Классификация станков по технологическому назначению, степени универсальности, точности, автоматизации, массе. — Студопедия
Поделись
Металлорежущий станок – это машина, предназначенная для обработки заготовок в целях образования заданных поверхностей путем снятия стружки или путем пластической деформации. Обработка производится преимущественно путем резания лезвийным или абразивным инструментом. Станки применяют также для выглаживания поверхности детали, для обкатывания поверхности роликами. Металлообрабатывающие станки осуществляют резание неметаллических материалов, например, дерева, текстолита, капрона и других пластических масс. Специальные станки обрабатывают также керамику, стекло и другие материалы.
Металлообрабатывающие станки классифицируют по различным признакам, в зависимости от вида обработки, применяемого режущего инструмента и компоновки.
Классификация
· Металлообрабатывающие станки классифицируют по различным признакам, в зависимости от вида обработки, применяемого режущего инструмента и компоновки.
·
Станки одного и того же типа могут отличаться компоновкой (например, фрезерные универсальные, горизонтальные, вертикальные), кинематикой, т.е. совокупностью звеньев, передающих движение, конструкцией, системой управления, размерами, точностью обработки и др.
· Группа токарных станков(поз. 1 – 6) состоит из станков, предназначенных для обработки поверхностей вращения. Объединяющим признаком станков этой группы является использование в качестве движения резания вращательного движения заготовки.
· Группа сверлильных станков(поз. 7 – 10) включает также и расточные станки. Объединяющим признаком этой группы станков является их назначение — обработка круглых отверстий. Движением резания служит вращательное движение инструмента, которому обычно сообщается также движение подачи. В горизонтально-расточных станках подача может осуществляться также перемещением стола с обрабатываемой деталью.
· Группа шлифовальных станков(поз. 20 – 24) объединяется по признаку использования в качестве режущего инструмента абразивных шлифовальных кругов.
· Группа полировальных и доводочных станковобъединяется по признаку использования в качестве режущего инструмента абразивных брусков, абразивных лент, порошков и паст.
· Группа зубообрабатывающих станковвключает все станки, которые служат для обработки зубьев колес, в том числе шлифовальные.
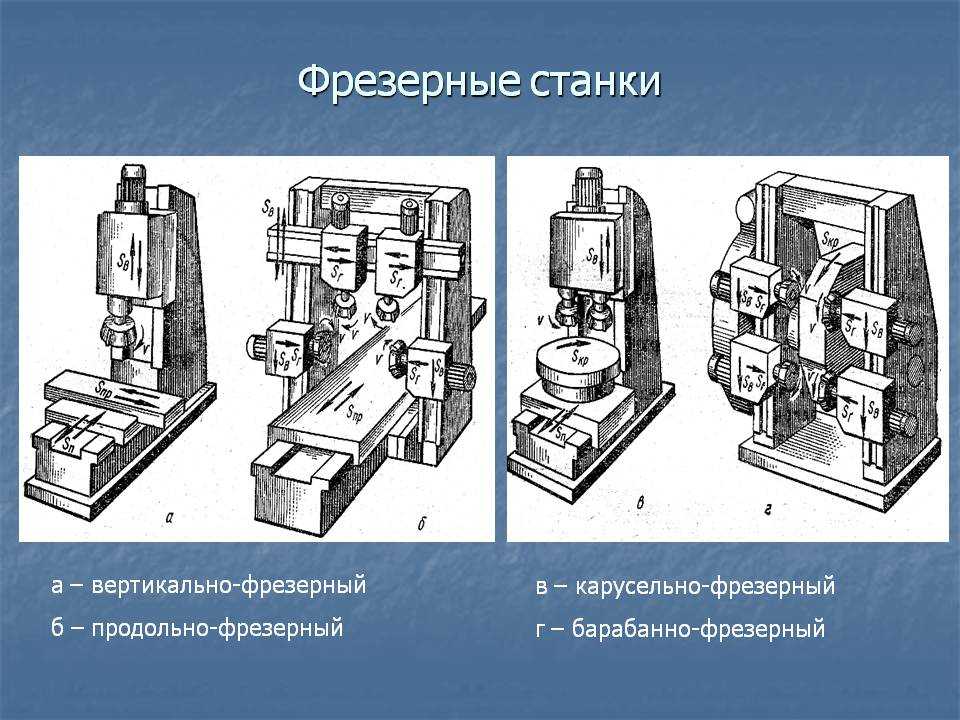
· Группа фрезерных станков(поз. 11 – 14) состоит из станков, использующих в качестве режущего инструмента многолезвийные инструменты — фрезы.
· Группа строгальных станков(поз. 15 – 17) состоит из станков, у которых общим признаком является использование в качестве движения резания прямолинейного возвратно-поступательного движения резца или обрабатываемой детали.
· Группа разрезных станковвключает все типы станков, предназначенных для разрезки и распиловки катаных материалов (прутки, уголки, швеллеры и т. п.).
п.).
· Группа протяжных станков(лоз. 18 и 19) имеет один общий признак: использование в качестве режущего инструмента специальных многолезвийных инструментов — протяжек.
· Группа резьбообрабатывающих станковвключает все станки (кроме станков токарной группы), предназначенные специально для изготовления резьбы.
· Группа разных и вспомогательных станковобъединяет все станки, которые не относятся ни к одной из перечисленных выше групп.
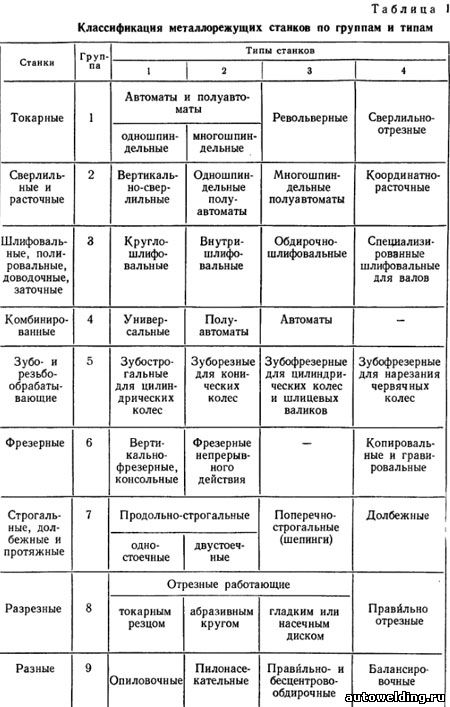
Таблица фигур металлорежущих станков
Наименование станков | Шифр | Шифр типа | |||||||||
| 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | ||
| Резервные | 0 | – | |||||||||
Токарные | 1 | Автоматы и полуавтоматы: | Токарно- | Сверлильно- | Карусельные | Токарные и | Многорезцевые и | Специализи- | Разные | ||
| специализи- рованные | одношпин- дельные | многошпин- дельные | |||||||||
Сверлильные и расточные | 2 | – | Вертикально- | Полуавтоматы | Координатно-расточные | Радиально- | Горизонтально- | Алмазно- | Горизонтально- | Разные | |
| одношпин- дельные | многошпин- дельные | ||||||||||
| Шлифовальные и доводочные | 3 | Круглошли- фовальные | Внутришли- фовальные | Обдирочно- шлифовальные | Специализи- рованные шлифовальные | - | Заточные | Плоско- шлифовальные | Притирочные, полировальные, хонинговальные, доводочные | Разные образивные | |
| Электро- физические и электро- химические | 4 | – | Светолучевые | - | Электро- химические | Электро- искровые | - | Электро- эрозионные, ультрозвуковые прошивочные | Анодно- механические отрезные | - | |
| Зубо- и резьбо-обрабатываю- щие | 5 | Резьбо- нарезные | Зубодолбежные для обработки цилиндри- ческих колес | Зуборезные для обработки конических колес | Зубофрезер- ные для обработки цилиндрических колес и шлицевых валов | Для нарезания червячных колес | Для обработки торцов зубьев колес | Резьбофре- зерные | Зубоотделоч- ные, провероч- ные и обкатные | Зубо- и резь- бошлифоваль- ные | Разные зубо- и резьбо- обрабатываю- шие |
| Фрезерные | 6 | – | Вертикально- фрезерные консольные | Фрезерные не- прерывного действия | Продольные одностоеч- ные | Копироваль- ные и грави- ровальные | Вертикаль- ныебезконсольные | Продольные двухстоеч- ные | Консольно- фрезерные опе- рационные | Горизон- тально- фрезерные консольные | Разные фрезерные |
Строгальные, долбёжные, протяжные | 7 | Продольные | Поперечно- | Долбёжные | Протяжные горизонталь- | Протяжные вертикальные для протягивания | – | Разные строгальные | |||
| одно- стоечные | двух- стоечные | наружного | |||||||||
Разрезные | 8 | Отрезные, оснащенные | Правильно- | Пилы | – | – | |||||
| токарным резцом | шлифоваль- ным кругом | гладким или насеченным диском | ленточные | дисковые | Ножовочные | ||||||
| Разные | 9 | Муфто- и трубообра- батывающие | Пило-насекальные | Правильно- и безцентрово- обдирочные | Балансировочные | Для испыта- ния инструментов | Делитель- ные машины | Балансиро- вочные | - | - | |
Нумерация станков
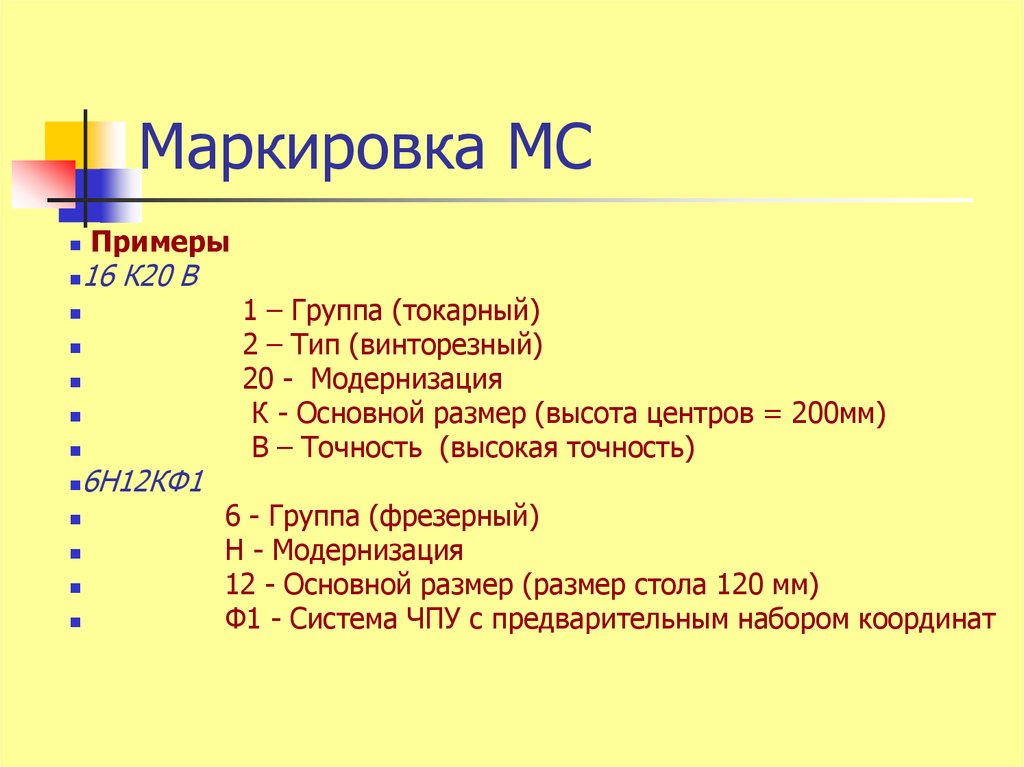
В СССР была принята единая система условных обозначений станков, основанная на присвоении каждой модели станка шифра (номера). Нумерация металлорежущих станков, разработанная Экспериментальным научно-исследовательским институтом металлорежущих станков (ЭНИМС), построена по девятичной системе. Все станки делятся на 9 групп, каждая группа подразделяется на 9 типов и каждый тип — 9 10 типоразмеров. Номер, присваиваемый каждой модели станка, может состоять из трех или четырех цифр и букв, причем буквы могут стоять после первой цифры или в конце номера, например: 612, 1616, 6Н82, 2620, 6Н12ПБ.
Нумерация металлорежущих станков, разработанная Экспериментальным научно-исследовательским институтом металлорежущих станков (ЭНИМС), построена по девятичной системе. Все станки делятся на 9 групп, каждая группа подразделяется на 9 типов и каждый тип — 9 10 типоразмеров. Номер, присваиваемый каждой модели станка, может состоять из трех или четырех цифр и букв, причем буквы могут стоять после первой цифры или в конце номера, например: 612, 1616, 6Н82, 2620, 6Н12ПБ.
Первая цифра номера показывает группу, к которой относится данный станок. Вторая цифра указывает тип станка в данной группе. Третья или третья и четвертая цифры совместно указывают условный размер станка.
Классификация станковпо типам.
Станки одного и того же типа могут отличаться компоновкой (например, фрезерные универсальные, горизонтальные, вертикальные), кинематикой, т.е. совокупностью звеньев, передающих движение, конструкцией, системой управления, размерами, точностью обработки и др.
Стандартами установлены основные размеры, характеризующие станки каждого типа. Для токарных и круглошлифовальных станков это наибольший диаметр обрабатываемой заготовки, для фрезерных станков – длина и ширина стола, на который устанавливаются заготовки или приспособления, для поперечно-строгальных станков – наибольший ход ползуна с резцом.
Группа однотипных станков, имеющих сходную компоновку, кинематику и конструкцию, но разные основные размеры, составляет размерный ряд. Так, по стандарту, для зубофрезерных станков общего назначения предусмотрено 12 типоразмеров с диаметром устанавливаемого изделия от 80 мм до 12,5 м.
Конструкция станка каждого типоразмера, спроектированная для заданных условий обработки, называется моделью. Каждой модели присваивается свой шифр – номер, состоящий из нескольких цифр и букв. Первая цифра означает группу станка, вторая – его тип, третья цифра или третья и четвертая цифры отражают основной размер станка. Например, модель 16К20 означает: токарно-винторезный станок с наибольшим диаметром обрабатываемой заготовки 400 мм. Буква между второй и третьей цифрами означает определенную модернизацию основной базовой модели станка.
Буква между второй и третьей цифрами означает определенную модернизацию основной базовой модели станка.
Классификация станков по степени универсальности.Различают следующие станки – универсальные, которые используют для изготовления деталей широкой номенклатуры с большой разницей в размерах. Такие станки приспособлены для различных технологических операций:
· специализированные, которые предназначены для изготовления однотипных деталей, например, корпусных деталей, ступенчатых валов сходных по форме, но различных по размеру;
· специальные, которые предназначены для изготовления одной определенной детали или одной формы с небольшой разницей в размерах.
Классификация станков по степени точности.Станки разделены на 5 классов:
· Н – станки нормальной точности;
· П – станки повышенной точности;
· В – станки высокой точности;
· А – станки повышенной точности;
· С – особо точные или мастер-станки;
Классификация металлорежущих станков – презентация онлайн
Похожие презентации:
Технология перевозочного процесса
Организация работы и расчет техникоэкономических показателей участка механической обработки детали
Грузоподъемные машины. (Лекция 4.1.2)
(Лекция 4.1.2)
Безопасное проведение работ на высоте
Геофизические исследования скважин
Система охлаждения ДВС
Эксплуатация нефтяных и газовых скважин. Курс лекций в слайдах
Требования безопасности при выполнении работ на высоте
Проект по технологии «Скалка» (6 класс)
Конструкции распределительных устройств. (Лекция 15)
1. Классификация металлорежущих станков
2. Станочные группы
0. Резерв1. Группа токарных станков
2. Группа сверлильных и расточных станков
3. Группа шлифовальных и доводочных станков
4. Группа электрофизических и электрохимических
станков
5. Группа зубообрабатывающих и
резьбообрабатывающих станков
6. Группа фрезерных станков
7. Группа строгальных, долбежных и протяжных
станков
8. Группа разрезных станков
9. Разное
4. Группа токарных станков
• состоит из станков, предназначенных дляобработки поверхностей вращения.
• объединяющим признаком станков этой группы
является использование в качестве движения
резания вращательного движения заготовки
5.
 Группа токарных станков Типы0. Автоматы и полуавтоматы специализированные
Группа токарных станков Типы0. Автоматы и полуавтоматы специализированные1. Автоматы и полуавтоматы одношпиндельные
2. Автоматы и полуавтоматы многошпиндельные
3. Токарно – револьверные
4. Сверлильно – отрезные
5. Карусельные
6. Токарные и лобовые
7. Многорезцевые и копировальные
8. Специализированные
9. Разные токарные
6. Группа сверлильных и расточных станков
• Объединяющим признаком этой группы станковявляется их назначение — обработка круглых
отверстий.
• Движением резания служит вращательное
движение инструмента, которому обычно
сообщается также движение подачи.
• В горизонтально-расточных станках подача
может осуществляться также перемещением
стола с обрабатываемой деталью.
7. Группа сверлильных и расточных станков Типы
0.1. Вертикально – сверлильные
2. Полуавтоматы одношпиндельные
3. Полуавтоматы многошпиндельные
4. Координатно-расточные
5. Радиально – сверлильные
6.
 Горизонтально – расточные
Горизонтально – расточные7. Алмазно – расточные
8. Горизонтально – сверлильные
9. Разные сверлильные
8. подгруппа шлифовальных станков
• объединяется по признаку использования вкачестве режущего инструмента абразивных
шлифовальных кругов
9. Подгруппа полировальных и доводочных станков
• объединяется по признаку использования вкачестве режущего инструмента абразивных
брусков, абразивных лент, порошков и паст
10. Группа шлифовальных и доводочных станков Типы
0.1. Круглошлифовальные
2. Внутришлифовальные
3. Обдирочно-шлифовальные
4. Специализированные шлифовальные
5.
6. Заточные
7. Плоско- шлифовальные
8. Притирочные, полировальные, хонинговальные,
доводочные
9. Разные абразивные
11. Подгруппа зубообрабатывающих станков
• включает все станки, которые служат дляобработки зубьев колес, в том числе
шлифовальные
12. Подгруппа резьбообрабатывающих станков
• включает все станки (кроме станков токарнойгруппы), предназначенные специально для
изготовления резьбы
13.
 Группа зубообрабатывающих и резьбообрабатывающих станков. Типы0. Резьбонарезные
Группа зубообрабатывающих и резьбообрабатывающих станков. Типы0. Резьбонарезные1. Зубодолбежные для обработки цилиндрических
колес
2. Зуборезные для обработки конических колес
3. Зубофрезерные для обработки цилиндрических
колес и шлицевых валов
4. Для нарезания червячных колес
5. Для обработки торцов зубьев колес
6. Резьбофрезерные
7. Зубоотделочные, проверочные и обкатные
8. Зубо- и резьбошлифовальные
9. Разные зубо- и резьбообрабатываюшие
14. Группа фрезерных станков
• состоит из станков, использующих вкачестве режущего инструмента
многолезвийные инструменты — фрезы
15. Группа фрезерных станков Типы
0.1. Вертикально-фрезерные консольные
2. Фрезерные непрерывного действия
3. Продольные одностоечные
4. Копировальные и гравировальные
5. Вертикальные безконсольные
6. Продольные двухстоечные
7. Консольно-фрезерные операционные
8. Горизонтально- фрезерные консольные
9. Разные фрезерные
16.
 Подгруппа строгальных станков• состоит из станков, у которых общим
Подгруппа строгальных станков• состоит из станков, у которых общимпризнаком является использование в качестве
движения резания прямолинейного возвратнопоступательного движения резца или
обрабатываемой детали.
17. Подгруппа протяжных станков
• имеет один общий признак: использование вкачестве режущего инструмента специальных
многолезвийных инструментов — протяжек
18. Группа строгальных, долбежных и протяжных станков. Типы
0.1. Продольные одностоечные
2. Продольные двухстоечные
3. Поперечно-строгальные
4. Долбёжные
5. Протяжные горизонтальные
6. Протяжные вертикальные для внутреннего
протягивания
7. Протяжные вертикальные для наружного
протягивания
8.
9. Разные строгальные
19. Группа разрезных станков
• включает все типы станков, предназначенныхдля разрезки и распиловки катаных материалов
(прутки, уголки, швеллеры и т. п.).
20. Группа разрезных станков. Типы
0.
1. Отрезные, оснащенные токарным резцом
2. Отрезные, оснащенные шлифовальным кругом
3. Отрезные, оснащенные гладким или насеченным
диском
4. Правильно-отрезные
5. Пилы ленточные
6. Пилы дисковые
7. Пилы ножовочные
8.
9.
21. Группа разных и вспомогательных станков
• объединяет все станки, которые не относятся ник одной из перечисленных выше групп
22. Группа разных станков. Типы
0.1. Муфто- и трубообрабатывающие
2. Пило- насекальные
3. Правильно-и безцентрово-обдирочные
4.
5. Для испытания инструментов
6. Делительные машины
7. Балансировочные
8.
9.
23. Классификация станков по степени универсальности
Различают следующие станки:• универсальные, которые используют для изготовления
деталей широкой номенклатуры с большой разницей в
размерах. Такие станки приспособлены для различных
технологических операций
• специализированные, которые предназначены для
изготовления однотипных деталей, например,
корпусных деталей, ступенчатых валов сходных по
форме, но различных по размеру;
• специальные, которые предназначены для
изготовления одной определенной детали или одной
формы с небольшой разницей в размерах.
24. Классификация станков по степени точности
Станки разделены на 5 классов:• Н – станки нормальной точности;
• П – станки повышенной точности;
• В – станки высокой точности;
• А – станки повышенной точности;
• С – особо точные или мастер-станки;
25. Классификация станков по степени автоматизации
• Выделяют станки-автоматы и полуавтоматы:• Автоматом называют станок, в котором после наладки все
движения, необходимые для выполнения цикла обработки, в
том числе загрузка заготовок и выгрузка готовых деталей,
осуществляется автоматически, т.е. выполняется механизмами
станка без участия оператора.
• Цикл работы полуавтомата выполняется также автоматически,
за исключением загрузки-выгрузки, которые производит
оператор, он же осуществляет пуск полуавтомата после
загрузки каждой заготовки.
• С целью комплексной автоматизации для крупносерийного и
массового производства создают автоматические линии и
комплексы, объединяющие различные автоматы, а для
мелкосерийного производства – гибкие производственные
модули (ГПМ).

26. Классификация станков по степени автоматизации
• Автоматизация мелкосерийного производства деталейдостигается созданием станков с программным
управлением (цикловым), в обозначение моделей
вводится буква Ц (или числовым буква Ф). Цифра после
буквы Ф обозначает особенность системы управления:
• Ф1 – станок с цифровой индикацией (с показом чисел,
отражающих, например, положение подвижного органа
станка) и предварительным набором координат;
• Ф2 – станок с позиционной или прямоугольной системой;
• Ф3 – станок с контурной системой;
• Ф4 – станок с универсальной системой для позиционной и
контурной обработки
27. Классификация станков по массе
• легкие – до 1 т;• средние – до 10 т;
• тяжелые – свыше 10 т.
Тяжелые станки делят на
• крупные – от 16 до 30 т,
• собственно тяжелые – от 30 до 100 т;
• особо тяжелые – свыше 100 т;
English Русский Правила
простая машина | Определение, типы, примеры, список и факты
простые машины
Просмотреть все СМИ
- Похожие темы:
- винт колесо и ось рычаг шкив наклонная плоскость
См.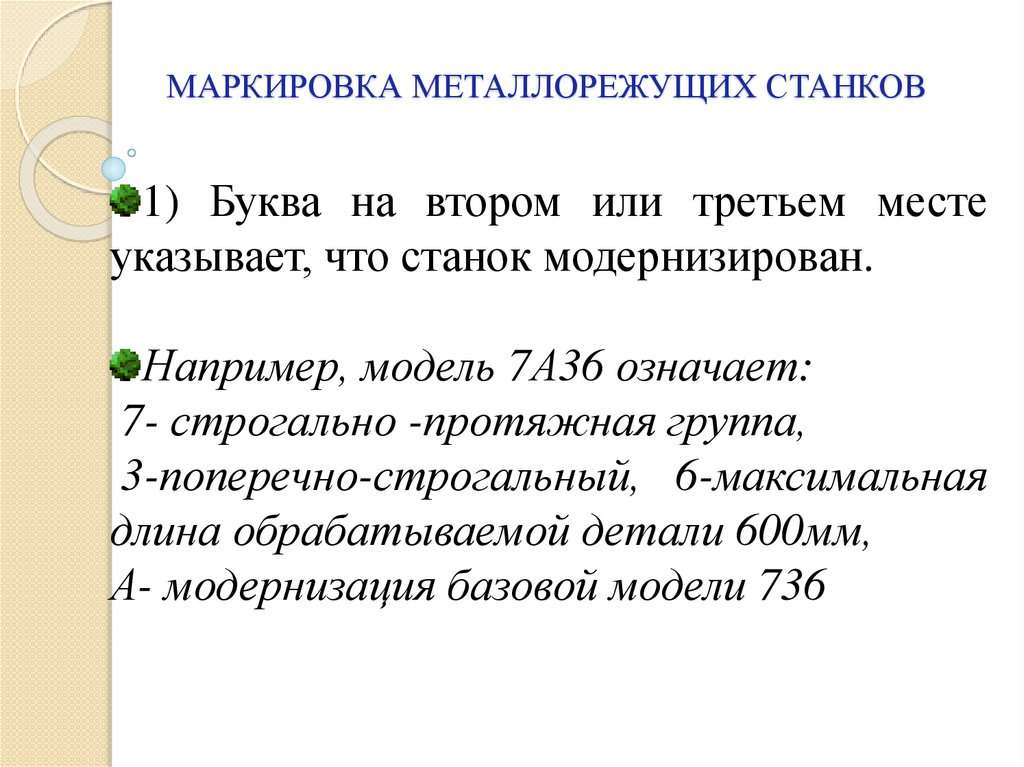 весь соответствующий контент →
весь соответствующий контент →
простая машина , любое из нескольких устройств с небольшим количеством движущихся частей или без них, которые используются для изменения движения и величины силы для выполнения работы. Это самые простые известные механизмы, которые могут использовать рычаг (или механическое преимущество) для увеличения силы. К простым машинам относятся наклонная плоскость, рычаг, клин, колесо и ось, шкив и винт.
Наклонная плоскость состоит из наклонной поверхности; он используется для подъема тяжелых тел. Самолет предлагает механическое преимущество в том, что сила, необходимая для перемещения объекта вверх по склону, меньше, чем поднимаемый вес (без учета трения). Чем круче уклон или наклон, тем ближе требуемая сила приближается к фактическому весу. Выражаясь математически, сила F , необходимая для перемещения бруска D вверх по наклонной плоскости без трения, равна его весу W В раз больше синуса угла наклонной плоскости с горизонтом (θ). Уравнение: F = Вт sin θ.
Уравнение: F = Вт sin θ.
Принцип наклонной плоскости широко используется, например, в пандусах и обратных дорогах, где небольшая сила, действующая на расстоянии вдоль склона, может выполнять большую работу.
Рычаг представляет собой брусок или доску, опирающуюся на опору, называемую точкой опоры. Направленная вниз сила, действующая на один конец рычага, может быть передана и увеличена в направлении вверх на другом конце, позволяя небольшой силе поднять тяжелый вес.
Britannica Quiz
Машиностроение и производство
От сверления отверстий и перевозки грузов до автомобильных двигателей и их производства — поработайте над этими вопросами и проверьте свои знания в области машиностроения и производства в этой викторине.
Все ранние люди использовали рычаг в той или иной форме, например, для перемещения тяжелых камней или в качестве палки-копалки для обработки земли. Принцип рычага использовался в свапе, или шадуфе, длинном рычаге, поворачивающемся на одном конце, с платформой или емкостью для воды, свисающими с короткого плеча, и противовесами, прикрепленными к длинному плечу.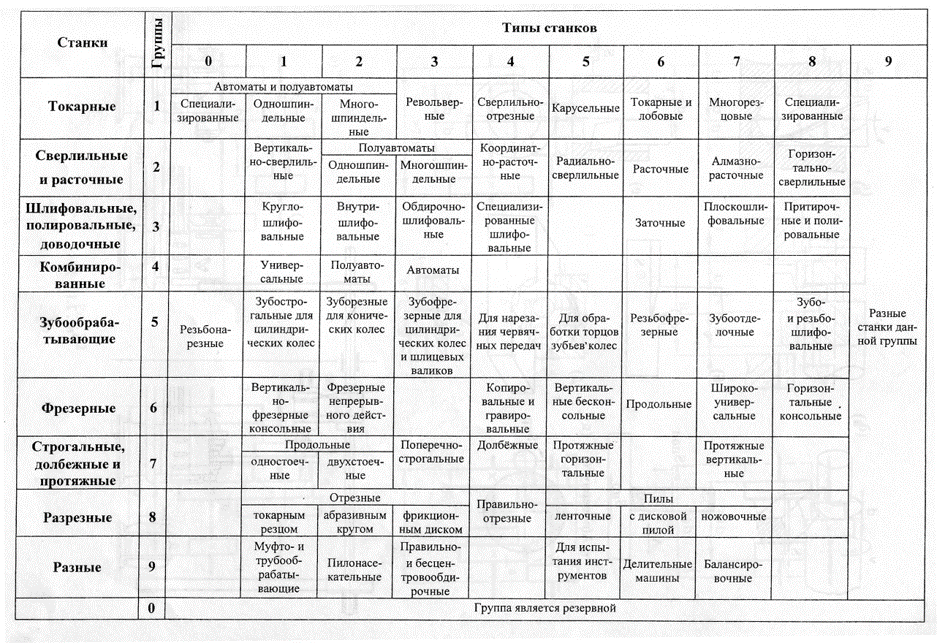 Человек мог поднять вес, в несколько раз превышающий его собственный, потянув за длинную руку. Говорят, что это устройство использовалось в Египте и Индии для подъема воды и подъема солдат через зубчатые стены еще в 1500 году до нашей эры.
Человек мог поднять вес, в несколько раз превышающий его собственный, потянув за длинную руку. Говорят, что это устройство использовалось в Египте и Индии для подъема воды и подъема солдат через зубчатые стены еще в 1500 году до нашей эры.
Клин — это предмет, сужающийся к тонкому краю. Толкание клина в одном направлении создает силу в боковом направлении. Обычно он делается из металла или дерева и используется для расщепления, подъема или затягивания, например, для закрепления головки молотка на рукоятке.
Оформите подписку Britannica Premium и получите доступ к эксклюзивному контенту. Подпишитесь сейчас
Клин использовался в доисторические времена для раскалывания бревен и камней; топор тоже клин, как зубья на пиле. С точки зрения его механической функции винт можно рассматривать как клин, обернутый вокруг цилиндра.
Колесо и ось состоят из круглой рамы (колеса), которая вращается на валу или стержне (ось). В своей самой ранней форме он, вероятно, использовался для подъема тяжестей или ведер с водой из колодцев.
Принцип действия лучше всего объяснить на примере устройства с большой и малой шестернями, прикрепленными к одному и тому же валу. Тенденция силы F , приложенной на радиусе R к большой шестерне, чтобы повернуть вал, достаточна для преодоления большей силы W на радиусе r на малой шестерне. Увеличение силы, или механическое преимущество, равно отношению двух сил ( W : F ), а также равно отношению радиусов двух шестерен ( R : r ).
Если большие и малые шестерни заменить барабанами большого и малого диаметра, обмотанными веревками, колесо и ось обретут способность поднимать вес. Поднимаемый груз прикрепляется к веревке на маленьком барабане, а оператор тянет веревку на большом барабане. В этом устройстве механическое преимущество равно радиусу большого барабана, деленному на радиус малого барабана. Увеличение механического преимущества может быть получено за счет использования небольшого барабана с двумя радиусами, r 1 и r 2 и шкив.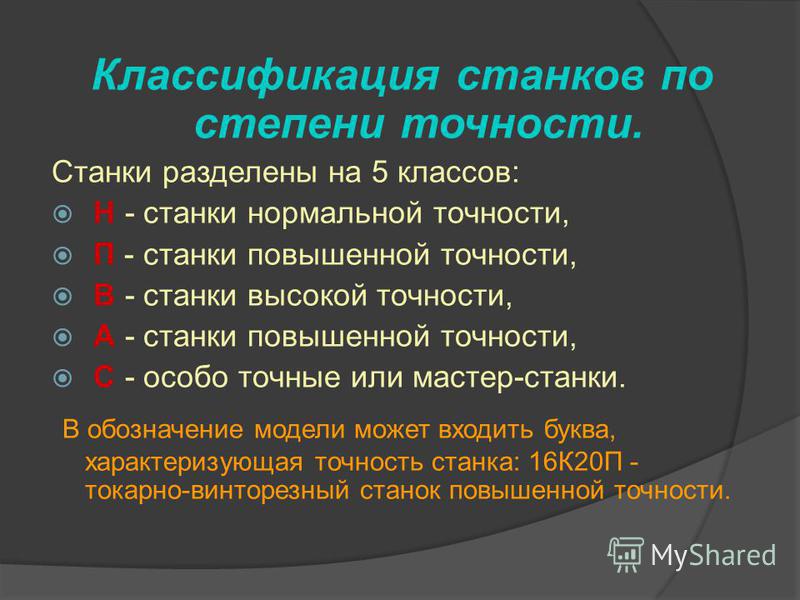 Когда к большому барабану прикладывается сила, канат на маленьком барабане наматывается на D и сходит с d.
Когда к большому барабану прикладывается сила, канат на маленьком барабане наматывается на D и сходит с d.
Мерой усиления силы, обеспечиваемой системой шкив-и-канат, является отношение скорости или отношение скорости, с которой сила приложена к канату ( V F ), к скорости при котором поднимается вес ( В Вт ). Это отношение равно удвоенному радиусу большого барабана, деленному на разность радиусов меньших барабанов D и d. Математически выражается, уравнение составляет V F / V W = 2 R / ( R 2 – R 11112). Фактическое механическое преимущество W / F меньше, чем это отношение скоростей, в зависимости от трения. При таком расположении можно получить очень большое механическое преимущество, сделав два меньших барабана D и d почти одинакового радиуса.
Таможенное постановление NY N249026 – Тарифная классификация автоматической линии розлива водки из Китая
CLA-2-84:OT:RR:NC:1:104
8477.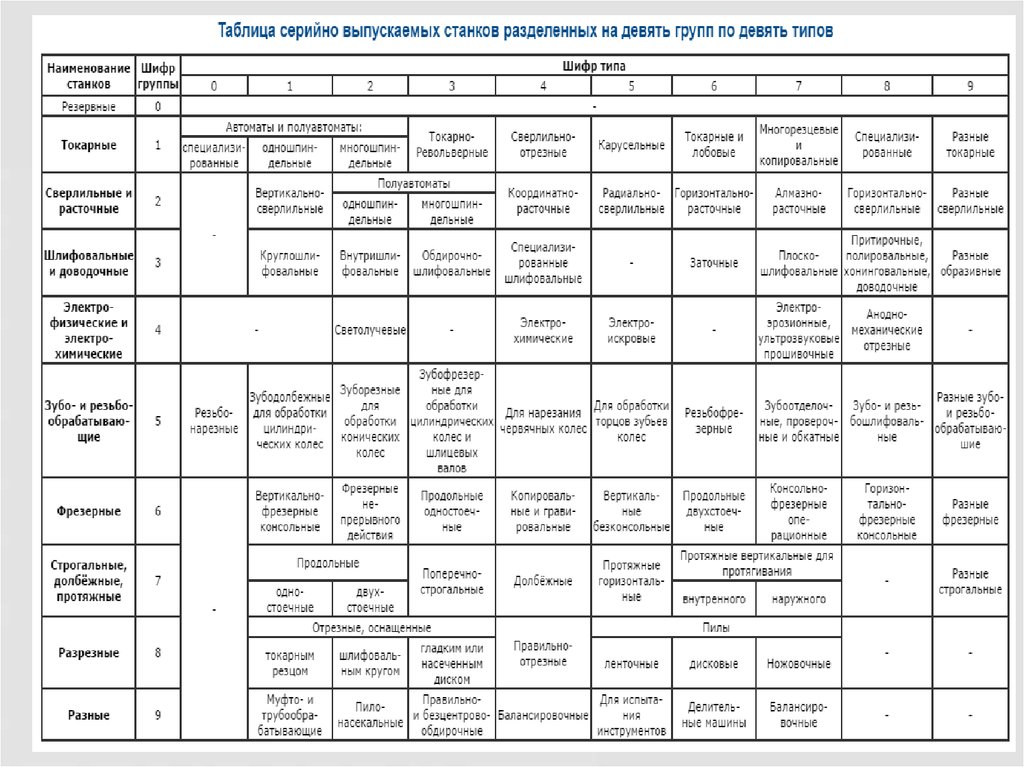 30.0000; 8479.82.0040
30.0000; 8479.82.0040
Ms. Luanne M. Ciaccio
Pride International Inc.
2200 Broening Highway
Suite 230
Baltimore, MD 21224
RE: Тарифная классификация автоматической линии розлива водки из Китая
3
3 Dear Cia Ms
В своем письме от 20 декабря 2013 г. от имени своего клиента, ООО «Петрус Ю-Эс-Эй», вы запросили решение о классификации тарифов.
Вы ищете тарифную классификацию различных машин, входящих в состав линии розлива водки. Вы запросили решение о тарифной классификации этих товаров в соответствии со следующими двумя сценариями: (а) вся производственная линия импортируется в сборе одной партией и (б) каждое оборудование импортируется отдельно. Речь идет о следующих машинах:
Полуавтоматическая машина для выдувания бутылок, которая подходит для выдувания ПЭТ-бутылок различной формы и объемом от 100 мл до 5000 мл. Машина управляется с помощью ПЛК, сенсорного экрана компьютера Microsoft, а преформа нагревается с помощью инфракрасного излучения с контролем постоянного давления. Он содержит напряжение 220-380В, 3n 50-60Гц и мощность нагрева 16кВт.
Автоматическая ротационная бутылкомоечная машина LH-54 с 54 головками, размером 3000x750x1500 мм и мощностью 0,37 кВт. Производственная мощность составляет 500-3500 бут/час.
Автоматическая машина для розлива водки LH-12 представляет собой компактную конструкцию, простую в эксплуатации, имеет низкое энергопотребление и полный набор функций. Модель представляет собой разливочную машину встроенного типа с программируемым управлением Mitsubishi, фотоэлектрическим датчиком Omron, а пневматическое управление представляет собой интеграцию высокотехнологичного разливочного оборудования. Машина подходит для варенья, приправ, вина, минеральной воды и других жидких наполнителей. Источник питания 220 В, 12 разливочных головок, производительность 3000-6000 бутылок/час (500 мл). Вес машины около 300 кг.
Инспектор света содержит внешнюю крышку из нержавеющей стали и обеспечивает мягкий, комфортный луч света. Световой инспектор соблюдает национальные стандарты гигиены и проверяет наличие примесей и твердых частиц.
Он содержит напряжение 220-380В, 3n 50-60Гц и мощность нагрева 16кВт.
Автоматическая ротационная бутылкомоечная машина LH-54 с 54 головками, размером 3000x750x1500 мм и мощностью 0,37 кВт. Производственная мощность составляет 500-3500 бут/час.
Автоматическая машина для розлива водки LH-12 представляет собой компактную конструкцию, простую в эксплуатации, имеет низкое энергопотребление и полный набор функций. Модель представляет собой разливочную машину встроенного типа с программируемым управлением Mitsubishi, фотоэлектрическим датчиком Omron, а пневматическое управление представляет собой интеграцию высокотехнологичного разливочного оборудования. Машина подходит для варенья, приправ, вина, минеральной воды и других жидких наполнителей. Источник питания 220 В, 12 разливочных головок, производительность 3000-6000 бутылок/час (500 мл). Вес машины около 300 кг.
Инспектор света содержит внешнюю крышку из нержавеющей стали и обеспечивает мягкий, комфортный луч света. Световой инспектор соблюдает национальные стандарты гигиены и проверяет наличие примесей и твердых частиц. Автоматическая машина для завинчивания крышек XG-1 используется для укупорки и завинчивания ПЭТ-бутылок и пластиковых бутылок. Он используется для крышек из разных материалов и с разными характеристиками. Он применяет различные колпачки, такие как спиральный колпачок, защитный колпачок и запрессовываемый колпачок. Машина содержит головку для завинчивания с крутящим моментом для удобной регулировки давления. Мощность блока составляет 0,75 кВт, высота бутылки 150-320 мм, диаметр бутылки 50-100 мм и производственная мощность 1000-2800 бутылок в час. Размер машины указан как 940*700*2000 мм.
Двухсторонняя этикетировочная машина для бутылок имеет скорость 35 м/мин, точность этикетирования ± 1 мм и максимальную ширину этикетки 200 мм. Размер станка 3048х1700х1500мм.
Автоматическая машина для печати даты печатает 1-3 строки с использованием букв и цифр, печатает черными чернилами и способна печатать на различных материалах, таких как струйная печать металла, пластика, стекла, дерева и материалов для строительства трубопроводов.
Автоматическая машина для завинчивания крышек XG-1 используется для укупорки и завинчивания ПЭТ-бутылок и пластиковых бутылок. Он используется для крышек из разных материалов и с разными характеристиками. Он применяет различные колпачки, такие как спиральный колпачок, защитный колпачок и запрессовываемый колпачок. Машина содержит головку для завинчивания с крутящим моментом для удобной регулировки давления. Мощность блока составляет 0,75 кВт, высота бутылки 150-320 мм, диаметр бутылки 50-100 мм и производственная мощность 1000-2800 бутылок в час. Размер машины указан как 940*700*2000 мм.
Двухсторонняя этикетировочная машина для бутылок имеет скорость 35 м/мин, точность этикетирования ± 1 мм и максимальную ширину этикетки 200 мм. Размер станка 3048х1700х1500мм.
Автоматическая машина для печати даты печатает 1-3 строки с использованием букв и цифр, печатает черными чернилами и способна печатать на различных материалах, таких как струйная печать металла, пластика, стекла, дерева и материалов для строительства трубопроводов.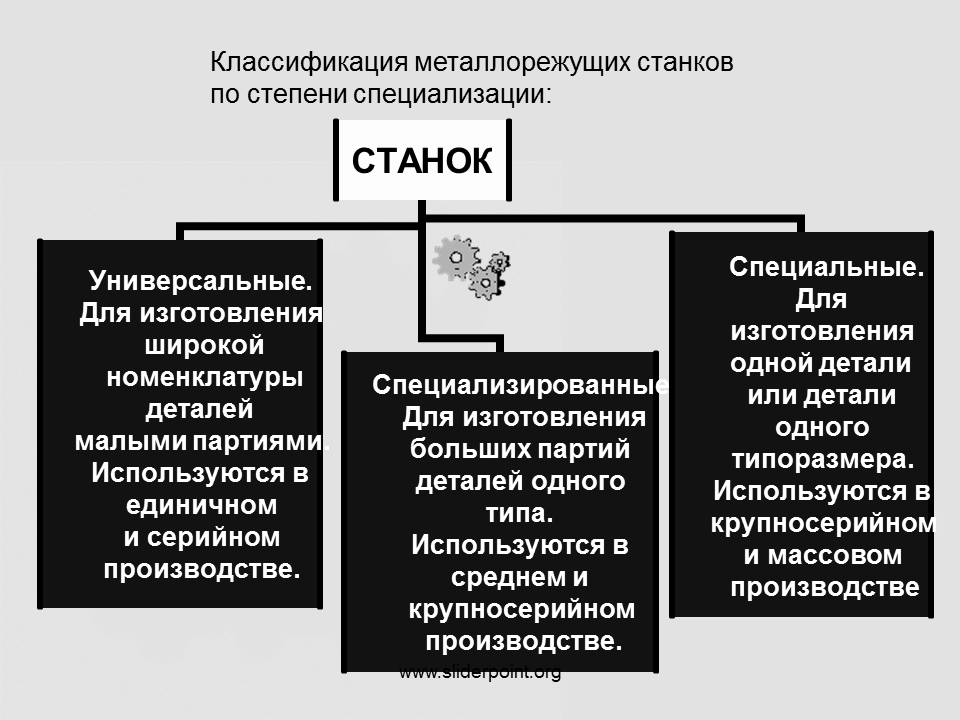 Он имеет герметичный корпус из нержавеющей стали толщиной 1,5 мм, скорость печати 1400 символов (5×7) и расстояние печати с максимальным расстоянием сопла 30 мм. Машина также содержит полностью закрытую систему циркуляции чернил.
Полуавтоматическая машина для упаковки бутылок имеет напряжение 220 В 50/60 Гц, скорость упаковки 2-5 шт/мин, ширину пленки 500 мм/макс. 0,04-0,1 и толщину 2 мм. В машине используется термоусадочная пленка из ПЭ, ПОФ, ПВХ и ПП.
Конвейерная лента, соединяющая элементы со 2 по 7 включительно, представляет собой стандартную ленту из нержавеющей стали.
(10) Блок питания с регулированием скорости содержит регулируемую трансмиссию и регулятор скорости двигателя.
Он имеет герметичный корпус из нержавеющей стали толщиной 1,5 мм, скорость печати 1400 символов (5×7) и расстояние печати с максимальным расстоянием сопла 30 мм. Машина также содержит полностью закрытую систему циркуляции чернил.
Полуавтоматическая машина для упаковки бутылок имеет напряжение 220 В 50/60 Гц, скорость упаковки 2-5 шт/мин, ширину пленки 500 мм/макс. 0,04-0,1 и толщину 2 мм. В машине используется термоусадочная пленка из ПЭ, ПОФ, ПВХ и ПП.
Конвейерная лента, соединяющая элементы со 2 по 7 включительно, представляет собой стандартную ленту из нержавеющей стали.
(10) Блок питания с регулированием скорости содержит регулируемую трансмиссию и регулятор скорости двигателя.
Вы также запрашиваете тарифную классификацию пластиковых материалов, которые будут использоваться для выдувания бутылок. Это включает в себя пластиковые крышки для бутылок и преформы бутылок, которые будут помещены в форму, а затем установлены в выдувную машину. Готовым продуктом будет бутылка. Он имеет объем 500-2500 мл, производительность 500 бутылок в час, диаметр 70-150 мм и диаметр горлышка 32 мм. В качестве материала используется ПЭТ.
В качестве материала используется ПЭТ.
Другим отдельно импортируемым товаром являются 6 смесительных баков по 5000 литров каждый из материала SS304 (нержавеющая сталь) и размерами 1700 мм X 2000 мм x 4 мм. Резервуары также содержат мешалку мощностью 4 кВт, 72 об/мин (440 В, 60 Гц, 3 фазы). Резервуары содержат вентиляционное отверстие и другие отверстия, а также впускное и выпускное отверстия DN32.
При отдельном импорте применяются следующие подсубпозиции:
Применяемая подсубпозиция для заготовок пластиковых бутылок будет 3923.30.0090, HTSUS, которая включает изделия для перевозки или упаковки товаров из пластмассы; пробки, крышки, колпачки и прочие укупорочные средства из пластмассы: Бутыли, бутылки, фляги и аналогичные изделия: прочие. Ставка пошлины составит 3% ad valorem.
Пластмассовые колпачки применимы к подсубпозиции 3923.50.0000 HTSUS, которая включает пробки, крышки, колпачки и другие укупорочные средства. Ставка пошлины составит 5,3% адвалорной.
Применимой подсубпозицией для автоматической ротационной машины для мойки бутылок LH-54 будет 8422.20.0000, HTSUS, которая включает Машины для очистки или сушки бутылок или других Контейнеры. Ставка пошлины будет Free.
Применимой подсубпозицией для двусторонней этикетировочной машины для бутылок будет 8422.30.9120, HTSUS, которая включает оборудование для наполнения, укупорки, запечатывания или маркировки бутылок, банок, коробок, пакетов или других контейнеров; оборудование для укупорки бутылок, банок, тюбиков и аналогичных емкостей; оборудование для газирования напитков: Прочее: Этикетировочные машины. Ставка пошлины будет Free.
Подсубпозицией конвейерной ленты будет 8428.33.0000, HTSUS, которая включает прочие подъемные, погрузочно-разгрузочные, погрузочные или разгрузочные механизмы (например, лифты, эскалаторы, конвейеры, телеферы): прочие лифты и конвейеры непрерывного действия, для товаров или материалов: Другой, ленточный. Ставка пошлины будет Free.
Применимой подсубпозицией для полуавтоматической машины для выдувания бутылок будет 8477. 30.0000, HTSUS, которая включает Машины для обработки резины или пластмасс или для производства изделий из этих материалов, в другом месте данной группы не поименованные или не включенные; их части: Выдувные машины. Ставка пошлины составит 3,1% адвалорной.
30.0000, HTSUS, которая включает Машины для обработки резины или пластмасс или для производства изделий из этих материалов, в другом месте данной группы не поименованные или не включенные; их части: Выдувные машины. Ставка пошлины составит 3,1% адвалорной.
Применимой подсубпозицией для резервуаров, содержащих мешалки, будет 8479.82.0040, HTSUS, которая включает Машины и механические устройства, имеющие индивидуальные функции, в другом месте данной группы не указанные или не включенные, их части: Прочие машины и механические устройства: Смесительные, Машины для замешивания, дробления, измельчения, просеивания, просеивания, гомогенизации, эмульгирования или перемешивания: Машины для перемешивания, замешивания или перемешивания. Ставка пошлины будет бесплатной.
Ставки пошлин приведены для вашего удобства и могут быть изменены. Текст самого последнего HTSUS и соответствующих ставок пошлин можно найти в Интернете по адресу: http://www.usitc.gov/tata/hts/.
В вашем запросе недостаточно информации, чтобы мы могли классифицировать товары, ввозимые вместе одной партией, как функциональную единицу. Пожалуйста, предоставьте следующую информацию:
Пожалуйста, предоставьте следующую информацию:
Относительно автомата розлива водки LH-12, включает ли розлив вакуумную или газовую упаковку?
Что касается светового инспектора, (а) есть ли оптические элементы, встроенные в световой инспектор. Оптические элементы – это линзы, призмы, светоделители и т. д. (б) Что является источником света? (c) Представить схематическую схему светового инспектора и (d) Как световой инспектор проводит проверку, чтобы определить наличие примесей или твердых частиц?
Касательно автоматической машины для завинчивания крышек XG-1, укупорка включает вакуумную или газовую упаковку?
Что касается автоматической машины для печати даты, может ли машина для печати даты подключаться к машине для автоматической обработки данных или к сети? Пожалуйста, объясни.
Re полуавтоматическая упаковочная машина для бутылок полуавтоматическая упаковочная машина для бутылок также термосваривает? а также
Относительно силового агрегата регулятора скорости. (a) Какова основная функция силового агрегата регулятора скорости? Он предназначен для коммутации или защиты электрической цепи? Если это так, пожалуйста, объясните подробно. (b) Включен ли двигатель во время импорта? Является ли он частью этого подразделения? (c) Оснащена ли установка в импортированном виде двумя или более устройствами товарной позиции 8535 или 8536 для электрического управления или распределения электроэнергии, такими как выключатели, реле, предохранители, ограничители перенапряжения, вилки, розетки, патроны для ламп и другие соединители или распределительные коробки. ? Пожалуйста, предоставьте список всех компонентов внутри устройства и (d) Предоставьте помеченную схему в разобранном виде, на которой указаны все внутренние и внешние компоненты, составляющие это устройство.
Включены ли баки в ту же поставку, что и другие машины, или они всегда поставляются отдельно? Где в производственной линии находятся резервуары? На представленной схеме линии танки не показаны. Пожалуйста, включите схему, которая показывает танки?
Всегда ли пластик поставляется отдельно?
На представленной схеме машина для выдувания бутылок и машина для упаковки в термоусадочную пленку не связаны физически с другими машинами конвейерной лентой.
(b) Включен ли двигатель во время импорта? Является ли он частью этого подразделения? (c) Оснащена ли установка в импортированном виде двумя или более устройствами товарной позиции 8535 или 8536 для электрического управления или распределения электроэнергии, такими как выключатели, реле, предохранители, ограничители перенапряжения, вилки, розетки, патроны для ламп и другие соединители или распределительные коробки. ? Пожалуйста, предоставьте список всех компонентов внутри устройства и (d) Предоставьте помеченную схему в разобранном виде, на которой указаны все внутренние и внешние компоненты, составляющие это устройство.
Включены ли баки в ту же поставку, что и другие машины, или они всегда поставляются отдельно? Где в производственной линии находятся резервуары? На представленной схеме линии танки не показаны. Пожалуйста, включите схему, которая показывает танки?
Всегда ли пластик поставляется отдельно?
На представленной схеме машина для выдувания бутылок и машина для упаковки в термоусадочную пленку не связаны физически с другими машинами конвейерной лентой.