Как выбрать биты для шуруповерта, их классификация на основные и специальные
Биты – одна из важнейших деталей шуруповерта. Они представляют собой вытянутый шестигранник из металла, один конец которого фиксируется в патроне шуруповерта, а другой является рабочей частью и представляет собой подобие отвертки. Рабочая часть имеет различную конфигурацию, зависящую от того, для работы с каким крепежом применяется данный бит. Биты изготавливаются из высококачественной стали, зачастую с добавлением титана или других металлов для повышения прочности, для улучшения сцепления с головкой крепежа рабочую часть покрывают алмазным напылением или иными составами.
Виды бит
В зависимости от формы рабочей части биты могут быть:
- основные,
- специальные,
- комбинированные.
Подавляющее большинство бит на полках строительных магазинов – основные. Они, в свою очередь подразделяются на
- крестообразные,
- прямые,
- шестигранные,
- звездчатые.
Основные биты
Наиболее часто используют крестообразные биты, которые бывают стандарта PH и PZ. PH – это сокращение от Phillips. Биты PH – крестообразные, универсальные, их можно использовать для разнообразного крепежа. Размеры от 0 до 4, наиболее популярный — №2. Благодаря форме площадь контакта биты с головкой крепежа увеличивается, и нагрузка равномерно распределяется. При применении PH-бит вероятность срывов головки или порчи шлицев значительно уменьшается.
Некоторые солидные производители, например Bosch, покрывают биты нитратом титана для увеличения срока службы. Такие биты дополнительно маркируются надписью Tin.
Сокращение PZ образовано от Pozidrive, это тоже биты с крестообразной рабочей частью. Помимо основных крупных ребер, у них есть 4 дополнительных диагональных ребра меньшего размера. Благодаря им площадь сцепления с крепежом еще больше, чем у PH-бит. PZ-биты используют, как правило, для выкручивания заклинивших в материале или проржавевших шурупов, а также при большом объеме работ. Размеры от 0 до 4, наиболее ходовые 2 и 3.
Размеры от 0 до 4, наиболее ходовые 2 и 3.
Для ремонта бытовой техники и автомобилей не обойтись без Т-бит (от Torx hole), с помощью которых можно открутить и закрутить винты со звездчатым отверстием на шляпке.
Плоские, или шлицевые, биты подходят для работы с крепежами в мягком материале, при не слишком высокой нагрузке. Маркируются такие биты SL, от Slot. Они выпускаются с 0 по 7 размер.
Шестигранные биты применяются для откручивания и закручивания винтов с шестигранником на шляпке, например, мебельных. Наиболее популярный размер для шестигранных бит – 4 мм.
Для работы с болтами и гайками используют биты с рабочей частью в виде гаечного ключа. Применять их можно только с достаточно мощными шуруповертами. Размеры этих битов от 6 до 13 мм, но покупая их, стоит помнить, что это размер самого бита, а не болта или гайки. Так, для саморезов с диаметром головки 4,8 мм подойдет бита размером 8 мм.
Специальные и комбинированные биты
Специальные биты применяются в определенных узких областях, например ремонте бытовой техники, промышленного оборудования, для работы со специализированным крепежом. Стоит из них выделить трехгранные биты, похожие на РН-биты, но лишь с тремя гранями. И биты double pin, с двумя выступами в форме рогов. Из специальных бит в быту могут пригодиться биты для работы с гипсокартоном. Ограничитель не позволяет вкрутить саморез излишне сильно и испортить поверхность.
К специализированным относятся биты с пружинными фиксаторами, позволяющие закручивать винты или саморезы под углом до 30 градусов, что очень удобно при работе в узких, труднодоступных местах.
Комбинированные биты имеют 2 рабочих части разного типа или размера с обоих концов, например шлицевую и крестовую. Как правило, они более длинные, чем обычные биты.
Для комфортной и быстрой работы важно правильно подобрать соответствующую крепежу биту. Сделать это проще всего опытным путем, поэтому при покупке бит необходимо иметь образец крепежа с собой.
Сделать это проще всего опытным путем, поэтому при покупке бит необходимо иметь образец крепежа с собой.
Разновидности бит для шуруповерта: маркировка, классификация
Классификация и виды бит для шуруповерта
В наше время проведение строительно-монтажных работ очень сильно упростилось. Этому, в том числе, способствует огромное количество крепежных элементов, которые очень легко использовать имея в наличии электрическую отвертку или дрель-шуруповерт.
Гвозди в настоящее время используются все реже и реже. Как любители, так и профессиональные мастера все больше отдают предпочтение шурупам и винтам, так как эти крепежные элементы обеспечивают наиболее прочное крепление.
Однако под каждый крепежный элемент применяются свои насадки, без которых ваш шуруповерт превращается в бесполезную игрушку. Чтобы было проще ориентироваться в многообразии насадок, представляем вашему вниманию классификацию бит для шуруповерта.
Вы узнаете какие виды и размеры бит выпускает промышленность и для каких крепежных элементов применяется та или иная бита.
Самой первой была изобретена отвертка под прямой шлиц, ее придумали в XVI веке. Она была широко распространена в советский период. Сегодня тоже существуют виды бит для шуруповерта изготовленные под прямой шлиц, но используются они реже. Такие насадки обозначаются буквой S. Данная маркировка размещается на одной из граней бит.
Латинская буква S является сокращением от английского слова slot, означающего “щель” или “шлиц”. Также существует альтернативный вариант обозначения – slotted. Это слово при переводе на русский язык означает “шлицевая”. Всегда рядом с буквой указывается цифра, свидетельствующая о ширине жала.
В некоторых случаях дополнительно указывается его толщина.
Соотношение ширины и толщины наиболее распространенных бит под прямой шлиц:
| Ширина, мм | 2,0 | 2,5 | 3,0 | 3,5 | 4,0 | 4,5 | 5,0 | 5,5 | 6,0; 6,5; 7,0 | 8,0 | 9,0 |
| Толщина, мм | 0,3 – 0,4 | 0,4 | 0,5 | 0,5 – 0,6 | 0,6 – 0,8 | 0,6 | 0,8 | 0,8 – 1,0 | 1,0 – 1,2 | 1,2 – 1,6 | 1,4 – 1,6 |
Далее рассмотрим некоторые разновидности бит под прямой шлиц.
Классическая бита с прямым шлицем
Ширина и толщина — это два основных размера прямого шлица. В большинстве случаев указывается только первый параметр. Он варьируется в пределах от 3,0 до 9,0 мм.
Второй параметр довольно часто не обозначается, но его значение может составлять от 0,5 до 1,6 мм. Особенность такой маркировки связана с тем, что ширина и толщина имеют нормативное соотношение.
Поверхность бит с плоским шлицем защищена от эрозии и отличается повышенной твердостью.
Бита с прямым шлицем и TIN покрытием
Данные биты имеют золотистый цвет, так как поверхность насадок покрыта нитридом титана в результате химического процесса CVD. Благодаря этому приспособления имеют прочную поверхность.
Такие насадки могут отличаться между собой только по ширине. Это значение составляет от 4,5 до 6,5 мм. Еще в маркировке приспособлений может быть указана их толщина.
Эта величина находится в пределах от 0,6 до 1,2 мм.
Удлиненная бита под прямой шлиц
Благодаря удлиненной части приспособления имеется возможность более точно проводить необходимые работы. При использовании, жало данной насадки прочно размещается в шляпке шурупа или винта. С помощью данной биты удобно выполнять мелкие монтажные процессы. Отличительной чертой этих приспособлений является длина насадок, которая колеблется от 50 мм до 100 мм.
Крестообразные биты (Phillips)
Впервые крестообразная бита появилось в первой половине 20-го века.
Способствовал этому тот момент, что при использовании крепежей и отверток под прямой шлиц в автомобильной промышленности, при сборке деталей, они часто высказывали из шляпок винтов и шурупов, что приводило к порче лакированного покрытия транспортного средства.
Также у крепежных изделий часто срывалась резьба из-за того, что еще не были изобретены ограничители крутящего момента, которые впоследствии стали применяться в механических шуруповертах и винтовертах.
Все перечисленные причины способствовали тому, что в 1933 году Джон Томпсон изобрел шуруп с крестообразным шлицем.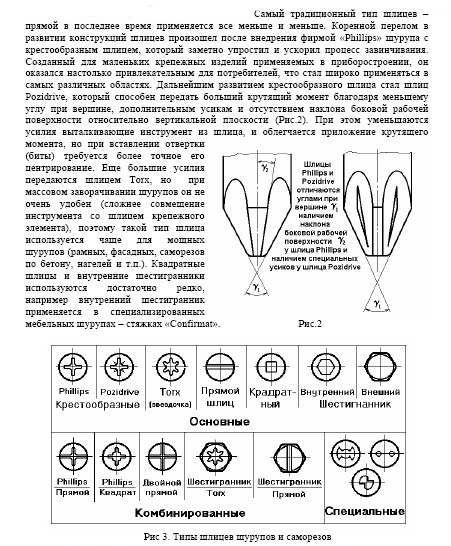 Через 3 года патент на данное изобретение был приобретен Генри Филлипсом.
Через 3 года патент на данное изобретение был приобретен Генри Филлипсом.
Этот инженер доработал технологию производства и в 1937 году предложил Юджину Кларку, который являлся крупным производителем изделий из металла, провести соревнования, кто быстрее выполнит закручивание шурупов. Естественно, Генри Филлипс в состязании победил.
После этого новый тип насадок привлек внимание автопроизводителей из США, но скоро началась Вторая мировая война. Поэтому крестообразный шлиц появился в Европе, вместе с поставками американской военной техники.
Первая крестообразная насадка называлась “филлипс” в честь Генри Филипса. Биты этого вида маркируются буквами PH. После них следует номер, жестко связанный с диаметром наружной резьбы крепежного элемента. Данный стандарт используется для всех типов бит с крестообразным жалом.
Стандартные соотношения номера крестообразной биты типа PH и наружной резьбы крепежа:
| Номер биты | 1 | 2 | 3 | 4 | |
| Диаметр резьбы, мм | менее 2,0 | 2,1 – 3,0 | 3,1 – 5,0 | 5,1 – 7,0 | более 7,1 |
Классическая крестообразная бита PH
Данные насадки различаются между собой размерами, которые варьируются от 0 до 4. Чаще всего используется крестовина №2, так как она позволяет работать с металлическим и деревянным материалом. Реже используются крупные насадки под номером 3 и 4. Чаще всего их применяют во время ремонта автомобилей и крупногабаритных предметов.
Крестообразная бита со шлицем PH и TIN покрытием
Для покрытия насадки используются нитрид титана. Об этом свидетельствует золотистый цвет биты. Насадка способна выдерживать большие нагрузки. Шлиц может быть выполнен в одном из трех размеров: PH 1, 2 или 3.
Удлиненная крестообразная бита PH
Удлиненная насадка со шлицем PH крестообразной формы может использоваться, для закручивания крепежей в труднодоступных местах. Такие приспособления особенно эффективны во время отвинчивания крепежных изделий. Чаще всего можно встретить насадки длинной 50, 70, 90, 110, 125, 150 мм. Выпускаются в трех размерах PH 1, 2, 3.
Такие приспособления особенно эффективны во время отвинчивания крепежных изделий. Чаще всего можно встретить насадки длинной 50, 70, 90, 110, 125, 150 мм. Выпускаются в трех размерах PH 1, 2, 3.
Крестообразные биты (Pozidriv)
Позже, специально для производства мебели и выполнения строительных работ Philips Screw Company разработала новый вид крестообразного шлица. Он получил название Pozidriv (Позидрив).
Этот вид шлица был запатентован в 1966 году. Биты для данного шлица маркируются буквами PZ. Они предназначены для работы с деревом или с другими подобными материалами, имеющими неоднородную структуру.
В тоже время для работы с металлом больше подходят биты типа PH.
Отличительной чертой системы PZ, по сравнению с PH, является то, что кромки рабочих поверхностей расположены параллельно друг другу и по всей своей длине изготовлены с одинаковой толщиной, а сам шлиц значительно глубже.
Такая конструктивная особенность предотвращает выталкивание биты при закручивании крепежа. Благодаря этому образуется более плотный контакт между шляпкой шурупа и битой, что уменьшает износ элементов.
При этом не нужно прикладывать больших осевых усилий, когда происходит нажатие жала на шлиц.
Необходимо помнить, что при выборе биты для закручивания крепежных изделий под шлиц PZ нужно использовать биту типа PZ. В случае использования насадки типа PH, для закручивания изделий под шлиц PZ, поверхности будут неплотно соприкасаться друг с другом, что сократит срок службы насадки.
Классическая бита крестообразной формы PZ с насечками
Дополнительные насечки являются отличительной чертой бит PZ, если их сравнивать с насадками PH. Большая прочность приспособлений позволяет им выдерживать огромные нагрузки. Размеры данного вида бит для шуруповерта могут быть PZ 1, PZ 2, PZ 3.
Размеры данного вида бит для шуруповерта могут быть PZ 1, PZ 2, PZ 3.
Бита под крестообразный шлиц PZ с насечками и TIN покрытием
Защитное покрытие данной насадки выполнено на основе нитрида титана. Оно значительно повышает долговечность биты. Также этому способствует примененная для ее изготовления закаленная сталь. Все это в совокупности позволило создать насадку, имеющую оптимальную твердость и выносливость. Существуют три размера приспособления: PZ 1, PZ 2 и PZ 3.
Удлиненная крестообразная насадка PZ
Данная насадка выпускается трех размеров: PZ 1, PZ 2, PZ 3, длинной может быть – 50, 70, 90, 110, 125 и 150 мм.
Биты с шестигранным шлицем (Hex)
Еще одним, менее популярным, но часто используемым является шестигранный шлиц. Эта форма насечки впервые появилась в 1910 году и получила название Hex socket. Данное словосочетание обозначает внутренний шестигранник.
Впервые его стали применять в заводских цехах Allen Manufacturing Company. Для маркировки этих бит используется буква H. Система Hex отличается большим крутящим моментом, который можно приложить к головке крепежного элемента, когда происходит его закручивание.
При этом отсутствует вероятность повреждения насадки и срыва шлица.
Расстояние между сторонами шестигранного жала является основной характеристикой, которая различает такие биты. Если взять насадку на 4 мм, то она прекрасно подойдет для закручивания мебельного конфирмата.
Также выпускается так называемая безопасная разновидность шлица. Он получил название Hex-Pin, что обозначает защищенный шестигранник. Данный шлиц оснащается по центру специальным штырем.
Его наличие позволяет предотвратить несанкционированную разборку соединения.
Классическая бита шестигранной формы
Данные биты позволяют очень удобно работать с соответствующими саморезами и шурупами, так как они имеют большую площадь соприкосновения с крепежными изделиями. Они уже давно применяются в США, но в России их внедрение произошло сравнительно недавно. Размеры данных насадок могут варьироваться в диапазоне от 1,5 до 10 мм.
Размеры данных насадок могут варьироваться в диапазоне от 1,5 до 10 мм.
Бита шестигранной формы с отверстием внутри
Надежная бита такого вида отличается простотой использования. Во время ее применения человеку не нужно прилагать больших физических сил. Благодаря наличию отверстия приспособление не соскальзывает. Размер насадки составляет от 1,5 до 6 мм.
Удлиненная бита шестигранной формы
Данная насадка маркируется с помощью знака Hex-. Ее редко можно встретить в работе. Несмотря на это, она хорошо себя зарекомендовала, так как отличается практичностью и удобством.
Для изготовления данной биты используется сталь высокого качества. В связи с этим она обладает хорошей прочностью.
Ее размеры находятся в пределах от 3 до 8 мм, а длина таких насадок варьируется от 50 – 100 мм.
Биты в виде звездочки (Torx)
Применяются насадки в виде звездочки, в машиностроительной области и в производстве бытовой техники, для закручивания крепежных элементов с соотвествующей формой головки. Они носят название Torx (торкс) и обозначаются буквами TX или T. Рядом с буквой указывается цифра, которая обозначает размер насадки. Он соответствует расстоянию между лучами звездочки шестигранной формы.
Впервые Torx стала использовать в 1967 году компания Textron, в Америке. Сегодня применяются разные виды бит для шуруповерта данного типа. Так, существует антивандальный вариант, оснащенный внутренним отверстием. Для его обозначения используются буквы TR, которые расшифровываются Torx Tamper Resistant. Еще применяются пятилучевые биты под названием Torx Brigadier Pentahedron.
Классическая бита “Звездочка” (Torx)
В европейских странах и США насадка Тоrх является самой популярной из всех существующих форм шлица. Это связано с ее высокой производительностью. Данная бита отличается наличием шести граней, с помощью которых происходит соприкосновение с винтом или шурупом.
Конструктивная особенность насадки позволяет улучшить сцепляемость с поверхностью крепежного изделия.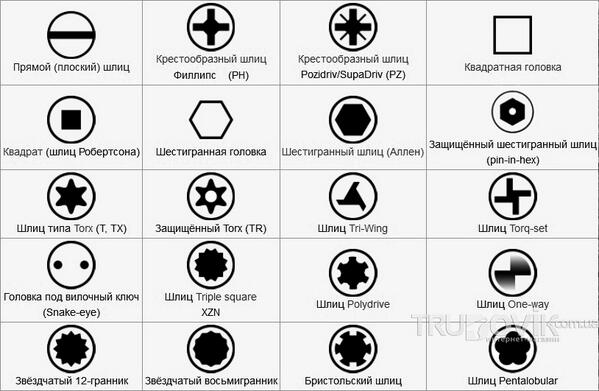 Благодаря этому не нужно прилагать больших усилий для создания крутящего момента.
Благодаря этому не нужно прилагать больших усилий для создания крутящего момента.
Также снижается вероятность соскальзывания приспособления, так как нагрузка распределяется сразу на 6 граней. В свою очередь, это уменьшает их износ. Следовательно, эксплуатационный период биты значительно увеличивается. Выпускаются насадки “Звездочка” разных типоразмеров.
Самыми распространенными являются модели от Т8 до Т40. При этом существуют биты и меньшего размера.
Бита “Звездочка” Torx Plus
Torx Plus отличается тем, что ее звездочка имеет менее острые лучи, которые при этом еще и короче. Такие виды бит для шуруповерта требуют от мастера повышенной точности во время выполнения работ. Для их изготовления применяется высокотвердая сталь. Размеры данных насадок бывают Т10 —Т40.
Бита “Звездочка” с TIN покрытием
Благодаря наличию покрытия на основе нитрида титана насадка имеет повышенную износостойкость. Ее поверхность отличается шероховатостью и хорошо сцепляется со сталью. Также насадка отличается повышенной долговечностью, потому что изготавливается из твердого материала. Насадка продается с размерами от Т10 до Т40.
Бита “Звездочка” с отверстием внутри
Данная бита часто применяется на сборочных производствах. При закручивании крепежа бита плотно входит в крепежное изделие. В результате повышается надежность процесса закручивания, для осуществления которого, не нужно прилагать особых усилий. Размеры биты бывают от Т10 до Т40.
Удлиненная бита “Звездочка”
Данной насадкой удобно пользоваться при выполнении определенных видов работ. Ее размеры такие же: от Т10 до Т40, длина может быть от 50 мм до 100 мм.
Биты с квадратным шлицем (Robertson)
Эти насадки относятся к специализированным видам бит. В большинстве случаев они не используются в обычном строительстве или при ремонтных процессах. Шлиц Robertson является одним из раритетов и имеет квадратное сечение. Полное его название – Robertson square. Насадки такой формы обозначаются буквой R.
Насадки такой формы обозначаются буквой R.
Классическая бита с четырьмя гранями
Чаще всего они используются во время сборки мебели. Выпускаются такие насадки 4 размеров: от №0 до №3.
Удлиненная бита с четырьмя гранями
Данная насадка применяется не так часто. Она выпускается трех размеров: № 1,2 и 3 и длинной может быть от 50 до 70 мм.
Биты с антивандальным шлицем (Spanner head)
Данный шлиц еще называется Snake-eye (змеиный глаз). Помимо этого, его еще называют головкой, предназначенной под вилочный ключ. Для маркировки бит с таким шлицем используются буквы SP.
Классическая бита “Вилка”
При изготовлении данных насадок применяется качественная сталь. Благодаря ей биты отличаются повышенной прочностью и продолжительной долговечностью. Данная насадка напоминает плоскую шлицевую биту, у которой посередине имеется прорезь. Бита выпускается 4 размеров, Gr. 4, 6, 8, 10.
Удлиненная бита “Вилка”
Производится 4 размеров и может иметь длину от 50 мм до 100 мм.
Биты со шлицем Tri-Wing – трехлопастные
При маркировке данных насадок используются буквы TW. Отличительной чертой данных бит является наличие на жале 3-х лопастей. Их применяют при сборке бытовой техники и электроники.
Также они используются в авиакосмической промышленности. Впервые данные биты появились в 1958 году и были изобретены Philips Screw Company.
Размер обозначается буквами Gr и может иметь показатели от Gr.1 до Gr.6.
Биты – Torq-Set четырехлопастные
Эта бита является аналогом Tri-Wing, но различается с ней количеством, так называемых крыльев. Она имеет 4 лопасти. Данная насадка тоже применяется очень редко. Для ее обозначения используются буквы Gr, размер варьируется от 4 до 10.
Некоторые редко встречающиеся шлицы и биты
Polydrive
Spline
One-Way
Источник: https://srbu.ru/instrumenty-i-oborudovanie/321-bity-dlya-shurupoverta-klassifikatsiya.html
Биты для шуруповерта – типы и особенности маркировки
Шуруповерты, дрели и перфораторы
01. 06.2017
06.2017
7.6 тыс.
5.1 тыс.
6 мин.
В готовый комплект бит для шуруповерта входят большое количество таких, которые вряд ли понадобятся обычному собственнику, а значит, деньги будут заплачены за ненужные вещи. Наиболее рациональный выход – приобретение только тех бит, которые действительно пригодятся в домашнем хозяйстве, а для этого нужно предварительно разобраться в их классификации, маркировке и назначении.
Отвертки под прямой шлиц появились самыми первыми, еще в далеком XVI веке, и активнее всего использовались вплоть до недавнего времени.
Биты для шуруповерта такого типа маркируются буквой S (slot или slotted). В русском языке маркировка означает шлицевую биту, причем рядом с буквой всегда указывается цифра, обозначающая ширину жала отвертки.
На некоторых изделиях также содержится информация о ширине шлица.
Классическая шлицевая бита и сегодня очень часто используется. На ней обычно указывают только ширину шлица, которая может составлять от 3 до 9 мм, а его толщина не описывается, так как имеет нормативное значение в диапазоне 0,5–1,6 мм. Поверхность таких насадок для шуруповертов должна иметь повышенную твердость и защиту от эрозии.
Биты под прямой шлиц появились раньше других
Второй тип шлицевых бит имеет золотистый цвет из-за TIN (нитрид титана) покрытия. Они отличаются повышенной прочностью и могут отличаться по ширине (4,5–6,5 мм). Маркировка бит TIN содержит информацию о толщине (0,6–1,2 мм).
Третий тип шлицевых насадок отличается удлиненной формой. Длинные изделия дают возможность плотно разместить насадку внутри винта или шурупа, а значит, выполнять с помощью шуруповерта более тонкие и точные работы. Их длина составляет от 5 до 10 см.
Крестообразные биты стали активно использовать в середине XX века. Популярность их обусловлена тем, что при закручивании шурупов с прямым шлицем отвертка может выскальзывать, что негативно сказывалось на качестве сборки многих изделий, включая мебель и даже автомобили.
Популярность их обусловлена тем, что при закручивании шурупов с прямым шлицем отвертка может выскальзывать, что негативно сказывалось на качестве сборки многих изделий, включая мебель и даже автомобили.
Крестообразные насадки маркируются буквами PH в честь Генри Филипса, который приобрел патент на крепежи и стал причиной их активного распространения. После букв маркировка содержит цифры, обозначающие диаметр наружной резьбы крепежа.
Соотношение номера крестообразной PH вставки и диаметра наружной резьбы:
- 0 – до 2 мм;
- 1 – до 3 мм;
- 2 – до 5 мм;
- 3 – до 7 мм;
- 4 – до более 7,1 мм.
На крестообразных битах стоит маркировка PH
Классическим крестообразным видом бит для дрели и шуруповерта являются изделия с маркировкой от 0 до 4. Наиболее популярной в бытовых условиях является крестовина с номером 2, позволяющая работать с разными материалами и отличающаяся распространенным размером. Биты марки 3 и 4 чаще используются в промышленности, в автомобилестроении и на другом производстве.
Крестообразный тип креплений наиболее распространен, а потому таких бит для шуруповерта на рынке очень много. Они могут иметь TIN покрытие, которое обеспечивает изделию золотистый цвет. Подобные насадки выдерживают большие нагрузки, а потому считаются более функциональными и надежными. На рынке крестовины такого типа представлены в трех вариантах:
Удлиненные изделия крестообразной формы используют для закручивания крепежей в труднодоступных местах, они очень эффективны при отвинчивании любых, даже старых крепежей. Насадки выпускаются в трех стандартных размерах (1, 2 и 3) и могут иметь длину от 50 до 150 мм.
К крестовым битам относят также модели с маркировкой PZ (Позидрив). Они предназначены для работы с деревянными предметами и чаще всего применяются при сборке мебели.
Отличаются от стандартных PH изделий тем, что кромки рабочих поверхностей в них располагаются параллельно друг другу и имеют одинаковую по всей длине толщину, а сам шлиц у них значительно глубже, чем у аналогов.
Такая конструкция обеспечивает более плотный, хороший контакт между вставкой шуруповерта и закручиваемым шурупом, меньший износ крепежей и больший срок их службы.
Биты для шуруповерта PZ могут иметь специальные насечки, обеспечивающие максимальную продолжительность их службы.
PZ изделия представлены на рынке в широком ассортименте, включая насадки с TIN покрытием из закаленной стали и удлиненные насадки, длина которых может составлять от 5 до 15 см.
Это лучшие биты для бытового шуруповерта, позволяющие работать в сложных условиях и отличающиеся большой долговечностью.
Шестигранная форма насечки появилась в начале XX века и получила название Hex socket, сохранившееся и сегодня, такие вставки маркируются буквами HEX.
Наиболее важная характеристика этих насадок – расстояние между сторонами шестигранного жала.
Существует разновидность защищенного шлица от несанкционированной разборки, она отличается специальным штырем в центре шлица и маркируется, как Hex-Pin.
Шестигранные насадки появились в начале двадцатого века
Классическими шестигранными битами для саморезов являются изделия размером от 1,5 до 10 мм. Их стали активно использовать в США, а после и по всему миру. Насадка может иметь небольшое отверстие внутри, благодаря которому во время работы шуруповертом крепеж не соскальзывает. Биты с отверстиями имеют размер до 6 мм.
На рынке можно найти удлиненные шестигранные насадки марки Hex-. Применяются они достаточно редко, хотя отличаются удобством использования и долговечностью, так как производятся из высококачественной стали. Размеры удлиненных насадок составляют от 3 до 8 мм, а длина – до 10 см.
Звездообразные виды бит маркируются буквами T или TX (Torx). Они активно применяются в машиностроении и при производстве бытовой техники. Рядом с буквой на изделиях указывается цифра, означающая размер насадки – расстояние между лучами звездочки. Классическая звездообразная форма шлица наиболее распространена в США и западноевропейских странах, что обусловлено ее высокой надежностью.
Они активно применяются в машиностроении и при производстве бытовой техники. Рядом с буквой на изделиях указывается цифра, означающая размер насадки – расстояние между лучами звездочки. Классическая звездообразная форма шлица наиболее распространена в США и западноевропейских странах, что обусловлено ее высокой надежностью.
Звездообразные вставки в шуруповерты обеспечивают прекрасную сцепляемость биты с поверхностью крепежных изделий, за счет чего для закручивания не приходится прикладывать существенных усилий.
Звездообразная форма до минимума снижает вероятность соскальзывания шуруповерта, ведь нагрузка распределяется сразу на 6 граней, что еще и снижает износ насадки.
Наиболее распространенными размерами бит типа “звездочка” являются модели в маркировке TX8-TX40.
Звездообразные биты чаще всего используются в машиностроении и при производстве бытовой техники
На рынке представлены насадки именуемые Torx Plus, в них звездочка имеет острые лучи, которые по длине короче стандартных. Подобные вставки требуют при работе осторожности, хотя изготовлены из высококачественной стали и имеют продолжительный срок эксплуатации. Марки Torx Plus представлены на рынке в размерах стандартных звездообразных изделий от T10до T40.
Звездообразные вставки бывают также с покрытием на основе нитрида титана, удлиненные и с отверстием внутри.
TIN покрытие для изделий марок TX10-TX40 обеспечивает им большую надежность и продолжительный срок эксплуатации.
Благодаря отверстию внутри звездочки улучшается качество крепления, но вставки такого типа используются преимущественно на производстве. Удлиненные биты упрощают работу с шурупами и бывают длиной до 10 см.
Вставки в шуруповерт с квадратным шлицем относятся к специализированным изделиям, которые практически не используют при стандартном строительстве и ремонте. Маркируются они буквой R – Robertson square, имеют четыре грани и бывают 4 разных размеров.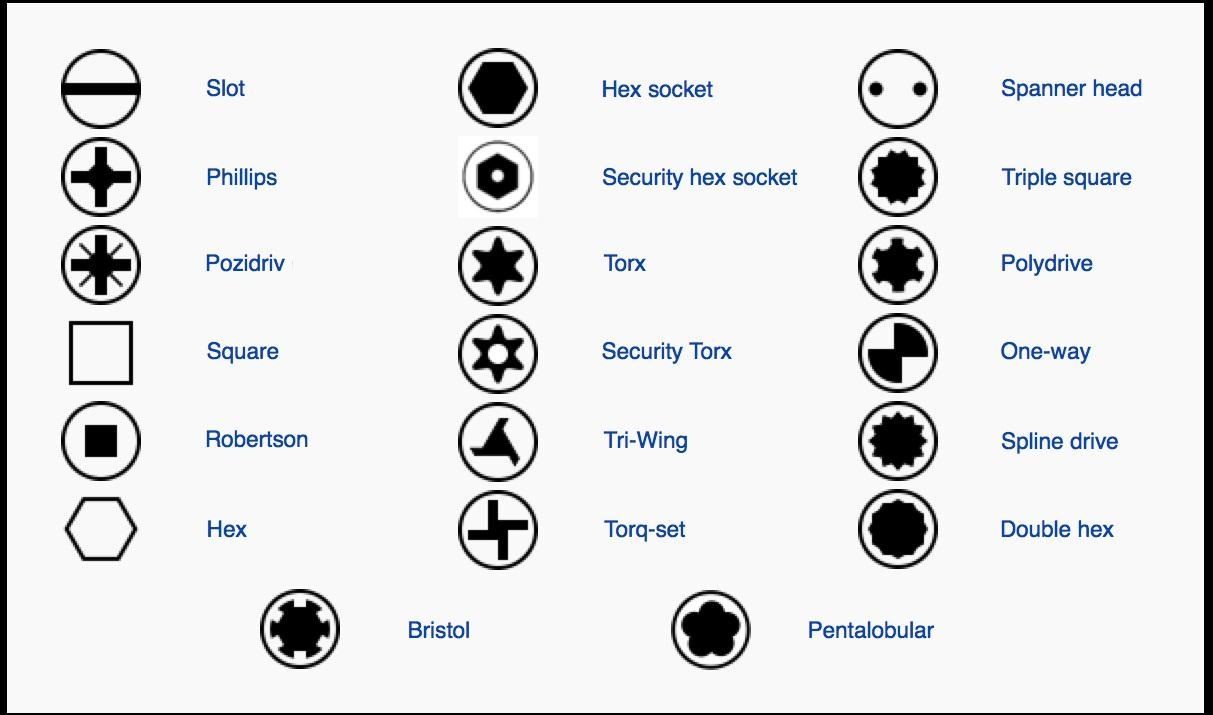 В большинстве случаев их применяют при сборке мебели. На рынке можно найти удлиненные R биты длиной до 70 мм.
В большинстве случаев их применяют при сборке мебели. На рынке можно найти удлиненные R биты длиной до 70 мм.
Вилкообразные – второй тип нестандартных бит. Они имеют плоское шлицевое жало с прорезью посередине. Маркируются буквами GR и представлены на рынке в 4 размерах: 4, 6, 8, 10, стандартного и удлиненного типа. Второй вид изделий может достигать в длину 100 мм.
К необычным относят также трех- и четырехлопастные биты. Трехлопастные маркируются буквами TW и имеют на жале 3 лопасти. Чаще всего используются при сборке бытовой и цифровой техники, а также в авиакосмической промышленности. Четырехлопастные имеют 4 лопасти, применяются так же редко, как и трехлопастные.
При выборе бит для шуруповерта, всегда хочется узнать какие из них лучше, однако универсального совета их по покупке не существует. Собственникам рекомендуется использовать изделия только от известных производителей и не приобретать дешевые китайские подделки, ведь они не только не позволят нормально выполнить ремонт, но еще и могут повредить используемые крепежи.
Источник: http://obustroen.ru/instrumenty-i-oborudovanie/mehanizirovannye/dreli-i-perforatory/bity-dlya-shurupoverta.html
Какие биты для шуруповерта лучше: обозначения и разновидности
Сегодня в любом хозяйстве станет незаменимым шуруповерт электрического типа. С его помощью можно в несколько раз быстрее собирать мебель, делать ремонт или же что-то смастерить.
Огромную роль в работе инструмента играет бита.
На первый взгляд эта деталь инструмента может показаться совсем незначительной, но на самом деле именно от нее и зависит то, насколько удобно будет закручивать саморезы или же разного рода винты.
Если вы неправильно подберете биту для вашего шуруповерта, то это приведет к тому, что она будет все время соскакивать с головки или проворачиваться непосредственно во время работы. В результате наконечник биты будет сломлен или же поврежден преждевременно. Чтобы этого не произошло, необходимо знать биты для шуруповерта, какие лучше подходят.
Чтобы этого не произошло, необходимо знать биты для шуруповерта, какие лучше подходят.
Обзор бит для шуруповерта обозначения и виды
На сегодняшний день специалисты различают несколько разных форм бит для инструментов, а именно:
- комбинированные;
- специальные;
- основные.
В большинстве случаев в строительстве используют крестообразные биты основного типа. Они имеют несколько стандартов: PH и PZ. Обозначение PH — это сокращенный вариант от Phillips. Размеры могут быть от 0 и до 4, но чаще всего используют биты №2.
Стоит отметить, что бита имеет отличную форму, ведь тогда площадь контакта увеличивается в несколько раз и это позволяет равномерно распределить нагрузку.
Если использовать биты для шуруповертов этого типа, то в несколько раз меньше риск того, что будет сорвана головка инструмента или же испорчен шлиц.
PZ — это сокращение от Pozidrive. Такие биты также имеют рабочую часть в виде креста. Основным отличием есть то, что кроме наличия основных четырех ребер большого размера, есть еще четыре дополнительных ребра. Они располагаются по диагонали и имеют немного меньший размер. Таким образом площадь контакта увеличена еще больше.
В большинстве случаев бита для шуруповерта этого типа используют для того, чтобы выкрутить шурупы, которые стали ржавыми или, к примеру, заклинили в каком-то определенном материале. Профессионалы используют их в обязательном порядке, если объем работы слишком большой.
Размеры таких насадок также находятся в пределах от 0 и до 4, но в большинстве случаев используют №2 и №3.
Биты для шуруповерта, какие лучше? Если необходимо ремонтировать бытовую технику, автомобили, то нельзя обойтись без использования специальных Т-бит. Они позволяют закрутить или же, наоборот, открутить винты, которые имеют звездчатые поверхности.
Плоские биты используют для того, чтобы можно было работать с крепежами, которые используются для мягких материалов. Такие типы бит для шуруповерта являются эффективными при наличии большой нагрузки. Если говорить о маркировке данного типа, то SL, от Slot, размеры же бывают от 0 и до 7.
Такие типы бит для шуруповерта являются эффективными при наличии большой нагрузки. Если говорить о маркировке данного типа, то SL, от Slot, размеры же бывают от 0 и до 7.
Если же необходимо иметь дело с разного рода болтами или гайками, то нельзя обойтись без биты, которая изготовлена в виде гаечного ключа.
В данной ситуации стоит отметить тот факт, что устанавливать такие насадки можно только на очень мощные шуруповерты.
Размеры биты могут быть разными (6-13 мм) и лучше всего выбирать ее нужно в соответствии с тем, с какими именно болтами придется в дальнейшем работать.
В свою очередь специальные биты используют для того, чтобы ремонтировать технику или же промышленное оборудование, специальные крепежи. Это значит, что их применяют в специальных достаточно узких областях.
Популярными считаются трехгранные биты для шуруповерта и те, которые имеют два небольших выступа в виде рогов. К специальным битам можно отнести те, которые специалисты используют для удобной работы с гипсокартоном.
В данной ситуации устанавливается некий ограничитель, который не позволяет слишком далеко вкручивать саморез, что может привести к порче поверхности.
Биты для шуруповерта: какие лучше? Также стоит рассмотреть еще и специализированные биты, которые имеют пружинные фиксаторы.
В таком случае винты можно закручивать под углом в 30 градусов, что очень часто используют во время работы в каких-то определенных труднодоступных местах.
Стоит сказать и о комбинированных битах, которые отличаются от остальных тем, что имеют две рабочие поверхности. Они могут быть разного типа и даже размера, в большинстве случаев комбинированные биты несколько длиннее обычных.
Важные моменты на которые нужно обращать внимание при выборе бит для шуруповерта
Для того чтобы работа с шуруповертом не приносила неудобств, результат был отличным, а сам инструмент можно было использовать достаточно долго — необходимо правильно выбрать биты для работы. Если вы планируете работать со многими типами материалов, то лучше всего приобрести специальный набор, в состав которого входят основные типы бит.
Если вы планируете работать со многими типами материалов, то лучше всего приобрести специальный набор, в состав которого входят основные типы бит.
В первую очередь узнайте, из чего именно сделаны биты и имеют ли они специальное защитное покрытие непосредственно на элементе, который будет работать. Кроме того, огромную роль играет непосредственно место, где вы собираетесь приобрести инструмент и насадки к нему.
Если и покупать биты для шуруповертов, то лучше выбирать действительно качественные и те, которые смогут прослужить достаточно долго. В связи с этим, желательно отдать свое предпочтение специализированным и проверенным магазинам.
В таких магазинах на продукцию есть нужные сертификаты и у вас есть возможность дополнительно получить гарантию качества товара.
Другим очень важным вопросом, который нужно изучить до момента совершения покупки есть то, с какого именно материала изготовлены биты для шуруповерта и их рабочая часть.
На сегодняшний день только три сплава можно назвать наиболее надежными и качественными, которые смогут прослужить достаточно долго. Это сплав хрома и молибдена, хрома и ванадия, вольфрама и молибдена. Ни в коем случае не выбирайте биты, которые изготавливаются из стали.
Они достаточно быстро стираются, и нет никакой гарантии того, что у вас получится с первого раза качественно закончить выполняемую работу.
Специалисты говорят о том, что также большую роль играет и наличие покрытия на бите, которое бы защищало ее поверхность. Если данные детали сверху покрытие титаном, то в качестве бит для шуруповерта можно даже не сомневаться.
По стойкости титан можно сравнить только с алмазом или же никелем. Следует отметить, что таким же стойким будет покрытие из сплава вольфрама и никеля.
В данной ситуации, вольфрам будет делать деталь максимально прочной, а никель в свою очередь будет защищать биту от появления коррозии.
Обзор насадок для шуруповертов видео
Биты для шуруповерта какие лучше — однозначно сделать выбор достаточно сложный, особенно для того человека, который раньше никогда не сталкивался со строительными работами. В такой ситуации лучше прислушаться к советам специалиста и обратить внимание на три важных момента, которые были описаны немного выше.
В такой ситуации лучше прислушаться к советам специалиста и обратить внимание на три важных момента, которые были описаны немного выше.
Источник: http://masterok-remonta.ru/instrumenty/bity-dlya-shurupoverta-kakie-luchshe.html
Подбор бит для шуруповёрта, их классификация и маркировка
Ремонт и строительство в плане технологий, инструмента и отделочных материалов шагнуло вперёд.
От элементарного инструмента мастера стали использовать всевозможные приспособления, которые предназначаются для разных видов работ.
Для удобства и оперативности большинство ручных инструментов стали заменять механическими или электрическими. При необходимости использования отвёртки все чаще применяется шуруповёрт или дрель.
На замену советских шурупов приходит множество крепких саморезов, винтов, болтов, креплений, которые легко закручиваются с помощью электрического оборудования.
Производители предлагают всевозможные виды и размеры крепёжных элементов. Для удобства стали использоваться приспособления для шуруповёрта, которые представляют собой разные насадки.
В настоящее время их множество — и каждая имеет своё предназначение.
Общая характеристика насадок для шуруповёрта
Изготавливаются из специального прочного сплава, что даёт им возможность выдерживать нагрузки при использовании. На рынке имеются и некачественные изделия, которые произведены из некондиционного металла.
Они быстро выходят из строя, на них срываются грани. Поэтому при выборе необходимо пользоваться личным опытом, советами профессионалов и специалистов магазинов, а также не покупать инструмент на «блошиных» рынках.
Основной разновидностью являются биты с прямым и крестовым шлицем. Такие насадки используются в домашних условиях, на приусадебных участках, при осуществлении ремонтов и отделочных работ. Ещё одним видом являются насадки для болтов и гаек, которые имеют шестигранную головку.
Ещё одним видом являются насадки для болтов и гаек, которые имеют шестигранную головку.
Существуют и другие специфические биты: в форме звёздочки для ремонта автомобилей и в форме шестигранника для сборки мебели.
Производители бытовой техники или оборудования применяют болты нестандартной формы, предупреждая возможность самостоятельного ремонта, но это не помеха настоящему мастеру, потому что в свободной продаже имеется огромный выбор с нестандартным исполнением шлицов.
Преимущества использования бит
- При использовании набора бит для шуруповёрта уменьшается время проведения работ. Особенно это важно для тех людей, чья трудовая деятельность связана с постоянным раскручиванием и закручиванием метизов. Насадку можно легко вытащить из патрона шуруповёрта и быстро заменить на другую.
- Большой выбор насадок, имеющих маленький размер, исключает необходимость приобретения большого количества разнообразных отвёрток, что снижает финансовые затраты. Их можно приобрести набором или штучно, дополняя ассортимент при необходимости.
- Имеют разные толщины шлицов, что позволяет подобрать необходимую под нужный размер.
Могут быть длиннее обычного размера или использоваться с удлиняющей насадкой для работы в труднодоступных местах.
Маркировка насадок
Чтобы понять, какие биты для шуруповёрта лучше, нужно знать, что обозначает их маркировка. Нижеприведенные примеры не носят исчерпывающий перечень, в этом случае описаны маркировки часто используемых и существующих в продаже насадок для шуруповёрта.
Бита с прямым плоским шлицем. После буквенной маркировки указывается цифра, обозначающая в миллиметрах ширину шлица.
РН маркирует брендовая фирма Phillips. Распространённая насадка с крестообразным шлицом, имеющая диаметр от ph2 до ph5 в зависимости от расширения в сторону хвостовика.
Угол хвостовика биты составляет 55°. Самый маленький диаметр предназначен для мелких, а маркировка ph5 — для крупных саморезов.
Универсальной является бита ph3, которая подходит для большинства саморезов, используемых в работах.
PZ-маркировка обозначает стандарт Pozidrive, и отличие от РН заключается в наличии дополнительных шлицов небольшого размера, расположенных между основными.
Такое расположение увеличивает удерживающее усилие при использовании. РZ имеет разные размеры, о чём указывается цифрами от 0 до 4 после буквенного обозначения.
Ими удобно закручивать анкерные болты, где усилие при монтаже требуется гораздо больше, чем на саморез.
Насадка Torx hole используется для ремонта бытовой техники, радиоэлектроники, мобильных телефонов и иного оборудования.
Ряд автомобилей импортного производства имеет в части соединения агрегатов болты и шурупы в форме шестигранной звёздочки.
У данных бит существенно увеличен спектр размеров, и варьируется он от 8 до 40 мм. Маркируется шестигранная насадка буквой «Т», после которой указывается её размер.
- Шестигранные насадки для болтов и гаек
Выглядят в виде обычных шестигранных бит и имеют разные размеры под головки с шестигранным выступом. Используются при ремонте автомобилей, крупного оборудования или монтаже кровельных материалов.
Некоторые виды насадок внутри чашки имеют магнитный элемент, который позволяет удерживать монтируемые болты или гайки.
Это очень удобно, особенно при работе с кровельными материалами, проводимыми на высоте.
Помимо основных перечисленных видов, бывают и иные формы, которые могут потребоваться в исключительных случаях. Например, такие биты:
- Для винтов со смещённым центром типа Torq-set.
- Шестигранной формы с отверстием внутри.
- С квадратным шлицем типа Robertson.
- Трехгранные для треугольных винтов.
И это далеко не вся классификация бит для шуруповёрта. Производители изобретают метизы и крепления разных форм, чтобы усложнить возможность их демонтажа, а производители насадок для шуруповёрта работают над изготовлением соответствующего инструмента.
Покрытие и защита насадок
Помимо стандартного производства металлических бит, применяются разные технологии их защиты и усиления, чтобы продлить их срок службы.
Используются разные сплавы для изготовления, такие, как хром-ванадий и хром-молибден.
Для дополнительной защиты от негативного воздействия применяют специальные покрытия вплоть до титановой составляющей, что придаёт прочность изделию и защищает металл от коррозии.
Таким образом, чтобы выбрать биты для шуруповёрта, следует внимательно отнестись к маркировке. Правильно подобранная насадка позволит удобно и быстро произвести необходимые работы, а вот используемая не по назначению бита может стать причиной травмирования человека и порчи материала или отверточного инструмента.
Кроме того, необходимо визуально осмотреть изделие и убедиться в прочности металла, его качественном исполнении. Не стоит приобретать дешёвые насадки, которые быстро придут в негодность. В настоящее время бренды немецких и японских производителей отлично зарекомендовали себя на рынке.
Источник: https://ObInstrumentah.info/podbor-bit-dlya-shurupovyorta-ih-klassifikatsiya-i-markirovka/
Выбираем биты для шуруповерта — виды, классификация и практические советы
Одни сменные насадки, без которых невозможно вкручивание/выкручивание крепежных деталей, частично дублируют уже имеющиеся в доме инструменты, другие же редко когда могут быть использованы в быту.
Именно поэтому специалисты-практики рекомендуют приобретать биты для шуруповерта по отдельности, только те, что действительно понадобятся при работе шуруповертом, а не тратить деньги на дорогой комплект, в который входит определенный (производителем, а не мастером!) набор бит.
Чтобы правильно выбрать биты, необходимо знать классификацию изделий данной группы. Но и здесь не все просто, иначе проблем с их соскальзыванием с головки крепежа, быстрым разрядом АКБ эл/инструмента и ряда других неприятностей не избежать. Какими бывают биты к шуруповерту, отличия в их применении – вопрос для рачительного хозяина немаловажный.
Классификация бит
Она довольно сложная, так как эти насадки отличаются по разным параметрам.
Форма наконечника (рабочей части)
- Основные. С этими битами в быту приходится сталкиваться чаще всего. Подразделяются на прямые (под шлиц), звездочки, крест и шестигранники. То есть подо все встречающиеся разновидности головок крепежных деталей – болтов, саморезов, винтов, шурупов.
- Специального назначения. Эти биты имеют сложную конструкцию. Например, фиксаторы пружинного типа, упорные ограничители. То есть насадки предназначены для решения узкого круга задач. Есть биты и трехгранные, но они используются крайне редко, поэтому и в продаже встречаются нечасто.
- Биты комбинированные. При правильном выборе – лучшее решение. Их рабочие части расположены на обоих торцах, причем концы отличаются как размерами, так и конфигурацией. Достаточно биту просто перевернуть (переустановить), и можно затягивать или откручивать другой крепеж.
Маркировка бит
Условные обозначения дают много информации по особенностям изготовления, характеристикам и специфике применения биты.
Конфигурация рабочей части
Torx hole (T-бита). Slot (Sl). Philips (Ph). Pozidrive (Pz). HEX.
Вид стали и покрытия
Это в первую очередь отражается на прочности биты и ее износостойкости. Сочетаний металлов достаточно, но лучшими считаются сплавы: молибден + хром, вольфрам + молибден, ванадий + хром. Более дешевые биты из стали довольно быстро развальцовываются – сминаются ребра, тупится кончик рабочей части. На пару-тройку раз хватит, а на перспективу приобретать не стоит.
Самые износостойкие покрытия – титановое напыление (желтый оттенок), никелевое и алмазное.
Рекомендации по выбору бит к шуруповерту
Самое правильное решение – при походе по торговым точкам иметь при себе по одному образцу крепежа, с которым предстоит работать. Определить «на глазок» и даже по размеру, подходит бита или нет, не всегда возможно.
Причины в том, что в производстве есть такое понятие, как допуск. Кроме того, зарубежные изготовители наделены правом устанавливать собственные стандарты, не идущие в разрез с общепринятыми нормами. Чтобы не было ошибки, целесообразно «примерять» биту прямо в магазине.
Если она в головке крепежа сидит плотно, значит, выбор сделан оптимальный.
Качество бит не в последнюю очередь зависит от репутации производителя. Нет смысла приобретать к шуруповерту слишком дешевые насадки, так как и время придется потратить на поиски новых, и деньги.
- Bosch. По этой марке бит комментировать нечего – высшее качество и надежность. Хотя цена устраивает не всех.
- DeWALT – более дешевый вариант, но это не означает, что эти биты хуже. Главное преимущество – ударопрочность. Такие биты можно использовать с шуруповертом годами.
- Magna и WhirlPower – неплохое решение, если биты используются в быту, а не столь интенсивно, как на производстве. При аккуратном обращении с шуруповертом прослужат достаточно долго, хотя и стоят значительно дешевле двух первых брендов.
А вот к битам Metabo, судя по отзывам на тематических сайтах, претензий довольно много. Большинство пользователей отмечают недостаточную прочность ребер. При повышенном усилии на головку крепежа они деформируются, срезая при этом шлицы.
На различных «блошиных рынках», которые встречаются на каждом углу, можно приобрести биты по более низкой цене. Но это приемлемо лишь для случаев, если насадка необходима для срочной, причем кратковременной работы, когда буквально «горит». Выбирая биты к шуруповерту для постоянного использования в быту, следует делать покупки только в специализированных точках продаж.
Выбирая биты к шуруповерту для постоянного использования в быту, следует делать покупки только в специализированных точках продаж.
Если приходится работать шуруповертом в труднодоступных местах, или устанавливать/откручивать крепежные детали, «утопленные» в каналах, то следует выбирать биты с намагниченным наконечником.
Каждый хозяин работает со своим шуруповертом, с разными крепежными деталями и материалами. Поэтому главный советчик в этом вопросе – собственный опыт использования бит. Автор полагает, что и этих небольших подсказок будет достаточно, чтобы определиться с основными моментами и сделать оптимальное приобретение.
Но еще одна рекомендация лишней не будет. Если приходится работать с шуруповертом постоянно, интенсивно, с различными видами крепежа, то стоит приобрести комплект бит. Оптовая покупка однозначно обойдется дешевле, а надежные производители уже указаны.
Источник: http://WoodGuide.ru/instruments/bity-dlya-shurupoverta-vidy-klassifikaciya/
Биты HP и PZ
Биты для шуруповёртов PH и PZ
В моём детстве выбор инструментов был весьма ограничен – молоток, пила, гаечный ключ, а лучше универсальный велосипедный “семейный” ключ и два вида отвёрток, плоская и крестовая. Потом оказалось, что любой из этих инструментов делится на целые семейства различных инструментов.
Молотки бывают лёгкие, тяжёлые и кувалды; с острой гранью, долотом и гвоздодёром; плотницкие, столярные и геологические; бывают кованые, литые, из порошкового металла, из дерева и даже из резины.
Бывают даже специальные молотки для работы в условиях невесомости, не имеющие отдачи! Пилы разделились на десятки видов, направлений зубцов и для различных задач.
И даже гаечные ключи, оказалось, бывают не только рожковые, но и накидные, торцевые, комбинированные, разводные, переставные, трубные и ещё чёрте-какие!!! В общем, жизнь оказалась куда сложнее, чем я представлял =)
Однако, отвёртки в моём мире долго держались за понятия “крестовая” и “плоская”.
В различных наборах отвёрток, которые оказывались у меня в разное время, были какие-то надписи, типа PH или PZ – мой мозг как-то это объяснил себе зарубежными маркировками и я не стал вникать в эти обозначения.
Но однажды я неожиданно понял суть этих обозначений и, честно говоря, ходил неделю поражённый своим озарением!!! Мне казалось, что это какое-то тайное знание, которого никто не знает. Мир отвёрток неожиданно из 2D стал 3D!
Виды шлицов
Отвёртки, имеющие прямой шлиц имеют буквенную маркировку SL, что расшифровывается как “Slot” и дословно переводится как “Шлиц”. Цифра в маркировке обозначает не что иное, как ширину шлица в миллиметрах. SL №6 – это отвёртка с плоским шлицом шириной 6 мм – всё очень просто. Прямой шлиц – первый и простейший вид шлица резьбовых крепёжных изделий, известный с XV века.
Этот шлиц очень прост в реализации, однако, во времена научно-технического прогресса при массовой сборке автомобилей и самолётов у него проявился серьёзный недостаток – из-за отсутствия чёткой центрации отвёртка или шуруповёрт легко выскальзывает из шлица, при этом края самого шлица «срываются», что особенно характерно для высоких затяжных усилий, а отвёртка оставляет царапины на детали и руках монтажника. Помимо этого, такой шлиц позволяет передавать довольно большой крутящий момент, что способствует срыву резьбы на винтах и поломке самих шляпок винтов. По этой причине плоский шлиц плохо пригоден для сборки механизмов и точных изделий.
Минутка истории
Плоский шлиц не сразу преобразился в крестовой. Был и переходный вариант. Первые пригодные для автоматизированного производства шлицы придумал канадец Питэр Робертсон (Peter L. Robertson) в 1908 году. Шлиц так и запатентован под названием Robertson – квадратный вырез в головке со снятой фаской на краях и конусообразным углублением в центре.
Винт Робертсона обладал рядом неоспоримых преимуществ: недорогой в изготовлении, позволяющий отвертке прочно центрироваться в квадратном углублении шляпки, он давал возможность работать чуть ли не с закрытыми глазами, на ощупь, под минимальным углом. Прикладываемые усилия уменьшились пропорционально возросшей производительности.
Прикладываемые усилия уменьшились пропорционально возросшей производительности.
Какое-то время эти винты использовал Генри Форд при производстве моделей “Форд Т” и “Форд А”, получив экономию времени на сборке в 2 часа! При массовой конвеерной сборке это был феноменальный прорыв. Но отдать права Форду Робретсон не захотел, так же, как и лицензировать других производителей шурупов, поэтому популярности этот шлиц не получил.
Сегодня их используют в основном только в Канаде. К слову, Robertson один из лучших шлицев, и уж намного лучше Phillips.
Крестовой шлиц PH
В 1933 году американец Джон Томпсон разработал винты, которые хорошо решали недостатки плоского шлица. Они автоматически центрируют жало отвёртки и выталкивают его, когда винт затянут. Однако все его попытки внедрить всоё изобретение на заводы ни к чему не приводили.
На следующий год случай свел его с инженером Генри Филлипсом. Тот выкупил патент Томпсона и в 1936 году основал компанию Phillips Screw Company.
Генри Филлипс (который не имеет отношения к Жерару Филипсу, создателю марки бытовой техники Филипс) разработал технологию производства таких винтов, однако и он столкнулся с трудностями в повсеместном внедрении своего изобретения.
Филлипс активно искал клиентов, готовых купить его отвертки и винты, но отказ следовал за отказом. Знакомство с Юджином Кларком, президентом American Screw Company (компании, являвшейся крупнейшим производителем метизов в США), коренным образом изменило ситуацию.
Кларку изобретение Филлипса пришлось так по душе, что он выделил на перевооружение производства своего предприятия 500 000 долларов. Несмотря на возражения ведущих инженеров компании, Кларк пригрозил “уволить каждого, кто скажет, что это невозможно осуществить”. Мы могли бы и не увидеть в своей жизни всяких там PH/PZ.
В 1937 году General Motors стала компанией-первопроходцем, применившей крестообразные винты и отвертки в производстве моделей автомобиля Cadillac.
Результаты превзошли любые самые радужные ожидания, и уже к 1940 году все американские производители автомобилей совершили перевооружение своих заводов, а производители метизов буквально выстраивались в очередь, чтобы заполучить поистине драгоценную лицензию на использование золотоносного «креста». Во время Второй мировой войны такие винты стали применять в производстве военной техники.
Примечательно, что именно война позволила крестовым отверткам и винтам распространится по миру, и с тех пор производители всех стран активно используют их в крепежной промышленности. В Россию «крест» попал благодаря американским дальним бомбардировщикам B-29.
В 1944 году эти американские самолеты, бомбардировавшие Манчжоу-го и Японию, совершали аварийные посадки на территории Советского Союза. В соответствии с русско-японским пактом о ненападении, бомбардировщики и их экипажи были принудительно оставлены в СССР. Именно с них скопировали заморский винт.
Так появился советский Ту-4 с принципиально новым для нашей страны крепежом. Крестовый поход обновленной отвертки по миру завершился мировой экспансией «креста» Филлипса.
При столь всеохватывающих масштабах внедрения руководство Phillips Screw Company не могло отследить все незаконные использования своего патента и в 1949 году патент был отменен.
А в 1958 году в возрасте 68 лет умер и сам изобретатель крестовой отвертки Генри Филлипс, оставив миру после себя изобретение, давшее существенный толчок развития всей мировой промышленности. Толчок, по своему значению не уступающий изобретению конвейера.
Имя изобретателя крестовой отвертки осталось навсегда увековеченным в названии крестового шлица – Phillips.
Не смотря на то, что многие специалисты сегодня считают «крест» Филлипса устаревшим, он и поныне считается стандартом де-факто.
Достоинства шлица Филлипса (РН)
Фиксирует крепёжную деталь и отвёртку точно по центру относительно друг друга, по сравнению с обычным прямым шлицем.

При использовании шуруповёрта без регулирования величины крутящего момента её жало выталкивается из шлица крепёжной детали по достижении предельного значения силы закручивания для избежания повреждения резьбы.

Недостатки шлица Филлипса (РН)
Невозможно получить большой крутящий момент без приложения значительного осевого усилия (прижимания отвёртки к крепёжной детали).
Самовыталкивание повышает механическое напряжение на шлиц, что увеличивает износ шлица и вероятность его повреждения (т. н. «срыва»).
Крестовой шлиц PZ
Этот шлиц был запатентован в 1966 году всё той же компанией Phillips Screw Company, через 33 года после получения ею патента на шлиц Филлипс, срок действия которого к тому времени истёк. PZ расшифровывается как POZIDRIV.
Позидрайв является улучшенной версией крестообразного шлица Филлипс и используется прежде всего в производстве шурупов и саморезов. В машиностроении и металлообработке Позидрайв применяется значительно реже.
В отличие от изобретенного ранее шлица Филлипс, уходящие в глубину кромки боковых поверхностей отвёртки Позидрив не утончаются, а идут параллельно друг другу.
В этом случае осевое усилие, выталкивающее отвёртку из шлица, является незначительным – отвёртка практически не выталкивается – образуется более устойчивое сцепление, которое уменьшает износ сцепляющихся элементов и вероятность срыва шлица отвёртки и крепёжной детали. Так же появляется возможность приложить большее крутящее усилие к инструменту.
Достоинства шлица Позидрайв (РZ)
Уменьшенный износ шлицов вследствие более устойчивого сцепления.
Возможность достижения большого крутящего момента.
Недостатки шлица Позидрайв (РZ)
Внешнее сходство со шлицем Филлипс – из-за этого их можно легко перепутать и при использовании отвёртки, не соответствующей шлицу крепёжной детали, происходит неполное соприкосновение рабочих поверхностей – это значительно увеличивает механическое напряжение на отдельных участках шлицев, приводящее к их преждевременному износу (в основном у отвёртки), либо повреждению.
Шлиц существенно глубже Phillips, поэтому применяется только там, где винты по соображениям прочности имеют большие головки – в строительстве и мебельном производстве.

Размерный ряд бит и отвёрток
Отвертки со шлицем РН имеют номера: 000 (1,5 мм), 00 (2 мм), 0, 1, 2, 3, 4.
Отвертки со шлицем РZ имеют номера: 0, 1, 2, 3, 4.
Международный стандарт для крестообразных шлицев имеет номер ISO 4757:1983 (наш ГОСТ 10753-86). Стандарт отверток для него: ISO 8764-1:2004 (ГОСТ Р 52785-2007 “Отвертки слесарно-монтажные для винтов и шурупов с крестообразным шлицем”), правда, в нём не описаны размеры меньшие 0 (такие как РН000 и РН00).
Помимо того, что почти на всех битах и отвёртках есть маркировка, визуально эти два типа отличить несложно. Биты PZ имеют дополнительные лучи, идущие посередине между рабочими шлицами.
Это конструктивная особенность сразу бросается в глаза, если только бита имеет номер не ниже PZ1. У биты PZ0 и иногда PZ1 бывают эти лучи невыраженными.
Если присмотреться к граням биты – то видно, что у PZ-бит грани шлица параллельные, а у PH трапециевидные.
На шляпках шурупов PZ соответственно тоже есть диагональные лучи. А иногда ещё и штампованная буковка Z для пущей значимости стоит.
“Чем дальше в лес, тем больше дров” – эту пословицу можно с уверенностью отнести и к шурупам! Шурупы Phillips на момент их изобретения решали недостатки прямых шлицев. Во-первых, установленная в углублении отвертка не слетала при вращении.
Во-вторых, при достижении определенного усилия отвертка выталкивалась из шурупа, благодаря скругленным внутренним углам шлица.
Сейчас это кажется очень глупой идеей, но в то время инструмент был громоздкий, а про регулировку крутящего момента и мечтать не приходилось, поэтому это был единственный способ предотвратить срыв резьбы при монтаже.
В общем, все сегодняшние потуги производителей вроде лазерных насечек, ребристой поверхности, алмазного или твердосплавного напыления и т.
 п. это всего лишь попытка хоть как-то компенсировать изначально заложенную технологическую особенность шлицев Phillips. Так бывает, когда недоделка слишком быстро обретает популярность и другие уже вынуждены подстраиваться.
п. это всего лишь попытка хоть как-то компенсировать изначально заложенную технологическую особенность шлицев Phillips. Так бывает, когда недоделка слишком быстро обретает популярность и другие уже вынуждены подстраиваться.Кроме попыток улучшить Phillips изобрели более десятка разных крестообразных шлицев. Половина из них принадлежит самой Phillips Screw Company.
И почти все они сделаны так, чтобы минимизировать выталкивание и улучшить передачу крутящего момента.
Если пытаться охватить все разновидности – придётся писать энциклопедию шлицев! Но в пределах главной темы рассмотрим направления улучшений PH и PZ шлицев.
Шлиц Phillips на данный момент имеет три разновидности, помимо своего исходного состояния:
Phillips II – усовершенствованная версия Phillihps. Крестообразный шлиц с наклонными насечками против выталкивания (технология ACR – anti-cam-out recess; отличительная маркировка – ACR2).
Разработана для удовлетворения всё более быстрых процессов сборочного производства, при которых может произойти выталкивание отвёртки из шурупа, и в результате – повреждение поверхности детали.
Она облегчает закручивание в сложных монтажных положениях и позволяет снизить давление на шлиц, в результате уменьшается усталость работника. Шляпки шурупов с таким шлицом имеют характерные двойные насечки по одной из диагоналей, но при этом вполне совместимы с обычным PH.
ACR RIBBED PHILLIPS – Крестообразный шлиц с перпендикулярными оси вращения насечками. (Отличительная маркировка – ACR, anti-cam-out recess). Производитель делает упор на то, что эта бита надёжно удерживает винт на жале отвёртки, что позволяет повысить производительность рабочих.
Эта бита совместима со всеми винтами Phillips, а шляпка винтов не имеет никаких отличий от обычной PH. На фотке слева две нижние удлинённые биты с маркировкой S2 Ph2 и S2 PH0 – это биты ACR, верхние – обычные PH. Сейчас в магазинах уже практически все биты PH ACR, т.
е. с насечками.PHILLIPS SQUARE-DRIV – комбинация Филлипс с квадратным шлицем. Крестообразный шлиц с насечками (технология ACR), комбинированный с квадратным шлицем. (Отличительная маркировка – PSD – PHILLIPS SQUARE-DRIV). Допускает значительно больший вращающий момент. Всего три размера отвёрток покрывают наиболее популярные диапазоны размеров.
Шляпки винтов имеют двойную насечку в одной диагонали и одинарную в другом. Производитель утверждает, что такую пару бита/винт можно устанавливать и закручивать одной рукой. Винт настолько плотно сидит на отвёртке, что практически исключается его падение.
Причём это немагнитные биты! Отвёртка несовместима с обычными винтами PH, однако винты PSD возможно открутить обычной отвёрткой.
 е. с насечками.
е. с насечками.Шлиц Pozidriv сам по себе является усовершенствованным, по сравнению с Phillips, однако и у этого шлица есть одна разновидность:
POZISQUARE-DRIV – это комбинация классического Позидрив с квадратным шлицем. Возможно, где-то у производителя опечатка в описании, но выглядит и маркируется эта бита точно так-же, как и PSD.
В общем-то и преимущества у этого шлица похожие: допускает значительно больший вращающий момент, отлично удерживает винт на бите, снижает усталость работника.
Но, помимо этого, совместим с Канадскими системами квадратных винтов!
Frearson (Fr)
PH и PZ – не единственные крестовые шлицы. Был ещё Frearson – достаточно редкий и почти забытый тип шлица. Также известен как Reed & Prince. Похож на Phillips, но имеет острое окончание и больший угол в форме V (75°). Одним из преимуществ перед Phillips заключается в том, что одна отвёртка подходит для всех размеров винтов.
Встречается в импортном морском оборудовании. Отсутствие скруглений крестообразной щели позволяет приложить большее усилие в отличие от округлых конических форм Phillips, которые были разработаны для выталкивания инструмента при высоком крутящем моменте.
Этот шлиц был разработан английским изобретателем Фреарсоном в XIX веке и производился с конца 1930-х до середины 1970-х годов. В 1987 году компания обанкротилась.
Крестовой шлиц S
Спецификации и стандарты не распространяются на шлицы меньше №0, однако, малюсеньких винтиков в современной аппаратуре великое множество. Особенно в японской. Именно поэтому японцы дополнили свой стандарт шлицов (JIS B 1012) типоразмером S. Этот тип шлицов используется для винтов диаметром до М2 и, если шляпка винта маленькая, то не более М3.
Тип S отличается от типа РH, хоть внешне можно перепутать. Более того, в самой Японии существуют два стандарта, определяющих шлицы типа S: упомянутый уже JIS B 1012 и JCIS 8-70 (англ. Japan Camera Industrial Standards – промышленные стандарты для японских камер). Фактически, это крест с минимальным закруглением внутренних углов.
Шлицы обоих стандартов почти одинаковые, за исключением более узкого наконечника, более жестких допусков у JCIS и ещё отличие у них в длине рабочей части шлицов. Встречаются шлицы S в камерах и аксессуарах к ним, в различной мелкой электронике, радиоуправляемых вертолетах.
Таким образом, японские отвёртки типоразмера РН0 отличаются от отвёрток по стандарту ISO или ГОСТ, так как сделаны под свой “родной” шлиц типа S. На фото слева можно заметить, что шляпки винтов типа S имеют более прямые внутренние углы, чем у PH.
Верхняя картинка – это батарейный отсек японской камеры Canon EOS, средняя фотка – двигатель автофокуса объектива японской камеры Olympus и нижнее фото – крышка батарейного отсека китайской игрушки.
Источник: https://www.project-house.by/screw
Классификация и разновидности бит для шуруповерта
Наличие в домашнем арсенале дрели-шуруповерта существенно упрощает проведение монтажно-строительных работ. Такой инструмент одинаково подходит как профессиональным мастерам, так и любителям, главное — правильно выбрать насадки (биты), соответствующие тому или иному виду крепежного элемента.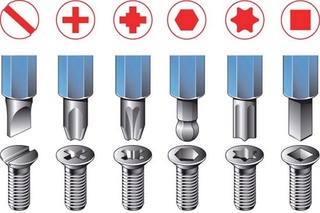 Сегодня в продаже можно встретить как отдельные насадки, так и целые наборы головок и бит.
Сегодня в продаже можно встретить как отдельные насадки, так и целые наборы головок и бит.
Классификация бит для шуруповерта
Биты — насадки-наконечники с шестью гранями, один конец которых предназначен для крепежа в патроне электроинструмента, а другой представляет собой рабочий профиль, обеспечивающий закручивание крепежного элемента (шурупа, самореза) за счет вращения стержня бит. Чтобы закручивание проходило правильно, необходимо, чтобы рабочий профиль биты соответствовал форме шлица болта, шурупа, самореза и пр.
Существующие биты под шуруповерт классифицируют по нескольким параметрам. Первый — форма рабочей части. Выделяют три основных вида данной оснастки:
- Стандартные (основные) — универсальные насадки, входящие в большинство наборов и применяемые чаще всего. Эта группа включает в себя несколько подвидов — прямые, крестообразные, звездчатые, шестигранные, квадратные. Каждая из разновидностей имеет свою толщину наконечника и длину рабочей части. Помимо стандартных вариантов, могут встречаться длинные биты для шуруповерта (от 10 до 15 см), позволяющие крепить элементы в труднодоступных местах. Например, чтобы закрепить мебельные петли;
- Специальные — оснащенные пружинными фиксаторами или ограничительными упорами. Такие насадки применяются для особых видов работ, например — прикручивание листов гипсокартона;
- Комбинированные — насадки, оснащенные сразу двумя рабочими частями разных размеров или форм.
Вторая классификация бит для шуруповерта делит их в зависимости от материала изготовления и типа покрытия. От этого параметра будет зависеть итоговая прочность насадок, их устойчивость к износу. Лучшими сплавами для изготовления насадок считаются:
- сталь R-7 – R-12;
- хром-ванадий;
- хром-молибден;
- вольфрам-молибден.
Нередко биты дополнительно имеют покрытие — титан-нитридное, из смеси титана и вольфрама или алмазное напыление.
Как выбрать биты для шуруповерта
Решая, какие биты для шуруповерта выбрать, следует определиться с целями использования инструмента — как часто вы будете это делать, с какими материалами работать чаще всего. При покупке следует обращать внимание на следующие моменты:
- форма огранки — должна подходить к типу шлица самореза, болта или шурупа. Для сбора универсального ящика инструментов, стоит приобрести сразу набор из нескольких разновидностей насадок. Примером такого приобретения может служить набор бит в чемодане 1\4 HT1S400, состоящий из 32 типов насадок, переходника для торцевых головок и магнитного держателя;
- материал изготовления и конструкция — жесткая или мягкая (торсионная).
На качественных битах обязательно должна присутствовать маркировка с указанием вида сплава, размеров, производителя. Отсутствие маркировки – показатель сомнительного качества продукции.
ГОСТ 17.4.1.02-83 Почвы. Классификация химических веществ для контроля загрязнения
Просмотров: 4255
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
Охрана природы ПОЧВЫ Nature protection. Soils. Classification of chemicals for pollution control |
ГОСТ |
Постановлением Государственного комитета СССР по стандартам от 17 декабря 1983 г. № 6107 срок введения установлен
c 01.01.85
1. Настоящий стандарт устанавливает классификацию химических веществ антропогенного происхождения по степени опасности для контроля загрязнения и прогноза состояния почв.
Классификация химических веществ, устанавливаемая настоящим стандартом, должна применяться в документации всех видов, учебниках, учебных пособиях и справочной литературе по охране природы.
Термины, использованные в настоящем стандарте, и их пояснения к ним приведены в справочном приложении 1.
2. По степени опасности химические вещества подразделяют на три класса:
1 – вещества высоко опасные;
2 – вещества умеренно опасные;
3 – вещества мало опасные.
Класс опасности химических веществ устанавливают не менее, чем по трем показателям в соответствии с таблицей.
|
Показатель |
Нормы для классов опасности |
||
|
1-го |
2-го |
3-го |
|
|
Токсичность, ЛД50 |
До 200 |
От 200 до 1000 |
Свыше 1000 |
|
Персистентность в почве, мес |
Св. 12 |
От 6 до 12 |
Менее 6 |
|
ПДК в почве, мг/кг |
Менее 0,2 |
От 0,2 до 0,5 |
Св. 0,5 |
|
Миграция |
Мигрирует |
Слабо мигрирует |
Не мигрирует |
|
Персистентность в растениях, мес. |
3 и более |
От 1 до 3 |
Менее 1 |
|
Влияние на пищевую ценность сельскохозяйственной продукции |
Сильное |
Умеренное |
Нет |
. При определении приоритетности химических веществ, попадающих в почву любым антропогенным путем, для контроля загрязнения почв следует учитывать класс опасности веществ.
При определении приоритетности химических веществ, попадающих в почву любым антропогенным путем, для контроля загрязнения почв следует учитывать класс опасности веществ.
Отнесение химических веществ к классам опасности приведено в справочных приложениях 2 и 3.
…
полную версию документа.
Биты для шуруповерта: разновидности, выбор, маркировка
Многие предпочитают приобретать биты для шуруповерта в комплектах, собранных на производстве. Однако в них обычно есть много тех, которые вряд ли пригодятся в быту либо те, предназначение которых известно далеко не всем. Чтобы определиться, какие именно насадки для инструмента вам понадобятся, стоит изучить, какие виды бит существуют и для чего они требуются.
Устройство и назначение бит
Бита представляет собой особую насадку для шуруповёрта с шестигранным хвостиком, который предназначен для качественного сцепления с одним из типов винтового сцепления. Во время приобретения насадки важно взять модель крепежа, чтобы проверить правильность выбора. В профессиональных строймагазинах предоставляется большой выбор разных бит, поэтому что-то перепутать и взять не ту очень просто.
Помимо того, стоит проверить надёжность фиксированной биты в шуруповёрте, так как это наиважнейшая часть всех строительных работ, от которой может зависеть не только качество ремонта, но безопасность строителей.
Обозначения
Безусловным фактом является то, что на каждой детали присутствует маркировка. Различают 4 типа маркировки:
Отличия состоят в виде детали и её применения. Далее на маркировке после названия идёт цифра, обозначающая ширину в первых трёх случаях и диаметр звёздочки в случае Torx.
Классификация бит по материалу и покрытию
Важным фактором качества биты является материал её изготовления, а также специальное напыление, защищающее её от повреждения внешней среды.
Самым популярным вариантом при изготовлении бит является сплав хрома и ванадия. В основном их покрывают никелем, так как он обеспечивает долговечность и прочность. Значительно повышаются параметры детали, если поверх никелевого слоя наносится вольфрам. В таком случае бита обладает антикоррозийными свойствами, которые сохранят всю конструкцию от ржавчины на много лет.
В основном их покрывают никелем, так как он обеспечивает долговечность и прочность. Значительно повышаются параметры детали, если поверх никелевого слоя наносится вольфрам. В таком случае бита обладает антикоррозийными свойствами, которые сохранят всю конструкцию от ржавчины на много лет.
Бывают биты премиум-качества, с верхним слоем из титана. Они самые дорогие, но и наиболее прочные, с огромным сроком эксплуатации.
Какие биты для шуруповерта лучше в эксплуатации?
Рассмотрим главные критерии для выбора насадок. Самые лучшие эксплуатационные способности показали биты из хрома и ванадия с титановой оболочкой либо вариант подешевле — с никелем и поверх вольфрамом.
Важные моменты при выборе бит для шуруповерта
- Перед покупкой найдите самый проверенный и надёжный строительный магазин. Предпочтительно обращаться в дорогие профессиональные торговые точки, если вам важны качество и долговечность продукции. Советуем не покупать продукцию у неизвестных источников и особенно через интернет. Качество таких бит может оказаться плохим. Хотя если вам они нужны всего на 1-2 раза использования, то можно и купить.
- Сконцентрировать внимание нужно на составе сплава изделия и его свойствах. Самым лучшим среди всех имеющихся на рынке считается молибденовый и хромовый сплав. Не покупайте биты из стали, с ними трудно работать, кроме того, они быстро становятся негодными для эксплуатации.
- Обязательно поинтересуйтесь о составе оболочки изделия. Какое оно? Если это будет титан, то качество будет выше всяких похвал.
Рекомендации по выбору бит для работы
Во-первых, надо определить для каких целей и какие насадки вам необходимы. Если же предстоят разноплановые работы с различными видами шлица, то правильнее всего будет приобрести набор самых необходимых деталей. Важнейшей частью является качество материала и покрытия. Это тоже надо выяснить и купить оптимальный для вас вариант.
Как определить, подходит ли бита к инструменту?
Неверно подобранная бита все время соскакивает или проворачивается на крепеже при работе шуруповерта, в результате ее наконечник стесывается, насадка выходит из строя раньше времени. Подходящая бита плотно фиксируется на крепежном элементе, при работе устройства не издает никаких звуков, не имеет зазоров между рабочими поверхностями.
Подходящая бита плотно фиксируется на крепежном элементе, при работе устройства не издает никаких звуков, не имеет зазоров между рабочими поверхностями.
Чтобы точно определиться с выбором, необходимо учесть все характеристики при выборе нужной продукции.
Виды бит
Ниже приводятся основные существующие разновидности бит. Чтобы правильно подобрать эту деталь для шуруповерта, необходимо знать значения маркировки, нанесенной на нее производителем, отличия моделей друг от друга и их функциональные особенности.
Выбор бит в зависимости от марок
Существует 4 основных типа бит:
- Стандарт PH – самый распространённый вариант, угол вершины которой 55 градусов. Стандарт с крестовым шлицем используют для закрепления саморезов. А многофункциональный вариант PH 2 вообще подходит почти всем известным саморезам.
- Стандарт PZ – очень схож с предыдущим, но более модифицированный.
- Стандарт SL – прямой шлиц с различной шириной. Маркировка состоит из названия стандарта и цифры после него, которая обозначает ширину в мм.
- Звезда с шестью гранями, или Torx. Представляет собой звёздочку, а размер определяется в диаметре детали (тоже в мм). Используют данный тип в конструкциях, где приходится прилагать большие усилия для затяжки крепежа.
С шестигранным шлицем (hex)
Не менее известная насадка, обладающая хорошим крутящим моментом и отсутствием возможности срыва шлица. Была разработана в 1910 г. Маркируется буквой H.
В виде звездочки (torx)
Первый раз об эксплуатации таких бит было заявлено в 1967 г. американским брендом Textron. Сейчас применяются на машиностроительных заводах и в бытовой технике. Обозначается ТХ или Т.
Под прямой шлиц
Самый первый вариант насадки – это прямой шлиц. Он был изобретен еще в XVI веке. Маркируется буквой S. Раньше был очень популярным и использовался повсеместно – и в быту, и на производстве, сейчас используется реже.
Крестообразные биты (Phillips)
Самый популярный и распространённый шлиц на сегодняшний момент. Разработке такой модели способствовало неудобство использования прямого шлица, а также порча лакировки и покрытия изделия во время закручивания, так как очень часто насадка выскакивала. Разработан Томпсоном в 1933 году, патент на использование приобретён Генри Филипсом, из-за чего они долгое время назывались по его имени — Philips. Насадка изготавливается в виде креста и маркируется буквами PH.
С квадратным шлицем (Robertson)
Насадки этого типа относят к специальным видам бит. Выглядят как обычный параллелепипед, маркируются буквой R. Применяются в строительстве и ремонтных работах. Был произведен в Канаде в 1908 г. Робертсоном и некоторое время использовался на заводах Форда.
Со шлицем tri-wing – трехлопастные
Маркируются буквами TW. Выделяются из остальных благодаря своим трём лопастям (трём отверстиям в шурупе). Применяются в сборке и разборке бытовых электрических приборов. Такую модель разработала компания «Филипс» в 1958 г. Размеры обозначаются символами Gr и бывают от 1 до 6.
С антивандальным шлицем (spanner head)
Также называют «змеиным глазом». Маркируется SP. Используют для защиты от вандализма и краж: так как этот шлиц очень редко применяется, то и специальной отвёртки для него не найдётся, что позволяет защитить личную собственность. К примеру, таким шурупом можно прикрутить номера машины.
Torq-set четырехлопастные
Типичный аналог Три-Винг, отличается лишь количеством «крыльев» (их четыре). Применение этой насадки встречается очень редко. Обозначается буквами Gr, а размеры бывают от 4 до 10.
Крестообразная бита со шлицем ph и TiN покрытием
Насадку изготавливают из закаленной стали и покрывают сплавом нитрида титана (TiN), благодаря чему она имеет очень твердую поверхность и рассчитана на большие нагрузки. Существует 3 размера: PH 1, 2, 3.
Классическая бита с прямым шлицем
Основное достоинство биты – повышенная твердость. Поверхность защищена от эрозий. Главные критерии этой биты — ширина и толщина, имеющие нормативное соотношение. Ширину обычно указывают на изделии — от 3 до 9 мм, в отличие от толщины (0,5-1,6 мм).
Удлиненная бита под прямой шлиц
Аналогична прямым шлицам, отличие составляет длина жала – от 5 до 10 см. Также обозначается буквой S. Благодаря подобной насадке работы проводятся более точно, также ей удобно проводить мелкие монтажные работы.
Классическая бита «звездочка» (torx)
В Европе данная насадка набрала огромную популярность. Отличается своим крепким соприкосновением с поверхностью винта или шурупа. Легко можно закрутить или выкрутить, а всё благодаря шести граням. Самые распространённые варианты размеров от Т8 до Т40. Маркируется как ТХ, либо просто Т.
Классическая бита шестигранной формы
Эти насадки дают возможность удобной работы с шурупами и саморезами. А всё благодаря широкой площади соприкасания с крепежами. Используются во всех странах мира. Габариты от 1,5 до 10 мм.
Бита шестигранной формы с отверстием внутри
Очень удобная и надёжная насадка, легкая и простая в обращении. Не скользит, удобно работать. Габариты бывают от 1,5 до 6 мм.
Классическая бита «вилка»
Насадки такого типа производятся из высокопрочной стали. По виду напоминает вилку с двумя кончиками и прорезью между ними. Существует только четыре размера: Gr 4,6,8,10.
Из какого материала выбрать качественную биту и где ее купить?
Лучший материал изготовления — сплав никеля с молибденом либо хром с покрытием из титана. Покупать насадки необходимо в профильных магазинах с отличной репутацией и всей необходимой документацией. Доверяйте только проверенным торговым точкам.
Удлиненная бита с четырьмя гранями
Эта насадка довольно редка в использовании. Размеры варьируются в трех вариантах, а длина составляет от 50 до 70 мм.
Биты для шуруповёрта под плоский шлиц
Плоский наконечник чаще всего используют в ремонте машин и на производствах. Самый востребованный размеры шлица – от трёх до семи.
Биты типа «т»
T – это маркировка бит Torx в виде звёздочки. Применяется везде и на любом производстве: машино- и самолётостроение, технике и многом другом. Очень удобен в эксплуатации.
Специальные биты
К специальным битам можно отнести узкопрофильные изделия, которые в реальной жизни редко либо вообще не встречаются. К ним можно отнести, к примеру, tri-wing и другие насадки.
Лучшие наборы бит
Среди огромного ассортимента выпускаемых ныне насадок и тем более их наборов легко растеряться и сделать неправильный выбор. Однако есть критерии, на которые стоит ориентироваться, чтобы приобрести оптимальный набор.
Премиум-сегмента
Сюда относятся дорогостоящие наборы с качественным шуруповёртом, где все основные механизмы выполнены из закалённой стали и ко всему биты в наборе сделаны из никель-хромового сплава с покрытием из титана. Высочайшее качество.
Среднего сегмента
Надёжный шуруповёрт и среднего качества насадки. Материал изготовления представляет собой молибден-вольфрамовую основу с покрытием из никеля. Отличный середнячок, который прослужит вам долго. Лучше купить наборы данного сегмента и не переплачивать.
Бюджетные
В этой категории представлены биты из стали, которая быстро стирается и становится непригодной к работе, а также сам шуруповёрт сделан некачественно, благодаря чему быстро ломается, а все механизмы изнашиваются.
Выбор необходимого оборудования зависит от задач, которые предполагается решать с его помощью. Широкий ассортимент бит для шуруповёрта позволяет подобрать самый подходящий вариант по цене, качеству и составу. Будет ли это целый набор или всего несколько насадок, решать вам. Главное, приобретать качественную продукцию, которая послужит вам не один раз.
О битах, байтах и скорости интернет соединения
121534 08.08.2009Поделиться
Класснуть
Поделиться
Твитнуть
Для начала попробуем разобраться, что же такое биты и байты. Бит это самая наименьшая единица измерения количества информации. Наравне с битом активно используется байт. Байт равен 8 бит. Попробуем изобразить это наглядно на следующей диаграмме.
Думаю, с этим все понятно и не имеет смысла останавливаться подробнее. Так как бит и байт это очень маленькие величины, то в основном они используются с приставками кило, мега и гига. Наверняка вы слышали о них еще со школьной программы. Общепринятые единицы и их сокращения мы соединили в таблицу.
| Название | Аббревиатура английская | Аббревиатура русская | Значение |
|---|---|---|---|
| бит | bit (b) | б | 0 или 1 |
| байт | Byte (B) | Б | 8 бит |
| килобит | kbit (kb) | кбит (кб) | 1000 бит |
| килобайт | KByte (KB) | КБайт (KБ) | 1024 байта |
| мегабит | mbit (mb) | мбит (мб) | 1000 килобит |
| мегабайт | MByte (MB) | МБайт (МБ) | 1024 килобайта |
| гигабит | gbit (gb) | гбит (гб) | 1000 мегабит |
| гигабайт | GByte (GB) | ГБайт (ГБ) | 1024 мегабайта |
Теперь попробуем определиться с величинами измерения скорости интернет соединения.
Говоря понятным языком, скорость подключения это количество получаемой или отправляемой вашим компьютером информации в единицу времени. В качестве единицы времени в данном случае принято считать секунду а в качестве количества информации кило или мегабит.
Таким образом, если ваша скорость 128 Kbps это означает, что ваше соединение имеет пропускную способность 128 килобит в секунду или же 16 килобайт в секунду.
Много это или мало судить вам. Для того чтобы более материально почувствовать вашу скорость рекомендую воспользоваться нашими тестами. Определить время, необходимое для закачки файла, определенного вами размера, при вашей скорости подключения. Также вы можете посмотреть, файл какого объема вы сможете скачать за определенный вами период времени при вашей скорости подключения.
Используя наши тесты необходимо помнить и учитывать, что наш сервер, на котором собственно и расположены все эти тесты находится от вашего компьютера достаточно далеко и соответственно на результатах может сказываться как загруженность нашего сервера (на нашем сайте в часы пик одновременно производят замер скорости соединения более 1000 человек), так и загруженность интернет линий.
Если бы наш сервер стоял за одним столом с вашим компьютером и они были бы подключены друг к другу одним проводом, тогда можно было бы вести речь о наиболее точных результатах. В нашем же случае, как показывает практика, подключение вашего компьютера к нашему серверу для тестирования происходит в среднем через 10 других серверов.
Поделиться
Класснуть
Поделиться
Твитнуть
Please enable JavaScript to view the comments powered by Disqus.Cisco QoS – классификация и маркировка – Twistedminds
Различия между классификацией пакетов и маркировкой есть и они весьма существенны. Когда устройство смотрит на содержимое пакета, адрес отправителя, адрес получателя или на любую другую информацию содержащуюся в пакете и затем помещает этот пакет в отдельный класс на основании изученных сведений – это классификация.
Маркировка – есть своеобразное окрашивание трафика в зависимости от важности. В процессе маркировки устройство записывает определенную информацию в тело пакета или фрейма для того, чтобы помочь вышестоящим устройствам принимать решения по классификации без необходимости определять тип трафика снова.
Является ли маркировка обязательной для работы QoS? Нет, но она помогает сохранить ресурсы других устройств в сети, занимающихся коммутацией или маршрутизацией, так как поиск определенных полей в заголовке пакета операция во много раз более дешевая, чем анализ l5-l7 с помощью того же NBAR. Именно по этому Cisco советует маркировать пакеты как можно ближе к источнику трафика, в том случае если вы ему доверяете. Если телефон в состоянии маркировать свой трафик – отлично, пусть это будет телефон.
Trusted Boundaries
Что имеется ввиду под “доверием к маркировке”? Cisco использует понятие trust boundary, чтобы обозначить зону доверия, место, начиная с которого предоставленная в специфический полях фрейма или пакета информация может считаться достоверной.
Информация, которая не считается достоверной, переопределяется как раз на границе такой зоны доверия.
Маркировать пакеты можно как на втором, так и на третьем уровне модели OSI.
Маркировка на канальном уровне
- Class of Service (COS) – поле в 3 бита, позволяющее маркировать ваш трафик 8-ю различными способами.
- Frame Relay Discard Eligible (DE) bit – поле в один бит. В случае затора трафик, с установленным битом в поле DE, первый в списке на отсечение.
- ATM Cell Loss Priority (CLP) bit – та же концепция, что и выше.
- MPLS
EXP (experimental)/ TC (traffic class) bits.
Маркировка второго уровня обычно обрезается на MLS и маршрутизаторах. Маркировка сетевого уровня, понятное дело, от таких недостатков не страдает.
Маркировка на сетевом уровне
- IP Precedence (IPP) – значение, использующее первые 3 бита поля Type of Service (ToS) в заголовке пакета, позволяющее установить одно из значений от 0 до 7, где 0 наименее важный трафик, а 7 наиболее важный. Значения 6 и 7 зарезервированы и предназначены для протоколов маршрутизации и сигнализации (таких на BFD). Данные в IPP могут быть загружены из поля CoS.
precedence data type protocol/application example 0 – routine Low–priority data web, bittorrent 1 – priority Medium–priority data SQL, AD 2 – immediate High-priority data Citrix ICA, Salesforce 3 – flash Call Signnaling RTCP 4 – flash-override VideoСonferencing WebEx, GoToMeeting 5 – critical Voice RTP 6 – internet control reserved 7 – network control reserved Проблема с IPP состоит в том, что мы не можем сказать какое приложение нам более важно – WebEx или GoToMeeting, репликация AD или MSSQL. IPP просто не обладает достаточной гибкостью. Here comes DSCP.
- Differential Service Code Point (DSCP) использует все 8 бит поля ToS, которое было переименовано в DS – Differential Services. DSCP имеет обратную совместимость с IPP благодаря первым 3ем битам. Достигается она следующим образом: устройства, не подразумевающие о DSCP продолжают доверять IPP битам, а более современные девайсы в состоянии понять, что в внутри класса с precedence 2 могут существовать вложенные классы с разной степенью важности.Биты с 0 по 5 используются для DSCP, а последние два для Explicit Congestion Notification (ECP). ECP пока отложим в сторону, а вот про DSCP имеет смысл поговорить несколько более развернуто.
DSCP
Default Forwarding
В предыдущей статье существовал такой class defaut, трафик, принадлежащий к которому имел IPP = 0 и доставлялся по принципу best effort. С DSCP ничего не поменялось – если все биты от 0 до 5 установлены в 0 – это как раз и есть наше первое значение – Default Forwarding (DF). Его принимают либо не маркированные пакеты, либо пакеты обладающие наименьшим приоритетом.
Class Selector
Одновременно такая категория default является и первым class selector’ом (CS) – CS0, которые по сути представляют собой значения IPP и имеют только первые 3 бита значимыми. Последние 3 бита в CS0-CS7 равны нулю (xxx 000).
Assured Forwarding
Как только вы начинаете указывать 3-5 биты в рамках CS начиная с первого CS1 (001xxx) и заканчивая CS4 (100xxx) включительно, появляются 4 новых подтип пересылки пакетов – Assured Forwarding (AF) – AF1-4.
Expedited Forwarding
И так вы “доходите” до CS5 (101000), который, как вы помните, соответствует IPP 5 – наибольшему значению, которое рекомендуется назначать трафику. Все животные равны, но некоторые ровнее, по этому в рамках CS5 существует отдельный класс, позволяющий повысить приоритет в рамках CS5 – Expedited Forwarding (EF) (101110). Это буквально говорит нам о том, что данный трафик обладает исключительными требованиями к полосе пропускания, потере пакетов, задержке и джиттеру. На EF не распространяется правило Drop Preference, свойственное AF, но об это ниже.
Drop Preference
Следующая вещь, которую стоит осмыслить, это так называемая Drop Preference. Если в рамках первых трех бит важность трафика нарастает от CS0 до CS7, то следующие 3 бита указывают на вероятность данного типа трафика быть отброшенным при образовании затора. Иными словами при возникновении затора в рамках AF2 трафик, попавший в класс AF21 (010010), будет с большей вероятностью доставлен чем трафик, попавший в класс AF23 (010110).
Тут я остановился, перечитал то, что я написал, поставил себя на место читателя и выложил кирпич. К несчастью лучше объяснить я не могу и, надеюсь, следующая табличка поможет разобраться лучше:
Классификация долота– Техника бурения
За прошедшие годы производители долот разработали множество различных типов долот для бурения различных пластов, встречающихся в буровой промышленности. К ним относятся: I) долота для твердых и мягких пород, 2) долота со специальными подшипниками, 3) улучшенные системы смазки и 4) специальные функции для достижения определенной цели. Сложность выбора подходящей коронки еще больше усложнилась, поскольку
- Рис. 7-16 Изношенные биты (любезно предоставлено Smith Tool Co.)
Рис. 7-17 Износ калибра долота (предоставлено Smith Tool Co.)
Производителииспользуют разные идентификационные имена для бит, которые практически одинаковы от одного производителя к другому.
Этот массив названий и номенклатуры долот вызвал необходимость в стандартизированной системе классификации. В 1972 году Международная ассоциация буровых подрядчиков (IADC) приняла трехзначную систему классификации для номенклатуры ударов роликов. Большинство производителей долот приняли эту систему и обычно используют код IADC, нанесенный на транспортировочную коробку долота, а также фирменное наименование отдельной компании.Система IADC была позже принята API и теперь представлена как API Recommended Practice 7G.
Система использует трехзначный код для классификации, который выглядит следующим образом:
Где:
A = число от I до 8, известное как основной класс B = число от I до 4, известное как подгруппа C = число от 1 до 9, известное как особенность
Общая классификационная таблица представлена на рис. 7-18.
Основной класс или группа подразделяются на зубья фрезы (зубья, обработанные как неотъемлемая часть конуса) с цифрами от 1 до 3 и насадки со вставками (зубья
- Рис.7-18 Таблица классификации долот (предоставлено Security Rock Bit)
сегментов из карбида вольфрама, вставленных в конус) с цифрами от 4 до 8. Индивидуальные описания каждого класса приведены в Таблице 7-6,
.Каждая основная группа подразделяется на четыре подгруппы, обозначаемых второй цифрой трехзначного кода. Возрастающие цифры обозначают шаг к следующей более высокой группе. Например, долото 1-2 – это долото с фрезерным зубом, предназначенное для бурения пластов с немного большей прочностью на сжатие, чем требуется для долота l-l.
Третья цифра в трехзначном коде обозначает специальную функцию или комбинацию специальных функций. Обозначение и описание каждого показано в Таблице 7-7. Обратите внимание, что специальная группа 9 зарезервирована для производителей, чтобы перечислить биты, конструкция которых является собственностью их компании.
Таблица 7-6 Описание классификации основных групп
Формирование номера группы
Фрезы зубчатые
1 Мягкие образования низкой прочности на сжатие и высокой глубины сверления –
способность
2 Пласты средней и средней твердости с высокой прочностью на сжатие
3 Твердые, полуабразивные или абразивные образования
Вставные биты
4 Очень мягкие образования
5 От мягких до средних пород с низкой прочностью на сжатие
6 Среднетвердые образования с высокой прочностью на сжатие
7 Твердые, полуабразивные и абразивные образования
8 Чрезвычайно твердые и абразивные образования
Таблица 7-7 Специальные группы битового кодирования
Артикул.Идентификация
Таблица 7-7 Специальные группы битового кодирования
1 | Стандартный |
2 | Воздух |
3 | Калибровочная вставка |
4 | Роликовый подшипник |
5 | Уплотнение подшипника и защита манометра |
6 | Подшипник фрикционного уплотнения |
7 | Подшипник качения и защита манометра |
8 | Направленная |
9 | Другое |
Продолжить чтение здесь: Битовые конусы
Была ли эта статья полезной?
КЛАССИФИКАЦИЯ БИТОВ IADC PDC– Руководство по бурению
Система классификации IADC для фиксированных фрез (PDC)
История битов PDC
Поликристаллические алмазные материалы для использования в долотах из поликристаллического алмаза (PDC) являются одним из наиболее важных достижений в области материалов для бурового инструмента за последние годы.Биты с фиксированной головкой вращаются как одно целое и не содержат отдельно движущихся частей. Когда в долотах с фиксированной головкой используются резцы PDC, их обычно называют битами PDC. С момента их первого производства в 1976 году популярность долот, использующих резцы PDC, неуклонно росла, и они почти так же распространены, как долота с шарошечным конусом во многих областях бурения.
Что такое система классификации сверл IADC PDC?
Система классификации долот IADC PDC, разработанная Международной ассоциацией буровых подрядчиков, является представительным голосом бурильщиков во всем мире с 1940 года.Эта система позволила бурильщикам во всем мире обмениваться информацией с использованием стандартной номенклатуры и методов классификации по затуплению для буровых долот PDC и триконов. Эта система не так широко используется для буровых долот PDC, как для триконов, поскольку система IADC для триконов используется во всем мире. Однако полезно знать систему классификации IADC для буровых долот PDC.
Как классифицировать сверла PDC с использованием системы классификации IADC?
Коды системы классификации буровых коронок IADC PDC состоят из 4 символов: Первый символ кода бурового долота IADC PDCПервая буква классификационного кода IADC для долота PDC описывает материал корпуса , и это либо:
1) M для корпуса матрицы
«Матрица» – очень твердый, довольно хрупкий композиционный материал, состоящий из зерен карбида вольфрама, металлургически связанных с более мягкой и прочной металлической связкой.Матрица желательна как битовый материал, поскольку ее твердость устойчива к истиранию и эрозии. Он способен выдерживать относительно высокие сжимающие нагрузки, но, по сравнению со сталью, имеет низкую стойкость к ударным нагрузкам.
2) S для стального кузова.
Сталь металлургически противоположна матрице. Он способен выдерживать высокие ударные нагрузки, но относительно мягкий и без защитных свойств быстро выходит из строя из-за истирания и эрозии. Качественные стали по существу однородны, и их конструктивные ограничения редко удивляют пользователей. Второй символ кодов бурового долота IADC PDCАлмаз – самый твердый из известных материалов.Эта твердость дает ему превосходные свойства для резки любого другого материала. PDC чрезвычайно важен для бурения, потому что он объединяет крошечные недорогие искусственные алмазы в относительно большие сросшиеся массы случайно ориентированных кристаллов, которые могут быть сформированы в полезные формы, называемые алмазными столиками. Вторая буква кода классификации IADC для долота PDC описывает плотность резца. Как известно, чем больше вы увеличиваете количество резцов PDC, тем больше долото PDC может бурить более твердые породы.(дополнительную информацию см. в статье о конструкции долота PDC ).
Этот символ кода IADC находится в диапазоне от 1 до 4 для битов PDC и от 6 до 8 для битов Diamond, как показано ниже.
- Для долот PDC: варьируется от 1 для мягких пород до 4 для твердых пород
- 1 относится к 30 или менее резцам 1/2 дюйма
- 2 относится к 30-40 резцам
- 3 обозначает от 40 до 50 резцов
- 4 относится к 50 или более резцам.
- Для алмазных коронок: варьируется от 6 для мягких пород до 8 для твердых пород
- 6 относится к алмазам размером более 3 камней на карат
- 7 означает от 3 камней до 7 камней на карат
- 8 относится к размерам менее 7 камней на карат.
- Цифры 0, 5 и 9 зарезервированы для использования в будущем.
Как правило, большие резцы PDC (от 19 до 25 мм) более агрессивны, чем маленькие.Однако они могут увеличивать колебания крутящего момента. Фрезы PDC меньшего размера (8 мм, 10 мм, 13 мм и 16 мм) в некоторых областях применения показывают более высокую скорость проходки, чем большие резцы. Одним из таких применений является, например, известняк. (дополнительную информацию см. в статье о конструкции долота PDC)
Кроме того, мелкие резцы производят меньшие обрезки, в то время как большие резаки производят более крупные обрезки. Крупный шлам может вызвать проблемы с очисткой скважины, если буровой раствор не может унести шлам.
Третья буква кода классификации IADC для бита PDC описывает размер фрезы.
- Для долот PDC
1 обозначает резец диаметром более 24 мм для глины, мергеля, гумбы и рыхлых песков.
2 означает 14-24 мм,
3 означает 13,3 мм (1/2 дюйма), а
4 используется для меньшего диаметра 8 мм.
Третья буква классификационного кода IADC для алмазных коронок описывает тип фрезы.
- Для алмазных коронок: третья цифра представляет тип алмаза
1 указывает на натуральные алмазы
2 на материал TSP
3 представляет смешанные природные алмазы, а TSP
4 применяется только к битам с самой высокой плотностью указывает на импрегнированную алмазную коронку.
Четвертый символ кодов бурового долота IADC PDC дает базовое описание профиля долота.Профиль долота влияет как на чистку, так и на стабильность долота PDC. Двумя наиболее широко используемыми профилями являются: двойной конус и полый конус (дополнительную информацию см. В статье о конструкции долота PDC )
Эта четвертая буква кода IADC находится в диапазоне от 1 до 4, где:
1 обозначает долото PDC с «рыбьим хвостом», «плоское» TSP и долото из природного алмаза.
2, 3 и 4 указывают на все более длинные профили долота
| ПЕРЕСМОТРЕННАЯ ТАБЛИЦА СИСТЕМЫ КЛАССИФИКАЦИИ (PDC) |
| Классификация алмазных коронок |
Полезные документы для системы классификации битов IADC PDC
Классификация долот PDC по управляемости
Резюме статьи : С появлением роторных управляемых систем (RSS) снова возникла техническая проблема, касающаяся конструкции долота для конкретного направленного применения.Сегодня долото должно быть специально разработано для использования с конкретной направленной системой: роторная компоновка низа бурильной колонны (КНБК), управляемый забойный двигатель или RSS. Причина в том, что долото должно иметь способность правильно и быстро реагировать на боковую силу, прикладываемую системой рулевого управления, чтобы инициировать отклонение. Для этого долото должно иметь заданную управляемость, совместимую с системой направления, чтобы обеспечить оптимальный потенциал изгиба. Новое поколение систем направленного бурения отличает «наведение долота» от «толкания долота».«Как следствие, направленная характеристика долота – ключевой фактор, который операторы и бурильщики наклонно-направленного бурения должны знать, чтобы произвести хорошую адаптацию между долотом и КНБК. Однако на данный момент не существует стандартного метода классификации долот по управляемости и ходьбе. На основе всестороннего анализа направленного поведения долот из поликристаллического алмаза (PDC) (численное моделирование, пилотные и полевые испытания) была разработана простая методология, которая определяет и оценивает их управляемость и склонность к ходьбе.Эта методология используется для классификации битов PDC, определенных с помощью их кодов профиля битов IADC. Поскольку PDC бита управляемость в основном является функция бита профиля, калибровочных резцов и калибровочной колодки, некоторые рекомендации по проектированию приведены в отношении этих трех частей. Для каждого кода профиля долота IADC управляемость долота и склонность долота оцениваются с помощью некоторых формул, связывающих только высоту и длину профиля резания. Также даны некоторые рекомендации относительно длины измерительной колодки и характеристик резца для достижения улучшенной управляемости.Этот простой метод, основанный на геометрических критериях, позволяет быстро оценить не только управляемость долота PDC, но также максимальный потенциал изгиба, достижимый долотом, когда он соединен с системой рулевого управления.
Нравится:
Нравится Загрузка …
Классификация долотаPDC по управляемости | SPE Drilling & Completion
Сводка
С появлением роторных управляемых систем (RSS) снова возникла техническая проблема, касающаяся конструкции долот для конкретного направленного применения.Сегодня долото должно быть специально разработано для использования с конкретной направленной системой: роторная компоновка низа бурильной колонны (КНБК), управляемый забойный двигатель или RSS. Причина в том, что долото должно иметь способность правильно и быстро реагировать на боковую силу, прикладываемую системой рулевого управления, чтобы инициировать отклонение. Для этого долото должно иметь заданную управляемость, совместимую с системой направления, чтобы обеспечить оптимальный потенциал изгиба.
Новое поколение систем направленного бурения отличает «наведение долота» от «толкания долота».«Как следствие, характеристика направленности долота является ключевым фактором, который операторы и бурильщики наклонно-направленного бурения должны знать, чтобы обеспечить хорошую адаптацию между долотом и КНБК. Однако в настоящее время нет стандартного метода классификации долот по управляемости и ходьбе. тенденция.
На основе всестороннего анализа направленного поведения долот из поликристаллического алмаза (PDC) (численное моделирование, пилотные и полевые испытания) была разработана простая методика, которая определяет и оценивает их управляемость и склонность к ходьбе.Эта методология используется для классификации битов PDC, определенных с помощью их кодов профиля битов IADC.
Поскольку PDC долото управляемость в основном является функцией бита профиля, калибровочных резцов и калибровочной колодки, некоторые рекомендации по проектированию приведены в отношении этих трех частей. Для каждого кода профиля долота IADC управляемость долота и склонность долота оцениваются с помощью некоторых формул, связывающих только высоту и длину профиля резания. Также даны некоторые рекомендации относительно длины измерительной колодки и характеристик резца для достижения улучшенной управляемости.
Этот простой метод, основанный на геометрических критериях, позволяет быстро оценить не только управляемость долота PDC, но также максимальный потенциал дуги, достижимый долотом, когда он соединен с системой рулевого управления.
Введение
Сегодня хорошо известно, что направленное поведение буровой системы представляет собой сложную взаимосвязь между реактивностью направленности долота и механическим поведением направленной системы, но возможный эффект горных пород считается.В этой статье основное внимание уделяется направленному поведению долот PDC, характеризующемуся их тенденцией к перемещению и управляемостью.
В предыдущей статье 2 отмечалось, что управляемость долота и тенденция к перемещению в основном зависели от профиля долота и характеристик калибра-резца и площадки. В этой статье мы предлагаем простую методологию классификации битов PDC, определяемых их кодами профиля битов IADC (показаны на рис. 1 ). Эта методология основана на недавнем исследовании направленного поведения долот PDC на основе теоретических моделей, численного моделирования, а также пилотных и полевых испытаний. 2
Предпосылки
Определение.
Направленное поведение долота PDC обычно характеризуется его склонностью к перемещению и управляемостью. Для количественной оценки тенденции ходьбы Ho 3 ввел угол ходьбы, который представляет собой угол, измеренный в плоскости, перпендикулярной оси долота, между направлением боковой силы, приложенной к долоту, и направлением бокового смещения долота. 2 Угол отклонения количественно определяет собственное азимутальное поведение долота PDC.
Управляемость долота ( B S ) соответствует способности долота под действием поперечных и осевых сил инициировать боковое отклонение. Управляемость долота может быть определена как отношение поперечной способности к осевому бурению.
Боковое бурение ( D шир ) определяется как поперечное смещение на один оборот долота в зависимости от боковой силы. Осевая способность бурения ( D ax ) представляет собой осевое проникновение на один оборот долота по сравнению свес на долоте (WOB). B S (эквивалентно индексу анизотропии долота 3,4 ), как правило, находится в диапазоне от 0,001 до 0,1 для большинства долот PDC, в зависимости от профиля резания, калибра резцов и характеристик калибровочной площадки, так как оценивается здесь. Высокая управляемость долота подразумевает сильную склонность к боковому отклонению, что обеспечивает максимальный потенциал изгиба.
Битовая конструкция.
Долото PDC должно иметь некоторые требования к стабилизации и долговечности, а также способность правильно и быстро реагировать на боковую силу, прикладываемую системой рулевого управления для инициирования отклонения.Для этого долото должно иметь управляемость, совместимую с системой направления. Конструкция долота должна учитывать три части (см. , рис. 2, ), которые взаимодействуют с горной породой – режущую структуру (в основном режущий профиль и задний передний угол), активный калибр (калибровочные фрезы или триммеры), и пассивный датчик (обычно называемый измерительной площадкой).
Система классификации долот с фиксированными фрезами IADC 1987 года | Конференция и выставка SPE / IADC по бурению
Международная ассоциация буровых подрядчиков (IADC) приняла новый метод классификации буровых долот с фиксированным резцом (алмазных) в соответствии с их конструктивными особенностями.Семь конструктивных особенностей описываются четырехзначным кодом. Кодекс применяется в равной степени к буровым долотам и корончатым коронкам с природным алмазом, поликристаллическим алмазным компактом (PDC), термостойким поликристаллическим (TSP) алмазом или любым другим типом фиксированных режущих элементов.
Примеры типичных конструкций долот с фиксированными резцами показаны вместе с соответствующим классификационным кодом IADC.
Ожидается улучшение использования долот с фиксированными резцами за счет использования нового кода классификации IADC в сочетании с первым в истории стандартом классификации IADC по затуплению для долот с фиксированными резцами.
Введение
Более 200 самых разнообразных стилей сверл с фиксированными резцами продаются под разными торговыми наименованиями как минимум 10 крупными производителями и множеством более мелких производителей. Сопоставимое количество дополнительных стилей было продано в прошлом, и множество, несомненно, будет предложено в будущем. Из-за нестандартного характера изготовления фиксированные фрезы часто модифицируются на заводе в соответствии с конкретным применением, для которого устройство было заказано.Таким образом, под одним и тем же названием модели создается множество версий конкретного продукта.
Все это указывает на то, что на нефтяном месторождении используются бесчисленные разновидности фиксированных долот. Это представляет собой серьезную проблему для буровика, который желает (1) определить из отчетов о долотах, какие стили были опробованы в прошлом, (2) связать конструкцию и производственную практику с производительностью и рентабельностью, и (3) быть в курсе битовый рынок, чтобы в будущем можно было делать лучший выбор продуктов.
В качестве примера читателя просят представить отличительные черты следующих 10 моделей фиксированных фрез: LX222, TT593, K851, RP25, Gorilla, Weasel, DS23, Ch33, PD7 и B17. Сами по себе названия содержат мало подсказок, если таковые вообще имеются, о дизайне продукта.
В этой статье описывается простая система кодирования, которая помогает разработать «мысленную картинку бита». Четыре символа используются для описания семи конструктивных особенностей любого типа фиксированной фрезы. Таким образом, имя бита, связанное с четырехзначным кодом проекта, приобретает гораздо большее значение.Эта система была разработана для IADC с участием множества производителей долот, буровых подрядчиков и крупных операторов. Он называется Стандартом классификации долот с фиксированными резцами IADC 1987 года.
Термин «стационарный резец» используется как наиболее правильное описание широкой категории буровых долот с конусом без ролика. Режущие элементы могут состоять из любого подходящего материала. На сегодняшний день несколько типов алмазных материалов используются почти исключительно для бурения нефтяных скважин с фиксированным резцом. Это приводит к широкому использованию термина «алмазные долота» применительно к конструкциям фиксированных резцов.
Классификация долот PDC по управляемости
С появлением роторных управляемых систем (RSS) снова возникла техническая проблема, касающаяся конструкции долот для конкретного направленного применения. Сегодня долото должно быть специально разработано для использования с конкретной направленной системой: роторная компоновка низа бурильной колонны (КНБК), управляемый забойный двигатель или RSS. Причина в том, что долото должно иметь способность правильно и быстро реагировать на боковую силу, прикладываемую системой рулевого управления, чтобы инициировать отклонение.Для этого долото должно иметь заданную управляемость, совместимую с системой направления, чтобы обеспечить оптимальный потенциал изгиба. Новое поколение систем направленного бурения отличает «наведение долота» от «толкания долота». Как следствие, характеристика направленности долота является ключевым фактором, который операторы и бурильщики наклонно-направленного бурения должны знать, чтобы обеспечить хорошую адаптацию между долотом и КНБК. Однако на данный момент не существует стандартного метода классификации долот по управляемости и ходьбе.На основе всестороннего анализа направленного поведения долот из поликристаллического алмаза (PDC) (численное моделирование, пилотные и полевые испытания) была разработана простая методология, которая определяет и оценивает их управляемость и склонность к ходьбе. Эта методология используется для классификации битов PDC, определенных с помощью их кодов профиля битов IADC. Поскольку PDC бита управляемость в основном является функция бита профиля, калибровочных резцов и калибровочной колодки, некоторые рекомендации по проектированию приведены в отношении этих трех частей.Для каждого кода профиля долота IADC управляемость долота и склонность долота оцениваются с помощью некоторых формул, связывающих только высоту и длину профиля резания. Также даны некоторые рекомендации относительно длины измерительной колодки и характеристик резца для достижения улучшенной управляемости. Этот простой метод, основанный на геометрических критериях, позволяет быстро оценить не только управляемость долота PDC, но также максимальный потенциал изгиба, достижимый долотом, когда он соединен с системой рулевого управления.Вступление Сегодня общепризнано, что направленное поведение буровой системы представляет собой сложную взаимосвязь между реактивностью направленности долота и механическим поведением направленной системы, но также необходимо учитывать возможный эффект горных пород1 (анизотропию). В этой статье основное внимание уделяется направленному поведению долот PDC, характеризующемуся их тенденцией к перемещению и управляемостью. В предыдущей статье2 отмечалось, что управляемость долота и тенденция к перемещению в основном зависят от профиля долота и характеристик калибра-резца и пластины.В этой статье мы предлагаем простую методологию классификации битов PDC, определяемых их кодами профиля битов IADC (показанными на рис. 1). Эта методология основана на недавнем исследовании направленного поведения долот PDC на основе теоретических моделей, численного моделирования, а также пилотных и полевых испытаний. Фон Определение Направленное поведение долота PDC обычно характеризуется его склонностью к перемещению и управляемостью. Для количественной оценки тенденции ходьбы Ho3 ввел угол ходьбы, который представляет собой угол, измеренный в плоскости, перпендикулярной оси долота, между направлением боковой силы, приложенной к долоту, и направлением бокового смещения долота.2 Угол отклонения количественно определяет собственное азимутальное поведение долота PDC. Управляемость долота (BS) соответствует способности долота под действием поперечных и осевых сил инициировать боковое отклонение. Управляемость долота может быть определена как отношение поперечной способности к осевому бурению. Уравнение 1 Поперечная способность к бурению (Dlat) определяется как поперечное смещение на один оборот долота в зависимости от боковой силы. Осевая способность бурения (Dax) представляет собой осевое проникновение на один оборот долота в зависимости от нагрузки на долото (WOB).BS (эквивалентный индексу анизотропии долота3,4) обычно находится в диапазоне от 0,001 до 0,1 для большинства долот PDC, в зависимости от профиля резания, толщины резцов и характеристик калибровочной площадки, как оценивается здесь. Высокая управляемость долота подразумевает сильную склонность к боковому отклонению, что обеспечивает максимальный потенциал изгиба. Бит Дизайн Долото PDC должно иметь некоторые требования к стабилизации и долговечности, а также способность правильно и быстро реагировать на боковую силу, прикладываемую системой рулевого управления для инициирования отклонения.Для этого долото должно иметь управляемость, совместимую с системой направления. Конструкция долота должна учитывать три части (см. Рис. 2), которые взаимодействуют с горной породой – режущую структуру (в основном режущий профиль и задний передний угол), активный калибр (калибровочные фрезы или триммеры) и пассивный датчик (условно называемый измерительной площадкой).
Таблица классификации долот iadc – Objektiv
Выбор конических долот.
Буровые коронки Буровые долота Ppt Видео онлайн Скачать.
Классификация долот Drilling Engineering Netwas Group Oil.
Классификация Iadc для битов Pdc.
Описание бурового долотаи выбор долота Часть 1.
Классификация битов Pdc.
Классификационная номенклатура Iadc для сверл Pdc.
Буровые коронки Буровые долота Ppt Видео онлайн Скачать.
Буровые работы по выбору роликовых конических долот.
Система классификации Iadc Kc Bit.
Iadc Роликовые конусные биты для глухой сортировки Halliburton.
Rock Bit Products Tix Tsk Tix Holdings Company Limited.
Сверла Atlas Copco Secoroc Focus созданы для отличных результатов.
Таблица марок сверл Ключевые слова предложения Drill.
Таблица оценки битов Pdc Ключевые слова предложения по теме Pdc.
Таблица оценки битов Pdc Ключевые слова предложения по теме Pdc.
Буровые работы по выбору роликовых конических долот.
Гидравлический профиль долота Pdc – ключ к сокращению.
Компоненты и выступления Bha.
Iadc Dull Grading.
Справочник по профилированию тупых долот. Отлично подходит для справки.
9-битная градация 2.
Буровые коронки Буровые долота Ppt Видео онлайн Скачать.
Таблица оценки битов Pdc Ключевые слова предложения по теме Pdc.
Ep1769135b1 Хранение методов, аппаратов и программ.
Что означает код Iadc Firmtech.
8-битный выбор.
Справочник по профилированию тупых долот. Отлично подходит для справки.
Гидравлический профиль долота Pdc – ключ к сокращению.
Сверла.
Использование таблицы выбора битов Iadc Таблица 1 Выберите тип 1 2.
Роликовые коронки Drilling Engineering Netwas Group Oil.
Что означает код Iadc Firmtech.
Таблица оценки битов Pdc Ключевые слова предложения по теме Pdc.
Классификация долот Drilling Engineering Netwas Group Oil.
Pdc Bit Dull Grading Ключевые слова предложения по теме Pdc.
Описание бурового долотаи выбор долота Часть 1.
Iadc Dull Grat Chart Kc Bit.
Pdf Iadc Тупая сортировка для сверл Pdc Xiangfeng Ye.
Битовая тупая сортировка.
Сверла.
Pdc Bits 8 1 2-дюймовый материал матрицы Карбид вольфрама с.
Технические данные Iadc Dull Grading Hole Monster.
Описание бурового долотаи выбор долота Часть 1.
Сверла Atlas Copco Secoroc Focus созданы для отличных результатов.
Классификация битов Pdc.
Описание бурового долотаи выбор долота Часть 1.
Буровые коронки Буровые долота Ppt Видео онлайн Скачать.
Iadc Dull Grat Chart Kc Bit.
Справочник по профилированию тупых долот. Отлично подходит для справки.
Классификация с поиском по сходству: быстрая и точная классификация радиоволн
20000 сигналов
Последний раз
В моем последнем блоге я описал, как я построил классификатор радиоволн на Python.Мы обучили глубокую остаточную нейронную сеть классифицировать 24 различных класса радиоволн, которые используются в спутниковой связи. Оказывается, с небольшой настройкой сети, которую мы построили, мы можем превратить классификацию радиосигналов в задачу поиска сходства .
Поиск по сходству
Вспомните из моего блога о поиске сходства, как мы создали понятие расстояния в отношении сходства. Чтобы повторно использовать пример, представьте, что вы проводите опрос и записываете рост и вес десяти человек.Мы будем называть рост и вес функциями . Построив точки данных, вы заметите, что некоторые точки данных расположены ближе друг к другу, потому что у людей более схожие измерения роста и веса.
График зависимости роста от веса
Как вы можете видеть на графике выше, Shivang больше всего похож на Jay, Leon, и Dan , поскольку они являются ближайшими точками данных.
Аналогичным образом мы можем использовать нейронные сети для извлечения абстрактных характеристик из данных сигнала. И, как мы увидим, мы можем использовать эти вложения функций для окончательной классификации сигналов.
Вложения нейронной сети
Встраивание нейронной сети – это изученное непрерывное векторное представление данных. Извлекая вложение из данных сигнала, мы по существу отображаем данные сигнала в уникальные точки в n-мерном пространстве.
Вот архитектура ResNet, которая использовалась для обучения моего классификатора сигналов: данные о 2х1024 размерных сигналах вводятся через модель в качестве входных данных, а выходные данные представляют собой 24-мерный список вероятностей, связанных с каждым классом сигналов.
Архитектура ResNet
Обратите внимание, что мы вносим только одно небольшое изменение в нашу предыдущую архитектуру – мы добавляем 50-мерный плотный слой непосредственно перед окончательным выходным слоем. Этот 50-мерный плотный слой будет служить нашим заливочным слоем .
Давайте подробнее рассмотрим слой встраивания:
Слой внедрения
Мы применяем функцию активации сигмоида к каждому отдельному узлу нашего слоя внедрения.Результатом сигмоидной функции является десятичное значение от 0 до 1.
Функция активации сигмовидной кишки
Эта функция выбрана из-за ее уникальных свойств: очень большие положительные входы будут отображаться очень близко к единице, а очень большие отрицательные входы будут отображаться очень близко к нулю.
Если мы введем данные для некоторого сигнала в нашу модель, мы сможем извлечь выходные данные модели на уровне внедрения. Результатом является список из 50 чисел от нуля до единицы.Результат внедрения может выглядеть примерно так:
[0,5, 0,018, 0,269, 0,007, 0,119, 0,269, 0,953, 0,953, 0,269, 0,881, 0,018, 0,047, 0,047, 0,047, 0,007, 0,018, 0,018, 0,982, 0,047, 0,047, 0,881, 0,047, 0,953, 0,881, 0,881 , 0,982, 0,953, 0,731, 0,269, 0,982, 0,5, 0,731, 0,018, 0,269, 0,5, 0,881, 0,119, 0,881, 0,731, 0,5, 0,881, 0,119, 0,119, 0,047, 0,018, 0,881, 0,047, 0,007, 0,119, 0,269 ]
Визуализация вложений
Подобно предыдущему примеру роста и веса, мы можем нанести на график функции встраивания, чтобы получить визуальное представление о сходстве.Однако единственная проблема заключается в том, что извлеченные нами векторы признаков являются 50-мерными. Визуализировать простой 2D-график на основе данных о росте и весе очень легко, но мы не можем понять значимую концепцию любой визуализации за пределами третьего измерения.
Решением этой проблемы является алгоритм уменьшения размерности под названием t-SNE . Этот алгоритм позволяет нам проецировать данные встраивания сигнала в 2D-сетку таким образом, чтобы сохранялась исходная кластеризация из 50-мерного пространства.
Чистые сигналы группируются вместе по классу радиоволн. Обратите внимание, что два близких друг к другу сигнала относятся к одному классу. В данном случае 128Q-AM.
На изображении выше мы построили точки данных для 20 000 различных радиосигналов. Точки данных одного цвета относятся к одному классу сигнала.
Обратите внимание на сформировавшиеся отдельные кластеры точек данных. Вложения сигналов одного и того же класса группируются вместе.Мы можем воспользоваться этим для целей классификации.
Конкретные классы сигналов группируются вместе
Идея состоит в том, что если вы случайным образом выберете какую-либо точку данных, класс сигнала которой вам не известен, вы можете вывести класс этой точки данных на основе точек данных, которые непосредственно ее окружают.
Если все сигналы, окружающие нашу случайную точку данных, являются сигналами AM, мы можем с некоторой уверенностью предположить, что наша случайная точка данных также является сигналом AM.
Но как насчет большой капли пятнистых смешанных точек данных в середине графика?
Шумные, неузнаваемые сигналы слипаются в середине.
При внимательном рассмотрении точек данных в центральном кластере мы можем увидеть два примера, которые выглядят очень похожими, но относятся к двум разным классам сигналов. Это связано с тем, что в обоих сигналах присутствует большое количество шума.
Алгоритму сложно кластеризовать эти точки в плотные группы, потому что сигналы практически не поддаются идентификации.
Проблема с поиском всех ближайших соседей для данной точки данных заключается в том, что вычисление евклидова расстояния между векторами большой размерности связано с высокими вычислительными затратами. К счастью, мы можем ускорить процесс поиска с помощью небольшой, но умной уловки…
Двоичные отпечатки пальцев для радиосигналов
Вместо вычисления евклидова расстояния между нашими вложениями мы преобразуем наши вложения в отпечатки битовых векторов и сравним сходство, используя другую метрику, называемую расстоянием Хэмминга .
Чтобы преобразовать вектор внедрения в отпечаток битового вектора, мы делаем следующее: если узел больше 0,5, мы устанавливаем узел равным 1. Если узел меньше 0,5, мы устанавливаем узел равным нулю. Вот и все!
Превращение вложения в битовый вектор
Большим преимуществом этого подхода является то, что имеется гораздо более низкая стоимость памяти, связанная с битовыми векторами, по сравнению с исходными данными сигнала, которые являются данными с плавающей запятой.
Вычислить расстояние Хэмминга между двумя двоичными отпечатками пальцев очень просто и очень быстро. Чтобы вычислить расстояние Хэмминга между двумя битовыми векторами, мы подсчитываем общее количество раз, когда соответствующие значения различаются.
Расчет расстояния Хэмминга
Расстояние Хэмминга между двумя отпечатками пальцев в приведенном выше примере равно трем, потому что есть три соответствующих значения, которые не равны.
Поиск ближайших соседей по k
Теперь предположим, что у вас есть сигнал, который вы хотите идентифицировать. Мы назовем этот сигнал запроса . Затем все, что нам нужно сделать, это получить двоичный отпечаток для сигнала запроса, используя процесс, описанный в предыдущем разделе, а затем выполнить поиск в базе данных отпечатков пальцев с известными сигналами. Мы ищем другие сигналы, которые имеют наименьшее расстояние до нашего сигнала запроса.
Для своего эксперимента я выбрал k = 5 .Это означает, что мы ищем в нашей базе данных пять основных сигналов (то есть ближайших соседей), которые имеют наименьшее расстояние Хэмминга до нашего вектора запроса.
Если большинство из 5 ближайших соседей принадлежат к определенному классу, мы можем с уверенностью предположить, что сигнал запроса также принадлежит этому классу.
Оценка производительности
Чтобы увидеть, насколько хорошо работает метод классификации поиска по сходству, я сравниваю его с исходным классификатором ResNet из моего предыдущего блога.Я также сравниваю, как длина битового вектора влияет на точность классификации, исследуя отпечатки битовых векторов длиной 20, 50, 100 и 500.
Давайте поговорим о том, что означает этот заговор.
Каждый класс сигналов состоит из множества примеров с разным уровнем шума. Более чистые сигналы имеют наивысшее отношение сигнал / шум, и поэтому их легче классифицировать для поиска сходства ResNet и k-NN.