Составление карт наладки
Для каждой операции выбранного в качестве оптимального варианта технологического процесса необходимо оформить карту наладки и обработки.
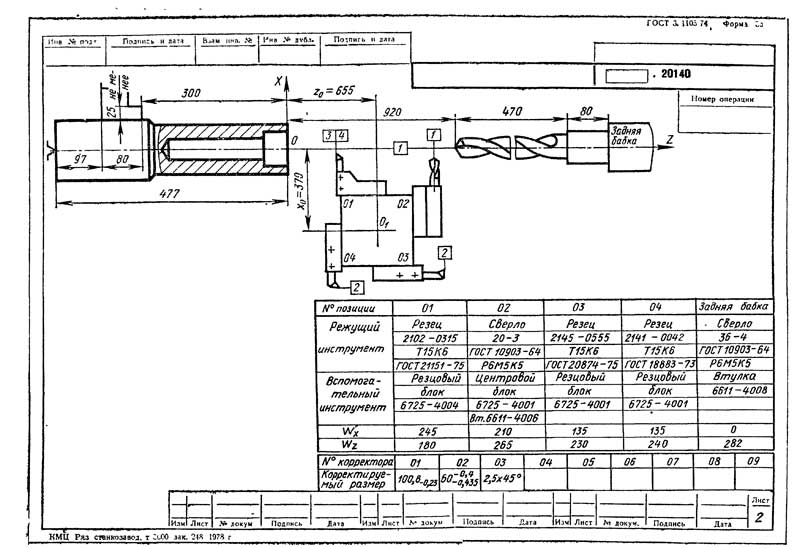
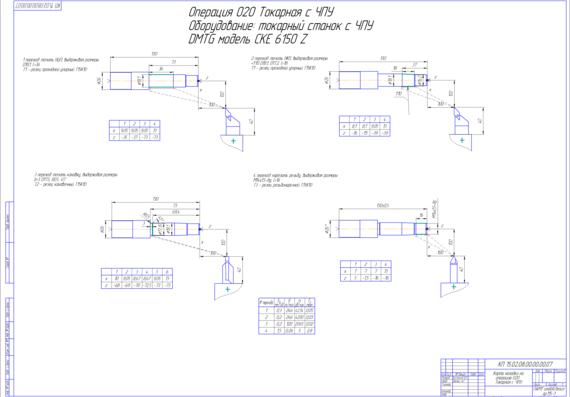
Составление технологических карт (схем) наладки и обработки.
Карты
наладки оформляются для наиболее полного
понимания студентами процесса обработки
детали, взаимного расположения инструмента
относительно обрабатываемых поверхностей
и рабочих органов оборудования, как во
время наладки станка, так и во время
обработки.
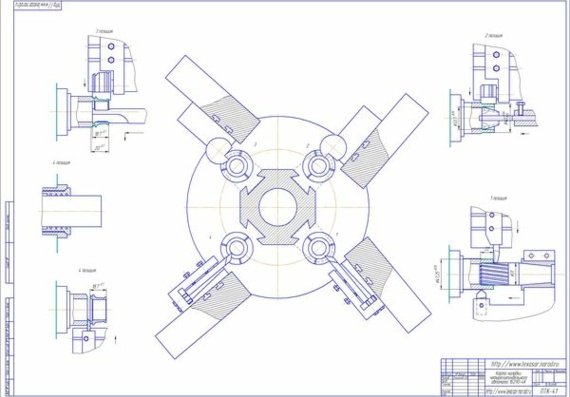
Карты, в зависимости от
применяемого в оборудования, оформляются
на одной из двух предлагаемых форм: для
операций, выполняемых на горизонтально-
,вертикально – фрезерных станках и
станках типа ОЦСФР с вертикальной
осью вращения инструмента карты наладки оформляются на форме Ф1;
для операций, выполняемых на
вертикально-сверлильных, токарно-винторезных,
токарно-револьверных станках, станках
типа ТОЦ и ОЦСФР с горизонтальной
осью вращения инструмента карты наладки оформляются на форме
Ф2.
 2. Наименование детали,
операции, применяемого оборудования,
номера и содержание основных и
вспомогательных технологических
переходов в соответствии с описанием
технологического процесса. Кроме этого
необходимо вписать в форму типоразмер
используемого инструмента и материал
режущей части.
3. Режимы: значение
подачи (S0)
и скорость обработки (V).
Кроме этого необходимо указать время,
связанное с установкой заготовки в
станочное приспособление (Туст),
вспомогательное время (Тв)
и основное время (То).
Для вспомогательных переходов, для
которых отсутствуют значения режимов
или времени в соответствующих графах
формы необходимо поставить прочерки.
2. Наименование детали,
операции, применяемого оборудования,
номера и содержание основных и
вспомогательных технологических
переходов в соответствии с описанием
технологического процесса. Кроме этого
необходимо вписать в форму типоразмер
используемого инструмента и материал
режущей части.
3. Режимы: значение
подачи (S0)
и скорость обработки (V).
Кроме этого необходимо указать время,
связанное с установкой заготовки в
станочное приспособление (Туст),
вспомогательное время (Тв)
и основное время (То).
Для вспомогательных переходов, для
которых отсутствуют значения режимов
или времени в соответствующих графах
формы необходимо поставить прочерки.Соседние файлы в папке Бланки Ф2 для токарных станков, с ЧПУ, ОЦ
- #
27.03.2016575.98 Кб80бланк Ф2 4 перехода.jpg
- #
27.03.2016629.45 Кб52бланк Ф2 5 переходов.jpg
- #
27.
 03.2016530.6 Кб55бланк Ф2.jpg
03.2016530.6 Кб55бланк Ф2.jpg - #
27.03.2016568.84 Кб37бланкиФ2 2 перехода.jpg
- #
27.03.2016583.12 Кб37бланкиФ2 3 перехода.jpg
- #
27.03.201613.27 Кб256Составление карт наладки.docx
- #
27.03.20162.98 Mб89Форма Ф2.doc
 03.2016530.6 Кб55бланк Ф2.jpg
03.2016530.6 Кб55бланк Ф2.jpgКарта – наладка – Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
Карта наладки состоит обычно из двух основных частей – плана обработки и расчетной карты. [1]
Карта наладки является основным документом для наладчика токарных автоматов. [2]
Карта наладки включает в себя чертеж изготовляемой детали, данные о заготовке, о разработанном технологическом процессе обработки, режущих инструментах, режимах резания, вспомогательной оснастке и измерительных инструментах.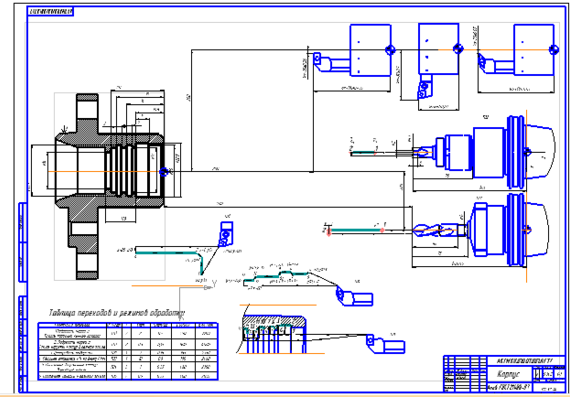 [3]
[3]
Карта наладки предназначена для наладки технологической системы на обработку. В зависимости от назначения она может быть групповой или индивидуальной. Групповая карта наладки разрабатывается для заготовок, объединенных в частный классификатор, индивидуальная – для одной заготовки. [4]
Карта наладки одношпиндельного автомата модели 1136 Рассматриваемая карта наладки ( табл. 12) составлена для наладки на обработку детали, изображенной на самой карте. [5]
В карте наладки приводится расширенный технологический процесс, составленный применительно к токарной автоматной обработке. [6]
В карте наладки помещают перечень всех применяемых инструментов, приспособлений, кулачков и другой оснастки, необходимой для обработки детали. [7]
В карте наладки установочные расстояния револьверной головки для каждого перехода указаны в крайнем левом положении револьверного суппорта. Поэтому при установке режущих инструментов в каждой позиции головки необходимо ставить ролик рычага в наивысшую точку соответствующего участка кулачка.
[8]
Поэтому при установке режущих инструментов в каждой позиции головки необходимо ставить ролик рычага в наивысшую точку соответствующего участка кулачка.
[8]
По карте наладки поперечный суппорт с канавочным резцом вступает в работу в конце работы копировального суппорта. Момент включения подачи поперечного суппорта устанавливается упором, воздействующим на конечный выключатель 4 ВП. [9]
В карте наладки приводятся необходимые данные для наладки станка. В частности, приводится схема расстановки штеккеров на пульте управления, по которой при необходимости пробивается перфокарта. На схеме условно обозначается движение суппортов по каждому этапу программы. [10]
В карте наладки приводятся схемы расстановки упоров на съемных линейках для всех координат перемещения суппортов, указывается порядок движения суппортов от начала цикла обработки до его завершения. При этом, в порядке последовательности выполнения цикла обработки, отмечают рабочие, ускоренные и замедленные подачи инструмента.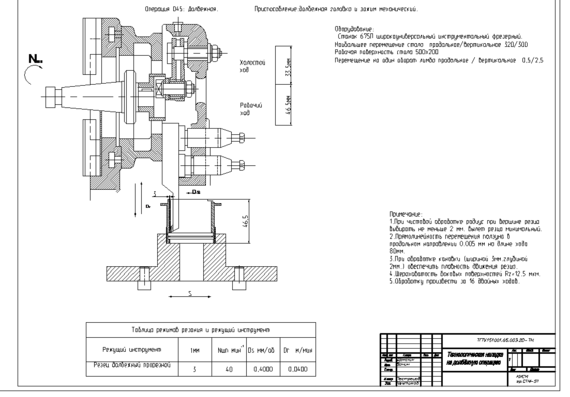 Точность установки каждого упора определяется по чертежу детали.
[11]
Точность установки каждого упора определяется по чертежу детали.
[11]
| Чертеж эталона для комплексных испытаний многоцелевого станка с ЧПУ ( а и токарного станка с ЧПУ ( б. [12] |
Согласно карте наладки подбирают режущий инструмент и оснастку для крепления заготовки. [13]
| Схемы ( а-в привязки в визире микроскопа режущих кромок резцов. [14] |
В карте наладки дают перечень необходимого вспомогательного и режущего инструмента для обработки заготовки с координатами вершин режущих кромок от программируемой точки отсчета, координаты исходной ( нулевой) точки относительно абсолютной системы координат станка и другие данные. [15]
Страницы: 1 2 3 4
Руководство для начинающих по настройке станков с ЧПУ [ 2022 г.
 ]
]Результат: установка станка с ЧПУ для запуска детали
Настройка — это когда мы получаем станки с ЧПУ, готовые для обработки детали. Нам нужно убедиться, что в устройстве смены инструментов есть все нужные инструменты, загружена правильная программа gcode и в целом машина готова к работе.
Техника Pro Shop: Листы настройки ЧПУ
Если вы работаете оператором станков с ЧПУ в профессиональной мастерской, занимающейся настройкой станков с ЧПУ, у вас, вероятно, есть Лист настройки ЧПУ, в котором указаны все необходимые детали для конкретной работы. . Для получения дополнительной информации о листах наладки см. «Искусство листа наладки ЧПУ».
1 Чистка стола станка и других поверхностей |
Результат: Очистка станка от стружки и другого мусора, который может повлиять на его работу и точность. Очистите стол станка и приспособления от охлаждающей жидкости, стружки или другого мусора.
|
2 Инструменты для загрузки |
Результат: Устройство смены инструмента на станке имеет все инструменты, необходимые программе gcode для детали. Тележка для прокатных инструментов с ЧПУ… Примечание. Если на вашем станке с ЧПУ есть устройство смены инструмента, вам все равно нужно иметь все инструменты наготове, чтобы их можно было быстро вставлять в шпиндель по мере необходимости. Наша цель состоит в том, чтобы поместить инструменты в держатели инструментов (или просто сделать их доступными, если шпиндель вашего станка не использует сменные держатели инструментов) и загрузить эти держатели инструментов в устройство смены инструмента станка или сделать их удобными рядом со станком для выполнения работы и замены инструменты своими руками. Если у вас есть лист настройки ЧПУ для работы, в нем будут перечислены необходимые инструменты, а также их номера инструментов в программе g-кода. Как правило, мы размещаем инструменты для конкретной работы на тележке для инструментов или на лотке для инструментов в рамках настройки ЧПУ. Возможно, инструменты находятся в ящике для инструментов вашего магазина. Вы загружаете нужные инструменты на тележку, подкатываете ее к станку с ЧПУ и загружаете соответствующие инструменты в устройство смены инструмента станка. Каждый тип державки имеет свои собственные требования для обеспечения максимальной производительности. Патроны ER Collect имеют требования к крутящему моменту, которые следует соблюдать, например, при затяжке гаек. Ресурсы: – Полное руководство по выбору державок для фрезерования
|
3 Станок для прогрева и шпиндель |
Результат: Станок с ЧПУ прогрет и готов к работе. Вы хотите рассмотреть возможность запуска какой-либо программы прогрева шпинделя и станка, как только вы окажетесь в магазине на весь день. Это помогает обеспечить минимальное тепловое расширение при изменении температуры станка с холодной на нормальную рабочую (программа прогрева доводит его до нормальной температуры), а также обеспечивает хорошую смазку осей и шпинделя станка. Не пропускайте этот шаг настройки ЧПУ, если важны жесткие допуски! Ресурсы: – Как прогреть машину для максимальной производительности и надежности
|
4 Установка смещения длины инструмента |
Результат: Таблица инструментов на станке с ЧПУ имеет правильные смещения длины для всех инструментов, которые будут использоваться. Автоматическая установка длины инструмента с помощью Tool Touch Setter… Станок должен знать длину кончика инструмента по некоторому эталону, называемому «точкой измерения». Очень важно, чтобы смещения длины инструмента были правильными для каждого инструмента и точными, чтобы инструмент работал правильно. В экстремальных случаях, когда коррекция длины инструмента совершенно неверна, это может привести к столкновению, которое повредит инструмент и, вероятно, станок или заготовку. Некоторые станки будут оснащены устройством для настройки длины инструмента. Это датчик специального назначения, который машина использует для автоматического измерения длины инструмента. В других случаях длины инструментов измеряются в автономном режиме (то есть не на станке) и вводятся оператором в таблицу инструментов. Этот ввод данных может быть сделан через: – Пробивка вручную на передней панели — Загрузка через специальный g-код под названием G10 – Другие методы Это область, где важно следовать процедурам, чтобы таблица инструментов на станке получила все правильные смещения. Ресурсы – Коррекция длины инструмента для ЧПУ : Часть 1 нашей серии из двух частей по управлению данными инструмента. – Управление инструментом для ЧПУ : во второй части серии из двух частей обсуждаются средства предварительной настройки инструмента и автономное управление данными инструмента.
|
5 Установите диаметры инструмента, чтобы можно было использовать компенсацию радиуса фрезы |
Результат: Таблица инструментов на станке с ЧПУ содержит информацию о диаметрах всех инструментов, которые будут использоваться. Если в нашей программе обработки деталей будет использоваться компенсация инструмента, станку с ЧПУ необходимо знать диаметр каждой фрезы, а также длину.
|
6 Установить крепление |
Результат: Желаемая заготовка для детали правильно установлена на станке с ЧПУ. Типичные двойные тиски похожи на 2 тиска в одном… На этом этапе мы устанавливаем любую заготовку, которая будет использоваться для удержания наших деталей во время их обработки. Доступно большое разнообразие решений для крепления. Точное указание того, что необходимо для конкретной работы, является еще одной важной ролью листа настройки ЧПУ. Ресурсы: – Зажим фрезерного станка с ЧПУ – Фрезерный станок с ЧПУ – Токарный станок с ЧПУ Зажим
|
7 Установка нуля детали и смещения нулевой точки |
Результат: Координата 0, 0, 0 станка с ЧПУ правильно выровнена с требуемым нулем детали. Любые рабочие смещения, используемые программой, должным образом настроены на машине. Ваш станок с ЧПУ должен быть физически сообщен, где находится нулевая часть. В идеале на листе настройки ЧПУ должна быть диаграмма или изображение, показывающее, где можно визуально измерить нулевую точку детали. Ресурсы: – 8 способов найти нулевую часть на станке с ЧПУ
|
8 Загрузка программы обработки деталей в станок |
Результат: На станок загружается правильная программа обработки деталей с g-кодом. Загрузка G-кода с USB-ключа на элемент управления Centroid… Вам потребуется загрузить программу обработки деталей G-кода на станок в рамках его настройки для запуска детали. — Старые машины могут потребовать загрузки g-кода с дискеты или даже с бумажной ленты (это ДЕЙСТВИТЕЛЬНО старо!). — Новые машины загружаются через флэш-накопитель USB. — Ваш компьютер может быть подключен к локальной сети, что позволяет вам загружать файлы, просто поместив g-код в определенную папку или отправив код на компьютер по FTP. — Ваша машина может быть подключена через соединение RS-232, и g-код может быть загружен через это соединение или , введенный в машину по несколько строк за раз. Вот некоторые важные моменты, которые следует проверить во время настройки ЧПУ: – Убедитесь, что у вас правильная версия программы. Легко столкнуться с множеством разных версий, поэтому убедитесь, что вы выбрали правильную. — Загрузить любые подпрограммы или библиотечные процедуры, которые могут потребоваться вашей основной программе обработки деталей. – Знайте, что программа обработки деталей ожидает от оператора. Есть ли дополнительные остановки? Вам нужно включить их на элементе управления? И т. д. Эта информация должна быть задокументирована в установочном листе.
|
9 Проверка охлаждающей жидкости |
Результат: проверена правильная работа охлаждающей жидкости, и теперь вы готовы запустить программу g-кода. Убедитесь, что ваша охлаждающая жидкость находится в хорошем состоянии и работает в рамках профилактического обслуживания, прежде чем пытаться запустить деталь. Опять же, этот шаг находится в конце, но у вас, вероятно, есть привычка достаточно часто проверять охлаждающую жидкость, чтобы убедиться, что она в хорошем состоянии. Что искать: — Если охлаждающая жидкость плохо пахнет или прогоркла, у вас проблемы. – Хладагента в баке достаточно или нужно долить? – Правильно ли подобрана смесь охлаждающей жидкости и воды? Вы можете использовать такой инструмент, как рефрактометр, для измерения концентрации охлаждающей жидкости. – Вы фильтруете охлаждающую жидкость, чтобы удалить мелкую стружку и мусор, которые могут засорить трубопровод? – Быстро проверьте на станке, свободно ли течет охлаждающая жидкость и правильно ли вы настроили форсунки охлаждающей жидкости. Правильное направление СОЖ имеет решающее значение для хорошего удаления стружки и может даже позволить вам увеличить подачу и скорость, если вы можете сделать это надежно. Ресурсы: – Роль охлаждающей жидкости в станках с ЧПУ : Понимание различных ролей охлаждающей жидкости, чтобы понять, как максимизировать ее эффективность. – 4 Системы СОЖ премиум-класса и расчет их подачи и скорости : Узнайте, как системы СОЖ премиум-класса и правильное направление подачи СОЖ влияют на подачу и скорость. – Типовая программа технического колледжа по настройке ЧПУ:
|
 Для очистки от мусора можно использовать сжатый воздух, щетку или промывочную жидкость. Просто убедитесь, что вы не направляете стружку и мусор в какие-либо чувствительные области машины. Воздух под высоким давлением может вытолкнуть стружку в неподходящие места и нанести вред.
Для очистки от мусора можно использовать сжатый воздух, щетку или промывочную жидкость. Просто убедитесь, что вы не направляете стружку и мусор в какие-либо чувствительные области машины. Воздух под высоким давлением может вытолкнуть стружку в неподходящие места и нанести вред.

 Он использует эту информацию для регулировки положения шпинделя относительно заданных положений для каждого отдельного инструмента. Это может быть одной из самых сложных частей настройки ЧПУ, но это не так уж и плохо, если вы сделали это несколько раз.
Он использует эту информацию для регулировки положения шпинделя относительно заданных положений для каждого отдельного инструмента. Это может быть одной из самых сложных частей настройки ЧПУ, но это не так уж и плохо, если вы сделали это несколько раз.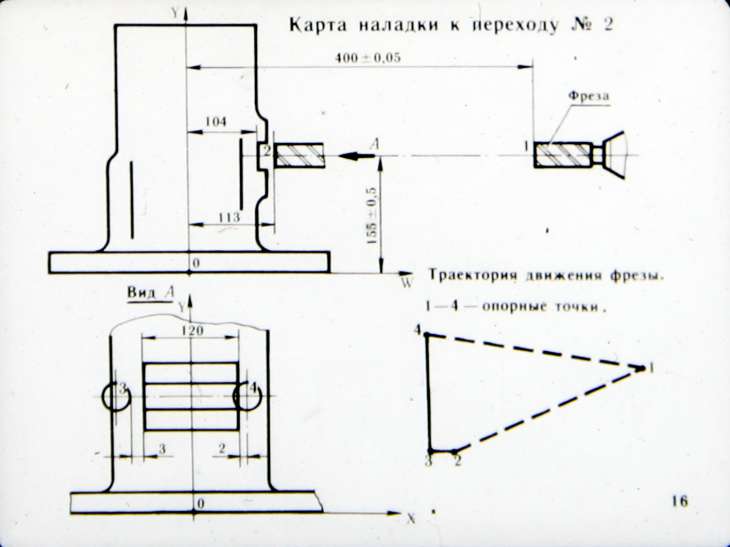
 Существуют различные способы выполнения этой задачи. Цель рабочих смещений состоит в том, чтобы сделать возможным иметь несколько нулей детали. Это полезно, например, если у вас есть несколько деталей, для каждой из которых требуется нулевая часть. Или, возможно, если вы хотите установить разные приспособления, каждое из которых имеет собственную нулевую часть на приспособлении.
Существуют различные способы выполнения этой задачи. Цель рабочих смещений состоит в том, чтобы сделать возможным иметь несколько нулей детали. Это полезно, например, если у вас есть несколько деталей, для каждой из которых требуется нулевая часть. Или, возможно, если вы хотите установить разные приспособления, каждое из которых имеет собственную нулевую часть на приспособлении.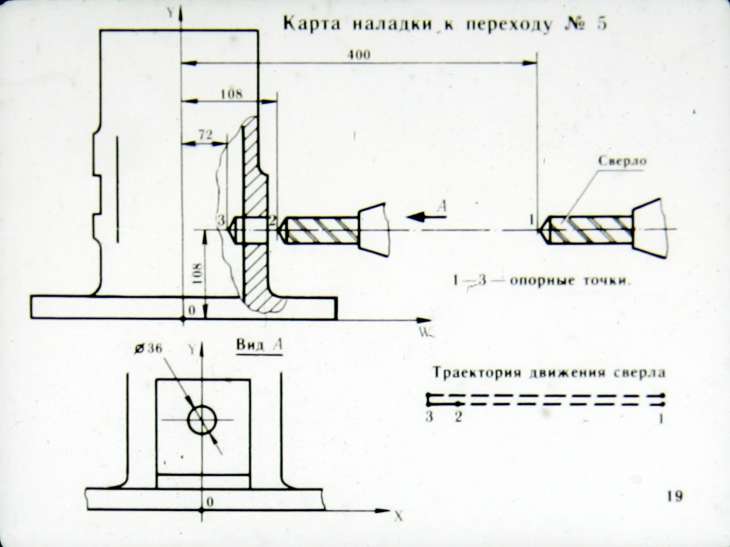 В зависимости от вашей машины это можно сделать разными способами:
В зависимости от вашей машины это можно сделать разными способами: Например, если ваша программа обработки детали использует измерительный щуп, она может полагаться на доступность библиотеки подпрограмм измерительных щупов.
Например, если ваша программа обработки детали использует измерительный щуп, она может полагаться на доступность библиотеки подпрограмм измерительных щупов.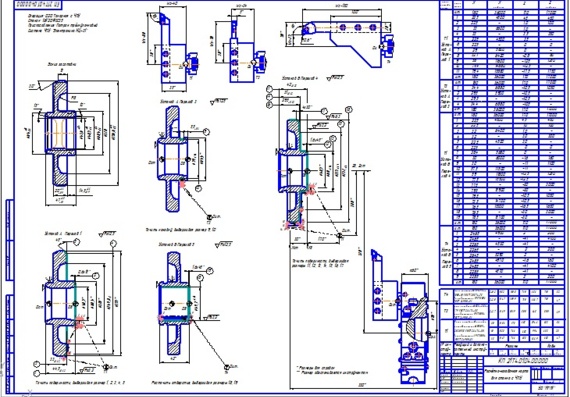

Вернуться к Как сделать детали с ЧПУ
Присоединяйтесь к более чем 100 000 пользователей ЧПУ! Раз в неделю бесплатно получайте наши последние записи в блоге прямо на вашу электронную почту. Кроме того, мы предоставим вам доступ к некоторым замечательным справочным материалам по ЧПУ, включая:
Искусство наладочного листа
Наладочные листы являются важной частью повседневной жизни в большинстве механических мастерских. Они говорят оператору, как настроить машину для работы. Большинство установочных листов намеренно сделаны простыми, поэтому их легко создавать и ими легко пользоваться. Например, вот лист настройки на одну страницу, сделанный в Excel:
Простой лист настройки на одну страницу, выполненный в Excel. Щелкните ссылку, чтобы загрузить копию файла Excel.
Многие программы CAM также могут быть настроены на автоматическую генерацию установочных листов как часть публикации. Часто они создают установочные листы в формате HTML, и их можно просматривать или распечатывать в веб-браузере.
Часто они создают установочные листы в формате HTML, и их можно просматривать или распечатывать в веб-браузере.
Существуют и другие инструменты, которые могут извлекать информацию из программ g-кода, полезную для установочных листов. Например, в программе G-Wizard Editor от CNCCookbook есть вкладки, на которых отображается различная информация, в том числе:
— Список инструментов: как список инструментов, так и список их использования. Этот список содержит полезную информацию, которую GWE извлекает из вашего G-кода, например, насколько далеко инструмент перемещается в резе и как долго он находится в резе — это полезно для отслеживания срока службы инструмента. Другой – Минимум Z для каждого инструмента. Обратите внимание, что в приведенном выше листе настройки указан минимум Z для всей программы. Информация о минимальном Z отлично подходит для определения того, достаточно ли вылета инструмента, чтобы достичь дна кармана, или как высоко запустить программу для «разрезания воздуха» и проверить это.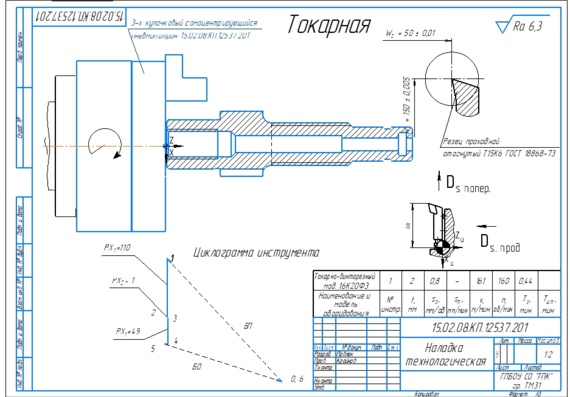
— Подпрограммы и переменные макросов. На этих вкладках перечислены все доступы к подпрограммам и переменным макросов. Это может помочь вам определить, например, есть ли стандартные библиотеки макросов, которые должны быть на компьютере для правильной работы программы.
— Общая информация. На этой вкладке находится общая статистика, такая как общее время выполнения программы или минимальное значение Z для всех инструментов.
Не требуется много времени, чтобы просмотреть информацию такого рода о программе обработки детали, чтобы задаться вопросом, не является ли другой целью листа наладки предоставление общей документации. Файл CAD, файл CAM, файл G-кода и лист настройки могут быть всем, что нам нужно для полного документирования программы, если в листе настройки достаточно информации.
Вкладка инструментов редактора GW содержит полезную информацию для создателей установочных листов…
При добавлении дополнительной информации возникают две проблемы. Во-первых, информация должна откуда-то поступать, и если она создается вручную, это означает, что кому-то нужно больше работы. Как уже упоминалось, существует некоторое программное обеспечение, которое может более или менее автоматически собирать для вас большое количество информации. Предположим, вы можете получить программное обеспечение для сборки всего, что вы хотите, чтобы сделать идеальный лист установки. Таблица идеальной наладки разработана таким образом, чтобы опытный оператор станка мог как можно быстрее выполнить настройку и подготовиться к изготовлению деталей, не отвлекаясь на ненужную информацию. В то же время, Perfect Setup Sheet позволяет получить достаточно дополнительной информации, которая обеспечивает действительно превосходную документацию практически по всем аспектам конкретной операции.
Во-первых, информация должна откуда-то поступать, и если она создается вручную, это означает, что кому-то нужно больше работы. Как уже упоминалось, существует некоторое программное обеспечение, которое может более или менее автоматически собирать для вас большое количество информации. Предположим, вы можете получить программное обеспечение для сборки всего, что вы хотите, чтобы сделать идеальный лист установки. Таблица идеальной наладки разработана таким образом, чтобы опытный оператор станка мог как можно быстрее выполнить настройку и подготовиться к изготовлению деталей, не отвлекаясь на ненужную информацию. В то же время, Perfect Setup Sheet позволяет получить достаточно дополнительной информации, которая обеспечивает действительно превосходную документацию практически по всем аспектам конкретной операции.
Как вы, возможно, слышали, мы работаем над новым продуктом CNCCookbook, который будет называться G-Wizard ShopFloor. На очень высоком уровне он ориентирован на командную работу. Или, другими словами, он направлен на то, чтобы помочь всем в вашем магазине быть максимально продуктивными, делая эту дополнительную производительность максимально простой и увлекательной. Важной частью всего этого будет (кхм) подход «чистого листа» к установочным листам. Итак, давайте выйдем за рамки простого одностраничного листа выше и поговорим о некоторых вещах, которые мы хотели бы иметь в нашем идеальном листе настройки.
Или, другими словами, он направлен на то, чтобы помочь всем в вашем магазине быть максимально продуктивными, делая эту дополнительную производительность максимально простой и увлекательной. Важной частью всего этого будет (кхм) подход «чистого листа» к установочным листам. Итак, давайте выйдем за рамки простого одностраничного листа выше и поговорим о некоторых вещах, которые мы хотели бы иметь в нашем идеальном листе настройки.
Каждое из названий, выделенных жирным шрифтом ниже, представляет основной раздел или область возможностей. Представьте, что у вас будет полный контроль над тем, сколько или как мало вы видите, даже мою роль. Например, это могут быть машинисты, проектировщики и/или менеджеры, которые заботятся о том, чтобы видеть всю информацию для целей документирования, как обсуждалось, в то время как операторы машин могут видеть только самое необходимое.
Заголовок
Заголовок содержит всю основную информацию, описывающую, для чего предназначен лист установки и откуда он взят:
— Название и номер детали
— Заказчик
— Последний запуск и возможность узнать, кто его запускал, если у вас есть вопросы
— Файл САПР и информация о версии. Вам понадобится возможность не только узнать, какой файл САПР и его версию, но и просмотреть его с помощью средства просмотра файлов САПР. Если вы работаете над проектированием детали, вы захотите иметь возможность редактировать файл САПР и убедиться, что у всех есть последняя версия, а не какая-то более старая версия.
Вам понадобится возможность не только узнать, какой файл САПР и его версию, но и просмотреть его с помощью средства просмотра файлов САПР. Если вы работаете над проектированием детали, вы захотите иметь возможность редактировать файл САПР и убедиться, что у всех есть последняя версия, а не какая-то более старая версия.
— название и/или номер операции или заказа на работу. Большинству деталей требуется несколько операций, потенциально выполняемых на разных машинах. Каждый лист настройки предназначен для одной конкретной операции, но мы также хотели бы иметь доступ к другим операциям и видеть, как они сочетаются друг с другом, чтобы получить представление об общем процессе.
— Машина: На какой машине предполагается выполнить эту операцию?
– Общая наименьшая Z
Необработанный материал
Описание необработанного материала, с которого начинается эта операция, которое сообщает нам материал, размеры и все остальное, что нам нужно, чтобы понять, являемся ли необработанным материалом. handed – это то, что имел в виду дизайнер и что будет работать для этой операции. Заготовка может быть просто стандартной формой материала с определенными размерами, отливкой или полуфабрикатом.
handed – это то, что имел в виду дизайнер и что будет работать для этой операции. Заготовка может быть просто стандартной формой материала с определенными размерами, отливкой или полуфабрикатом.
Контрольный список для каждой партии и сбор данных
Сначала мы настраиваем машину. Затем мы запускаем одну или несколько партий, каждая из которых производит одну или несколько деталей. В перерывах между партиями мы разгружаем детали и перезагружаем необработанный материал. Контрольный список для каждой партии — это то, что мы делаем, чтобы перейти от выгрузки к перезагрузке и нажать зеленую кнопку «Старт».
— Контрольный список
— Информация о сроке службы инструмента и проверке инструмента. Например, проверяйте Инструменты 3 и 5 каждую вторую партию, так как их вставки быстро изнашиваются.
— Критические размеры и допуски: В основном, что мы должны проверять и как часто, чтобы обеспечить соблюдение допусков для работы. Если допуск выходит за рамки допустимого, должно быть примечание, сообщающее нам, что с этим делать, например, отрегулировать смещение износа инструмента.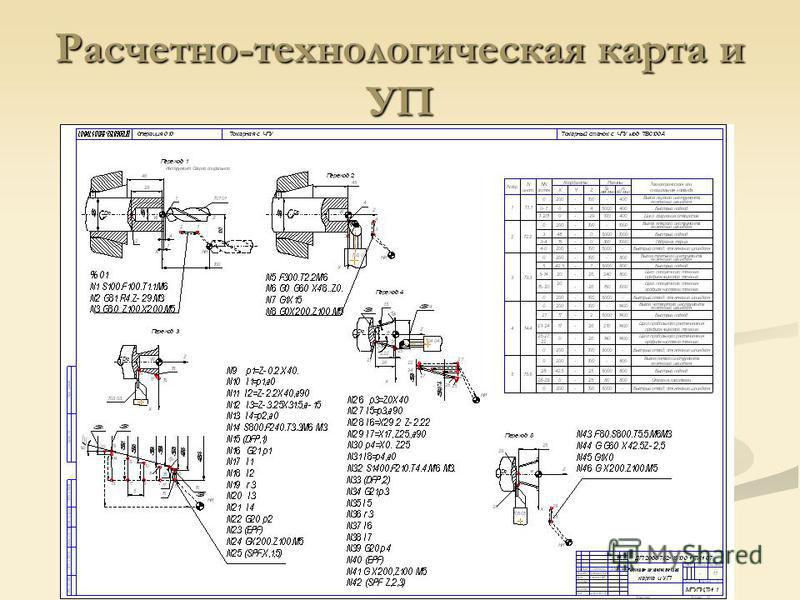
— Заметки и крики: пилоты говорят о своих самолетах, когда они отмечают любые проблемы, которые необходимо решить при следующем техническом обслуживании. То же самое. Идеи по улучшению работы, проблемные места и другие заметки, которые либо улучшат процесс, либо облегчат его для следующего парня, идут сюда.
Данные инструмента
Здесь нам понадобится обычная информация, которая есть практически на каждом листе наладки, таком как тот, что выше. Там должно быть достаточно, чтобы устройство смены инструмента можно было настроить с нуля или проверить, чтобы убедиться, что оно содержит именно то, что ожидается. Кроме того, некоторые приятные мелочи:
— список элементов с точки зрения программного обеспечения CAM, с которым используется инструмент, и ожидаемое время обработки элемента. Вы можете назвать это операционным представлением инструментов.
— Информация о любых специальных инструментах.
– фрагмент G-кода, который использует G10 для загрузки информации об инструменте в таблицу инструментов станка, например, если вы используете автономную настройку инструмента.
— Цифровые фотографии или чертежи САПР фрезы и державки.
– достаточно другой информации, чтобы, если мы сломаем вставку или повредим инструмент, мы могли использовать эту информацию для возобновления работы как можно скорее.
Первое задание для этого раздела — установка инструментов на станке. После этого мы заинтересованы в управлении сроком службы инструмента и замене инструмента по мере необходимости.
Крепления и заготовка
После того, как у станка есть нужный инструмент в карусели или револьверной головке, следующей проблемой является установка заготовок. Это могут быть как простые фрезерные тиски, так и более сложное специальное приспособление, возможно, вакуумное приспособление или что-то в этом роде. Каким бы ни было закрепление, в листе установки должно быть указано, что ему нужно сделать, чтобы правильно установить приспособление на станок. Эта информация, вероятно, включает следующее:
— Описание
— Инструкции по настройке
— Смещения рабочей части: Какие рабочие смещения используются здесь и как их следует настраивать по отношению к приспособлению?
– Расположение баз на приспособлении: Где нулевая часть?
– Если нужно использовать упоры, как их устанавливать и использовать? Укажите это в описании.
— красивая диаграмма или фотография, показывающая, как детали вложены друг в друга на приспособлении, где изготавливается несколько деталей.
– Говоря о цифровых фотографиях, изображение стоит 1000 слов, и так легко делать цифровые фотографии, когда каждый телефон – это камера. Рассмотрим фотографии приспособления, установленного на столе без заготовок, приспособления с заготовками до какой-либо обработки и фото готовой детали на приспособлении. Другие полезные цифровые фотографии включают в себя снимки, на которых показаны сложные детали или крупные планы того, как должна выглядеть отделка поверхности.
Информация о G-коде
Мы почти готовы сделать несколько чипов с инструментами в устройстве смены инструмента и заготовкой на месте и готовы к работе, но нам нужен правильный G-код на станке. Обратите внимание на следующее:
– Название программы
– Имя файла + возможное местоположение на сервере, где хранятся ваши файлы G-кода
– Номер версии или дата
– Programmer
– Целевая машина и контроллер 4 Ожидается
0 0 Обнаружено 0 0 Время выполнения — Любой вспомогательный G-код, на наличие которого рассчитывает программа: стандартные библиотеки макросов, библиотеки зондирования и т.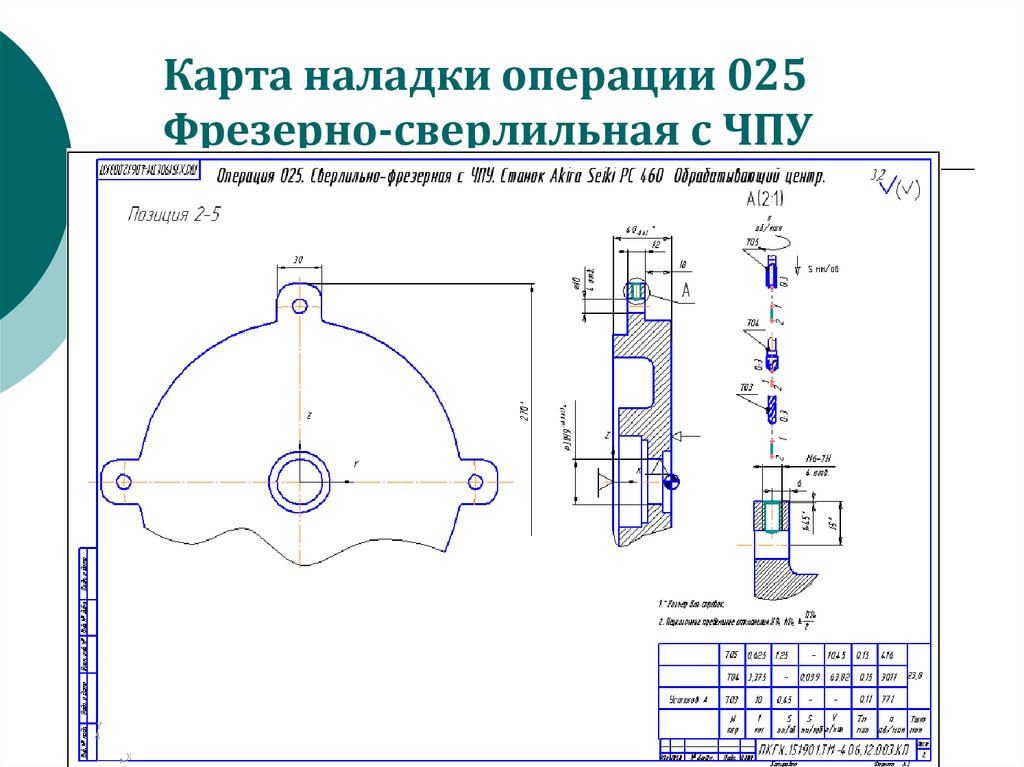 д.
д.
Настройка: что бы вы добавили или убрали?
Фу!
Информации много, но она может оказаться полезной. Что работает для вашего магазина, так это компромисс между работой, необходимой для создания установочного листа, и ценностью каждого элемента на листе в сочетании с тем, что рекомендации вашего магазина диктуют как важные для установочного листа.
Мы прошли долгий путь от простых одностраничных установочных листов, хотя они, вероятно, по-прежнему используются чаще всего. Потенциал существует, чтобы предложить гораздо больше информации.
Расскажите нам больше о своих установочных листах и о том, что бы вы хотели видеть в будущем, если бы взмахнули волшебной палочкой и получили что-нибудь:
Мы поделимся результатами, и, надеюсь, эта статья и результаты опроса дадут каждый отличная пища для размышлений на их собственных листах установки.
Присоединяйтесь к более чем 100 000 пользователей ЧПУ! Раз в неделю бесплатно получайте наши последние записи в блоге прямо на вашу электронную почту.