Основные типы резцов, классификация и назначение
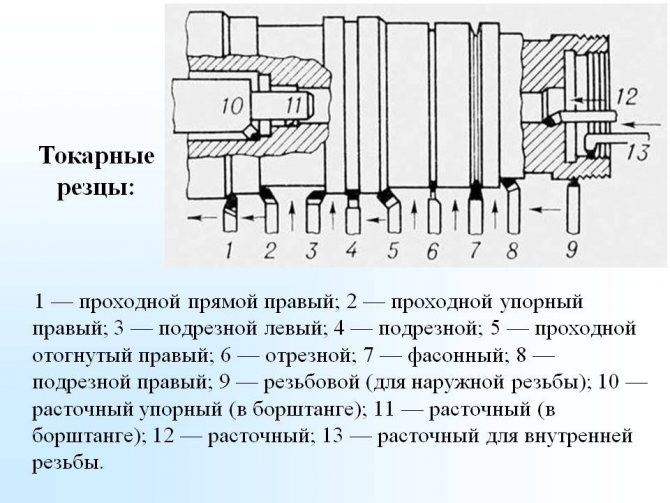
Самой распространенной операцией при производстве различных деталей является, пожалуй, токарная. Инструментальная промышленность выпускает большое количество разновидностей и типов резцов для обработки тел вращения на токарных станках, а также для растачивания отверстий на координатно-расточных агрегатах и обрабатывающих центрах. Токарная обработка позволяет снимать припуск и получать изделия с цилиндрической и фасонной поверхностью (в том числе резьбовой). Можно также нарезать пруток на заготовки нужной длины.
Конструкция резцов для токарной обработки
Несмотря на большое количество типов резцов, все они имеют одинаковые конструктивные элементы. И обычный токарный резец с напайной пластинкой из инструментальной стали, и резец со сменной режущей пластинкой из современных порошковых материалов, схожи между собой по конструкции. У каждого резца имеется державка. Она крепится в револьверную головку токарного станка с ЧПУ или в четырехпозиционное приспособление для крепления инструмента универсального станка.
Для любого типа резца обязательным элементом является также головка, на которую напаивается пластинка из инструментальной стали (типа ТК15). В настоящее время инструмент с напайными пластинами используется очень редко. Предприятия закупают в основном державки резцов с быстросъемными пластинками. Для изготовления таких пластин применяются самые современные материалы, полученные средствами и методами порошковой металлургии.
Общая классификация токарных резцов
В зависимости от формы державки, в сечении различают прямоугольные и круглые резцы. Прямоугольную в сечении державку имеют резцы для обработки наружных поверхностей (резьба, канавки, цилиндр и так далее). Державка округлой формы характерна для резцов, которыми обрабатываются внутренние поверхности (внутренняя резьба, внутренние канавки под стопорные кольца подшипников, отверстия и так далее). Такие типы резцов (с круглой державкой) устанавливаются в револьверную головку через специальный переходник, который позволяет регулировать угол поворота резца вокруг оси с целью совмещения вершины резца с осью вращения заготовки.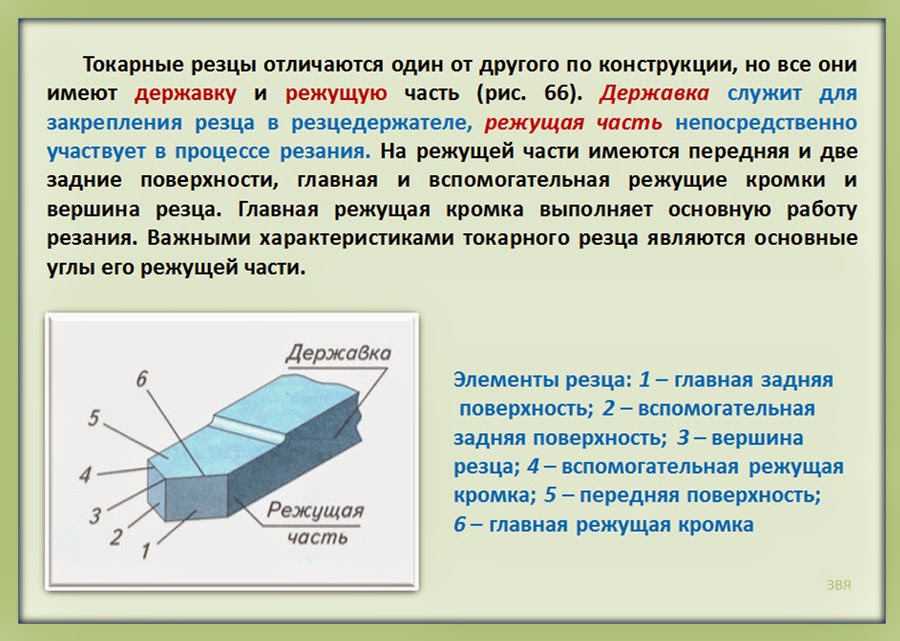 Если вершина резца не будет совпадать с осью вращения заготовки, то инструмент будет подвержен повышенному износу из-за неправильного схода стружки и увеличенной нагрузки.
Если вершина резца не будет совпадать с осью вращения заготовки, то инструмент будет подвержен повышенному износу из-за неправильного схода стружки и увеличенной нагрузки.
Еще один признак, по которому классифицируются токарные резцы, – направление рабочей подачи резания. По данному признаку резцы делят на правые и левые.
В зависимости от вида рабочей части инструмента, резцы бывают прямыми и отогнутыми.
Кроме того, существуют резцы цельного и составного типов. Токарные резцы составного типа являются разборными. Стоимость таких резцов на порядок выше обычного инструмента. Составные головы имеют сложную конструкцию и выполняются из очень дорогих материалов.
Классификация токарного инструмента в зависимости от ориентации относительно заготовки
По данному признаку весь токарный инструмент можно разделить на следующие типы: тангенциальный, параллельный, радиальный.
Тангенциальный инструмент устанавливается к оси вращения заготовки под острым углом. Таким образом получают фаски и другие фасонные поверхности. Теоретически фаски могут точиться путем совмещения продольной и поперечной подач. Однако такой метод требует высокой квалификации токаря и не всегда осуществим.
Теоретически фаски могут точиться путем совмещения продольной и поперечной подач. Однако такой метод требует высокой квалификации токаря и не всегда осуществим.
Параллельная установка используется для рассверливания и растачивания отверстий по оси вращения заготовки со стороны торца.
Радиальная установка используется для точения наружных поверхностей.
Основные типы токарных резцов по металлу
Токарной обработке подвергаются не только металлы и стали, но и другие материалы: древесина, пластик и даже стекло. И, разумеется, не существует таких резцов, которые бы подходили для обработки всех этих материалов. И если раньше быстрорежущая сталь ТК15 (и ее аналоги) использовалась практически повсеместно, то сегодня этот материал не может удовлетворить растущую потребность в качественном и долговечном инструменте. Такие резцы очень быстро тупятся, и их необходимо перетачивать. А это время и деньги на зарплату высококлассного специалиста.
Гораздо более выгодно и удобно использовать резцы со сменными пластинами. Стойкость таких пластин из порошковых композиционных материалов на порядок выше традиционной инструментальной режущей стали. К тому же одна такая пластина может иметь до шести рабочих граней. Пластина позволяет осуществлять обработку с очень большими скоростями резания. Когда рабочая грань приходит в негодность, то достаточно лишь повернуть ее другой стороной. Точность позиционирования такой пластины очень большая, а значит, нет необходимости останавливать оборудование на переналадку.
Стойкость таких пластин из порошковых композиционных материалов на порядок выше традиционной инструментальной режущей стали. К тому же одна такая пластина может иметь до шести рабочих граней. Пластина позволяет осуществлять обработку с очень большими скоростями резания. Когда рабочая грань приходит в негодность, то достаточно лишь повернуть ее другой стороной. Точность позиционирования такой пластины очень большая, а значит, нет необходимости останавливать оборудование на переналадку.
Инструментальная промышленность освоила производство режущих пластин для широкой гаммы материалов: сталь, медь, алюминий, пластик и так далее. Применение пластин по назначению гарантирует получение задекларированных производителем инструмента долговечности, шероховатости и чистоты обрабатываемой поверхности.
Классификация резцов по виду обработки
В соответствии с установленным и действующим ГОСТом, типы резцов по виду обработки бывают следующими: для черного точения, для чистовой (получистовой) обработки.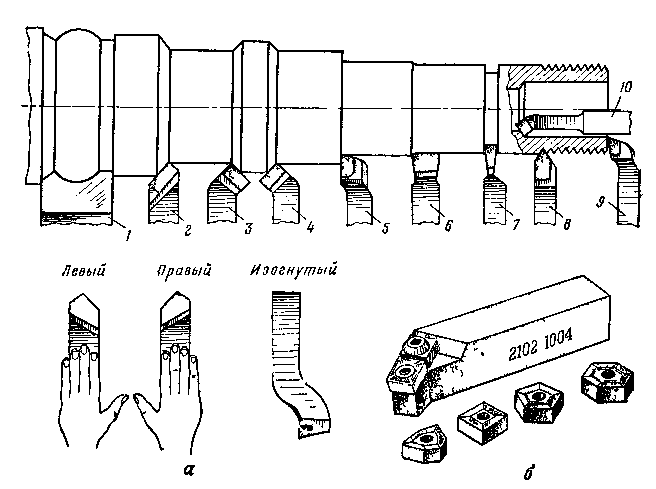
Режущая пластина для черновой обдирки поковок и проката имеет большой радиус в вершине, что позволяет за один проход снимать значительный припуск (до 4 миллиметров и более на станке с ЧПУ).
Чистовые пластины, а также пластины для обработки цветных металлов (алюминий и медь) имеют незначительный радиус в вершине резца. Обработка такими пластинами ведется на очень больших оборотах (от тысячи и более единиц в минуту), что позволяет получать очень качественную и чистую поверхность.
По данному признаку можно классифицировать как проходные токарные резцы, так и различные типы расточных резцов.
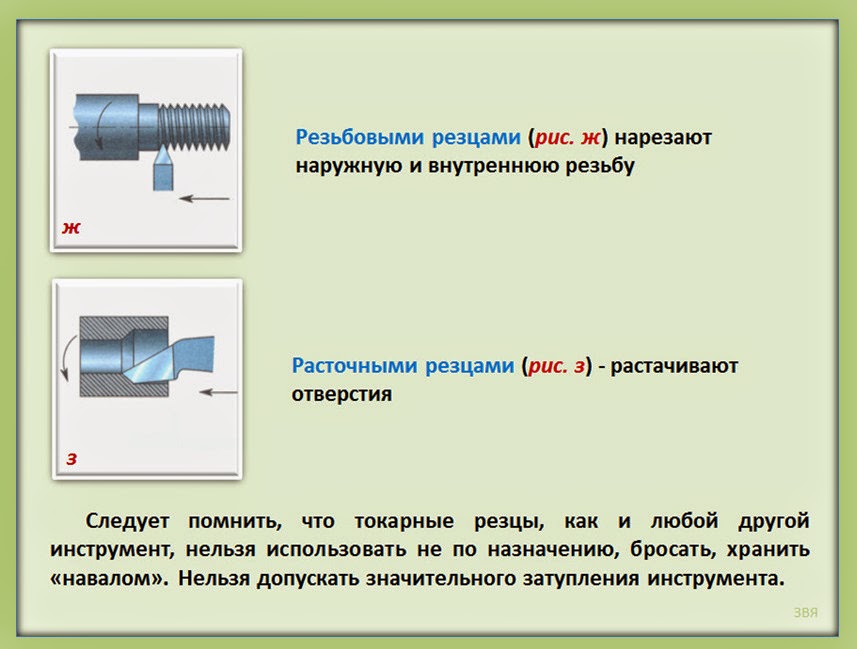
Описание резьбовых резцов для наружной резьбы
Как понятно из названия, данный резец служит для обработки резьбовых поверхностей.
Резьба может нарезаться как снаружи, так и изнутри. Резьбовой резец для наружной резьбы внешне напоминает проходной прямой тип резца. Отличие лишь в угле заточки – он составляет 60 градусов (если необходимо нарезать метрическую резьбу) или 55 градусов (для получения дюймовой резьбы).
Описание резьбовых резцов для нарезания внутренней резьбы
Резец для нарезания внутренней резьбы внешне очень напоминает инструмент для растачивания внутреннего диаметра отверстий. Отличия все те же: фасонная заточка под определенным углом.
Заточка, а также установка инструмента на станок и его наладка – дело очень сложное. С этой задачей способен справиться лишь специалист с большим опытом подобных работ. Применение резьбовых резцов со сменными пластинками решает эту проблему и существенно упрощает процесс наладки станка.
Характеристика проходных резцов
Проходной резец наиболее часто используется при токарной обработке. Без него просто невозможно придать поковке или заготовке из прутка форму и необходимые для проведения последующих технологических операций размеры. Поэтому проходной относится к основному типу резцов.
Данный вид используется для снятия припуска по наружной поверхности тела вращения, а также для подрезания торцевых поверхностей. Угол в вершине может быть разным: 45, 60, 75 и даже 90 градусов. Значение угла продиктовано назначением резца. Назначение и типы проходных резцов: обдирка, подрезка, чистовая обработка.
Значение угла продиктовано назначением резца. Назначение и типы проходных резцов: обдирка, подрезка, чистовая обработка.
Особенности токарных резцов по дереву
Весь токарный режущий инструмент имеет одно предназначение – обработка заготовок (тел вращения) на станках и придание им заданной формы. Но несмотря на это, сам принцип работы инструмента по дереву и сама физика процесса резания разительно отличаются от процессов, протекающих в процессе резания металла.
Главное отличие – незначительное усилие резания. Большинство мастеров столярного дела предпочитают использовать в работе ручной инструмент. Так создается эксклюзивная продукция. А вот для токарной обработки древесины в условиях серийного и массового производства используются так называемые копиры. Суть подобной технологии заключается в следующем: щуп перемещается по шаблону и передает движение рабочему органу станка, в результате чего формируется контур детали.
Следует отметить, что качественное изделие можно получить лишь при ручной обработке.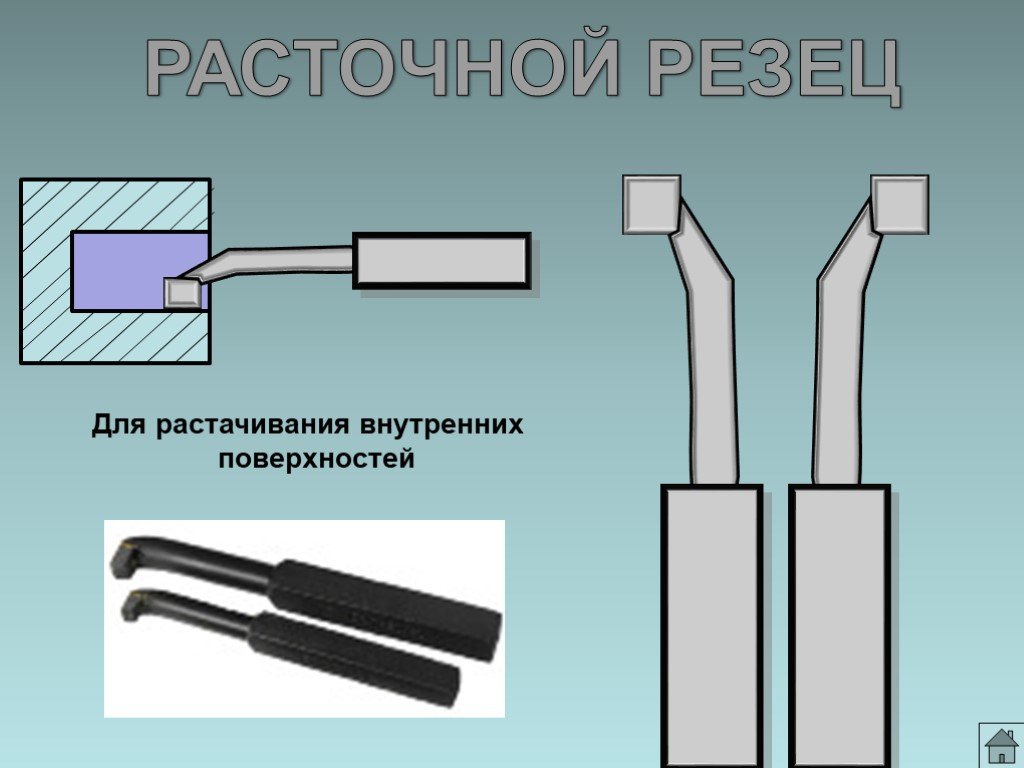 Заготовки, полученные с использованием автоматических и полуавтоматических методов, нуждаются в последующей доводке и шлифовании с полированием.
Заготовки, полученные с использованием автоматических и полуавтоматических методов, нуждаются в последующей доводке и шлифовании с полированием.
Токарные резцы по металлу: конструктивные особенности и классификация
- Прямые проходные токарные резцы и их назначение
Конструктивные особенности токарных резцов
Каждый токарный резец состоит из двух частей.
- Державка. Может быть квадратной или прямоугольной. С ее помощью резец закрепляют в посадочных гнездах станков.
 ГОСТом установлены следующие стандартные размеры державок.
ГОСТом установлены следующие стандартные размеры державок.Квадратные — 4*4, 6*6, 8*8, 10*10, 12*12, 16*16, 20*20, 25*25, 32*32, 40*40 мм.
- Прямоугольные — 16*10, 20*12, 25*16, 25*20, 50*25, 40*32, 50*32, 50*40, 63*50 мм.
 ГОСТом установлены следующие стандартные размеры державок.
ГОСТом установлены следующие стандартные размеры державок.Изображение №1: конструкция токарного резца
Особенности конструкции резца токарного по металлу
Конструкция элемента состоит из державки резца, благодаря которой фиксируется инструмент на станке, и рабочей головки, что непосредственно обрабатывает поверхность заготовки. Державка может иметь квадратное или прямоугольное поперечное сечение. Рабочая часть инструмента сформирована из нескольких смежных плоскостей и режущих кромок. Их угол затачивания зависит от характеристики обрабатываемого материала и вида обработки.
Для достижения заданных параметров детали происходит движение закрепленных в станке резца и заготовки относительно друг друга
Рабочая головка может быть цельной или с приварными или припаянными пластинами.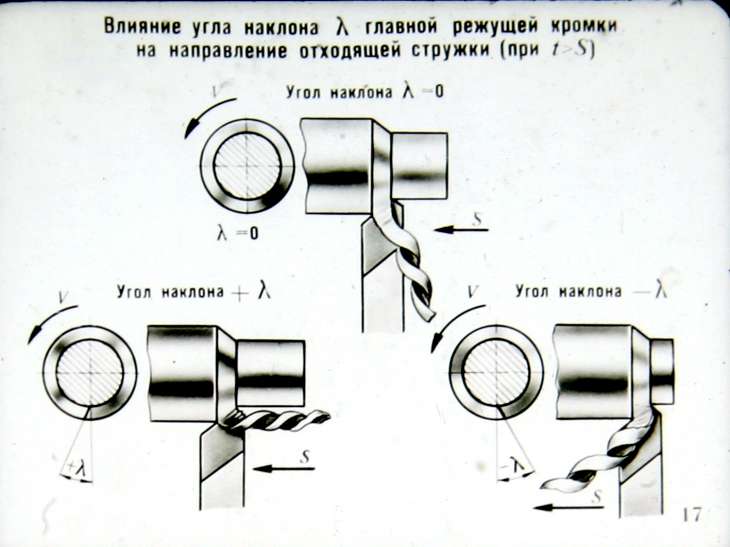 Новинкой являются резцы по металлу для токарного станка со сменными пластинами. Первый вариант представлен цельным с державкой элементом. Такой инструмент может быть изготовлен из специальной высокоуглеродистой инструментальной или быстрорежущей стали. Но такие резцы используются крайне редко.
Новинкой являются резцы по металлу для токарного станка со сменными пластинами. Первый вариант представлен цельным с державкой элементом. Такой инструмент может быть изготовлен из специальной высокоуглеродистой инструментальной или быстрорежущей стали. Но такие резцы используются крайне редко.
Преимущественно для металлообработки на токарном станке используются резцы с приварными или припаянными пластинами. Изготавливается инструмент из быстрорежущей стали или твердого сплава, в составе которого присутствуют металлы: титан, вольфрам и тантал. Он отличается высокой прочностью и ценовой политикой. Данный токарный инструмент может быть использован для обработки изделий из цветных металлов, чугуна, любой стали и неметаллических материалов.
Важно! При работе с пластинами из твердых сплавом следует придерживаться правил безопасности, поскольку изделия весьма хрупкие.
Очень часто при обработке материала используются резцы токарные со сменными пластинами. В отличие от предыдущего варианта пластина крепится к головке механически с помощью специальных прижимов или винтов. Инструмент удобен в дальнейшей эксплуатации, если пластина изготовлена из минералокерамики, что существенно увеличивает стоимость резца со сменными пластинами.
В отличие от предыдущего варианта пластина крепится к головке механически с помощью специальных прижимов или винтов. Инструмент удобен в дальнейшей эксплуатации, если пластина изготовлена из минералокерамики, что существенно увеличивает стоимость резца со сменными пластинами.
Разновидность резцов токарных по металлу со сменными пластинами
Рабочая часть для резца станка токарного может быть изготовлена из твердого сплава (танталово-вольфрамо-титанновые, титановольфрамовые, вольфрамовые), быстрорежущей стали (повышенной или нормальной эффективности), углеродистой стали высокого качества. Резцы могут быть использованы для таких типов токарных станков, как строгальные, токарные, долбежные, револьверто-автоматные и специальные.
Геометрия токарных резцов
Изображение №2: геометрия токарного резца
Расскажем об углах резцов и их назначениях.
- Задний вспомогательный угол (α1). При его уменьшении снижается сила трения между задней плоскостью инструмента и обрабатываемой заготовкой.
- Угол вершины (ε). Формируется между режущей кромкой и задней вспомогательной плоскостью. Чем больше этот угол, тем лучше условия теплоотвода и выше прочность резца.
- Вспомогательный угол в плане (ϕ1). Его размер варьируется в пределах от 10 до 30°. С уменьшением угла улучшается чистота обработки, но возрастает сила трения.
- Главный угол в плане (ϕ). Его размер варьируется в пределах от 20 до 90°. От размеров угла зависят длина и ширина среза. Чем меньше ϕ, тем ниже температура и сила резания. Чистота обработки также улучшается. Но с уменьшением угла возрастают вибрации и радиальная сила резания.
- Угол резания (δ). Формируется между передней поверхностью и плоскостью резания.
- Основной передний угол (γ). Его размер варьируется в пределах от -5 до +15°. При увеличении угла облегчается врезание инструмента в металл, улучшается отвод стружки, уменьшаются сила резания, деформация обрабатываемой поверхности и потребляемая мощность. Однако при этом ухудшаются теплоотвод и сокращается срок службы режущей кромки.
- Угол заострения (β). Формируется между передней и главной задней поверхностями. Оказывает влияние на остроту и прочность инструмента.
- Главный задний угол (α). Его размер варьируется в пределах от 6 до 12°. С уменьшением угла снижается сила трения между деталью и задней поверхностью резца. При этом улучшается теплоотвод и продлевается срок службы инструмента, но ухудшается чистота обрабатываемой поверхности.
- Угол наклона главной режущей кромки (λ). Влияет на направление отвода стружки. При положительных λ и λ = 0° стружка сходит к обрабатываемой поверхности. Резцы с положительными λ (12–15°) применяют при обработке заготовок из жаропрочных и закаленных сталей. У универсальных токарных резцов λ = 0°. Резцы с отрицательными λ применяют для чистовой обработки.


Типы резцов
Типы токарных резцов
По технологическому назначению токарные резцы делятся на:
- Отрезные. Без них не обходится изготовление не одной детали. Эта группа может использоваться не только по своему прямому назначению – обработки торцевых элементов детали и отрезания готовой от заготовки, из куска которой она изготавливалась. Чаще всего в продаже можно встретить отрезные резцы классической формы. Каждый токарь применяет для себя наиболее удобные отрезные резцы на собственном токарном станке с применением накладных пластин.
- Проходной используются для обработки вращающихся цилиндрических заготовок. Углы заточки инструмента могут варьироваться в зависимости от удобства токаря при обработки детали.
- Подрезной применяется в обработке торцевых частей заготовки и создания уступов на внешней стороне изготавливаемой детали. При подрезке торцов подрезной резец удобнее вести от центра по направлению к наружной части заготовки. При этом способе подачи подрезной инструмент располагается к обрабатываемой поверхности так, что резку обеспечивают пластины длинной кромки. Когда подрезной инструмент подаётся от внешней части к оси вращения детали – работают режущие пластины короткой кромки. Результат обработки получается менее точным и чистым. Подрезной инструмент при использовании для подрезки торцов детали, закреплённой в центрах, используется только в случае, если задний центр будет заменён на полуцентр. Это необходимо для сохранения пластин. В противном случае, избежать их повреждений не удастся из-за контакта с полным задним центром.
 Чаще всего в продаже можно встретить отрезные резцы классической формы. Каждый токарь применяет для себя наиболее удобные отрезные резцы на собственном токарном станке с применением накладных пластин.
Чаще всего в продаже можно встретить отрезные резцы классической формы. Каждый токарь применяет для себя наиболее удобные отрезные резцы на собственном токарном станке с применением накладных пластин. Это необходимо для сохранения пластин. В противном случае, избежать их повреждений не удастся из-за контакта с полным задним центром.
Это необходимо для сохранения пластин. В противном случае, избежать их повреждений не удастся из-за контакта с полным задним центром.- Канавочный резец имеет меньшую толщину режущей кромки, чем отрезные. При вытачивания широкой, но неглубокой канавки канавочный могут заменить отрезные резцы. Канавочный инструмент изготавливается двух видов – прямой и отогнутый. Режущая их кромка подбирается в соответствии с необходимой шириной канавки. Особенность канавочного состоит в том, что высота головки значительно превышает высоту режущей кромки. Эта особенность конструкции повышает прочность, благодаря чему канавочный токарный резец с тонкой режущей кромкой способен выдерживать большие нагрузки.
- Расточные применяются для проделывания глухих и сквозных отверстий без применения сверлильного оборудования. Отверстия, выполненные при помощи резцов, имеют большую точность. Для выполнения закрытых и сквозных отверстий используются различные виды.
- Резьбовые. Для нарезания резьбы на внутренней и внешней поверхности детали применяются инструменты, отличающиеся по ширине и виду рабочей головки. Для работы на токарном станке не всегда достаточно использовать резцы классической формы и правильно установить деталь. Виды резьбы, выполняемой на токарном оборудовании, имеют различные углы, что подразумевает большой спектр пластин, которые затачиваются под разным углом. Виды внутренних и внешних резьб производятся по разной технологии. Чтобы работа была наименее трудоёмкой, лучше использовать правильно выбранный для конкретной операции инструмент. Более удобно выполнять резку, если углы режущей кромки и необходимого угла наклона резьбы совпадают. Для этого необходимо самостоятельно заточить режущие пластины. Углы заточки большинства резцов соответствуют 60⁰. При необходимости изменить углы головки, если она не относятся к разряду неперетачиваемых, можно на заточном станке.
 Для работы на токарном станке не всегда достаточно использовать резцы классической формы и правильно установить деталь. Виды резьбы, выполняемой на токарном оборудовании, имеют различные углы, что подразумевает большой спектр пластин, которые затачиваются под разным углом. Виды внутренних и внешних резьб производятся по разной технологии. Чтобы работа была наименее трудоёмкой, лучше использовать правильно выбранный для конкретной операции инструмент. Более удобно выполнять резку, если углы режущей кромки и необходимого угла наклона резьбы совпадают. Для этого необходимо самостоятельно заточить режущие пластины. Углы заточки большинства резцов соответствуют 60⁰. При необходимости изменить углы головки, если она не относятся к разряду неперетачиваемых, можно на заточном станке.
Для работы на токарном станке не всегда достаточно использовать резцы классической формы и правильно установить деталь. Виды резьбы, выполняемой на токарном оборудовании, имеют различные углы, что подразумевает большой спектр пластин, которые затачиваются под разным углом. Виды внутренних и внешних резьб производятся по разной технологии. Чтобы работа была наименее трудоёмкой, лучше использовать правильно выбранный для конкретной операции инструмент. Более удобно выполнять резку, если углы режущей кромки и необходимого угла наклона резьбы совпадают. Для этого необходимо самостоятельно заточить режущие пластины. Углы заточки большинства резцов соответствуют 60⁰. При необходимости изменить углы головки, если она не относятся к разряду неперетачиваемых, можно на заточном станке.Принципы точения
Маркировка токарных резцов, значения цифр и символов
По стандарту маркировка токарных резцов может включать в себя 9 или 10 символов.
- Первый — способ крепления режущей пластины.
- Второй — ее форма.
- Третий — тип резца.
- Четвертый — задний угол режущей пластины.
- Пятый — направление резания.

Изображение №6: возможные значения параметров 1–5
- Шестой — высота державки.
- Седьмой — ширина ее хвостовой части.
- Восьмой — общая длина резца.
- Девятый — размер режущей пластины.
Изображение №7: возможные значения параметров 6–9
- Десятый указывается при необходимости. Обозначает точность некоторых параметров резцов.
Изображение №8: возможные значения параметра 10
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Токарные резцы — основной рабочий инструмент дерево и металлообрабатывающих станков, посредством которого обрабатываемым заготовкам придается требуемая форма и размеры. Классификация токарных резцов выполняется по таким факторам как назначение, тип обработки, способ подачи и крепления, о чем мы детальнее поговорим в данной статье.
Классификация токарных резцов выполняется по таким факторам как назначение, тип обработки, способ подачи и крепления, о чем мы детальнее поговорим в данной статье.
В публикации рассмотрены виды токарных резцов и их конструкция, приведены рекомендации по выбору инструмента и технологии его установки, а также представлена инструкция, следуя которой вы сможете правильно заточить резец своими руками.
Расточные резцы для сквозных отверстий
Это оснастка для промышленного оборудования. Она применяется для расточки отверстий, созданных сверлением. От того, какая длина у части, закрепляемой в суппорте, зависит глубина обработки отверстий. Элемент с режущей кромкой имеет отогнутую головку. Толщина материала, которую снимает режущая кромка, практически равна изгибу. Максимальная длинна удерживающей части — 300 мм.
Геометрия резца
Существуют различные разновидности резцов, которые отличаются по размеру, форме державки и количеству плоскостей на рабочей головке. Например, стержень для закрепления оснастки может быть круглым, прямоугольным, квадратным. Рабочий элемент приспособления представляет собой набор поверхностей
Например, стержень для закрепления оснастки может быть круглым, прямоугольным, квадратным. Рабочий элемент приспособления представляет собой набор поверхностей
— Резцы делятся на правосторонние и левосторонние. Отличие заключается в том, как расположена режущая кромка относительно удерживающей части.
Сборные конструкции
Говоря о типах приспособлений для обработки металла, следует отметить резцы, имеющие сборную конструкцию. Этот инструмент считается универсальным, потому что в него можно поставить практически любые пластинки. К примеру, зафиксировав в одном держателе разные типы режущих пластинок, можно сделать приспособление для работы с металлическими заготовками под разными углами и с разным уровнем производительности.
В большинстве случаев эти виды резцов используются на станках, оснащенных ЧПУ, или для расточки сквозных и глухих отверстий, контурного высокоточного точения и иных работ.
Сборные резцы
Выполняют разные технологические операции.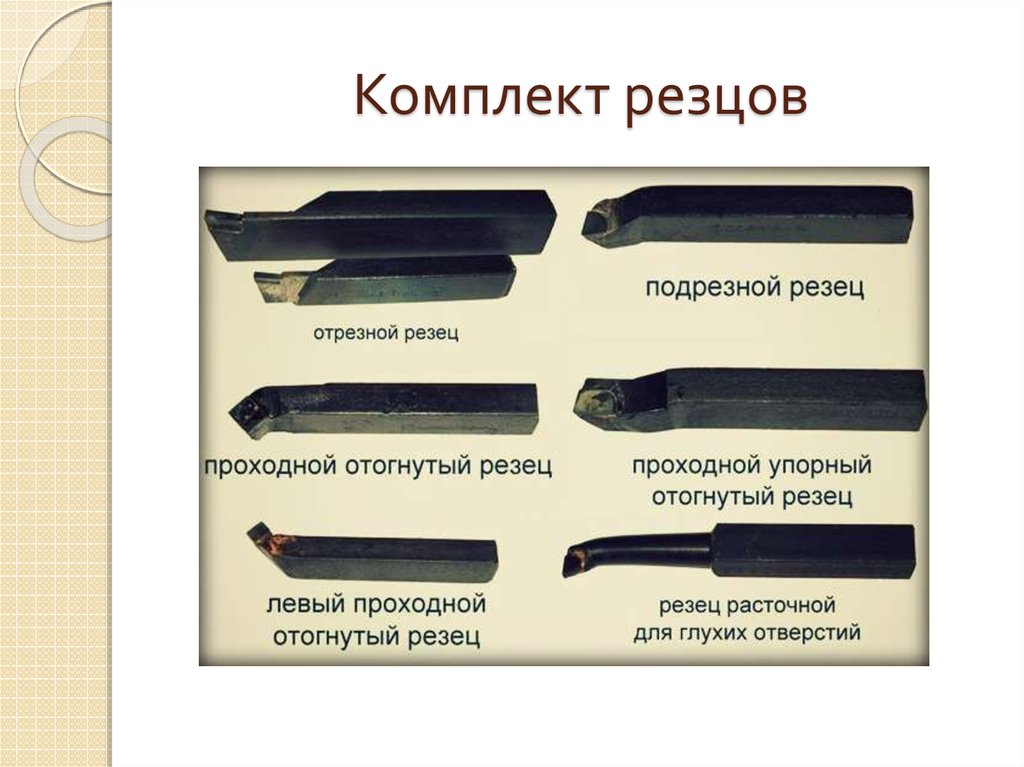 Конструкция позволяет закреплять на державке разные твердосплавные пластинки. Наличие нескольких рабочих элементов позволяет увеличить универсальность приспособления. Резцы, которые собираются из разных пластин, закрепляются в шпинделях оборудования, управляемого системой ЧПУ. Сборными приспособлениями обрабатывают отверстия, делают контура, выбирают канавки.
Конструкция позволяет закреплять на державке разные твердосплавные пластинки. Наличие нескольких рабочих элементов позволяет увеличить универсальность приспособления. Резцы, которые собираются из разных пластин, закрепляются в шпинделях оборудования, управляемого системой ЧПУ. Сборными приспособлениями обрабатывают отверстия, делают контура, выбирают канавки.
Классификация аномалий прикуса | Карманная стоматология
Классификация аномалий прикуса
Ларс Бондемарк
Ключевые темы
- Нормальная окклюзия и аномалии прикуса
- Расхождения между челюстями – сагиттальные, вертикальные и трансверзальные аномалии прикуса
- Аномалии челюстей – скученность, расстояние между зубами, вариации количества и неправильное положение зубов
- Частота неправильного прикуса
- Ортодонтическое лечение нужно
Цели обучения
- Уметь различать нормальную окклюзию и неправильный прикус
- Уметь классифицировать аномалии прикуса между челюстями и внутри них, а также классифицировать различные аномалии положения зубов.
- Чтобы понять различные аномалии прикуса и их частоту
- Чтобы понять, что означает необходимость ортодонтического лечения и какой тип аномалий прикуса следует или не следует лечить
Нормальная окклюзия и неправильный прикус
Нормальная или идеальная окклюзия — это понятие, созданное ортодонтами. Более 100 лет назад Эдвард Х. Энгл ввел первое ясное и простое определение нормального прикуса:
.Верхние первые моляры являются ключом к окклюзии, и верхние и нижние моляры должны быть связаны таким образом, чтобы мезиально-щечный бугорок верхнего моляра закрывался в щечной бороздке нижнего моляра. Если зубы расположены на плавно изгибающейся линии прикуса и такое соотношение моляров существует, то получится нормальная окклюзия (угол, 19°).00).
Противоположным состоянием является неправильный прикус, который когда-то определялся как:
Природа аномалий прикуса — не болезнь, а скорее отклонение от принятой в обществе нормы, которое может привести к функциональным затруднениям или беспокойству о внешнем виде зубов и лица пациента (Brook and Shaw, 1989).

Отклонение от нормальной или идеальной окклюзии не обязательно означает, что аномалию прикуса необходимо лечить. Оценка потребности в лечении основана на оценке риска, краткосрочного или долгосрочного, нарушений здоровья полости рта, функции, эстетики или удовлетворенности пациента.
Обычно окклюзия или неправильный прикус классифицируются в соответствии с условиями несоответствия между челюстями, например, сагиттальными (передне-задними), вертикальными и поперечными отношениями, включая функциональные аномалии между зубными дугами верхней и нижней челюсти. Кроме того, учитываются аномалии внутри челюстей, например скученность и расстояние между зубами, вариации количества зубов и неправильное положение зубов. Некоторые аномалии прикуса, например, повышенное перекрытие, скученность и расстояние. можно классифицировать по диапазону в миллиметрах. Это означает, что нормальные окклюзии могут иметь незначительные вариации в пределах диапазона, и поэтому это не фиксированное условие.
Расхождения между челюстями
Сагиттальная плоскость
В сагиттальной классификации основой для оценки является межчелюстное положение первых моляров. Существуют три характеристики: нормальная, постнормальная (класс угла II) и преднормальная (класс угла III) окклюзия.
Нормальная окклюзия При нормальной сагиттальной окклюзии, также называемой классом I по углу, мезиально-щечный бугор первого моляра верхней челюсти смыкается с мезио-щечной бороздой первого моляра нижней челюсти (рис. 2.1). Верхнечелюстной клык кончик бугорка замыкается между клыком нижней челюсти и первым премоляром (рис. 2.1). В принципе нормальным прикусом считается отклонение до половины ширины бугорка в мезиальном или дистальном направлении. Перерезка при нормальной окклюзии обычно составляет от 2 до 5 мм.
Рис. 2.1 Угол Окклюзии класса I (нормальная окклюзия).
Рисунок 2.2 Нормальное сагиттальное соотношение моляров из-за мезиального смещения моляра нижней челюсти (стрелка). Однако межчелюстное соотношение клыков указывает на аномалию прикуса II класса, и, таким образом, в данном случае показана аномалия прикуса II класса.
Угол окклюзии II класса При окклюзии класса II или постнормальной окклюзии первый моляр нижней челюсти занимает заднее положение по сравнению с нормальной окклюзией, т. е. позади нормального положения или в дистальном отношении (рис. 2.3). Примерно в 90% окклюзий II класса по Энглю резцы верхней челюсти наклонены, т. е. класс II по Англю, подразделение 1 (рис. 2.4a), в то время как примерно 10% показывают ретроклинированные центральные резцы верхней челюсти, т.
Рис. 2.3 Аномалии прикуса II класса Angle (постнормальный прикус).
Рис. 2.4 Аномалия прикуса II класса по Энглю, подкласс 1 (a) с наклонными верхними резцами (красная линия на a) и аномалия прикуса по Angle II подкласса 2 (b) с загнутыми назад центральными резцами верхней челюсти (фиолетовая линия на b).
Угол окклюзии III классаУгловой класс III или преднормальная окклюзия очевидна, когда первый моляр нижней челюсти находится в преднормальном положении по сравнению с нормальной окклюзией, т. е. впереди нормального положения или в мезиальном положении (рис. 2.5). В случаях окклюзии III класса по Энглу перекрытие часто бывает обратным (<0 мм), что указывает на передний перекрестный прикус.
Рис.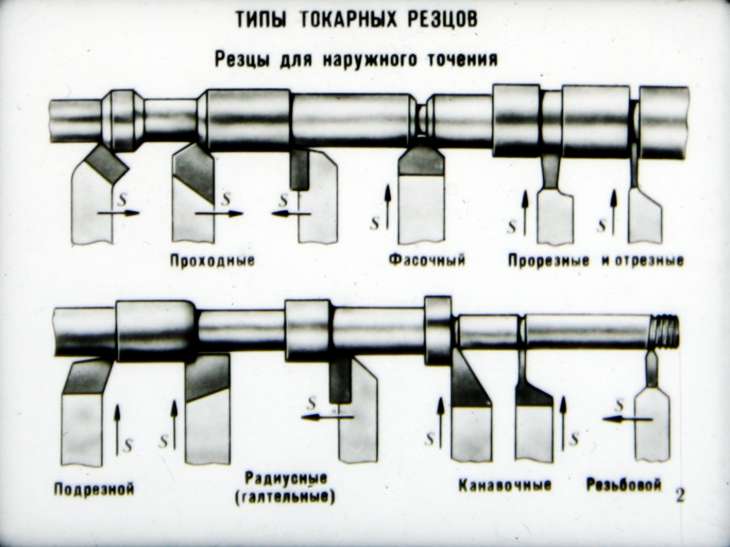 2.5 Неправильный прикус Angle Class III (преднормальный прикус).
2.5 Неправильный прикус Angle Class III (преднормальный прикус).
Вертикальная плоскость
Очевидны две возможности: открытый или глубокий прикус.
Открытый прикусПри открытом прикусе отсутствует межчелюстной контакт зубов ни спереди, ни сбоку от зубной дуги (рис. 2.6). Чтобы квалифицировать как открытый прикус, неправильный прикус реверсируется (<0 мм), и предполагается, что зубы полностью прорезались.
Рисунок 2.6 Открытый прикус спереди между челюстями.
Глубокий прикус определяется как чрезмерное перекрытие резцов по вертикали, то есть по вертикали, при котором более двух третей щечных поверхностей резцов нижней челюсти перекрываются резцами верхней челюсти (рис. 2.7). Чаще всего причиной глубокого прикуса является чрезмерное прорезывание резцов или ротация нижней челюсти вперед. Глубокий прикус иногда проявляется контактом между краями резцов нижней челюсти и слизистой оболочкой неба позади резцов верхней челюсти (рис.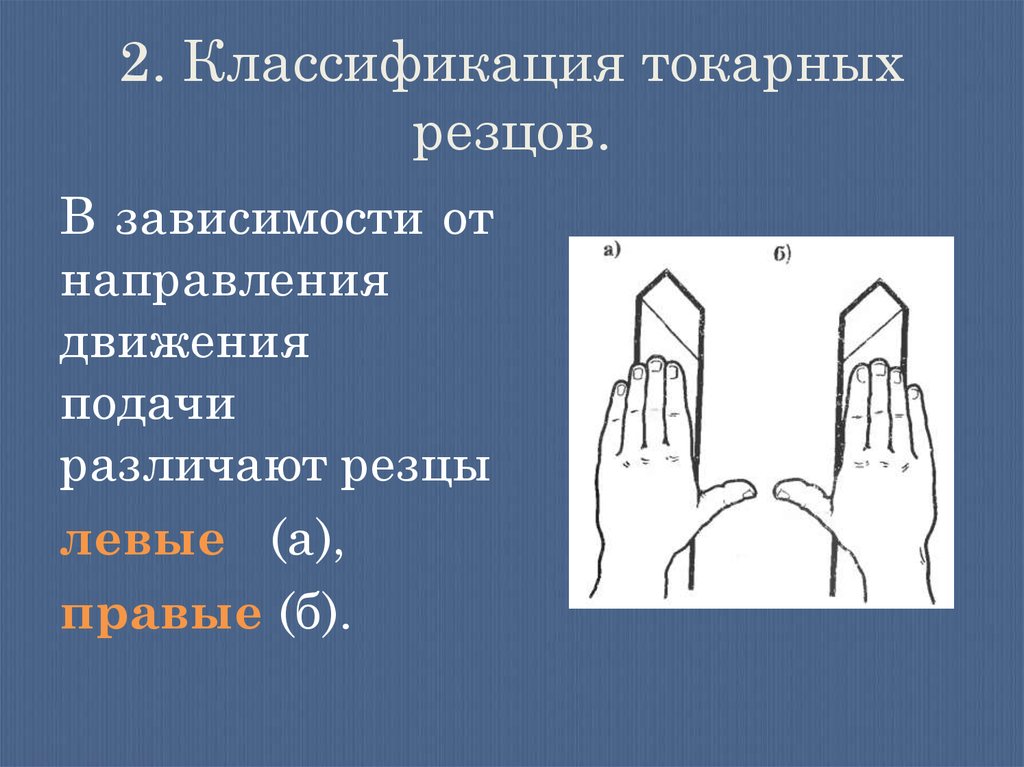 2.8). В таких случаях контакт между резцами и слизистой оболочкой может вызвать изъязвление тканей. Таким образом, классификация глубокого прикуса включает оценку наличия контакта между резцами и слизистой оболочкой неба и наличия изъязвлений.
2.8). В таких случаях контакт между резцами и слизистой оболочкой может вызвать изъязвление тканей. Таким образом, классификация глубокого прикуса включает оценку наличия контакта между резцами и слизистой оболочкой неба и наличия изъязвлений.
Рисунок 2.7 Глубокий прикус.
Рисунок 2.8 Глубокий прикус с контактом между краями резцов нижней челюсти и слизистой неба позади резцов верхней челюсти.
Поперечная плоскость
Расхождения в поперечной плоскости относятся к ширине верхней и/или нижней челюсти, и может быть зарегистрирован либо задний перекрестный прикус, либо ножницеобразный прикус.
Задний перекрестный прикус При заднем перекрестном прикусе щечные бугры премоляров и/или моляров верхней челюсти смыкаются язычно с щечными буграми премоляров и/или моляров нижней челюсти. Задний перекрестный прикус может быть как односторонним, так и двусторонним. Односторонние перекрестные прикусы денто-альвеолярного происхождения обусловлены небным наклоном премоляров и моляров верхней челюсти и чаще всего сопровождаются вынужденным направлением нижней челюсти, что приводит к отклонению средней линии нижней челюсти в сторону перекрестного прикуса (рис. 2.9).) (Тиландер и Мирберг, 1973). Направление усилия должно оцениваться или диагностироваться в ходе клинического исследования.
2.9).) (Тиландер и Мирберг, 1973). Направление усилия должно оцениваться или диагностироваться в ходе клинического исследования.
Рисунок 2.9 Односторонний перекрестный прикус с правой стороны лица, и имело место принудительное направление нижней челюсти с отклонением средней линии в сторону перекрестного прикуса (стрелка).
Двусторонний перекрестный прикус (рис. 2.11) часто возникает из-за поперечного скелетного сужения верхней челюсти и без принудительного направления нижней челюсти.
Ножницеобразный прикус При ножницеобразном прикусе один или несколько премоляров или моляров верхней челюсти смыкаются своими язычными буграми щечно с нижнечелюстными щечными буграми премоляров и/или моляров (рис. 2.10). Ножницеобразный прикус может быть односторонним или двусторонним и связан с принудительным направлением нижней челюсти, но принудительное направление встречается реже, чем при заднем перекрестном прикусе. Двусторонний ножницеобразный прикус иногда называют синдромом Броди.
Рисунок 2.10 Ножницеобразный прикус левого первого и второго премоляра верхней челюсти.
Рисунок 2.11 Двусторонний перекрестный прикус.
Функциональные нарушения
Когда прикус закрывается, и если нижняя челюсть направляется ранним межчелюстным аномальным контактом, нижняя челюсть может двигаться либо латерально, либо вперед. Когда нижняя челюсть направляется латерально, устанавливается задний перекрестный прикус (рис. 2.9), а если нижняя челюсть смещается вперед, создается передний перекрестный прикус (рис. 2.12).
Рисунок 2.12
Читать дальше могут только обладатели статуса Gold. Войдите или зарегистрируйтесь, чтобы продолжить
15 августа 2017 г. | Автор: mrzezo в Ортодонтия | Комментарии к записи Классификация аномалий прикуса
Отключены Что такое прикус класса I, класса II или класса III?
Опубликовано: Институт челюстно-лицевой хирургии — Категории: Cirugía Orthognathic Surgery
Классификация прикуса (окклюзии) делится на три основные категории: классы I, II и III. Эта классификация относится к положению первых моляров и t к тому, как верхние моляры совмещаются с нижними . Это важно, потому что классификация прикуса также указывает на наличие несоответствия скелета и помогает определить, почему прикус не соответствует правильному.
Эта классификация относится к положению первых моляров и t к тому, как верхние моляры совмещаются с нижними . Это важно, потому что классификация прикуса также указывает на наличие несоответствия скелета и помогает определить, почему прикус не соответствует правильному.
Положение челюстей – костная основа прикуса. Таким образом, , если верхняя челюсть и челюсть плохо выровнены, мы находимся перед неправильным прикусом , и необходимо искать лечение для их выравнивания. Если не лечить, неправильный прикус может вызывать функциональные проблемы , такие как износ зубов, проблемы с жеванием и пищеварением, проблемы с речью, боль в челюстных суставах (ВНЧС), нарушения сна и даже апноэ во сне. Кроме того, у пациентов с аномалиями прикуса наблюдается дисбаланс черт лица , который может быть более или менее заметным.
Класс I
Класс I – нормальное соотношение между зубами, челюстью и челюстью .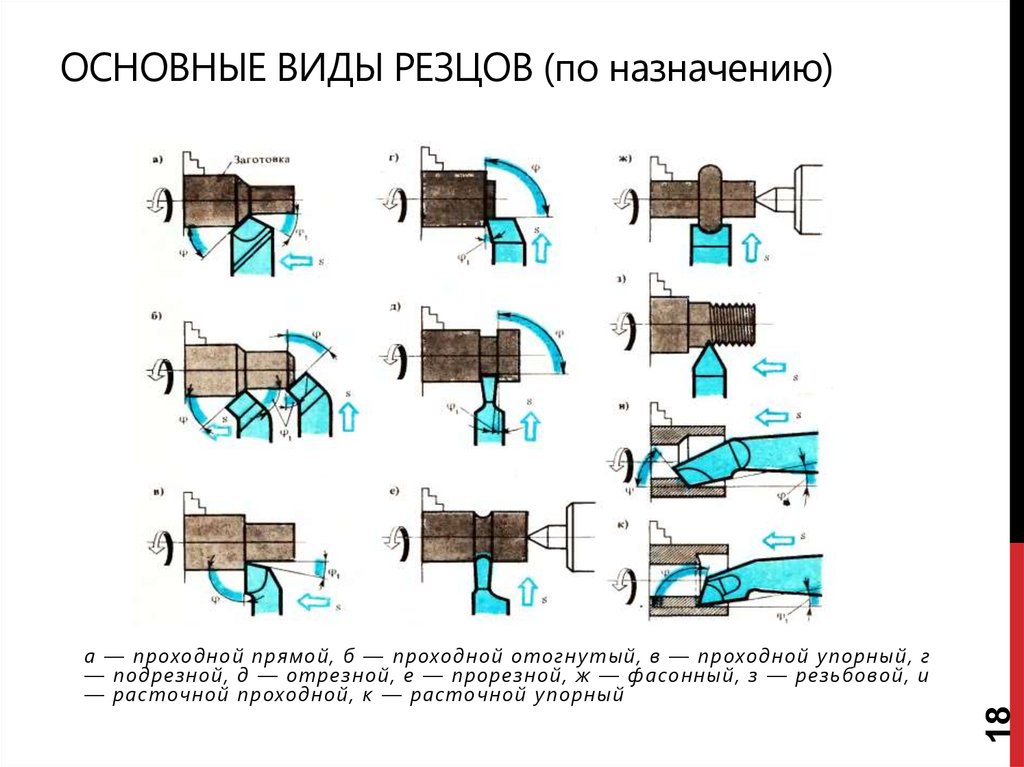
Это правильная окклюзия, и она дает человеку хорошо сбалансированный профиль в переднезадней плоскости.
Класс II
Класс II возникает, когда верхняя зубная дуга смещается кзади кзади (больше на одну нижнюю зубную дугу в направлении задней кзади).
Профиль пациента со II классом имеет выпуклый вид, с втянутым подбородком и нижней губой.
Класс II проблемы могут быть связаны с недостаточным ростом нижней челюсти, чрезмерным ростом верхней челюсти или их сочетанием. Во многих случаях проблемы класса II наследуются генетически и могут усугубляться факторами окружающей среды, такими как сосание пальца.
У взрослых эта аномалия прикуса , когда она скелетная, требует ортодонтического лечения в сочетании с ортогнатическая хирургия .