:: Теоретические положения :: Фрезерная обработка заготовок :: Консольно-фрезерные станки
Установка скоростей шпинделя (а). Установка необходимой частоты вращения шпинделя осуществляется поворотом рукоятки 1 до момента, пока в прорези 2 не покажется необходимая цифра рядом с буквами «А» или «Б». После этого нужно поставить рукоятку переключения перебора 3 в необходимое положение, ориентируясь по укрепленным около рукоятки табличкам с буквами «А» и «Б».
Установка подачи стола (б). Установка необходимой подачи стола осуществляется поворотом рукоятки 1 на консоли до момента, пока против указателя 2 не остановится необходимая цифра в ряду, помеченном буквами «А» и «Б». После этого нужно поставить рукоятку переключения перебора 3 в соответствующее положение, ориентируясь по укрепленным около рукоятки табличкам с буквами «А» и «Б».
Кинематическая схема станка
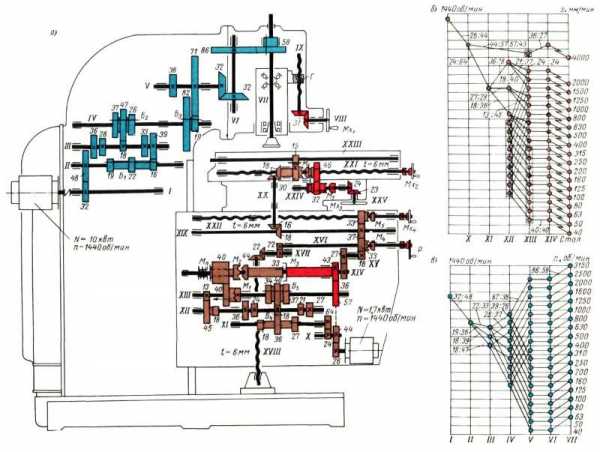
Кинематическая схема станка с помощью условных обозначений элементов кинематической цепи показывает возможные пути передачи движения от его источников (электродвигателей) к рабочим органам станка – шпинделю и столу, осуществляющим перемещение инструмента и детали в процессе обработки.
Коробка скоростей
Коробка скоростей состоит из трех основных валов, смонтированных на шарикоподшипниках в отдельном корпусе. Вал I (на кинематических схемах валы обозначаются римскими цифрами) связан с валом закрепленного на корпусе коробки скоростей фланцевого электродвигателя упругой муфтой и несет на себе подвижный блок шестерен 1-2; вал III имеет два блока шестерен 8-9 и 10-11. За счет переключения блоков шестерен получается восемь скоростей вращения (одна на валу I, две на валу II, восемь на валу III).
От коробки скоростей к шпинделю вращение передается тремя клиновыми ремнями, что обеспечивает плавность работы шпинделя.
Шестерня 16 шпинделя имеет на торце кулачки и может скользит на шпонке. При переключении шестерня 16 занимает два рабочих положения: в одном положении включается перебор (механизм, изменяющий частоту вращения сразу в несколько раз, обычно 2-4-6-8) из шестерен 16-18 и 17-19. Во втором положении шестерня 16 сцепляется кулачками с кулачками шпинделя. Таким образом, шпиндель имеет два диапазона частот вращения от 65 до 300 об/мин и от 380 до 1800 об/мин.
Коробка подач, редуктор реверса и механизм переключения подач
Механизм подачи станка состоит из четырех узлов: коробки подач, редуктора, коробки реверса и механизма переключения подач.
Коробка подач состоит из трех валов, смонтированных в отдельном корпусе: вала VIII, связанного упругой муфтой с валом закрепленного на корпусе коробки фланцевого электродвигателя, он является общим для коробки подач и редуктора: вала XIII, которому вал VIII сообщает ускоренное вращение. Вал VIII несет подвижный блок шестерен 21-22 в коробке подач и винтовую шестерню 23 в редукторе. Третьим является вал X, по которому скользят два блока шестерен 29-30 и 31-32, кроме того, на конце его консольно насажена шестерня 38, входящая в полость редуктора. За счет переключения блоков шестерен получается восемь скоростей вращения.
Редуктор имеет назначение понизить скорости вращения, сообщаемые коробкой подач, и обеспечить возможность включения ускоренной подачи в любой момент.
Движение рабочей подачи передается от шестерни 33 и коробки подач через промежуточный вал XI на червячное колесо 43. Червячное колесо сидит на валу XIII редуктора на подшипниках и заклинивается на нем с помощью муфты обгона (позволяет передавать ускоренное движение без остановки рабочего хода) 131.
Ускоренное вращение передается к валу XIII через винтовые шестерни 23-44. Шестерня 44 сидит на валу XIII на подшипниках и может вращать вал только при включении фрикционной муфты 132. Включение фрикционной муфты осуществляется рычагом 111 снаружи консоли., при этом размыкается муфта обгона и вал XIII отключается от червячного колеса.
В редукторе имеется также вал XIV с эксцентриком для привода масло-насоса, получающий вращение с постоянной скоростью от шестерни 45, насаженной на винтовую шестерню 44.
От главного вала редуктора вращение через паразитную шестерню 47 передается в коробку реверса.
Коробка реверса выполняется отдельным узлом и устанавливается в консоли через окно спереди. Назначение ее – получаемое от редуктора движение передать к ходовым винтам продольного, поперечного и вертикального перемещений стола.
На приемном валу XVI установлена шариковая предохранительная муфта механизма подачи 133, отрегулированная на предельный крутящий момент. При превышении допустимого усилия подачи пружины муфты сжимаются, и шарики выходят из зацепления.
От приемного вала XVI коробки реверса непосредственным зацеплением передается вращение одного направления шестернями 53 и 56, а вращение обратного направления передастся через промежуточный вал XVII шестернями 54 и 57.
Шестерни 53 и 54 свободно сидят на винте XVIII поперечной подачи, а шестерни 56 и 57 также свободно сидят на валу XIX, передающем вращение к винту XX вертикальной подачи. С помощью кулачковых муфт 134 и 135, переключаемых рукоятками с рабочего места, четыре названные шестерни могут цепляться с винтом ХVIII и валом XIX, благодаря чему осуществляются механические подачи: поперечная вперед и назад, вертикальная вверх и вниз.
На наружных концах валов XVIII и XIX свободно сидят и сцепляются с валами с помощью кулачковых муфт маховичок 110 и рукоятка 109 для ручных перемещений в поперечном и вертикальном направлениях. Включение кулачковых муфт маховичка, рукоятки и муфт 134 и 135 сблокировано так, что работа от руки невозможна, пока не выключена механическая подача.
Консоль
Консоль представляет собой коробчатую отливку, внутри которой размещаются узлы механизма подачи. С левой стороны крепится фланцем коробка подач с привинченным к ней редуктором. Спереди также фланцем крепятся узлы коробки реверса и механизма переключения подач.
В расточках корпуса консоли монтируются коническая зубчатая передача 58-59 к винту подъема и два промежуточных вала XXI и XXII с шестернями 61, 62 и 63, передающим движение в салазки. Вал XXII крепится вместе с шестеренкой 63 во фланце, который запрессован в расточку консоли сверху. Шестерня 63 выступает над консолью и сцепляется с длинной шестеренкой 64 салазок, сохраняя зацепление в продолжение всего поперечного хода.
Стол и салазки
В расточках нижней части корпуса салазок установлена длинная шестерня 64, паразитная шестерня 65 и валик – коническая шестерня 67 с зубчатым колесом 66. Длинная шестерня, зацепляясь с зубчатым колесом, передает вращение на валик XXV и далее через коническую передачу 67-68 – на вертикальный вал XXVI. Коническая шестерня 69, насаженная на верхнем конце вала XXVI, вращает в противоположных направлениях два конических колеса 70 и 71. Передача движения от колес 70 и 71 на ходовой винт XVII осуществляется при помощи кулачковой муфты 143. Включение производится рукояткой 107, выключение может быть как от руки, так и от упоров стола. Стол станка имеет устройство автоматического устранения люфта (зазора) между витками ходового винта и его гайки.
Принцип устройства и его действие состоят в следующем.
Бронзовая гайка состоит из двух частей. На цилиндрической поверхности каждой части нарезаны зубья, сцепленные с двумя рейками 145. Рейки 145, в свою очередь связанные между собой шестеренкой 75, поджимаются к гайкам пружинами.
Во время фрезерования усилие подачи на винте вызывает трение в витках одной части гайки и за счет трения поворачивает ее на некоторый угол. Точно такой же поворот, но в обратном направлении делает вторая часть. Таким образом, обе части гайки навинчиваются на ходовой винт и, упираясь в подпятники, как бы растягивают винт – люфт в витках в это время выбирается. По окончаИИ резания пружины подают гайки в обратном направлении и разворачивают гайки, чем обеспечивается легкость вращения винта в гайке при холостых ходах.
media.ls.urfu.ru
Машиностроение. Консольно-фрезерные станки
Консольно-фрезерные станки (КФС) предназначены для обработки плоских и фасонных поверхностей небольших и средних деталей произвольной формы: плоских, корпусных, типа тел вращения и фигурных. Кроме фрезерования на станках можно проводить сверление, зенкерование, растачивание и развертывание отверстий, а также нарезание резьбы.
Основная область использования КФС – единичное и мелкосерийное производство. Однако при оснащении их специальными приспособлениями и устройствами автоматизации рабочих циклов, а также системами ЧПУ станки могут эффективно использоваться в серийном производстве.
В качестве основного параметра, по которому построены размерные ряды станков, принята ширина рабочей поверхности стола.
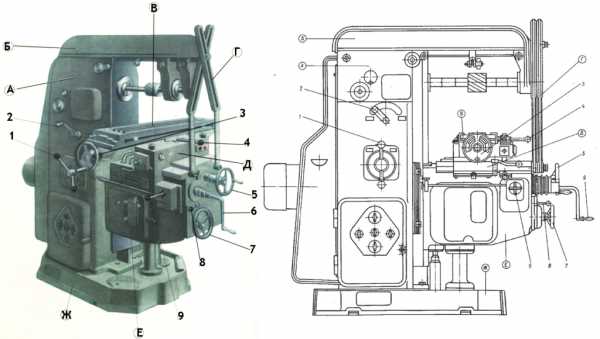
Рис. 4.41. Горизонтальный консольно-фрезерный станок 6П80Г. Основные узлы станка: (А) — станина с коробкой скоростей и шпиндельным узлом; (Б) — хобот с подвеской; (В) — стол; (Г) — дополнительная связь консоли с xоботом;(Д) — поперечные салазки; (Е) — консоль с коробкой подач; (Ж) — основание станка. Органы управления: 1 — рукоятка для переключения коробки скоростей; 2 — рукоятка для переключения перебора шпинделя; 3 -маховичок ручного продольного перемещения стола; 4 — рукоятка включения продольной подачи стола; 5 -маховичок ручного поперечного перемещения стола; 6 — рукоятка ручного вертикального перемещения консоли; 7 — маховичок для переключения коробки подач; 8 — рукоятка переключения перебора коробки подач; 9 — рукоятка для включения и реверсирования поперечной и вертикальной подач стола.
Станок предназначен для фрезерования различных деталей сравнительно небольших размеров. Обработка деталей осуществляется цилиндрическими, дисковыми, фасонными, угловыми, модульными и торцовыми фрезами как встречным, так и попутным фрезерованием. Станок используется в условиях индивидуального и серийного производства. При наличии делительной головки можно фрезеровать прямозубые шестерни, рейки, канавки и т. п. Достаточная мощность приводов и широкий диапазон скоростей и подач позволяют успешно работать на станке как быстрорежущими фрезами, так и фрезами, оснащенными пластинками твердого сплава.
Движение резания — вращение шпинделя с фрезой. Подачами являются перемещения стола с заготовкой в продольном, поперечном и вертикальном направлениях. Вспомогательные движения — быстрые перемещения стола в тех же направлениях.
При установке фрез на оправках последние одним концом вставляют в конус шпинделя, а другим — в отверстие подвески.
Торцовые фрезерные головки закрепляют на торце шпинделя. Настройка станка в соответствии с конфигурацией и размерами обрабатываемой детали производится перемещением стола В, поперечных салазок Д и консоли Е.
Конструктивные особенности. Станок имеет разделенный привод движения резания, т. е. коробка скоростей смонтирована в станине в виде отдельного узла, а вращение шпинделю передается клиновыми ремнями. Это обеспечивает безвибрационную работу станка даже на самых высоких числах оборотов шпинделя.
Шпиндель смонтирован на прецизионных двойных роликовых подшипниках серии 3182100 высокой жесткости. Шпиндель разгружен от изгибающих усилий со стороны ременной передачи, так как приводной шкив установлен на независимых подшипниках. Для более равномерного вращения шпинделя его приводная шестерня сделана массивной, поэтому она одновременно выполняет роль маховнка. Быстрая остановка вращения шпинделя обеспечивается наличием тормоза с электромагнитным приводом.
Станок имеет две подвески хобота: одну на подшипниках качения, предназначенную для скоростных работ; другую на подшипнике скольжения, обеспечивающую работу с фрезами диаметром менее 75 мм, Для повышения жесткости системы хобот Б может быть соединен с консолью Е дополнительной связью Г.
В приводе подач имеется шариковая предохранительная муфта, исключающая возможность поломки элементов привода при чрезмерном увеличении нагрузки.
Для фрезерования попутным методом в приводе продольной подачи стола предусмотрен механизм для периодического устранения зазора между ходовым винтом и гайками.
Техническая характеристика станка 6П80Г
| Рабочая поверхность стола (мм) | 200х800 |
| Число скоростей вращения шпннделя | 12 |
| Пределы чисел оборотов шпинделя в минуту | 50 — 2240 |
| Количество величин подач стола | 12 |
| Пределы скоростей подач стола (мм/мин): | |
| продольных | 22,4 -1000 |
| поперечных | 16 — 710 |
| вертикальных | 8 — 355 |
| Скорость быстрого перемещения стола (мм/мин): | |
| продольного | 2400 |
| поперечного | 1710 |
| вертикального | 855 |
| Мощность главного электродвигателя (квт) | 2,8 |
Традиционно выделяются в самостоятельную группу разновидность консольно-фрезерных станков широкоуниверсальные фрезерные станки (ШУИФС), которые оснащены развитой инструментальной оснасткой (рис. 4.42).
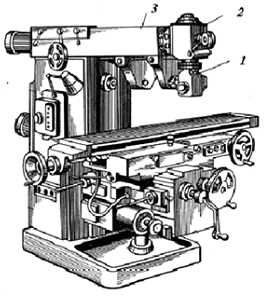
Рис. 4.42. Широкоуниверсальный горизонтальный консольно-фрезерный станок: 1 — поворотная головка; 2 — наклонная головка; 3 — поперечный суппорт
Для обработки низких и плоских деталей всегда удобно использовать консольные фрезерные станки с вертикальным расположением шпинделя. Компоновка такого станка показана на рис. 4.43.
Несущая система КФС состоит из чугунных оснований и стоек. На стойке предусмотрены направляющие для вертикального перемещения консоли станка.
Столы имеют удлиненную прямоугольную форму с отношением длины к ширине 2,5:1, что обеспечивает возможность работы с дополнительными приспособлениями, а также обработки длинномерных деталей. Для крепления приспособлений и обрабатываемых деталей на столах используют продольно расположенные Т-образные пазы.
Неподвижные или расположенные в пиноле (или в выдвижном шпинделе) шпиндельные узлы испытывают значительные нагрузки и монтируются на радиальных или радиально-упорных
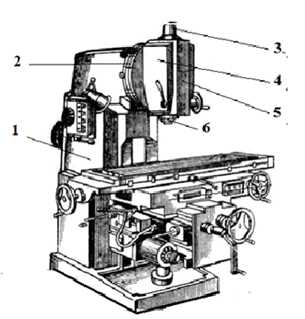
Рис. 4.42. Вертикальный консольно-фрезерный станок: 1 – стойка; 2 – поворотное устройство; 3 – механизм зажима инструмента; 4 — шпиндельная бабка; 5 – ползун; 6 – вертикальный шпиндель.
роликоподшипниках.
Установку инструмента осуществляют с помощью конуса с конусностью 7:24 либо на конце шпинделя с центровкой по его наружному диаметру. Крутящий момент передается призматической шпонкой, выполненной на торце шпинделя. Для зажима инструмента в шпинделе используют ручные или механические устройства.
В станках с ручным управлением используют ступенчато-регулируемые проводы, которые состоят из асинхронного электродвигателя и ступенчатой коробки скоростей. В автоматизированном варианте главного привода используются двигатели постоянного тока, причем для обеспечения постоянной мощности на большей части диапазона частот вращения шпинделя используют двух- или трехступенчатых зубчатых переборов.
В приводах подач станков с ручным управлением используют нерегулируемые электродвигатели переменного тока со ступенчатыми коробками подач.
В ШУИФС и вертикальных КФС с ползуном, оснащенных ЧПУ, используют разделенные привода с регулируемым электродвигателем, который связан через редуктор или напрямую с шариковыми механизмами перемещения исполнительных органов.
stanki-uchpu.ru
Фрезерные станки: общие сведения, классификация, обозначение
Фрезерные станки: общие сведения, классификация, обозначение
Фрезерные станки предназначены для обработки наружных и внутренних плоских, фасонных поверхностей, уступов, пазов, прямых и винтовых канавок, шлицев на валах, нарезание зубчатых колес и т. д.
Конструкции фрезерных станков многообразны. В общем случае фрезерные станки можно подразделить на две основные группы:
- общего назначения или универсальные фрезерные станки (вертикально-фрезерные, горизонтально-фрезерные, продольно-фрезерные
- специализированные и специальные фрезерные станки (шлицефрезерные, шпоночно-фрезерные, карусельно-фрезерные, копировально-фрезерные и др.)
Основными формообразующими движениями фрезерных станков являются вращение фрезы (главное движение) и движение подачи, которое сообщают заготовке или фрезе.
Приводы главного движения и подачи выполняют раздельно. Вспомогательные движения, связанные с подводом и отводом заготовки к инструменту, механизированы и осуществляются от привода ускоренных перемещений.
Основные элементы механизмов станков унифицированы.
Основным параметром, характеризующим фрезерные станки общего назначения, является размер рабочей поверхности стола.
По конструктивным особенностям эти станки подразделяют:
- станки консольные (стол расположен на подъемном кронштейне-консоли)
- станки бесконсольные (стол перемешается на неподвижной станине в продольном и поперечном направлениях)
- станки непрерывного действия (карусельные и барабанные)
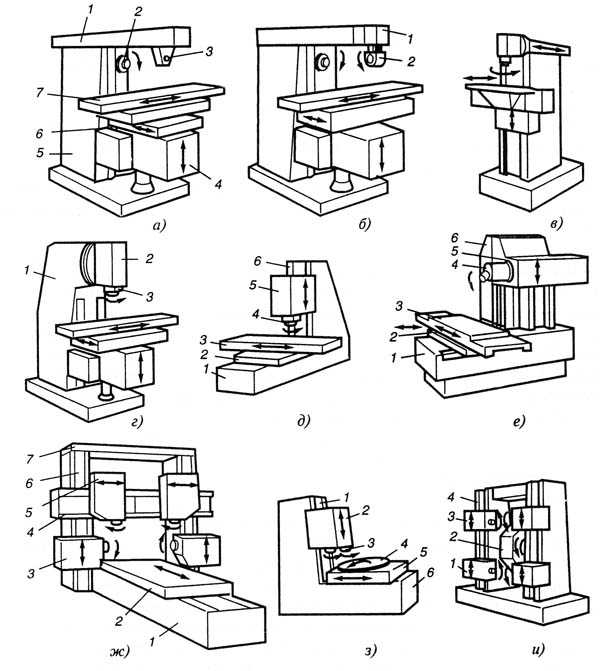
- а — станок универсальный консольный горизонтально-фрезерный
- б — станок широкоуниверсальный консольный горизонтально-фрезерный
- в — станок широкоуниверсальный бесконсольно-фрезерный
- г — станок консольный вертикально-фрезерный
- д — станок бесконсольный вертикально-фрезерный
- е — станок бесконсольный горизонтально-фрезерный
- ж — станок продольно-фрезерный
- з — станок карусельно-фрезерный
- и — станок барабанно-фрезерный
Консольные фрезерные станки наиболее распространены в единичном, мелко- и среднесерийном производстве рис. 119, а, б, в, г). Консольно-фрезерные станки горизонтальные и вертикальные – это наиболее распространенный тип станков, применяемых для фрезерных работ. Название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола.
Универсальный консольно-фрезерный станок (рис. 119, а) имеет горизонтальный шпиндель 2 и выдвижной хобот 1, на который устанавливают серьгу 3, поддерживающую оправку с фрезой, консоль 4 перемещается вертикально по направляющей стойки 5. На консоли расположены салазки 6 и поворотный стол 7.
Горизонтальный консольно-фрезерные станки (рис. 119, а) имеют горизонтально расположенный, не меняющий своего места шпиндель 2. Стол может перемещаться перпендикулярно к оси шпинделя в горизонтальном и вертикальном направлениях. В отличие от Универсального консольного фрезерного станка рабочий стол не поворачивается вокруг вертикальной оси.
ШирокоУниверсальный консольно-фрезерный станок (рис. 119; б, в) помимо горизонтального шпинделя имеет шпиндельную головку 1, которая может поворачиваться на хоботе в двух взаимно перпендикулярных направлениях, благодаря чему шпиндель с фрезой можно устанавливать под любым углом к плоскости стола и к обрабатываемой заготовке. На головке 1 монтируют накладную головку 2, предназначенную для сверления, рассверливания, зенкерования, растачивания и фрезерования.
Вертикальный консольно-фрезерный станок (рис. 119, г) имеет вертикальный шпиндель 3, который размещен в поворотной шпиндельной головке 2, установленной на стойке 1.
Бесконсольные вертикально-фрезерные станки (рис. 119, д), служащие для обработки заготовок крупногабаритных деталей, имеют салазки 2 и стол 3, которые перемещаются по направляющим станины 1. Шпиндельная головка 5 перемещается вертикально по направляющим стойки 6. Шпиндель 4 имеет вертикальные осевые перемещения при установке фрезы. Стол перемещается только в продольном и поперечном направлениях.
Бесконсольные горизонтально-фрезерные станки (рис. 119, е), служащие для обработки заготовок крупногабаритных деталей, имеют салазки 2 и стол 3, которые перемещаются по направляющим станины 1. Шпиндельная головка 5 перемещается вертикально по направляющим стойки 6. Шпиндель 4 имеет осевые перемещения при установке фрезы.
Продольно-фрезерные станки (рис. 119, ж) предназначены для обработки заготовок крупногабаритных деталей. На станине 1 установлены две вертикальные стойки 6, соединенные поперечиной 7. На направляющих стойках смонтированы фрезерные головки 3 с горизонтальными шпинделями и траверса (поперечина) 4. На последней установлены фрезерные головки 5с вертикальными шпинделями. Стол 2 перемещается по направляющим стоек 4.
Карусельно-фрезерные станки (рис. 119, з), предназначенные для обработки поверхностей торцовыми фрезами, имеют один или несколько шпинделей 3 для чистовой и черновой обработки. По направляющим стойки 1 перемещается шпиндельная головка 2. Стол 4, вращаясь непрерывно, сообщает установленным на нем заготовкам вращение подачи. Стол с салазками 5имеет установочное перемещение по направляющим станины 6.
Барабанно-фрезерные станки (рис. 119, и) используются в крупносерийном и массовом производстве. Заготовки устанавливают на вращающемся барабане 2, имеющем движение подачи. Фрезерные головки 3 (для черновой обработки) и 1 (для чистовой обработки) перемещаются по направляющим стоек 4.
Станки консольно-фрезерные
Консольно-фрезерные станки – это наиболее распространенный тип станков, применяемых для фрезерных работ. Название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола.
Наличие консоли, сообщая консольно-фрезерным станкам ряд удобств при обслуживании, несколько понижает жесткость при стыке со станиной, поэтому в конструкциях современных станков значительно увеличена длина направляющих консоли, созданы устройства для закрепления подвижных частей станка, повышена жесткость корпусных деталей.
Так как большей частью детали, применяемые в машиностроении, по размерам вписываются в габариты консольно-фрезерных станков общего назначения, парк фрезерных станков в механических цехах в основном укомплектован горизонтально- и вертикально-фрезерными станками консольного типа, а парк инструментальных и ремонтно-механических цехов, кроме того, еще и универсально-фрезерными и широкоуниверсально-фрезерными.
Кроме того, на базе некоторых основных моделей выпускаются модификации. Например, на базе вертикально-фрезерных станков 6М12П и 6М13П выпускаются быстроходные консольные вертикально-фрезерные станки 6М12Г1Б и 6М13ПБ. На базе горизонтально-фрезерного станка 6М82Г выпускается более быстроходная модель станка 6М82ГБ. На базе универсально-фрезерных станков 6Н81 и 6Н82 выпускаются широкоуниверсальные фрезерные станки 6Н81А и 6М82Ш. Широкоуниверсальные фрезерные станки в настоящее время находят широкое применение в единичном и мелкосерийном производствах для выполнения разнообразных фрезерных, расточных и сверлильных работ. На этих станках можно изготовлять металлические модели, штампы-формы, шаблоны, кулачки и т. п.
Широкоуниверсальный станок 6Н81А имеет шпиндельную головку, расположенную на хоботе и поворачивающуюся вокруг горизонтальной оси от 0 до 115°. В горизонтальном положении головки станок работает, как горизонтально-фрезерный, а в вертикальном положении, как вертикально-фрезерный.
Широкоуниверсальный станок 6М82Ш и аналогичный по конструкции станок большего размера 6М83Ш имеют два шпинделя: один — горизонтальный, как у обычного горизонтально-фрезерного станка, второй расположен на хоботе и может быть установлен под любым требуемым углом. Применение делительной головки и круглого поворотного стола значительно расширяет области применения этих станков. Для обработки различного рода поверхностей, а также крупногабаритных заготовок, превышающих по размерам площадь стола, вертикальная шпиндельная бабка смонтирована на выдвижном хоботе и может поворачиваться под любым углом в двух взаимно перпендикулярных плоскостях. При этом возможна одновременная работа горизонтального и вертикального шпинделей
Типоразмеры консольно-фрезерных станков принято характеризовать по величине рабочей (крепежной) поверхности стола. Консольно-фрезерные станки могут иметь горизонтальное, универсальное (широкоуниверсальные) и вертикальное исполнение при одной и той же величине рабочей поверхности стола. Сочетание разных исполнений станка при одинаковой основной размерной характеристике стола называют размерной гаммой станков.
В СССР было освоено производство консольно-фрезерных станков пяти типоразмеров:
№ 0; № 1; № 2; № 3 и № 4, причем по каждому размеру выпускалась полная гамма станков — горизонтальные, универсальные и вертикальные. Каждый станок одной размерной гаммы имел в шифре одинаковое обозначение, соответствующее размеру рабочей поверхности стола.
В зависимости от размера рабочей поверхности стола различают следующие размеры консольно-фрезерных станков:
| Размер | Гамма станков | Размер стола, мм |
|---|---|---|
| 0 | 6Р10, 6Р80, 6Р80Г, 6Р80Ш | 200 х 800 |
| 1 | 6Н11, 6Н81, 6Н81Г; 6Р11, 6Р81, 6Р81Г, 6Р81Ш | 250 х 1000 |
| 2 | 6М12П, 6М82, 6М82Г; 6Р12, 6Р82, 6Р82Ш; 6Т12, 6Т82, 6Т82Г, 6Т82Ш | 320 х 1250 |
| 3 | 6М13П, 6М83, 6М83Г; 6Р13, 6Р83; 6Т13, 6Т83, 6Т83Г | 400 х 1600 |
| 4 | 6М14П, 6М84, 6М84Г | 500 х 2000 |
В соответствии с размерами стола меняются габаритные размеры самого станка и его основных узлов (станины, стола, салазок, консоли, хобота), мощность электродвигателя и величина наибольшего перемещения (хода) стола в продольном, салазок в поперечном и консоли в вертикальном направлениях.
Консольно-фрезерные станки, выпускаемые в СССР и СНГ
| Серия | Размер | Изготовитель | Год | Модель |
|---|---|---|---|---|
| 6 | 2 | ГЗФС | 1932 | 682 |
| 6Б | 0 | |||
| 1 | ||||
| 2 | ГЗФС | 1937 | 6Б12, 6Б82, 6Б82Г | |
| 3 | ||||
| 6К | 0 | |||
| 1 | ДЗФС | 6К11, 6К81, 6К81Г, 6К81Ш | ||
| 2 | ГЗФС | 6К12, 6К82, 6К82Г, 6К82Ш | ||
| 3 | ГЗФС | 6К13П, 6К83, 6К83Г, 6К83Ш | ||
| 6Н | 0 | Жальгирис | 1969 | 6Н10, 6Н80, 6Н80Г, 6Н80Ш |
| 1 | ДЗФС | 1970 | 6Н11, 6Н81, 6Н81Г, 6Н81А, 6Н81Д | |
| 2 | ГЗФС | 1951 | 6Н12, 6Н82, 6Н82Г | |
| 3 | ГЗФС, ВМЗ | 1951 | 6Н13, 6Н13Ф3, 6Н83, 6Н83Г, 6Н13ГА | |
| 6М | 0 | Жальгирис | 6М10, 6М80, 6М80Г, 6М80Ш | |
| 1 | ДЗФС | 1971 | 6М11, 6М11К, 6М81, 6М81Г, 6М81Ш, 6М81Ш-1, 6М81Ш-1Ф1, 6М81ШФ2 | |
| 2 | ГЗФС | 1961 | 6М12П, 6М12ПБ, 6М82, 6М82Г, 6М82ГБ, 6М82Ш | |
| 3 | ГЗФС | 1961 | 6М13П, 6М13ПБ, 6М83, 6М83Г, 6М83Ш | |
| 6Р | 0 | Жальгирис | 1973 | 6Р10, 6Р80, 6Р80Г, 6Р80Ш |
| 1 | ДЗФС | 6Р11, 6Р11К, 6Р11Ф3, 6Р81, 6Р81Г, 6Р81Ш | ||
| 2 | ГЗФС | 1972 | 6Р12, 6Р12К, 6Р82, 6Р82Г, 6Р82Ш | |
| 3 | ГЗФС, ВМЗ | 1972 | 6Р13, 6Р13Б, 6Р13Ф3, 6Р13Ф3-3, 6Р83, 6Р83Г, 6Р83Ш | |
| 6Т | 0 | Жальгирис | 1986 | 6Т10, 6Т80, 6Т80Ш |
| 1 | ||||
| 2 | ГЗФС | 1985 | 6Т12, 6Т82, 6Т82Г, 6Т82Ш | |
| 3 | ГЗФС | 1985 | 6Т13, 6Т83, 6Т83Г, 6Т83Ш | |
| 6Д | 0 | ДЗФС | 1987 | 6Д10, 6ДМ80Ш |
| 1 | ДЗФС | 1990 | 6Д81, 6Д81, 6Д81Г, 6Д81Ш | |
| 2 | ДЗФС | 6Д12, 6Д12Ф20, 6Д12Ф3, 6Д82, 6Д82Г, 6Д82Ш | ||
| 3 | ДЗФС | 6ДМ83Ш |
Основные производители фрезерных станков в СССР и России:
ВМЗ – Воткинский машиностроительный завод. В настоящее время – Воткинский Завод, ОАО
ГЗФС – Горьковский завод фрезерных станков. В настоящее время – Завод Фрезерных Станков ЗФС, ООО
ДЗФС – Дмитровский завод фрезерных станков. В настоящее время – Дмитровский завод фрезерных станков ДЗФС, ООО
УЗТС – Ульяновский завод тяжелых и уникальных станков УЗТС. В настоящее время – Ульяновский завод тяжелых и уникальных станков УЗТС, ООО
ВСЗ – Воронежский станкостроительный завод.
Жальгирис – Вильнюсский станкостроительный завод “Жальгирис”
Обозначение фрезерных станков
6 – фрезерный станок (номер группы по классификации ЭНИМС)
Д – серия (поколение) станка (Б, К, Н, М, Р, Т), например, 682, 6Б82Ш, 6К82Ш, 6Н82Ш, 6Д81Ш, 6Р82Ш, 6Т82Ш
8 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (8 – горизонтально-фрезерный)
1 – исполнение станка – типоразмер (0, 1, 2, 3, 4) (1 – размер рабочего стола – 250 х 1000)
Буквы в конце обозначения модели:
Г – станок горизонтальный консольно-фрезерный с неповоротным столом
К – станок с копировальным устройством для обработки криволинейной поверхности
Б – станок с повышенной производительностью (повышенный диапазон чисел оборотов шпинделя, повышенная мощность двигателя главного движения).
П – повышенная точность станка – (н, п, в, а, с) по ГОСТ 8-82
Ш – станок широкоуниверсальный
Ф1 – станок с устройством цифровой индикации УЦИ и преднабором координат
Ф2 – станок с позиционной системой числового управления ЧПУ
Ф3 – станок с контурной (непрерывной) системой ЧПУ
Ф4 – станок многоцелевой с контурной системой ЧПУ и магазином инструментов
Полезные ссылки по теме
Паспорта и схемы к вертикальным фрезерным станкам и оборудованию
Каталог справочник вертикальных фрезерных станков и их аналогов
Рубикон, ООО
stanki-katalog.ru
Фрезерные станки: общие сведения, классификация, обозначение
Фрезерные станки: общие сведения, классификация, обозначение
Фрезерные станки предназначены для обработки наружных и внутренних плоских, фасонных поверхностей, уступов, пазов, прямых и винтовых канавок, шлицев на валах, нарезание зубчатых колес и т. д.
Конструкции фрезерных станков многообразны. В общем случае фрезерные станки можно подразделить на две основные группы:
- общего назначения или универсальные фрезерные станки (вертикально-фрезерные, горизонтально-фрезерные, продольно-фрезерные
- специализированные и специальные фрезерные станки (шлицефрезерные, шпоночно-фрезерные, карусельно-фрезерные, копировально-фрезерные и др.)
Основными формообразующими движениями фрезерных станков являются вращение фрезы (главное движение) и движение подачи, которое сообщают заготовке или фрезе.
Приводы главного движения и подачи выполняют раздельно. Вспомогательные движения, связанные с подводом и отводом заготовки к инструменту, механизированы и осуществляются от привода ускоренных перемещений.
Основные элементы механизмов станков унифицированы.
Основным параметром, характеризующим фрезерные станки общего назначения, является размер рабочей поверхности стола.
По конструктивным особенностям эти станки подразделяют:
- станки консольные (стол расположен на подъемном кронштейне-консоли)
- станки бесконсольные (стол перемешается на неподвижной станине в продольном и поперечном направлениях)
- станки непрерывного действия (карусельные и барабанные)
- а — станок универсальный консольный горизонтально-фрезерный
- б — станок широкоуниверсальный консольный горизонтально-фрезерный
- в — станок широкоуниверсальный бесконсольно-фрезерный
- г — станок консольный вертикально-фрезерный
- д — станок бесконсольный вертикально-фрезерный
- е — станок бесконсольный горизонтально-фрезерный
- ж — станок продольно-фрезерный
- з — станок карусельно-фрезерный
- и — станок барабанно-фрезерный
Консольные фрезерные станки наиболее распространены в единичном, мелко- и среднесерийном производстве рис. 119, а, б, в, г). Консольно-фрезерные станки горизонтальные и вертикальные – это наиболее распространенный тип станков, применяемых для фрезерных работ. Название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола.
Универсальный консольно-фрезерный станок (рис. 119, а) имеет горизонтальный шпиндель 2 и выдвижной хобот 1, на который устанавливают серьгу 3, поддерживающую оправку с фрезой, консоль 4 перемещается вертикально по направляющей стойки 5. На консоли расположены салазки 6 и поворотный стол 7.
Горизонтальный консольно-фрезерные станки (рис. 119, а) имеют горизонтально расположенный, не меняющий своего места шпиндель 2. Стол может перемещаться перпендикулярно к оси шпинделя в горизонтальном и вертикальном направлениях. В отличие от Универсального консольного фрезерного станка рабочий стол не поворачивается вокруг вертикальной оси.
ШирокоУниверсальный консольно-фрезерный станок (рис. 119; б, в) помимо горизонтального шпинделя имеет шпиндельную головку 1, которая может поворачиваться на хоботе в двух взаимно перпендикулярных направлениях, благодаря чему шпиндель с фрезой можно устанавливать под любым углом к плоскости стола и к обрабатываемой заготовке. На головке 1 монтируют накладную головку 2, предназначенную для сверления, рассверливания, зенкерования, растачивания и фрезерования.
Вертикальный консольно-фрезерный станок (рис. 119, г) имеет вертикальный шпиндель 3, который размещен в поворотной шпиндельной головке 2, установленной на стойке 1.
Бесконсольные вертикально-фрезерные станки (рис. 119, д), служащие для обработки заготовок крупногабаритных деталей, имеют салазки 2 и стол 3, которые перемещаются по направляющим станины 1. Шпиндельная головка 5 перемещается вертикально по направляющим стойки 6. Шпиндель 4 имеет вертикальные осевые перемещения при установке фрезы. Стол перемещается только в продольном и поперечном направлениях.
Бесконсольные горизонтально-фрезерные станки (рис. 119, е), служащие для обработки заготовок крупногабаритных деталей, имеют салазки 2 и стол 3, которые перемещаются по направляющим станины 1. Шпиндельная головка 5 перемещается вертикально по направляющим стойки 6. Шпиндель 4 имеет осевые перемещения при установке фрезы.
Продольно-фрезерные станки (рис. 119, ж) предназначены для обработки заготовок крупногабаритных деталей. На станине 1 установлены две вертикальные стойки 6, соединенные поперечиной 7. На направляющих стойках смонтированы фрезерные головки 3 с горизонтальными шпинделями и траверса (поперечина) 4. На последней установлены фрезерные головки 5с вертикальными шпинделями. Стол 2 перемещается по направляющим стоек 4.
Карусельно-фрезерные станки (рис. 119, з), предназначенные для обработки поверхностей торцовыми фрезами, имеют один или несколько шпинделей 3 для чистовой и черновой обработки. По направляющим стойки 1 перемещается шпиндельная головка 2. Стол 4, вращаясь непрерывно, сообщает установленным на нем заготовкам вращение подачи. Стол с салазками 5имеет установочное перемещение по направляющим станины 6.
Барабанно-фрезерные станки (рис. 119, и) используются в крупносерийном и массовом производстве. Заготовки устанавливают на вращающемся барабане 2, имеющем движение подачи. Фрезерные головки 3 (для черновой обработки) и 1 (для чистовой обработки) перемещаются по направляющим стоек 4.
Станки консольно-фрезерные
Консольно-фрезерные станки – это наиболее распространенный тип станков, применяемых для фрезерных работ. Название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола.
Наличие консоли, сообщая консольно-фрезерным станкам ряд удобств при обслуживании, несколько понижает жесткость при стыке со станиной, поэтому в конструкциях современных станков значительно увеличена длина направляющих консоли, созданы устройства для закрепления подвижных частей станка, повышена жесткость корпусных деталей.
Так как большей частью детали, применяемые в машиностроении, по размерам вписываются в габариты консольно-фрезерных станков общего назначения, парк фрезерных станков в механических цехах в основном укомплектован горизонтально- и вертикально-фрезерными станками консольного типа, а парк инструментальных и ремонтно-механических цехов, кроме того, еще и универсально-фрезерными и широкоуниверсально-фрезерными.
Кроме того, на базе некоторых основных моделей выпускаются модификации. Например, на базе вертикально-фрезерных станков 6М12П и 6М13П выпускаются быстроходные консольные вертикально-фрезерные станки 6М12Г1Б и 6М13ПБ. На базе горизонтально-фрезерного станка 6М82Г выпускается более быстроходная модель станка 6М82ГБ. На базе универсально-фрезерных станков 6Н81 и 6Н82 выпускаются широкоуниверсальные фрезерные станки 6Н81А и 6М82Ш. Широкоуниверсальные фрезерные станки в настоящее время находят широкое применение в единичном и мелкосерийном производствах для выполнения разнообразных фрезерных, расточных и сверлильных работ. На этих станках можно изготовлять металлические модели, штампы-формы, шаблоны, кулачки и т. п.
Широкоуниверсальный станок 6Н81А имеет шпиндельную головку, расположенную на хоботе и поворачивающуюся вокруг горизонтальной оси от 0 до 115°. В горизонтальном положении головки станок работает, как горизонтально-фрезерный, а в вертикальном положении, как вертикально-фрезерный.
Широкоуниверсальный станок 6М82Ш и аналогичный по конструкции станок большего размера 6М83Ш имеют два шпинделя: один — горизонтальный, как у обычного горизонтально-фрезерного станка, второй расположен на хоботе и может быть установлен под любым требуемым углом. Применение делительной головки и круглого поворотного стола значительно расширяет области применения этих станков. Для обработки различного рода поверхностей, а также крупногабаритных заготовок, превышающих по размерам площадь стола, вертикальная шпиндельная бабка смонтирована на выдвижном хоботе и может поворачиваться под любым углом в двух взаимно перпендикулярных плоскостях. При этом возможна одновременная работа горизонтального и вертикального шпинделей
Типоразмеры консольно-фрезерных станков принято характеризовать по величине рабочей (крепежной) поверхности стола. Консольно-фрезерные станки могут иметь горизонтальное, универсальное (широкоуниверсальные) и вертикальное исполнение при одной и той же величине рабочей поверхности стола. Сочетание разных исполнений станка при одинаковой основной размерной характеристике стола называют размерной гаммой станков.
В СССР было освоено производство консольно-фрезерных станков пяти типоразмеров:
№ 0; № 1; № 2; № 3 и № 4, причем по каждому размеру выпускалась полная гамма станков — горизонтальные, универсальные и вертикальные. Каждый станок одной размерной гаммы имел в шифре одинаковое обозначение, соответствующее размеру рабочей поверхности стола.
В зависимости от размера рабочей поверхности стола различают следующие размеры консольно-фрезерных станков:
| Размер | Гамма станков | Размер стола, мм |
|---|---|---|
| 0 | 6Р10, 6Р80, 6Р80Г, 6Р80Ш | 200 х 800 |
| 1 | 6Н11, 6Н81, 6Н81Г; 6Р11, 6Р81, 6Р81Г, 6Р81Ш | 250 х 1000 |
| 2 | 6М12П, 6М82, 6М82Г; 6Р12, 6Р82, 6Р82Ш; 6Т12, 6Т82, 6Т82Г, 6Т82Ш | 320 х 1250 |
| 3 | 6М13П, 6М83, 6М83Г; 6Р13, 6Р83; 6Т13, 6Т83, 6Т83Г | 400 х 1600 |
| 4 | 6М14П, 6М84, 6М84Г | 500 х 2000 |
В соответствии с размерами стола меняются габаритные размеры самого станка и его основных узлов (станины, стола, салазок, консоли, хобота), мощность электродвигателя и величина наибольшего перемещения (хода) стола в продольном, салазок в поперечном и консоли в вертикальном направлениях.
Консольно-фрезерные станки, выпускаемые в СССР и СНГ
| Серия | Размер | Изготовитель | Год | Модель |
|---|---|---|---|---|
| 6 | 2 | ГЗФС | 1932 | 682 |
| 6Б | 0 | |||
| 1 | ||||
| 2 | ГЗФС | 1937 | 6Б12, 6Б82, 6Б82Г | |
| 3 | ||||
| 6К | 0 | |||
| 1 | ДЗФС | 6К11, 6К81, 6К81Г, 6К81Ш | ||
| 2 | ГЗФС | 6К12, 6К82, 6К82Г, 6К82Ш | ||
| 3 | ГЗФС | 6К13П, 6К83, 6К83Г, 6К83Ш | ||
| 6Н | 0 | Жальгирис | 1969 | 6Н10, 6Н80, 6Н80Г, 6Н80Ш |
| 1 | ДЗФС | 1970 | 6Н11, 6Н81, 6Н81Г, 6Н81А, 6Н81Д | |
| 2 | ГЗФС | 1951 | 6Н12, 6Н82, 6Н82Г | |
| 3 | ГЗФС, ВМЗ | 1951 | 6Н13, 6Н13Ф3, 6Н83, 6Н83Г, 6Н13ГА | |
| 6М | 0 | Жальгирис | 6М10, 6М80, 6М80Г, 6М80Ш | |
| 1 | ДЗФС | 1971 | 6М11, 6М11К, 6М81, 6М81Г, 6М81Ш, 6М81Ш-1, 6М81Ш-1Ф1, 6М81ШФ2 | |
| 2 | ГЗФС | 1961 | 6М12П, 6М12ПБ, 6М82, 6М82Г, 6М82ГБ, 6М82Ш | |
| 3 | ГЗФС | 1961 | 6М13П, 6М13ПБ, 6М83, 6М83Г, 6М83Ш | |
| 6Р | 0 | Жальгирис | 1973 | 6Р10, 6Р80, 6Р80Г, 6Р80Ш |
| 1 | ДЗФС | 6Р11, 6Р11К, 6Р11Ф3, 6Р81, 6Р81Г, 6Р81Ш | ||
| 2 | ГЗФС | 1972 | 6Р12, 6Р12К, 6Р82, 6Р82Г, 6Р82Ш | |
| 3 | ГЗФС, ВМЗ | 1972 | 6Р13, 6Р13Б, 6Р13Ф3, 6Р13Ф3-3, 6Р83, 6Р83Г, 6Р83Ш | |
| 6Т | 0 | Жальгирис | 1986 | 6Т10, 6Т80, 6Т80Ш |
| 1 | ||||
| 2 | ГЗФС | 1985 | 6Т12, 6Т82, 6Т82Г, 6Т82Ш | |
| 3 | ГЗФС | 1985 | 6Т13, 6Т83, 6Т83Г, 6Т83Ш | |
| 6Д | 0 | ДЗФС | 1987 | 6Д10, 6ДМ80Ш |
| 1 | ДЗФС | 1990 | 6Д81, 6Д81, 6Д81Г, 6Д81Ш | |
| 2 | ДЗФС | 6Д12, 6Д12Ф20, 6Д12Ф3, 6Д82, 6Д82Г, 6Д82Ш | ||
| 3 | ДЗФС | 6ДМ83Ш |
Основные производители фрезерных станков в СССР и России:
ВМЗ – Воткинский машиностроительный завод. В настоящее время – Воткинский Завод, ОАО
ГЗФС – Горьковский завод фрезерных станков. В настоящее время – Завод Фрезерных Станков ЗФС, ООО
ДЗФС – Дмитровский завод фрезерных станков. В настоящее время – Дмитровский завод фрезерных станков ДЗФС, ООО
УЗТС – Ульяновский завод тяжелых и уникальных станков УЗТС. В настоящее время – Ульяновский завод тяжелых и уникальных станков УЗТС, ООО
ВСЗ – Воронежский станкостроительный завод.
Жальгирис – Вильнюсский станкостроительный завод “Жальгирис”
Обозначение фрезерных станков
Более подробно – Условные обозначения серийно выпускаемых металлорежущих станков.
6 – фрезерный станок (номер группы по классификации ЭНИМС)
Д – серия (поколение) станка (Б, К, Н, М, Р, Т), например, 682, 6Б82Ш, 6К82Ш, 6Н82Ш, 6Д81Ш, 6Р82Ш, 6Т82Ш
8 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (8 – горизонтально-фрезерный)
1 – исполнение станка – типоразмер (0, 1, 2, 3, 4) (1 – размер рабочего стола – 250 х 1000)
Буквы в конце обозначения модели:
Г – станок горизонтальный консольно-фрезерный с неповоротным столом
К – станок с копировальным устройством для обработки криволинейной поверхности
Б – станок с повышенной производительностью (повышенный диапазон чисел оборотов шпинделя, повышенная мощность двигателя главного движения).
П – повышенная точность станка – (н, п, в, а, с) по ГОСТ 8-82
Ш – станок широкоуниверсальный
Ф1 – станок с устройством цифровой индикации УЦИ и преднабором координат
Ф2 – станок с позиционной системой числового управления ЧПУ
Ф3 – станок с контурной (непрерывной) системой ЧПУ
Ф4 – станок многоцелевой с контурной системой ЧПУ и магазином инструментов
Рубикон, ООО
stanki-katalog.ru
Вертикально-фрезерные станки: устройство, описание, видео
Процесс фрезерования позволяет получать детали различной формы и размеров. Наиболее распространенным вариантом фрезерного станка по металлу можно назвать вариант исполнения, когда шпиндель расположен вертикально. Подобное оборудование стали называть вертикально-фрезерными станками.
Консольные вертикально-фрезерные станки изготавливают на базе горизонтально-фрезерных с небольшим изменением коробки скоростей и станины.
 Вертикально-фрезерный станок
Вертикально-фрезерный станокЭтап развития станков до появления ЧПУ
Все станки можно разделить на две группы:
- Группа, в которой установка режимов работы, подача и другие действия проводятся человеком.
- Группа обрабатывающих станков по металлу, работа которых полностью или частично автоматизирована при помощи блока с числовым программным управлением.
Фрезерный станок с вертикально расположенным шпинделем без ЧПУ используются уже на протяжении нескольких десятилетий. Наиболее популярными стали следующие модели: 6Т12, 6М12П, 6Р12, 6Р12Б. Эти представители группы фрезерных станков были очень распространены в бывшем СССР. Только после того, как было доказано расчетами и на практике превосходство ЧПУ с экономической точки зрения и другим характеристикам, эти станки по металлу стали заменять новыми. Тем не менее, 6Р12 можно встретить практически на всех крупных машиностроительных заводах.
Если провести краткое описание характеристик этого оборудования, то можно выделить следующие их особенности:
- проводят обработку практически всех металлов и сплавов, в том числе и чугуна. по этому показателю ограничением является устойчивость используемого режущего инструмента к стиранию, разрушению при обработке с указанными режимами работы определенного типа материала.
- схожая конструкция: наличие фрезерной бабки, стола, салазок, шпинделя, станины.
- надежность и неприхотливость – качества, которые обусловили популярность указанных выше станков. на момент производства эти станки экспортировались во многие страны мира.
- при помощи них можно проводить фрезерование, сверление, растачивание. Кроме этого отметим появление механизма поворота головки на угол 45° относительно стола. Эта особенность позволила создавать элементы, которые расположены относительно плоскости основания под определенным углом.
Кинематическая схема консольно-фрезерного станка 6Н12
Отличительной особенностью оборудования можно назвать возможность использования определенных показателей характеристик обработки: величину подачи, скорость вращения инструмента и т.д. Кроме этого все модели отличаются размером стола. Этот показатель определяет возможность обработки заготовок определенных размеров и веса.
В расшифровке первая цифра означает группу фрезерных станков, следующая буква обозначает модернизацию основной модели, вторая по счету цифра подгруппу вертикально-фрезерных станков, последняя цифра размер стола. Остальные характеристики можно найти в спецификации.
Консольные и бесконсольные модели
Основным отличием всех вертикально-фрезерных станков по металлу можно назвать наличие или отсутствие консоли. Практически все современные варианты исполнения с ЧПУ относятся к консольному типу. Однако ранее довольно популярными были бесконсольные станки по следующим причинам:
- Отсутствие консоли обуславливало то, что основанием для стола становился пол завода или бетонная плита.
- Использование в качестве основания для салазок пола или бетонной плиты приводило к значительному повышению жесткости конструкции, к ее удешевлению.
- Повышение жесткости конструкции обуславливало возможность обработки больших и тяжелых деталей.
- Фрезерный станок консольного типа
- Бесконсольный фрезерный станок
Однако по причине того, что основание стола не может учитываться в создаваемых программах обработки, точность обработки была значительно меньше, чем у моделей с консолями. Именно поэтому числовое программное управление крайне редко устанавливают на подобного типа станки.
Вертикально-фрезерные станки в эпохе информационных технологий
Принцип работы рассматриваемых фрезерных станков по металлу обуславливал малую подвижность шпиндельной бабки (это проводилось только в наладочных целях). Фрезерование плоских поверхностей проводится путем изменения положения стола с жестко закрепленной заготовкой относительно первоначальной координаты. Именно подобная особенность обуславливает малую точность обработки.
Всеми процессами, от установки режимов резания, до управления положения стола руководит фрезеровщик. Человеческий фактор определяет высокий процент брака по современным меркам, а также ухудшение производительности.
Затронув показатель производительности, отметим, что при конструировании станков несколько десятков лет назад не учитывалась возможность использования режущего инструмента, изготовленного из сверхтвердого материала, а также многие модели не имеют системы подачи СОЖ (смазывающе-охлаждающей жидкости). Поэтому при использовании подобных станков также нельзя повысить производительность.
Вертикально-фрезерные станки 6Т12, 6М12П, 6Р12, 6Р12Б изготавливались на заводах СССР. Уже на протяжении многих лет эти заводы прекратили свое существование, и рассматриваемые модели другие представители сферы станкостроения не выпускают из-за экономической невыгодности.
Современные вертикально-фрезерные станки
Несмотря на неоспоримое преимущество внедрения ЧПУ все же производят вертикально-фрезерные станки с механическим управлением, к примеру, JET JVM-836 TS. При их проектировании и производстве используется современное оборудование, что позволило добиться высокой точности позирования всех элементов конструкции, ее жесткости, а это благоприятно повлияло на показатель возможной точности, достигаемой при фрезеровании. Кроме этого практически все элементы конструкции стали работать от электрических приводов. Исключением можно назвать приводы подачи стола и шпинделя, которые ставят механического типа (однако проводится их дублирование электрическим приводом для возможности задания постоянной величины подачи).
Отдельное внимание заслуживают варианты исполнения с ЧПУ, к примеру, станок Haas TM-2. Применение современных технологий позволило сделать практически весь процесс автоматизированным (после ввода программы и закрепления заготовки, до ее снятия не требуется вмешательство оператора). Описание подобных фрезерных комплексов включает следующие характеристики:
- Работа на высоких скоростях вращения шпинделя, использование больших показателей подачи, движение шпинделя в двух плоскостях, высокая скорость позиционирования вместе с автоматизацией процесса позволяют получить высокоточные детали за минимальное время.
- Сложная система подачи СОЖ и удаление стружки из зоны резания.
- Максимальная защита окружающих.
- Возможность фрезерования по сложным траекториям.
Если рассматривать вопрос достоинств и недостатков, характеристики современных фрезерных станков по металлу при вертикальном расположении шпинделя, стоит указывать определенные модели, так как у них много различий и описание имеет различное содержание. Единственными их общими недостатками, которые присущи практически всем вариантам исполнения, можно считать высокую стоимость и малый гарантируемый срок эксплуатации, а при возникновении неполадок найти специалиста крайне сложно (при этом стоимость ремонта также может быть высокой).
В заключение отметим, что приведенный фрезерный станок по металлу в этом пункте, несмотря на свою сложную конструкцию, относится к вертикально-фрезерной группе, так шпиндель расположен в вертикальной плоскости. Стоимость этой модели около 50 000 $, она способно создавать готовые детали с одним перебазированием, то есть заготовка один раз должна быть перестановлена так, чтобы можно было обработать поверхность, которая при предыдущем этапе фрезерования была основанием.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Фрезерные станки: устройство, принцип работы, виды

Фрезерные станки предназначены для обработки металлических и деревянных заготовок при помощи фрезы. Операция фрезерования подразумевает вращательное движения режущего инструмента, которое является главным, и поступательное перемещение заготовки или фрезерной головки, которое называется движением подачи.
1. Фрезерные станки применяются для выполнения следующих операций:
- обработка наружных и внутренних плоских поверхностей;
- создание фасонных поверхностей;
- прорезание канавок, наружных и внутренних шлицев, пазов;
- создание эвольвентных и других профилей зубчатых колес;
- подрезание торцов и создание профилей на торцевых поверхностях;
- отрезание.
Рассмотрим основные параметры, по которым происходит классификация фрезерных станков.
2. В зависимости от расположения и направления движения шпинделя, подразделяются на две большие группы:
- вертикально-фрезерные;
- горизонтально-фрезерные;
- комбинированные.
Вертикально-фрезерные станки (рис. 1) имеют шпиндель, ось вращения которого расположена вертикально. Некоторые модификации этих станков дополнительно оснащаются механизмом поворота шпинделя вокруг горизонтальной оси. Это позволяет изменять угол приложения фрезы, что существенно расширят возможности станка. Также шпиндель на некоторых станках имеет возможность перемещаться вдоль оси вращения, а также осуществлять движения в горизонтальной плоскости, что также увеличивает технологические возможности станка.

Рисунок 1. Вертикально-фрезерный станок.
В горизонтально-фрезерных станках (рис. 2) ось вращения шпинделя располагается горизонтально. Это несколько ограничивает сферу применения этого станка. Но в то же время увеличивает перечень операций, которые он способен выполнять. Например, на горизонтально-фрезерном станке можно производить плоское шлифование или полирование.

Рисунок 2. Горизонтально фрезерный станок.
Комбинированные станки отличает наличие подвижной фрезерной головки, которая способна изменять свое положение, располагая шпиндель по отношению к заготовке вертикально или горизонтально в зависимости от требуемой операции.
3. В зависимости от сферы применения:
- универсальные;
- специализированные.
4. По наличию консоли:
- консольные;
- бесконсольные.
В консольных станках стол закреплен на подвижной консоли, которая может перемещаться в трех координатах. На бесконсольных версиях фрезерных станков стол установлен на станине и имеет возможность двигаться только в горизонтальном направлении по направляющим.
5. По типу управления:
- с ручным управлением;
- полуавтоматические;
- автоматические (станки с ЧПУ).
Рассмотрим более детально каждый из наиболее популярных типов фрезерных станков.
Консольный вертикально-фрезерный станок
Вертикально-фрезерный станок с консолью является одним из самых распространенных. Такая популярность связана с тем, что, несмотря на довольно простую конструкцию, этот станок способен выполнять большинство наиболее востребованных фрезерных операций.
Рассмотрим общую конструкцию консольного вертикально-фрезерного станка (рис 3).
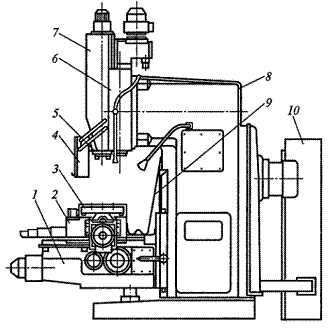
Рисунок 3. Конструкция консольного вертикально-фрезерного станка.
Вертикально-фрезерный станок с консолью состоит из следующих элементов.
- Консоль. Сложный механизм, обеспечивающий подачу заготовки на вращающуюся фрезу с необходимым шагом и скоростью. В большинстве случаев имеет настройки на полуавтоматический режим обработки, что позволяет выбрать направление и скорость подачи, а также глубину внедрения фрезы в зависимости от частоты вращения шпинделя.
- Салазки. Предназначены для перемещения стола.
- Стол. Служит для закрепления обрабатываемой заготовки.
- Защитный щиток. Предохраняет фрезеровщика от разлета стружки.
- Шпиндель. Передает движение от привода станка на фрезу. Может регулироваться по высоте и углу наклона по отношению к обрабатываемой детали.
- Фрезерная бабка. Содержит механизмы реверса и изменения скорости вращения шпинделя.
- Ползун. Подвижная часть фрезерной головки. Осуществляет подачу фрезы в вертикальном направлении.
- Станина. Основание станка, на котором размещаются все узлы и механизмы.
- Кожух. Защищает узлы консоли от попадания стружки.
- Шкаф. Служит для размещения электрооборудования.
Вертикально-фрезерные станки могут оснащаться дополнительным оборудованием или иметь расширенные возможности благодаря внедрению дополнительных опций.
Горизонтально-фрезерный станок
Горизонтально-фрезерный станок (рис. 4) отличает горизонтальное расположение фрезы. Как правило, фреза закрепляется неподвижно, и подача осуществляется только за счет перемещений стола.
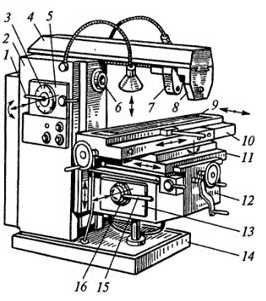
Рисунок 4. Устройство горизонтально-фрезерного станка.
Горизонтально-фрезерный станок состоит из следующих элементов.
- Рукоятка переключения скоростей. Служит для переключения режимов вращения шпинделя.
- Станина. Является несущей конструкцией станка, на которой расположены рабочие элементы.
- Лимб. Служит для точной настройки.
- Хобот. Предназначен для закрепления второго конца приводного вала фрезы.
- Коробка скоростей. Состоит из набора шестерен с кулисным механизмом переключения. Служит для изменения скорости вращения фрезы.
- Шпиндель. Предназначен для закрепления в нем приводного вала фрезы.
- Первая подвеска.
- Вторая подвеска. Предназначены обе подвески для фиксации приводного вала.
- Стол. Служит для закрепления обрабатываемой заготовки.
- Поворотная плита. Способна осуществлять поворот вокруг горизонтальной оси.
- Салазки. Необходимы для обеспечения горизонтальной подачи детали.
- Консоль. Сложное устройство, которое выполняет функцию механизма подачи детали во всех плоскостях. Специфика работы горизонтально-фрезерного станка не позволяет в обычном случае придать подвижность фрезе. Поэтому все движения фрезы относительно заготовки осуществляются посредством консоли.
- Коробка подач. Служит для настройки автоматической продольной и поперечной подачи.
- Фундаментная плита. Основание станка. Имеет отверстия под закрепление станка на фундаменте.
- Рукоятка управления подачами. Управляет скоростью подачи.
- Лимб подачи. Предназначен для настройки подачи с увеличенной точностью.
Прочие фрезерные станки
Рассмотрим другие фрезерные станки, которые составляют меньшую группу по сравнению с двумя образцами, описанными выше.
1. Бесконсольные фрезерные станки (рис. 5). Могут быть как с вертикальным, так и с горизонтальным расположением шпинделя. Служат для более простой фрезерной обработки металлов и дерева в плане сложности самих фрезерных операций. Не имеет настроек по высоте подъема стола ввиду отсутствия консоли. Преимуществом является повышенная точность обработки.

Рисунок 5. Бесконсольный фрезерный станок.
2. Продольно-фрезерный станок (рис. 6). Предназначен для продольного фрезерования деталей большой длины или деталей, которым необходима простая прямолинейная обработка. Также эти станки могут работать со шлифовальными кругами.

Рисунок 6. Продольно-фрезерный станок.
3. Шпоночно-фрезерный станок (рис. 7.). Предназначен для прорезания шпоночных пазов на заготовках различной формы. Работают такие станки в автоматическом режиме после задания параметров шпоночного паза.
Рисунок 7. Шпоночно-фрезерный станок.
4. Зубофрезерный станок (рис. 8). Используется для создания зубьев различных параметров. Для этих станков применяются специальные фрезы, предназначенные под создание определенных профилей зубчатых колес и червячных передач.

Рисунок 8. Зубофрезерный станок.
22.11.2018
fabricators.ru
Консольно-фрезерные станки с ЧПУ
Продолжаем публикацию материалов из Справочника фрезеровщика под редакцией В.Ф. Безъязычного. На этот раз разберем консольно-фрезерные станки.
Консольно-фрезерные станки наиболее распространены. Стол консольно- фрезерных станков с салазками расположен на консоли и перемещается в трех направлениях: продольном, поперечном и вертикальном.
Консольно-фрезерные станки делятся на горизонтально-фрезерные (с неповоротным столом), универсально-фрезерные (с поворотным столом), вертикально-фрезерные и широкоуниверсальные. На базе вертикально-фрезерных станков выпускают копировально-фрезерные станки, станки с программным управлением и др.
Консольно-фрезерные станки предназначены для выполнения различных фрезерных работ цилиндрическими, дисковыми, торцовыми, фасонными и другими фрезами в условиях единичного и серийного производства. На них можно фрезеровать разнообразные заготовки соответствующих размеров (в зависимости от размеров рабочей площади стола) из стали, чугуна, цветных металлов, пластмасс и других материалов.
На универсальных фрезерных станках, имеющих поворотный стол, с помощью делительной головки можно фрезеровать винтовые канавки на режущих инструментах (сверлах, развертках и др.) и других деталях, а также нарезать зубья прямозубых и косозубых цилиндрических зубчатых колес. Широкоуниверсальные станки предназначены для выполнения различных фрезерных, сверлильных и несложных расточных работ главным образом в условиях единичного производства (в экспериментальных, инструментальных, ремонтных цехах и др.).
Консольный горизонтально-фрезерный станок показан на рис. 3.1. Основание станка А – чугунная отливка большой жесткости. В основании размещен резервуар для охлаждающей жидкости, а также установлен электродвигатель с насосом для подачи СОТС. Основание крепят к фундаменту специальными болтами либо устанавливают на виброгасящих опорах.
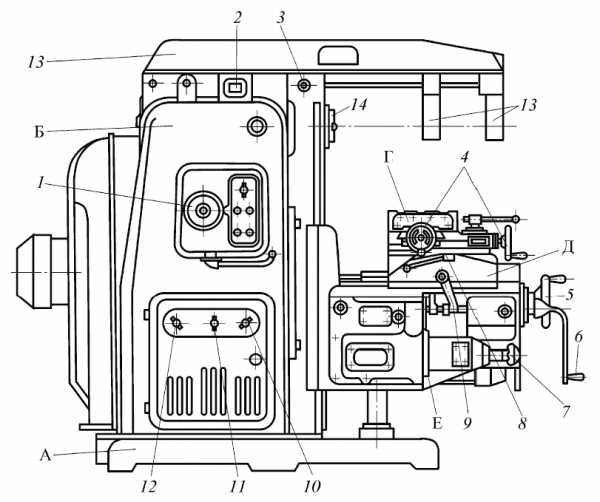
Рис. 3.1. Общий вид консольного горизонтально-фрезерного станка:
А – основание; Б – станина; В – хобот; Г – стол; Д – салазки; Е – консоль.
1 – механизм для изменения частоты вращения шпинделя; 2 – винт перемещения хобота;
3 – гайка крепления хобота; маховики для перемещения стола в продольном (4) и
в поперечном (5) направлении; 6 – рукоятка подъема консоли; 7 – лимб механизма переключения подач;
8, 9 – рукоятки зажима салазок; 10–12 – элементы включения освещения, подачи СОТС,
изменения направления вращения шпинделя; 13 – опоры; 14 – шпиндель
Внутри станины Б расположены следующие узлы: коробка скоростей, электродвигатель главного движения с ременной передачей, шпиндельный узел. На верхних горизонтальных направляющих станины размещен хобот В. В требуемом положении хобот крепится гайкой 3. На хоботе могут быть установлены опоры (серьги) 13, в которых находятся подшипники для базирования конца оправки с фрезой. Крепление оправки осуществляется в конусном гнезде шпинделя 14.
На верхней части консоли Е расположены салазки Д, которые могут перемещаться в поперечном направлении. На салазках размещен стол Г, который имеет возможность перемещения в продольном направлении (продольная подача). Внутри консоли смонтирована коробка механизма подач и ускоренного перемещения с электродвигателем и механизмом управления. На передней части консоли и стола расположены органы управления станком.
Кинематическая схема приводов главного движения и подач консольного горизонтально-фрезерного станка показана на рис. 3.2. Привод главного движения обеспечивает вращение шпинделя с заданной частотой, а также передачу на шпиндель заданного крутящего момента от электродвигателя М1. Частоту вращения шпинделя изменяют посредством установки заданного сочетания зубчатых колес.
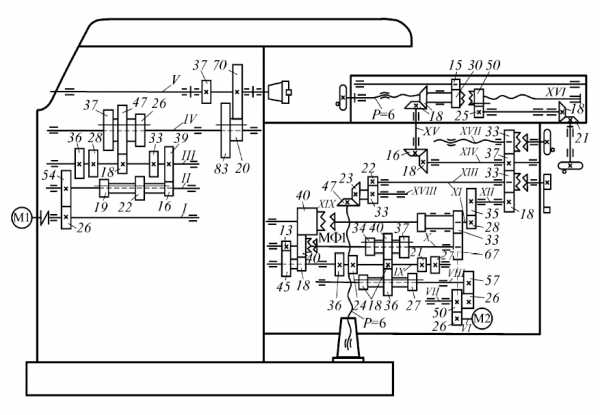
Рис 3.2. Кинематическая схема приводов главного движения
и подач консольного горизонтально-фрезерного станка
Кинематическая схема позволяет получить определенное количество частот вращения, которое может быть представлено структурной диаграммой (рис. 3.3).
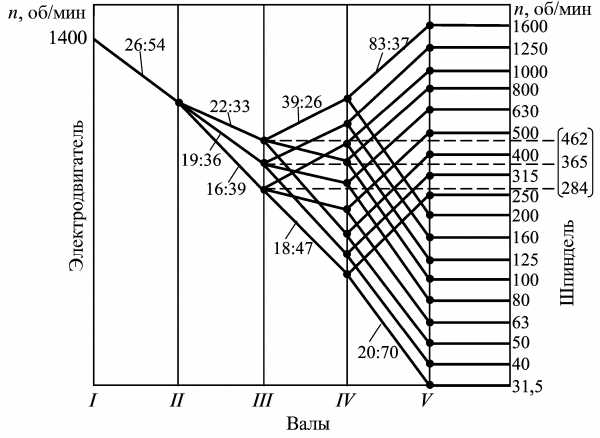
Рис. 3.3. Структурная диаграмма значений частот вращений шпинделя
Вращение от электродвигателя М1 к шпинделю станка передается по следующей цепи (рис. 3.2): электродвигатель М1 (частота вращения 1440 об/мин), муфта, пара зубчатых колес 26:54, вал II. Вращение с вала II на вал III можно передать через одну из зубчатых пар с помощью подвижного блока зубчатых колес с числом зубьев: 19, 22 и 16. В определенном положении блока зубчатые колеса могут быть соединены с зубчатыми колесами вала III в таком сочетании: 16:39, 19:36 и 22:33.
Валу III можно сообщить одну из трех частот вращения: 284, 365 и 462 об/мин (рис. 3.3). С вала III на вал IV вращение передается через пары зубчатых колес 28:37, 18:47 и 39:26. Такое сочетание колес обеспечивается смещением по валу IV тройного блока.
С вала IV на вал V (шпиндель) вращение может быть передано парой зубчатых колес 83:37 или 20:70. Передача обеспечивается при определенном положении за счет подвижных блоков (двух тройных и одного двойного), шпиндель станка может иметь 18 различных частот вращения в соответствии со структурной диаграммой (рис. 3.3).
Передача вращения от электродвигателя к шпинделю может быть представлена в виде уравнения кинематической цепи:
Расчетная наименьшая частота вращения шпинделя (об/мин) будет соответствовать варианту, когда в зацеплении установлены передачи с наименьшими значениями передаточного отношения:
а наибольшая частота вращения будет обеспечена, если в зацеплении будут находиться передачи с максимальными передаточными отношениями.
Изменение направления вращения шпинделя обеспечивают реверсированием электродвигателя.
Привод подач станка позволяет от одного электродвигателя М2 обеспечить определенный диапазон продольных, поперечных и вертикальных подач соответственно столу, салазкам и консоли по структурной диаграмме, показанной на рис. 3.4.
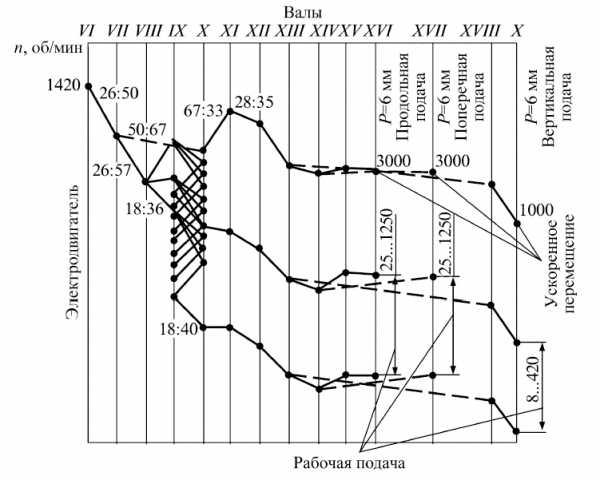
Рис. 3.4. Структурная диаграмма значений подач
От электродвигателя М2 (см. рис. 3.2) на вал VIII вращение передается через пары колес 26:50, 26:57. С помощью тройного блока (27:36:18) вала VIII через промежуточный вал IХ на вал Х вращение передается с помощью тройного блока (37:40:34) вала Х. Эти два тройных блока обеспечивают девять различных частот вращения вала Х. Далее возможны два варианта передачи вращения с вала Х на последующие.
Вариант 1. При включении муфты МФ1 (см. рис. 3.2) вращение от вала Х на вал ХI будет передаваться через шестерни 40:40, затем через шестерни 28:35 на вал ХII и далее.
Вариант 2. При отключенной муфте МФ1 (см. рис. 3.2) вращение на вал ХI передается с вала Х через перебор 33:67, который работает как понижающая передача. Следовательно, валу ХI можно сообщить 18 различных частот вращения, и это число соответсвует количеству значений подач стола в продольном (через валы ХIV и ХV), поперечном (винт ХVII) и вертикальном направлениях. Перемещение стола в соответствующем направлении достигается включением той или иной муфты. Ускоренное перемещение стола в заданном направлений обеспечивают включением дисковой фрикционной муфты (на схеме не показано). При включении муфты происходит сцепление зубчатого колеса 50 вала VII с зубчатым колесом 67 вала Х. Используя уравнение кинематической цепи, можно определить величину ускоренного хода продольного движения стола, мм/мин:
По уравнению кинематической цепи можно определить и значение минимальной рабочей подачи стола в продольном направлении, мм/мин:
Кинематическая цепь, при которой продольная подача наибольшая, будет следующей, мм/мин:
Переключение частот вращения шпинделя и установление требуемой подачи осуществляется на станке с помощью специальных механизмов, обеспечивающих перемещение соответствующих зубчатых блоков.
Для консольных вертикально-фрезерных станков характерно вертикальное положение шпинделя, размещаемого в шпиндельной головке В (рис 3.5). В ряде конструкций станков шпинделю можно сообщить осевое смещение путем перемещения гильзы. При необходимости, например, фрезерования скосов и наклонных поверхностей шпиндельную головку станка можно развернуть на угол от вертикали в обе стороны до 40°.

Рис. 3.5. Общий вид консольного вертикально-фрезерного станка:
А – основание; Б – станина; В – шпиндельная головка; Г – стол; Д – салазки;
Е – консоль: 1 – пульт переключателей; 2 – маховичок переключения частот вращения шпинделя;
3 – рукоятка зажима гильзы шпинделя; 4 – маховичок перемещения гильзы шпинделя;
5 – рукоятка управления продольным перемещением стола;
6, 7 – маховички продольного перемещения стола; 8 – маховичок поперечного перемещения стола;
9 – рукоятка перемещения консоли; 10 – рукоятка управления механическим перемещением стола;
11 – лимб механизма переключения подач; 12 – рукоятка зажима стола
Кинематические цепи приводов главного движения и подач консольных вертикально-фрезерных станков и консольных горизонтально-фрезерных станков, как правило, существенно не отличаются.
Определенная особенность некоторых моделей консольных вертикально-фрезерных станков состоит в том, что эти станки могут быть настроены на работу по полуавтоматическому или автоматическому циклу при управлении продольными перемещениями стола. При этом характер циклов может быть различный. Настройку обычно производят при фрезеровании партии заготовок.
Настройка осуществляется установкой в боковой Т-образный продольный паз стола соответствующих кулачков (рис. 3.6). При полуавтоматическом цикле программируют команды: а) быстрый ход стола с заготовкой из исходной точки к режущему инструменту; б) рабочая подача, в процессе которой осуществляется фрезерование заготовки; в) реверс с быстрым возвратом стола (после окончания фрезерования) и остановкой его в исходной точке. Этот цикл управления выполняется путем воздействия кулачков на элементы рукоятки 6 управления продольным перемещением стола. Кулачки 1 и 3 обеспечивают остановку стола в крайних точках хода. В этих точках рукоятка должна занимать среднее положение, что и обеспечивается воздействием скоса кулачка 3 (или 1) на выступ 4 управляющего элемента рукоятки. Поэтому кулачок 3 останавливает движение стола в крайнем левом положении, а кулачок 1 – в крайнем правом.
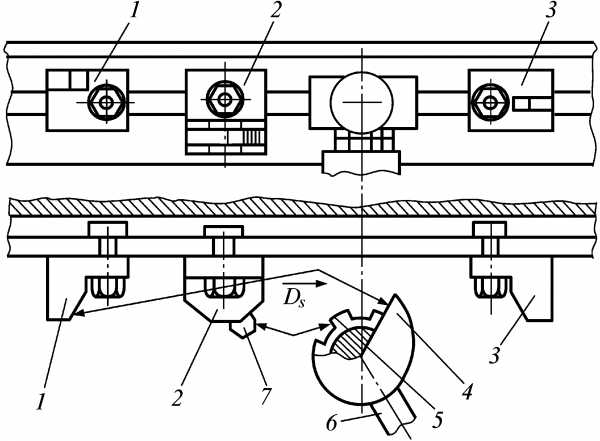
Рис. 3.6. Схема установки кулачков для управления механизмом продольных подач стола
Изменение быстрого хода стола на рабочий (и наоборот) осуществляется кулачком 2, который при движении стола упором 7 воздействует на выступ звездочки 5 рукоятки управления подачей, поворачивая ее. При рассматриваемой схеме установки кулачков цикл движения стола обеспечивается движением его на быстром ходу, переключением на рабочую подачу и остановкой в конце хода.
Реверсирование движения стола с одновременным изменением скорости его движения осуществляется установкой в точке реверса двух кулачков рядом (кулачка, воздействующего на рукоятку, и кулачка, воздействующего на звездочку). Цикл движения стола с реверсом показан на рис. 3.7. Начало движению стола на быстром ходу в исходной точке задается поворотом рукоятки. Когда кулачок 2 повернет звездочку (при движении стола влево), произойдет переключение скорости стола с быстрого хода на рабочую подачу. В конце рабочего движения кулачки 3 и 4 при одновременном воздействии на рукоятку переключения подач и звездочку обеспечат столу реверс и включение быстрого хода. В исходной точке кулачок 1 остановит стол.
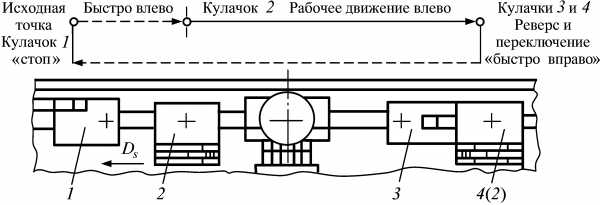
Рис. 3.7. Схема установки кулачков и замкнутый цикл движения стола
При необходимости станок может быть настроен на автоматический маятниковый цикл движения стола, например, «быстро вправо–подача вправо– быстро влево–подача влево–быстро вправо» и т.д. При таком цикле фрезеровщик устанавливает заготовки в приспособлении попеременно то с правой, то с левой стороны стола.
Для работы по полуавтоматическому или автоматическому циклу требуется установка переключателя рода работ в положение «автоматическое управление».
rusnc.ru