Схема, паспорт токарного станка 1К62Д, 1К62ДГ, 1К625Д, 1К625ДГ, руководство по эксплуатации
В этом разделе вы можете скачать руководство по эксплуатации – Паспорт токарного станка 1К62Д, 1К62ДГ, 1К625Д, 1К625ДГ, 16К20 в электронном виде.
В руководсве по эксплуатации токарного станка 1К62Д, 1К62ДГ, 1К625Д, 1К625ДГ отражены:
- Устройство станка 1К62
- Характеристики станка
- Основные узлы
- Кинематическая схема
- Электрическая схема
- Сведения по техническому обслуживанию.
- Фундамент станка.
Размер файла 1,92 мб.
Формат файла djvu.
Кол-во страниц 62.
Характеристики станка 1К62 ->>
.
Аналог токарно-винторезного станка 1К62 ->>
СХЕМА, ПАСПОРТ ТОКАРНОГО СТАНКА 16К20, 16К20П, 16К20Г, 16К25 ПАСПОРТ, РУКОВОДСТВО ПО ЭКСПЛУАТАЦИ (ЗАВОД КРАСНЫЙ ПРОЛЕТАРИЙ)
В этом разделе вы можете скачать руководство по эксплуатации – Паспорт токарного станка 16К20, 16К20П, 16К20Г, 16К25 в электронном виде.
В руководсве по эксплуатации токарного станка 16К20, 16К20П, 16К20Г, 16К25 освещаются вопросы по установке, пуску, использованию, уходу и обслуживанию токарно-винторезных станков моделей 16К20, 16К20П, 16К20Г, 16К25; содержатся сведения о их конструкции, способствующие рациональной работе. Последние три модели выполнены на базе основной модели 16К20 с максимальной унификацией, имеют одинаковые кинематические схемы и унифицированную конструкцию.
16К20 – базовый станок нормальной точности;
16К20П – станок повышенной точности; 16К20Г – станок нормальной точности с выемкой в станине;
16К25 – облегченный станок нормальной точности с увеличенным диаметром обработки.
Различия в технических характеристиках станут ясны из приведенной в руководстве таблицы основных данных станков.
Размер файла 1,8 мб.
Формат файла RAR/djvu.
Для просмотра файла необходима программа DjVu Viewer.
Кол-во страниц 69.
Характеристики станка 16К20 завода “Красный пролетарий” ->>
.
Аналог токарно-винторезного станка 16К20 ->>
Другие статьи по теме:
- Устройство токарного станка 16К20
- Устройство токарно-винторезного станка модели 1К62
- Устройство основных узлов токарно-винторезного станка. Фрикционная муфта. Суппорт. Резцедержатель. Задняя бабка.
… смотреть все ->
Токарно-винторезный 165 – ремонт и модернизация
Сведения о производителе токарно-винторезного станка 165
Производитель токарного станка модели 165 — Рязанский станкостроительный завод РСЗ, основанный в 1949 году.
Свой первый станок Рязанский станкостроительный завод выпустил 21 февраля 1949 года — это был токарно-винторезный станок 164 серии. В течение короткого времени заводом были запущены в призводство еще три серии токарных станков — 166, 165 в 1953 году, 163 в 1956 году.
По мере совершенствования конструкции станков завод выпускал все более современные модели — 1М63, 1М63Б, 1М63БФ101, 1М63Н, 16К30, 1А64, 16К40, 1М65, 1Н65.
На основе универсальных токарных станков Рязанским станкостроительным заводом был освоен выпуск токарных станков с ЧПУ — 16К30Ф3, 16М30Ф3, 16К40РФ3, 16Р50Ф3 и др.
Также заводом освоен выпуск современных токарных обрабатывающих центров с числом координат от 4 до 8, токарных станков с ЧПУ наклонной 1П756ДФ3 и горизонтальной компоновок, трубообрабатывающих станков 1А983, 1Н983 — для обработки концов труб диаметром до 460 мм, колесотокарных, вальцетокарных, станков для обработки глубоких отверстий и др.
Станки, выпускаемые Рязанским станкостроительным заводом РСЗ
- 1А64
станок токарно-винторезный универсальный Ø 800 - 1А983
станок трубонарезной Ø 800 - 1М63
станок токарно-винторезный универсальный Ø 630 - 1М63Б, 1М63БГ
станок токарно-винторезный повышенной мощности Ø 630 - 1М63БФ101
станок токарно-винторезный с УЦИ Ø 630 - 1М63МФ101
станок токарно-винторезный с УЦИ Ø 630 - 1М63Ф101
станок токарно-винторезный с УЦИ Ø 630 - 1М63Н
станок токарно-винторезный универсальный Ø 630 - 1М65
станок токарно-винторезный универсальный Ø 1000 - 1Н65
станок токарно-винторезный универсальный Ø 1000 - 1Н983
станок трубонарезной Ø 830 - 1П756ДФ3
станок токарный с ЧПУ Ø 630 - 16К30Ф3
станок токарный с ЧПУ Ø 630 - 16К30
станок токарно-винторезный универсальный Ø 630 - 16К40
станок токарно-винторезный универсальный Ø 800 - 16М30Ф3
станок токарный с ЧПУ Ø 630 - 16Р25П
станок токарно-винторезный повышенной точности Ø 500 - 163
станок токарно-винторезный универсальный Ø 630 - 165
станок токарно-винторезный универсальный Ø 1000 - ДИП-300
станок токарно-винторезный универсальный Ø 630 - ДИП-400
станок токарно-винторезный универсальный Ø 800 - ДИП-500
станок токарно-винторезный универсальный Ø 1000 - ТНП-111
станок токарный настольный Ø 150
История токарно-винторезного станка 165
В 1934
году на Московском станкостроительном осваивается выпуск тяжелых универсальных токарно-винторезных станков станков ДИП-300, ДИП-400, ДИП-500. В качестве прототипа был избран токарно-винторезный станок немецкой фирмы VDF.
В качестве прототипа был избран токарно-винторезный станок немецкой фирмы VDF.
В 1944
году производство этих станков было передано на
Рязанский станкостроительный завод РСЗ.
В 1953
году запущен в производство первый станок 165-й серии — модель 165 (диаметр обработки — Ø 1000 мм).
Серийный выпуск токарных станков: 1м65, 1н65.
Описание
Станок ДИП-500 — это оборудование токарной группы, являющийся универсальным, его возможно использовать в различных сферах промышленности для токарных операций для изготовления продукции. С его помощью существует возможность выполнять вышеизложенные работы с нормальной точностью (Н) и высокой производительностью. За все время эксплуатации станок зарекомендовал себя высокой надежностью благодаря качеству изготовления и простотой в обслуживании, а также не требовал к себе высокого внимания, особых условий при эксплуатации.
Посадочные и присоединительные базы токарного станка 165.
 Шпиндель
ШпиндельШпиндель токарно-винторезного станка 165
Станина токарно-винторезного станка 165
Общий вид токарно-винторезного станка 165
Фото токарно-винторезного станка 165
Фото токарно-винторезного станка 165
Фото токарно-винторезного станка 165
Расположение составных частей токарно-винторезного станка 165
Расположение основных узлов токарного станка 165
Спецификация составных частей токарно-винторезного станка 165
- Станина 1А64.01 — Для РМЦ-2800; (165.21 Для РМЦ-5000)
- Бабка передняя — 165.02
- Бабка задняя — 165.03
- Суппорт — 165.041
- Каретка — 165.05
- Фартук — 1А64.06
- Коробка подач — 1А64.07
- Шестерни сменные — 165.08
- Патрон — 165.09
- Люнет подвижный 165.10
- Охлаждение — 1А64.14
- Ограждение — 1А64.16
- Ограждение патрона — 165.19
- Люнет неподвижный — 165.
 20
20 - Электрооборудование — 165.80
- Электротруборазводка: — 1А64.81 для РМЦ-2800 (165.81 для РМЦ-5000)
 20
20Расположение органов управления токарно-винторезным станком 165
Расположение органов управления токарным станком 165
Перечень органов управления токарно-винторезным станком 165
- Рукоятки установки частоты вращения шпинделя
- Рукоятки установки частоты вращения шпинделя
- Рукоятки установки частоты вращения шпинделя
- Рукоятки установки частоты вращения шпинделя
- Рукоятка установки нормального и увеличенного шага резьбы
- Рукоятка установки правой и левой резьб
- Рукоятка выбора вида работ (резьбы или подачи) и типа резьбы
- —
- Рукоятки установки величины подачи и шага реэьбы
- Рукоятки установки величины подачи и шага реэьбы
- —
- Рукоятка установки величины подачи, шага резьбы и включения ходового винта напрямую
- Рукоятки установки величины подачи и шага резьбы
- Рукоятка установки вида работ (резьбы или подачи)
- —
- Кнопка «Стоп» (дублирующая)
- Кнопка Шпиндель «Назад» (дублирующая)
- Маховик ручного перемещения каретки
- Кнопка Шпиндель «Вперед»
- Кнопка «Стоп»
- Рукоятка включения гайки ходового винта
- Кнопка Шпиндель «Назад»
- Рукоятка управления механическими ходами каретки и суппорта
- Кнопка включения быстрых ходов каретки и суппорта
- —
- Валик ручного перемещения задней байки
- Рукоятка упора задней бабки
- Толкатель стопорения шпинделя задней бабки с пинолью
- Маховик быстрого перемещения пиноли задней бабки
- Рукоятка включения медленного или быстрого перемещения пиноли задней бабки
- Рукоятка медленного перемещения пиноли задней бабки
- Винт поперечного перемещения задней бабки
- Рукоятка стопорения пиноли задней бабки
- Рукоятка ручного перемещения резцовых салазок
- Тумблер включения местного освещения
- Рукоятка поворота и крепления резцовой головки
- Рукоятка ручной поперечной подачи суппорта
- Вводной выключатель
- Кнопка Шпиндель «Прерывистое вращение»
- Кнопка Шпиндель «Вперед» (дублирующая)
- Кнопка Охлаждение «Пуск»
- Кнопка Охлаждение «Стоп»
- —
- —
- —
- Кнопка «Автомат отключен»
Кинематическая схема токарно-винторезного станка модели 165
Структурная схема токарного станка 165 (с кинематической схемой 2)
Кинематическая схема токарно-винторезного станка 165
Привод главного движения осуществляется от электродвигателя через клиноременную передачу.
Коробка скоростей сообщает шпинделю 24 различных скорости как прямого, так и обратного вращения через кинематические цепи согласно табл. 4.
Реверс шпинделя осуществляется электродвигателем.
На вал IX коробки скоростей вращение передается от шпинделя через зубчатые колеса 21—22, 26—27 или от вала V (при включении звена увеличения шага в восемь раз) через зубчатые колеса 16—24, 23—22, 26—27. Бал IX при этом получает соответственно один или восемь оборотов на один оборот шпинделя.
Блок зубчатых колес 25 и 28 предназначен для изменения направления перемещения каретки при нарезании резьбы.
В коробку подач движение передается с вала IX через сменные зубчатые колеса 30—32—31.
Коробка подач сообщает суппорту через обгонную муфту, ходовой вал XXIII и механизм фартука 32 продольных и поперечных подачи.
Расчет кинематической цепи продольной и поперечной подач производится по формуле
i = iсм * iк.п * iф
где:
iсм — передаточное отношение сменных зубчатых колес;
iк. п — передаточное отношение коробки подач;
п — передаточное отношение коробки подач;
iф — передаточное отношение фартука.
Кинематические цепи, через которые осуществляются подачи, приведены в табл. 5 для коробки подач и в табл. 6 для фартука.
Нарезание резьб осуществляется через кинематические цепи коробки подач, приведенные в табл. 7. Кроме того, нарезание резьб можно производить при прямом соединении ходового винта со сменными шестернями, подбирая соответствующее iсм (см. табл. 24). Диапазон подач и резьб расширяется при использовании звена увеличения шага в восемь раз.
Перечень элементов кинематической схемы (см. рис. 4) приведен в табл. 8, а корригированных зубчатых колес — в табл.9.
Конструкция насоса секционного горизонтального ЦНС 60-165
Основными конструктивными блоками насоса являются корпус и ротор.
К корпусу относятся крышки линий всасывания и нагнетания, направляющие аппараты, передний и задний кронштейны. Корпуса направляющих аппаратов, крышки всасывания и нагнетания стягиваются стяжными болтами.
Направляющий аппарат, кольцо (с уплотняющими кольцами) и рабочее колесо образуют секцию насоса. Стыки корпусов направляющих аппаратов уплотняются резиновыми кольцами, выполненными из маслобензостойкой резины.
Благодаря тому, что корпус насоса состоит из отдельных секций, имеется возможность, не меняя подачи, менять напор путем установки нужного числа рабочих колес и направляющих аппаратов с корпусами. При этом меняется только длина вала и стяжных шпилек.
Ротор насоса состоит из вала, на котором установлены рабочие колеса, кольцо, рубашка вала, дистанционная втулка, регулировочные кольца и диск разгрузки. Все детали на валу стягиваются гайкой ротора.
Опорами ротора служат два радиальных сферических подшипника, установленные в переднем и заднем кронштейнах по скользящей посадке, позволяющей ротору перемещаться в осевом направлении на величину «разбега» ротора.
Подшипниковые камеры уплотняются манжетами, установленными в крышках подшипников.
Кронштейн с наружной стороны закрыт крышкой, в которой смонтировано устройство контроля смещения ротора.
Краткое описание токарно-винторезного станка модели 165
Станина
Станина является базовой сборочной единицей, на которой монтируются все остальные сборочные единицы и механизмы станка.
На верхней части станины расположены три призматические направляющие, из которых передняя и задняя являются базой каретки, а средняя — базой задней бабки.
Внутри станины имеются наклонные люки для отвода стружки и охлаждающей жидкости в сторону, противоположную рабочему месту.
Под левой головной частью станины находятся ниши, в одной из которых смонтирован электродвигатель главного привода, а в другой — электронасос охлаждения с резервуаром для охлаждающей жидкости. Корыто для сбора охлаждающей жидкости выполнено монолитным с корпусом станины.
В правой части станины на передней стенке смонтирован кронштейн со встроенными в него опорами ходового винта и ходового вала и редуктором быстрого перемещения суппорта с фланцевым электродвигателем.
Для предотвращения провисания ходового винта и ходового вала в станке с РМЦ 5000 имеются две подвески.
Бабка передняя токарно-винторезного станка модели 165
Бабка передняя токарно-винторезного станка 165
Бабка передняя устанавливается на левой головной части станины, фиксируется штифтами и крепится болтами.
В корпусе передней бабки смонтированы:
- коробка скоростей
- шпиндельный узел
- звено увеличения шага в восемь раз
- механизм изменения направления перемещения каретки при нарезании резьб
- механизм настройки скоростей шпинделя
- система смазки
- электрошкаф
Шпиндель смонтирован на трех опорах качения, из которых передняя и задняя регулируемые.
Описание регулирования шпиндельных подшипников приведено в разделе «Регулирование».
Настройка частоты вращения шпинделя, а также настройка на нарезание правой или левой резьбы нормального или увеличенного шага производится перемещением зубчатых колес по шлицевым валам с помощью рукояток, расположенных на передней стенке бабки передней (см. рис. 37 и табл. 22).
37 и табл. 22).
Шлицы валов и зубья зубчатых колес закалены и отшлифованы.
Включение звена увеличения шага возможно только при работе с перебором.
Бабка задняя
Бабка задняя перемещается по направляющим станины от редуктора ручного перемещения вращением валика 26 (см. рис. 3).
Бабка крепится к станине при помощи двух прихватов тремя болтами.
Для жесткой фиксации в осевом направлении в бабке задней имеется упор, который можно вводить в литые впадины станины рукояткой 27.
Корпус бабки смещается по мостику в поперечном направлении (см. подраздел «Регулирование»).
В пиноль бабки встроен вращающийся шпиндель, подшипники передней опоры которого регулируются с помощью гаек.
Быстрое перемещение пиноли производится маховиком 29. стопорение — рукояткой 33.
Медленное перемещение пиноли осуществляется рукоятками 31 через червячный редуктор, включаемый рукояткой 30.
Для сверления, зенкерования и развертывания поворотом толкателя 28 необходимо включить зубчатую муфту, жестко соединяющую шпиндель с пинолью.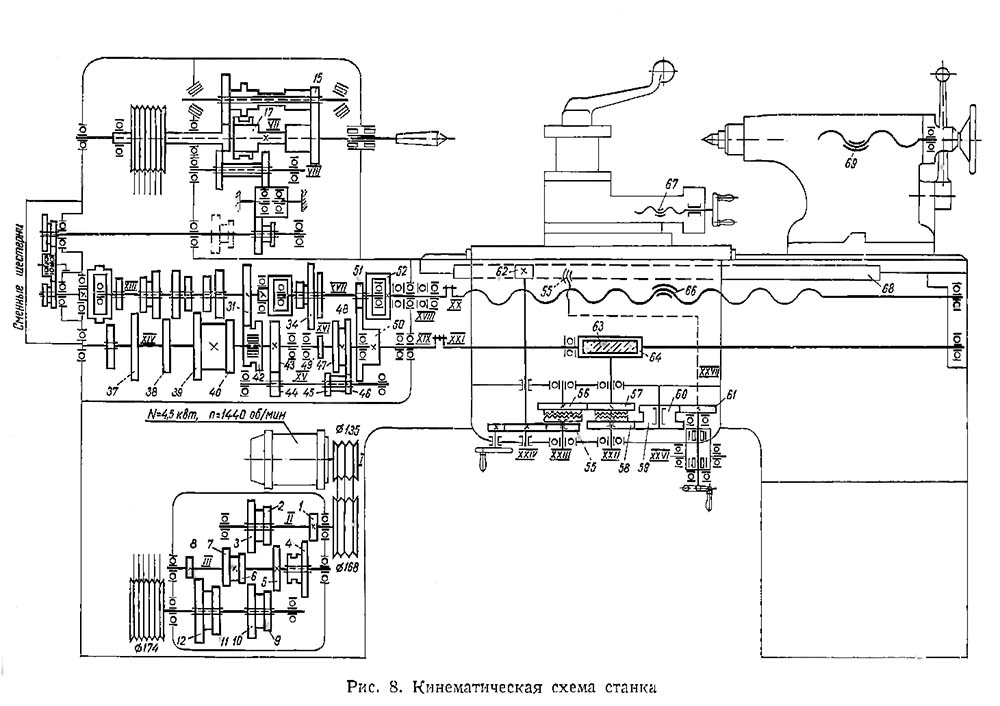
В шпинделе бабки задней имеется прорезь для лапок хвостового режущего инструмента.
При смене центра или инструмента пиноль необходимо вдвинуть в корпус бабки до отказа. При этом толкатель выталкивает центр или инструмент из шпинделя.
Суппорт и каретка
Суппорт крестовой конструкции имеет продольное перемещение вместе с кареткой по направляющим станины и поперечное по направляющим каретки. Оба перемещения осуществляются механически (с рабочей подачей и использованием механизма быстрого перемещения) и вручную.
Резцовые салазки, несущие четырехпозиционный резцедержатель, перемещаются вручную по направляющим поворотной части, которую можно повернуть вокруг вертикальной оси на любой угол.
Гайка винтовой пары поперечного перемещения суппорта составная и разделена регулировочным клином. Регулирование зазоров в направляющих каретки, поворотной части, производимое клиньями, в’ винтовой паре поперечного’ перемещения суппорта приведено в подразделе 2.4. «Регулирование».
Фартук станка
Фартук — закрытого типа со съемной передней стенкой (крышкой).
Движение суппортной группе передается механизмом фартука от ходового вала или ходового винта.
Благодаря наличию в фартуке четырех электромагнитных муфт управление механическим перемещением суппортной группы сосредоточено в одной рукоятке 23 управления механическими ходами каретки и суппорта (см. рис. 3), причем направление включения рукоятки совпадает с направлением подачи.
Дополнительным нажатием кнопки 24 (см. рис. 3), встроенной в рукоятку 23, можно включить быстрый ход суппорта в направлении наклона рукоятки управления (23).
Благодаря обгонной муфте, вмонтированной в коробку подач, включение быстрого хода возможно при включенной подаче.
Гайка ходового винта разрезная, включается рукояткой 21 через кулачковое устройство.
Во избежание одновременного включения гайки ходового винта и подачи имеется электромеханическая блокировка.
В фартуке смонтирован механизм предохранительной муфты, исключающей поломку станка при перегрузках. Регулировка ее приведена в подразделе 2.4. «Регулирование».
Регулировка ее приведена в подразделе 2.4. «Регулирование».
Коробка подач
Коробка подач — закрытого типа со съемной передней стенкой (крышкой).
Механизм коробки подач позволяет получить все подачи и нарезаемые на станке резьбы, не прибегая к изменению настройки сменных шестерен.
Настройку коробки подач на подачу или нарезание резьбы производить в соответствии с табл. 23 и 24 в следующем порядке (см. рис. 3 и рис. 38):
- рукоятку 10 перевести в положение «выключение»
- рукоятку 14 перевести в положение «ходовой винт» для нарезания резьб или в положение «ходовой валик» — для работы с подачей
- рукоятку 7 перевести в одно из трех положений — «дюймовая резьба», «модульная резьба», «метрическая резьба или подача»
- рукоятки 9, 12, 13 установить согласно таблице подач и резьб на требуемую резьбу или подачу, причем для установки рукоятки 9 в нужное положение подвести соответствующую цифру на ее диске под указатель;
- рукоятку 10 перевести в положение «включение»
При настройке на нарезание резьб с шагом повышенной точности ходовой винт соединить зубчатыми муфтами напрямую с приемным валом коробки подач в соответствии с табл. 25 (см. рис. 39).
25 (см. рис. 39).
Сменные шестерни
Комплект сменных зубчатых колес с iсм = 2/3, позволяющий получать на станке все резьбы и подачи, указанные в разделе «Паспорт», установлен на стенке бабки передней.
В конструкции механизма сменных шестерен предусмотрена возможность установки и других комплектов зубчатых колес.
Патроны
В состав станка входит четырехкулачковый несамоцентри-рующий патрон диаметром 1000 мм.
Люнеты
Для обработки нежестких деталей станок снабжен двумя люнетами — подвижным и неподвижным.
Технические характеристики
Оборудование обладает следующими характеристиками технического плана:
- Общая масса до 12 800 килограмм.
- Габаритные размеры: 6140 на 2200 на 1770 миллиметров.
- В центрах максимальный размер для обрабатываемых деталей – 8000 килограмм.
- 22 кВт-ный электрический двигатель.
- Перемещение суппорта с ускорением в поперечном направлении составляет 1 метр в минуту.
- В случае с перемещением вдоль показатель равен 3 метрам.

- Пределы частот для шпинделя – 5-500 оборотов в минуту.
- Всего имеется 24 ступени частот вращения шпинделя.
- Диаметр, равный 128 мм – у отверстия в форме цилиндра внутри шпинделя.
- По DIN размер конца шпинделя передней бабки равен 2-15.
- Расстояние от одного центра до другого – 3 тысяч до 10 тысяч миллиметров.
- Диаметр обработки над суппортами – 650 мм.
- Наибольший диаметр обработки над станиной – 1000 мм.
Электрическая схема токарно-винторезного станка модели 165
Электросхема универсального токарно-винторезного станка 165
Электрооборудование станка 165. Общие сведения
На станке установлены следующие электродвигатели:
- электродвигатель главного привода
- электродвигатель быстрых перемещений каретки
- электродвигатель насоса охлаждения
Питание электрооборудования станка осуществляется от сети переменного тока 380 в, 50 Гц.
Питание цепей управления постоянного тока напряжением 24 В осуществляется от селенового выпрямителя Д1 (однофазный мост, см. рис. 14).
рис. 14).
Питание цепей управления переменного тока напряжением 110 В осуществляется от понижающего трансформатора.
Питание лампы местного освещения напряжением 24 в производится от отдельного трансформатора.
Вся аппаратура управления электроприводами станка смонтирована в нише передней бабки и указана в табл. 11.
Управление электроприводами станка дистанционное, кнопочное и осуществляется (см. рис. 17):
- с пульта управления на бабке передней — ПБ
- с пульта управления на каретке — ПК
- с пульта управления на фартуке — ПФ
Присоединение электрооборудования станка к цеховой электросети осуществляется с помощью вводного автомата (автоматического1 выключателя) ВА1, установленного на боковой стенке ниши передней бабки. Ввод осуществляется проводом сечением 10 мм2.
Защита электродвигателей и цепей управления от токов короткого замыкания и перегрузок производится автоматическими выключателями я тепловыми реле.
Величины номинальных токов и значений вставок магнитных пускателей и реле даны в табл. 12, 13.
12, 13.
Нулевая защита электрооборудования станка осуществляется размыканием з. (замыкающих) блокконтактов в цепи самопитания магнитных пускателей и реле при исчезновении напряжения в цеховой электросети.
Принцип работы насоса секционного горизонтального ЦНС 60-165
Работа насоса основана на взаимодействии лопаток вращающегося рабочего колеса и перекачиваемой жидкости.
Вращаясь, рабочее колесо сообщает круговое движение жидкости, находящейся между лопатками. Вследствие возникающей центробежной силы жидкость от центра колеса перемещается к внешнему выходу, а освободившееся пространство вновь заполняется жидкостью, поступающей из всасывающей трубы под действием создаваемого разрежения.
Выйдя из рабочего колеса первой секции, жидкость поступает в каналы направляющего аппарата и затем во второе рабочее колесо с давлением, созданным в первой секции, откуда — в третье рабочее колесо с увеличенным давлением, созданным во второй секции и т.д.
Вышедшая из последнего рабочего колеса жидкость через направляющий аппарат поступает в крышку нагнетания и из нее в нагнетательный трубопровод.
Во время работы насоса, вследствие давления воды на неравные по площади боковые поверхности рабочих колес, возникает осевое усилие, которое стремится сместить ротор насоса в сторону всасывания.
Для уравновешивания осевого усилия в насосе предусмотрено разгрузочное устройство, состоящее из диска разгрузки, кольца и втулки разгрузки и дистанционной втулки.
Жидкость из последней ступени проходит через кольцевой зазор между втулкой разгрузки и дистанционной втулкой и давит на диск разгрузки с усилием, равным сумме усилий, действующих на рабочие колеса, но направленным в сторону нагнетания. Ротор насоса оказывается уравновешенным, равенство усилий устанавливается автоматически.
Выходящая из разгрузочной камеры жидкость охлаждает сальник со стороны нагнетания.
Сальник со стороны всасывания омывается жидкостью, поступающей под давлением из всасывающего трубопровода. Жидкость, проходя по рубашке вала через сальниковую набивку, предупреждает засасывание воздуха в насос и одновременно охлаждает сальник. Большая часть жидкости проходит через зазор между рубашкой вала и втулкой гидрозатвора в полость всасывания, часть проходит между рубашкой вала и сальником со стороны всасывания, охлаждая его, остальная часть выходит наружу через штуцер.
Большая часть жидкости проходит через зазор между рубашкой вала и втулкой гидрозатвора в полость всасывания, часть проходит между рубашкой вала и сальником со стороны всасывания, охлаждая его, остальная часть выходит наружу через штуцер.
Затяжка сальника должна обеспечивать возможность просачивания перекачиваемой жидкости между валом и сальниковой набивкой наружу в количестве 5-15 л/ч. Меньшее количество свидетельствует об излишнем затягивании сальника, что увеличивает потери на трение и ускоряет износ рубашки вала и гайки ротора.
Ротор насоса приводится во вращение электродвигателем, присоединенным к насосу через упругую втулочно-пальцевую муфту, состоящую из двух полумуфт (насоса и электродвигателя) и пальцев с резиновыми втулками.
Направление вращения ротора насоса по часовой стрелке, если смотреть со стороны электродвигателя.
Насос и электродвигатель устанавливаются на общей фундаментной плите так, чтобы между полумуфтами оставался зазор 10 мм при роторе насоса, сдвинутом до отказа в сторону всасывания.
Перед эксплуатацией электродвигатель агрегата должен быть заземлен.
Насос ЦНС имеет возможность самовсасывания. Данное условие достигается за счет установки внутри насоса клапана.
В составе насосного агрегата ЦНС, как правило, на насос устанавливают общепромышленные асинхронные электродвигатели. Чаще всего для этих целей применяется применяется трехфазный асинхронный двигатель с коротко замкнутым ротором.
Насосы изготавливаются как с сальниковыми, так и с торцовыми уплотнениями. Утечки через торцовые уплотнения — согласно технической документации на торцовые уплотнения.
Опорные кронштейны насоса выполнены из чугуна, материал проточной части насосов ЦНС СЧ-20, Сталь 35Л, вал сталь 40х, направляющий аппарат, кольцо и корпус направляющего аппарата, втулка сальника — из прессматериала АГ-4В . Уплотнение вала насоса осуществляется с помощью — сальниковой набивки сечением 10 мм.
Насосы ЦНС стабильно и долговечно работают с подпором 2-6 м. При отсутствии подпора на входе, кавитация быстро разрушает эти быстроходные насосы.