Расточные станки — Классификация – Энциклопедия по машиностроению XXL
Эта разновидность станков входит во вторую группу по классификации ЭНИМСа и включает в себя горизонтальнорасточные, координатно-расточные и алмазно-расточные станки. [c.296]НАЗНАЧЕНИЕ И КЛАССИФИКАЦИЯ РАСТОЧНЫХ СТАНКОВ [c.52]
Назначение и классификация расточных станков 53 [c.53]
Классификация станков. По классификации, разработанной экспериментальным научно-исследовательским институтом металлорежущих станков (ЭНИМС), все универсальные металлорежущие станки делятся на девять групп (табл. 5) токарные, сверлильные и расточные, шлифовальные и полировальные, комбинированные, зубо- и резьбообрабатывающие, фрезерные, строгальные, долбежные и протяжные, разрезные и другие. [c.31]
Расточные станки — Классификация 459 Рашпили 1018, 1019 Режущий инструмент — Доводка — см Доводка режущего инструмента [c.
КЛАССИФИКАЦИЯ РАСТОЧНЫХ СТАНКОВ [c.296]
Классификация расточных станков приведена на фиг. 335. Из всех приведенных в классификационной таблице расточных станков рассмотрим наиболее интересные и характерные, имеющие наибольшее распространение в металлообрабатывающей промышленности. [c.296]
КЛАССИФИКАЦИЯ ДВИЖЕНИЙ В РАСТОЧНЫХ СТАНКАХ [c.123]
Техническая характеристика современных моделей горизонталь-но-расточных и координатно-расточных станков с программным управлением. Горизонтально-расточные станки с программным управлением выпускаются в соответствии с установленной классификацией нормальной точности (Н) и повышенной точности (П). [c.183]
Классификация по комплексу признаков наиболее полно отражается в общегосударственной Единой системе условных обозначений станков (табл.. 6.1). Она построена по десятичной системе все металлорежущие станки разделены на десять групп, группа — на десять типов, а тип — на десять типоразмеров.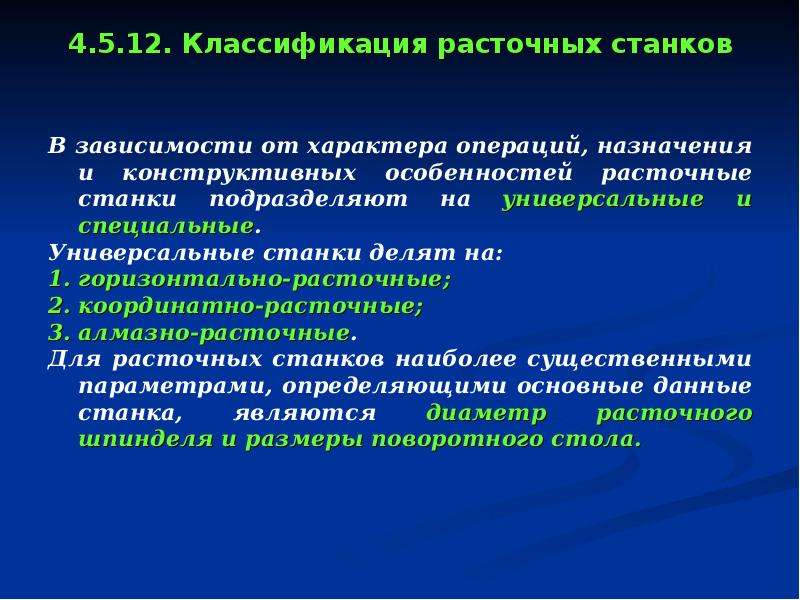
Аналогично этому сравнительно до недавнего прошлого, например, расточные и сверлильные станки рассматривались как бесспорно различные типы, между тем для этого нет достаточных оснований. Поэтому и важно подчеркнуть, что принципиальное изменение традиционных методов классификации машин и орудий по типам неразрывно связано с возникновением нормализационного направления не только в конструировании машин, но и в специализации машиностроительных заводов.
Классификация металлорежущих станков (табл.1). По технологическому назначению (в зависимости от вида обработки) все металлорежущие станки можно подразделить на девять групп — группы токарных станков, сверлильно-расточных, шлифовально-полировальных и др. В каждой группе предусмотрены девять типов станков, отличающихся друг от друга технологическим назначением (например, протяжные станки для внутренней обработки), расположением их главных рабочих органов (например, горизонтально-протяжные), степенью автоматизации (полуавтомат или автомат).
[c.302]
В каждой группе предусмотрены девять типов станков, отличающихся друг от друга технологическим назначением (например, протяжные станки для внутренней обработки), расположением их главных рабочих органов (например, горизонтально-протяжные), степенью автоматизации (полуавтомат или автомат).
[c.302]
Согласно классификации, принятой в нашей стране, резцы делятся на множество разновидностей, типов и исполнений в зависимости от технологических групп станков (токарные, строгальные, долбежные), выполняемых работ (проходные, подрезные, прорезные и отрезные, резьбовые, расточные и т. д.), конструкции (цельные с напайными пластинами, сборные, отогнутые, круглые) и от материала режущей части (быстрорежущие, твердосплавные, алмазные и др.). [c.74]
Классификация универсальных приспособлений для обработки ремонтных деталей на станках. При конструировании приспособлений к токарным, сверлильным, расточным фрезерным и другим станкам конструктор должен учитывать возможность частого использования их.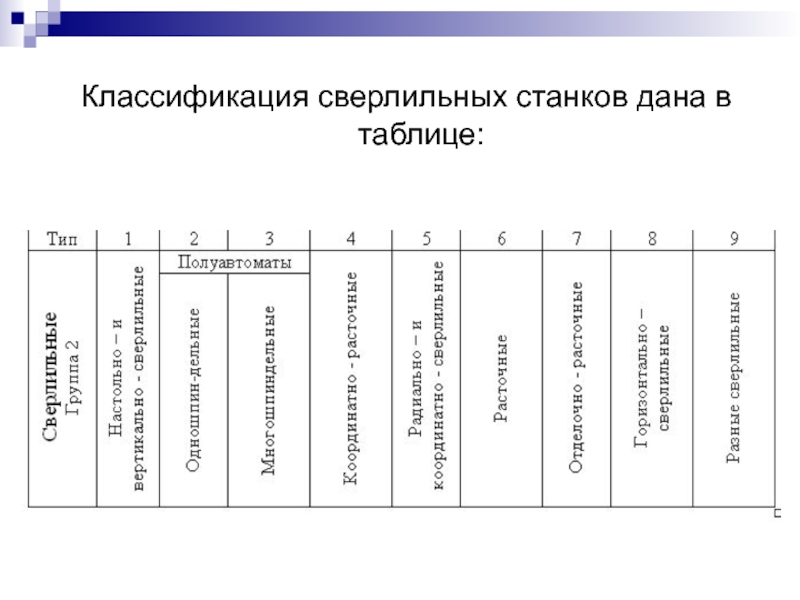 Для крепления приспособлений необходимо предусматривать пазы в столах и планшайбах, крепление кулачками, подвижные кондукторные втулки и т. д. Приведем для иллюстрации примеры универсальных приспособлений для механической обработки, успешно выдержавших испытания длительным применением.
Для крепления приспособлений необходимо предусматривать пазы в столах и планшайбах, крепление кулачками, подвижные кондукторные втулки и т. д. Приведем для иллюстрации примеры универсальных приспособлений для механической обработки, успешно выдержавших испытания длительным применением.
КЛАССИФИКАЦИЯ И ВЫБОР ОСНОВНЫХ ТЕХНИЧЕСКИХ ХАРАКТЕРИСТИК СТАНКОВ СВЕРЛИЛЬНО-ФРЕЗЕРНО-РАСТОЧНОЙ ГРУППЫ [c.411]
Сверлильно-расточные станки на основании классификации, приведенной в табл 1.1, отнесены ко второй группе, внутри которой их делят на типы (см. табл. 1.1) 1 — вертикально-сверлильные 2 — однощпиндельные полуавтоматы 3 — многошпиндельные полуавтоматы 5 — радиально-сверлильные 8 — горизонтально-сверлильные 9 — разные сверлильные. [c.216]
Классификация приводится по книге М. Я- Кашепава Современные координатно-расточные станки . М. Машгиз, 1961. [c.123]
В общей классификации металлорежущих станков по технологическому признаку сверлильные и расточные станки отнесены к одной группе станков, так как и те и другие предназначены для обработки отверстий. Все универсальные станки, выпускаемые отечественной промышленностью, в том числе и сверлиль-
[c.31]
Все универсальные станки, выпускаемые отечественной промышленностью, в том числе и сверлиль-
[c.31]
Координатно-расточные станки 489 Копировально-прошивочные станки электроэрозионные, ультразвуковые и электрохимические 503 Корпусные детали – Классификация по группам 770 -Материалы 772 – Обработка плоских поверхностей 776 Коррозионно-стойкая сталь – Лазерная резка 301 – Накатывание резьбы 216—Обрабатьгоаемосгъ 121,174 – Пасты для полирования 251 – Сверление 194 – Электрохимическая обработка 286 [c.834]
По общепринятой классификации расточные станки подразделяются на горизонтально-расточные, координатно-расточные, ал-мазно-расточные и специальные, к числу которых относятся и агрегатно-расточные станки. [c.130]
По комплексу признаков разработана полная классификация металлорежущих станков. В ней девять групп 1 — токарные 2 — сверлильные и расточные 3 — шлифовальные, полировальные, доводочные и заточные 4 — электрофизические и электрохимические 5 — зубо- и резьбообрабатывающие 6 — фрезерные 7 — строгальные, долбежные и протяжные 8 — отрезные 9 — разные.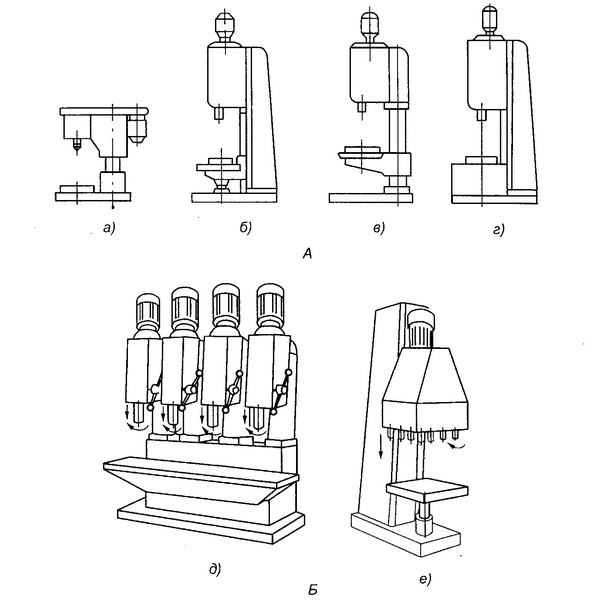
 [c.469]
[c.469]Назначение и классификация сверлильных станков. Согласно единой классификации, принятой в СССР, сверлильные станки по технологическому признаку подразделяются на шесть основных типов вертикальносверлильные одношпиндельные полуавтоматы многошпиндельные полуавтоматы радиальносверлильные горизонтальносверлильные (расточные) и разные сверлильные. [c.201]
В основу классифихацйи станков положен технологический принцип обработки — назначение станка,— характер обрабатываемых поверхностей, схема обработки и др. Эта классификация построена по десятичной системе. Все станки (за исключением специальных) подразделяются на десять групп, а группы, в сзою очередь, подразделяются на десять типов. Станки делят на токарные, сверлильные, расточные, для абразивной обработки для электрофизической и электрохимической обработки, резьбообрабатывающие, зубообрабатывающие, фрезерные, строгальные, долбежные, протяжные, разрезные и разные.

Станкостроительная промышленность СССР выпускает большое число металлорел ущих станков, различных по назначению, конструкции, технологическим возможностям, специализации, размерам, массе и точности. Для того чтобы было легче один тип станка отличить от другого, ЭНИМСом разработана классификация. Все серийно выпускаемые станки разделены на 10 групп по виду выполняемой обработки или назначению 1) токарные, 2) сверлильные и расточные, 3) шлифовальные, полировальные, доводочные, заточные, 4) комбинированные и физико-химической обработки, 5) зубо- и резьбообрабатывающие, 6) фрезерные, 7) строгальные, долбел ные, протяжные, 8) разрезные и 9) разные. Группа с номером О остается резервной. Кроме того, каждая группа разделена на десять типов по назначению, конструктивным особенностям (компоновке, числу шпинделей и др.), виду применяемого инструмента, степени автоматизации и другим признакам.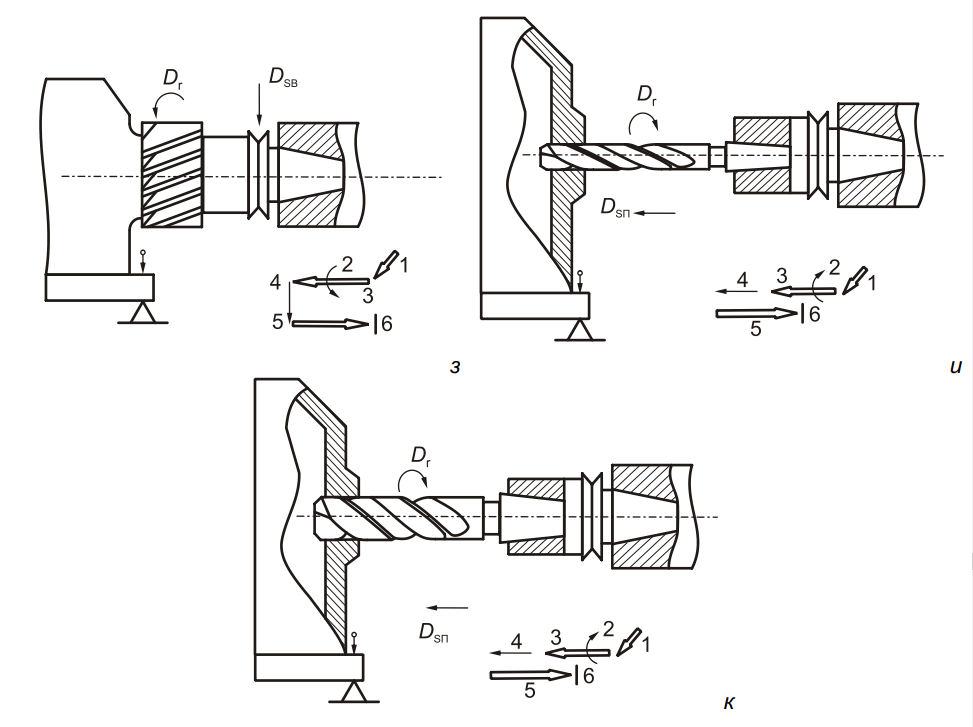
Расточные станки. Основные понятия
На расточных станках для обработки поверхностей используют различные инструменты: резцы, сверла, зенкеры, развертки, метчики, фрезы.
Рис. 1. Инструменты для расточных станков
Расточные резцы по форме поперечного сечения корпуса подразделяют на квадратные, прямоугольные (рис. 1, а) и круглые(рис. 1, б).
В зависимости от вида обработки используют различные типы расточных резцов: проходные, подрезные, канавочные и резьбовые. Широко применяют
пластинчатые резцы — основной инструмент для растачивания отверстий диаметром более 20 мм. Пластинчатые резцы делят на одно- и
двухлезвийные (рис. 1, в).
Двухлезвийные пластинчатые резцы выполняют по размеру растачиваемого отверстия.
Расточные блоки (рис. 1, г) представляют собой сборную конструкцию, состоящую из корпуса 1 и вставных регулируемых резцов 2, закрепленных винтами 3 и 4. Резцы регулируют по диаметру растачиваемого отверстия.
Расточные головки применяют для обработки отверстий большого диаметра. На рис. 1, д показана разъемная расточная головка для обработки отверстий диаметром 130 – 225 мм. Подрезные резцы головки предварительно устанавливают по диаметру и торцу на заданный размер, что позволяет обрабатывать ряд соосных отверстий как по диаметру, так и по торцам.
Специальные
развертки с нерегулируемыми и регулируемыми ножами применяют для окончательной обработки отверстий после предварительного растачивания
их резцами. Регулируемая плавающая развертка (рис. 1, е) имеет два ножа 5, взаимно перемещающихся по шпонке 7 и скрепленных винтами 6 при упоре в винт 8, положение которого регулируется в зависимости от заданного размера обрабатываемого отверстия. Развертка оснащена
пластинками из твердого сплава.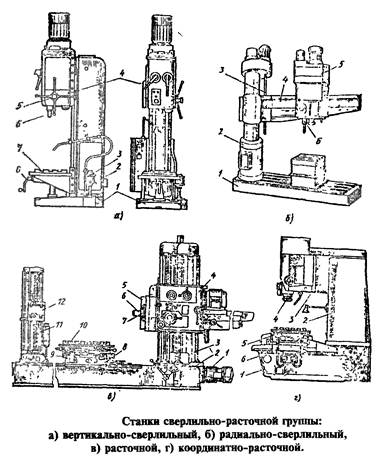
Приспособления для обработки заготовок на расточных станках
Заготовки на столе расточного станка закрепляют с помощью различных универсальных приспособлений: прижимных планок, станочных болтов, угольников, призм (см. рис. 2).
Рис. 2. Приспособления для закрепления заготовок на станках
При обработке отверстий и плоскостей, расположенных под углом к основанию заготовки или друг к другу, применяют угольники. Заготовки с опорными поверхностями цилиндрической формы устанавливают на призмы.
Корпусные детали отличаются большим многообразием форм и размеров обрабатываемых поверхностей и точностью их обработки. В зависимости от этого используют различные конструкции расточных кондукторов для закрепления корпусных заготовок и обеспечения правильного положения инструмента относительно обрабатываемой поверхности.
Режущий инструмент на расточных станках закрепляют с помощью вспомогательного инструмента: консольных оправок, двухопорных
оправок и патронов. Использование вспомогательного инструмента обусловлено тем, что резец нельзя непосредственно закреплять в
расточном шпинделе или радиальном суппорте. Расточные оправки имеют прямоугольные, квадратные или круглые окна для установки
резцов, расположенные под углом 45 или 90° к оси вращения оправки. Короткие консольные оправки предназначены для закрепления одного или двух резцов при растачивании глухих и сквозных отверстий небольшой длины.
Использование вспомогательного инструмента обусловлено тем, что резец нельзя непосредственно закреплять в
расточном шпинделе или радиальном суппорте. Расточные оправки имеют прямоугольные, квадратные или круглые окна для установки
резцов, расположенные под углом 45 или 90° к оси вращения оправки. Короткие консольные оправки предназначены для закрепления одного или двух резцов при растачивании глухих и сквозных отверстий небольшой длины.
Рис. 3. Оправки для закрепления режущего инструмента
Для растачивания отверстий, находящихся на большом расстоянии от торца планшайбы станка, или нескольких соосных отверстий используют удлиненные консольные оправки (рис. 3, а). Применяют консольные оправки также для пластинчатых
плавающих разверток (рис. 3, б). Пластинку 3 вставляют в гнездо оправки и винтом 1 удерживают от выпадения. В то же время
благодаря наличию небольшого зазора (0,1 – 0,15 мм) между пазом 2 пластинки 3 и винтом 1 развертка может самоустанавливаться («плавать»).
Двухопорная расточная оправка (рис. 3, в) представляет собой длинный вал с коническим хвостовиком на одном конце для установки его в шпинделе станка. Другой конец оправки закрепляют в люнете задней стойки станка. По длине оправки расположены окна для установки стержневых и пластинчатых резцов.
Обработка заготовок на горизонтально-расточных станках
Горизонтально-расточные станки относятся к числу наиболее распространенных, на их базе выполнены конструкции других универсальных и специальных расточных станков.
На расточных станках обрабатывают отверстия, наружный цилиндрические и плоские поверхности, уступы, канавки, реже конические отверстия и нарезают внутреннюю и наружную резьбы резцами. Наиболее распространенный вид обработки на расточных станках — растачивание отверстий.
Растачивание цилиндрических отверстий выполняют резцами, установленными на консольной или двухопорной оправке. Использование консольной оправки целесообразно в тех случаях, когда длина обрабатываемого отверстия l < 5D, так как с увеличением длины оправки снижается ее жесткость.
Рис. 4. Схемы обработки заготовок на горизонтально-расточных станках.
На рис. 4, а показана схема растачивания отверстия небольшой длины двухлезвийным пластинчатым резцом, закрепленным в консольной оправке. Заготовке сообщают продольную подачу. При небольшой длине отверстия, когда возможна работа с короткой жесткой оправкой, растачивают при осевой подаче расточного шпинделя. Растачиванием с продольной подачей заготовки получают более правильное отверстие вследствие постоянного вылета шпинделя.
Отверстия с отношением l/D > 5 и соосные отверстия растачивают резцами, закрепленными в двухопорной оправке.
На рис. 4, б показано одновременное растачивание двух соосных отверстий. Оправка с резцами получает главное вращательное движение, а заготовка — продольную подачу в направлении от задней стойки к шпиндельной бабке.
Отверстия большого диаметра, но малой длины, растачивают резцом, закрепленным в радиальном суппорте планшайбы (рис.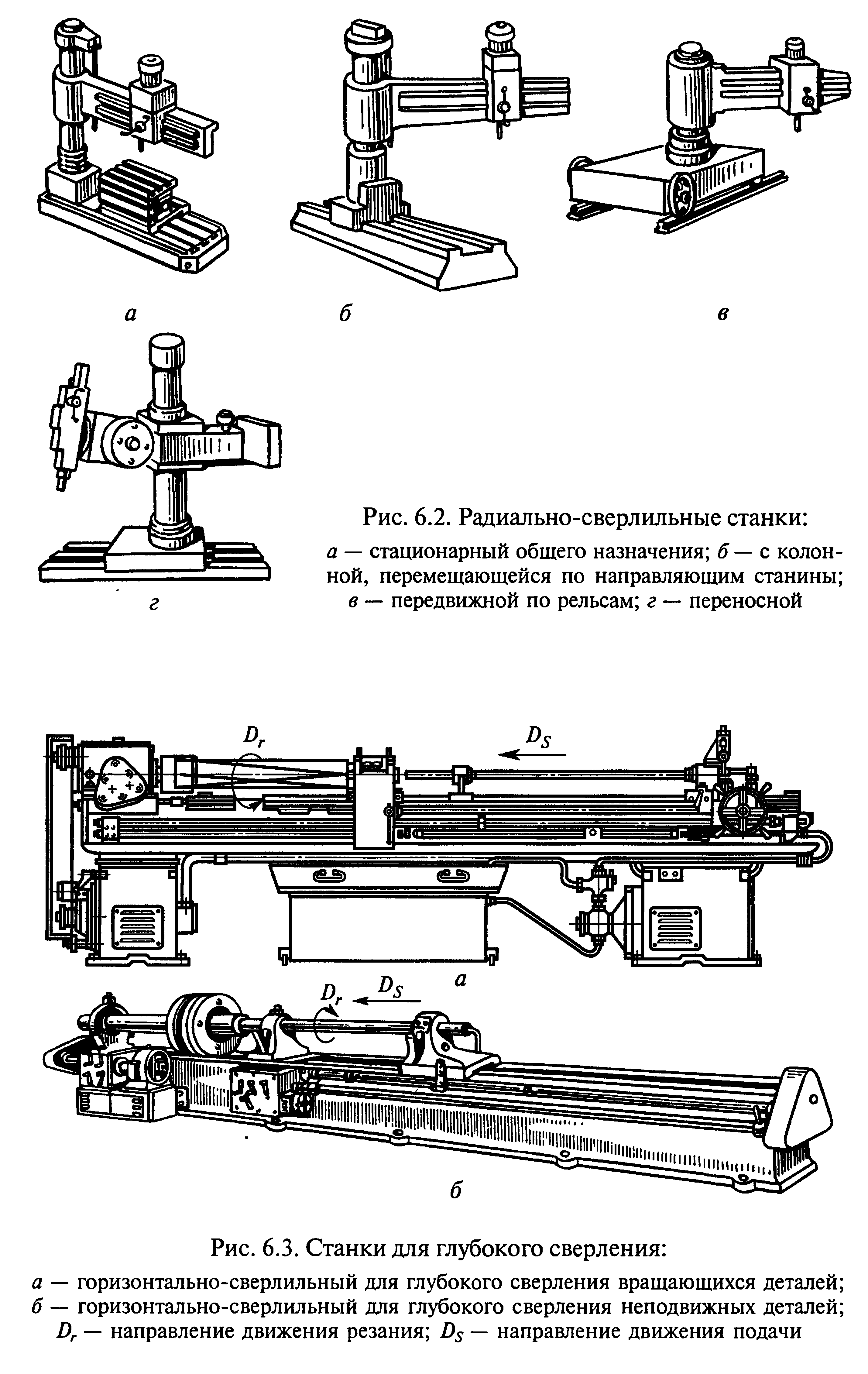 4, в). Планшайбе с резцом сообщают главное вращательное движение, а столу с заготовкой — продольную подачу. Отверстия диаметром более 130 мм обрабатывают расточными блоками и головками.
4, в). Планшайбе с резцом сообщают главное вращательное движение, а столу с заготовкой — продольную подачу. Отверстия диаметром более 130 мм обрабатывают расточными блоками и головками.
Растачивание параллельных и взаимно перпендикулярных отверстий выполняют с одной установки заготовки. После растачивания первого отверстия перемещают стол в поперечном направлении или шпиндельную бабку в вертикальном направлении на величину, равную межцентровому расстоянию, затем растачивают второе и другие отверстия. Если требуется расточить взаимно перпендикулярные отверстия, то после растачивания первого отверстия стол поворачивают на 90° и растачивают второе отверстие.
Растачивание конических отверстий осуществляют расточными головками, закрепленными в расточном шпинделе, которому сообщают осевую подачу. Конические отверстия диаметром более 80 мм растачивают резцом с использованием универсального приспособления, смонтированного на радиальном суппорте планшайбы (рис. 4, г).
Сверление, зенкерование, развертывание, цекование, зенкование и нарезание резьбы метчиками выполняют на расточных станках
так же, как и на вертикально-сверлильных. Инструмент закрепляют в расточном шпинделе и сообщают ему главное вращательное движение и
осевую подачу. Заготовка, установленная на столе станка, остается неподвижной.
Инструмент закрепляют в расточном шпинделе и сообщают ему главное вращательное движение и
осевую подачу. Заготовка, установленная на столе станка, остается неподвижной.
Вертикально расточные станки модели. Расточный станок — что это, как работает? Классификация расточных станков
Горизонтально-расточный станок, модели и технические характеристики которого могут быть разными, имеет следующее назначение:
- Растачивание отверстий.
- Сверление.
- Обтачивание деталей с цилиндрической формой.
- Обработка торцов изделий.
- Фрезерование.
- Зенкерование.
- Нарезка резьбы при помощи изделия с обозначением 2620В.
И это далеко не полный список операций, выполняемых установкой горизонтально-расточным станком. Благодаря чему можно использовать только один вид оборудования для проведения полного цикла изготовления деталей из заготовок. При многосерийном производстве это весьма удобный вариант, не требуется привлечения дополнительной техники.
Наличие шпинделя – одна из отличительных особенностей. Эта часть конструкции бывает горизонтальной, вертикальной. 1 горизонтально расположенный элемент встречается чаще всего.
Шпиндель используется для закрепления приспособлений с режущим действием на горизонтально-расточном станке 2620, включая:
- зенкер;
- сверла;
- резцы;
- фрезы и так далее.
Во время работы параметры определяются диаметром шпинделей. То же касается габаритных показателей станков, в том числе – варианта 2620В.
Об особенностях в конструктивном плане
Особенности конструкции и использованные заготовки позволяют выделить установка специального, универсального назначения.
Горизонтально-расточные станки 2620 бывают:
- Алмазно-расточными.
- Координатно-расточными.
- Горизонтального вида.
Станок горизонтально располагающийся имеет исполнение трех вариантов:
- с двумя направлениями перемещения;
- с движением по одному направлению;
- отсутствие движений.


Шпиндель движется – значит, осуществляется начало работы, формообразование, когда проводится обработка заготовок при помощи горизонтально-расточного станка 2620. Подаваться может как сам инструмент, так и заготовка. Конкретный вариант определяется используемой технологией. Обработка не обходится без дополнительных движений:
- Использование направляющих при движении люнета.
- Соединение люнета и задней стойки.
- Движение стола поперек или вдоль.
- Шпиндельная бабка, идущая по вертикали. У конструкций 2620В тоже есть такая возможность. Это делает технические характеристики высокими, и относительно варианта 2620а.
Поворотным столом снабжается большая часть станков, со шпинделями 125-миллиметрового диаметра. Столы двигаются как поперечно, так и вдоль. Среди важных дополнений – передние стойки, без движений.
При 125-миллиметровом диаметре шпинделей стойки без проблем двигаются в одном, нескольких направлениях. Но чаще всего встречаются модели горизонтально-расточных станков 2620 с неподвижными составляющими.
Работа – на каком принципе основывается?
Движения подач – главная особенность работы у данных устройств. Здесь надо описать несколько важных элементов и принципов:
- Закрепление режущих инструментов происходит при участии суппорта планшайбы, либо шпинделя. Здесь начинается вращение. Принцип сохраняется и в моделях 2620а.
- Расположение на поверхности подвижного стола, с применением специального приспособления.
- При работе стол перемещается, вдоль или поперек. Модели 2620В такие же возможности.
Передняя стойка участвует в процессе движения шпиндельной бабки, с сохранением вертикального направления. Люнет опоры совмещен со стойкой сзади. Движение двух деталей происходит одновременно.
Когда растачиваются отверстия либо осуществляется нарезка внутренней резьбы, движение поступательного типа осуществляется расточным шпинделем. Когда обрабатывается деталь с помощью горизонтально-расточного станка 2620, двигается планшайба с суппортом, только придерживаясь радиального направления.
Какие модели получили распространение?
Среди всех модификаций горизонтально-расточных станков с ЧПУ и без, наибольшую известность получили следующие варианты:
- Skoda W200.
- 2a614, 2л614.
- 2а622ф4, 2а622.
- 2620.
Особенности модели 2620
У этого горизонтально-расточного станка с ЧПУ также существует некоторое количество модификаций – 2620Г, 2620В, 2620А, 2А620, 2620. При их применении раньше допустима была обработка деталей с корпусами, имеющих средние и больше размеры. Без выдвижных шпинделей станки не производятся.
Для него характерно наличие планшайб внутри, 90-миллиметровый диаметр. Обрабатываются детали весом меньше 3 тонн. Это подтверждает паспорт ис2а636ф1.
Различия у моделей имеются следующие:
- 2а620Г – задняя стойка отсутствует;
- 2А620В – задняя стойка присутствует;
- 2а620Ф1 – с устройством, осуществляющим цифровую идентификацию.
Информация о модификациях 2А622Ф4 и 2А622
Это новая разновидность горизонтально-расточного станка с ЧПУ, заменившая морально устаревшие аналоги.
Устройства рассчитаны на то, чтобы обрабатывать детали консольно, даже при наличии корпусов больших размеров. Их вес может доходить до 4 тонн. Обработка не должна доставить хлопот, даже если имеются отверстия, требующие соблюдения точных параметров. И когда сохраняются определенные размеры для связи осей. Иногда так устроены изделия с номером 2Л614.
Обязательной частью оборудования выступают поворотный стол и передняя стойка, сохраняющая неподвижное положение. А вот сам стол перемещается, вдоль либо поперек. На станках этой серии легко фрезеровать заготовки, следуя восьмиугольному контуру. Допустим вариант с круговой подачей стола. Одна из доступных модификаций – ис2а636ф1.
В конструкции присутствует и выдвижной шпиндель, с диаметром в 110 миллиметров. Плиты в одном положении монтируются на бабку шпинделя, с торца стенки. Так работает и модель горизонтально расточного станка 2а614.
Из главных характеристик стоит отметить высокую жесткость, способность сопротивляться вибрациям. Благодаря чему срок службы шпиндельного устройства увеличивается. Консольные технологии повышают эффективность. Обработка торцевых поверхностей деталей становится возможной благодаря съемной планшайбе. Расточка отверстий большого диаметра упрощается. Свойство есть у вариантов 2Л614.
Разновидность конструкций определяет наличие тех или иных дополнительных деталей:
- Вариант с ЧПУ.
- Технологии идентификации по цифровому типу.
- Отсчеты координат в цифровом виде, для обработанной детали это важно.
2а614 – чем отличается модель?
Главное назначение модели с обозначением 2а614 – детали корпусного типа, до 2-тонного веса. Упрощается работа с конструкциями, где есть отверстия точных размеров со связью, предполагающей соблюдение параметров между осями. Расточные станки серии 2а614 – устройства универсального типа, открывающие доступ к следующим возможностям, как и изделия 2Л614:
- Обрабатывание канавок кольцевого устройства.
- Стачивание поверхности на торцах.
- Работы с выборкой, фрезерованием.
- Отверстия с разверткой.
- Зенкерование.
- Расточка отверстий. С этой функцией справляются и горизонтально расточные станки 2а622.
- Сверление.
Производитель может дополнительно установить резьбонарезное устройство, если есть необходимость. Даже на конструкцию 2Л614.
Обязательным дополнением становится зажимание инструментов механизированным способом. Для приспособления характерна высокая устойчивость к вибрационным воздействиям. Уровень производительности так высок, а управление такое удобное, что работа требует минимум усилий и вложений. Уровень точности также будет удивлять лишь приятно. Но этим могут похвастаться и горизонтально-расточные станки 2а622.
Стол с поворотом встраивается в любые конструкции. Он осуществляет движение вдоль, поперек шпиндельной части. Характерно наличие стоек впереди, не меняющих положение. Как и у модели 2Л614.
Работа также осуществляется за счет встроенной планшайбы, с радиальным суппортом. Шпиндель и планшайба не смогли бы двигаться без участия электромотора на переменном токе. Для этого используется скоростная коробка, с зубчатым устройством. Рукояточный механизм выбора передач тоже становится незаменимым помощником.
Мотор на постоянном токе отвечает за организацию подач. Широты спектра регулирования хватает, чтобы решение вопроса не вызвало дополнительных проблем. Величину подачи можно изменить в любой момент, не останавливая движение. Такую возможность обеспечивают и в моделях горизонтально-расточных станков 2м614.
2Л614 – о характеристиках оборудования
Этот станок также представляет группу с универсальными изделиями. Его применяют при обработке корпусных деталей, имеющих вес не больше 1000 килограмм. Характерны и другие особенности:
- Оснащение встроенным поворотным столом. Стандартные движения – с использованием продольного, поперечного направления. Их придерживаются и в изделии 2а622ф4.
- Стоит отметить наличие передней стойки, которая неподвижна.
- Среди главных агрегатов – электромотор на переменном токе, отвечающий за организацию вращательного движения, которое осуществляется при участии шпинделя, планшайбы.
- Управлять процессом легче при использовании механизма выбора передач с рукояткой. Как и в варианте 2а622ф4.
Станок-модификация 2л614 всегда дополняется не только планшайбой встроенной разновидности, но и суппортом, двигающимся радиально. Список выполняемых операций больше благодаря радиальному суппорту.
При обработке можно использовать так называемый выдвижной шпиндель. Тогда фрезерные работы позволяют не использовать суппорт радиального типа.
Станки принесут пользу предприятиям в сфере механики, инструментального производства. По точности есть соответствие категории, обозначаемой H. По-другому устроены изделия 2а622Ф4.
Видео: горизонтальный расточной станок с ЧПУ.
Skoda W200 – чем хороша данная модель?
Вариант актуален для владельцев проектов производства поштучно, мелкосерийно. В том числе – для деталей, корпусов серьезных габаритов. В зависимости от договоренности с заказчиками, производители могут поставлять два варианта: с контроллером УЦИ, либо при поддержке варианта ЧПУ. Немного по-другому устроены горизонтально-расточные станки 262Г.
Кроме того, любая модель оснащается:
- Угловыми головками.
- Шпиндельной установкой 200-миллиметрового диаметра, с выдвижным корпусом.
- Столом поворачивающегося типа, движение у которого – вдоль-поперек.
- Плитой, остающейся в одном положении.
- Стойкой, с поперечно-подвижным устройством. Которая есть и у 2а622Ф4.
Детали могут иметь максимальный 20-тонный вес при подобных обстоятельствах. Станок позволяет осуществлять нарезание резьбы, использовать фрезу на торце, обрабатывать торцы, и многие другие операции. Это современная конструкция, при производстве которой используются только комплектующие высокого качества.
Модель 2а622Ф4 не стала исключением. Ведь при выполнении подобных операций ошибки недопустимы. Одно из лучших предложений, доступное участникам Европейского рынка. Широко используется в экспорте, поставляется представителям зарубежных стран.
Для сложной обработки металлических заготовок специалисты используют особый тип оборудования – расточные станки. Они могут выполнять несколько типов операции и представляют сложные промышленные комплексы с функциями автоматической работы.
Назначение расточных станков
Перед анализом схем расточных станков следует рассмотреть их функциональные возможности, технические и эксплуатационные качества. В первую очередь это касается особенностей конструкции.
Специфику комплектации горизонтально-расточного станка можно рассмотреть на схеме стандартной модели этого оборудования. Оно состоит из станины, стойки, стола с салазками и фрезеровальной головки. Станина выполняет функцию основания стола, на ней находятся два вида направляющих — плоские и Т-образные. По ним перемещаются салазки. Для настройки оборудования предусмотрен блок управления и устройство для набора координат. Шпиндельная головка предназначена для фиксации деталей. В зависимости от выбранных комплектов резцов выполняются работы по обработке заготовки.
Особенности эксплуатации горизонтально-расточного станка можно узнать из стандартной схемы. Они заключаются в следующем:
- обязательное присутствие корригирующих механизмов, предназначенных для уменьшения погрешности шага винта;
- для увеличения точности обработки используют оптические устройства;
- не подверженность изменению установленных параметров из-за вибрации.
Эти требования предъявляют особые условия для изготовления подобного оборудования.
Схема комплектации горизонтально-расточного станка зависит от типа выполняемых работ. Главной задачей является правильный выбор режущего инструмента.
Горизонтально-расточные станки
Наиболее распространенными моделями являются горизонтально-расточные станки. Они выполняют большинство стандартных операций, для них разработаны индивидуальные схемы изготовления.
Особенностью конструкции этого типа оборудования является расположение шпинделя — горизонтальное. Для выполнения процесса обработки необходимо вращение заготовки, что обеспечивает силовые агрегаты устройства. Во время работы происходит вращательно-поступательное движение шпинделя. Процедура расточки заготовки может выполняться несколькими способами движения подачи:
- инструменту;
- детали, которая крепится на столе;
- с помощью специальной подвижной подложки.
Дополнительно в комплектации оборудования могут быть предусмотрены устройства перемещения шпиндельной бабки, смещение стола относительно двух координат, плавное переключение скоростей и т.д. Все зависит от конкретной модели оборудования.
Практически любой фрезеровальный станок можно модифицировать для выполнения дополнительных функций. Но эти изменения не должны повлиять на его работоспособность.
Координатно-расточные станки
Намного большим функционалом обладают другие разновидности этого оборудования — устройства для координатной обработки стальных поверхностей заготовок. В отличие от горизонтально-расточного они имеют сложное управление, но при этом способны выполнять ряд других операций.
Главной задачей этого оборудования является формирование отверстий нестандартной формы. С их помощью изготавливаются кондукторы, шаблоны, штампы и т.д. Обладая высокой точностью обработки, промышленный комплекс может быть за короткое время перенастроен для изготовления другой детали. Важной особенностью является точная настройка исходных параметров для обработки.
Кроме этого, координатная модель отличается от вышеописанных типов оборудования наличием следующих компонентов:
- высокая точность перемещения узлов. Это обеспечивается устройствами нескольких типов — оптическими, механическими и электронными;
- универсальные поворотные столы. Они дают возможность обрабатывать отверстия в полярных системах координат без смещения режущей части;
- смещение шпинделя происходит в горизонтальном направлении.
Помимо этого, есть одностоечные и двухстоечные модели. Разница между ними заключается в степенях обработки детали.
В отличие от стандартных схем станков с горизонтальным расположением шпинделя, координатные модели отличаются небольшими размерами. Исключение составляет специальное оборудование, предназначенное для обработки больших деталей.
Для изготовления изделий из особо твердых сортов стали используют алмазные модификации фрезеровального оборудования. Разница заключается в режущей части инструмента. Помимо сверления отверстий станки могут обрабатывать конусные и цилиндрические детали. Средний показатель погрешности заставляет 0,5-1 мкм.
Подобное оборудование применяется для изготовления приборов, а также в машиностроении. Для комплектации применяется несколько типов резцов квадратной или прямоугольной формы. По типу обработки они могут быть резьбовые, канавочные, подрезные и проходные. Наиболее распространенные пластинчатые резцы, диаметр которых составляет 20 мм. Для заточки комплектующих необходимо применять специальное оборудование.
В видеоматериале можно ознакомиться с примером заводской модели:
Обзор и сравнение характеристик моделей
| Модель | TK611В/1 | TK611С/1 | TK611C/4 |
| Диаметр шпинделя, мм | 110/130 | ||
| Размер рабочей поверхности стола, мм | 1320х1010 | ||
| Продольное поперечное перемещение стола, мм | 850 x 1300 | 1200 x 1300 | 1800 x 1300 |
| Вертикальное перемещение шпиндельной бабки, мм | 900 | 900 | 1200 |
| Продольное перемещение выдвижного шпинделя, мм | 550 | ||
| Макс. диаметр растачивания, мм | 240 | ||
| Макс. диаметр сверления, мм | 50 | ||
| Макс. перемещение радиального суппорта, мм | 160 | ||
| Диапазон рабочих подач шпинделя, мм/мин | 0.5-1000 | ||
| Пределы частоты вращения шпинделя, об/мин | 12-1100 | ||
| Пределы частоты вращения планшайбы, об/мин | 4-130 | ||
| Габаритные размеры, мм | 4970*2100*3010 | 4970*2330*3010 | 4970*2717*3120 |
| Масса, кг | 10700 | 12000 | 14500 |
Среди оборудования своеобразными «аристократами» называют координатно-расточные станки, которые предназначаются для создания самых ответственных деталей – отверстий с небольшими отклонениями их взаимного размещения. На подобных станках имеется специальное отсчетное устройство, при помощи которого можно заготовка относительно инструмента перемещается с погрешностью не больше 0,001 миллиметра, и контролирующее устройство для проверки отклонений размеров на обработанных деталях.
Предназначение координатно-расточного станка
Координатно-расточные станки предназначаются для обработки межцентровых отверстий, расстояние между которыми должно точно выдерживаться от базовых поверхностей в прямоугольной системе координат, без использования приспособлений для направления инструмента.
На подобных станках производится сверление, чистовое фрезерование, растачивание, развертывание и зенкерование отверстий, контроль и измерение деталей, чистовое фрезерование торцов, а также разметочные работы. Станки применяются для проделывания отверстий в корпусных деталях и приспособлениях, а также кондукторах, для которых нужна существенная точность взаимного размещения отверстий, в мелкосерийном, единичном и массовом производстве.
На станках наряду с растачиванием выполняются разметка и проверка размеров, в том числе и межцентровых расстояний. Применяя поворотные столы, которые поставляются со станком, можно обрабатывать отверстия, что заданы в полярной системе координат, взаимноперпендикулярные и наклонные отверстия, а также протачивать торцовые поверхности.
Станок оснащен оптическими отсчетными устройствами, которые позволяют отсчитывать целые и дробные части координатного размера. Так как устройство координатно-расточных станков является соединением измерительной машины и металлорежущего станка, то работая на подобном оборудовании, можно контролировать детали, обработанные на других станках.
При нормальной эксплуатации вертикальный координатно-расточный станок способен обеспечивать точность межцентровых расстояний в системе координат порядка 0,004 миллиметра. Чтобы получить более точное расстояние между центрами отверстий, оснащают координатно-расточный станок устройством цифровой индикации, которое дает оператору возможности произведения установки координат с дискретностью около 0,001 миллиметра.
Классификация координатно-расточных станков
Бывают координатно-расточные станки одно- и двухстоечными. Имеют одностоечные станки в своей конструкции крестовый стол, который предназначается для передвижения заготовки в двух направлениях, которые являются взаимно перпендикулярными. Основным движением здесь являются вращающиеся движения шпинделя, а движением подачи – вертикальное перемещение шпинделя.
Двухстоечные станки в своей конструкции имеют стол, который находится на направляющих. Стол способен перемещать установленную заготовку в направлении координаты Х. При движении шпиндельной бабки ось шпинделя передвигается относительно изделия, установленного на столе, в направлении координаты У. Для опускания и подъема шпиндельной бабки поперечину принято перемещать вниз или вверх по направляющим стоек.
Основываясь на уровне автоматизации, координатно-расточные станки разделяют на станки с ЧПУ, цифровой индикацией и набором координат, а также с автоматической сменой заготовок и инструментов, которые позволяют выполнять разные фрезерные работы с высоким уровнем точности.
Зависимо от характера производимых операций, конструктивных особенностей и назначения, координатно-расточные станки бывают универсальными и специализированными. Универсальные станки, в свою очередь, разделяются на горизонтально-расточные и отделочно-расточные. Самым существенным параметром для всех видов станков выступает диаметр расточного шпинделя.
Модели координатно-расчетных станков
Популярные модели координатно-расточных станков в своей конструкции имеют прямоугольный стол с поперечным и продольным перемещением. Предусматривается установочное передвижение шпиндельной бабки. Ускоренное и рабочее перемещение стола в поперечном и продольном направлении проводится электрическими приводами с широчайшим диапазоном регулирования, который позволяет увеличить жесткость и производительность координатно-расточного станка при фрезеровании. Рассмотрим подробнее технические характеристики популярных моделей координатно-расточных станков.
Координатно-расточный станок 2а450
Размеры координатно-расточного станка 2а450, включая ход салазок и стола, – 2670 на 3305 на 2660 миллиметров. Рабочая поверхность стола имеет размеры 1100 на 630 миллиметров. Вес станка, не учитывая массу принадлежностей и электрошкафа, – 7300 килограмм. При работе на данном станке можно достичь наибольшего диаметра сверления в 30 миллиметров и наибольшего растачиваемого отверстия в 250 миллиметров при использовании изделия с максимальным весом в 600 килограмм. Частота вращения шпинделя достигает 50-2000 оборотов в минуту, скорость передвижения изделия при фрезеровке доходит 30-200 оборотов в минуту. При использовании координатно-расточного станка 2а450 мощность электродвигателя достигает 4,5 вКт, частота вращения – 1800 оборотов в минуту.
Координатно-расточный станок 2д450
Координатно-расточный станок 2д450 имеет такие размеры (с ходом салазок и стола) – 3305 на 2705 на 2800 миллиметров. Рабочая поверхность имеет габариты 1100 на 630 миллиметров. Вес станка без электрошкафа и необходимых принадлежностей – 7800 килограмм. Наибольший диаметр расточки отверстий составляет 250 миллиметров, при этом возможно использование изделия с весом до 600 килограмм. В минуту число оборотов шпинделя составляет 50-2000. Мощность установленного на станке электродвигателя – 2 вКт, частота вращения – 700 оборотов в минуту.
Координатно-расточный станок 2в440а
Габариты координатно-расточного станка 2в440а, в том числе хода салазок и стола, – 2520 на 2195 на 2430 миллиметров. Длина рабочей поверхности стола составляет 800, а ширина – 400 миллиметров. Масса станка с выносными принадлежностями составляет 3630 килограмм. При использовании координатно-расточного станка 2в440а возможно достижение максимального диаметра сверления в сплошном материале 25 миллиметров и максимального диаметра расточки в 250 миллиметров при использовании изделий с наибольшим весом в 320 килограмм. Предел частоты вращения шпинделя доходит в минуту до 50-2000 оборотов, мощность электродвигателя составляет 2,2 вКт, частота вращения – 800 оборотов в минуту.
Координатно-расточный станок 2431
Модель 2431 имеет габаритные размеры – 1900 на 1445 на 2435 миллиметров и вес без электрооборудования – 2510 килограмм. Масса электрооборудования к координатно-расточному станку 2431 составляет 420 и комплекта принадлежностей 380 килограмм. Габариты рабочей поверхности стола – 560 на 320 миллиметров. При использовании данной модели достигается максимальный диаметр сверления в 18 миллиметров и максимальный диаметр расточки в 125 миллиметров при применении изделий с наибольшим весом в 250 килограмм. Предел частоты вращения шпинделя в минуту составляет от 75 до 3000 оборотов, общая мощность электродвигателей составляет 2,81 вКт, мощность главного двигателя 2,2 Квт.
Координатно-расточный станок 2421
Габариты координатно-расточного станка 2421 составляют – 900 на 1615 на 2207 миллиметров. Рабочий стол имеет размеры 450 на 250 миллиметров. Масса станка с комплектом принадлежностей составляет 1610 килограмм. Используя данную модель, можно достичь максимального диаметра сверления в сплошном материале 12 миллиметров и максимального растачиваемого отверстия в 80 миллиметров при использовании изделий с наибольшим весом в 150 килограмм. Частота вращения шпинделя составляет от 135 до 3000 оборотов в минуту. Мощность электродвигателя – 10 вКт.
Таким образом, координатно-расточные станки выполняют самую ответственную функцию – проделку отверстий и контроль их отклонений. Станок оснащен устройством цифровой индикации, которое дает возможность оператору устанавливать координаты с дискретностью 0,001 миллиметра, а также отсчетными устройствами для отсчитывания целой и дробной части координатного размера.
Первые модели универсальных горизонтально-расточных станков появились в начале прошлого столетия. Сегодня, пройдя ряд серьезных конструктивных преобразований, они превратились в производительные, мощные и функциональные устройства с широкой сферой применения, цена которых вполне приемлема даже для небольших предприятий.
Конструктивные особенности и преимущества, универсальных горизонтально-расточных станков
Основное назначение горизонтально-расточных станков – глубокая расточка отверстий. Чаще всего с их использованием изготавливаются корпуса редукторов и турбин, коробки передач и блоки цилиндров, электродвигатели и прочие аналогичные образцы деталей и комплектующих для различных отраслей машиностроения.
Говоря об особенностях универсальных моделей горизонтально-расточных станков, стоит отметить выдвижную конструкцию шпинделя и поворотный стол крестообразной формы. Выдвижной шпиндель имеет более жесткую конструкцию, чем у прочих аналогичных видов фрезерного оборудования. Это позволяет успешно выполнять высокоточную обработку заготовок сложной формы – блоков цилиндров или станин одновременно по всей длине крупной детали. Наличие задней поддерживающей стойки позволяет добиться избыточного биения режущего инструмента, тем самым компенсируя снижение интенсивности его воздействия из-за максимальной длины выдвижения шпинделя в рабочем положении. Это особенно важно в процессе изготовления посадочных мест подшипников валов, редукторов, корпусов и коробок передач, где необходимо обеспечить одинаковое воздействие по всей длине заготовки.
Чтобы повысить функциональность станков, на них устанавливают крестовый стол поворотной конструкции. Благодаря наличию задней стойки данное технологическое решение позволяет одновременно растачивать отверстия, например под подшипники, с противоположных сторон корпусной заготовки при ее повороте на 180 градусов. Справиться с проблемой некоторой потери точности при перемещении заготовки удалось благодаря технологии хиртового крепления на криволинейных зубцах и двухредукторной системе поворота стола с предварительным натяжением зубчатого зацепления.
Важное преимущество универсальных станков – адекватная стоимость, которую удается быстро компенсировать в условиях как мелкосерийного, так и единичного производства, где изготавливаются нестандартные модели деталей, инструментов и конструкций, а также – осуществляется их ремонт. Единственное требование, обязательное для выполнения при работе на данном оборудовании, – наличие в штате предприятия квалифицированных расточников высокой квалификации. В противном случае, рекомендуется использовать станки с ЧПУ, до минимума снижающие действие человеческого фактора.
Расточной станок используются для обработки заготовок как в условиях единичного, так и серийного производства. Относится такое оборудование к классу универсального. Качественно обрабатывать изделия с его использованием можно в том числе и без переноса заготовок на какие-либо другие специализированные станки.
Основное назначение
Используются станки этого типа в первую очередь, конечно же, для расточки в заготовках отверстий разного диаметра. Но при необходимости их можно применять также для:
- обточки внешних поверхностей цилиндрических деталей;
- обработки торцов заготовок;
- зенкерования и развертывания отверстий;
- нарезания резьбы;
- фрезерования.
Виды расточных станков
Классифицироваться оборудование этого типа может по нескольким признакам. По сфере применения такие станки могут быть:
- универсальными токарно-расточными;
- специализированными.
Станки второй группы в свою очередь подразделяются на следующие разновидности:
- горизонтально-расточные;
- координатно-расточные;
- алмазно-расточные.
В последнее время очень широкое распространение на предприятиях получили расточные станки с ЧПУ.
Какие рабочие инструменты используются
Операции на таком оборудовании, как расточной станок, таким образом, могут производится самые разные. При обработке деталей на этих агрегатах используются такие режущие инструменты, как:
- сверло;
- резец;
- фреза;
- зенкер;
- метчик и т. д.
При выборе такого оборудования любой разновидности в первую очередь обращают внимание на диаметр шпинделя.
Каким может быть координатно расточной станок
Оборудование этого типа предназначено, прежде всего, для максимально точной обработки заготовок. Коородинатно-расточные станки могут быть:
- одностоечными;
- двухстоечными.
В конструкцию таких станков входят:
- станина;
- стойка;
- стол с салазками;
- расточная головка.
Также в конструкцию такого оборудования включена траверса.
Особенности работы на коородинатно-расточном станке
При использовании оборудования этого типа обрабатываемую заготовку предварительно закрепляют на рабочем столе. Далее в шпинделе устанавливают нужный режущий инструмент. Затем работа выполняется в следующем порядке:
- в зависимости от того, какую высоту имеет обрабатываемая деталь, регулируют траверсу и расточную головку;
- устанавливают шпиндель на заданные координаты.
Последняя операция на таком оборудовании, как координатно-расточной станок, в зависимости от его вида, может выполняться по-разному. На одностоечной модели шпиндель устанавливается должным образом путем перемещения рабочего стола в двух перпендикулярных направлениях. На двухстоечном оборудовании:
- стол передвигают в продольном направлении;
- расточную головку перемещают в поперечном направлении по траверсе.
Модельный ряд координатно-расточных станков
Выпускают такое оборудование сегодня многие производители. Но чаще всего на предприятиях используются координатно-расточные станки:
- 2Е450. Эта одностоечная модель имеет размеры стола 630 х 1120 мм и оснащена оптической измерительной системой, дополненной экранным отсчетом. Также этот расточной станок имеет функцию автоматической остановки салазок. Еще одним повышающим удобство в работе дополнением в этой модели является устройство предварительного набора координат.
- 2Д450. Эта модель также имеет размеры стола 630 х 1120. Входящее в ее конструкцию оптическое устройство может отсчитывать как целую, так и дробную части координат.
Могут использоваться на предприятиях, конечно же, и другие координатные расточные станки. Модели 2А450, 2Л450АФ11-01, к примеру, также сегодня очень востребованы.
Горизонтально-расточные станки
Такое оборудование используется на предприятиях и в мастерских также достаточно часто. Основной его отличительной особенностью является то, что шпиндель в нем расположен горизонтально. Основным движением последнего является вращательно-поступательное относительно оси. При этом во время обточки может осуществляться как подача заготовки, так и передвижение самого рабочего инструмента.
Перемещение шпиндельной бабки на таком оборудовании, как горизонтально-расточной станок, является движением дополнительным.
Какие модели могут использоваться
На рынок сегодня может поставляться оборудование этого типа как обычное универсальное со шпинделем диаметром 110-130 мм, так и тяжелое. Станки последней разновидности обычно дополнительно оснащаются ползуном и подвижной колонной.
Моделей такого оборудования производителями выпускается также множество. К примеру, большой популярностью у потребителей пользуются агрегаты линеек ВФЦ и F.O.R.T.
Горизонтально расточной станок ВФЦ может быть предназначен для обработки заготовок весом до 10 тонн. Применяются такие станки в основном для растачивания деталей из чугуна и стали. Построены эти модели по модульному принципу и имеют поворотный стол.
Станки серии F.O.R.T также представлены на рынке в очень широком ассортименте. Конструкцию они могут иметь классическую с крестообразным столом либо с подвижной колонной. Размеры стола у горизонтально-расточных станков F.O.R.T варьируются от 1250 х 1400 мм до 4000 х 4000 мм. Диаметр шпинделя при этом у них может быть равен 100-260 мм.
Алмазно-расточные станки
Оборудование этой разновидности предназначено в основном для тонкой окончательной обработки заготовок. Инструменты в таких станках, как уже можно судить по их названию, используются либо алмазные, либо твердосплавные. Расточной станок этой разновидности может применяться для обработки заготовок как из стали и чугуна, так и из сплавов цветных металлов, эбонита, текстолита, резины и т. д. В ряде случаев алмазная расточка может заменить даже шлифование.
Резка на таком оборудовании производится со значительной скоростью и при этом небольшой глубиной снятия материала. По расположению шпинделя алмазно-расточные станки могут быть горизонтальными или вертикальными.
Модельный ряд
Этот вид оборудования на рынке представлен не так широко, как горизонтально- и коородинатно-расточные станки. Однако марок подобных агрегатов выпускается сегодня также довольно-таки много. Одной из самых популярных моделей такого оборудования является 2А78. Очень неплохие имеет этот расточной станок технические характеристики. Размеры стола у этой модели равны 500 х 1000. С использованием этого оборудования можно делать отверстия в заготовках диаметром 27-200 мм.
Токарно-расточные станки
Основной особенностью оборудования этой разновидности является очень высокая скорость вращения шпинделя. Токарно-расточной станок может использоваться для обработки как плоских деталей, так и цилиндрических.
При работе на таком оборудовании заготовка крепится на столе. При этом шпиндель совершает вращательно-поступательное движение.
Современной промышленностью выпускаются в том числе и токарно-расточные станки крупногабаритные. Диаметр обточки у такого оборудования может быть равен 4 м. При этом на станке допускается выполнять обработку деталей длиной до 32 м. Наиболее востребованной моделью токарно-расточного станка на данный момент является 2А656РФ11.
Оборудование с ЧПУ
ЧПУ могут дополняться как алмазно-, так и горизонтально-, токарно- или координатно-расточные станки. Современная электроника, конечно же, в разы повышает удобство пользования этим оборудованием. Работой станка с ЧПУ токарь управляет не вручную, а через компьютер. Это позволяет добиться высочайшей точности сверления или резки и максимальной производительности.
Использоваться расточные станки с ЧПУ могут как для черновой, так и для чистовой обработки заготовок. Стоят они, конечно же, намного дороже обычных моделей. Работать на таких станках могут только токари, прошедшие переквалификацию по соответствующей программе.
Расточные работы металлических деталей – главные нюансы
Для токарно-расточных работ используют специализированное оборудование. Такие станки снабжены отсчетным устройством, способным контролировать уровень точности движения заготавливаемой детали относительно инструмента с минимальной погрешностью, степень отклонения размеров на заготовках.
Их используют для эффективной обработки межцентровых отверстий с точностью и полным соответствием размеров/расстояния базовым поверхностям.
Виды и нюансы
Работы на расточных станках разделяют на несколько видов:
- сверление и растачивание;
- чистовое фрезерование, в том числе торцов;
- развертывание и зенкерование отверстий;
- разметка.
Все мероприятия проводятся с отверстиями, которые получились в процессе ковки, сверления или литья. Их главная задача – увеличение диаметра изделий или достижение высоких показателей точности, а также необходимой чистоты поверхности. Они отличаются низкой степенью производительности, но из преимуществ выделяют максимальную точность. Расточные работы часто применяются при серийном производстве продукции, хотя их используют и при выпуске штучных деталей. Автоматизируют процесс и получают лучшую точность обработки с помощью специальных установок с ЧПУ.
Классификация станков
Расточные станки представляют особую группу оборудования, задачей которого является эффективная обработка крупноразмерных заготовок при индивидуальном или серийном изготовлении. С их помощью совершают различные операции: от сверления и зенкерования до фрезерования и нарезания резьбы.
Существует 4 типа станков:
- координатно-расточный;
- горизонтально-расточный;
- токарно-расточный;
- алмазно-расточный.
На каждом станке есть обозначения вида, а также его группа, модификация и характеристика.
Горизонтально-расточные
В этих установках шпиндель поставлен в горизонтальном положении. Все движения, которые нужны для реализации производственного цикла, сообщаются разным узлам. Движение подачи сообщается основному инструменту, тщательно закрепленному на шпинделе, или заготовке, которая расположена на столе; некоторых случаях сообщается оператору посредством подвижной ножки.
Координатно-расточные
Главным назначением таких установок является тщательная обработка отверстий с максимально высокой точностью расположения относительно базовых поверхностей. Эти станки универсальны, т. е. большинство расточных работ выполняется именно с их помощью. Кроме того, на этих установок проводят разметочные операции, что обязательно в большинстве случаев. Различают два основных типа станков: одностоечные и двухстоечные, различающиеся перемещением стола на определенные координаты, а также перемещением шпиндельной бабки.
Компания «ЛЗМ» предлагает услуги по выполнению расточных работ металлических деталей в Санкт-Петербурге.
Мы проводим все операции на современных специализированных станках, поэтому гарантируем качественный результат и минимальный срок исполнения заказа. По всем вопросам звоните по телефонам, указанным в разделе «Контакты».
виды, технические характеристики и область применения
Для того чтобы просверлить отверстия в детали с точным размещением осей, необязательно требуется сверлильный станок. Выполнить сверление, а также некоторые фрезерные работы можно при помощи одного только расточного станка.
Что это за станок и для чего он нужен?
Расточные станки относятся к группе сверлильных металлорежущих станков и предназначаются для обработки крупных корпусных деталей, которые нельзя обрабатывать иным способом. Помимо сверления и фрезерования торцевых поверхностей, о которых говорилось ранее, на этих аппаратах можно выполнять:
- растачивание;
- зенкерование;
- центрирование отверстий;
- нарезание резьбы;
- обтачивание и подрезание торцов.
Кроме того, расточной станок может пригодиться для точного измерения и разметки линейных размеров заготовки. Например, можно быстро отмерить межцентровые расстояния осей нескольких отверстий, не прибегая к использованию специальных приборов и приспособлений.
Виды расточных станков
Всего есть два основных вида станков:
- Горизонтально-расточной станок, который используется для черновой и чистовой обработки заготовок больших размеров. Он имеет горизонтальное расположение шпинделя. Главным его движением является поступательно-вращательное движение шпинделя относительно своей оси. Вспомогательные движения: вертикальное перемещение бабки шпинделя, перемещение стола по двум координатам, перемещения задней стойки и люнета. Как и на любом другом, на горизонтальном станке есть возможность настройки необходимого значения скорости и подачи.
- Координатно-расточной станок, который используют в тех случаях, когда нужно достичь максимальной точности выполнения отверстия или группы отверстий. Для успешного сверления координатные станки оснащены всеми необходимыми приспособлениями. Например, каждый такой аппарат имеет поворотный стол для обработки отверстий в полярной системе координат или при наклоне.
Популярными моделями станков являются: 2А78, 2А450, 2435П, 2620 и 2622А. Кроме того, некоторые модели дополнительно оснащены стойками с численным программным управлением (ЧПУ) и устройствами цифровой индикации (УЦИ), которые упрощают и ускоряют работу.
Цифровое и буквенное обозначение
Согласно стандартной классификации расточной станок относится к сверлильной группе, что обозначается первой цифрой «2» в названии модели. Цифры «4» и «7» говорят о том, что аппарат относится к координатно-расточным и горизонтально-расточным металлорежущим станкам соответственно.
Буквы, находящиеся между цифрами, обозначают модернизацию относительно базовой модели. Например, базовая модель станка 2А450 – это 2450.
Буквы, находящиеся после цифр, говорят о точности. Например, 2622А – расточной станок особо высокой точности, а 2435П – повышенной.
Две цифры в конце названия обозначают максимальный диаметр обработки.
Технические характеристики
Чтобы выбрать расточной станок для обработки конкретного типа деталей, необходимо обратить внимание на основные технические характеристики. К таковым относятся:
- Наибольший диаметр растачиваемого отверстия и обтачиваемого торца. Например, у горизонтально-расточного станка модели 2620 – это 320 и 530 мм. Соответственно, невозможно обработать отверстие или торец больше этих размеров.
- Размеры рабочей поверхности стола, которые следует выбирать в зависимости от габаритов заготовки.
- Мощность двигателя. Эта характеристика влияет на дальнейший выбор мощности, скорости и подачи для обработки детали.
- Максимальный вес обрабатываемой детали. Например, у координатно-расточного станка модели 2Е440А предел по весу – 320 кг.
- Размеры станка. В производственных условиях на эту характеристику никто не обратил бы внимания. Но если выбирать станок для работы в домашних условиях, тогда нужно учесть максимальную длину, ширину и высоту, так как слишком большой аппарат не поместится, например, в гаражное помещение.
инженер поможет – Расточные станки классификация и эксплуатация
Координатно расточной станок похож на фрезерный станок, только намного точнее за счет оптической системы вместо обычных лимбов. Координатно расточной станок предназначен для разворачивания, сверления, зенкерования и конечно растачивания отверстий. Основная задача координатно расточного станка – это делать отверстия с точным взаимным расположением, допусками.
Координатно расточной станок – это очень точный станок, на нем можно выполнять операции:
-Растачивания отверстий в картерах под сальники, подшипники не смещая центра.
– Сверления множества отверстий с большой точностью одного от другого.
– Расверливание уже имеющихся отверстий под больший диаметр без потери сосоности.
– Шлифование цилиндров мотоциклов.
Обычно эти станки имеют сложные поворотные столы для возможности сверления, растачивания отверстий с не паралельными осями и повышенной точности, для разметки на не параллельных плоскостях.
Системами отсчета перемещений инструмента у этих станков имеет достаточно высокою точность, меньше 5 мкм. Углы выдерживается в долях минут от градусов. Точность – главная особенность координатно расточного станка.
Как правило, у координатно-расточного станка есть пиноль по которой и базируется шпиндель инструмента. Эта сложная система рассчитана на вертикальное нагрузки при обработке. По этой причине следует избегать использовать координатно расточной станок для фрезерования. В худшем случае допускается фрезерование с не большими припусками и при минимальных нагрузках. Кроме пиноли у станка могут иметься вертикальные направляющие бабки шпинделя.
С предназначением координатно-расточного станка связаны следующие ограничения:
– Координатно расточной станок должен работать при постоянной температуре – оптимальной считается температура в 20 град. Цельсия, что позволяет уменьшить деформаций станин станка и детали при различной температуре.
– Координатно расточной станок должен работать в отдельном помещении, чтобы уменьшить вибрации от фундамента.
Этот станок имеет подвижную приводную пиноль, чем существенно отличается от любого фрезерного станка повышенного класса.
У координатно-расточного станка точность позиционирования стола около 1 мкм. Эта точность позволяет изготавливать инструментальную оснастку, детали штампов и прессформ – там надо выдержать расположение отверстий у сопрягаемых деталей, особенно это актуально когда детали не могут быть обработаны совместно друг с другом.
Ось шпинделя у координатно расточного станка строго перпендикулярна столу, в отличие от фрезерного станка, при желание может проверить и Вас поразят столь существенные отличия.
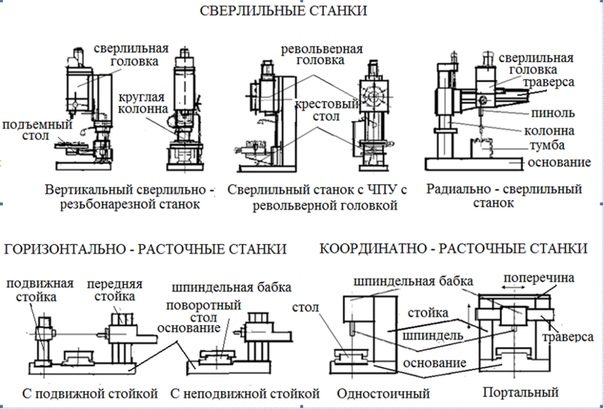
Расточные станки – это… Что такое Расточные станки?
Расточные станки — группа металлорежущих станков, предназначена для обработки заготовок крупных размеров в условиях индивидуального и серийного производства. На этих станках можно производить растачивание, сверление, зенкерование, нарезание внутренней и наружной резьб, обтачивание цилиндрических поверхностей, подрезку торцов, цилиндрическое и торцовое фрезерование. Иногда на расточных станках можно произвести окончательную обработку заготовки корпусной детали без перестановки ее на другие станки.
Отличительной особенностью расточных станков является наличие горизонтального (или вертикального) шпинделя, совершающего движение осевой подачи. В отверстии шпинделя закрепляется режущий инструмент — борштанга с резцами, сверло, зенкер, развертка, фреза и др.
Перемещения, обеспечивающие установку шпинделя в заданное положение, и движения подачи сообщаются различным узлам расточных станков в зависимости от назначения, компоновки, размеров станка, а также характера операции.
Виды расточных станков
- 1. Горизонтально-расточные станки;
- 2. Координатно-расточные станки;
- 3. Алмазно-расточные станки.
Виды станков обычно указываются на станке. Например: 2А450 — здесь цифра 2 означает группа станков (2-я группа это сверлильно-расточные станки), буква А — модификацию, цифра 4 это вид станков (4-й вид — координатно-расточные станки) и последние цифры означают характеристику станка.
Горизонтально-расточные станки
[1].В горизонтально-расточных станках шпиндель располагается горизонтально. Движения, необходимые для выполнения технологического цикла, сообщаются различным узлам станка. Главным движением V станка является вращательно-поступательное движение шпинделя относительно его оси. Движение подачи сообщается либо инструменту, закрепленному в шпинделе, либо заготовке, установленной на столе или приспособлении, которое установлено на столе и. т.п., либо оператору с помощью специальной подвижной подножки, в зависимости от типа обработки.
Вспомогательными движениями в этих станках являются: установочные перемещения шпиндельной бабки в вертикальном направлении, установочные перемещения стола по двум координатам, установочное движение в горизонтальной плоскости оператора, установочное перемещение задней стойки с люнетом, установочное перемещение люнета на задней стойке, переключение скоростей и подач и т. д.
Координатно-расточные станки
[2].Координатно-расточные станки предназначены для обработки отверстий с высокой точностью взаимного расположения относительно базовых поверхностей в корпусных деталях, кондукторных плитах, штампах в единичном и мелкосерийном производстве. На станках этого типа выполняют практически все операции, характерные для расточных станков. Ко всему прочему, на координатно-расточных станках можно еще и производить разметочные операции.
Для точного измерения координатных перемещений станки снабжены различными индуктивными, механическими, оптико-механическими и электронными устройствами отсчета, которые позволяют измерять перемещения подвижных узлов с высокой точностью. Станки снабжены универсальными поворотными столами, дающими возможность обрабатывать отверстия в полярной системе координат и наклонные отверстия. По компоновке станки бывают одностоечными и двухстоечными. Главным движением является вращение шпинделя, а движением подачи — вертикальное перемещение шпинделя. Установочные движения в одностоечных станках — это продольное и поперечное перемещение стола на заданные координаты и вертикальное перемещение шпиндельной бабки в зависимости от высоты детали. В двухстоечных станках — это продольное перемещение стола, поперечное перемещение шпиндельной бабки по траверсе и вертикальное перемещение траверсы со шпиндельной бабкой.
См. также
Примечания
Что такое расточный станок? – Типы и применение
Что такое расточный станок?Столярно-расточной станок – это станок с ручным приводом для сверления отверстий в балках, например, в процессе выполнения паза или отверстий для деревянных колышков, которые скрепляют пазовые и шипованные соединения.
Сверлильный станок, устройство для создания гладких и точных отверстий в заготовке путем увеличения существующих отверстий с помощью отверстия, которое может иметь одну режущую кромку из стали, твердого сплава или алмаза, или, возможно, небольшой шлифовальный круг.
Однонаправленные инструменты, зажатые в расточной головке, прикрепленной к вращающемуся шпинделю, перемещаются по кругу по сторонам существующих отверстий. Диаметр отверстия, выметаемого инструментом, регулируется регулировкой расточной головки.
Фрезы шлифовального круга имеют планетарное движение, быстро вращаются вокруг своих осей, которые, в свою очередь, медленно вращаются вместе с расточной головкой вокруг оси шпинделя; диаметр отверстия регулируется путем регулировки расстояния между осью колеса и осью шпинделя.Шпиндели на расточных станках могут вращаться.
Расточные станки, используемые в инструментальных цехах, имеют один вертикальный шпиндель и рабочий стол, который может перемещаться горизонтально в двух направлениях, перпендикулярных друг другу, так что отверстия могут быть точно расположены. На некоторых машинах ошибка интервала составляет менее 0,002 процента. На заводах массового производства распространены специальные расточные станки с несколькими шпинделями.
ИсторияДо изобретения бурильных машин плотники использовали ручные шнеки для бурения скважин.Чаще всего использовались шнеки с Т-образной рукояткой. Форма буровых коронок со временем менялась: ложка и скорлупа были обычным явлением до изобретения спирального или спирального сверла в 1771 году, которое удаляет стружку при вращении.
Точное происхождение этого изобретения неизвестно, но самый ранний патент был выдан в США в 1830 году Дж. Беквитом, он был ростом с человека и управлялся большим колесом сбоку.
В расточных станках используются винтовые сверла размером от 7⁄8 дюйма до 2 дюймов.Станки держат долото перпендикулярно (квадрат) поверхности древесины и управляются обеими руками, в то время как оператор сидит на основании, чтобы машина не двигалась. Некоторые машины можно установить под углом.
Типы расточных станковПримеры включают:
- Расточные станки
- Тоннелепроходческие станки
- Горизонтально-расточные станки
- Направленно-расточные станки
- Цилиндро-расточные станки
- Координатно-расточные станки
- Переносные расточные станки
- Вертикально-расточные станки
- Сцепно-расточные станки
Линейно-расточные станки просверливают отверстия в тяжелом строительном оборудовании, таком как краны и концевые погрузчики, и являются очень экономичным оборудованием.Машина для проходки туннелей способна просверливать скважину во всем, от твердой породы до песка, и производить гладкую стенку туннеля.
Горизонтально-расточной станок – это экономящий время станок, используемый для сверления отверстий в очень жесткой конструкции. Станок направленного бурения включает раму и подвижный приводной механизм, установленный на раме.
Станок для растачивания цилиндров в основном используется для расточки цилиндров двигателей автомобилей. Координатно-расточной станок используется для точного увеличения существующих отверстий и получения их диаметра с высокой точностью.Они выполняют такие операции, как сверление, растачивание и зенкование в металлических заготовках.
Портативный сверлильный станок – это гибкий, мощный и простой в использовании станок с пневматическим или гидравлическим приводом. Вертикально-расточной станок предназначен для ручного вертикального сверления и имеет сверлильный патрон. Станок для расточки муфт предназначен для расточки прецизионных муфт. Доступны и другие расточные станки.
СВЯЗАННЫЕ СООБЩЕНИЯСверлильный станок || Определение, типы, части, работа и размер
Сверлильный станок- Сверлильный станок – один из самых универсальных станков, который в основном используется для сверления отверстий в больших и тяжелых деталях, которые практически невозможно удерживать и вращать на токарном станке для двигателей или сверлильном станке.
- Например, рамы двигателей, паровой двигатель, цилиндры, корпуса машин и т. Д.
- Расточные станки бывают самых разных стилей и размеров.
- Использование станка можно расширить, включив в него резьбонарезание, токарную обработку, планетарное шлифование или зубонарезание.
- Режущий инструмент обычно одноточечный, который изготавливается из быстрорежущей стали M2 и M3 или карбида P10 и P01 .
- Джон Уилкинсон был человеком, который изобрел первый расточный станок в 1775 году.
Определение расточного станка
- Сверлильный станок – это станки с возвратно-поступательным движением, которые в основном используются для сверления отверстий в больших и тяжелых деталях.
- Это следующие типы сверлильных станков: –
1. Станок настольный
2. Станок сверлильный напольный
3. Станок прецизионно-расточной
4. Станок строгально-расточный
5. Многоголовочный сверлильный станок
6. Станок токарно-револьверный вертикально-расточный
7. Стандартный вертикально-расточной станок
8. Станок фрезерный вертикально-расточный
1. Станок настольный
- Столовый тип – самый распространенный из всех горизонтально-расточных станков.
- Он назван так потому, что работа устанавливается на столе, который регулируется, а подача осуществляется вручную, в продольном или поперечном направлении по отношению к станине станка.
- Станок в основном состоит из станины, опорной стойки передней бабки, концевой опорной стойки, передней бабки, седла и стола, а также расточной оправки.
- Этот тип станка может подходить для общих работ, когда требуется выполнение других операций, помимо растачивания.
2. Станок расточно-напольный
- Горизонтально-расточной станок напольного типа без стола использует неподвижную плиту пола, на которой отведено Т-образных пространств для удержания работы.
- Опорная колонна передней бабки, концевая опорная колонна и концевая опорная колонна установлены на направляющих, которые установлены под прямым углом к оси шпинделя.
- Он разработан для удержания очень больших и тяжелых заготовок, которые сложно установить и отрегулировать на столе.
3. Станок прецизионно-расточной
- В прецизионно-расточном станке используются одноточечные инструменты для быстрой и точной обработки поверхностей.
- Твердосплавные инструменты с одноточечным наконечником и алмазным наконечником обрабатываются на очень высокой скорости резания для создания отверстий точного размера с прекрасной обработкой поверхности.
- Подающее движение может создаваться инструментом или работой.
- Станок может быть горизонтального или вертикального типа.
4. Станок строгально-расточный
- Он похож на стол, но стол скользит непосредственно по станине, а не по седлу, и совершает возвратно-поступательные движения под прямым углом к шпинделю, как на строгальном станке.
- Концевая опорная колонна и опорная колонна передней бабки могут быть перемещены по направлению к столу или от него для приспособления к работе различной ширины.
- Этот тип машины подходит для длительной работы.
5. Многоголовочный сверлильный станок
- Этот станок напоминает двухкорпусный строгальный станок или Plano – фрезерный станок.
- Стол поддерживается на длинной станине, на которую он реагирует.
- Две вертикальные колонны по разные стороны кровати, почти по центру кровати.
- Две колонны перекрыты поперечной балкой.
- Машина может иметь две, три или четыре передних стойки.
- Этот тип машины может использоваться как в горизонтальном, так и в вертикальном исполнении.
- Операции обработки могут выполняться одновременно на разных рабочих поверхностях.
6. Станок токарно-карусельный вертикально-расточный
- Этот вид расточного станка сочетает в себе преимущества вертикально-расточного станка и токарно-револьверного станка.
- Вертикально-расточный станок меньшего размера, известный как токарно-револьверный станок с вертикальной револьверной головкой.
- Он имеет индексируемую револьверную головку, установленную на поперечной балке над столом для различных инструментов.
- Станок предназначен для растачивания и обточки железнодорожных колес, поршневых колец, заготовок шестерен и т. Д.
7. Стандартный вертикально-расточной станок
- Эти станки больше по размеру, чем вертикальные токарно-револьверные станки, и в них нет револьверной головки.
- Машина оснащена двумя вертикальными головками и парой боковых головок.
- Станок особенно подходит для расточки больших, цилиндрических и симметричных деталей.
8. Вертикально-фрезерный станок типа сверлильный станок
- Это может быть создание горизонтальной плоской поверхности, создание цилиндрической точеной поверхности, просверливание внутреннего отверстия, выполнение операций отрезания, сужения или формовки, а также создание внутренних или внешних конических поверхностей.
- Для обработки плоской горизонтальной поверхности гидроцилиндр и поперечная балка фиксируются в желаемом положении, а седло подается поперек, в то время как работа вращается на столе.
- Это следующие части бурового станка: –
1. Кровать
2. Таблица
3. Жилой
4. Поперечный рельс
5. Расточные оправки
6. Инструментальная головка в сборе
1. Кровать
- Станина расточного станка состоит из полой круглой отливки, залитой на полу.
- Верх станины отделан, чтобы обеспечить опорную поверхность для стола.
- В нем находится шпиндель и шестерня для вращения стола.
2. Таблица
- Стол, который можно поворачивать, представляет собой отливку круглой формы, установленную наверху станины.
- Горизонтальная поверхность стола закончена и снабжена Т-образными пазами или зажимными губками для удержания и зажима заготовки.
- Снизу стола могут быть зубья конической шестерни, которые входят в зацепление с ведущей шестерней.
- В больших машинах косозубая шестерня входит в зацепление с шестерней, прикрепленной к нижней части стола.
3. Жилой
- Корпуса представляют собой два вертикальных элемента, которые поднимаются с двух сторон кровати.
- Они имеют ребристую конструкцию для обеспечения жесткости станка.
- Сверху корпуса соединены поперечиной.
- Вертикальная передняя поверхность корпусов точно обработана и образует направляющие, по которым скользит поперечина.
4. Поперечная рейка
- Поперечная балка – это горизонтальный элемент прямоугольной отливки, установленный на двух передних сторонах корпусов.
- Поперечный рельс можно перемещать вверх и вниз с помощью вращающихся винтов для обеспечения работы на разной высоте.
- Вертикальная передняя поверхность корпусов точно обработана для удержания и скольжения седла головки инструмента.
5. Расточные оправки
- Расточная оправка поддерживает фрезу при выполнении расточных работ при выполнении работ с большими диаметрами отверстий.
- Для коротких отверстий стержень может поддерживаться только на конце шпинделя передней бабки, тогда как для длительной работы стержень поддерживается на конце шпинделя и на опорном блоке колонны.
6. Инструментальная головка в сборе
- Состоит из седла, гидроцилиндра и резцедержателя.
- Седло установлено на поперечной балке и может скользить по нему для создания плоской горизонтальной поверхности с помощью инструмента.
- Плунжер, удерживающий резцедержатель, можно заставить скользить вверх и вниз в седле перпендикулярно столу для создания цилиндрической поверхности или под углом к поверхности стола для создания конуса.
- Гидравлические цилиндры также сбалансированы для облегчения работы.
1. Расточка
2. Формовочная операция
3. Обработка плоской поверхности
4. Растачивание конусов
5. Токарная цилиндрическая поверхность
6. Операция отрезания и сужения
1. Растачивание
- В этой операции отверстия растачиваются при помощи расточной оправки.
- Несколько отверстий можно просверлить одно за другим, меняя положение заготовки и каждый раз совмещая ее с расточной оправкой.
- Для растачивания отверстия расточная оправка устанавливается на шпиндель, фреза регулируется в расточной оправке до необходимого размера, после чего выполняется легкий рез.
- Отверстие измеряется, регулируются требуемая скорость и подача, после чего резание завершается.
2. Формовочная операция
- Эта операция выполняется за счет движения суппорта с поперечной подачей.
3. Обработка плоской поверхности
- Для выполнения этой операции поперечная балка и гидроцилиндр блокируются в желаемом положении.
- Затем седло подается крест-накрест, в то время как работа вращается на столе.
- Глубина резания задается толкателем.
4. Растачивание конусов
- Коническая и коническая поверхности поворачиваются путем поворота головки инструмента на требуемый угол.
- Когда коническая поверхность, имеющая большой внутренний угол, выходящий за пределы диапазона поворота инструментальной головки, поворачивается, к инструменту одновременно применяется комбинированная поперечная и нижняя подача для срезания требуемого конуса.
5. Поверхность точения цилиндрическая
- В этом упражнении седло зажимается, чтобы предотвратить любое горизонтальное перемещение гидроцилиндра, и гидроцилиндр подается вниз.
- Отверстия большего диаметра просверливаются путем подачи головки инструмента непосредственно внутрь детали, а отверстия меньшего диаметра растачиваются с помощью расточной оправки, прикрепленной к головке инструмента.
6. Операция отрезания и сужения
- Эта операция аналогична операции формовки и также выполняется за счет движения суппорта с поперечной подачей.
- Размеры расточных станков варьируются в зависимости от их конструкции, которая может быть вертикальной или горизонтальной.
Для вертикального
- Размер обозначается диаметром стола или патрона, выраженным в мм.
- Это также можно указать по диаметру поворота самой большой детали, которая может быть размещена в станке.
- Размер вертикального токарно-револьверного станка увеличивается с 600 до 2000 мм.
- Размеры стандартного вертикально-расточного станка примерно 6000 мм.
Для горизонтального
- Размер указывается диаметром его шпинделя в мм.
- Ширина шпинделя от 75 до 355 мм.
- Чтобы указать сверлильный станок с другими важными размерами, например, мощность двигателя шпинделя, высота колонн, размер стола или размер плиты пола, скорости шпинделя, подача и длина подач, требуемая площадь пола, вес станка и и так далее.
- Механизм расточного станка основан на движениях станка настольного типа: –
1. Концевой опорный блок и передняя бабка могут перемещаться вниз и вверх.
2. Шпиндель может вращаться с разными скоростями.
3. Шпиндель можно сдвигать или выдвигать с помощью силы или руки для подачи.
4. Седло и стол можно перемещать вручную или с помощью силы.
5. Колонны можно перемещать вручную или силой.
- Все эти движения, которые могут выполняться независимо или в комбинации.
- Все органы управления расположены в определенном месте машины, и оператор может уделять больше внимания работе, управляя машиной.
Внешняя ссылка
Горизонтально-расточной станок– Типы, детали, операции с PDF
Из этой статьи вы узнаете о горизонтально-расточном станке , его деталях, типах, инструментах и операциях.
Горизонтально-расточной станок
Расточной станок – один из самых универсальных станков, который используется для растачивания отверстий в больших и тяжелых деталях, таких как рамы двигателей, цилиндры паровых двигателей, корпус станка и т. Д.
Которые практически невозможно удерживать и вращать в токарном станке или сверлильном станке. Поэтому буровой станок разрабатывался в первую очередь для этого. Итак, в этой статье мы обсудим всю информацию о горизонтально-расточном станке.
В дополнение к своей основной цели – растачиванию, диапазон скоростей и подач, обеспечиваемых для различных перемещаемых деталей, позволяет выполнять сверление, фрезерование и торцевание с одинаковой легкостью.
Посредством установки простых приспособлений использование станка может быть расширено и включает в себя резьбонарезание, токарную обработку, планетарное шлифование или зубонарезание.
Среди расточных станков горизонтально-расточный станок является одним из самых полезных и важных станков. Посмотрим, как это работает.
Детали горизонтально-расточного станка
В горизонтально-расточном станке , работа поддерживается на столе, который является постоянным, а инструмент поворачивается в горизонтальную ось. Горизонтально-расточной станок может выполнять растачивание, развертывание, токарную обработку, нарезание резьбы, торцевание, фрезерование, нарезание канавок, прорезание и многие другие операции с помощью подходящих инструментов.
Тяжелые, нестандартные и несбалансированные детали можно удобно удерживать и легко обрабатывать. Горизонтально-расточные станки разного типа проектируются для разных целей.
Ниже приведены основные части горизонтально-расточного станка:
- Станина
- Опорная колонна передней бабки
- Концевая опорная колонна
- Передняя бабка
- Седло и стол
- Расточные оправки
1. Станина
- станина – это та часть станка, которая устанавливается на полу цеха и имеет коробчатое литье.
- Станина поддерживает колонну, столы и другие части станка.
2. Опорная колонна передней бабки
- Колонна обеспечивает поддержку передней бабки и точно направляет ее вверх и вниз по направляющим.
- Колонна с полыми корпусами и усиленными ребрами жесткости.
- Некоторые колонны неподвижны, другие могут скользить по станине.
3. Концевая опорная колонна
- Концевая опорная колонна, расположенная на другом конце спальных мест.
- Подшипниковый блок предназначен для поддержки длинной расточной оправки.
- Колонна может регулироваться на направляющих станины по направлению к шпинделю или от него для поддержки расточных оправок различной длины.
- Его можно перемещать под прямым углом к шпинделю, как в случае станка напольного типа.
4. Передняя бабка
- Передняя бабка, крепящаяся к стойке, поддерживает и подает инструмент.
- Шпиндель обеспечивает вращательное движение инструменту, а пиноль может перемещаться в продольном направлении для обеспечения движения подачи расточной фрезы.
- В передней части шпинделя имеется коническое отверстие для установки конических хвостовиков расточной оправки или любого другого инструмента.
- Передняя бабка может перемещаться вверх и вниз по стойке для настройки инструмента на разную высоту работы.
5. Седло и стол
- Столы поддерживают работу и, следовательно, имеют Т-образные пазы для крепления различных устройств.
- Седло позволяет продольно перемещать работу на станине. Стол можно перемещать по седлу крест-накрест.
- Эти движения могут быть медленными или быстрыми и выполняются рукой или силой.
6. Расточные оправки
- Расточные оправки поддерживают резак для выполнения операций с большими диаметрами отверстий.
- Для коротких отверстий пруток может опираться только на конец шпинделя передней бабки.
- Для длительной работы штанга поддерживается концом шпинделя и опорным блоком колонны.
Читайте также: Фрезерный станок: основные части и принцип работы
Типы горизонтально-расточных станков
Ниже представлены четыре типа горизонтально-расточных станков :
- Горизонтально-расточные станки настольного типа.
- Горизонтально-расточной станок напольного типа.
- Горизонтально-расточной станок планировочного типа.
- Горизонтально-расточной станок с несколькими головками.
1. Горизонтально-расточной станок со столом
Горизонтально-расточной станок со столом является наиболее распространенным из всех горизонтально-расточных станков.
Название горизонтально-расточной станок дано потому, что работа устанавливается на столе, который регулируется, и подача осуществляется вручную или с усилием, в продольном или поперечном направлении по отношению к станине станка.
Передняя бабка может регулироваться вертикально на колонне, а шпиндель имеет горизонтальное движение подачи.
Станок состоит из станины, опорной стойки передней бабки, концевой опорной стойки, передней бабки, седла и стола, а также расточной оправки. Стол, седло и передняя бабка могут регулироваться винтами с микрометрическими дисками.
Этот тип станка подходит для общих работ, когда требуется выполнение других операций, помимо растачивания.
2.Горизонтально-расточной станок напольного типа
Горизонтально-расточной станок напольного типа, отличающийся тем, что использует постоянную пластину пола, на которой имеются Т-образные пазы для удержания работы.
Опорная стойка передней бабки и концевая опорная стойка устанавливаются на желобах, которые расположены под прямым углом к оси шпинделя.
Таким образом, любое поперечное регулирование или движение поперечной подачи обеспечивается самим шпинделем, а не работой.
Он разработан для удержания очень больших и тяжелых заготовок, которые сложно установить и отрегулировать на столе.
3. Горизонтально-расточной станок строгального типа
Горизонтально-расточной станок строгального типа похож на станок со столом, но стол скользит прямо по станине, а не на седле под углом к шпинделю, как у строгального станка.
Конец опорной стойки и опорной стойки передней бабки может регулироваться по направлению к столу или от него для размещения работ различной ширины.
Этот тип машины подходит для длительной работы.
4. Горизонтально-расточной станок с несколькими головками
Этот станок напоминает строгальный станок с двойным корпусом или плоско-фрезерный станок. Стол опирается на длинную станину, на которой он совершает возвратно-поступательные движения.
Две вертикальные колонны с двух сторон кровати, почти посередине кровати. Две колонны соединены поперечной перекладиной.
Машина может иметь две, три или четыре передних стойки. Этот тип машины может использоваться как горизонтальный, так и вертикальный.
Операции обработки могут выполняться одновременно на разных рабочих поверхностях.
Размер горизонтально-расточного станка
Размер горизонтально-расточного станка определяется диаметром его шпинделя в мм. Диаметр шпинделя варьируется от 75 до 355 мм.
Чтобы указать сверлильный станок с другими важными размерами, такими как мощность двигателя шпинделя, высота колонн, размер стола или размер плиты пола, скорости шпинделя, подачи и длины подач, занимаемая площадь, вес станка, и т. д. также следует указать.
Читайте также: Что такое формовочный станок и 4 основных типа формовочных станков
Механизм расточного станка
Станок содержит различные средства управления движениями различных частей станка.Станок настольного типа имеет следующие движения:
- Передняя бабка и концевой опорный блок могут перемещаться вверх и вниз.
- Шпиндель может вращаться. Шпиндель имеет разную скорость.
- Шпиндель может выдвигаться и выдвигаться вручную или с усилием для подачи.
- Седло и стол можно перемещать вручную или с помощью силы.
- Колонны можно перемещать вручную или с помощью силы.
Все эти движения могут выполняться независимо или в сочетании с двумя или более движениями.
Поскольку все органы управления расположены в определенном месте машины, оператор может уделять пристальное внимание работе, управляя машиной.
Рабочие удерживающие устройства для горизонтального растачивания
Работа может поддерживаться на столе с помощью обычных рабочих удерживающих устройств или специальных приспособлений.
Обычные зажимные приспособления для заготовок включают Т-образные болты и зажимы, уголки, ступенчатые блоки и т. Д. В массовом производстве используются специальные приспособления.
Шаблоны устанавливают на место работу, поддерживают и направляют расточную оправку.
Горизонтально-расточный станок
При растачивании работа остается неподвижной, а инструмент вращается. Отверстия растачиваются при помощи расточных оправок.
Несколько отверстий просверливаются одно за другим, меняя положение заготовки, выравнивая ее каждый раз относительно расточной оправки.
Для растачивания отверстия расточная оправка устанавливается на шпиндель, фреза регулируется в расточной оправке до необходимого размера, после чего выполняется легкий рез.
Диаметр отверстия измеряется, регулируются требуемая скорость и подача, после чего резание завершается.
В расточном станке для фрезерования на шпиндель может устанавливаться любой тип фрезы. Фреза торцовочная применяется для обработки плоских вертикальных поверхностей.
Для торцевого фрезерования инструмент или деталь можно подавать для завершения резки. Концевая фреза используется для изготовления канавок и пазов. Это иллюстрирует операцию торцевого фрезерования.
Все другие операции, такие как сверление, зенкование, нарезание резьбы и точечная обработка, могут выполняться аналогично операциям растачивания.Иллюстрирует в операции бурения.
Крепления расточного инструмента для горизонтального растачивания
Различные типы оборудования для установки резцов на горизонтально-расточной станок:
- Расточная оправка
- Расточная головка или резцовая головка
- Торцевая головка
1. Расточная оправка
Обычные расточные операции выполняются инструментами, установленными на штанге, удерживаемой в шпинделе с отверстием под конус Морзе.
Максимальный диаметр используемого стержня обычно не превышает диаметра шпинделя, а длина такова, что он может достигать опоры концевой стойки.
Расточная оправка должна быть максимального диаметра и минимальной длины, чтобы уменьшить изгиб или вибрацию, и она может поддерживаться различными способами для соответствия различным типам заготовок.
1.1 Способы крепления расточных оправок.
Поддержка шпинделем
Для растачивания глухих отверстий стержни используются для поддержки только на конце шпинделя. Этот тип перекладины известен как перекладина.
Поддерживается шпинделем и концевой стойкой
При растачивании длинных открытых отверстий расточные оправки поддерживаются на конце шпинделя и опорным блоком на другом конце, установленном на концевой опорной стойке.
Полоса этого типа называется линейной. Он представляет собой линейную полосу.
Поддерживается заготовкой
В некоторых типах работ пруток может поддерживаться в просверленных отверстиях заготовки с помощью втулок.
Этот тип опоры требует много времени на установку и используется в случайных работах, когда обрабатываются только одно или два одинаковых изделия, которые не требуют изготовления специального приспособления.
Поддерживается расточной оснасткой
Расточные оправки используются в основном в массовом производстве.
Они определяют местонахождение, направляют и поддерживают стержни в промежуточных точках. На нем изображена расточная оправка, которая поддерживается расточным приспособлением.
Расточные оправки, используемые для растачивания отверстий меньшего диаметра, изготовлены из марганцево-хромовой легированной стали, отожженной для снятия внутренних напряжений.
Термообработанные прутки из среднеуглеродистой стали, легированной хромом и марганцем, используются там, где существуют тяжелые условия резания.
Способы крепления резцов к расточным оправкам
Существуют различные способы крепления резцов к расточным оправкам.Прорези прорезаются с интервалами по всей длине стержня, чтобы резак можно было установить в нужном положении.
Для разных видов работ используются фрезы разных типов. Самый важный вид фрезы – фреза.
Состоит из одноточечного режущего инструмента, закрепленного на стержне. Регулировка фрезы может производиться микрометрической шкалой.
Двойные фрезы имеют большую ширину при производственном растачивании, поскольку время обработки значительно сокращается по сравнению с одноточечными фрезами.
1. Расточная или фрезерная головка
Расточная головка используется для установки фрез при обработке отверстий большого диаметра, где стандартная расточная оправка не подходит из-за меньшего диаметра или чрезмерного вылета фрезы.
Расточные головки максимально допустимого диаметра.
Это устройство надежно поддерживает инструмент и сокращает время обработки за счет большего количества режущих кромок.
Фрезы могут регулироваться микрометрическими дисками. это иллюстрирует в скучной голове.
2. Торцовочная головка
Торцевая головка устанавливается на конце шпинделя. Он содержит фланец с направляющей диаметром, на которой можно регулировать инструмент, несущий кронштейн.
Кронштейн может подаваться радиально или располагаться и зажиматься в центре для поддержки длинной расточной оправки.
Головка для торцевания позволяет увеличивать отверстия большого диаметра при наружной токарной обработке. это иллюстрирует голова лицом к лицу.
Скачать Pdf этой статьи
Вот и все, спасибо за чтение.Если вам понравилась статья, дайте нам знать в комментариях. Если вы нашли это полезным, поделитесь с друзьями.
Читать далее:
Основные сведения о различных типах расточно-фрезерных станков
Расточно-фрезерные станки используются для вырезания внутренней части ранее существовавшего отверстия (отверстия) с целью увеличения диаметра. Они предназначены для выполнения отверстий в кратчайшие сроки, а также для получения прецизионной и качественной обработки поверхности.
Конструкция расточного станка
Эти машины доступны в широком диапазоне стилей и размеров. Мощность, необходимая для работы этих машин, может достигать 200 лошадиных сил. Сверлильно-фрезерные станки разработаны с учетом определенных соображений.
Расточные станки могут быть универсальными, но есть много расточных станков, которые специализируются на выполнении других заданных задач. Доступны несколько типов расточных станков:
Станки для растачивания цилиндров : Это оборудование обычно используется для расточки цилиндров малых двигателей автомобилей.Цилиндры являются центральной частью поршневых двигателей автомобилей, поэтому они важны для высокоточного изготовления на станке для растачивания цилиндров.
- Машины для проходки туннелей : Как следует из названия, эта машина способна производить гладкую стену туннеля в различных грунтах и камнях. Машины для проходки туннелей могут просверливать отверстия на большинстве естественных поверхностей, таких как горы или твердые породы. Эти машины также известны под названием «крот».
- Горизонтально-расточные станки : Наиболее распространенные фрезы, используемые сегодня в промышленности.Эти мельницы безопасны и проще в использовании, чем другие мельницы на рынке. Горизонтально-расточные станки известны своей энергоэффективностью и экономией времени. Они могут значительно улучшить качество вашего бизнеса.
- Вертикально-расточные станки : Этот станок разработан для обработки больших поверхностей уникальной формы. Хотя они не так популярны, как горизонтально-расточные станки, их специфическое использование при выполнении задач дает много преимуществ, например, их гибкость.
Сверлильно-фрезерные станки бывают разных стилей и используются в самых разных проектах. В TOS America мы можем убедиться, что вы выберете одну из наших машин, которая идеально подходит для вашей компании. Наша компания специализируется на горизонтально-расточном оборудовании, а также на вертикально-расточных станках. Наши опытные сотрудники могут помочь вам найти наиболее подходящую машину для вашего следующего проекта. Позвоните или напишите нам сегодня с любыми вопросами о наших продуктах или услугах.
Горизонтально-расточной станок, Вертикально-расточной станок, Прецизионно-расточной станок, Координатно-расточной станок ~ MECHTECH GURU
Сверлильный станок: –
500 лучших книг по машиностроению
· Скучная машина один из самых универсальные станки привык к скуке дыры в больших и тяжелых такие детали, как рама двигателя, цилиндры паровых двигателей, корпус машины и т. д., которые практически невозможно удерживать и вращать в токарном станке двигателя или сверлильный станок.· Помимо своего основного цель утомить диапазон скоростей и подач для различных перемещений Компоненты позволяют с одинаковой легкостью выполнять сверление, фрезерование и торцевание. · Посредством установки простых приспособлений, использование машины может быть продлено еще далее включать резьбонарезание, токарная, планетарная или зуборезная. Типы станка сверлильного · Скучный машины могут быть отнесены к четыре заголовка: 1. Горизонтально-расточной станок А. Тип стола Б. Тип этажа С. Строгальный станок тип Д. Тип с несколькими головками 2. Вертикально-расточной станок А. Вертикальный токарно-револьверный станок Б. Стандартный вертикально-расточной станок 3. Прецизионно-расточной станок 4. Координатно-расточной станок А. Вертикально-фрезерный тип станка Б. Строгальный станок тип Станок горизонтально-расточный: – · В горизонтально-расточной станок работа поддерживается на стационарном столе и инструмент вращается по горизонтальной оси.· А горизонтально-расточной станок может выполнять такие операции, как растачивание, развёртывание, токарная обработка, нарезание резьбы, торцевание, нарезание канавок и т. д. с помощью подходящих инструменты. · Заготовка, которая тяжелые, неправильные, несимметричные, их удобно держать и легко обрабатывается. · Таблица тип является наиболее распространенным из всех горизонтально-расточных станков. В этом скучном Машинная работа монтируется на столе. · Таблица может быть скорректирована рукой или силой в продольном или поперечном направлении.
· Передняя бабка можно отрегулировать по вертикали на колонне.· The машина по существу состоит из станины, передней бабки, опорной стойки, торца опорная колонна, передняя бабка, седло и стол, и скучная планка. · Эта машина подходит для общего назначения работать там, где другие эксплуатации, помимо расточки требуются быть исполненным.
| Горизонтально-расточной станок |
1 – Передняя бабка, 2 – Шкив для противовеса бабки, 3 – винт подъемный бабки, 4 – расточная головка, 5 – расточная резак на растачивание бар, 6 – Работа, 7– Конец опорная стойка, 8 – подшипник блок, 9 – Седло, 10 – Крест слайд, 11 – Таблица
| Тип стола Горизонтально-расточной станок |
1 – Основание колонны, 2 – Концевая опорная колонна, 3 – Стол, 4 – Седло, 5 – Шпиндель, 6 – Головка ложа опорная стойка, 7– Передняя бабка, 8 – Двигатель,
· Тип пола горизонтально-расточной станок без стола использует стационарную напольную плиту на которых предусмотрены Т-образные пазы для удержания работы.· Передняя бабка опорная колонна и концевая опорная колонна установлены на взлетно-посадочных полосах, которые расположены под прямым углом к оси шпинделя. · Это так задумано для проведения очень большой и тяжелый заготовки, которые трудно подобрать смонтирован и отрегулирован на столе.| Тип пола Горизонтально-расточной станок |
· The Концевая опорная колонна и опорная колонна передней бабки могут быть отрегулированы по направлению к столу или от него для размещения разная ширина работы. · Этот тип машин подходит для поддержки длительной работы.
| Тип строгального станка Горизонтально-расточной станок |
| Горизонтально-расточной станок с несколькими головками |
· В этом сверлильном станке заготовка вращается на горизонтальном столе и инструмент остается неподвижным, за исключением подачи
| Вертикально-расточной станок |
1 – Рычаги регулировки подачи, 2 – Ящик для инструментов, 3 – Инструментальная головка в сборе, 4 – Ползун, 5 – Корпус, 6 – Маховик для регулировки гидроцилиндра, 7 – Поперечный, 8 – Тонкий ручная регулировка для баран, 9 – Подъемник Crossrail винт, 10 – стол,
· Этот специфическая конструкция машины дает определенные преимущества перед токарным станком для определенного класса работ.Преимущества: 1. Большой диаметр и тяжелые заготовки, похожие на зажимные. работы на токарном станке, может быть настраивается удобнее и быстрее, чем на токарном станке. Легче стелить заготовку опустить на стол, а не повесить. 2. Стол и обрабатываемая на нем деталь вращаются в горизонтальной плоскости, и нет вылета, как в случае токарного станка. шпиндель, и, следовательно, любой шанс погнуть шпиндель, который поддерживает исключается тяжелая заготовка. 3. Стол был горизонтальный, диаметр стола может быть спроектирован настолько большим, насколько это возможно, чтобы выдерживать большие заготовки.4. В корпус вертикально-расточной станок с его Резцедержатель револьверного типа увеличивает производительность. · Вертикальный Токарно-револьверный станок сочетает в себе преимущества вертикально-расточного станка и токарно-револьверного станка. Вертикальное бурение машина меньшего размера размер называется вертикальная турель токарный станок. · Имеет индексируемую башню, установленную на крестовине. перила над столом для нескольких инструменты.| Вертикальный токарно-револьверный станок |
1 – Корпус, 2 – Поперечина, 3 – Седло, 4 – Башня, 5 – Стол, 6 – Кровать
· Четыре станции квадратная головная часть револьверной головки, обеспечивающая возможность облицовки, сбоку токарного станка монтируется токарная обработка, подрезка и многие другие операции.
· Поперечный рельс может иметь вертикальную регулировку и для удобства эксплуатации. это уравновешено. · Башня установлена на седле можно перемещать крест-накрест рукой или силой. Башня также может перемещаться по вертикали. самолет. Боковая головка также имеет вверх и вниз и туда и обратно регулировки от центра стола. · Станок подходит для растачивания и токарные железнодорожные колеса, поршневые кольца, шестерни заготовки и др. · Стандартный вертикально-расточной станок по размеру больше, чем токарный станок с вертикальной револьверной головкой и токарно-револьверного станка нет.· Станок снабжен двумя вертикальными головы и одна или две боковые головы. · Машина специально предназначена для расточка крупногабаритной цилиндрической и симметричной заготовки. · Отливки турбин, шины локомотивов и т. Д. – некоторые из распространенных примеров которым нужен вертикально-расточной станок. точность сверлильный станок: – · Прецизионно-расточной станок использует одноточечный инструменты для обработки поверхности быстро и точно. · Твердый сплав и с алмазным наконечником одноточечные инструменты эксплуатируются на очень высоком уровне скорость резания для получения отверстий точного размера с прекрасной обработкой поверхности.· Кормление движение может быть обеспечено инструментом или работой. · Машина может быть горизонтальным или вертикальным тип. Джиг-приманка сверлильный станок: – · В координатно-расточной станок самая точная машина из всех инструменты. Это было разработано в 1910 году в Швейцарии и использовался как местонахождение машина. Настоящий джиг-расточный станок был впервые построен в 1917 году Праттом и Уитни. · Приспособление скучно машины сейчас используется для изготовления кондукторов, приспособлений, инструментов и других прецизионных деталей, требующих высокая степень точности.· Для них характерны положения высочайшая точность за счет жесткости, низкого теплового расширения и точности расстояние между отверстиями.
· Обработка точность очень высокая, в пределах диапазон 0,0025 мм. · Приспособление скучно машина по внешнему виду напоминает вертикаль фрезерный станок, но так далеко его работа и точность обеспокоены тем, что их нельзя сравнивать.| Координатно-расточной станок |
· Шпиндель и другие части станка чрезвычайно жесткие. чтобы противостоять прогибу и минимальной вибрации.
· Шпиндель вращается в подшипнике качения с предварительным натягом. Корпуса шпинделя изготовлены из инвара. имеющий очень низкий коэффициент линейного расширения. · Координатно-расточной станок требует для работы при температуре может поддерживаться постоянной. Это важно для предотвращения неточности станка в производимой работе из-за термического расширение металла. · Вертикально-фрезерный станок по типу напоминает в строительстве к вертикально-фрезерному станку. · В шпиндель вращается по вертикали столбец и горизонтальная таблица опирается на кровать перед колонной.· Расположение работы, установленной на таблица может быть получена соединением движения стола перпендикулярно и параллельно колонне лицо. · Строгальный тип состоит из двух вертикальных колонны с двух сторон стола и монтируется на основании. · Стол имеет возвратно-поступательное движение для наладка работы. Шпиндель монтируется на перемычку поперечины две вертикальные колонки. 500 лучших книг по машиностроению· В координатно-расточном станке строгального типа два со- ординатные перемещения для расположения отверстий обеспечиваются продольным перемещением стола и крестовины движение шпинделя по поперечина.
Классификация фрезерных станков – Новое о формирователе и продольно-фрезерном станке, пильном станке, производителе сверлильных станков Китай –
Различия между компоновкой и объемом
1. Элеваторно-фрезерный станок: бывают универсальные, горизонтальные и вертикальные и т. Д., В основном используемые для обработки небольших и детали среднего размера, наиболее широко используемые.
2. Портальные фрезерные станки: включая портальные расточно-фрезерные станки , портальные фрезерные станки и двухстоечные фрезерные станки, все для обработки крупных деталей.
3. Одноколонный фрезерный станок и однорычажный фрезерный станок: горизонтальная фрезерная головка первого может перемещаться по направляющей колонны, а стол можно подавать продольно; последняя вертикальная фрезерная головка может перемещаться горизонтально вдоль консольного рельса, а консоль также может регулироваться вдоль рельса колонны. Оба используются для обработки крупных деталей.
4. Верстак – это не подъемно-фрезерный станок: существует два вида прямоугольного рабочего стола и круглый рабочий стол.Это фрезерный станок среднего размера между фрезерным станком с подъемным столом и портальным фрезерным станком. Вертикальное перемещение достигается за счет подъема и опускания фрезерной головки по колонне.
5. Инструментально-фрезерный станок: небольшой фрезерный станок с коленом для обработки инструментов и других мелких деталей.
6. Фрезерный станок для инструментов: Используется для изготовления пресс-форм и инструментов. Он оснащен различными аксессуарами, такими как вертикальная фрезерная головка, универсальный угловой стол и заглушка.Его также можно использовать для сверления, растачивания и вставки.
7. Прочие фрезерные станки: такие как фрезерные станки для шпоночных пазов, кулачковые фрезерные станки, фрезерные станки для коленчатого вала, фрезерные станки для роликовых цапф, фрезерные станки для стальных квадратных слитков и т. Д., Представляют собой специальные фрезерные станки, изготавливаемые для соответствующих деталей.
Вертикальный фрезерный станок
По структуре
(1) Настольный фрезерный станок: небольшой фрезерный станок для фрезерования мелких деталей, таких как инструменты и счетчики.
(2) Консольно-фрезерный станок: Фрезерный станок оснащен фрезерной головкой, установленной на консоли. Кровать расположена горизонтально. Консоль может перемещаться вертикально по направляющей колонны с одной стороны станины, а фрезерная головка перемещается по направляющей консоли.
(3) Фрезерный станок ползунового типа: фрезерный станок со шпинделем, установленным на ползуне.
(4) Портальный фрезерный станок: станина расположена горизонтально, а колонны и соединительные балки с обеих сторон составляют фрезерный станок портала.Фрезерная головка установлена на балках и колоннах и может перемещаться по направляющим. Обычно балка может перемещаться вертикально по направляющей колонны, а стол может перемещаться в продольном направлении вдоль направляющей станины для крупномасштабной обработки.
(5) Торцевой фрезерный станок: Фрезерный станок для фрезерования плоскостей и формования поверхностей.
(6) Копировально-фрезерный станок: Фрезерный станок , который выполняет контурную обработку заготовки. Обычно используется для обработки деталей сложной формы.
(7) Элеваторно-фрезерный станок: фрезерный станок с подъемной платформой, которая может перемещаться вертикально по направляющей станины. Стол и седло, которые обычно устанавливаются на подъемной платформе, можно перемещать в продольном и поперечном направлениях соответственно.
(8) Фрезерный станок с радиальным рычагом: фрезерный станок с качающимся рычагом также может называться фрезерным станком с револьверной головкой, фрезерным станком с качающимся рычагом, универсальным фрезерным станком, фрезерный станок с револьверной головкой представляет собой легкий универсальный станок для резки металла с функциями вертикального и горизонтального фрезерования, который может быть фрезерованными, плоскими, скосами, канавками и шлицами мелких деталей.
(9) Фрезерный станок со станиной: стол нельзя поднимать и опускать, его можно перемещать в продольном и поперечном направлениях вдоль направляющей станины. Фрезерная головка или колонна могут использоваться как вертикально перемещающийся фрезерный станок.
(10) Специальные фрезерные станки: например, фрезерные станки: фрезерные станки для фрезерования инструментов с высокой точностью обработки и сложной формы обработки.
По контролю
Фрезерные станки можно разделить на копировально-фрезерные станки, фрезерные станки с программным управлением и фрезерные станки с ЧПУ.
Сверлильный станок безупречных типов для разнообразного использования Местное послепродажное обслуживание
Невероятный сверлильный станок типов , доступный на Alibaba.com в аппетитных предложениях, является отличным выбором для улучшения разнообразных процессов растачивания. Сверлильный станок типов поставляется в разнообразной коллекции, которая включает в себя различные модели и размеры, которые подходят для коммерческого и домашнего применения. Собираетесь ли вы производить новые отверстия или хотите увеличить уже существующие, вы найдете идеальный сверлильный станок типов , который поможет вам в этом.
Эти сверлильные станки типа изготовлены из невероятно прочных материалов, которые гарантируют, что они проникают во все виды поверхностей и материалов без разрушения. Они очень долговечны, чтобы обеспечить максимально длительный срок службы, безупречно оправдывая все ваши ожидания. Эти сверлильные станки типа просты в использовании, потому что они были разработаны с использованием новейших технологий, направленных на снижение энергии, необходимой для их работы. Например, сверлильный станок типа потребляет незначительное количество энергии, следовательно, требует минимального количества электроэнергии или топлива.
Все сверлильные станки типа на Alibaba.com поставляются с руководствами пользователя и инструкциями, которые гарантируют, что они не причинят травм операторам и другим лицам.