Как правильно обращаться с резьбой? | Техника и Интернет
Если отверстия сверлят для того, чтобы соединить заготовки болтами, надо взять сверло диаметром несколько больше, чем диаметр болта на 0,5−1мм. Такой зазор компенсирует возможные неточности в положении отверстий в заготовках. Кстати, чтоб уменьшить эти неточности, рекомендуется соединить заготовки и сверлить их вместе за один проход.
Еще сложнее просверлить отверстие под резьбу. Здесь надо очень точно угадать диаметр отверстия. Он должен быть меньше наружного диаметра резьбы, но больше внутреннего. Понятно, что если диаметр отверстия будет слишком велик, резьба получится неполной, а то и вовсе не будет никакой резьбы.
В то же время диаметр сверла должен быть несколько больше, чем внутренний диаметр резьбы.
Если просверленное отверстие мало, выдавливаемый материал будет «прикипать» к зубьям метчика (специальный инструмент для нарезания внутренней резьбы). В таком режиме резьба в лучшем случае получится «рваной», в худшем — поломается метчик.
Нарезая резьбу в мягких металлах, ограничьтесь нарезкой резьбы только первым метчиком. В таком отверстии винт удерживается прочнее.
Резьба в глухом отверстии будет чище, если отверстие предварительно заполнить расплавленным парафином и резьбу нарезать, когда он затвердеет.
Завинчивая…
Если вам необходимо скрепить детали несколькими болтами или винтами, делайте это в определенном порядке. Сначала завинтите все крепежные изделия рукой, затем за один или два прохода последовательно подтяните каждое из них ключом или отверткой и только после этого затяните полностью.
Сначала завинтите все крепежные изделия рукой, затем за один или два прохода последовательно подтяните каждое из них ключом или отверткой и только после этого затяните полностью.
Крепеж, расположенный по кругу, надо затягивать крест-накрест, а распределенный по площади затягивать от центра детали к краям. Отпускайте крепежные изделия в обратном порядке.
Всегда старайтесь тянуть ключ на себя, иначе он может соскользнуть, и вы расшибете себе пальцы. Если все же его необходимо толкать, делайте это открытой ладонью.
При проверке или повторном затягивании гайки или болта, ослабьте гайку или болт на четверть поворота, а затем затяните до нужного значения момента затяжки.
Резьбовые соединения полезно промазать специальной смазкой, чтобы при следующей разборке не мучиться с отворачиванием и предохранить резьбу от атмосферных воздействий. Нет специальной смазки — смажьте тонким слоем машинного масла.
Отвинчивая…
Как легче извлечь проржавевший винт или болт? Правильней всего, а, вернее, профессиональней сделать это с помощью специального ударника или обжимки. А если нет специального инструмента? Сильно проржавшую резьбу целесообразно смочить скипидаром или керосином.
Эти жидкости помогают разобщить прикипевшие друг к другу частицы ржавчины.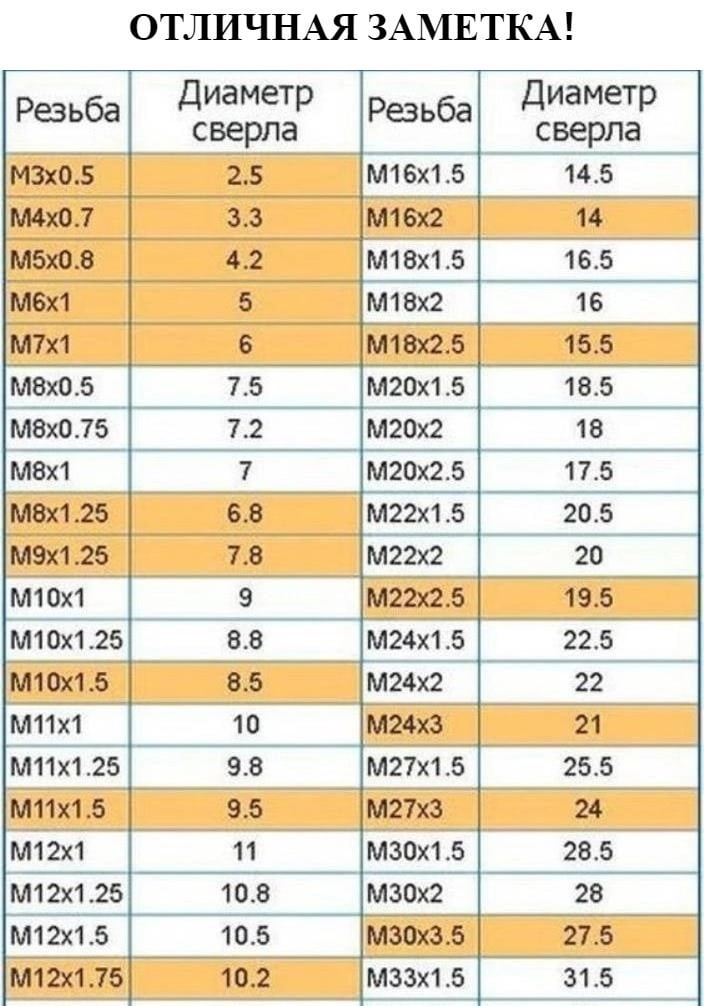 Иногда целесообразно нагреть гайку болта или головку винта паяльной лампой или газовой горелкой. Если нельзя применять открытый огонь, можно использовать большой молотковый паяльник или раскаленный железный пруток.
Иногда целесообразно нагреть гайку болта или головку винта паяльной лампой или газовой горелкой. Если нельзя применять открытый огонь, можно использовать большой молотковый паяльник или раскаленный железный пруток.
Восстанавливая…
При правильном соединении деталей концы болтов выступают над поверхностью гаек на пару витков резьбы. А что делать, если болт намного длиннее? Правильно, обрезать. Но помните, что всякую вещь можно укоротить, но не всякую удается удлинить. Не спешите! Кроме того, при такой операции неизбежно повреждается резьба на конце укороченной части.
Перед тем как отрезать лишнюю часть, навинтите на крепежное изделие плашку или гайку.
Теги: резьба, инструменты
метчики – 2 в 1.
Здравствуйте, друзья!
На одном из популярных ютубовских каналов нашел видео о сверлах, которые умеют нарезать резьбу. А потом я эти сверла увидел в «быстрых сделках», потому и купил. Рано или поздно пригодятся. Тем более, цена вопроса на тот момент была около 400р, что не так уж и много.
Набор состоит из 6 сверл-метчиков, предназначенных для нарезки сквозной резьбы М3, М4, М5, М6, М8 и М10.
Тянуть не будем, давайте рассмотрим их повнимательнее.
Первое, что бросается в глаза – шестигранный хвостик, т.е. они специально для нарезания резьбы шуруповертом.
Второе, что бросается в глаза – канавка на хвосте. Возможно, это признак того, что они хорошо и правильно отцентрованы на станке. Но, возможно, я ошибаюсь.
Возможно, это признак того, что они хорошо и правильно отцентрованы на станке. Но, возможно, я ошибаюсь.
Теперь давайте рассмотрим заточку на примере сверла М10. Давайте условимся, что режущая грань у нас будет условно называться «резак», а то что находится за ней – «спинка».
Итак, мы видим, что спинка находится хоть и ниже, но примерно на том же уровне, что и резак.
Главное слово – “ниже”. Это действительно важный момент, т.к. китайцы иногда точат так, что спинка оказывается выше резака. Такое сверло ничего сверлить не будет. Но в данном случае резак выше спинки, т.е. сверло по данному пункту заточено правильно. С другой стороны та же картина.
Продолжаем рассматривать заточку. Чуть дальше спинки есть вот такой сточенный участок.
Это следы стачивания перемычки. Чем меньше перемычка – тем меньше вероятность ухода сверла в сторону “на старте”. В то же время без перемычки нельзя. Для тех, кто не знает, что такое перемычка, взгляните на это сверло. Вот этот отрезок и есть перемычка.
Вот этот отрезок и есть перемычка.
Это сверло к набору не относится. Сверло затачивал самостоятельно. Знаю, что заточка неправильная, но меня устраивает. Перемычку стачивать еще не научился. Да и необходимости особой нет – я все равно перед сверлением керню отверстие. Но вернемся к набору.
Вот с такого ракурса видно, что перемычка сточена почти до нуля.
Так же я сделал замер этой перемычки – получилось чуть больше 1мм.
А если сказать коротко, к заточке у меня претензий нет. Такое сверло должно хорошо резать металл, при чем обоими резаками.
Теперь давайте посмотрим диаметры самих сверел. Согласитесь, если сверло будет диаметром 4мм, то резьбу М4 в нем не нарезать. Понятно, конечно, что сверло имеет меньший диаметр, но насколько? По идее разница между диаметром сверла и диаметром резьбы должна быть примерно равна шагу резьбы плюс-минус 0,1-0,2мм.
Например, сверло-метчик М3*0,5 должен иметь диаметр сверла 3-0,5=2,5мм, допускается 2,6мм, а диаметр резьбы – 3мм.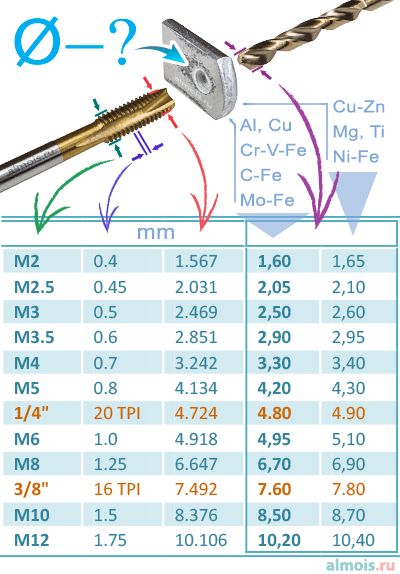 Проверим?
Проверим?
Получили сверло 2,6мм (отклонение в пределах допуска), и метчик почти ровно 3мм.
Аналогично проверим М5 и М10. Все проверять не будем.
М5*0,8, т.е. сверло 4,1-4,3мм, а метчик – 5мм. Проверяем:
Итак, почти 4,1мм (в пределах допуска) и почти ровно 5мм. Зачет.
Ну и М10*1,5. Т.е. сверло 8,5-8,7, а резьба – 10мм.
Почти 8,5мм сверло и почти ровно 10 резьба. Теперь переходим к тестированию.
Тест 1. Биение.
Фото отчета по данному тесту не будет. Проверял на дрели Интерскол Д-350ЭР. Да, я не спорю, это не самый крутой электроинструмент, но если бы биение было, то оно было бы минимум на 2-3 метчиках. Но биения не было ни на одном. каждое сверло я проверял в 6 позициях на скорости около 600 об/мин. Т.е. я сначала вставил сверло, прокрутил, затем вынул сверло, развернул его на 1 грань хвостика, снова прокрутил, и т.д. Биения не было ни на одном сверле. Зачет.
Тест 2. Нарезка резьбы.
Тестировать будем 2 метчика – М3 и М5.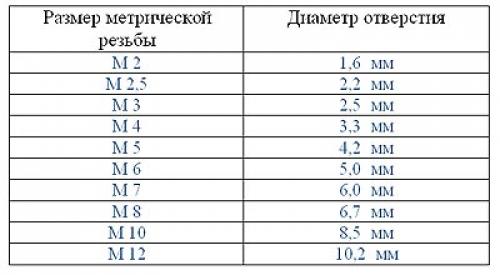 Нарезать буду с помощью шуруповерта Интерскод ДА-12ЭР-02 с максимальным крутящим моментом 12Н*м. Тестирую только М3 и М5 по одной простой причине – под рукой других винтиков не оказалось.
Нарезать буду с помощью шуруповерта Интерскод ДА-12ЭР-02 с максимальным крутящим моментом 12Н*м. Тестирую только М3 и М5 по одной простой причине – под рукой других винтиков не оказалось.
Сверлить-нарезать будем вот тут – стальная монтажная пластина толщиной 2мм.
Точнее – 1,8мм.
Да, я не спорю, я действительно хотел еще и М10 прогнать, но потом передумал: 1) вряд ли мой шурик справится с такой задачей, 2) винтиков М10 у меня под рукой не оказалось. Поэтому М10 тестировать не будем. Простите.
Важный момент – чтоб облегчить задачу, я их смажу маслом. В качестве смазки использую минеральное масло, которое купил в ближайшем магазине автозапчастей за 80р/литр.
А в качестве масленки – флакон от наливных духов с шариком-дозатором.
Итак, что хочу сказать. В обоих случаях сверло не ушло в сторону (на этот раз не кернил). Сверлил на небольших оборотах, примерно 400 об/мин (аккумулятор был подсевший). Стружка была мелкая (ну еще бы, я же с маслом сверлил, т. е. “на холодную”). Сверление шло несколько медленнее, чем я ожидал. Хотя, возможно, заточка рассчитана на большие обороты. Ну да ладно, это я не в претензию. Ну а что касается нарезки – М5 пошла вообще как по маслу, а при нарезке М3 шуруповерт даже обороты не сбавил.
е. “на холодную”). Сверление шло несколько медленнее, чем я ожидал. Хотя, возможно, заточка рассчитана на большие обороты. Ну да ладно, это я не в претензию. Ну а что касается нарезки – М5 пошла вообще как по маслу, а при нарезке М3 шуруповерт даже обороты не сбавил.
Теперь результаты:
Получилось не слишком аккуратно, но от резьбы этого и не требуется. Да и, думаю, с помощью зенковок можно сделать отверстия более аккуратными, сняв фаску.
С обратной стороны часть металла “вылезла наружу”.
Вот тут при любом раскладе надо зенковкой обработать.
Ну а теперь вкрутим винтики.
Вкрутились оба, Однако, оба пришлось вкручивать с помощью отвертки, руками не пошли. После частичного закручивания проверил на люфт – на М5 его не оказалось вообще, а на М3 он был очень незначительным.
Ну и в качестве бонуса я сделал себе “на скорую руку” еще одну масленку: взял бутылочку от раствора (раствор для хранения контактных линз), в горле просверлил ливерстие, нарезал резьбу М5 и вкрутил туда жиклер от газовой плиты (не помню уже откуда он у меня остался)
Вобщем, думаю, данный набор мне еще не раз пригодится в разных мелочах.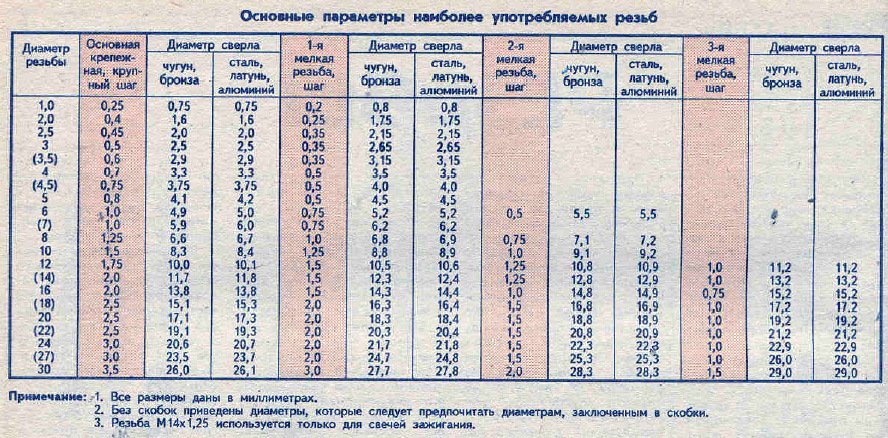 Однако, я его буду использовать несколько не так, как сегодня. Сегодня я сверлил им отверстие “с нуля”, а вообще у меня есть набор клевых сверл по металлу от Irwin – вот ими я и буду сверлить отверстия, а сверлами-метчиками уже буду расширять до нужного.
Однако, я его буду использовать несколько не так, как сегодня. Сегодня я сверлил им отверстие “с нуля”, а вообще у меня есть набор клевых сверл по металлу от Irwin – вот ими я и буду сверлить отверстия, а сверлами-метчиками уже буду расширять до нужного.
Ошибка 404 — страница не найдена — Häfele
Вы выйдете из системы 0 минут.
Вы вышли из системы по соображениям безопасности.
Похоже, в вашем браузере отключен JavaScript. Этот веб-сайт требует, чтобы в вашем браузере был включен JavaScript.Включите JavaScript и перезагрузите страницу.
- Продукция
- Мебель и дверные ручки
- Посмотреть все
- Мебельные ручки и ручки
- Дверные ручки
- Оконные ручки
- Фурнитура безопасности
- Мебель и решения для жизни
- Посмотреть все
- Санитарно-техническое оборудование
- Решения для дома и жизни
- Посмотреть все
- Приспособления для гардероба и хранения
- Крючки для гардероба и пальто
- Фурнитура для кровати
- Медиахранилище
- Библиотечные лестницы
- Магазинное оборудование
- Офисное оборудование
- Посмотреть все
- Системы офисных столов
- Офис Организация
- Офисные стулья
- Акустическая и визуальная защита
- Фурнитура для стола, ножки, ножки и ролики
- Посмотреть все
- Мебельные направляющие и ролики
- Ножки стола, мебельные ножки и регуляторы
- Настольная фурнитура
- Ящики, системы выдвижных ящиков и направляющие
- Посмотреть все
- Системы выдвижения
- Направляющие для ящиков
- Вставки для ящиков
- Мебельные петли
- Фурнитура для клапанов и стойки
- Дверные аксессуары, буферы и упоры
- Соединители и полочные опоры
- Посмотреть все
- Соединители
- Полкодержатели и кронштейны
- Посмотреть все
- Мебельные замки и запорные системы
- Мебельные защелки и болты
- Сейфы и оружейные шкафы
- Организация кухни
- Посмотреть все
- Кухонные принадлежности и аксессуары
- Управление отходами
- Раковины и смесители
- Столешницы и фартуки
- Кухонная техника
- Посмотреть все
- Выпечка и кулинария
- Охлаждение и заморозка
- Вытяжки
- Посудомоечные машины
- Стирка и сушка
- Мелкая бытовая техника
- Вентиляционные решетки и системы
- Архитектурные скобяные изделия
- Посмотреть все
- Контроль доступа
- Системы запирания
- Посмотреть все
- Замки и защелки
- Оборудование аварийного выхода
- Дверные петли
- Дверные доводчики и элементы управления
- Аксессуары для дверей
- Строительные аксессуары
- Стеклянные двери и фурнитура для стеклянных дверей
- Фурнитура для раздвижных, складных и тамбурных дверей
- Посмотреть все
- Мебельная фурнитура для раздвижных и складных дверей
- Фурнитура для раздвижных и складных дверей для архитектурной техники
- Системы подвижных стен
- Конверт здания
- Освещение и электрооборудование
- Посмотреть все
- Освещение
- Телевизоры и медиасистемы
- Шкафные подъемники, телевизионные подъемники и кронштейны
- Электрические аксессуары
- Инструменты и расходные материалы
- Посмотреть все
- Винты
- Крепежные материалы
- Инструменты и аксессуары
- Посмотреть все
- Электроинструменты
- Абразивы
- Сверла, биты и режущие инструменты
- Ручные инструменты и приспособления
- Лестницы, верстаки и места для хранения
- Герметики и клеи
- Посмотреть все
- Герметики
- Клеи
- Ленты
- Обслуживание и упаковка
- Уход за поверхностью и ремонт
- Оборудование для обеспечения безопасности и спецодежда
- Мебель и дверные ручки
- Проект
- Обзор
- Комплексные проектные решения на 360°
- Гостеприимство
- Ссылки
- Системы и продукты
- Промышленность
- Обзор
- Мир продукции
- Производственные площадки
- Сервис
- Обзор
- Каталоги и брошюры
- САПР и средства настройки
- Контакт
- О компании Häfele
- Обзор
- Профиль компании
- Бизнес цифры
- Управление
- История Хефеле
- Хефеле Адриатик
- Социальные сети
- Каталоги
- Мировой
- Связаться с нами
- Каталоги
- Связаться с нами
каталоги и брошюры
Все каталоги и брошюрыInterzum Highlights
Открыть брошюру
Что случилось?
Страница не может быть загружена по одной из следующих причин:
- Страница была переименована.

