Таблица диаметров отверстий под нарезание резьбы М1-М68 и резьбы с мелким шагом M2х0,25 – М64х4 Резьбы. Метрическая резьба – размеры, таблицы. Дюймовые резьбы – размеры, таблицы. Таблицы соответствия резьб.
* метрическая – Профиль по стандарту DIN 1 Ø отверстий под нарезание резьбы и min. |
 диаметр под гайку по DIN 336, допуск 4H для резьбы с мелким шагом P=0,25
диаметр под гайку по DIN 336, допуск 4H для резьбы с мелким шагом P=0,25Диаметр сверла под резьбу. Как правильно выбрать диаметр сверла.
Чтобы определить диаметр сверла под резьбу нужны таблицы. Они есть в этой статье, а также основные правила и особенности правильной нарезки.
Интересуетесь, как высверлить сломанное сверло из металла? Эта статья — для вас! В ней мы подробно расскажем о методах решения данной проблемы.
Как правильно подобрать сверло под резьбу − рекомендации и возможные проблемы
В статье вы найдете таблицы с диаметрами отверстий под популярную резьбу – для метрических, трубных метчиков, UNC/UNF, трапецеидальных метчиков, а также для бесстружечных метчиков-раскатников. Информация представлена для основного шага и мелкого.
Также затронем основные нюансы, которые могут возникнуть при подборе подходящего инструмента для чернового отверстия.
Особенности выбора диаметра сверла под метчик:
- Выбирайте сверло, подходящее под обрабатываемый материал.
 Как правило, для большинства резьбонарезных операций достаточно инструмента из быстрорежущей стали с добавлением кобальта. Для твердых, сложных материалов рекомендуем использовать твердосплавные сверла.
Как правило, для большинства резьбонарезных операций достаточно инструмента из быстрорежущей стали с добавлением кобальта. Для твердых, сложных материалов рекомендуем использовать твердосплавные сверла. - Предварительное отверстие нужно дополнительно обработать зенковкой, сделать фаску. Это нужно для лучшего центрирования метчика, а также для дальнейшего лучшего захода в резьбу болтов, шпилек и т.д.
- Учитывайте свойства обрабатываемого материала. У хрупких и твердых металлов и у мягких и вязких значения диаметр отверстия будет отличаться. Например, D сверла под резьбу М8 в мягких материалах будет 6.8 мм, а для твердых металлов рекомендуется уже брать инструмент D 6.7 мм.
К этой статье мы прикрепили документы с ГОСТ по отверстиям для резьбы. Там указаны размеры отверстий разной точности, а также предельные отклонения диаметров. Кроме того, приведены особенности и диаметры отверстий для резьбонарезания в мягких и вязких материалах. Если у Вас повышенные требования к получаемой резьбе, то стоит внимательно изучить прилагаемые документы.
Если же не предъявляются повышенные требования по точности и качеству, то можно воспользоваться рекомендуемыми ниже таблицами.
- Для хрупких металлов (чугун) размеры черновых отверстий нужно уменьшить на одну десятую миллиметра от рекомендованных.
- Диаметры отверстий под обычные метчики и раскатники отличаются, даже если это один и тот же размер и шаг резьбы (таблицу для бесстружечных метчиков вы найдете ниже в статье).
- Все рекомендации отражены в ГОСТах, в специальных таблицах, придерживаясь которых можно получить качественную резьбу и свести к минимуму поломку метчиков.
 Как правило, для большинства резьбонарезных операций достаточно инструмента из быстрорежущей стали с добавлением кобальта. Для твердых, сложных материалов рекомендуем использовать твердосплавные сверла.
Как правило, для большинства резьбонарезных операций достаточно инструмента из быстрорежущей стали с добавлением кобальта. Для твердых, сложных материалов рекомендуем использовать твердосплавные сверла. Если же не предъявляются повышенные требования по точности и качеству, то можно воспользоваться рекомендуемыми ниже таблицами.
Если же не предъявляются повышенные требования по точности и качеству, то можно воспользоваться рекомендуемыми ниже таблицами.Необходимость подбора сверл для резьбы
Чтобы сделать самостоятельно внутреннюю резьбу, возьмите свою заготовку и просверлите в нем отверстие, которое будет соответствовать по диаметру тому инструменту, который предназначен для нарезки. И каждое из таких отверстий должно строго соответствовать размеру инструмента. Именно для этого нужно внимательно подбирать под резьбу диаметр сверла.
На сегодняшний день в продаже есть сверла с разным диаметром по размеру. Начиная от минимального размера в 0,5 мм и заканчивая крупными коническими сверлами размером порядка 0,05 мм. В зависимости от вида выполняемых работ посредством сверления можно сделать отверстия разного диаметра под те или иные нужды.
Как делается нарезание резьбы
Когда определено, какое сверло под резьбу необходимо, отверстие вырезано, то можно переходить к следующему этапу – непосредственной нарезке.
Стенки отверстия следует очистить от посторонних загрязнений. Это можно сделать металлическим ершиком либо продуть его воздухом. Обрабатываемую деталь необходимо надежно зафиксировать. Метчик необходимо установить в отверстие строго параллельно его оси. Для качественной центровки в отверстии при сверлении выполняется фаска обычно под 30 либо 45 градусов. Параллельность осей метчика и отверстия проверяется при помощи угольника, который прикладывают к поверхности инструмента и грани детали. Затем производят нарезку резьбы вращением инструмента по часовой стрелке (в случае правой резьбы). Особенно важно нарезать ровно первые витки резьбы.
Затем производят нарезку резьбы вращением инструмента по часовой стрелке (в случае правой резьбы). Особенно важно нарезать ровно первые витки резьбы.
Прокручивание воротка производят постепенно. Сделав полный оборот, метчик выкручивают на половину оборота. Если прилагаемое усилие возрастает, то метчик достают из отверстия и снимают с него стружку. При работе рекомендуется применение смазки. Это может быть специальная смазка, например, паста на основе жиров и воска, которая наносится непосредственно на инструмент. Заменой может служить олифа, керосин либо машинное масло. Нарезание резьбы на сверлильном станке проводится с применением специальных метчиков. Сам процесс нарезания не отличается от технологии ручной работы.
Фотография №1: сломанное сверло
К поломке сверл приводят следующие причины.
Сверление инструментами, изготовленными из меньших по твердости материалов. По этой причине сверла ломаются чаще всего.
Несоблюдение режима резания.
При сверлении на мощностях, превышающих рекомендуемые, возникают перегревы и перегрузки.Износ режущих кромок. К нему приводят длительное использование инструмента без заточки, превышение нагрузки и иные факторы.
Несоблюдение режима охлаждение. К поломкам приводит использование малого количества охлаждающей жидкости или неправильный ее состав. Возникает перегрев.
 При сверлении на мощностях, превышающих рекомендуемые, возникают перегревы и перегрузки.
При сверлении на мощностях, превышающих рекомендуемые, возникают перегревы и перегрузки.Кроме этого, проблемы могут возникнуть из-за неправильного подбора диаметра сверла.
Диаметр предварительного отверстия для метрических метчиков
Итак, рассмотрим ГОСТы для метрической резьбы, получаемой стандартными метчиками.
Наиболее популярные размеры: М3, М4, М5, М6, М8, М10 и М12, с основным шагом.
Краткая таблица для самых популярных размеров метрической резьбы с крупным шагом:
Метчик (резьба/основной шаг) | Диаметр отверстия (⌀ сверла), мм |
М3х0. | 2.5 |
М4х0.7 | 3.3 |
М5х0.8 | 4.2 |
М6х.1.0 | 5.0 |
М8х1.25 | 6.8 |
М10х1.5 | 8.5 |
М12х1.75 | 10.2 |
М14х2.0 | 12.0 |
М16х2.0 | 14.0 |
М18х2.5 | 15.4-15.6 |
М20х2.5 | 17.4-17.6 |
 5
5Подробная Таблица размеров сверла под метрическую резьбу основной шаг (DIN 13/ГОСТ 24705):
М | Шаг, мм | Внутр. диаметр резьбы гайки, мм (доп. по ISO2 – 6H) | D сверла, мм (по DIN336) |
1 | 0,25 | *0,774 | 0,75 |
1,1 | 0,25 | *0,874 | 0,85 |
1,2 | 0,25 | *0,974 | 0,95 |
1,4 | 0,3 | *1,128 | 1,1 |
1,6 | 0,35 | 1,321 | 1,25 |
1,8 | 0,35 | 1,521 | 1,45 |
2 | 0,4 | 1,679 | 1,6 |
2,2 | 0,45 | 1,838 | 1,75 |
2,5 | 0,45 | 2,138 | 2,05 |
3 | 0,5 | 2,599 | 2,5 |
3,5 | 0,6 | 3,010 | 2,9 |
4 | 0,7 | 3,422 | 3,3 |
4,5 | 0,75 | 3,878 | 3,7 |
5 | 0,8 | 4,334 | 4,2 |
6 | 1 | 5,153 | 5,0 |
7 | 1 | 6,153 | 6,0 |
8 | 1,25 | 6,912 | 6,8 |
9 | 1,25 | 7,912 | 7,8 |
10 | 1,5 | 8,676 | 8,5 |
11 | 1,5 | 9,676 | 9,5 |
12 | 1,75 | 10,441 | 10,2 |
14 | 2 | 12,210 | 12,0 |
16 | 2 | 14,210 | 14,0 |
18 | 2,5 | 15,744 | 15,5 |
20 | 2,5 | 17,744 | 17,5 |
22 | 2,5 | 19,744 | 19,5 |
24 | 3 | 21,252 | 21,0 |
27 | 3 | 24,252 | 24,0 |
30 | 3,5 | 26,771 | 26,5 |
33 | 3,5 | 29,771 | 29,5 |
36 | 4 | 32,270 | 32,0 |
39 | 4 | 35,270 | 35,0 |
42 | 4,5 | 37,799 | 37,5 |
45 | 4,5 | 40,799 | 40,5 |
48 | 5 | 43,297 | 43,0 |
52 | 5 | 47,297 | 47,0 |
56 | 5,5 | 50,796 | 50,5 |
60 | 5,5 | 54,796 | 54,5 |
64 | 6 | 58,305 | 58,0 |
68 | 6 | 62,305 | 62,0 |
*Поле допуска по ISO1 – 4H.
Подробная Таблица размеров сверла под метрическую резьбу мелкий шаг (DIN 13/ГОСТ 24705):
МхШаг | Внутр. диаметр резьбы гайки, мм (доп. по ISO2 – 6H) | D сверла, мм (по DIN336) | МхШаг | Внутр. диаметр резьбы гайки, мм (доп. по ISO2 – 6H) | D сверла, мм (по DIN336) | |
2×0,25 | *1,774 | 1,75 | 24×1 | 23,153 | 23 | |
2,2×0,25 | *1,974 | 1,95 | 24×1,5 | 22,676 | 22,5 | |
2,3×0,25 | 2,071 | 2,05 | 24×2 | 22,210 | 22 | |
2,5×0,35 | *2,184 | 2,15 | 25×1 | 24,153 | 24 | |
2,6×0,35 | 2,252 | 2,2 | 25×1,5 | 23,676 | 23,5 | |
3×0,35 | *2,684 | 2,65 | 26×1,5 | 24,676 | 24,5 | |
3,5×0,35 | *3,184 | 3,15 | 27×1,5 | 25,676 | 25,5 | |
4×0,35 | *3,684 | 3,65 | 27×2 | 25,210 | 25,0 | |
4×0,5 | 3,599 | 3,5 | 28×1,5 | 26,676 | 26,5 | |
5×0,5 | 4,599 | 4,5 | 28×2 | 26,210 | 26,0 | |
6×0,5 | 5,599 | 5,5 | 30×1 | 29,153 | 29,0 | |
6×0,75 | 5,378 | 5,2 | 30×1,5 | 28,676 | 28,5 | |
7×0,75 | 6,378 | 6,2 | 30×2 | 28,210 | 28,0 | |
8×0,5 | 7,599 | 7,5 | 32×1,5 | 30,676 | 30,5 | |
8×0,75 | 7,378 | 7,2 | 33×1,5 | 31,676 | 31,5 | |
8×1 | 7,153 | 7,0 | 33×2 | 31,210 | 31,0 | |
9×0,75 | 8,378 | 8,2 | 34×1,5 | 32,676 | 32,5 | |
9×1 | 8,153 | 8,0 | 35×1,5 | 33,676 | 33,5 | |
10×0,5 | 9,599 | 9,5 | 36×1,5 | 34,676 | 34,5 | |
10×0,75 | 9,378 | 9,2 | 36×2 | 34,210 | 34,0 | |
10×1 | 9,153 | 9,0 | 36×3 | 33,252 | 33,0 | |
10×1,25 | 8,912 | 8,8 | 38×1,5 | 36,676 | 36,5 | |
11×1 | 10,153 | 10,0 | 39×1,5 | 37,676 | 37,5 | |
12×0,75 | 11,378 | 11,2 | 39×2 | 37,210 | 37,0 | |
12×1 | 11,153 | 11,0 | 39×3 | 36,252 | 36,0 | |
12×1,25 | 10,912 | 10,8 | 40×1,5 | 38,676 | 38,5 | |
12×1,5 | 10,676 | 10,5 | 40×2 | 38,210 | 38,0 | |
13×1 | 12,153 | 12,0 | 40×3 | 37,252 | 37,0 | |
14×1 | 13,153 | 13,0 | 42×1,5 | 40,676 | 40,5 | |
14×1,25 | 12,912 | 12,8 | 42×2 | 40,210 | 40,0 | |
14×1,5 | 12,676 | 12,5 | 42×3 | 39,252 | 39,0 | |
15×1 | 14,153 | 14,0 | 45×1,5 | 43,676 | 43,5 | |
15×1,5 | 13,676 | 13,5 | 45×2 | 43,210 | 43,0 | |
16×1 | 15,153 | 15,0 | 45×3 | 42,252 | 42,0 | |
16×1,5 | 14,676 | 14,5 | 48×1,5 | 46,676 | 46,5 | |
18×1 | 17,153 | 17,0 | 48×2 | 46,210 | 46,0 | |
18×1,5 | 16,676 | 16,5 | 48×3 | 45,252 | 45,0 | |
18×2 | 16,210 | 16,0 | 50×1,5 | 48,676 | 48,5 | |
20×1 | 19,153 | 19,0 | 50×2 | 48,210 | 48,0 | |
20×1,5 | 18,676 | 18,5 | 50×3 | 47,252 | 47,0 | |
20×2 | 18,210 | 18,0 | 52×1,5 | 50,676 | 50,5 | |
22×1 | 21,153 | 21,0 | 52×2 | 50,210 | 50,0 | |
22×1,5 | 20,676 | 20,5 | 52×3 | 49,252 | 49,0 | |
22×2 | 20,210 | 20,0 | 63×1,5 | 61,676 | 61,5 |
*Поле допуска по ISO1 – 4H.
Обратите внимание!
Также есть еще один быстрый способ, так называемый «дедовский метод», по нему можно быстро подобрать сверло под метчик без таблиц. Для этого надо вычесть из номинального диаметра резьбы его шаг.
Рассмотрим способ на примере. Допустим, вам необходимо нарезать резьбу М10х1.5.
- Номинальный диаметр резьбы 10 мм.
- Шаг 1.5 мм.
- Вычитаем из первого значения второе: 10-1.5=8.5 мм.
- Диаметр сверла равен 8.5 мм.
Допускается округлять значение до большего. Например, 9.75 округлить до 9.8. Но это будет приблизительное значение, «дедовский» метод подойдет больше для бытовых нужд. Для производственных задач рекомендуется ориентироваться по таблицам, ГОСТам, с учетом допусков и особенностей обрабатываемого материала.
Как просверлить лист шифера и чем лучше делать отверстия
Когда дело доходит до выполнения работ, мастера задумываются, чем сверлить шифер плоской или волновой формы.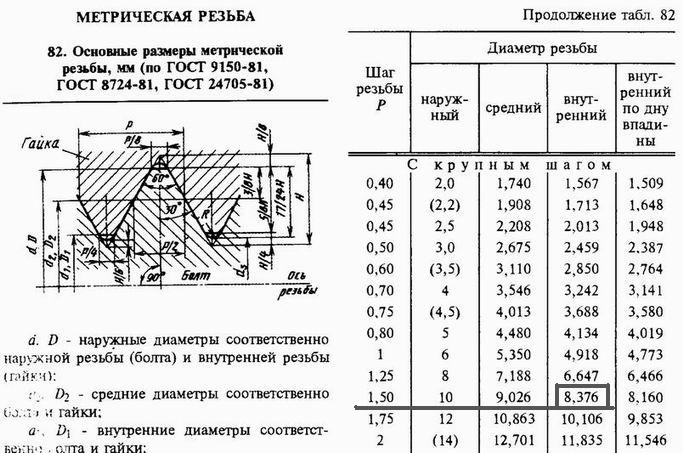 На самом деле, сверлить шифер совсем не обязательно. Для работы потребуются кровельные саморезы различной длины или специальные шиферные гвозди. Благодаря острым концам эти расходные материалы свободно проходят сквозь шифер, не разбивая его и не образуя трещин.
На самом деле, сверлить шифер совсем не обязательно. Для работы потребуются кровельные саморезы различной длины или специальные шиферные гвозди. Благодаря острым концам эти расходные материалы свободно проходят сквозь шифер, не разбивая его и не образуя трещин.
Те мастера, кто предпочитает действовать по старинке, для того чтобы просверлить шифер могут воспользоваться традиционной дрелью. Единственное, что необходимо в этом случае знать, каким сверлом сверлить шифер. Для этих целей подходят победитовые сверла, сечение которых слегка превышает диаметр шиферных саморезов или гвоздей.
Чтобы с материалом было удобнее работать, его следует положить на мягкую основу, например, на землю. Желательно, чтобы место, в котором будет просверлено отверстие, соприкасалось поверхностью, во избежание излишних вибраций в процессе работы.
Как подобрать сверло под метчики-раскатники (бесстружечные)
Выбор сверла под раскатники, которые используются для выдавливания резьбы, имеет свои особенности. Деформация металла происходит как в направлении оси отверстия, так и в противоположном. Поэтому черновое отверстие под раскатку обычно сверлится большего размера, чем под нарезку со стружкой.
Деформация металла происходит как в направлении оси отверстия, так и в противоположном. Поэтому черновое отверстие под раскатку обычно сверлится большего размера, чем под нарезку со стружкой.
Например, для нарезания М8 с шагом 1.25 нужно взять инструмент диаметром 6.8 мм, а для получения М8х1.25 раскатыванием (выдавливанием) нужно просверлить черновое отверстие ⌀ 7.45 мм.
Сначала рассмотрим метрические бесстружечные метчики.
Таблица размеров отверстий под раскатники метрическая резьба крупный шаг (DIN 13/ГОСТ 24705):
М |
(доп. по ISO2 – 7H) | ||||
1 | 0,25 | *0,785 | 0,89 | 0,91 | 0,9 |
1,1 | 0,25 | *0,885 | 0,99 | 1,01 | 1,0 |
1,2 | 0,25 | *0,985 | 1,09 | 1,11 | 1,1 |
1,4 | 0,3 | *1,142 | 1,24 | 1,27 | 1,25 |
1,6 | 0,35 | *1,321 | 1,44 | 1,48 | 1,45 |
1,8 | 0,35 | *1,521 | 1,66 | 1,68 | 1,67 |
2,0 | 0,4 | *1,679 | 1,84 | 1,86 | 1,85 |
2,2 | 0,45 | **1,838 | 2,02 | 2,04 | 2,03 |
2,5 | 0,45 | *2,138 | 2,30 | 2,34 | 2,3 |
3 | 0,5 | 2,639 | 2,79 | 2,82 | 2,8 |
3,5 | 0,6 | 3,050 | 3,24 | 3,28 | 3,25 |
4 | 0,7 | 3,466 | 3,69 | 3,73 | 3,7 |
4,5 | 0,75 | 3,924 | 4,16 | 4,2 | 4,2 |
5 | 0,8 | 4,384 | 4,64 | 4,68 | 4,65 |
6 | 1 | 5,217 | 5,51 | 5,59 | 5,55 |
7 | 1 | 6,217 | 6,55 | 6,6 | 6,55 |
8 | 1,25 | 6,982 | 7,41 | 7,48 | 7,45 |
9 | 1,25 | 7,982 | 8,41 | 8,48 | |
10 | 1,5 | 8,751 | 9,28 | 9,37 | 9,35 |
11 | 1,5 | 9,751 | 10,28 | 10,37 | |
12 | 1,75 | 10,531 | 11,16 | 11,25 | 11,2 |
14 | 2 | 12,310 | 13,02 | 13,14 | 13,1 |
16 | 2 | 14,310 | 15,02 | 15,14 | 15,1 |
18 | 2,5 | 15,854 | 16,75 | 16,89 | 16,9 |
20 | 2,5 | 17,854 | 18,75 | 18,89 | 18,9 |
*Поле допуска по ISO1 – 5H.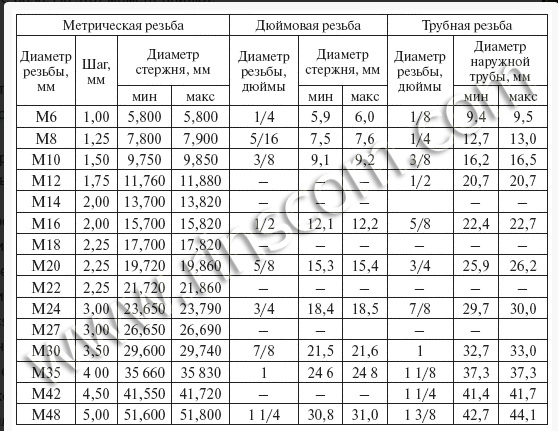 **Поле допуска по ISO2 – 6H.
**Поле допуска по ISO2 – 6H.
Таблица диаметров отверстий под метчики-раскатники метрическая резьба мелкий шаг (DIN 13/ГОСТ 24705):
МхШаг |
(доп. по ISO2 – 7H) | |||
2×0,25 | *1,785 | 1,9 | 1,91 | |
2,2×0,25 | *1,985 | 2,1 | 2,11 | |
2,3×0,25 | *2,071 | 2,2 | 2,21 | |
2,5×0,35 | 2,201 | 2,36 | 2,38 | 2,37 |
2,6×0,35 | 2,252 | 2,46 | 2,48 | 2,47 |
3×0,35 | *2,701 | 2,87 | 2,89 | 2,88 |
3,5×0,35 | *3,201 | 3,37 | 3,39 | 3,38 |
4×0,35 | *3,701 | 3,87 | 3,89 | |
4×0,5 | 3,639 | 3,79 | 3,82 | 3,8 |
5×0,5 | 4,639 | 4,79 | 4,82 | 4,8 |
6×0,5 | **5,599 | 5,8 | 5,83 | 5,8 |
6×0,75 | 5,424 | 5,63 | 5,7 | 5,7 |
7×0,75 | 6,424 | 6,67 | 6,72 | 6,7 |
8×0,5 | **7,599 | 7,8 | 7,83 | |
8×0,75 | 7,424 | 7,67 | 7,72 | 7,7 |
8×1 | 7,217 | 7,51 | 7,6 | 7,55 |
9×0,75 | 8,424 | 8,67 | 8,72 | 8,7 |
9×1 | 8,217 | 8,55 | 8,6 | 8,6 |
10×0,5 | **9,599 | 9,8 | 9,83 | 9,8 |
10×0,75 | 9,424 | 9,67 | 9,72 | 9,7 |
10×1 | 9,217 | 9,51 | 9,6 | 9,55 |
10×1,25 | 8,982 | 9,41 | 9,48 | 9,45 |
11×1 | 10,217 | 10,55 | 10,6 | 10,6 |
12×1 | 11,217 | 11,52 | 11,61 | 11,55 |
12×1,25 | 10,982 | 11,43 | 11,5 | 11,45 |
12×1,5 | 10,751 | 11,29 | 11,38 | 11,35 |
14×1 | 13,217 | 13,55 | 13,61 | 13,6 |
14×1,25 | 12,982 | 13,43 | 13,5 | 13,45 |
14×1,5 | 12,751 | 13,29 | 13,38 | 13,35 |
15×1 | 14,217 | 14,55 | 14,61 | 14,6 |
15×1,5 | 13,751 | 14,26 | 14,36 | 14,35 |
16×1 | 15,217 | 15,55 | 15,61 | 15,6 |
16×1,5 | 14,751 | 15,29 | 15,38 | 15,35 |
18×1 | 17,217 | 17,55 | 17,61 | 17,6 |
18×1,5 | 16,751 | 17,29 | 17,38 | 17,35 |
18×2 | 16,310 | 17,02 | 17,14 | 17,1 |
20×1 | 19,217 | 19,55 | 19,61 | 19,6 |
20×1,5 | 18,751 | 19,29 | 19,38 | 19,35 |
20×2 | 18,310 | 19,02 | 19,14 | 19,1 |
22×1,5 | 20,751 | 21,26 | 21,36 | |
22×2 | 20,310 | 21 | 21,15 | |
24×1,5 | 22,751 | 23,26 | 23,38 | |
24×2 | 22,310 | 23,01 | 23,16 | 23,1 |
*Поле допуска по ISO1 – 5H. **Поле допуска по ISO2 – 6H.
**Поле допуска по ISO2 – 6H.
Теперь разберем раскатники для дюймовой (трубной) резьбы.
Таблица диаметров под метчики-раскатники трубная резьба Витворта (DIN ISO 228/1):
G | Число ниток на дюйм |
| ||||
G 1/16″ | 28 | 7,723 | 6,843 | 7,24 | 7,32 | |
G 1/8″ | 28 | 9,728 | 8,848 | 9,24 | 9,32 | 9,25 |
G 1/4″ | 19 | 13,157 | 11,890 | 12,48 | 12,56 | 12,55 |
G 3/8″ | 19 | 16,662 | 15,395 | 15,99 | 16,06 | 16,06 |
G 1/2″ | 14 | 20,955 | 19,172 | 20,02 | 20,12 | 20,05 |
G 5/8″ | 14 | 22,911 | 21,128 | 21,97 | 22,07 | |
G 3/4″ | 14 | 26,441 | 24,658 | 25,5 | 25,6 | |
G 7/8″ | 14 | 30,201 | 28,418 | 29,26 | 29,36 | |
G1″ | 11 | 33,249 | 30,931 | 32,05 | 32,18 | |
G 1 1/8″ | 11 | 37,897 | 35,579 | 36,7 | 36,83 | |
G 1 1/4″ | 11 | 41,910 | 39,592 | 40,72 | 40,84 | |
G 1 3/8″ | 11 | 44,323 | 42,005 | 43,13 | 43,26 | |
G 1 1/2″ | 11 | 47,803 | 45,485 | 46,61 | 46,74 | |
G 1 3/4″ | 11 | 53,746 | 51,428 | 52,55 | 52,68 | |
G 2″ | 11 | 59,614 | 57,296 | 58,42 | 58,55 |
Параметры отверстия для резьбы
Размеры подготовленного отверстия должны строго соответствовать номинальным типоразмерам резьбы. Также нужно образовать фаску, которая облегчит центровку резьбонарезного инструмента. Длина отверстия должна превышать длину резьбы, поскольку в нижней его части будет образовываться недорез, состоящий из сбега и недовода. Для определения размеров этих частей подготовительного отверстия следует руководствоваться данными ГОСТ 10549-80 и ГОСТ 27148-86.
Также нужно образовать фаску, которая облегчит центровку резьбонарезного инструмента. Длина отверстия должна превышать длину резьбы, поскольку в нижней его части будет образовываться недорез, состоящий из сбега и недовода. Для определения размеров этих частей подготовительного отверстия следует руководствоваться данными ГОСТ 10549-80 и ГОСТ 27148-86.
При работе с хрупким материалом, таким как чугун, глубину сверления следует дополнительно увеличить на 25 %. Для многих облегченных сплавов повышающий коэффициент увеличивают еще больше.
Но самым важным параметром отверстия является его диаметр, поэтому нужно выбрать определенные размеры сверл под резьбу. Эти размеры будут отличаться в зависимости от типа резьбы и ее геометрических характеристик. Если отверстие будет больше необходимого, то полученная резьба будет иметь слишком неглубокую канавку. Это приведет к снижению надежности и последующему разрушению резьбового соединения. Если же диаметр отверстия будет слишком зауженным, то качественно нарезать в нем резьбу будет невозможно. Это скорее приведет к поломке резьбонарезного инструмента.
Это скорее приведет к поломке резьбонарезного инструмента.
Следует учитывать, что нарезку резьбы можно выполнять практически во всех распространенных металлах и сплавах. Исключением являются хрупкие или жесткие металлы, например, каленое железо. Качественного профиля резьбы добиться не удастся, а поэтому на надежность этого резьбового соединения рассчитывать не стоит.
Диаметры сверл для трубных (дюймовых) метчиков
Таблица размеров предварительных отверстий для трубной резьбы:
G | Шаг резьбы, мм | Число ниток на 1 дюйм | ⌀ сверла под резьбу, мм | ⌀ отверстия под резьбу, мм | ||
Номинальный | Предельные отклонения для классов точности | |||||
A | B | |||||
G1/8 | 0. | 28 | 8.7 | 8.62 | +0.1 | +0.2 |
G1/4 | 1.337 | 19 | 11.5 | 11.5 | +0.12 | +0.25 |
G3/8 | 1.337 | 19 | 15 | 15 | +0.12 | +0.25 |
G1/2 | 1.814 | 14 | 18.75 | 18.68 | +0.14 | +0.28 |
G5/8 | 1.814 | 14 | 20.75 | 20.64 | +0.14 | +0.28 |
G3/4 | 1.814 | 14 | 24.25 | 24.17 | +0.14 | +0.28 |
G7/8 | 1. | 14 | 28 | 27.93 | +0.14 | +0.28 |
G1 | 2.309 | 11 | 30.5 | 30.34 | +0.18 | +0.36 |
G1 1/8 | 2.309 | 11 | 35 | 35 | +0.18 | +0.36 |
G1 1/4 | 2.309 | 11 | 39 | 39 | +0.18 | +0.36 |
G1 3/8 | 2.309 | 11 | 41.5 | 41.41 | +0.18 | +0.36 |
G1 1/2 | 2.309 | 11 | 45 | 44.9 | +0.18 | +0.36 |
G1 3/4 | 2. | 11 | 51 | 50.84 | +0.18 | +0.36 |
G2 | 2.309 | 11 | – | 56.7 | +0.18 | +0.36 |
G2 1/4 | 2.309 | 11 | – | 62.8 | +0.22 | +0.43 |
G2 1/2 | 2.309 | 11 | – | 72.27 | +0.22 | +0.43 |
G2 3/4 | 2.309 | 11 | – | 78.62 | +0.22 | +0.43 |
G3 | 2.309 | 11 | – | 84.97 | +0.22 | +0.43 |
G3 1/4 | 0. | 11 | – | 91.07 | +0.22 | +0.43 |
G3 1/2 | 1.337 | 11 | – | 97.42 | +0.22 | +0.43 |
G3 3/4 | 1.337 | 11 | – | 103. 77 | +0.22 | +0.43 |
G4 | 1.814 | 11 | – | 110. 12 | +0.22 | +0.43 |
G4 1/2 | 1.814 | 11 | – | 122. 82 | +0.22 | +0.43 |
G5 | 1.814 | 11 | – | 135. 52 | +0.22 | +0.43 |
G5 1/2 | 1. | 11 | – | 148. 22 | +0.22 | +0.43 |
G6 | 2.309 | 11 | – | 160. 92 | +0.22 | +0.43 |
 907
907 814
814 309
309 907
907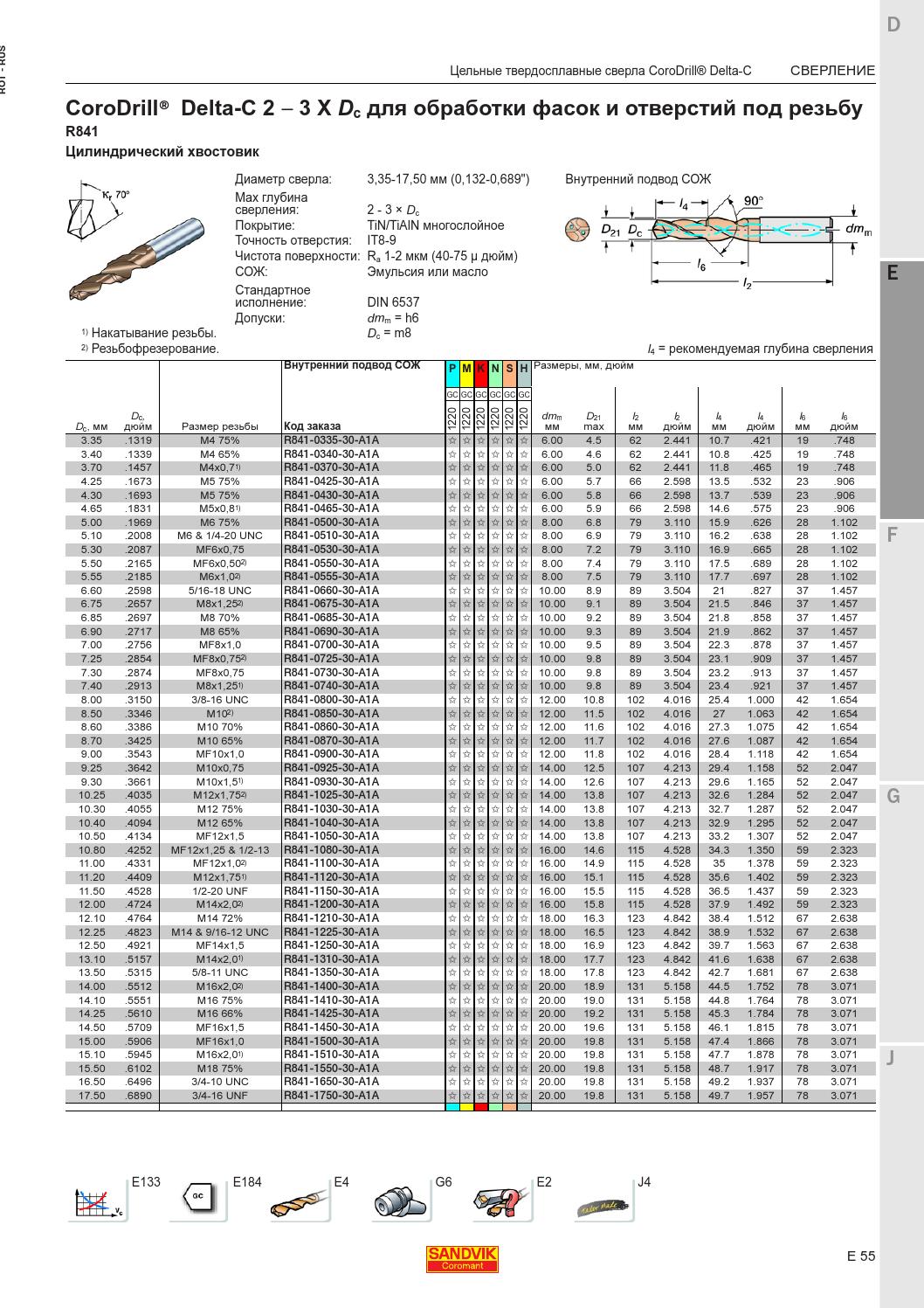 814
814Смотрите также
Комментарии 33
где бы еще качественный такой набор раздобыть, а я себе прикупил метчики с левой резьбой для этих целей.
Хороший набор, но с коллекторными шпильками не прокатит .
естественно, чаще колесные и на ГБЦ крутим)
Я по старинке, или сварка или дрель.
выкрутил при помоши зубила и молотка ))))) хотел бежать за экстрактором или за сваршиком но вспомнил детство отца и уазик и пошел самым радикальным дешевым способом ))) 20 мин и готово выкручен ))))
Много работал с разными сверлами по работе самые точные и живучие для жизни и до 40единиц(HRC) фирмы NACHI. Единственный сильный минус — цена. Но ужасно живучие.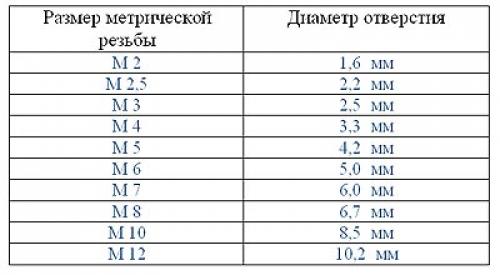 У меня есть сверла которыми постоянно работаю(по нержавейке) им уже по 8-10лет и они продолжают работать)
У меня есть сверла которыми постоянно работаю(по нержавейке) им уже по 8-10лет и они продолжают работать)
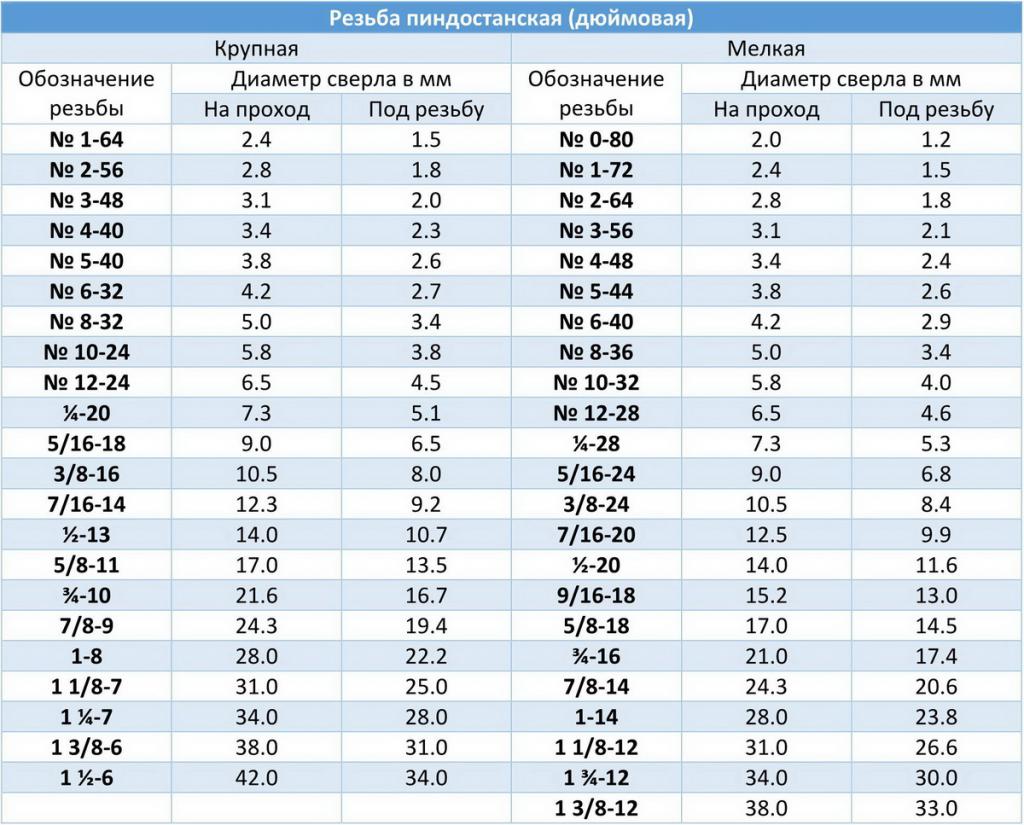
Как подобрать сверла под метчики UNC/UNF
Дюймовая цилиндрическая резьба UNC (крупная) и UNF (мелкая) менее распространена в России, профиль ее аналогичен метрической 60°, но размер считается в дюймах.
Таблица диаметров отверстий под наиболее распространенную американскую резьбу UNC/UNF:
| Дюймовая резьба UNC | |||
Резьба х Ниток на дюйм | Диаметр сверла, мм | Резьба х Ниток на дюйм | Диаметр сверла, мм |
1/4х20 | 5.1 | 7/8х9 | 19.5 |
5/16х18 | 6.5 | 1х8 | 22. |
3/8х16 | 8 | 1 1/8х7 | 25 |
7/16х14 | 9.4 | 1 1/4х7 | 28.25 |
1/2х13 | 10.8 | 1 3/8х6 | 30.75 |
9/16х12 | 12.2 | 1 1/2х6 | 34 |
5/8х11 | 13.6 | 1 3/4х5 | 39.5 |
3/4х10 | 16.5 | 2х4 | 45 |
 25
25пп
| Дюймовая мелкая резьба UNF | |||
Резьба х ниток на дюйм | ⌀ сверла, мм | Резьба х ниток на дюйм | ⌀ сверла, мм |
1/4х28 | 5. | 3/4х16 | 17.5 |
5/16х24 | 6.9 | 7/8х14 | 20.5 |
3/8х24 | 8.5 | 1х12 | 23.25 |
7/16х20 | 9.9 | 1 1/8х12 | 26.5 |
1/2х20 | 11.5 | 1 1/4х12 | 29.75 |
9/16х18 | 12.9 | 1 3/8х12 | 33 |
5/8х18 | 14.5 | 1 1/2х12 | 36 |
 5
5Конец таблицы
Таблица подбора сверла под метчик с учетом его диаметров
Обратите внимание, она также учитывает шаг, чтобы насечку можно было сделать как мелкой, так и крупной.
Сверло | Шаг | Окружность | Спираль | |
Мелкий | Крупный | |||
мм | ||||
1,6 | 0,25 | 0,4 | 1,75 | 2 |
5 | 0,5 | 1 | 5,5 | 6 |
8,5 | 0,5 | 1,5 | 9,5 | 10 |
12 | 0,5 | 2 | 13,5 | 14 |
15,4 | 0,5 | 2,5 | 17,5 | 18 |
19,4 | 0,5 | 2,5 | 21,5 | 22 |
26,4 | 0,75 | 3,5 | 29,2 | 30 |
31,9 | 1 | 4 | 35 | 36 |
37,4 | 1 | 4,5 | 41 | 42 |
42,8 | 1 | 5 | 47 | 48 |
Таблица диаметров сверл для нарезания резьбы по металлу метчиком и воротком
Отверстие зависит не только от сечения, но и от шага. Предлагаем данные для крупного и мелкого нарезания:
Предлагаем данные для крупного и мелкого нарезания:
| Спираль, мм | Шаг крупный, мм | Сверло, мм | Мелкий, мм | Окружность, мм |
| 2 | 0,4 | 1,6 | 0,25 | 1,75 |
| 6 | 1 | 5 | 0,5 | 5,5 |
| 10 | 1,5 | 8,5 | 0,5 | 9,5 |
| 14 | 2 | 12 | 0,5 | 13,5 |
| 18 | 2,5 | 15,4 | 0,5 | 17,5 |
| 22 | 2,5 | 19,4 | 0,5 | 21,5 |
| 30 | 3,5 | 26,4 | 0,75 | 29,2 |
| 36 | 4 | 31,9 | 1 | 35 |
| 42 | 1,5 | 37,4 | 1 | 41 |
| 48 | 5 | 42,8 | 1 | 47 |
Диаметр прута для наружной насечки
Спираль | Шаг | Мин-макс сечение |
мм | ||
6 | 1 | 5,8 |
8 | 1,25 | 7,8-7,9 |
10 | 1,5 | 9,75-9,85 |
12 | 1,75 | 11,76-11,88 |
14 | 2 | 13,7-13,82 |
16 | 2 | 15,7-15,82 |
18 | 2,25 | 17,7-17,82 |
20 | 2,25 | 19,82-19,86 |
22 | 2,25 | 21,72-21,86 |
24 | 3 | 23,65-23,79 |
27 | 3 | 26,65-26,79 |
30 | 3,5 | 29,6-29,74 |
Таблица размеров сверл для нарезания резьбы, метрической, дюймовой
Она нужна для быстрого перевода российской маркировки в западную.
Окружность спирали | Сечение инструмента, мм |
1/8 | 8,9 |
1/4 | 11,9 |
3/8 | 15,8 |
1/2 | 19 |
2/4 | 24,3 |
1 | 30,5 |
1,25 | 39,2 |
1,75 | 41,6 |
1,5 | 45 |
Определяясь, будьте внимательны, не торопитесь, не стесняйтесь сверяться со справочными данными. Помните, что ошибка в таком случае чревата недостаточным качеством крепежа и, в перспективе, преждевременной поломкой функционального узла.
Обращайтесь к нам для заказа станков, на которых можно выполнить все работы по созданию технологических отверстий. Теперь, когда вам известно, как по таблице размеров подобрать сверла под метчики для нарезания резьбы, с нанесением необходимой насечки не должно возникнуть сложностей.
Диаметр сверла под резьбу м12
Многие из вас сталкивались с нарезанием внутренней резьбы с помощью метчика и у многих возникал вопрос — какого диаметра должно быть сверло под резьбу, к примеру М8 или М10. Ведь при нарезке резьбы первоначальной задачей становится сверление отверстия подходящего диаметра, чтобы метчик резал металл не слишком туго и в то же время не болтался. Поэтому расскажу, как можно самому высчитать правильный диаметр сверла под любую метрическую резьбу.
На самом деле все просто, как вы знаете, параметров резьбы всего 2: это диаметр и шаг. Еще можно заметить(для тех кто не знает), что резьба бывает стандартная(со стандартным шагом) и любая другая. К примеру, стандартная резьба для 10 мм — это 1.5мм, то есть М10*1.5. Но ведь встречается довольно часто резьба 10*1.25 и 10*1. Буква М на резьбе означает, что резьба метрическая. А бывает еще трубная(читать про трубные плашки). Ну а в этой статье мы разберем все нюансы нарезания метрической резьбы и конечно же узнаем, как вычислить диаметр сверла под резьбу.
Значит, как я уже говорил, в основу расчетов берем диаметр и шаг. Просто вычитаем из диаметра шаг резьбы и полученная цифра будет диаметром требуемого сверла. Давайте посчитаем диаметр сверла под резьбу М8(стандартная).
8 минус 1.25(стандартный шаг) получаем 6.75 мм — именно такое сверло нужно, чтобы нарезать резьбу М8. А например, резьба 8*1 — сверло получится диаметром 7 мм. Надеюсь, все понятно. Также предоставлю вам нужную табличку стандартных резьб(то есть вы сможете узнать, какой шаг стандартный у определенного диаметра) и диаметр сверл для них.
Таблица стандартной резьбы и диаметр сверла для них.

Восстановление резьбы в алюминии делал кто? [Архив]
Просмотр полной версии : Восстановление резьбы в алюминии делал кто?
Godlike_S
20. 04.2014, 00:00
04.2014, 00:00
Други хелп… Посоветуйте какую нибудь приблулу для восстановления резьбы в алюминиевом блоке, болт крепления опоры с резьбой вышел сука (не родной был). Слышал о ввертышах, кто нибудь пользовал их?
FRUITCAT
20.04.2014, 00:17
Да есть такое. Называют по разному, кто ремонтные бонки, кто ремонтные втулки. Смысл тот же. Вещь хорошая. В работе аккуратность и – успех.
_ShurikeN
20.04.2014, 00:40
Футорки, кажется, называются. Например, технологии восстановления свечной резьбы очень распространены.
У нас видел наборы для восстановления резьбы средних размеров типа м10 в тазомагазах. Мелкую резьбу типа м4 знакомый восстанавливал высверливанием сверлом большего диаметра и впрессовкой ремонтной резьбовой втулки.
Godlike_S
20.04.2014, 04:26
Понятно. А у кого-нибудь набор для ремонта резьб есть? Нужно восстановить М10…
Гриценко Вячеслав
20.04.2014, 06:06
В инструментальном магазине видел наборы готовые для восстановления свечной резьбы. Футорки, сверла метчики. Под М10 не знаю есть или нет в продаже. Футорку точить скорей всего. Можно под резьбу наружную М12 х 1,5. Внутреннюю М10. Но лучше наружную М14 х 1,5. Сверло под резьбу – диаметр резьбы минус шаг. То есть для М14 х 1,5 сверло 12,5. Метчик М14 х 1,5 второй номер. Можно и первым сначала
Футорки, сверла метчики. Под М10 не знаю есть или нет в продаже. Футорку точить скорей всего. Можно под резьбу наружную М12 х 1,5. Внутреннюю М10. Но лучше наружную М14 х 1,5. Сверло под резьбу – диаметр резьбы минус шаг. То есть для М14 х 1,5 сверло 12,5. Метчик М14 х 1,5 второй номер. Можно и первым сначала
Godlike_S
20.04.2014, 14:11
В инструментальном магазине видел наборы готовые для восстановления свечной резьбы. Футорки, сверла метчики. Под М10 не знаю есть или нет в продаже. Футорку точить скорей всего. Можно под резьбу наружную М12 х 1,5. Внутреннюю М10. Но лучше наружную М14 х 1,5. Сверло под резьбу – диаметр резьбы минус шаг. То есть для М14 х 1,5 сверло 12,5. Метчик М14 х 1,5 второй номер. Можно и первым сначала
Понял… Поеду для начала в наш местный автомегамагазин, посмотрю что предлагают…
HTS-2000
http://rost-holding.ru/video/hts-2000-video/
На видео все легко. Я пробовал паять бак. получалось плохо, возможно сноровки не хватает.![]()
Godlike_S
20.04.2014, 23:45
HTS-2000http://rost-holding.ru/video/hts-2000-video/
На видео все легко. Я пробовал паять бак. получалось плохо, возможно сноровки не хватает.
Офигеть… Впечатляюще… Не знаю пробовать или нет…
Пайка или сварка алюминия горелкой – довольно сложная процедура…
Там не всё так просто, как кажется… Надо тщательно зачищать поверхности…
При нагреве на алюминии очень быстро образуется оксидная плёнка, которая не даёт припою прилипнуть нормально…
Поэтому используются разные флюсы… причём для разных сплавов алюминия разные…
Почитайте ветки про пайку алюминия на сварочных форумах, там очень много интересного… 🙂
А так же важна температура нагрева. Перегреешь рядом может ,что нибудь треснуть.
Я в свое время восстанавливал в коллекторе резьбу М6. Рассверлил отверстие под болт М8, нарезал резьбу, вкрутил туда до упора болт М8 и обрезал его заподлицо. Потом в нем просверлил отверстие и нарезал резьбу М6)))) Главное при сверлениии под М6 попасть точно в центр болта и не увести сверло в сторону. С М10 должно быть аналогично. Сверлиться под М14 лучше(если запасы в корпусе есть)
С М10 должно быть аналогично. Сверлиться под М14 лучше(если запасы в корпусе есть)
Godlike_S
22.04.2014, 00:45
В итоге забил на все хер, рассверлил отверстие и нарезал резьбу М12… Попробовал в итоге затянуть болт требуемым моментом – все гут, резьба на месте… Теперь в поисках болта М12 под внутренний шестигранник…
Гриценко Вячеслав
22.04.2014, 10:17
Тоже выход
Сверло какого размера вам понадобится для болта M8?
Метрическая резьба
| Резьба | Размер сверла для нарезания стандартной метрической резьбы | Зазор отверстие |
|---|---|---|
| M5 | 4,2 | 5,5 |
| M6 | 6 | |
| M8 | 6,8 | 9 |
| M10 | 8.5 | 11 |
Нажмите, чтобы увидеть полный ответ
Точно так же вы можете спросить, сверло какого размера мне следует использовать?
Используйте и бит на 1/64 дюйма меньше, чем размер целевого отверстия для мягкой древесины. Используйте и бит точно такого же размера , что и отверстие при работе с другими материалами. Если вы не уверены, что выбрать, выберите сверло на 1/64 дюйма больше, чем отверстие, которое вы хотите создать.
Используйте и бит точно такого же размера , что и отверстие при работе с другими материалами. Если вы не уверены, что выбрать, выберите сверло на 1/64 дюйма больше, чем отверстие, которое вы хотите создать.
Также знайте, какой размер стандартного сверла 8 мм? Размер сверла до диаметра 1 дюйм
| Размер сверла до диаметра 1 дюйм Обозначение Дробный дюйм Сверло с буквой Миллиметры Число Сверло | ||
|---|---|---|
| Миллиметры | Дюймы | Обозначение |
| 7,8 мм | .307117 ” | |
| 7,9375 мм | .3125 “ | 5/16″ |
| 8 мм | .315 “ | |
Также нужно знать, насколько большим должно быть отверстие, чем болт?
Выберите сверло на 1/32 дюйма больше болт диаметр для плотной посадки отверстие или сверло 1/16 дюйма больше болт диаметр для неплотной посадки отверстие .
Сверло какого размера вы используете для анкера 3/8?
Технические характеристики забивных анкеров
| Размер | Минимальная глубина заделки | Сверло |
|---|---|---|
| 3/8 дюйма | 1-9 / 16 дюймов | 1/2 дюйма |
| 1 / 2 дюйма | 2 дюйма | 5/8 дюйма |
| 5/8 дюйма | 2-1 / 2 дюйма | 7/8 дюйма |
| 3/4 дюйма | 3-3 / 16 ” | 1” |
M8 x 1.25 Полный комплект для ремонта винтовой резьбы
Характеристики винтовой вставки:- Размер внутренней резьбы: M8 x 1,25
- Длина: 8,0 мм (1xD), 12,0 мм (1,5xD), 16,0 мм (2xD)
- Материал: 18- 8 (304) Нержавеющая сталь
- Тип: Свободный ход
- Размер метчика: M8 x 1,25 STI
- Размер сверла: 21/64 дюйма
часто известны под торговыми марками Helicoil или Recoil Screw Thread Inserts. Наши винтовые пластины с прецизионной резьбой взаимозаменяемы с пластинами и инструментами других производителей. Если в настоящее время вы используете номера деталей Helicoil, Recoil или Mil Spec для своих пластин, см. Наши номера перекрестных ссылок ниже, чтобы легко и точно перейти на наши винтовые пластины с прецизионной резьбой от Chrislynn.
Перекрестная ссылка: спиральная вставка, M8 x 1,25, длина 12,0 мм (1,5xD), свободный ход
- Номер по каталогу Chrislynn: 82160H
- Номер по каталогу Helicoil: 1084-8CN-120
- Номер по каталогу отдачи: 05083
- Mil-Spec P / N: MA3279-159
- Материал – Inconel X750, фосфор-бронза, Nitronic 60, нержавеющая сталь 316
- Покрытия – сухие Пленка, кадмий, серебряное покрытие
- Пожалуйста, позвоните, чтобы узнать цену и срок поставки, если требуются какие-либо модификации.
Нужен другой размер или длина? Просто хотите вставки?
Чтобы ознакомиться с исчерпывающим списком доступных наборов, вставок и инструментов, посетите нашу сводную страницу о вставках со спиральной резьбой.
M8 Сверло для метчика Helicoil, размер
Для заглушек 5/16 ″ или M8 и меньше. F равна номинальной длине пластины (Q) + 1/2 номинального диаметра болта + шаг 5 (с учетом фаски метчика, зенковки и.
17 июля 2015 г. – M8 x 1.25 спиральных вставок (1xD, 1,5xD, 2xD), сверло, метчик для заглушки STI. Винтовые вставки часто известны под торговыми марками Helicoil или Recoil.
TAP. Постучите в отверстии метчиком Heli-Coil, входящим в комплект. Проверьте размер на хвостовике. Нить. Набор. Вставки. Кран. Монтаж. Вставлять. Вставлять. Сверлить*. Коробка. Размер + длина. M8 x 1,25. 12.0. R1084-8. 12. 2087-8. 3747-8. С. 21/64. M10 x 1,5. 15.0.
Данные сверления Heli-Coil – дюймы. ДЮЙМОВЫЕ РАЗМЕРЫ ОТВЕРСТИЯ. Предлагаемый размер сверла. Номинальный. Размер резьбы.Алюминий. Сталь, магний, пластик. ЕДИНЫЙ.
ТАБЛИЦА РЕЗЬБОВЫХ ВСТАВОК (STI) РЕЗЬБОВЫХ СВЕРЛО. НОМИНАЛЬНЫЙ. РАЗМЕР РЕЗЬБЫ. М7, М8. 2. 2 23/32. 1 1/8. 3/8 .318 .238 .323 .395. 3/8. M10. 2. 2 15/16. 1 1/4.
Сегодня Heli-Coil поставляет широкий спектр высококачественных вставок и установочных инструментов, предназначенных для удовлетворения любых потребностей.