Классификация электродов
Главная \ Номенклатура \ ЭЛЕКТРОДЫ \ Электроды сварочные Лосиноостровского Электродного Завода \ Классификация электродов
Классификация электродов
по химическому составу покрытия
В настоящее время в нашей стране для сварки углеродистых и легированных конструкционных сталей применяют электроды по ГОСТу 9467-60, в основу которого положены механические свойства наплавленного металла или сварного соединения, выполняемых электродом. Кроме того, ограничивается содержание серы и фосфора в наплавленном металле.
Тип электрода обозначается буквой Э; следующее за буквой число обозначает нижнее значение предела прочности. ГОСТ предусматривает типы электродов от Э34 до Э145; если после числа следует буква А, то это означает, что электрод обеспечивает повышенные значения пластических свойств наплавленного металла или сварного соединения.
Электрод типа Э34 дает наименьшую прочность и малую пластичность металла и относится к электродам с тонким стабилизирующим покрытием, допускается только в производстве менее ответственных сварных конструкций; Э42 и Э46 пригодны для ответственных конструкций из углеродистых сталей, Э50 и Э55 – для среднеуглеродистых и низколегированных сталей; Э60, Э70, Э85, Э100, Э125 и Э145 – для легированных сталей повышенной прочности, причем для типов Э85-Э145 сварное соединение после сварки проходит термическую обработку.
Но электрод одного и того же типа, например Э42, можно получить с различными покрытиями, придающими электроду существенные технологические особенности, не отмеченные в ГОСТе. Поэтому сохраняется еще марка электродов, устанавливаемая изготовителем электродов и вносимая в паспорт электрода. Обозначения марок совершенно произвольны, и марка может отличаться, например, лишь количеством наносимого покрытия при том же составе.
На основе химического состава покрытия проведена классификация качественных электродных покрытий:
1. Руднокислые покрытия содержат окислы железа и марганца (обычно в виде руд), кремнезем, большое количество ферромарганца; для создания газовой защиты зоны сварки в покрытие вводят органические вещества (целлюлозу, древесную муку, крахмал и пр.), которые при нагревании разлагаются и сгорают с образованием смеси защитных газов. Электроды имеют довольно большую скорость расплавления, коэффициент наплавки 8- 11 г/а-ч, пригодны для сварки во всех пространственных положениях на постоянном и переменном токе; наплавленный металл соответствует типу электродов Э42 и содержит менее 0.12С; менее 0,10 Si; 0,6-0,9 Мn;менее 0,05 Р и менее 0,05 S.
Электроды имеют довольно большую скорость расплавления, коэффициент наплавки 8- 11 г/а-ч, пригодны для сварки во всех пространственных положениях на постоянном и переменном токе; наплавленный металл соответствует типу электродов Э42 и содержит менее 0.12С; менее 0,10 Si; 0,6-0,9 Мn;менее 0,05 Р и менее 0,05 S.
При плавлении электрода идет интенсивная экзотермическая реакция марганца и углерода кислородом окислов, разогревающая сварочную ванну и обеспечивающая гладкую поверхность наплавленного металла с небольшой чешуйчатостью. При большом содержании марганцевой руды образующийся дым вреден для сварщика и при недостаточной вентиляции может постепенно отравлять его соединениями марганца. Электроды широко применяются в производстве всевозможных изделий из низкоуглеродистых и низколегированных сталей, но на ряде предприятий Советского Союза применение этих электродов ограничено или запрещено из-за их токсичности.
2. Рутиловые покрытия получают из минерала рутила, состоящего в основном из двуокиси титана TiO2. В покрытия, помимо рутила, введены кремнезем, ферромарганец, карбонаты кальция или магния. Покрытия по технологическим качествам близки к руднокислым, дают лучшее формирование, меньшее разбрызгивание и выделение газов, считаются менее вредными для сварщика. Наплавленный металл соответствует электродам типа Э42 и Э46; электроды могут применяться для более ответственных конструкций из низкоуглеродистых и низколегированных сталей.
В покрытия, помимо рутила, введены кремнезем, ферромарганец, карбонаты кальция или магния. Покрытия по технологическим качествам близки к руднокислым, дают лучшее формирование, меньшее разбрызгивание и выделение газов, считаются менее вредными для сварщика. Наплавленный металл соответствует электродам типа Э42 и Э46; электроды могут применяться для более ответственных конструкций из низкоуглеродистых и низколегированных сталей.
3. Фтористо-кальциевые покрытия состоят из карбонатов кальция и магния, плавикового шпата и ферросплавов. Покрытия называются также основными, так как дают короткие шлаки основного характера, а электроды с таким покрытием называются также низководородистыми, так как наплавленный металл содержит водорода меньше, чем при других покрытиях.
Газовая защита ванны обеспечивается двуокисью и окисью углерода, образующимися при разложении карбонатов под действием высокой температуры. Электроды чаще используются на постоянном токе обратной полярности (плюс на электроде).
Наплавленный металл по составу соответствует спокойной стали, отличается чистотой, малым содержанием кислорода, азота и водорода; понижено содержание серы и фосфора, повышено – марганца (0,5-1,5%) и кремния (0,3-0,6%). Металл устойчив против старения, имеет высокие показатели механических свойств, в том числе ударной вязкости, и нередко по механическим свойствам превосходит основной металл. Электроды с этим покрытием рекомендуются для наиболее ответственных конструкций из углеродистых и легированных сталей.
Электроды с фтористо-кальциевым покрытием на протяжении многих лет являются наилучшими по качеству наплавленного металла. Чувствительны к наличию окалины, ржавчины, масла на кромках основного металла и в этих случаях дают поры, как и при отсыревании электродов. Свойства наплавленного металла можно менять в широких пределах, меняя количество ферросплавов в покрытии. Широко известен электрод этого типа, маркируемый УОНИ-13; он имеет несколько разновидностей; УОНИ-13/45, УОНИ-13/55 и т.
4. Органические покрытия состоят из органических материалов, обычно из оксицеллюлозы, к которой добавлены шлакообразующие материалы, двуокись титана, силикаты и пр. и ферромарганец в качестве раскислителя и легирующей присадки. Электроды пригодны для сварки во всех пространственных положениях на постоянном и переменном токе; малочувствительны к качеству сборки и состоянию поверхности металла, особенно пригодны для работы в монтажных и полевых условиях. Дают удовлетворительный наплавленный металл, соответствующий электродам типов Э42-Э50. Широко применяются в США на монтажных работах.
Время последней модификации 1322135474
Маркировка сварочных электродов
КЛАССИФИКАЦИЯ ЭЛЕКТРОДОВ
МАРКИРОВКА СВАРОЧНЫХ ЭЛЕКТРОДОВ ПРИМЕРЫ МАРКИРОВКИ: ОБОЗНАЧЕНИЕ ПРОСТРАНСТВЕННЫХ ПОЛОЖЕНИЙ ДЛЯ РАЗЛИЧНЫХ ЭЛЕКТРОДОВ |
ПРИМЕРЫ МАРКИРОВКИ:
ОБОЗНАЧЕНИЕ ПРОСТРАНСТВЕННЫХ ПОЛОЖЕНИЙ ДЛЯ РАЗЛИЧНЫХ ЭЛЕКТРОДОВ
Тип электрода
Для сварки углеродистых и низколегированных сталей, а также легированных с повышенной и высокой прочностью, маркировка состоит из:
индекса Э – электрод для ручной дуговой сварки и наплавки;
цифр, следующих за индексом, обозначающих величину предела прочности при растяжении в кгс/мм2;
- индекса А, указывающего, что
металл шва имеет повышенные свойства
по пластичности и ударной вязкости.

Для сварки теплоустойчивых, высоколегированных сталей и для наплавки, условное обозначение состоит из:
индекса Э – электрод для ручной дуговой сварки и наплавки;
дефиса;
цифры, следующей за индексом, указывающей среднее содержание углерода в сотых долях процента;
букв и цифр, определяющих содержание химических элементов в процентах. Порядок расположения буквенных обозначений химических элементов определяется уменьшением среднего содержания соответствующих элементов в наплавленном металле. При среднем содержании основного химического элемента менее 1,5 % число за буквенным обозначением химического элемента не указывается. При среднем содержании в наплавленном металле кремния до 0,8% и марганца до 1,0% буквы С и Г не проставляются.
Обозначение металлов
Для сварки углеродистых и низколегированных
сталей с пределом прочности при разрыве
до 490 МПа (50 кгс/мм2) применяют 7
типов электродов: Э38, Э42, Э46, Э50, Э42А,
Э46А, Э50А. Для сварки углеродистых и
низколегированных сталей с пределом
прочности при разрыве от 490 МПа (50 кгс/мм2)
до 588 МПа (60 кгс/мм2) применяют 2
типа электродов: Э55, Э60. Для сварки
легированных сталей повышенной и высокой
прочности с пределом прочности при
разрыве свыше 588 МПа (60 кгс/мм2)
применяют 5 типов электродов: Э70, Э85,
Э100, Э125, Э150.
Для сварки углеродистых и
низколегированных сталей с пределом
прочности при разрыве от 490 МПа (50 кгс/мм2)
до 588 МПа (60 кгс/мм2) применяют 2
типа электродов: Э55, Э60. Для сварки
легированных сталей повышенной и высокой
прочности с пределом прочности при
разрыве свыше 588 МПа (60 кгс/мм2)
применяют 5 типов электродов: Э70, Э85,
Э100, Э125, Э150.
Для сварки теплоустойчивых сталей – 9 типов: Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1МНБФ, Э-10Х3М1БФ, Э10Х5МФ. Для сварки высоколегированных сталей с особыми свойствами – 49 типов: Э-12Х13, Э-06Х13Н, Э-10Х17Т, Э-12Х11НМФ, Э-12Х11НВМФ и др. Для наплавки поверхностных слоев с особыми свойствами – 44 типа: Э-10Г2, Э-10Г3, Э-12Г4, Э-15Г5, Э-16Г2ХМ, Э-30Г2ХМ и др.
Марка электрода
Каждому типу электрода может соответствовать одна или несколько марок.
Диаметр электрода
Диаметр электрода (мм) соответствует
диаметру металлического стержня.
Назначение электрода
Для сварки углеродистых и низколегированных сталей с пределом прочности при растяжении до 588 МПа (60 кгс/мм
Для сварки легированных конструкционных сталей с пределом прочности при растяжении свыше 588 МПа (60 кгс/мм2) – маркируется буквой Л;
Для сварки теплоустойчивых сталей – маркируется буквой Т;
Для сварки высоколегированных сталей с особыми свойствами – обозначается буквой В;
Для наплавки поверхностных слоев с особыми свойствами – маркируется буквой Н.
Коэффициент толщины покрытия
В зависимости от отношения диаметра покрытия электрода D к диаметру металлического стержня d, электроды подразделяются на следующие группы:
с тонким покрытием (D/d≤1,2) – маркируется буквой М;
со средним покрытием (1,2<D/d≤1,45) – С;
с толстым покрытием (1,45<D/d≤1,8) – Д;
с особо толстым покрытием (D/d>1,8) – Г.

Обозначение плавящегося покрытого электрода
Буква Е – международное обозначение плавящегося покрытого электрода.
Группа индексов, указывающих характеристики металла шва или наплавляемого металла
Для электродов, применяемых для сварки углеродистых и низколегированных сталей с пределом прочности при растяжении до 588 МПа (60 кгс/мм2).
http://elektrod-3g.ru
Впервые, сварочный электрод появился в 1902 году. С тех пор многое изменилось, появились новые виды и марки. Сварочный электрод является самым распространённым материалом. Каждая марка электрода обладает своими свойствами. Всегда нужно помнить, что для каждого вида материала, следует выбирать специальный электрод.
Самые популярные марки электродов,
предназначенные для углеродистой и
низколегированной стали: УОНИ-13/НЖ/12х13. Электроды этой марки предназначены для
сварки коррозионностойких сталей. Эта
модель создана по всем правилам ГОСТ
9466-75. Сварка с таким электродом
происходит на постоянном токе.
Электроды этой марки предназначены для
сварки коррозионностойких сталей. Эта
модель создана по всем правилам ГОСТ
9466-75. Сварка с таким электродом
происходит на постоянном токе.
УОНИ 13/55. Такой сварочный электрод используется для сварки как низколегированной, так и углеродистой стали. Соответствует ГОСТ 9466-75, ГОСТ 9467-75, ТУ 1272002010558589. Процесс сварки идет как при переменном, так и при постоянном токе обратной полярности.
МР-3С. Сварочной электрод этой марки предназначен для сварки изделий из углеродистой и низколегированной стали. Сварка осуществляется с помощью постоянного и переменного тока.
МР-3Т. Данный электрод предназначен для
сварки изделий из углеродистой,
низколегированной стали. Сварка может
осуществляться как с постоянным, так и
с переменным током. Полярность постоянного
тока – обратная. Но для таких электродов
есть один нюанс, содержание углерода
должно быть не меньше 0,25%, а временное
сопротивление разрыву не должно превышать
490Мпа. Такие электроды соответствуют
ГОСТ 9466-75,ГОСТ 9467-75.
Такие электроды соответствуют
ГОСТ 9466-75,ГОСТ 9467-75.
ОЗС-12. Такие электроды также предназначены для углеродистой и низколегированной стали. Временное сопротивление разрывы составляет 490Мпа. Угольные сварочные электроды: ВДК ВДП СК. Самые популярные марки вольфрамовых неплавящихся электродов, которые соответствуютГОСТ23949-80: ЭВЧ ЭВЛ ЭВИ-1 ЭВИ-2 ЭВТ-15 Существуют также специальные электроды для сварки меди, и сплавов из меди: ОЗБ-2М ОЗБ-3 АНЦ/ОЗМ2 Комсомолец 100 АНЦ/ОЗМ3 Для сварки такого материала, как никель и его сплавы, используют электроды: ОЗЛ-32, Б-56У. Если вы собираетесь работать с такими материалами, как алюминий, и его сплавы, то следует выбирать электроды: ОЗАНА-1,ОЗА-1,ОЗА-2, ОЗАНА-2.
Электроды оказывают большую роль сварочному процессу. Как правило, сварка, с использованием электродов будет надежнее, долговечнее, быстрее, экономичнее.
Ни для кого не секрет, что во время сварки
металла выполняется движение
электродов.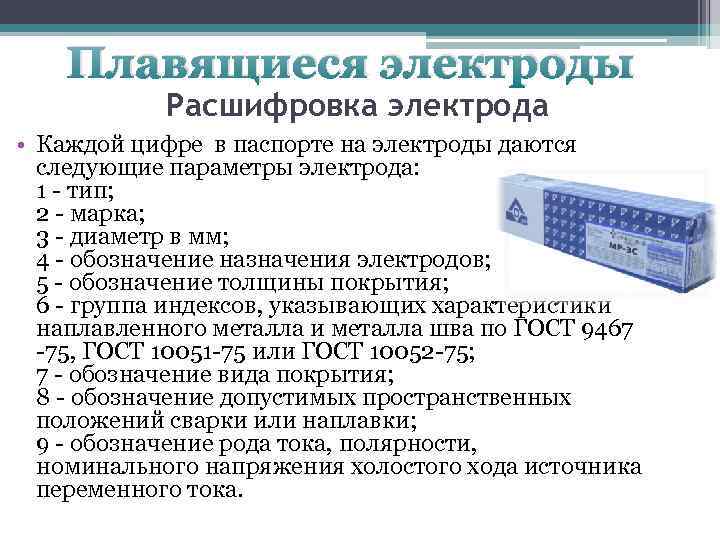 Эти движения зачастую
называют колебательными. Существует
множество технологических подходов к
выполнению сварочных работ
металла. Электроду в
процессе сварки, независимо от применяемого
способа, сообщается движение в трёх
разных направлениях.
Эти движения зачастую
называют колебательными. Существует
множество технологических подходов к
выполнению сварочных работ
металла. Электроду в
процессе сварки, независимо от применяемого
способа, сообщается движение в трёх
разных направлениях.
Первое движение называют поступательным, при котором движение идёт по оси электрода. Зависимо от скорости плавления, поступательное движение поддерживает постоянную длину дуги, которая не должна выходить за пределы 0.5-1.2 диаметра электрода. Длина дуги зависит от марки электрода и условий сварки. Формирование шва ухудшается при уменьшении длины дуги, а также возникает вероятность короткого замыкания (сокращенно КЗ). Увеличение же дуги является причиной повышения разбрызгивания металла электрода и снижения качества сварного шва по форме и его свойствам (механическим).
Вторым движением является
смещение электрода вдоль оси с целью
образования шва.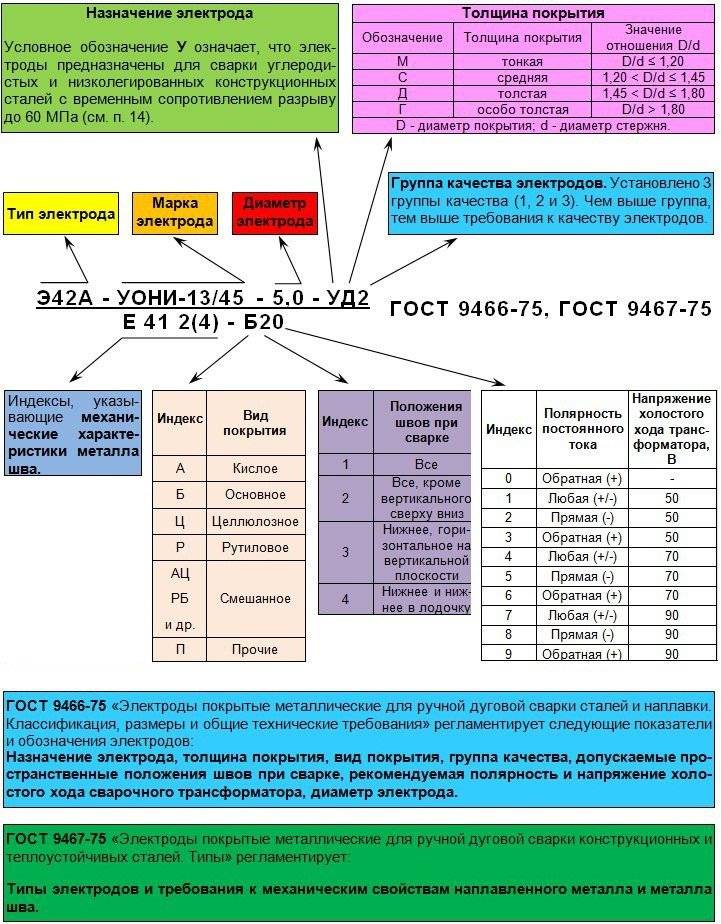 Диаметр электрода,
сила тока(постоянным или переменным)
и скорость плавления электрода определяют
скорость движения электрода. В случае
отсутствия поперечных смещений электрода,
шов получается узкий (ниточный), ширина
которого равна приблизительно 1.5 диаметра
применяемого электрода. Данный шов
используют при сварке тонких металлических
листов.
Диаметр электрода,
сила тока(постоянным или переменным)
и скорость плавления электрода определяют
скорость движения электрода. В случае
отсутствия поперечных смещений электрода,
шов получается узкий (ниточный), ширина
которого равна приблизительно 1.5 диаметра
применяемого электрода. Данный шов
используют при сварке тонких металлических
листов.
Последним движением является смещение электрода поперек для корректировки ширины шва и глубины плавления металла. Данные колебательные движения предполагают высокую квалификацию сварщика и его навыков, а также определяются характеристиками свариваемого материала, положением и размером шва. Ширина шва, при использовании поперечных колебательных движений варьируется в пределах 1.5-5 диаметра используемого электрода.
Грамотное и технически правильное
перемещение электрода – главная задача
и условие для получения качественного
шва при выполнении сварочных работ.
Важна определённая методика выполнения
колебательных движений электрода, а
также рациональность его перемещения. Для
выполнения качественного шва существует
несколько общих способов, применяемых
в любых ситуациях, с помощью которых
сварщик выполняет движения во время
сварки. Это движения «ёлочкой» (а),
углом (б), «движение по спирали» (в),
«движение полумесяцем» (г). Рис.1
Для
выполнения качественного шва существует
несколько общих способов, применяемых
в любых ситуациях, с помощью которых
сварщик выполняет движения во время
сварки. Это движения «ёлочкой» (а),
углом (б), «движение по спирали» (в),
«движение полумесяцем» (г). Рис.1
При сварке вертикального углового сварочного шва наиболее удобно показать все способы колебательных движений электрода, к тому же это очень часто применяемая операция в сварке изделий из проката. При этом мы опустим все вопросы, связанные с разделкой кромок и подготовкой поверхностей перед сваркой.
С применением колебательных движений
электрода полумесяцем или по спирали
, изначально наплавляют электродом
полочку на кромки, а после мелкими
порциями без пропусков и разрывов
наплавляют металл, рекомендуется
выполнять сварку непрерывно. Дальнейшая
сварка металла производится постепенно
со смещением электрода выше, за собой
оставляя, готовый сварочный шов. Другая
схема колебательного движения при
сварке – углом, предусматривает
колебательные движения электрода с
применением попеременного смещения
вверх-вниз, без разрывов наплавливают
на кромки металл с равномерным перемещением
электрода вверх.
Методика «ёлочкой» характеризуется движением электрода вверх, затем вправо, после этого по короткой траектории спускают вниз влево. Желательно чтобы капля металла застывала при каждом отдельном этапе сварки между кромками. После, ушедший электрод двигают вверх влево и опять спускают из точки подъёма, но теперь вниз вправо. Такими постепенными движениями с непрерывными отдельными порциями, и выполняется шов сварки.
Электроды для сварки углеродистых и
низколегированных сталей характеризуются
также уровнем сварочно-технологических
свойств, в т.ч. возможностью сварки во
всех пространственных положениях, родом
сварочного тока, производительностью
процесса, склонностью к образованию
пор, а в некоторых случаях – содержанием
водорода в наплавленном металле и
склонностью сварных соединений к
образованию трещин. Перечисленные
характеристики, которые необходимо
учитывать при выборе конкретной марки
электрода, в значительной степени
определяются видом покрытия.
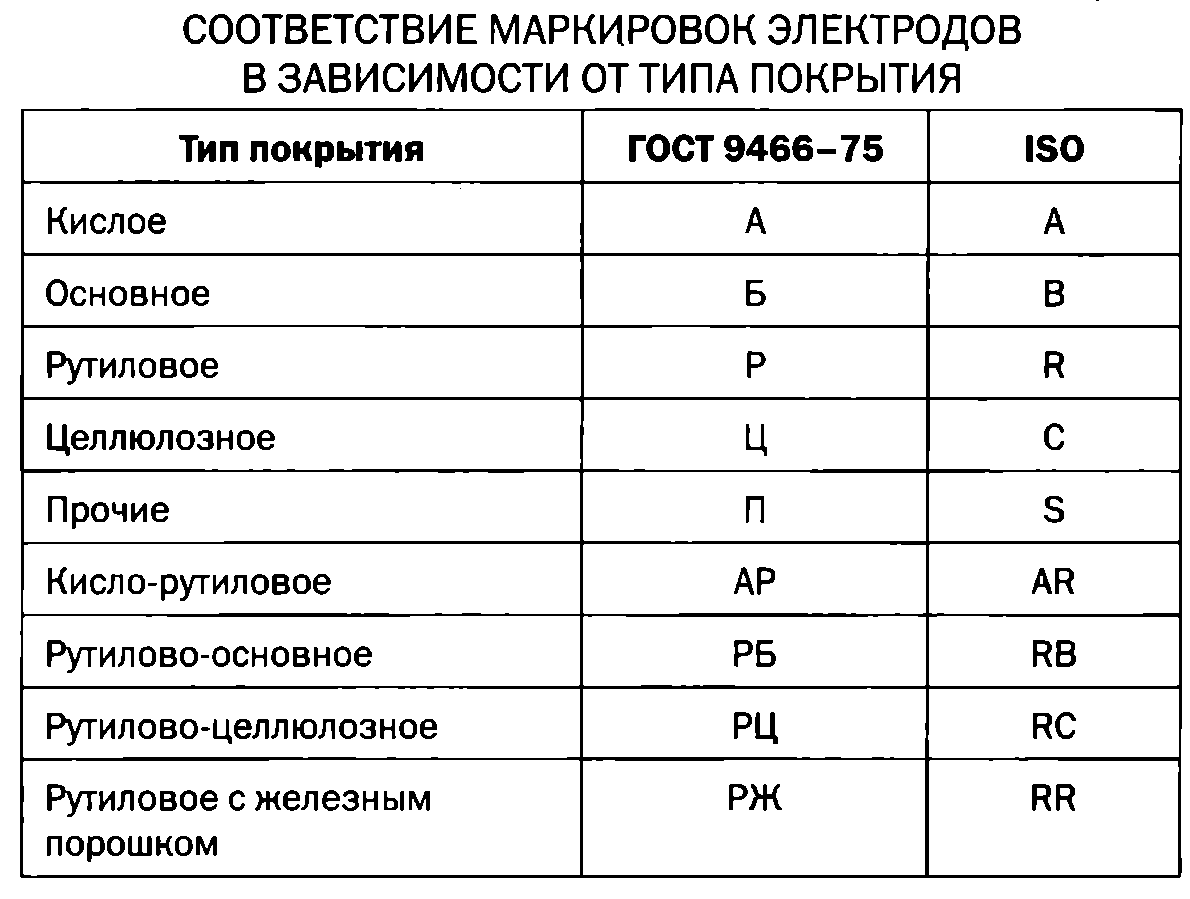
Покрытие может быть:
– кислым,
– рутиловым,
– основным,
– целлюлозным,
– смешанным.
Мастеринг нержавеющих электродов SMAW
Усовершенствования покрытия позволяют использовать электрод -16 для сварки в положении 2G.
Освоение использования электродов SMAW из нержавеющей стали имеет важное значение для изготовления и ремонта сварочных работ в таких областях, как производство электроэнергии (коммунальные предприятия, промышленные объекты и корабли), резервуары и сосуды, нефтехимическая, целлюлозно-бумажная, пищевая и питьевая и многие другие отрасли промышленности. Поскольку большая часть работы выполняется в полевых условиях и требует результатов кодового качества, процесс SMAW остается разумным выбором, как и постоянное использование новейших составов электродов.
Типы покрытия из нержавеющей стали
Электроды SMAW из нержавеющей стали классифицируются в соответствии со спецификацией AWS A5. 4/A5.4M:2012 для электродов из нержавеющей стали для дуговой сварки в среде защитного металла. Как определено, электроды классифицируются по составу металла шва и типу сварочного тока. Например, обозначение AWS E308L-15 означает электрод (E), сталь типа AISI 308 (20 % хрома, 10 % никеля), максимальное содержание углерода 0,04 % (L) и положительную полярность электрода постоянного тока (-15). Если бы классификационный номер был E308L-16 или 308L-17, это означало бы, что положительная полярность электрода переменного или постоянного тока допустима.
4/A5.4M:2012 для электродов из нержавеющей стали для дуговой сварки в среде защитного металла. Как определено, электроды классифицируются по составу металла шва и типу сварочного тока. Например, обозначение AWS E308L-15 означает электрод (E), сталь типа AISI 308 (20 % хрома, 10 % никеля), максимальное содержание углерода 0,04 % (L) и положительную полярность электрода постоянного тока (-15). Если бы классификационный номер был E308L-16 или 308L-17, это означало бы, что положительная полярность электрода переменного или постоянного тока допустима.
Две цифры в конце названия электрода SMAW (-15, -16 или -17) называются «обозначениями удобства использования». Они являются результатом различных составов покрытия, которые влияют на полярность, положение(я) сварки, профиль валика и механические свойства. Короче говоря, выбор правильного электрода SMAW требует сначала выбора правильного сплава (тема для другой статьи), а затем желаемых характеристик удобства использования на основе покрытия, которому посвящена эта статья.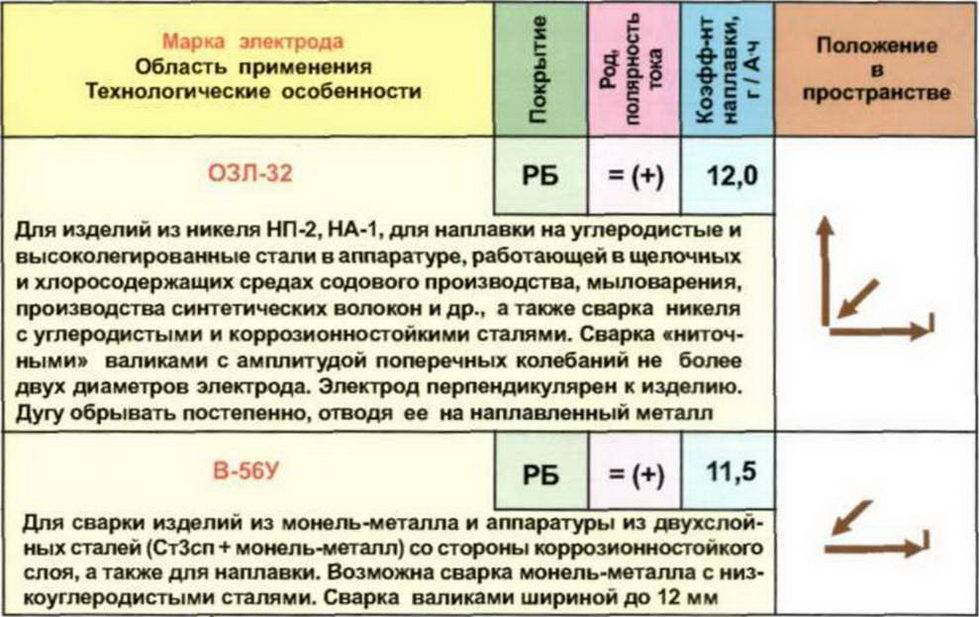
Навык рецептуры
Производители электродов разрабатывают рецептуры покрытий SMAW для оптимизации множества соображений производительности:
- «Скорость замерзания», которая является комбинацией вязкости шлака, поверхностного натяжения и температуры плавления.
- Контроль сварочной ванны.
- Простота зажигания дуги и повторного зажигания.
- Выпуск шлака. Некоторые шлаки выделяются самостоятельно, в то время как другие требуют энергичного соскабливания отбойным молотком.
- Проникновение (глубокое, среднее или мелкое).
- Стабильность дуги и степень разбрызгивания.
- Профиль сварного шва (выпуклый, плоский или вогнутый).
- Внешний вид сварного шва (гладкий или волнистый).
- Физические и механические свойства наплавленного металла.
Покрытия электродов включают элементы для легирования, раскисления, связывания, газообразования, стабильности дуги, пластификации (для формуемости при экструзии) и образования шлака. Общие элементы включают хром, никель, марганец, ферросилиций, феррохром, ферромарганец, силикаты, кальций, магний, оксид титана, калий, плавиковый шпат, тальк, слюду и другие.
Общие элементы включают хром, никель, марганец, ферросилиций, феррохром, ферромарганец, силикаты, кальций, магний, оксид титана, калий, плавиковый шпат, тальк, слюду и другие.
Подобно разнице между дешевым самогоном и элитным бурбоном, разница в производительности между электродами является результатом внимания к качеству ингредиентов (поставки от поставщиков, которые строго контролируют химический состав, чистоту и консистенцию) и навыков мастера-дистиллятора ( понимание того, как правильно выбирать, комбинировать и обрабатывать ингредиенты).
Обозначения
Покрытия A-15 содержат значительные количества известняка и плавикового шпата и могут называться покрытиями типа «известковая основа». Покрытия -16 и -17 содержат рутил в качестве основного компонента, который также известен как диоксид титана или оксид титана, с небольшим количеством известняка. Тип покрытия иногда называют основным-рутиловым.
Покрытие A-15 образует тонкий, быстро застывающий шлак, который облегчает сварку в нерабочем положении электродами размером 5/32 дюйма и меньше. Валик умеренно волнистый и слегка выпуклый, что может обеспечить необходимый запас прочности в высоконагруженных соединениях. Их часто выбирают для работы на стройплощадке и в критических условиях, например, для сварки супераустенитных материалов или материалов с очень высоким содержанием никеля в криогенных установках, таких как резервуары для СПГ и системы сжатого газа.
Валик умеренно волнистый и слегка выпуклый, что может обеспечить необходимый запас прочности в высоконагруженных соединениях. Их часто выбирают для работы на стройплощадке и в критических условиях, например, для сварки супераустенитных материалов или материалов с очень высоким содержанием никеля в криогенных установках, таких как резервуары для СПГ и системы сжатого газа.
К сожалению, электроды на известковой основе имеют самую плохую свариваемость, потому что то, как металл перемещается поперек дуги, затрудняет контроль сварочной ванны. Известковые основные электроды также имеют самое трудное удаление шлака и всегда требуют удаления шлака и внимания к удалению шлака, чтобы предотвратить включения.
Электроды -16 считаются «удобными для сварщиков». Поскольку они содержат элементы, которые легко ионизируются, такие как калий, электроды -16 легче зажигаются и перезажигаются и имеют стабильную, ровную дугу с точным переносом металла сварного шва в виде распыления. Однако, поскольку шлак замерзает медленно, исторически они ограничивались плоским (1F, 1G) и горизонтальным (2F, 2G) положениями. Возможна вертикальная и потолочная сварка, но поскольку сварочная ванна более жидкая, чем -15, она требует большего мастерства оператора. Валик от выпуклого до плоского с мелкой рябью и хорошим сплавлением боковых стенок. Шлак легко и полностью удаляется без вторичной пленки, что означает меньше времени на очистку, шлифовку и полировку. Они работают от переменного или постоянного тока (предпочтительнее DCEP).
Возможна вертикальная и потолочная сварка, но поскольку сварочная ванна более жидкая, чем -15, она требует большего мастерства оператора. Валик от выпуклого до плоского с мелкой рябью и хорошим сплавлением боковых стенок. Шлак легко и полностью удаляется без вторичной пленки, что означает меньше времени на очистку, шлифовку и полировку. Они работают от переменного или постоянного тока (предпочтительнее DCEP).
Покрытия -17 содержат повышенную долю кремнезема для образования жидкой сварочной ванны с превосходным смачивающим действием и очень мелкой рябью для минимизации щелевой коррозии и шлифовки после сварки. Шлак замерзает медленнее, чем -16, но допускает сварку в неправильном положении; это потребует больше манипуляций, чем -15 (см. следующий раздел).
Среди других применений электроды -17 были разработаны для оборудования для молочной и пищевой промышленности и химических контейнеров, где радиус сварного шва должен быть гладким и вогнутым, чтобы предотвратить захват частиц.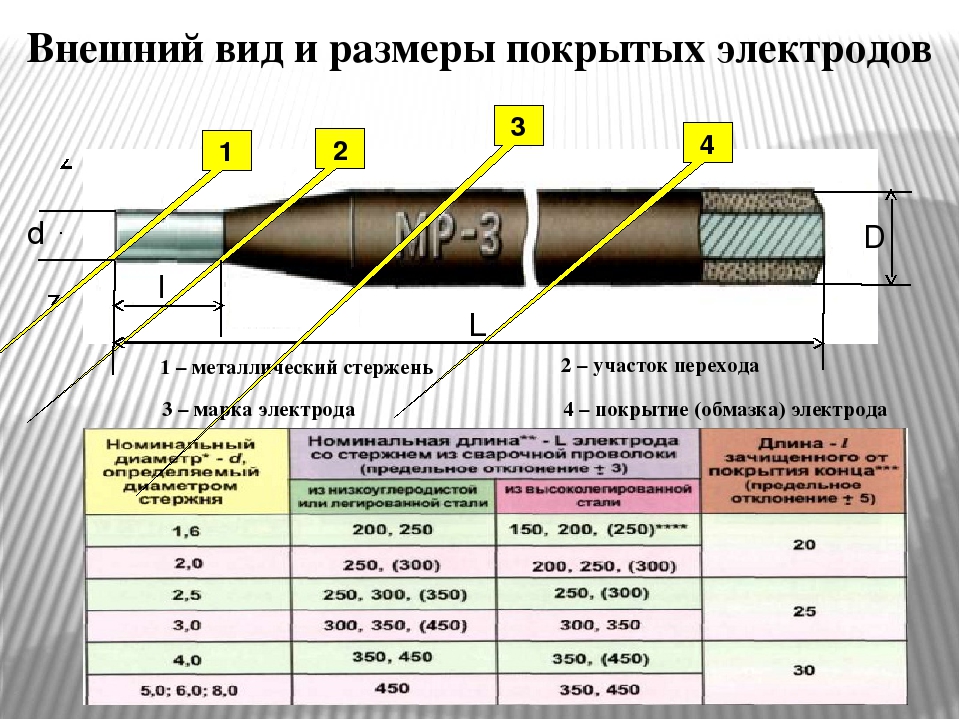 При сварке в плоском и горизонтальном угловых положениях вогнутая наплавка и отсутствие неровностей поверхности делают ее идеальной для применений, где важными факторами являются внешний вид, скорость и окончательная отделка.
При сварке в плоском и горизонтальном угловых положениях вогнутая наплавка и отсутствие неровностей поверхности делают ее идеальной для применений, где важными факторами являются внешний вид, скорость и окончательная отделка.
Улучшения свариваемости
Большинство ведущих производителей электродов постоянно совершенствуют свои рецептуры на основе отзывов клиентов и возможностей улучшения (например, новые поставщики, смещение производственных площадок или наем новых составителей рецептур электродов, инженеров и химиков).
Так обстоит дело с составами покрытий для некоторых наиболее часто используемых аустенитных марок нержавеющей стали, включая 308L, 309L и 316L. Эти покрытия отвечают всем требованиям предыдущих поколений, но теперь имеют более легкий запуск и повторное зажигание дуги, помогая операторам удерживать начало дуги внутри стыка (для многих кодов любой след зажигания за пределами стыка приведет к браковке сварного шва).
Более новые электроды -15 обеспечивают лучшую свариваемость, чем электроды, произведенные много лет назад, поскольку стабильность дуги и перенос металла были улучшены. Некоторые из электродов -16, доступных в настоящее время, предлагают шлаковые системы, которые поддерживают сварку в положениях 2G и 3G лишь со средними навыками. Шлак создает полку для поддержки ванны, но позволяет избежать проблемы скученности ванны (нежелательная ситуация, возникающая, когда шлак пытается обогнать ванну, что может захватить шлак или погасить дугу). Эти электроды соответствуют требованиям обозначения -16 и имеют тот же профиль валика от плоского до слегка выпуклого, что и электроды -16, но по существу предлагают характеристики позиционирования и самоотделяющийся шлак электрода -17.
Некоторые из электродов -16, доступных в настоящее время, предлагают шлаковые системы, которые поддерживают сварку в положениях 2G и 3G лишь со средними навыками. Шлак создает полку для поддержки ванны, но позволяет избежать проблемы скученности ванны (нежелательная ситуация, возникающая, когда шлак пытается обогнать ванну, что может захватить шлак или погасить дугу). Эти электроды соответствуют требованиям обозначения -16 и имеют тот же профиль валика от плоского до слегка выпуклого, что и электроды -16, но по существу предлагают характеристики позиционирования и самоотделяющийся шлак электрода -17.
Консультации по сварке
Перед сваркой ознакомьтесь со всеми правилами OSHA, касающимися воздействия шестивалентного хрома, которые могут потребовать использования системы удаления дыма или шлема с PAPR.
При использовании источника сварочного тока с регулируемыми функциями запуска дуги установите регулируемое усилие дуги так, чтобы оно слегка благоприятствовало более «мягкой, маслянистой» стороне характеристик дуги. Если в машине есть настройка для рутиловых электродов, выберите ее. Если необходимо выбрать настройку для основного (EXX18) или целлюлозного электрода, выберите основной. С регулируемой функцией горячего пуска добавьте пусковой ток на 25 % больше, чем сварочный ток, в течение от половины до одной секунды. Обратите внимание, что электроды из нержавеющей стали требуют меньшего тока, чем мягкие электроды того же диаметра, поэтому следуйте рекомендациям производителя.
Если в машине есть настройка для рутиловых электродов, выберите ее. Если необходимо выбрать настройку для основного (EXX18) или целлюлозного электрода, выберите основной. С регулируемой функцией горячего пуска добавьте пусковой ток на 25 % больше, чем сварочный ток, в течение от половины до одной секунды. Обратите внимание, что электроды из нержавеющей стали требуют меньшего тока, чем мягкие электроды того же диаметра, поэтому следуйте рекомендациям производителя.
По сравнению с низкоуглеродистой сталью электроды из нержавеющей стали имеют медленное и быстрое замерзание сварочной ванны. Операторам требуется больше манипуляций с электродами, чтобы направить ванну, поэтому углы электродов могут быть преувеличены по сравнению с электродами из мягкой стали.
Для системы быстрозамерзающего шлака электрода -15 добавление небольшого количества взмахов электрода (примерно 1/8 дюйма шага вперед и пауза) поможет создать ванну. Для более медленно замерзающих шлаковых систем электродов -16 и -17 используйте технику плетения, чтобы сгладить свод.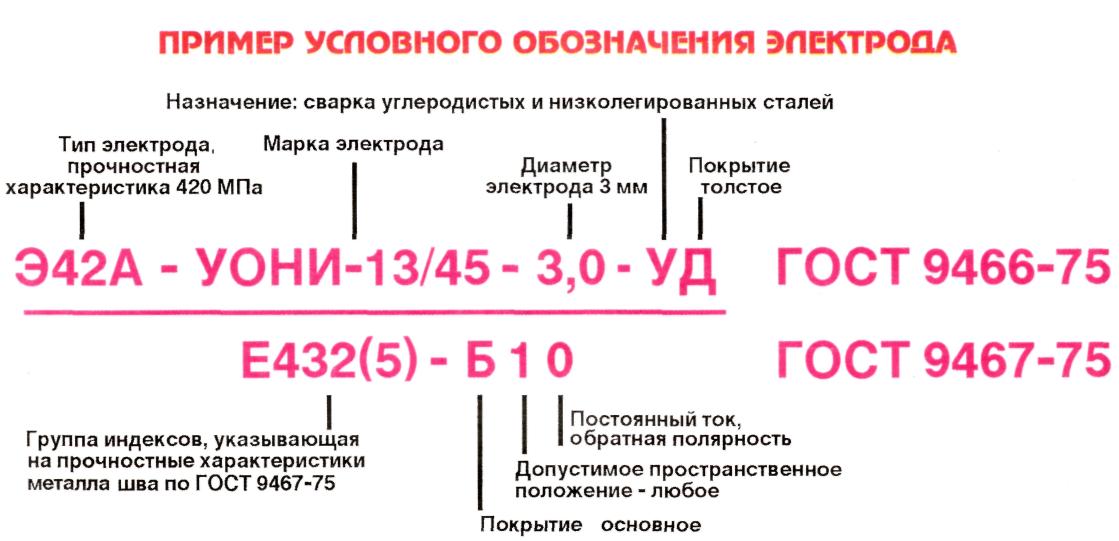 Чем медленнее застывает шлак, тем шире переплетение. Чтобы избежать высокой выпуклости, проведите электродом посередине и сделайте паузу по краям (что также поможет связать выступы сварного шва).
Чем медленнее застывает шлак, тем шире переплетение. Чтобы избежать высокой выпуклости, проведите электродом посередине и сделайте паузу по краям (что также поможет связать выступы сварного шва).
Для сварки вертикально вверх подтолкните электрод вверх, как в случае с E7018, но используйте плетение вместо прямого валика. Некоторые операторы используют метод J, при котором шаг электрода вперед происходит на одном конце сварного шва; другие просто перемещают электрод вверх на 1/16 – 1/8 дюйма, когда они проходят через середину.
Несмотря на то, что методы индивидуальны, как и оператор, каждый опытный оператор делится одним и тем же советом по сварке SMAW с использованием электрода из нержавеющей стали: нулевое время в центре валика, пауза на краях, полагайтесь на синхронизацию техники и никогда используйте внешний вид шлака, чтобы предвидеть профиль борта. Общие советы включают в себя «этот стержень будет лгать вам» и «не волнуйтесь; шлак не соответствует профилю борта». Учитывая появление на рынке более новых электродов серии 300, операторы обязаны получить несколько упаковок с образцами и на себе испытать разницу в характеристиках покрытия.
Джефф Липко — инженер по сварке и разработке, а Натан Лотт — инженер по применению в ESAB, 2800 Airport Rd., Denton, Texas 76207, 800-372-2123, [email protected], nlott@esab. ком, www.esabna.com.
ЭЛЕКТРОД ИЗ АЛЮМИНИЕВОГО СПЛАВА 5-32″ ALUMI-ARC
Щелкните здесь, чтобы увеличить изображение
5/32″ ЭЛЕКТРОД ИЗ АЛЮМИНИЕВОГО СПЛАВА ALUMI-ARC
- ПОЗИЦИЯ #: EG14130000
- СТАНДАРТНАЯ УПАКОВКА: 5 LB
- ДОСТАВКА:
- ОГРАНИЧЕНИЯ: нет
Описание продукта
Alumi-Arc™ — электрод из алюминиевого сплава для сварки всех свариваемых марок алюминия* с превосходным цветовым соответствием.
- Высококачественные сварные швы — образование прочных, плотных, пористых наплавок без трещин
- Простота в использовании — высокая скорость сварки, меньшее разбрызгивание и простота в эксплуатации
- Уникальное флюсовое покрытие — позволяет использовать его в качестве припоя с кислородно-ацетиленовой горелкой
- Всепозиционный
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
- Прочность на растяжение: 34 000 фунтов на кв.
