слишком близком приближении электрода к металлу он сбрасывает напряжение. В этом случае не происходит замыкания и электрод не прилипнет. При большом растяжении дуги инвертор дает дополнительное напряжение и сварочный процесс не прерывается.
- Шов ведут, располагая держатель с электродом под углом в 60 градусов. Лучше всего выбирать положение, приближенное к прямому углу, но с сохранением обзора сварочной ванны и самого шва. При слишком остром угле получается выпуклое соединение. Это значит, что шов всплывает и не сваривает металл.
- Электрод можно вести слева направо, или на себя, вертикальные соединения делают снизу вверх. При этом во время сварки нужно делать поперечные движения зигзагами (елочкой).
- Также нужно контролировать скорость движения. Она должна быть поступательной и одинаковой.
После окончания работы нужно сбить шлак и осмотреть соединение на наличие непровара и прожогов на металлической поверхности.
Приемы сварки тонкостенных конструкций
Чтобы избежать негативных последствий в процессе сваривания, можно использовать некоторые подходящие методики.
Внахлест. Если позволяет конструкция, листы можно расположить один на другой. В этом случае главное – не прожечь поверхность, располагающуюся снизу.
Точечное соединение. Технологически такой шов выполняется в виде местечковых прихваток. Дугу поджигают, проваривают металл в нужном месте и гасят. И далее, на всем протяжении соединения с шагом в 3 диаметра электрода, все повторяют.
По электроду. Если есть опасность прожечь тонкий металл, можно очистить один электрод от обмазки и уложить его вдоль будущего шва. В процессе сварки нужно хорошо проваривать эти места. Таким же образом можно заваривать прожженные дыры.
Также для сварки тонкостенных конструкций можно установить обратную полярность. Когда кабель держателя ставят на плюс, а массу на минус. Обратная полярность снижает количество тепла на кончике электрода и это поможет избежать прожогов.
Если нужно сварить массивную деталь с тонким металлом, то дугу поджигают на толстостенной заготовке и в процессе переносят сварочный шов на стык.
Для отвода излишнего тепла под тончайшие детали можно подложить медную полосу. Медь очень теплоемкий материал и позволит избежать прожигания и протекания расплавленного металла.
А что вы думаете по поводу такого вида работ, как сварка тонколистового металла? Если у Вас в наличии большой опыт сварных соединений из тонкого материала, поделитесь им в комментариях к этой статье.
Размер диаметра электрода является одним из основных параметров при выборе, так как требуется подбирать расходные материалы толщиною, примерно, как основной металл. Естественно, что рано или поздно приходится сталкиваться с тонкими листами, сваривание которых не только является сложным технологическим процессом, который требует большого опыта, но и его невозможно провести без специальных материалов и инструментов. В большинстве случаев их стараются соединить при помощи газовой сварки, но если таковой возможности не имеется, то приходится использовать самые тонкие сварочные электроды.
Тонкие сварочные электроды
Не во всех марках есть материалы, которые могут удовлетворять данному запросу, так как в некоторых случаях толщина начинается от 2 мм. Тонкими можно назвать те, которые меньше 2 мм в диаметре. Электроды для тонкого металла практически полностью сохраняют соотношение количества обмазки по отношению к количеству материала на стержне. Как правило, это одна треть от общей массы. Такие вещи сложнее в изготовлении и они не так часто применяются. С появлением небольших домашних инверторов, которые имеют небольшой диапазон работы, тонкие стали более популярными, так как мощность той техники могла расплавить максимум 3 мм присадочный материал.
Самые тонкие электроды для дуговой сварки достаточно сложные в применении, так как скорость их плавления намного выше, чем у стандартных. Для этого следует подбирать специальные режимы, но для получения качественных результатов этого может оказаться недостаточно. Здесь нужен практический опыт, так как есть большой риск перепаливания основного металла. Также есть ряд требований к оборудованию, к примеру, держатель должен надежно фиксировать электрод. У должна быть тонкая регулировка, чтобы можно было точно подобрать нужную силу тока. Скорость проведения процесса намного выше, чем в стандартной ситуации.
Защита, которую создает обмазка, является относительно небольшой, за счет тонкого слоя покрытия. Но этого может хватать, так как сварочная ванна также небольшого размера. Желательно использовать флюс для металла, чтобы улучшить свойства сваривания и защитить шов. Здесь нужно хорошо регулировать баланс глубины проваривания, чтобы наплавленный металл взялся на основном, но при этом не получилось дыр. Также стоит учитывать, что при сварке тонкого металла есть вероятность появления температурной деформации. Чтобы этого не случилось, шов следует делать не сразу на всей протяженности, а небольшими полосками. Также нужно сделать прихватки по всей длине, чтобы все не сгибалось.
Электроды для сварки металлов 1 мм относятся к узкопрофильным и профессионалами используются редко. Но они не имеют альтернативы, так что в арсенале профессионала они обязательно должны быть. Главное их правильно подобрать, а потом использовать согласно технологии, чтобы не было большого количества брака.
Преимущества тонких электродов
- Это единственный расходный материал, которым можно осуществить дуговую сварку тонких изделий без большого риска перепалить заготовку;
- Электроды для имеют относительно небольшую стоимость, так что всегда можно купить большое количество материала;
- По своим физическим свойствам и составу они почти не уступают более толстым представителям марки;
- Электроды быстро подготавливаются, так как просушка и прокалка занимает относительно небольшое количество времени.
Недостатки тонких электродов
- Электроды для сварки инвертором тонкого металла не предназначены для работы с толстыми деталями, так как не смогут проварить на нужную толщину;
- Существуют сложности с работой, так как техника сваривания отличаются от обыкновенной;
- Из-за размера они быстро заканчиваются и приходится часто менять расходный материал;
- Недостаточный слой обмазки делает защиту сварочной ванны не столь надежной;
- Зачастую требуется использовать дополнительные расходные материалы;
- Далеко не все марки выпускаются в столь мелком варианте, поэтому, иногда возникают сложности с подборкой.
Технические характеристики
Технические характеристики электрода зависят от того, какие элементы входят в его состав, а также от физических свойств металла, из которого сделан стержень и что входит в состав обмазки.
Размеры тонких электродов от различных фирм производителей
Самый тонкий электрод для сварки имеет диаметр 0,8 мм. Помимо этого в линейках встречаются материалы толщиной 1 мм; 1,2 мм; 1,6 мм; 2 мм.
Среди марок, которые выпускают такие размеры можно встретить:
- МР-3;
- МР-3С;
- УОНИ-13 45;
- УОНИ-13 55;
- Э-46;
- АНО 21.
Выбор
Электроды для сварки тонколистового металла подбираются по тем же принципам, что и стандартные. В первую очередь следует обратить внимание на состав, чтобы стержень наплавочного металла соответствовал основному. Это обеспечит лучшее соединение, так как на краях шва не будут образовывать слабые места, а вся структура будет более однородной. Также следует опираться на то, какие режимы поддерживает сварочный аппарат, чтобы они совпадали с теми, на которые рассчитан электрод.
«Важно!Ни в коем случае не стоит стараться проваривать заготовки, толщина которых на несколько миллиметров больше, чем толщина электрода.»
Режимы и особенности применения
Главной особенностью применения является более высокая скорость сваривания. В отличие от , где этот фактор вызван более высокой текучестью, здесь сохраняется прежняя вязкость. Благодаря этому соединение в вертикальном и потолочном положении становится более легким. Это один из немногих случаев, когда электроды можно брать с более низким диаметром, чем основной металл, особенно если это касается потолочной сварки. Как видно из таблицы, даже небольшое отклонение в 5 А может привести к тому, что режим будет нарушен и возможно появление брака. Чем выше толщина, тем менее заметна эта разница, хотя здесь и есть зависимость от того, какой сорт металла используется.
- Особенности инверторной сварки тонких металлов
- Способы сваривания тонкого металла полуавтоматом
- Сварка тонкого металла внахлест
- Сварное соединение посредством подкладки
Сейчас, наверное, у любого имеется дача либо дом за городом. Потому инвертор в хозяйстве незаменим. Нередко возникает необходимость в том, чтобы варить тонкий металл. Но не все грамотно варят тонкий металл полуавтоматом, поскольку процесс имеет свои особенности. О них и поговорим далее.
Особенности инверторной сварки тонких металлов
Инвертор для сварки сейчас все больше востребован и имеет своих поклонников, потому как удостоен некоторых преимуществ. Своевременно приобретенный полуавтомат придет на выручку в любой ситуации: благодаря ему возможен ремонт забора, ворот либо изготовление различных конструкций из металла. Инвертор есть в продаже в любом магазине, где представлены сварочные аппараты. Домашнему мастеру, не имеющему опыта работы на подобном оборудовании, следует знать, как грамотно его применять или как варить металл инвертором или полуавтоматом, который имеет отличия от других в том, что содержит в своем составе электрический блок. За счет него его вес существенно ниже, а рабочий процесс намного эффективнее.
Полуавтомат имеет еще одну отличительную особенность в том, что он может отлично себя проявлять при малом напряжении. Что является весьма ценным качеством для тех, кто работает на аппарате в частном доме за городом. Самое главное, когда требуется что-либо сварить, не забыть о требованиях личной безопасности.
Непременно следует надевать плотный костюм и перчатки из толстого материала, предохраняющие от обжиганий капающим металлом. Обязательным условием является применение маски для сварщиков либо защитного щитка, поскольку присутствует опасность повреждения глаз ультрафиолетовым излучением. В большинстве случаев бытовые агрегаты для сваривания металла очень слабые, поэтому рекомендовано подбирать электроды до 2,5 мм. Тоньше электроды могут быть. А вот если их брать толще, то навряд ли с ними получится хоть как-то поработать.
Конечно, инвертором варить намного проще, нежели обыкновенным агрегатом. Даже такую операцию, как установка тока, возможно выполнить одним движением по рукоятке, включающей ток. Диапазон его мощности 20-100 А. Мощность тока подбирают, ориентируясь на особенности предстоящих работ и параметры электродов.
Вполне понятно, что чем тоньше сварочный электрод и лист металла, который планируют сваривать, тем значение тока следует задавать ниже и, наоборот, чем толще сварочный электрод и металл, тем величина тока проставляется выше.
Вернуться к оглавлению
Способы сваривания тонкого металла полуавтоматом
Как же соединяют инвертором тонкий металл? Для этого применяют разнообразные способы: встык и внахлест, посредством не удаляющейся прокладки и без таковой.
Вернуться к оглавлению
Сварка тонкого металла внахлест
Первым делом листы укладывают друг на друга. Затем плотно соединяют края верхнего и нижнего листа между собой за счет наложения грузов. Щелей между металлом быть не должно. После чего настраивают такой параметр, как величина сварочного тока. Стальному листу с толщиной в 1 мм соответствует размеры в диапазоне между 30 и 50 А. Если толщина листов имеет отклонения от указанной здесь, то ток или уменьшают, или увеличивают.
Следующий момент — прихватывание металлических листов друг к другу. Его выполняют короткими шовными перемычками по всей площади стыка. Сваривают прерывисто, отнимая электрод и, не медля, прикладывая (что называется «гасить дугу»), причем материал не должен успевать остывать. После этого листы полностью сваривают встык прерывистым шагом. Электрод время от времени помещают в холодную область стыка, что позволит материалу сильно не покоробиться.
Вернуться к оглавлению
Сварное соединение посредством подкладки
Важно учитывать то, что при более коротком непрерывном шве металл коробится меньше. Далее стараются добиться того, чтобы между торцами стали зазор был наиболее минимальный. Лучше, конечно, если его не будет. Для сваривания тонкого металла требуется подкладка, укладываемая под стык. Без нее почти не представляется возможным сварить встык слишком тонкую сталь.
Технология аналогична способу внахлест: устанавливают значение тока, применяя прихваты, и выполняют соединение прерывистыми шагами. Может быть применен такой вариант, как вовлечение стальной не убирающейся подкладки. В этом случае в межстальной стык подкладывают полоску стали по толщине равной этому параметру у листа.
Важно проконтролировать, чтобы прилегание этой полоски к листу было максимально плотным. Тогда подкладка приварится к заготовкам, даже если между ними есть небольшой зазор. Бывают ситуации, когда подкладывание не удаляющейся полоски невозможно осуществить. Тогда под стык подкладывают толстую медную полоску, предотвращающую прожигание листов за счет отведения тепла. Такую полоску после процесса сварки вытаскивают. Когда требуется сваривание двух горизонтально расположенных совмещенных труб, тогда работы начинают с нижней части. И процедура сваривания будет протекать снизу вверх. Подъем кверху выполняют плавно и постепенно, не спеша. В противном случаев шовное соединение окажется непрочным или произойдет прожигание трубы.
В процессе работы следует обращать внимание на качество шва и плавление металла. Когда металл прожигает, следовательно превышен сварочный ток. Тогда его просто уменьшают. При некачественном проплавлении стыка есть вероятность того, что напряжение тока мало и его нужно добавить. Инверторные аппараты для сваривания деталей позволяют при работе на них плавно изменять величину тока.
Именно по этой причине отмечают удобство в их использовании и простоту обращения с ними.
При сварке следует соблюдать предельную аккуратность и выполнять все требования, тогда о какой неуверенности в работе на подобном аппарате может идти речь. А процесс сможет осилить даже малоопытный человек, который до этого в руках не держал ничего подобного. Удачного освоения процесса сваривания!
Варим тонкий металл так, чтобы не прожечь и не деформировать
Варим тонкий металл так, чтобы не прожечь и не деформироватьСчастливые обладатели сварочных аппаратов часто сталкиваются с такой проблемой, как прожоги тонкого металла. Чаще всего при выполнении работ по дому приходится сваривать профильную трубу или тонкие листы стали, например для того, чтобы сделать мангал.
Как раз вот тут и возникают различные проблемы, но чаще всего это дыры в металле из-за неправильно подобранного сварочного тока и других ошибок. Также нередко металл деформирует, и выровнять его потом попросту невозможно.
Как варить тонкий металл, чтобы не повело? Что нужно понимать и какие ошибки чаще всего допускаются начинающими сварщиками? Читайте в данной статье.
Ошибки, которые допускаются при сварке тонких металлов
В первую очередь следует рассмотреть ряд грубых ошибок, которые допускаются теми, кто купил сварочный аппарат, так сказать «для себя» и не является сварщиком. Чаще всего прожоги допускаются из-за этих, самых распространённых ошибок.
Ошибки при сварке:
- Выбираются электроды больших диаметров. Это первая ошибка, из-за которой никак не получается заварить тонкую жестянку;
- Ошибки при подборе сварочного тока, тока больше чем нужно;
- Слишком медленное перемещение электрода при сваривании тонких металлов;
- Сварка на прямой полярности. Следует знать, что тонкий металл варят на обратной полярности. Температура нагревания металла, таким образом, существенно меньше, чем на прямой полярности;
- Подобраны «плохие» электроды.
Как видно, существует достаточно много ошибок, которые допускаются при сварке тонких металлов.
Какими электродами варить тонкий металл
Для сварки тонких металлов, профильной трубы и т. д., лучше всего использовать только подходящие по диаметру электроды. Многие допускают одну критическую ошибку и варят любой металл электродами 3 мм. Однако зачем создавать себе проблемы, когда в продаже существуют электроды и 2 мм, и даже меньше по диаметру.
Таким образом, для металла толщиной до 3 мм, целесообразно использовать электроды 1,6-2 мм диметром. Всё что больше можно варить электродами 3-4 мм. Кроме того, для сварки тонкого металла лучше всего воспользоваться электродами MP-3С, которые допускается использовать как с переменным, так и с постоянным током.
Подбираем правильно сварочный ток
В подборе сварочного тока и настройке аппарата для сварки нет ничего сложного. Определившись с нужным диаметром электродов, можно определить, какой правильный ток сварки нужен в том или ином случае.
Для сварки электродами 1,6-2 мм, нужен сварочный ток от 30 до 80 Ампер. Чтобы варить электродами 3-4 мм по диаметру, необходим сварочный ток от 80 до 150 Ампер.
При этом чтобы не прожигался металл, следует, как было сказано в начале статьи, варить на обратной полярности. Для этого к электроду подводится плюс, а к свариваемому металлу минус.
Ну а теперь что касается деформации металла. Чтобы этого не произошло, сначала целесообразно приваривать металлы точечно, заодно выставляя и фиксируя заготовки тем самым. Недопустимо варить сразу сплошным швом, так как тонкий металл тут же ведёт и деформирует от большой температуры.
Какими электродами лучше варить алюминий
Алюминий — не самый простой металл для сварки, поэтому электроды для сварки алюминия выбираются с целью обеспечения качества и долговечности соединения.
Исходным пунктом является верный выбор технологии сварки — плавящимся (метод MIG/MAG) или неплавящимся (TIG/WIG) электродом, а также наличие соответствующего оборудования.
Характеристика режимов по технологии MIG/MAG
Как известно, данный метод представляет собой использование плавящегося электрода, который работает в среде защитного газа (аргона). В этом случае сварочная проволока подается в зону соединения по коаксиально расположенной в сопле трубке, которая со всех сторон омывается потоком аргона. Рабочая температура в сварочной зоне достигает 15000С, поэтому при использовании метода MIG/MAG для соединения тонкостенных алюминиевых конструкций следует помнить о возможности их тепловой деформации. Основными режимами, используемыми на практике, являются:
1. Использование короткой дуги. Режим отличается сравнительно низкими токами (не более 180-200А) и малыми диаметрами электродов (до 1,2 мм). Процесс заключается в последовательном чередовании короткого замыкания и последующего гашения дуги, когда происходит застывание металла в расплаве. Метод хорош для небольших толщин алюминиевых изделий. Перегрева металла не происходит, но качество готовой поверхности может быть несколько хуже из-за брызг металла.
2. Использование струйной дуги. Ток обработки при этом повышают не менее, чем до 200-220 А, в результате капли со сварочного электрода капают непосредственно в расплав, глубоко проникая в толщу свариваемых изделий. Струйная дуга используется для сварки толстолистовых деталей и характеризуется более высокими температурами рабочей зоны. Используется сварочная проволока диаметром от 1,2-1,5 мм. Качество шва улучшается вследствие того, что застывших капель металла на поверхности нет.
3. Использование пульсирующего разряда, когда сварочным аппаратом реализуется четкий частотный режим подвода/отвода электрода от соединяемых поверхностей. В отличие от короткой дуги, сброс тока происходит практически мгновенно, что позволяет использовать те же малые токи. Ввиду быстрого остывания поверхности брызги металла отсутствуют. Пульсирующей дугой можно сваривать только алюминиевые изделия небольшой толщины.
4. Использование комбинированного режима с удлиненным импульсом, при котором ток генерируется по двум независимым схемам. В первой импульс несколько растягивается по фазам нагрева и охлаждения, а во второй — наоборот, учащается в 4 раза. Это дает возможность сочетать фазы нагрева и охлаждения сварочной ванны, повышая тем самым качество шва. Однако расход электрода при этом увеличивается.
В современных сварочных аппаратах все вышеперечисленные режимы могут программироваться заранее.
Таким образом, при выборе плавящихся электродов к технологии MIG/MAG необходимо предварительно изучить технические возможности оборудования для электродуговой сварки алюминия и установить требования, касающиеся качества конечного шва.
Выбираем плавящиеся электроды
Электроды по алюминию для электродуговой сварки выбирают с учетом:
1. Фактора полярности тока (алюминий по методу MIG/MAG варится только на обратной полярности).
2. Расчета сечения в зависимости от используемой силы тока: на каждый квадратный миллиметр поперечного сечения электрода должно приходиться не более 25 А сварочного тока.
3. Предварительного подогрева до 300-4000С (более высокие значения — для сварки изделий с большей толщиной) снижает расход материала и увеличивает стабильность процесса.
4. Наличия или отсутствия сварочного флюса. Для соединения алюминиевых конструкций небольшой толщины такой флюс в виде обмазки можно подготовить и самостоятельно. Для этого карбоксилметилцеллюлозу (аморфное вещество, известное как пищевая добавка Е-466) замешивают в воде до вязкой консистенции, после чего наносят на электрод и прогревают его при температуре 250-3000С.
В зависимости от вида электродуговой сварки могут быть использованы и другие виды сварочных электродов. Например, для заварки дефектов в алюминиевых отливках, при ликвидации повреждений в алюминиевых дисках, а также при работах с алюминиевыми заготовками малой толщины электрод для алюминия может быть из угольного стержня. Используется только ручная сварка, которая должна проводиться на прямой полярности.
Применение находят следующие исполнения плавящихся электродов:
- Щелочно-солевые типа ОК (для алюминия подходят виды 96.20, 96.10 и 96.50). Такие электроды особенно эффективны при неразъемных соединениях алюминиево-магниевых сплавов типа АМг и АМц, а также силуминов. Для сварки дюралюминов эти исполнения непригодны. Отличаются повышенной гигроскопичностью, поэтому их следует хранить только в сухих помещениях и только в заводской упаковке;
- ОЗАНА, весьма популярные в среде пользователей. Имеют две модификации. ОЗАНУ-1 используют для сварки алюминия технической чистоты (марок АД, А0, АД33 и т.п.). .ОЗАНА-2 — класс, который предназначается для работ с кремнисто-алюминиевыми сплавами. Ими также можно вести сварку как вертикальных, так и горизонтально расположенных швов;
- Проволочные ОЗА на основе сварочной алюминиевой проволоки СвА. Считаются наиболее универсальными видами, предназначенных для сварки алюминия.
Плавящийся электрод можно изготовить и своими руками. Для этого подходящую по диаметру алюминиевую проволоку разрезают на мерные прутки длиной 250-300 мм. Далее готовят поверхностную обмазку из мелко толченого мела и силиката натрия (жидкого стекла). Когда состав достигнет равномерной слабовязкой консистенции, его наносят на поверхность отрезанных прутков. Толщина обмазки не должна быть менее 1,5 мм. После тщательного просушивания самодельный электрод для алюминия готов к использованию.
Выбор электрода производится в зависимости от марки свариваемого алюминиевого сплава. Изделия нуждаются в предварительной подготовке. Простейшее исполнение можно изготовить и самостоятельно.
Особенности сварки алюминия по методу TIG/WIG
Для алюминия процесс реализуется в основном при обратной полярности тока. Электродом служит вольфрамовая проволока, которая поступает в зону обработки по полому зажимному устройству в горелке. Вокруг этого зажима подается поток аргона, обеспечивающий защиту соединяемых материалов от окисления. Шов получается исключительно однородным. Этому способствуют:
1. Значительно более высокая температура плавления вольфрама, вследствие чего электрод выполняет функцию дополнительного теплового воздействия на соединяемый металл, а сам в процессе плавления не участвует.
2. Надежное укрытие сварочной ванны от внешних воздействий, что исключает образование брызг алюминия.
3. Равномерность теплового поля внутри зоны обработки, в результате чего металл шва не отличается по своим структуре и свойствам от металла заготовки. При сварке разнородных алюминиевых сплавов состав сварного шва определяется интенсивностью протекания диффузионных процессов. В частности, там всегда присутствуют интерметаллидные соединения, повышающие прочность шва.
Применение процесса TIG/WIG на обратной полярности принципиально возможно, но используется гораздо реже. Наоборот, учитывая постоянно возрастающее количество бытовых сварочных инверторов, целесообразнее применять метод в условиях переменного тока.
Метод хорош при соединении алюминиевых конструкций с небольшой толщиной (до 2-2,5 мм) и не отличается высокой производительностью. Причина заключается в способе функционирования самого инверторного аппарата. Поскольку в его рабочем контуре постоянно осуществляется двухстадийное преобразование тока — из переменного в постоянный, а затем обратно, то этот контур интенсивно нагревается. Обдув сварочного инвертора проблемы полностью не решает, поэтому для каждой модели инвертора есть свое значение продолжительности включения (ПВ). Реальное ПВ инверторов не превышает 0,85-0,9 (утверждения о конструкциях аппаратов с более высоким ПВ следует рассматривать только как пиар-акцию их производителей). Наконец, для получения качественного сварного шва после сварки алюминия инвертором необходим большой опыт.
Соединение алюминиевых деталей при помощи инвертора возможно при соответствующей квалификации сварщика и с учетом технических возможностей имеющегося сварочного аппарата.
Выбор вольфрамовых электродов
Промышленные типоразмеры вольфрамовых неплавящихся электродов отличаются высокой стоимостью. Они изготавливаются в соответствии с техническими требованиями ГОСТ 23949, и подразделяются на следующие группы:
1. Наиболее бюджетные типа ЭВЧ, которые состоят из 98,5 % химически чистого вольфрама с добавкой железа, кальция, молибдена, никеля и кремния. Профессионалы недолюбливают эти марки электродов, поскольку считают, что зажигание дуги в этом случае происходит нестабильно (для инверторных аппаратов это обстоятельство важно). Такие электроды могут быть шлифованными и не шлифованными.
2. Типа ЭВЛ — отличающиеся тем, что в их составе дополнительно присутствует оксид лантана (в количестве до 1,4%). Наличие этого вещества улучшает условия поджига дуги и уменьшает склонность дугового разряда к прожогу поверхности соединяемых деталей. В электродах марки ЭВЛ-2 количество оксида лантана доведено до 2%.
3. Типа ЗВТ, в составе которых наличествуют тантал и двуокись тория (их суммарное процентное содержание в составе материала электрода достигает 3,5-5%). Наличие указанных компонентов позволяет успешно варить алюминий в сочетании с другими алюминиевыми сплавами. Электроды этого типа выделяются своей наивысшей ценой.
Вольфрамовые неплавящиеся электроды выпускаются и за рубежом. Они маркируются буквой W, к которой добавляется еще одна, в зависимости от того, на каком токе будет выполняться сваривание алюминия. Материалы имеют также разный цвет упаковки:
– Марка WP (зеленый цвет) считается наиболее универсальной. Такими электродами можно работать как по чистому алюминию, так и по его сплавам. Пригодны для сварки переменным током, причем с возрастанием частоты осцилляций качество соединения увеличивается. Поскольку теплостойкость материала ограничена, то для обеспечения более равномерного теплового поля торец выполняют полусферическим;
– Марка WZ-8 (белый цвет) используется при наличии специальных требований к химической чистоте шва. Роль такого очистителя выполняет окись циркония, которая входит в состав. Кроме того, оксид циркония повышает стабильность горения дугового разряда и увеличивает термостойкость;
– Марка WТ-20 (красный цвет) по своим потребительским характеристикам примерно соответствует отечественным маркам ЭВТ. Однако для соединения алюминия и его сплавов они используются реже, поскольку ухудшают стабильность горения дуги. Единственное их преимущество — высокая стойкость, что имеет значение при продолжительных сварочных операциях.
Как правильно сварить тонкий металлический электрод? Советы сварщика и процесс
Тонкая сталь используется для изготовления различных конструкций. На предприятиях сварочные работы проводятся с помощью специальных устройств, обеспечивающих оптимальное соединение изделий. Как приготовить тонкий металлический электрод в домашних условиях? Какое оборудование работает лучше? Такие вопросы задают неопытные сварщики, вынужденные работать дома. Информацию о том, как приготовить тонкий металлический электрод, вы найдете в этой статье.
Какие трудности?
Актуальность вопроса, с какими электродами лучше варить тонкий металл, связана с тем, что при их неправильном выборе или несоблюдении правил работы у мастера могут возникнуть проблемы. К ним относятся следующие:
- Ввиду того, что необходимо работать с достаточно тонким материалом, важно правильно рассчитать силу тока. В противном случае в металле может образоваться несколько сквозных отверстий.Они также являются результатом наложения медленного шва.
- Стремясь предотвратить прожог, многие сварщики слишком спешат проверять соединение. В результате на обрабатываемой поверхности остается нетронутое место. Специалисты называют такие сайты неполными. В результате соединение получается с плохой герметичностью, и изделие считается непригодным для работы с жидкостью. Кроме того, у металла низкий показатель устойчивости к разрыву и разрушению.
- Часто те, кто не умеет варить тонкий металл электродом, допускают еще одну ошибку, а именно оставляют потоки на обратной стороне стыкуемых изделий.Если с лицевой стороны поверхность выглядит нормально, то с обратной она оставляет желать лучшего. Чтобы этого не произошло, можно использовать специальные подложки. Также желательно уменьшить силу тока или изменить технику сварки.
- Бывает, деформируется конструкция. Причина – перегрев листовой стали. Поскольку металлическая структура остается холодной на самых краях, а межмолекулярная составляющая расширяется в месте сварки, на поверхности стали начинают формироваться волны, что приводит к общему изгибу.По словам опытных сварщиков, проблема решается холодной правкой – лист правят резиновыми молотками. Если такой возможности нет, то при сварке нужно будет чередовать строчку.
Чтобы не допустить этих недостатков, нужно знать, как приготовить тонкий металлический электрод.
О текущих источниках
Для сварки такими источниками могут быть трансформаторы и инверторы. По мнению экспертов, первый вариант на сегодняшний день считается давно устаревшим и вскоре от него будет отказываться.Несмотря на наличие неоспоримых преимуществ (высокая надежность и долговечность), трансформаторы тоже проседают в электросеть, что часто влечет за собой поломку проводки и электрооборудования. Инверторы наоборот не сеют сеть и, по мнению специалистов, станут идеальным вариантом для начинающего сварщика. Если раньше при работе с трансформаторным источником электрод прилипал к поверхности и горел сеть, то с инвертором сварочный ток просто отключается. В самом начале зажигания дуги на трансформаторе наблюдается скачок тока, что нежелательно.С инверторами дело обстоит иначе – в этих устройствах из-за наличия специальных накопительных конденсаторов используется ранее накачанная энергия.
О дуговой сварке
По мнению опытных мастеров, успех дуговой сварки зависит от качества расходных материалов для кальцинирования. Оптимальная температура – 170 градусов. В таком тепловом режиме происходит равномерное плавление покрытия. Дугой удобно манипулировать, формируя шов. Сварочные электроды для тонких металлических листов должны иметь качественное покрытие.В соответствии с технологией прерывистая дуга формируется путем кратковременного отделения электродов от сварочных ванн. Если изделие имеет огнеупорное покрытие, то на его конце обязательно образуется своеобразный «козырек», который будет мешать контакту и образованию дуги.
О сечении электродов
По мнению специалистов, мощность выходного тока зависит от диаметра электрода. Для толстых вам понадобится источник, способный обеспечить большой ток.Таким образом, для определенного диаметра предусмотрен определенный показатель мощности, за пределы которого выйти невозможно.
Если занижать заведомо, то сварной шов просто не образуется. Вместо этого на обрабатываемой поверхности останутся только полосы металла со шлаками и электродным покрытием. Например, если вы работаете с электродом диаметром 2,5 мм, минимальный ток должен составлять 80 ампер. До 110 ампер это завышение при работе с электродом 3 мм. Судя по многочисленным отзывам, идея выполнять сварочные работы электродами сечением 3 мм с показателем тока 70 ампер изначально провальная, так как ни один шов не выйдет.
Как начать?
Перед тем, как приготовить тонкий металлический электрод, нужно выбрать подходящий. Ввиду того, что кипятить нужно будет при пониженном напряжении, использовать электроды 4-5 мм нецелесообразно. В противном случае электрическая дуга «заглохнет» и горение не будет реализовано полностью. Какие электроды варить тонкий металл инвертором? Судя по многочисленным отзывам, оптимальным вариантом будут электроды толщиной 2-3 мм.
Какие специалисты посоветуют?
Тем, кто не умеет варить тонкий металл электродом 2 мм, стоит воспользоваться специальной таблицей расчета.Для материала, толщина которого не превышает 1 мм, используют ток 10 А и электроды 1 мм. Судя по многочисленным отзывам, они достаточно быстро прогорают. Если приходится работать с металлом толщиной 1 мм, сила тока должна варьироваться от 25 до 35 А. Для такой сварки понадобятся электроды сечением 1,6 мм. 2 мм рекомендуется для листов толщиной 1,5 мм. Показатель силы тока в этом случае выше и составляет 45-55 А. Электроды сечением 2 мм предусмотрены для металла толщиной 2 мм.В нем используется ток 65 А. Как приготовить тонкий металлический электрод 3 мм? По рекомендации специалистов работы с этим участком производятся с металлом толщиной 2,5 мм при силе тока 75 А.
О стыковом соединении
Из-за того, что листы листовой стали соединены вместе, они часто сжигают материал. Чтобы этого не произошло, нужно правильно подвести края плит. Большинство сварщиков предпочитают, чтобы пластины перекрывали друг друга. Таким образом, под наплавленный металл будет сформирована основа, препятствующая его подгоранию.Тем не менее, многих новичков интересует, как сварить тонкий металлический электрод 3 мм стыком? Как рекомендуют опытные сварщики, при укладке пластин обрезать их края не нужно. Также нет необходимости в промежутке между ними. Достаточно просто сблизить концы свариваемых листов и закрепить их. Будет легче работать в слаботочном режиме и с помощью относительно тонких электродов.
О способах сварки в стыке
Приварка к стыку осуществляется несколькими способами:
- Сначала устанавливается слабый режим работы агрегата.Формирование шва выполняется быстро и четко по линии стыка. Совершать колебательные движения необязательно.
- В этом методе используется немного увеличенный ток. Для формирования шва рекомендуется использовать прерывистую дугу. Эта мера необходима для того, чтобы дать материалу время остыть, прежде чем на него будет нанесена новая «порция» добавки.
- Третий способ практически не отличается от предыдущего. Однако в этом случае сварщики используют специальные подложки, задача которых – сохранить нагретую зону и не допустить ее падения.Судя по отзывам, в качестве такой подложки нежелательно использовать металлический стол. В противном случае он просто будет привариваться к самому изделию. Оптимальным вариантом станет графитовая футеровка.
- Некоторые мастера практикуют шахматную последовательность сварных швов. Этот метод предотвращает деформацию конструкции. Также можно делать швы небольшими участками. Для этого новый шов начинают формироваться с того места, где заканчивается предыдущий. Благодаря этому методу изделие нагревается равномерно, предотвращая его деформацию.
Рабочий процесс
Перед сваркой соединяемые детали тщательно очищаются от ржавчины. Агрегаты, обеспечивающие постоянный ток, хороши тем, что для сварки можно использовать обратную полярность.
Достаточно в держателе, к которому подключается кабель с обозначением «+», вставить электрод, а кабель со знаком «-» на поверхность стальной детали. Такой способ подключения обеспечит большой нагрев электрода, а металлическая поверхность меньше прогреется.Если мастер стремится послабее нагреть подключаемые изделия, то их нужно расположить вертикально. По мнению специалистов, важно, чтобы они были наклонены в диапазоне 30-40 градусов. Приготовление ведется сверху вниз. Кончик электрода следует двигать в одном направлении без отклонения в сторону.
О сварке оцинкованной стали
Этот материал еще называют оцинкованным. Это тонкий стальной лист, покрытый цинком. Перед стыковкой кромок на этом оцинкованном участке полностью удаляется покрытие.Это можно сделать механическим способом с помощью абразивного круга, наждачной бумаги или металлической щетки.
Неплохое покрытие прожигается сварочным аппаратом. Из-за того, что цинк испаряется при температуре 900 градусов, он выделяет очень ядовитые пары, эти работы нужно проводить на свежем воздухе или в хорошо проветриваемых помещениях. После каждого прохода по электроду необходимо гонять флюс. Когда цинк будет полностью удален с поверхности, можно приступать непосредственно к сварке. Оцинкованные трубы в основном соединяются двумя проходами с электродами разных марок.Для первого прохода используются изделия, содержащие рутиловое покрытие. Хорошо зарекомендовали себя электроды ОЗС-4, АНО-4 и МП-3. Во время сварки они должны колебаться с небольшой амплитудой. Для формирования верхнего лицевого шва специалисты рекомендуют использовать электроды ДСК-50 или УОНИ 13/55. Площадь последнего шва должна быть немного шире.
Влияние электродов из оцинкованной стали с полианилиновым покрытием на электрокинетическое осаждение грязевых растворов при выемке грунта
Реферат
Представлено экспериментальное исследование электрокинетического улучшения грунтовых отложений с целью ускорения их осаждения в целях мелиорации земель.Электрокинетическая стабилизация в настоящее время используется для улучшения почвы; однако его использование на почвах с морскими отложениями с низкой проницаемостью все еще остается под вопросом из-за износа анодов, вызванного реакцией электролиза. В литературе используется ряд традиционных методов для уменьшения коррозионного разложения металлов, таких как окраска, гальванизация и конверсионное покрытие. Проводящие полимеры, например полианилин, представляют интерес для инженеров благодаря своим свойствам, таким как простота получения и их высокая устойчивость к окружающей среде при защите металлов от коррозии.Для этой цели аноды, используемые в ячейке для электрокинетических испытаний, были покрыты полианилином для исследования влияния на электрокинетическую стабилизацию вынутого бурового раствора. Две серии экспериментов были выполнены с использованием анода из оцинкованной стали, покрытого полианилином, и две серии экспериментов с анодами из оцинкованной стали без покрытия также были выполнены в качестве контроля. В зависимости от приложенного напряжения оседающая и электроосмотическая проницаемость вынутого бурового раствора менялась во время процесса.Покрытие из полианилина увеличивало потребление энергии во время электрокинетической стабилизации по сравнению со случаем, когда тот же электрический потенциал подавался с использованием электродов без покрытия. Однако, когда электрический потенциал 5 В был приложен к почве через анод, покрытый полианилином, его оседание и электроосмотическая проницаемость были эквивалентны тому, что наблюдалось с электрическим потенциалом 30 В, приложенным через анод без покрытия, с потреблением энергии в 3 раза меньше.
Résumé
Une étude expérimentale sur l’élioration de l’électrocinétique de sédiments marins dragués для accélérer leur sédimentation for fins de remise en état du terrain est présentée.Электроэнергетическая стабилизация – это актуальный элемент, использующийся для замены солей и солей, а также использование солей, полученных на морских судах, с несостоятельной разрешенной способностью, необходимой для разрушения анодов, вызывающих частичное реагирование. В некоторых традиционных методах используются в литературе по устранению коррозии материалов, в соответствии с характеристиками, гальванизации и преобразованию. Les polymères conducteurs tels que la polyaniline sont d’intérêt de concept en raison de ses propriétés telles que la облегчение подготовки и высокая стабильность окружающей среды для защиты от коррозии материалов.А этот плавник, использованные аноды в электрокинетических электротехнических изделиях с предварительными выводами, содержат конечные элементы полианилина для обучения работе с электрической стабилизацией бурового раствора. Две серии результатов на аноде с восстановленным гальваническим покрытием из полианилина и два ряда опытов с анодами в процессе гальванизации, не восстанавливающие эффект после нанесения. En fonction de la stretch appliquée, le tassement et la perméabilité électroosmotique de la boue draguée ont different au Cours du processus.Этот полианилин дополняет электрическую систему стабилизации в зависимости от того, как она может быть использована, когда электрические электроды применяются без восстановления. Cependant, lorsqu’un pottiel électrique de 5 V est appliqué au sol grâce à l’anode recouverte en polyaniline, son tassement et al. recouvert, avec 3 fois moins de consomutation d’énergie.[Traduit par la Rédaction]
Недорогая и универсальная интеграция микропроволочных электродов и оптических волноводов в силиконовые эластомерные устройства с использованием модифицированных ксурографических методов
Создание рисунка прорези
Регулируя силу резания, можно получить различную глубину прорези. Глубина прорезей является решающим параметром, поскольку она определяет положение электродов микропровода по высоте микроканала. Чтобы выяснить взаимосвязь между силой резания и шириной прорези, ряды прорезей были вырезаны на пустой подложке из PDMS при различных силах резания.Глубина каждой щели измерялась по изображениям, полученным в поперечном сечении подложки PDMS с помощью микроскопа (S8AP0, Leica, Wetzlar, Германия). На основании полученных измерений были идентифицированы два режима (рис. 2а). В первом режиме, когда держатель лезвия не контактирует с подложкой PDMS (рис. 2b, слева), глубина прорези увеличивается линейно с силой резания с наклоном 2,76. Во втором режиме, когда держатель соприкасается с подложкой (рис. 2b, справа), он сжимает подложку, и глубина резания линейно увеличивается с уменьшением наклона 1.39. Минимальная глубина для этой режущей машины составляет около 150 мкм. Дальнейшее снижение усилия увеличивает вариативность глубины резания. Тот же эксперимент был проведен с другим режущим плоттером – режущим плоттером Silhouette SD (QuicKutz, Inc., Линдон, Юта, США). Регулируемая рабочая длина лезвия в режущих плоттерах Silhouette позволяет вырезать прорези с малой глубиной до 33 мкм.
Рисунок 2( a ) Зависимость глубины прорези от силы, приложенной во время процесса резания (15 повторов).( b ) Взаимосвязь между подложкой PDMS и держателем лезвия во время резки. 1 – при малом усилии резания держатель лезвия не соприкасается с подложкой PDMS. 2 – при высокой силе резания держатель лезвия давит на подложку PDMS и меняет наклон кривой в a . ( c ) Диаграмма, показывающая фактический интервал между прорезями, вырезанными на PDMS, в сравнении с расчетным интервалом на чертеже (9 повторов). ( d ) Схема гибкости положения интегрированных металлических микропроводов.( e ) Микрофотография интегрированных металлических микропроводов под углом 0 °, 45 ° и 80 ° относительно стенки канала сверху вниз ( f ) Микрофотография интегрированных металлических микропроводов длиной, равной ширине канала, 1 , 2, 3 мм сверху вниз. (шкала = 1 мм). ( г ) Микропровода разного диаметра и из материала вставляются в прорези. Слева направо: оптическое волокно 230 мкм, капиллярная трубка 125 мкм, медный провод 50 мкм cc, изолированный медный провод 25 мкм. ( h ) Микропроволока диаметром 25 мкм, пропущенная в щель перед запечатыванием.( i ) Микропроволока диаметром 25 мкм, пропущенная в щель после запайки (шкала = 200 мкм).
Также был охарактеризован минимальный достижимый интервал между двумя прорезями (рис. 2c). Массивы щелей с различным расстоянием между ними вырезали на пустых подложках PDMS и наблюдали под микроскопом. Фактический интервал, измеренный с помощью микроскопа, показал повторяемый интервал между щелями вплоть до 150 мкм. Высокоточный режущий плоттер 35 , который может точно позиционировать режущее лезвие и увеличивать соотношение отвердителя до 5: 1 (поз.37), который обеспечивает более жесткий PDMS, может улучшить разрешение минимального интервала.
Как показано на рисунках 2a и c, микропроволочные электроды могут быть записаны в шаблоны микроэлектродов с разрешением до 150 мкм, а положение рисунка микроэлектродов в направлении высоты также может быть отрегулировано. Таким образом, этот ксурографический метод позволяет создать канавки, подходящие для введения микропровода в различных местах и положениях внутри микрофлюидного устройства. Как показано на рисунке 2d, микропроволочные электроды могут быть записаны за боковой стенкой микроканала (синий), внутри микроканала (красный) или под / на микроканале (желтый) с регулируемым расстоянием.Такая гибкость трехмерного позиционирования и одновременная интеграция с микроканалами невозможны в других методах интеграции микроэлектродов. Несмотря на то, что 3D-печать на основе экструзии недавно использовалась для формирования трехмерных структур микроэлектродов с использованием вязких серебряных чернил 39 , они подходят для отдельно стоящих структур, таких как индукторы и катушки, но их трудно интегрировать внутри и через микрожидкостные каналы, где герметичное уплотнение и соображения связи важны.
Микропроволочный электрод для записи
Когда микропровода вставлялись в прорези в PDMS, они удерживались на месте за счет трения между микропроводами и PDMS 40 . Наконечники пипеток, иглы из нержавеющей стали и пластиковые иглы были протестированы, чтобы найти подходящую «ручку» для вписывания микропровода в прорези. Размер наконечника пластиковых наконечников пипеток (AD10EK, Diamed Lab Supplies Inc., ON, Канада) оказался слишком большим (внутренний диаметр 800 мкм), чтобы их можно было вставить в прорезь и записать микропровода в шаблоны с шагом меньше внешний диаметр наконечника.Пластиковые иглы с внутренним диаметром 200 мкм (6699A8, McMaster-Carr, Inc., Атланта, Джорджия, США) были достаточно маленькими, чтобы их можно было вставить в прорезь во время письма, но их кончики легко сгибались из-за недостаточной прочности. Игла из нержавеющей стали с внутренним диаметром 200 мкм (75165A128, McMaster-Carr, Inc., Атланта, Джорджия, США) легко вставляется в щель, не сгибаясь. Однако трение между иглой и микропроводом электрода было достаточно высоким, чтобы вытащить микропровод из щели или даже сломать микропровод.Чтобы уменьшить это трение, на кончик иглы из нержавеющей стали надевалась миниатюрная термоусадочная трубка. Длина термоусадочной трубки была примерно на 500 мкм больше, чем длина кончика иглы. Затем термоусадочную трубку нагревали с помощью теплового пистолета до полной усадки. Дополнительная длина термоусадочной трубки уменьшилась примерно до того же размера, что и наконечник иглы из нержавеющей стали (рис. 1d). Из-за такого удлинения микропровода в первую очередь контактировала с полимерным термоусадочным материалом, когда он выходил из иглы, что уменьшало контакт с нержавеющей сталью с высоким коэффициентом трения.Это позволило проводам плавно выходить из наконечника и удерживаться PDMS без разрушения.
Большинство микропроволочных электродов вписано в прорези, и рисунок электрода определяется рисунком прорезей. Однако, когда микропровода вписывались в канал, не было «направляющей» щели для определения рисунка электродов. Вместо этого рисунок электродов внутри канала контролировался положением щели на стенке канала. Было продемонстрировано, что угол (рис. 2e) и длина (рис. 2f) электродов можно локально регулировать в канале, соответствующим образом спроектировав рисунок щелей.Угол наклона электрода можно регулировать для получения желаемого направления электрического / магнитного поля, а длину электродов можно регулировать для получения желаемой площади поверхности электрода.
Микропровода разного диаметра из разного материала также проверялись на пригодность для записи в узорчатые прорези. Оптическое волокно (250 мкм), капиллярная трубка (125 мкм), чистый медный микропровод (50 мкм) и изолированный медный микропровод (25 мкм) были записаны в щели размером 500 мкм и отображены с помощью сканирующего электронного микроскопа (рис. 2g).Интеграция оптического волокна продемонстрировала, что могут быть интегрированы не только электроды, но и другие компоненты в форме микропровода.
Связывание и герметизация устройства
Связывание с кислородной плазмой – широко используемый метод необратимого соединения для PDMS. Однако первоначальные устройства, изготовленные с использованием кислородно-плазменного соединения, протекали вокруг электродов из микропровода, о чем говорилось, что между прорезью и проволокой образовывались зазоры, которые не были запечатаны. Поэтому был использован модифицированный процесс мокрого склеивания 38 .Слой форполимера PDMS был нанесен методом центрифугирования на кремниевую пластину и перенесен на подложку PDMS посредством контактной печати. Затем выровняли и склеили другую подложку PDMS. Во-первых, был использован форполимер ПДМС 10: 1, что привело к частичному уплотнению и предотвращению утечки при нормальной работе, но не при высоком давлении. Чтобы лучше заполнить промежутки форполимером, в неотвержденный форполимер ПДМС добавляли силиконовое масло, чтобы снизить его вязкость. В отличие от органических растворителей, которые обычно используются для понижения вязкости ПДМС, силиконовое масло не является летучим, остается в сшитой матрице и более надежно предотвращает утечки 41 .Отношение силиконового масла к основе PDMS увеличивалось с 1:10 до 5: 5 до тех пор, пока герметик не проникал во все щели, как наблюдали под микроскопом. Устройство вакуумировали в течение 15 минут для дальнейшего повышения эффективности герметизации. СЭМ-изображение показало, что зазор вокруг встроенного микропровода (рис. 2h) был полностью закрыт (рис. 2i) после влажного соединения с модифицированным преполимером PDMS. Прочность склеивания измерялась испытанием на разрыв с помощью устройства для склеивания со встроенными микропроводами и без них. Давление разрыва для мокрого соединения устройства PDMS без встроенного микропровода достигло 517 кПа, в то время как давление разрыва устройства PDMS со встроенным микропроводом было способно выдержать до 310 кПа.
Приложения
Чтобы продемонстрировать универсальность этого метода интеграции, в устройства PDMS были интегрированы и охарактеризованы нагреватель, электрохимический датчик, электрокинетический смеситель и оптический волновод.
Нагреватель
Нагреватели являются ключевым компонентом устройств, требующих контроля температуры, таких как те, которые используются при амплификации ДНК 42 , микроклапан с терморегулятором 43 и в качестве микрореакторов 44 . Эти нагревательные микропровода должны быть изолированы от содержимого микроканалов.Технологический процесс для традиционного изготовления плоских микронагревателей требует дополнительных шагов для нанесения и нанесения изоляционного слоя поверх микропроводов нагревателя 43,45 .
Здесь микропроволочный нагреватель Ni – Cr 50 мкм был интегрирован непосредственно в объем плоской подложки PDMS, а затем прикреплен к другому слою PDMS с микроканальной структурой (рисунки 3a и b). Расстояние между микропроводами нагревателя составляет 2 мм (рис. 3с). Расстояние между нагревателем и каналом также можно было регулировать по глубине щели.Для тестирования изготовленного нагревателя в микроканал вводилась деионизированная вода. На греющий микропровод подавалось напряжение от 1 до 4 В. Термопара была вставлена в середину микроканала из резервуара для контроля температуры внутри канала (рис. 3d). С помощью этих нагревателей можно легко достичь температуры в диапазоне 20–60 ° C. Чем выше приложенное напряжение, тем быстрее поднимается температура и тем выше достигается равновесная температура. Более высокое приложенное напряжение или более плотная обмотка позволяют быстрее достичь более высоких температур.
Рисунок 3( a ) Схема устройства PDMS со встроенным нагревателем. ( b ) Фотография изготовленного устройства PDMS со встроенным нагревателем. ( c ) Микрофотография встроенного нагревательного микропровода под микроканалом. ( d ) Контроль температуры деионизированной воды внутри микроканала путем подачи на нагреватель разного напряжения. ( e ) Схема электрохимического датчика с платиновым рабочим электродом, противоэлектродом и электродом сравнения из серебра / хлорида серебра.( d ) Циклическая вольтамперометрия 1 мМ феррицианида с электродом 10 мм при различной скорости сканирования. На вставке показаны результаты, повторяющие результаты циклической вольтамперометрии с электродами диаметром 1 мм.
С помощью ксурографического метода провода нагревателя могут быть непосредственно встроены под микроканалы, тем самым изолируя их от содержимого канала. Обычное изготовление микронагревателей потребует дополнительного этапа изготовления для нанесения изоляции. В качестве альтернативы, изолированные медные микропровода (которые имеются в продаже) могут быть вписаны непосредственно в канал, что обеспечит быстрый нагрев и хорошую электрическую изоляцию.
Электрохимический датчик
Электрохимические сенсоры становятся все более популярными в микрофлюидных устройствах, поскольку их легко уменьшить в размерах 46 . В отличие от примера с нагревателем, электроды для электрохимического зондирования должны находиться в прямом контакте с образцами в микроканале. Почти все популярные электродные материалы для электрохимического зондирования, включая золото, платину и углеродное волокно, доступны в форме микропровода. Был изготовлен трехэлектродный электрохимический датчик, чтобы продемонстрировать, что наш метод может интегрировать эти электроды в середину микроканала (рис. 3e).Он имеет микропроволоку из углеродных нанотрубок 15 мкм в качестве рабочего электрода, платиновые микропровода 50 мкм в качестве противоэлектрода и микропроволоку серебро / хлорид серебра 50 мкм в качестве электрода сравнения. Эти проволоки были последовательно вставлены в соответствующие прорези, вырезанные ранее с использованием процесса ксурографии, описанного в разделе методов. Электрод сравнения из хлористого серебра был изготовлен электрохимическим выращиванием хлорида серебра на поверхности серебряного микропровода 47 . Вкратце, устройство было заполнено 1 М раствором KCl, а затем было применено анодирование 2 В постоянного тока для выращивания хлорида серебра на серебряном микропроволочном электроде.Площадь поверхности электрода определялась длиной электрода, открытого в канале, которой можно управлять с помощью схем введения электродов, описанных в предыдущих разделах. Датчики с электродом 1 и 10 мм были изготовлены и испытаны путем выполнения циклической вольтамперометрии с 1 мМ феррицианида калия в 1 М KCl с использованием потенциостата (Emstat, PalmSens Inc., Хаутен, Нидерланды). Циклическая вольтамперометрия проводилась в диапазоне от 0,2 до 1,2 В для электрода 10 мм и от 0,5 до 0,8 В для электрода 1 мм с шагом напряжения 5 мВ при различной скорости сканирования (рисунок 3f).Эксперимент повторяли 10 раз для каждой скорости сканирования с аналогичными результатами. Сигнал, полученный от устройства с электродом 10 мм, намного выше, чем от устройства с электродом 1 мм.
Метод ксурографии позволил очень легко и в течение нескольких минут интегрировать в микрофлюидные устройства высококачественные электроды из различных материалов (углерод, платина и лента) в точных местах. Обычная обработка потребует нескольких этапов обработки, которые потребуют много времени для достижения той же многоматериальной интеграции.Кроме того, расположение чувствительного электрода в середине проточного канала, а не внизу, также позволяет избавляться от завихрений даже при низком числе Рейнольдса (> 40), что может способствовать лучшему обнаружению следов аналитов в жидкости пробы. Это будет важно для множества приложений, включая биосенсор и зондирование окружающей среды.
Электрокинетический смеситель
Смешивание – сложная проблема в микрофлюидике из-за низкого числа Рейнольдса внутри микрофлюидного канала.Электроосмос с индуцированным зарядом 48 (ICEO) широко исследовался как эффективный метод микрожидкостной перекачки 49 и перемешивания 50 . Здесь был разработан смеситель ICEO с использованием новой технологии изготовления с тремя параллельными медными микропроводами 50 мкм, расположенными на расстоянии 1 мм друг от друга (рис. 4а). Переменный ток 10 кГц от 0 до 200 В подавался на микропровода на обоих концах для создания сильного электрического поля от 0 до 1000 В см -1 между ними. Средний микропровод, подверженный действию электрического поля, поляризует и приводит в движение электроосмотический поток вокруг себя (рис. 4b).Эта установка ICEO гарантирует, что электрическое поле прикладывается только в локальной области между двумя микропроводами, а также ограничивается эффект смешения. Деионизированная вода, окрашенная различными пищевыми красителями, закачивалась в два впускных канала при 5 мкл мин. -1 , и за перемешиванием наблюдали под микроскопом (рис. 4c). Жидкости разного цвета смешиваются вокруг среднего микропровода и, как правило, полностью перемешиваются при более высокой напряженности электрического поля. Эти результаты показывают, что компактный активный микромиксер может быть интегрирован с использованием этих микропровода.
Рисунок 4Схема электроосмосного смесителя. ( b ) Принцип электроосмосного перемешивания вокруг металлического микропровода. 1 – электроосмотическое обтекание микропровода проводника под действием положительного электрического поля. 2 – электроосмотическое обтекание микропровода проводника под действием отрицательного электрического поля. ( c ) Смешивание при подаваемом переменном токе (AC) напряжением 0, 50, 100 и 150 В. ( d ) Схема устройства PDMS со встроенным оптическим волноводом.( e ) Светлопольное микроскопическое изображение интегрированного оптического волокна внутри микрофлюидного канала (вверху) и флуоресцентное микроскопическое изображение окрашенной пикогреном ДНК, возбужденной синим светом СИД, направляемым через оптическое волокно. ( e ) Связь между интенсивностью флуоресценции и концентрацией образца ДНК.
В обычных электрокинетических смесителях 49,51 электрокинетические потоки генерируются на поверхности микропровода в нижней части микроканалов и имеют ограниченное влияние на объем раствора.Включение металлического микропровода в середину микроканала может повысить эффективность перемешивания за счет нарушения потока внутри основного раствора.
Оптический волновод
Несмотря на то, что электрохимические датчики широко используются в устройствах LOC, они все еще имеют ограничения, включая требование маркировки электроактивных ферментов и чувствительность к температуре и pH 52 . Из-за этих ограничений оптическое обнаружение по-прежнему предпочтительнее в некоторых областях, таких как геномное зондирование.Интеграция волновода, фильтров и других оптических компонентов в устройства LOC может снизить стоимость и повысить чувствительность. Здесь мы демонстрируем, что наш метод может быть использован для интеграции этих оптических волокон в микрофлюидные устройства PDMS. В этом приложении оптическое волокно используется в качестве волновода для направления возбуждающего света в локальное пятно внутри микрофлюидного устройства для флуоресцентного измерения концентрации ДНК. Наконечник оптического волокна 250 мкм (FG105UCA, Thorlabs, Newton, NJ, USA) был заштрихован (на длине 10 мм) для удаления защитного покрытия.Затем полосатая длина волокна была уменьшена до 1-2 мм путем скалывания дополнительной длины. Подготовленное таким образом волокно стабильно и не ломается во время записи, поскольку большая часть волокна защищена покрытием. Оптическое волокно было вписано в желаемое положение канала с помощью наконечника пипетки (AD10EK, Diamed Lab Supplies Inc., Миссиссауга, Онтарио, Канада) из-за его относительно большого диаметра (рис. 4d). Образцы ДНК с различной концентрацией от 1 нг / мл -1 до 1 мкг / мл окрашивали пикогрином и вводили в микроканал.Возбуждающий свет с длиной волны 490 нм, генерируемый светодиодом с волоконной связью (M490F2, Thorlabs, Ньютон, Нью-Джерси, США), направлялся через оптическое волокно в микроканал. Эмиссионный свет был обнаружен с помощью флуоресцентного микроскопа (рис. 4e). Интенсивность флуоресценции получали по средней яркости квадрата 100 мкм × 100 мкм в середине луча. Интенсивность флуоресценции линейно возрастала с увеличением концентрации ДНК (рис. 4f), что согласуется с кривой количественного определения реагента пикогрин 53 .Используя оптическое волокно, возбуждающий свет может быть направлен в перпендикулярном направлении к детектору, что упрощает процесс обнаружения.
Определение характеристик электродных материалов для литий-ионных и натрий-ионных батарей с использованием методов синхротронного излучения
J Vis Exp. 2013; (81): 50594.
, 1 , 1 , 1 , 2 , 1 , 3 , 1 , 1 , 1 , 4 и 5Марка М.Doeff
1 Отдел экологических энергетических технологий, Национальная лаборатория Лоуренса Беркли
Гуойинг Чен
1 Отдел экологических энергетических технологий, Национальная лаборатория Лоуренса Беркли
Джорди Кабана
1 Национальный отдел экологических энергетических технологий, Лоуренс Беркли Лаборатория
2 Химический факультет Иллинойского университета в Чикаго
Томас Дж. Ричардсон
1 Отдел экологических энергетических технологий, Национальная лаборатория Лоуренса Беркли
Apurva Mehta
3 Stanford Synchrotron Radiation Lights Мона Ширпур
1 Отдел экологических энергетических технологий, Национальная лаборатория Лоуренса Беркли
Хьюз Дункан
1 Отдел экологических энергетических технологий, Национальная лаборатория Лоуренса Беркли
901 00 Чунджун Ким1 Отдел экологических энергетических технологий, Национальная лаборатория Лоуренса Беркли
Кинсон К.Kam
4 Haldor Topsøe A / S
Thomas Conry
5 PolyPlus Battery Company
1 Отдел технологий экологической энергии, Национальная лаборатория Лоуренса Беркли
2 Химический факультет Университета Иллинойса, Чикаго
3 Стэнфордский источник синхротронного излучения
4 Haldor Topsøe A / S
5 PolyPlus Battery Company
Copyright © 2013, Journal of Visualized Experiments Эта статья цитируется в других статьях в PMC.Abstract
Интеркаляционные соединения, такие как оксиды или фосфаты переходных металлов, являются наиболее часто используемыми электродными материалами в литий-ионных и Na-ионных батареях. Во время введения или удаления ионов щелочного металла окислительно-восстановительные состояния переходных металлов в соединениях изменяются, и происходят структурные превращения, такие как фазовые переходы и / или параметр решетки, увеличивается или уменьшается. Это поведение, в свою очередь, определяет важные характеристики батарей, такие как потенциальные профили, номинальные возможности и срок службы.Чрезвычайно яркие и настраиваемые рентгеновские лучи, создаваемые синхротронным излучением, позволяют быстро получать данные с высоким разрешением, которые предоставляют информацию об этих процессах. Преобразования в объемных материалах, такие как фазовые переходы, можно непосредственно наблюдать с помощью дифракции рентгеновских лучей (XRD), в то время как спектроскопия поглощения рентгеновских лучей (XAS) дает информацию о локальных электронных и геометрических структурах ( например, изменений в окислительно-восстановительных состояниях и длины облигаций). In situ эксперименты, проводимые с рабочими ячейками, особенно полезны, поскольку они позволяют установить прямую корреляцию между электрохимическими и структурными свойствами материалов.Эти эксперименты занимают много времени и могут быть сложными для проектирования из-за реакционной способности и чувствительности к воздуху анодов из щелочных металлов, используемых в конфигурациях полуэлементов, и / или возможности интерференции сигналов от других компонентов и оборудования ячейки. По этим причинам в некоторых случаях целесообразно проводить экспериментов ex situ (, например, на электродах, собранных из частично заряженных или циклических клеток). Здесь мы представляем подробные протоколы для подготовки образцов ex situ и in situ для экспериментов с использованием синхротронного излучения и демонстрируем, как эти эксперименты проводятся.
Ключевые слова: Physics, Issue 81, X-Ray Absorption Spectroscopy, X-Ray Diffraction, неорганическая химия, электрические батареи (приложения), накопление энергии, электродные материалы, литий-ионный аккумулятор, Na-ионный аккумулятор, рентгеновское излучение. Абсорбционная спектроскопия (XAS), in situ Дифракция рентгеновских лучей (XRD)
Введение
Литий-ионные батареи для бытовой электроники в настоящее время занимают мировые рынки объемом 11 миллиардов долларов (http://www.marketresearch.com/David-Company- v3832 / Lithium-Ion-Batteries-Outlook-Alternative-6842261 /) и являются лучшим выбором для новых автомобильных приложений, таких как подключаемые гибридные электромобили (PHEV) и электромобили (EV).Аналоги этих устройств, в которых используются ионы натрия, а не литий, находятся на ранних стадиях разработки, но считаются привлекательными для крупномасштабного накопления энергии (, т.е. сетевых приложений) на основании аргументов в отношении стоимости и безопасности поставок 1, 2 . Обе системы двойной интеркаляции работают по одному и тому же принципу; Ионы щелочных металлов перемещаются между двумя электродами, выступая в качестве основных структур, которые претерпевают процессы внедрения при разных потенциалах. Сами электрохимические ячейки относительно просты и состоят из составных положительных и отрицательных электродов на токоприемниках, разделенных пористой мембраной, насыщенной электролитическим раствором, обычно состоящим из соли, растворенной в смеси органических растворителей ( Рисунок 1 ).Графит и LiCoO 2 являются наиболее часто используемыми отрицательными и положительными электродами соответственно для литий-ионных батарей. Также было разработано несколько альтернативных электродных материалов для конкретных применений, включая варианты шпинели LiMn 2 O 4 , LiFePO 4 со структурой оливина и NMC (LiNi x Mn x Co 1-2x O 2 соединений) для позитивов и твердых углеродов, Li 4 Ti 5 O 12 и сплавы лития с оловом для негативов 3 .Высоковольтные материалы, такие как LiNi 0,5 Mn 1,5 O 4 , новые материалы с высокой емкостью, такие как слоисто-слоистые композиты (, например, xLi 2 MnO 3 · (1-x) LiMn 0,5 Ni 0,5 O 2 ), соединения с переходными металлами, которые могут претерпевать многократные изменения в окислительно-восстановительных состояниях, и аноды из сплава Li-Si в настоящее время являются предметом интенсивных исследований и, в случае успешного развертывания, должны повысить практическую плотность энергии литий-ионных элементов. дальше.Другой класс материалов, известный как преобразовательные электроды, в которых оксиды, сульфиды или фториды переходных металлов обратимо восстанавливаются до металлического элемента и соли лития, также рассматривается для использования в качестве электродов аккумуляторной батареи (в основном в качестве замены анодов) 4 . Для устройств на основе натрия исследуются твердые углеродные сплавы, структуры NASICON и титанаты для использования в качестве анодов и различных оксидов переходных металлов и полианионных соединений в качестве катодов.
Поскольку литий-ионные и натриево-ионные аккумуляторы не имеют фиксированного химического состава, их рабочие характеристики значительно различаются в зависимости от используемых электродов.Редокс-поведение электродов определяет потенциальные профили, скоростные характеристики и срок службы устройств. Обычные методы порошковой дифракции рентгеновских лучей (XRD) могут использоваться для первоначальной структурной характеристики нетронутых материалов и измерений ex situ на циклических электродах, но практические соображения, такие как низкий уровень сигнала и относительно длительное время, необходимое для сбора данных, ограничивают количество информации, которую можно получить о процессах разряда и заряда.Напротив, высокая яркость и короткие длины волн синхротронного излучения (, например, λ = 0,97 Å на линии излучения Стэнфордского источника синхротронного излучения 11-3) в сочетании с использованием высокопроизводительных детекторов изображений позволяют получать данные с высоким разрешением на образцы всего за 10 секунд. In situ работа выполняется в режиме передачи на компонентах элемента, подвергающихся заряду и разряду в герметично закрытых пакетах, прозрачных для рентгеновских лучей, без необходимости останавливать операцию для сбора данных.В результате структурные изменения электродов можно наблюдать как «моментальные снимки во времени» по мере циклов ячейки, и можно получить гораздо больше информации, чем с помощью традиционных методов.
Спектроскопия поглощения рентгеновских лучей (XAS), также иногда называемая тонкой структурой поглощения рентгеновских лучей (XAFS), дает информацию о локальной электронной и геометрической структуре материалов. В экспериментах XAS энергия фотона настраивается на характерные края поглощения конкретных исследуемых элементов.Чаще всего для материалов батарей эти энергии соответствуют K-краям (1s-орбиталям) интересующих переходных металлов, но эксперименты с мягким XAS настроены на O, F, C, B, N и края L 2,3 Переходные металлы первого ряда также иногда проводят на ex situ образцах 5 . Спектры, генерируемые экспериментами XAS, можно разделить на несколько отдельных областей, содержащих различную информацию (см. Newville, M., Основы XAFS, http://xafs.org/Tutorials?action=AttachFile&do=get&target=Newville_xas_fundamentals.pdf). Основной особенностью, состоящей из края поглощения и простирающейся примерно на 30-50 эВ за его пределы, является область ближней краевой структуры поглощения рентгеновских лучей (XANES), которая указывает порог ионизации для состояний континуума. Он содержит информацию о степени окисления и координационной химии поглотителя. Часть спектра с более высокой энергией известна как область расширенной тонкой структуры поглощения рентгеновских лучей (EXAFS) и соответствует рассеянию выброшенного фотоэлектрона на соседних атомах.Фурье-анализ этой области дает краткосрочную структурную информацию, такую как длины связей, а также количество и типы соседних ионов. Иногда также проявляются предреберные особенности ниже характерных энергий поглощения некоторых соединений. Они возникают из-за дипольных запрещенных электронных переходов в пустые связанные состояния для октаэдрической геометрии или эффектов дипольной разрешенной орбитальной гибридизации в тетраэдрических формах и часто могут быть коррелированы с локальной симметрией поглощающего иона (, например, независимо от того, координирован ли он тетраэдрически или октаэдрически) 6 .
XAS – это особенно полезный метод исследования смешанных металлических систем, таких как NMC, для определения начальных окислительно-восстановительных состояний и того, какие ионы переходных металлов подвергаются окислительно-восстановительным процессам во время процессов делитирования и литирования. Данные по нескольким различным металлам можно быстро получить в одном эксперименте, и их интерпретация достаточно проста. Напротив, мессбауэровская спектроскопия ограничивается лишь несколькими металлами, используемыми в материалах батарей (в первую очередь, Fe и Sn).Хотя магнитные измерения также можно использовать для определения степени окисления, эффекты магнитной связи могут усложнить интерпретацию, особенно для сложных оксидов, таких как NMC.
Хорошо спланированные и проведенные эксперименты in situ и ex situ на синхротроне XRD и XAS дают дополнительную информацию и позволяют сформировать более полную картину структурных изменений, происходящих в материалах электродов во время нормальной работы батареи, чем то, что может быть полученные обычными методами.Это, в свою очередь, дает лучшее понимание того, что определяет электрохимическое поведение устройств.
Протокол
1. Планирование экспериментов
Определите интересующие эксперименты с пучком. Обратитесь к веб-страницам линии луча в качестве руководства. Для SSRL XAS и XRD это: http://www-ssrl.slac.stanford.edu/beamlines/bl4-1/ и http://www-ssrl.slac.stanford.edu/beamlines/bl4-3/. и http://www-ssrl.slac.stanford.edu/beamlines/bl11-3/
Свяжитесь с ученым, занимающимся лучом, и обсудите детали эксперимента.
Уточняйте сроки и требования к подаче предложений, перейдя на соответствующий сайт.
Напишите предложение по времени луча и отправьте.
После того, как предложение будет оценено, запланируйте время пучка.
Следуйте инструкциям, предоставленным предприятием, чтобы подготовиться к времени луча. Обдумайте детали эксперимента, транспортировку материалов (особенно устройств, содержащих щелочные металлы) и оборудования, а также любые вопросы безопасности.Обучение технике безопасности обычно требуется для новых пользователей.
2. Подготовка материалов, электродов и ячеек
Синтезируйте или получите интересующий активный материал.
Охарактеризуйте материал с помощью стандартной порошковой дифракции рентгеновских лучей, используя шаги 2.2.1–2.2.9.
Измельчите порошок и просейте его через сито для обеспечения равномерного гранулометрического состава.
Загрузите образец в держатель образца. Снимите заднюю панель с держателя и поместите ее напротив предметного стекла.Заполните полость порошком, затем прикрепите заднюю пластину, переверните держатель и снимите слайд. Это гарантирует, что порошок равномерно прилегает к поверхности держателя и что поверхность ровная.
Войти в бортовой журнал дифрактометра.
Вставьте держатель образца в дифрактометр и выровняйте.
Закройте дверцы дифрактометра.
Используя программу Data Collector на компьютере, подключенном к дифрактометру Panalytical, увеличьте напряжение и ток до значений, подходящих для измерения.Выберите щели и маски пучка для эксперимента. Выберите или измените программу для сканирования.
Запустите программу и назовите файл данных. Заблокируйте дверцы дифрактометра, проведя по значку, когда программа предложит. Собирать информацию.
Анализируйте паттерн с помощью программы High Score. В частности, обратите внимание на наличие примесей (лишних отражений) и совпадение рисунка с образцами стандартных образцов или расчетными рисунками.
Снимите образец с дифрактометра.Уменьшите ток и напряжение и закройте двери. Выйдите из системы, отметив необычные условия.
Получите микрофотографии с помощью сканирующего электронного микроскопа для оценки морфологии частиц, используя шаги 2.3.1–2.3.10.
Подготовьте образец, прикрепив углеродную ленту к алюминиевому стержню и посыпав порошком образца на липкую сторону. Проверьте на магнетизм, удерживая кухонный магнит над образцом.
Вставьте образец в камеру SEM через воздушный шлюз.
После создания вакуума включите ускоряющее напряжение.
В режиме малого увеличения отрегулируйте контрастность и яркость. Удобнее всего это делать с помощью кнопки ACB.
Найдите интересующую область путем сканирования вручную в направлениях x и y.
Переключитесь в режим SEM или режим слабого луча, если требуется большее увеличение. Выберите желаемый детектор и установите рабочее расстояние на значения, подходящие для эксперимента.
Отрегулируйте контрастность и яркость с помощью ручки ACB.
Сфокусируйте изображение с управлением по оси z.
Выровняйте луч, скорректируйте астигматизм и сфокусируйтесь с помощью ручек x и y.
Сделайте желаемые снимки, используя кнопку фото, и сохраните их в соответствующей папке на компьютере.
По окончании отключите ускоряющее напряжение. Переместите образец в положение обмена и удалите из камеры через воздушный шлюз.
Проведите элементный анализ с помощью ICP, если необходимо, и охарактеризуйте материалы любыми другими необходимыми методами, такими как ИК или рамановская спектроскопия.
Изготовьте электроды, используя шаги 2.5.1–2.5.8.
Приготовьте раствор 5-6% (масс.) Поливинилиденфторида (ПВДФ) в N-метилпиролидиноне (NMP).
Совместное измельчение активного материала и проводящей добавки (ацетиленовая сажа, графит, и т. Д. .).
Добавьте раствор NMP из шага 2.3.1 к сухому порошку из шага 2.3.2 и перемешайте. Пропорции варьируются в зависимости от природы активного материала, но конечный сухой состав 80:10:10 (активный материал: PVDF: проводящая добавка) является обычным.
С помощью ракельного ножа и (необязательно) вакуумного стола нанесите суспензию электрода на токосъемник из алюминия или меди. Алюминиевая фольга с углеродным покрытием может использоваться для катодных материалов литий-ионных аккумуляторов и всех материалов натриевых электродов, а медная фольга используется для литий-ионных анодных материалов.
Дайте электродам высохнуть на воздухе.
Просушите электроды, используя инфракрасную лампу, электрическую плиту или вакуумную печь.
Обрежьте или проткните электроды нужного размера.Взвесьте электроды.
Перенести электроды в перчаточный ящик с инертной атмосферой. Для удаления всей остаточной влаги рекомендуется дополнительный этап сушки с использованием передающей камеры с вакуумным обогревом, прикрепленной к перчаточному ящику.
Соберите электрохимические устройства (обычно плоские ячейки, но для электрохимической характеристики можно использовать другие конфигурации) для первоначальной характеристики, образцов ex situ, и / или эксперимента по линии пучка, используя шаги 2.6.1–2.6.7.
Соберите все необходимые компоненты в перчаточном ящике с инертной атмосферой.
Отрежьте литиевую или натриевую фольгу до нужного размера.
Обрежьте микропористый сепаратор до желаемого размера.
Расположите компоненты в устройстве в указанном порядке: электрод, сепаратор, раствор электролита и фольга из лития или натрия.
При необходимости добавьте распорки и волнистые шайбы.
Запечатайте ячейку с помощью пресса для монетных элементов.
Для экспериментов in situ XRD прикрепите язычки с обеих сторон монетного элемента и запечатайте устройство в мешочке из полиэстера.
Проведите электрохимический эксперимент для первоначальной характеристики или ex situ работы, используя шаги 2.7.1–2.7.6.
Подсоедините провода от потенциостата / гальваностата или циклера к устройству и измерьте потенциал холостого хода.
Напишите программу для желаемого электрохимического эксперимента или выберите программу из архива.
Провести эксперимент и собрать данные.
Для экспериментов ex situ разберите устройство в перчаточном ящике, стараясь не замкнуть его. Для монетных элементов используйте либо инструмент для разборки монетных элементов, либо плоскогубцы, обмотанные тефлоновой лентой.
Промойте электроды диметилкарбонатом для удаления остатков соли электролита. Дайте им высохнуть.
Покройте электроды для исследования ex situ каптоновой фольгой для экспериментов XRD или скотчем для XAS и храните в перчаточном ящике до проведения эксперимента.
Порошки, предназначенные для исследования с помощью XAS, следует просеять, чтобы гарантировать однородность размера частиц. Затем их можно насыпать на несколько кусочков скотча. Затем можно приготовить серию образцов, сложив вместе все больше и больше кусочков порошковой ленты. Это особенно полезно, если пользователь не уверен в количестве порошка, необходимом для оптимального сигнала.
В качестве альтернативы порошки для измерений XAS могут быть разбавлены BN, если пользователь уверен в том, что приведет к оптимальному сигналу.
3. Проведение экспериментов на синхротронной установке
За несколько дней до начала эксперимента запланируйте транспортировку материалов и оборудования на установку.
Для устройств, содержащих аноды из щелочных металлов, требуется доставка во избежание опасностей, связанных с транспортировкой в личном или общественном транспорте.
Оборудование, такое как переносные гальваностаты / потенциостаты и портативные компьютеры, а также неопасные образцы, такие как электроды для работы ex situ , могут быть доставлены на объект лицом, проводящим эксперименты, любым удобным способом.
Зарегистрируйтесь и зарегистрируйтесь на объекте.
Для экспериментов in situ и ex situ XRD возьмите эталонный образец LaB 6 для калибровки.
Обратитесь к специалисту по лучу и персоналу для получения инструкций.
Откалибруйте луч, чтобы найти правильные условия луча.
Измерить эталонный образец LaB 6 .
Для экспериментов in situ XRD настройте устройство и начните эксперимент, выполнив шаги 3.4.1-3.4.6.
Вставьте пакет в алюминиевые прижимные пластины и убедитесь, что отверстия правильно выровнены для прохождения рентгеновского луча.
Найдите оптимальное положение луча и время экспозиции. Продолжительное воздействие может привести к перенасыщению. Решите, будет ли образец раскачиваться или стоять неподвижно.
Возьмите исходный образец перед началом электрохимии.
Подсоедините провода от гальваностата / потенциостата к устройству.
Начать электрохимический эксперимент.
Получить данные. После начала эксперимента сбор данных происходит автоматически, и пользователю нужно только наблюдать, чтобы убедиться, что эксперимент идет по плану.
Настройка экспериментов XAS.
Зарегистрируйтесь и свяжитесь с исследователем и персоналом для получения инструкций.
Вставьте образец и фольгу для сравнения (в зависимости от измеряемого металла; например, Ni для Ni K кромки).
Выровняйте образец.
Определите энергию определенной металлической кромки с помощью программы IFEFFIT Hephaestus. Настройте монохроматор, затем отрегулируйте примерно на 30%, чтобы устранить гармоники более высокого порядка. Измените коэффициенты усиления, чтобы отрегулировать смещения измерений I 1 и I 2 .
Проведите измерение. Необходимо сделать два или более сканирования и объединить их для интересующего элемента.
При необходимости повторите шаги 3.5.3–3.5.5 для дополнительных элементов.
4.Анализ данных
Для работы с XRD откалибруйте изображение LaB 6 .
Download Area Diffraction Machine, который доступен через код Google (http://code.google.com/p/areadiffractionmachine/).
Откройте изображение для дифракции LaB 6 и используйте начальные значения калибровки из заголовка файла.
Откройте эталонные значения Q (= 2π / d) LaB 6 .
Откалибруйте дифракционное изображение LaB 6 со значениями Q и первоначальным предположением калибровочных значений .
Получите правильные значения калибровки путем подгонки изображения.
Сохраните калибровочные значения в калибровочный файл.
Откалибруйте изображения данных эксперимента.
Откройте дифракционные изображения эксперимента.
Откройте файл калибровки из эталона LaB 6 (сохраненного на шаге 4.1.6).
Откройте эталонные значения Q (= 2π / d) для Al или Cu (токосъемники для электродов) и используйте их в качестве внутренних эталонов.
Откалибруйте изображения узоров путем подгонки изображений.
Интегрируйте изображение в данные Q в зависимости от интенсивности (линейное сканирование).
Подгоните шаблоны, используя желаемую программу подгонки (CelRef, Powdercell, RIQAS, GSAS, и т. Д. .).
Обработайте электрохимические данные с помощью любой удобной программы для построения графиков (Excel, Origin, KaleidaGraph, Igor, и т. Д. .).
Для данных XAS используйте ARTEMIS / ATHENA в пакете программного обеспечения IFEFFIT для анализа.
Откалибруйте данные, используя первый пик производной спектров поглощения эталонных металлов.
Слияние сканов.
Вычесть фон и нормализовать данные.
Используйте функцию AUTOBK, чтобы изолировать данные EXAFS.
Преобразование Фурье данных EXAFS.
Используйте метод наименьших квадратов для преобразованных Фурье спектров в пространстве R или k для извлечения структурной информации.
Типичные результаты
На рисунке 2 показана типичная последовательность, используемая для эксперимента in situ . После синтеза и определения характеристик порошков активного материала, композитные электроды готовят из суспензий, содержащих активный материал, связующее, такое как поливинилиденфторид (PVDF), и проводящие добавки, такие как углеродная сажа или графит, суспендированные в N-метилпирролидиноне (NMP), залитые на них. токосъемники из алюминиевой или медной фольги.Алюминий используется для катодов литий-ионных аккумуляторов и всех электродов ионно-натриевых аккумуляторов, а медь используется для анодов литий-ионных аккумуляторов. После того, как электроды высушены, разрезаны и взвешены, элементы собираются в перчаточном боксе с инертной атмосферой с использованием микропористых сепараторов, соответствующих электролитических растворов и отрицательных электродов, состоящих из фольги Li или Na. Затем эти компоненты герметично закрываются в защитный чехол из полиэстера, который не пропускает воздух и достаточно прозрачен для рентгеновских лучей.Алюминиевые и никелевые вкладыши используются для электрических контактов с положительным и отрицательным электродами соответственно. Алюминиевые вкладки привариваются ультразвуком к катодным токосъемникам, в то время как мягкий металл Li или Na, используемый в качестве анода, просто прижимается к никелевому выступу для обеспечения контакта. Для поддержания давления ячейка-пакет сжимается между двумя металлическими пластинами с прорезанными в них отверстиями диаметром 2 мм для пропускания рентгеновских лучей. Плохой контакт между компонентами ячейки может привести к высоким перенапряжениям и преждевременному отключению, особенно если пределы напряжения не отрегулированы с учетом дополнительного перенапряжения, возникающего в этой конфигурации.С другой стороны, чрезмерное давление может вызвать короткое замыкание ячейки и провал эксперимента. Лучшее управление давлением достигается, когда компоненты сначала собираются в монетный элемент с небольшими отверстиями, просверленными в корпусах и прокладках, который затем запечатывается в защитный чехол после прикрепления язычков. Волнистые шайбы и распорки используются для заполнения любого лишнего объема в устройстве, поддержания давления и обеспечения хорошего контакта между компонентами.
Затем для проведения электрохимического эксперимента и сбора данных на линии луча используются небольшой портативный потенциостат / гальваностат и портативный компьютер.Один цикл заряда-разряда обычно занимает около 20 часов. Цикл обычно выполняется гальваностатически (, т.е. с использованием постоянного тока) между предварительно выбранными пределами напряжения. Образец может оставаться неподвижным, качаться (влево / вправо или вверх / вниз) или вращаться вокруг оси луча в линии луча. Преимущества последних двух состоят в том, что результаты получаются на несколько большей площади электрода, минимизируются эффекты предпочтительной ориентации в порошковых электродах и улучшается статистика счета.
Передача кольцевых диаграмм XRD (см. , рис. 2, , шаг 5) может быть получена примерно за 10 секунд при времени считывания данных примерно 1-2 мин. Интеграция откалиброванных шаблонов изображений дает линейное сканирование (интенсивность в зависимости от Q). Линия пучка 11-3 в Стэнфордском источнике синхротронного излучения использует один монохроматор Si (311), генерирующий падающую волну с длиной волны приблизительно 0,97 Å (12735 эВ), хотя колебания энергии порядка нескольких эВ (~ 0,01%) в основном связаны с к суточному циклу (суточные колебания температуры) часто наблюдаются в ходе длительных измерений заряда и разряда.Таким образом, калибровка изображения для каждого сканирования важна для распаковки изменений дифракционной картины. Калибровка выполняется с помощью программного обеспечения Area Diffraction Machine, разработанного для лучевой линии 11-3 (http://code.google.com/p/areadiffractionmachine/).
На рисунке 3 показаны данные in situ XRD, полученные на Li / Li x [Ni 0,45 Mn 0,45 Co 0,05 Al 0,05 ] O 2 ячейке, которая подверглась заряду (in черный) и разряд (зеленый) после калибровки и преобразования кольцевых диаграмм в линейные развертки.Пики, возникающие от компонентов элемента, включая алюминиевый токосъемник, пакет из полиэстера и полипропиленовый сепаратор, отмечены красными и синими точками (металлический литий практически прозрачен для рентгеновских лучей, но при использовании анодов из металлического натрия возникают дополнительные пики). Индексированные отражения, приписываемые Li x [Ni 0,45 Mn 0,45 Co 0,05 Al 0,05 ] O 2 активного материала , отмечены на рисунках. Поскольку параметры элементарной ячейки изменяются в зависимости от x (содержания Li), пики, связанные с этой фазой и токосъемником из алюминия, перекрываются на некоторых рисунках.Помехи от компонентов ячейки представляли серьезные проблемы как для идеального вычитания фона, так и для уточнения дифракционных картин в целом по Ритвельду. Чтобы обойти эту проблему, фон вычитался вручную, и для подгонки был выбран ограниченный набор пиков, которые не перекрывались с компонентами ячеек. Параметры элементарной ячейки при различных состояниях заряда были впоследствии рассчитаны методом наименьших квадратов с использованием доступных положений пиков и программы CelRef (http: // www.ccp14.ac.uk/tutorial/lmgp/celref.htm). Степень интерференции клеточных компонентов в образцах, полученных из экспериментов in situ , варьируется в зависимости от природы исследуемого материала, и эти проблемы не всегда встречаются. В этом случае для анализа данных можно использовать любую удобную программу уточнения или подгонки (GSAS, PowderCell, RIQAS, FullProf, и т. Д. .).
Из-за нехватки времени иногда предпочтительнее проводить эксперименты на синхротронной XRD ex situ. Совершенно очевидно, что выполнение нескольких циклов в течение длительного времени, например, в канале луча, очевидно, нецелесообразно. Вместо этого электроды можно снять с циклических ячеек, промыть растворителем для удаления остаточных солей электролита, высушить и покрыть каптоновой пленкой для защиты от воздуха для последующего исследования. Кроме того, может быть полезно изучить несколько электродов в различных состояниях заряда, полученных от электрохимических ячеек, чтобы получить представление о том, чего ожидать от более сложного эксперимента in situ , проведенного позже.Эти эксперименты намного проще проводить и требуют меньше времени; несколько образцов обычно можно запустить за час. Дополнительным преимуществом работы ex situ является отсутствие большинства мешающих компонентов ячейки, хотя обычно наблюдаются сигналы от токосъемника, связующего и проводящих добавок, а сам каптон вносит свой вклад в фон. Предостережения в отношении работы ex situ заключаются в том, что промывка и длительное или неправильное хранение может изменить или испортить образец.В сценариях наихудшего случая данные, полученные ex situ , могут даже не предоставить релевантную информацию из-за этих проблем. Однако, если соблюдается соответствующая осторожность, работа ex situ все еще может иметь некоторую ценность, хотя прямое наблюдение за процессами с использованием конфигураций in situ , несомненно, является наиболее желательным вариантом, когда позволяют временные ограничения.
Поскольку эксперименты XAS зависят от элементов, помехи от компонентов ячейки, отличных от интересующего материала электродов, не столь проблематичны, как с XRD (при условии, что оборудование ячейки не содержит интересующие металлы).Однако одновременно можно измерить только одну кромку (элемент) поглощения. В то время как переключение на новую энергию занимает всего секунды, настройка, изменение коэффициентов усиления и смещения в ионных камерах, смена эталонных фольг и продувка газом могут занять до десяти дополнительных минут. Переключение с одного элемента на другой во время выполнения на месте может привести к некоторой потере данных. Значимые данные EXAFS может быть трудно получить во время работы in situ , потому что происходящие структурные изменения часто имеют постоянные времени, аналогичные постоянным времени самих измерений.Еще одно соображение заключается в том, что на линии луча XAS часто приходится много подписчиков, что означает ограниченное время для каждого пользователя. По этим причинам, как правило, более практично проводить эксперименты XAS на образцах ex situ , а не выполнять in situ работу (хотя см. Ссылку 7 для примера работы in situ ). Получение данных по образцам ex situ может занять от нескольких минут до одного часа в зависимости от того, сколько элементов изучается и от объекта, на котором выполняется работа.Во время каждого измерения края должен быть записан спектр аналогичной металлической фольги (, например, Ni, Mn или Co) для измерения энергии. Это выполняется одновременно с измерением образца. Кроме того, пользователь может пожелать записывать данные о стандартных материалах, содержащих интересующие металлы с известными степенями окисления, отдельно, особенно если в электрохимии участвуют необычные окислительно-восстановительные состояния. Например, Li 3 MnO 4 использовался в качестве эталона для недавнего исследования серии электродных материалов из оксинитрида лития-марганца для проверки присутствия тетраэдрически координированного Mn 5+ . 8
Большинство экспериментов XAS, направленных на изучение объемных процессов в электродных материалах, проводят в режиме пропускания, который подходит, когда молярные концентрации интересующих элементов выше примерно 5-10% (http: //xafstraining.ps.bnl .gov). Наилучшие результаты получаются, когда толщину образца x регулируют так, чтобы μx <3 над краем поглощения. Если коэффициент поглощения (μ) неизвестен (, например, для сложных материалов, которые включают в себя множество материалов электродов батареи), может быть полезно начать с очень небольшого количества порошка, насыпанного на липкую сторону куска скотча. .Один или несколько дополнительных кусков порошковой скотча могут быть прикреплены к оригиналу для увеличения сигнала до точки, в которой достигается оптимальный отклик (обычно соответствует одной длине поглощения). Для материалов, коэффициент поглощения которых известен, образец можно разбавить BN, чтобы получить правильное поглощение при заданной толщине.
В SSRL, Ni, Mn и Co K-края могут быть изучены на линии луча 4.1, в то время как Ti и S-края исследуются на линии луча 4.3. Расстройка двухкристального монохроматора примерно на 30% устраняет гармоники более высокого порядка. Калибровка проводится по первому пику производной спектров поглощения эталонных металлов. Дублирующиеся сканированные изображения можно запускать и объединять после выравнивания для повышения качества данных. Artemis / Athena из программного пакета IFEFFIT используются для анализа 9 . После объединения подобных сканирований фоновый вклад вычитается, и данные нормализуются. Данные EXAFS выделяются с помощью функции AUTOBK и преобразуются по Фурье.Затем для извлечения структурной информации используется метод наименьших квадратов, соответствующий преобразованному Фурье спектру в пространстве R или k. Пример данных XAS, снятых на краю Mn K, показан на Рис. 2 , шаг 5, и области XANES и EXAFS отмечены на спектре.
Рис. 1. Схема литий-ионной батареи с графитовым анодом и катодом из слоистого оксида металла, находящихся в процессе разряда. Используется с разрешения ссылки 3.
Рис. 2. Типичная последовательность эксперимента in situ .Этапы включают 1) подготовку и определение характеристик образца, 2) подготовку композитных электродов, 3) сборку мешочных ячеек, 4) установку эксперимента in situ, на канале пучка, и 5) сбор и анализ данных.
Рис. 3. Линейные сканы, полученные путем объединения сканов изображений на Li / Li x [Ni 0,45 Mn 0,45 Co 0,05 Al 0,05 ] O 2 элемент заряжается (черный) и разряд (зеленый). Отражения, приписываемые алюминиевому токосъемнику и компонентам полимерных ячеек (мешочек и микропористый сепаратор), отмечены синими и красными точками соответственно.
Таблица 1. Таблица материалов.
Таблица 2. Таблица оборудования.
Обсуждение
Анализ данных XANES показывает, что готовый LiNi x Co 1-2x Mn x O 2 (0,01≤x≤1) соединения содержат Ni 2+ , Co 3 + , и Mn 4+ . 10 Недавнее исследование in situ XAS на LiNi 0,4 Co 0,15 Al 0.05 Mn 0,4 O 2 показали, что Ni 2+ был окислен до Ni 3+ и, в конечном итоге, Ni 4+ во время делитирования, но окислительно-восстановительные процессы с участием Co 3+ способствовали некоторой емкости даже при низких состояниях заряда, вопреки предыдущим предположениям. 7. Другое исследование, включающее составы с низким содержанием кобальта, LiNi 0,45 Co 0,1-y Al y Mn 0,45 O 2 , также показало что Co был электроактивен на ранних стадиях делитирования 11 .
Синхротронные XRD 12 и XAS 11 исследования серии NMC с составом LiNi 0,45 Mn 0,45 Co 0,1-y Al y O 2 (0≤y≤0,1) дали представление об улучшенных электрохимических характеристиках Al-замещенных вариантов. Анализ синхротронных дифрактограмм высокого разрешения, полученных на исходных порошках, показал, что материал с y = 0,1 демонстрирует небольшое моноклинное искажение, не различимое на обычных порошковых дифрактограммах.Чтобы снять напряжение в плоскостях переходных металлов, которые состоят из металлосодержащих октаэдров с общими ребрами с различными равновесными расстояниями M-O, происходит локальное масштабное упорядочение, приводящее к искажению. Деформация, снижающая напряжение, была дополнительно подтверждена тщательным изучением данных EXAFS 11 . Электрохимическое циклирование вызывает дополнительную деформацию, хотя наблюдаемые изменения в данных EXAFS были меньше для электродов, содержащих Al. In situ Эксперименты XRD на ячейках Li, содержащих эти катоды NMC, показали, что изменения решетки во время заряда ячейки (делитирование) были меньше для Al-замещенных материалов, чем для незамещенных базовых линий.Меньше структурных изменений при длительном циклировании также наблюдалось в Al-содержащих электродах.
Частичное замещение алюминия также было предложено как возможное средство стабилизации орторомбического LiMnO 2 электродов 13 . Этот материал быстро преобразуется из исходной зигзагообразной слоистой структуры в шпинель при электрохимическом циклировании с сопутствующим ухудшением электрохимических свойств. Однако не наблюдалось никакого эффекта стабилизации во время экспериментов in situ XRD на электроде, замещенном 25% Al; Фактически, отражения, связанные с образованием шпинели, наблюдались даже во время первоначального заряда ячейки 14 .
Ожидается, что степень упорядочения переходных металлов в высоковольтной шпинели с номинальным составом LiNi 0,5 Mn 1,5 O 4 повлияет на профиль напряжения и другие электрохимические характеристики материала в рабочих ячейках 15 . В упорядоченных материалах (пространственная группа P4 3 32) Ni и Mn занимают 4a и 12d октаэдрических позиций соответственно, тогда как в неупорядоченных вариантах (пространственная группа Fd3_m) переходные металлы распределены случайным образом по октаэдру 16d. сайтов.Сравнение синхротронных рентгенограмм, полученных на двух образцах с разной степенью упорядочения переходных металлов в эксперименте in situ , выявило очень разные фазовые характеристики во время процессов делитирования 16 . Неупорядоченный материал показал широкую область твердого раствора во время начального делитирования, с двумя узкими двухфазными областями, наблюдаемыми при высоких состояниях заряда. Для упорядоченного материала область твердого раствора была намного меньше, и сосуществование трех фаз наблюдалось при составе около x = 0.3 дюйма Li x Ni 0,5 Mn 1,5 O 4 , между двумя небольшими двухфазными областями. Различия в фазовом поведении, которые, как считается, связаны с вариациями схем упорядочения литиевых вакансий, были предложены в качестве объяснения различий в скоростях, наблюдаемых между упорядоченным и неупорядоченным LiNi 0,5 Mn 1,5 O 4 . Однако вопреки ожиданиям более упорядоченный материал в ссылке 16 показал лучшие результаты в этом отношении, чем неупорядоченный образец.Это было связано с морфологическими эффектами; частицы неупорядоченного образца состояли из пластин с оголенными гранями (112), тогда как частицы упорядоченного материала были октаэдрическими с гранями поверхности (111).
Помимо эффектов упорядочения и морфологии, физические и электрохимические характеристики LiNi 0,5 Mn 1,5 O 4 также зависят от содержания примесей и количества присутствующего Mn 3+ . Во время высокотемпературной обработки, используемой во время синтеза, образуется примесь Ni-содержащей каменной соли, и некоторое количество Mn 4+ восстанавливается до Mn 3+ в основной фазе.Может быть трудно обнаружить небольшие количества примеси каменной соли из-за перекрытия пиков на рентгенограммах или определить ее точный состав, который меняется в зависимости от термической обработки. Анализ данных XANES по K-краю Ni и Mn показал присутствие значительного количества примеси каменной соли, содержащей как Ni, так и Mn, в образце, изготовленном при 1000 ° C 17 .
Описанные здесь методы были направлены на понимание объемных процессов в электродах, подвергающихся заряду и разряду.Предполагается, что структурные изменения, наблюдаемые при использовании пятна очень малого размера (, например, 0,15 мм x 0,15 мм на линии луча 11-3) для эксперимента, типичны для электрода в целом. Обычно это справедливо для хорошо изготовленных электродов и ячеек, использующих низкие плотности тока и относительно длительное время зарядки-разрядки, описанные выше. Ex situ результаты также обычно получали на электродах в ячейках, подвергнутых нормальной работе, которые затем подвергались уравновешиванию.В некоторых случаях, однако, может быть полезно получить результаты в неравновесных условиях для понимания режимов отказа электродов батареи во время работы при высоких плотностях тока или в различных условиях неправильного обращения. В этих ситуациях может возникнуть неоднородное распределение заряда, особенно если электроды или элементы не оптимизированы. Неоднородность может привести к локальным областям перезарядки или разряда, вызывая структурную деградацию, что в конечном итоге приводит к снижению производительности и безопасности устройства.Метод синхротронной рентгеновской микродифракции недавно был использован для картирования распределения заряда в электродах LiFePO 4 , заряженных с высокой скоростью 18 . Хотя это было выполнено ex situ , двухфазная природа окислительно-восстановительной реакции LiFePO 4 по существу предотвращала релаксацию распределения заряда после прерывания тока. Для этого эксперимента частично заряженные электроды сканировали по шагам с использованием монохроматического (6,02 кэВ) рентгеновского луча, и для каждого шага собирали дифракционную картину.Сканирование производилось как перпендикулярно, так и параллельно токоприемнику на электродах, взятых от частично заряженных плоских ячеек и призматических ячеек. В обоих случаях наблюдалось неравное распределение заряда, при этом поверхность электродов плоской ячейки более заряжена, чем активный материал, расположенный рядом с токосъемником, а часть, ближайшая к язычку, наиболее заряжена для электрода, взятого из призматической ячейки. .
Эти результаты иллюстрируют важность хорошего пространственного и временного разрешения в синхротронных экспериментах, направленных на полное понимание работы батареи.По мере развития области разрабатываются новые методы, предназначенные для визуализации электродных материалов в 3D. Одним из таких примеров является совместное использование полнопольной рентгеновской микроскопии (TXM) с XANES для отслеживания химических и морфологических изменений в электродах NiO, когда они претерпели преобразование в Ni и Li 2 O во время разряда ячейки 19 . Однако особой проблемой для этих экспериментов может быть обработка большого количества генерируемых данных.
Новые конфигурации неупругого рентгеновского рассеяния с высокой пропускной способностью в последнее время также использовались для получения более мелких деталей о функционировании материалов батарей.Примеры включают комбинированное исследование мягкого XAS (Fe L-край) и жесткого рентгеновского комбинационного рассеяния электродов LiFePO 4 , выполненное ex situ 20 . Последний сочетает в себе преимущества метода жесткого рентгеновского излучения (, например, способность исследовать объемные явления и, в конечном итоге, проводить эксперименты in situ, в различных условиях) с чувствительностью, связанной с мягким рентгеновским рентгеновским излучением, и может использоваться для элементов с низким z, таких как углерод и кислород 21 .Нерезонансное неупругое рассеяние рентгеновских лучей (NIXS) также использовалось для измерения K-краев лития и кислорода Li 2 O 2 (продукт разряда литиево-воздушных батарей с органическими электролитами), что привело к лучшему пониманию его структуры 22 . Чувствительность NIXS особенно хорошо подходит для ситуаций, когда встречаются малокристаллические материалы (например, в батареях, находящихся в процессе разряда).
Раскрытие информации
Авторам нечего раскрывать.
Благодарности
Эта работа проводится при поддержке помощника секретаря по энергоэффективности и возобновляемым источникам энергии Управления автомобильных технологий Министерства энергетики США по контракту № DE-AC02-05Ch21231. Части этого исследования были выполнены в Стэнфордском источнике синхротронного излучения, в Управлении Национальной ускорительной лаборатории SLAC и в Управлении научного пользователя, находящемся в ведении Управления науки Министерства энергетики США Стэнфордским университетом.Программа SSRL по структурной молекулярной биологии поддерживается Управлением биологических и экологических исследований Министерства энергетики США и Национальными институтами здравоохранения, Национальным центром исследовательских ресурсов, Программой биомедицинских технологий (P41RR001209).
Ссылки
- Ким С.-В, Сео Д-И, Ма Х, Седер Дж., Канг К. Материалы электродов для перезаряжаемых натрий-ионных батарей: потенциальные альтернативы существующим литий-ионным батареям. Adv. Energy Mater. 2012; 2: 710–721. [Google Scholar]
- Паломарес В., Серрас П., Вильялуэнга I, Уэса К. Б., Серретеро-Гонсалес Дж., Рохо Т.Na-ионные батареи, последние достижения и существующие проблемы, связанные с превращением в недорогие системы хранения энергии. Energy Environ. Sci. 2012; 5: 5884–5901. [Google Scholar]
- Kam KC, Doeff MM. Электродные материалы для литий-ионных аккумуляторов. Материалы имеют значение. 2012; 7: 56–60. [Google Scholar]
- Cabana J, Monconduit L, Larcher D, Palacin MR. За пределами литий-ионных аккумуляторов на основе интеркаляции: современное состояние и проблемы электродных материалов, вступающих в реакцию посредством конверсионных реакций. Adv. Energy Mater.2010; 22: E170 – E192. [PubMed] [Google Scholar]
- МакБрин Дж. Применение синхротронных методов к изучению литий-ионных батарей. J. Solid State Electrochem. 2009; 13: 1051–1061. [Google Scholar]
- де Гроот Ф., Ванко Дж., Глатцель П. Прекраевые структуры с поглощением рентгеновских лучей 1s в оксидах переходных металлов. J. Phys. Конденс. Иметь значение. 2009; 21: 104207. [PubMed] [Google Scholar]
- Rumble C, Conry TE, Doeff M, Cairns EJ, Penner-Hahn JE, Deb A. Структурные и электрохимические исследования Li (Ni0.4Co0,15Al0,05Mn0,4) O2. J. Electrochem. Soc. 2010; 157: A1317 – A1322. [Google Scholar]
- Cabana J, Dupré N, Gillot F, Chadwick AV, Gray CP, Palacín MR. Синтез, короткодействующая структура и электрохимические свойства новых фаз в системе Li-Mn-N-O. Неорг. Chem. 2009. 48: 5141–5153. [PubMed] [Google Scholar]
- Равель Б., Ньювилл МАТЕНА, АРТЕМИС ГЕФЕСТ: анализ данных рентгеновской абсорбционной спектроскопии с использованием IFEFFIT. Журнал синхротронного излучения. 2005; 12: 537–541. [PubMed] [Google Scholar]
- Цзэн Д., Кабана Дж. Брегер, Юн В. С., Грей С. П..Упорядочение катионов в Li [NixMnxCo (1-2x)] O2-слоистых катодных материалах: ядерный магнитный резонанс (ЯМР), функция распределения пар, рентгеновская спектроскопия поглощения и электрохимические исследования. Chem. Матер. 2007; 19: 6277–6289. [Google Scholar]
- Конри Т.Э., Мехта А., Кабана Дж., Дофф М.М. XAFS-исследование материалов положительных электродов LiNi0,45Mn0,45Co0,1-yAlyO2. J. Electrochem. Soc. 159: A1562 – A1571. [Google Scholar]
- Конри Т.Э., Мехта А., Кабана Дж., Дофф М.М. Структурные основы повышенной стабильности цикла при замещении алюминия в LiNi0.Материалы положительных электродов 45Mn0.45Co0.1-yAlyO2 для литий-ионных аккумуляторов. Chem. Матер. 2012; 24: 3307–3317. [Google Scholar]
- Рид Дж., Седер Г. Роль электронной структуры в восприимчивости метастабильных структур оксидов переходных металлов к трансформации. Chem. Ред. 2004; 104: 4513–4534. [PubMed] [Google Scholar]
- Кук Дж. Б., Ким С., Сюй Л., Кабана Дж. Влияние замещения Al на химическую и электрохимическую фазовую стабильность орторомбического LiMnO2. J. Electrochem. Soc. 2013; 160: A46 – A52.[Google Scholar]
- Ли Э., Перссон К. Выявление связанных катионных взаимодействий за электрохимическим профилем LixNi0.5Mn1.5O4. Energy Environ. Sci. 2012; 5: 6047–6051. [Google Scholar]
- Хай Б., Шукла А. К., Дункан Х., Чен Г. Влияние граней поверхности частиц на кинетические свойства катодных материалов LiMn1,5Ni0,5O4. J. Mater. Chem. А. 2013; 1: 759–769. [Google Scholar]
- Cabana J, et al. Взаимосвязь состава и структуры в материале электрода литий-ионной батареи LiNi0.5Mn1.5O4. Chem. Матер. 2012; 24: 2952–2964. [Бесплатная статья PMC] [PubMed] [Google Scholar]
- Лю Дж., Кунц М., Чен К., Тамура Н., Ричардсон Т.Дж. Визуализация распределения заряда в электроде литиевой батареи. J. Phys. Chem. Lett. 2010; 1: 2120–2123. [Google Scholar]
- Мейрер Ф., Кабана Дж., Лю Й., Мехта А., Эндрюс Дж. К., Пианетта П. Трехмерное изображение химического фазового превращения на наноуровне с помощью просвечивающей рентгеновской микроскопии с полным полем поля. J. Synchrotron Rad. 2011; 18: 773–781.[Бесплатная статья PMC] [PubMed] [Google Scholar]
- Liu X, et al. Фазовое превращение и влияние литиации на электронную структуру LixFePO4: углубленное исследование с помощью мягкого рентгеновского излучения и моделирования. Варенье. Chem. Soc. 2012; 134: 13708–13715. [PubMed] [Google Scholar]
- Sokaras D, et al. Конечная станция высокого разрешения и твердотельной рентгеновской рамановской спектроскопии на Стэнфордском источнике синхротронного излучения. Rev. Sci. Instrum. 2012; 83: 043112. [Бесплатная статья PMC] [PubMed] [Google Scholar]
- Chan MKY, et al.Структура перекиси лития. J. Phys. Chem. Lett. 2011; 2: 2483–2486. [Google Scholar]
Микромашины | Бесплатный полнотекстовый | Напыляемые жидкометаллические электроды для графеновых полевых транзисторов
1. Введение
С 1960-х годов электроды интегральных схем изготавливались из традиционных металлов: меди, никеля, серебра и золота [1]. Хотя эти традиционные металлы сегодня широко используются практически во всей бытовой электронике, они подвержены разрушению при повторяющихся нагрузках и деформациях [2].Поскольку коммерческий сектор требует применения гибких устройств на основе наноматериалов, существует немедленная потребность в новых и недорогих методах производства, которые могут обеспечить надежные гибкие электроды, устойчивые к повреждениям после повторной деформации. из 68% галлия, 22% индия и 10% олова, который демонстрирует проводимость 2,30 × 10 6 См / м, желаемое давление пара (-6 Па при 500 ° C) по сравнению с ртутью (0.1713 Па при 20 ° C) и стабильное жидкое состояние в широком диапазоне температур (от -19 ° C до 1300 ° C) [3]. Галинстан изучался как кандидат на гибкие электроды для интегральных схем из-за его деформируемости и нетоксичности. Хотя есть несколько металлов, которые имеют более высокую проводимость по сравнению с LM, например медь, низкое контактное сопротивление LM при контакте с графеном является желаемым преимуществом по сравнению с высоким контактным сопротивлением металлов, таких как медь, при контакте с графеном [4, 5].Для нанесения жидкого металла на электронные устройства были применены осаждение масок и микроконтактная печать для повышения производительности производства до более чем 95% при одновременном уменьшении размера элемента до 1 мкм [6,7,8,9,10,11,12] . Такие приемы удобны простотой конструкции, надежностью и высокой пропускной способностью. Однако при отливке ЛМ с нанесением маски сразу возникают недостатки. Толщина узорчатого LM варьируется из-за кривизны, создаваемой поверхностным натяжением LM и смачиванием маски и подложки во время отрыва.Кроме того, микроконтактная печать LM на 2D-наноматериалах не подходит из-за риска повреждения подложки из наноматериала, когда контактная головка перемещается или волочится по поверхности печати. Техника, известная как распыление, желательна для осаждения LM на 2D-наноматериалы из-за способности превращать объемные жидкости в мелкодисперсный туман для создания тонких следов с однородной толщиной. Однако стоимость коммерческих систем атомизации высока, что затрудняет внедрение таких методов в небольших лабораториях и стандартных академических условиях [13].В этой статье мы демонстрируем использование новой недорогой техники напыления для LM с использованием стандартного оборудования, которое улучшает современные методы нанесения. Мы демонстрируем полезность напыления жидкого металла с проверенной комбинацией гибких материалов, состоящей из электродов истока и стока Galinstan, электролитического затвора, состоящего из меда, и графенового канала, который образует гибкий графеновый полевой транзистор [ 14]. Галинстан был интегрирован с графеном не только как решение для повышения гибкости и надежности изготовленного устройства, но и как средство преодоления нежелательного высокого контактного сопротивления графена при контакте со стандартными материалами электродов медью, золотом и серебром [15].Мы стремимся убедить читателя в том, что наши методы нанесения трафаретов и нанесения улучшают выход и простоту, а также снижают стоимость гибкой электроники на основе наноматериалов.2. Материалы и методы
На рис. 1a – e показан процесс изготовления графеновых полевых транзисторов с помощью нашей недорогой технологии быстрого прототипирования LM методом напыления. Во-первых, трафарет, используемый для нанесения рисунка на электроды LM, был разработан с использованием программного обеспечения CAD (Silhouette Studio, Линдон, штат Юта, США) и разрезан на подложку из полиэтилентерефталата (ПЭТ) с помощью резака для винила (Silhouette Portrait, Линдон, штат Юта, США).Трафарет был плотно приклеен по краям с помощью скотча к коммерчески приобретенному образцу монослоя графена с химическим осаждением из паровой фазы (CVD), перенесенному на подложку из ПЭТ (Graphene Platform, Сибуя-Ку, Токио) (рис. 1а). Затем LM загружали в купленный на рынке резервуар для малярного пистолета с установленным давлением в воздушном компрессоре 110 фунтов на квадратный дюйм. Пистолет для окраски был установлен и расположен под углом 90 градусов с выходным отверстием, обращенным к поверхности мишени, с оптико-механическим столиком и распылен в течение ~ 4 с или до тех пор, пока однородная толщина LM не будет нанесена на поверхность мишени (Рисунок 1b, c) .Затем трафарет медленно удаляли, чтобы выявить желаемый узор LM (рисунок 1d, рисунок 2). Этот процесс был повторен для создания пар электродов LM с различной длиной каналов. Было четыре пары каналов каждой из следующих длин: 1 мм, 500 мкм, 400 мкм, 300 мкм, 200 мкм, 100 мкм и 50 мкм (всего 28 пар электродов) на одном CVD-корпусе размером 2 дюйма × 1 дюйм. образец графена. Наши методы потенциально совместимы со сложными формами порядка нескольких сотен микрон [16]. Из 28 пар электродов нельзя было измерить одну пару электродов 50 мкм.Эта производственная ошибка возникает из-за того, что резак для винила достиг минимального предела разрешения. Несмотря на ошибку, подготовка маски LM заняла менее пяти минут, а время распыления жидкого металла заняло менее 10 с, чтобы сформировать несколько пар электродов LM. Общая стоимость материалов, включая образец графена, составляет менее 200 долларов. Важно отметить, что качество монослойного графена, производимого в промышленных масштабах, было проблемой при изготовлении графеновых устройств, и проверка качества является обязательной перед экспериментами [17].Спектр комбинационного рассеяния для CVD-графена на ПЭТ (Graphene Platform) показан на рисунке 3. Рамановские измерения проводились в трех разных местах, и отношения между обертонным пиком второго порядка (2D) и пиком плоской колебательной моды (G) составляли вычислены для выявления беспорядка в графене [18]. Из-за сильных колебательных мод полимерного ПЭТ, спектр комбинационного рассеяния ПЭТ был вычтен из спектра комбинационного рассеяния графен / ПЭТ, оставив только спектр комбинационного рассеяния, обусловленный графеном. В целом, образцы, использованные для экспериментов, были из однослойного графена с незначительным беспорядком из-за I2D / IG> 2 для всех трех изображенных пятен.Действительно, существует дефектный участок D, который может быть вызван структурным беспорядком, вызванным переносом графена в ПЭТ. Только электрические измерения могут определить влияние дефектного участка D на качество графена. Чтобы завершить создание устройства с трехконтактными графеновыми полевыми транзисторами (GFET), мед загружали в шприц и бросали между каждой парой электродов, чтобы он действовал. в качестве диэлектрика электролитического затвора, как показано на рисунке 4. Мед был выбран в качестве диэлектрика электролитического затвора из-за его гибкости, низкой стоимости и простоты доступа [14].Стандартные оксиды, такие как оксид алюминия и кремния, могут быть использованы, но не являются предметом внимания данной рукописи из-за сложности изготовления [19].3. Результаты и обсуждение
Чтобы продемонстрировать полезность нашего метода напыления LM, характеристики переноса заряда графена для нескольких устройств GFET с различной длиной канала (1 мм, 500 мкм, 400 мкм, 300 мкм, 200 мкм, 100 мкм, и 50 мкм) были получены из вольт-амперных измерений (IV), выполненных с помощью анализатора полупроводниковых параметров Agilent 4155C (Санта-Клара, Калифорния, США) и зондовой станции.Каждое устройство GFET подвергалось изменению напряжения затвора (V g ) от ± 5 В с напряжением стока (V d ) 10 мВ, и характеристики переноса заряда были показаны на рис. 5a, b для сравнения. Отношение включения / выключения и плотность тока утечки затвора также показаны на рисунках 5c и 4d, соответственно, для сравнения. Зонды микроманипуляторов из вольфрама использовались для создания электрического контакта с электродами LM. Вольфрам был выбран в качестве материала зонда микроманипулятора, потому что вольфрам – один из немногих материалов, не сливающихся с LM Galinstan [20].Третий зонд микроманипулятора использовался для контакта с диэлектриком электролитического затвора, состоящим из меда [14] (рис. 4а). Мед был принят в качестве диэлектрика электролитического затвора, чтобы обеспечить быстрый минималистичный метод управления характеристиками переноса заряда графена. Мед – полярная органическая молекула, и при контакте с заряженной металлической поверхностью образует двойной электрический слой (EDL), так как заряженные ионы, входящие в состав меда, диффундируют к границе раздела графен / мед. Приложение положительного или отрицательного потенциала к меду через третий зонд микроманипулятора позволит транспортировать электроны или дырки в канале графена.Авторы умоляют читателей реализовать эту простую и быструю технику формирования LM-паттерна с альтернативными диэлектриками для оптимизации рабочих характеристик и компромиссов для их конкретного применения. Амбиполярная природа всех графеновых полевых транзисторов поясняется V-образной формой на рисунке 5a. ; I ds в сравнении с кривой V g . Двойная полярность позволяет устройству работать в режиме электронной или дырочной проводимости, что полезно для таких приложений, как цифровая или аналоговая модуляция схемы [21].Обратите внимание, что минимальный ток стока, также известный как пик Дирака, для каждого устройства находится на отрицательном значении V g , что свидетельствует о наличии общей собственной характеристики легирования n-типа, которая может быть вызвана проводимостью электронов через верхнюю часть меда. -затворный диэлектрик. Общеизвестно, что графен проявляет поведение p-типа при контакте с кислородом воздуха [22]. Следовательно, есть основания полагать, что мед допускает внутреннее допинговое поведение n-типа и может быть связано с составом сахарозы, глюкозы, фруктозы и содержанием золы в меде [14].К счастью, дираковский сдвиг относительно V g = 0 невелик и весьма удобен для маломощных устройств. Частично это связано с накоплением наноразмерного заряда на границе раздела графен-мед, также известном как двойной электрический слой (EDL), который может быть активирован путем изменения напряжения затвора [23,24,25]. Рисунок 5c иллюстрирует соотношение включения: выключения для тестовых устройств. За исключением устройств 100 мкм и 50 мкм, наблюдается четкая тенденция: по мере уменьшения длины канала каждого GFET соотношение включения / выключения увеличивается.Это ожидаемый результат, основанный на хорошо известных улучшениях полупроводниковых устройств по мере их миниатюризации [26]. Помимо аномалии в тренде отношения включения / выключения для устройств 100 мкм и 50 мкм, эти устройства также демонстрируют заметную асимметрию в ветвях электронной и дырочной проводимости. Эта асимметрия отчасти может быть связана с частичным закреплением заряда из-за низкоомных контактов графен-металл, как было документально подтверждено ранее [27]. Однако наблюдение за плотностью тока затвора на рисунке 5d показывает, что есть основания полагать, что основная причина асимметрии и низкого отношения включения / выключения связана с током утечки затвора в устройствах с коротким каналом.Устройства 100 мкм и 50 мкм обладают значительной плотностью тока затвора по сравнению с другими устройствами. Соответственно, устройства 100 мкм и 50 мкм, по-видимому, обладают наибольшей асимметрией между электронной и дырочной ветвями и демонстрируют аномальные отношения включения: выключения.Высокая плотность тока утечки затвора при меньшей длине канала может быть связана с уменьшенным расстоянием между электродами между границей раздела графен-диэлектрик. Следует отметить, что в вышеупомянутом процессе трафарет из ПЭТ не образовывал идеального, воздухонепроницаемого контакта с графеном во всех устройствах во время изготовления.Таким образом, под маскированными участками образовывались отдельные микромасштабные остатки аэрозоля LM, которые в некоторых случаях приводили к замыканию электродов истока и стока. Кроме того, для простоты изготовления медовый диэлектрик был отлит вручную и приложил ненужное давление к электродам LM, заставляя LM перемещаться, отсюда и невозможность наших методов создать воспроизводимые рабочие устройства при размере канала 50 мкм. Из-за этих обстоятельств возникла дополнительная паразитная проводимость между электродами истока / стока и электродом затвора, и следовало ожидать дополнительной плотности тока утечки затвора при меньшей длине канала.Тем не менее, читателям рекомендуется оптимизировать этот процесс напыления с помощью более идеальных материалов для трафаретных масок, которые обеспечивают более прочную адгезию к графену и дают минимальный остаток LM. Кроме того, вместо меда можно использовать другие жидкие диэлектрики, такие как ионные гели с более низкой проводимостью. Наконец, традиционные топологии графеновых полевых транзисторов с обратным затвором могут быть использованы для устранения паразитной проводимости, возникающей из-за перекрытия диэлектрика верхнего затвора.
Крутизна (g м ) 1-миллиметрового полевого транзистора, рис. 6а, а также подвижности электронов и дырок того же 1-миллиметрового полевого транзистора, рис. 6b, были извлечены из следующих соотношений: Крутизна:gm = ∂ID∂t∂VG∂t (А / В)
(1)
Подвижность электронов и дырок:μe, −μp = LgmWCoxVD (см2 / (В · с))
(2)
Извлеченные дырочные и электронные подвижности, измеренные для устройств GFET, показаны в таблице 1 и сравнимы с несколькими описанными устройствами с аналогичными методами [14,28,29,30,31,32].Важно отметить, что подвижность дырок и электронов увеличивается с уменьшением длины канала, что отчасти может быть связано с меньшей вероятностью дефектов внутри графенового канала при меньшей длине канала. Однако было исключение в случае длины канала 50 мкм, и это может быть частично связано с сильным преобладающим эффектом утечки затвора. Другие факторы могут включать качество графена или меда между электродами истока и стока LM. Хорошо известно, что коммерчески выращиваемый графен неоднороден на заданной площади [33].Влияние типов электродов на склонность к растрескиванию при затвердевании металла сварного шва из аустенитной нержавеющей стали
Изучено влияние типов электродов на склонность к растрескиванию при затвердевании металла сварного шва из аустенитной нержавеющей стали. Для изготовления стыков использовался метод ручной дуговой сварки металлом, в качестве контроля использовалась сварка вольфрамовым электродом в среде защитного газа. Проведены металлографические и химические анализы зон сплавления швов. Результаты показывают, что сварные детали, полученные из электродов E 308-16 (с рутиловым покрытием), E 308-16 (с покрытием из извести-диоксида титана) и сварных соединений TIG, относятся к диапазону и затвердевают в дуплексном режиме, и было обнаружено, что они устойчивы к затвердеванию. растрескивание.Наплавленный металл E 308-16 имел наибольшее сопротивление растрескиванию при затвердевании. Соединения, изготовленные из E 310-16, имели коэффициент <1,5 и затвердевали по аустенитному типу. Было обнаружено, что он подвержен растрескиванию при затвердевании. Э 312-16 производил соединения с соотношением> 1,9, отвержденные ферритовой модой. Он имел низкую стойкость к растрескиванию при затвердевании.
1. Введение
Нержавеющая сталь – общее название стальных сплавов, которые содержат 10,5 или более массовых процентов хрома (Cr) и более 50 массовых процентов железа (Fe).Нержавеющие стали можно разделить по их кристаллической структуре на три основных типа: аустенитная, ферритная и мартенситная нержавеющая сталь. Аустенитная нержавеющая сталь (АСС) содержит максимум 0,15 процента углерода, минимум 16 процентов хрома и достаточное количество никеля и / или марганца для сохранения аустенитной структуры при всех температурах от криогенной температуры до точки плавления сплава.
Аустенитные нержавеющие стали стали наиболее широко используемыми нержавеющими сталями и составляют около 70 процентов всей нержавеющей стали, производимой во всем мире, благодаря своим механическим и металлургическим свойствам и хорошей свариваемости [1].Превосходные свойства ASS, включая высокую прочность на растяжение, хорошую ударопрочность, отличную пластичность, коррозионную и износостойкость, нашли различное применение в быту, а также во многих машиностроительных отраслях, некоторые из которых включают кухонную утварь, оборудование для пищевой промышленности, оборудование для химическая промышленность, грузовые прицепы, кухонные мойки, внешняя архитектура, котлы и сосуды под давлением, электростанция, работающая на ископаемом топливе, оборудование для десульфуризации топливного газа, трубки испарителя, пароперегреватели и трубки повторного нагрева, паровые коллекторы и трубы, среди прочего [2].
В последнее время был достигнут прогресс в таких процессах соединения, как клеи, механические соединения, пайка и пайка. Однако сварка остается наиболее важным процессом соединения металлов, даже несмотря на то, что дуговая сварка является наиболее широко используемым процессом сварки плавлением. При изготовлении деталей из аустенитной нержавеющей стали сварка является одним из наиболее часто используемых методов [3, 4]. Несмотря на хорошую свариваемость, которую демонстрирует ASS, горячие трещины являются основной металлургической проблемой, с которой сталкиваются при сварке компонентов из аустенитной нержавеющей стали.Это вызвано образованием легкоплавких эвтектик на границах зерен во время сварки, которые вызывают разрушение под действием усадочных напряжений, связанных с затвердеванием. Растрескивание при затвердевании – это тип горячего растрескивания, который зависит от механического ограничения и металлургической восприимчивости [5]. Он состоит из трещин на междендритных и / или межкристаллитных границах металла сварного шва в процессе затвердевания, во время которого жидкая фаза мягкого расплава обогащается примесями, в основном серой (S) и фосфором (P).Это явление снижает механическую прочность на границах зерен и дендритов, делая их восприимчивыми к растрескиванию и в конечном итоге разрушению [6]. Одна из таких неисправностей – коррозионное растрескивание трубы из нержавеющей стали марки 304, неправильно сваренной швом и предназначенной для транспортировки раствора глюкозы в Иллинойс, США [7].
В связи с проблемой растрескивания при затвердевании в сварной конструкции АБС, было проведено множество работ для объяснения явления растрескивания при затвердевании и способов его предотвращения.Еще в 1941 г. Scherer et al. обнаружили, что трещиностойкость металла сварного шва ASS может быть улучшена путем корректировки состава до 5–35 процентов феррита в готовом сварном шве. Халл [8] подтвердил это, заявив, что, когда содержание феррита в готовом сварном шве превышает 35 весовых процентов, металл сварного шва становится восприимчивым к растрескиванию при затвердевании, но механизм, с помощью которого трещиностойкость достигается за счет эффекта остаточного феррита в сварном шве. металл до сих пор полностью не изучен.
Однако были предприняты хорошие попытки объяснить этот эффект. Borland и Younger [9] предположили, что более высокая растворимость примесных элементов в дельта-феррите приводит к меньшей междендритной сегрегации и снижает склонность к растрескиванию. Thier et al. [10] обнаружили, что объемное сжатие, связанное с превращением феррит-аустенит, снижает растягивающие напряжения вблизи вершины трещины, что снижает склонность к растрескиванию. Помимо влияния остаточного дельта-феррита на контроль трещинообразования при затвердевании в сварной конструкции ASS, Baldev et al.[5] и Borland [11] предположили, что растрескивание при затвердевании в металле сварного шва ASS может быть сведено к минимуму с помощью различных методов, снижающих механическое закрепление в готовом металле сварного шва. Как можно увидеть в некоторых из упомянутых выше исследовательских работ, растрескивание при затвердевании в сварных деталях из аустенитной нержавеющей стали частично зависит от состава металла сварного шва. Например, хорошо спроектированный продукт может выйти из строя из-за растрескивания, если выбранный сварочный стержень приведет к тому, что зона сварного шва будет иметь более низкое содержание сплава, чем в основном металле.Следовательно, необходимо определить, как тип электрода влияет на склонность к растрескиванию при затвердевании сварных деталей АСС. Таким образом, основной целью данной работы является исследование влияния типов электродов на микроструктурную предрасположенность сварного шва из аустенитной нержавеющей стали к образованию трещин при затвердевании.
2. Материалы и методы
Основным металлом испытательных образцов, использованных для этого исследования, была аустенитная нержавеющая сталь марки 304H, номинальный химический состав материала показан в таблице 1.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||