Хвостовики инструмента с конусом Морзе. Метрические конусы
Конусы Морзе
Конус Морзе, предложенный изобретателем Стивеном Морзе является наиболее применяемым способом крепления инструмента. Существующее подразделение на восемь размеров, от КМ0 до КМ7, и девять размеров укороченных позволяют применять конический хвостовик для различного режущего инструмента, оснастки и приспособлений. Конусность при этом варьируется в соотношении от 1:19,002 (при угле 1°25′43″) до 1:20,047 (угол при этом соотношении равен 1°30′26″).
КМ7 отечественным ГОСТом 25557-82 не рекомендуется к применению и вместо него применяется метрический конус № 80, например в отверстии шпинделя некоторых токарных станков.
Типоразмер конуса в качестве хвостовика инструмента зависит от способа установки и предназначения последнего, и бывает как укороченным, так и Конусы Морзе или с лапкой.
Метрические конусы
Для расширения диапазона конусов Морзе как в меньшую, так и в большую сторону была выбрана конусность 1:20 с углом 1°25′56″ с обозначением типоразмера по наибольшему диаметру. В итоге в ряду конусов схожих по конструкции с Морзе присутствуют как маленькие метрические конуса №4 и №6, так и большие №80, №100, №120, №160, №200.
В итоге в ряду конусов схожих по конструкции с Морзе присутствуют как маленькие метрические конуса №4 и №6, так и большие №80, №100, №120, №160, №200.
Конусы Морзе и метрические с резьбовым отверстием
Для надёжной фиксации инструмента, как например фрез, применяется конус Морзе с внутренним резьбовым отверстием. Фиксирование (затягивание) выполняется с помощью штревеля, или болтом, если инструмент устанавливается в переходную втулку. Данная конструкция также способствует быстрой и удобной замене инструмента путём выжимания конусного хвостовика.
Основные размеры наружных инструментальных метрических и Морзе конусов с резьбовым отверстием
| Наименование конуса | N конуса | Конусность | D, мм | D1, мм | d, мм | l, мм | Lmax, мм | tmax, мм | M | t1, min, мм |
| Морзе | 1 | 1:20,047 | 12,065 | 12,2 | 9 | 3,5 | 57 | 5 | M6 | 16 |
| 2 | 1:20,020 | 17,780 | 18 | 14 | 5 | 69 | 5 | M10 | 24 | |
| 3 | 1:19,992 | 23,825 | 24,1 | 19 | 5 | 86 | 7 | M12 | 28 | |
| 4 | 1:19,254 | 31,267 | 31,6 | 25 | 6,5 | 109 | 9 | M16 | 32 | |
| 5 | 1:19,002 | 44,399 | 44,7 | 35,7 | 6,5 | 136 | 10 | M20 | 40 | |
| 6 | 1:19,180 | 63,348 | 63,8 | 51 | 8 | 190 | 16 | M24 | 50 | |
| Метрический | 80 | 1:20 | 80 | 80,4 | 67 | 8 | 204 | 24 | M30 | 65 |
| 100 | 1:20 | 100 | 100,5 | 85 | 10 | 242 | 30 | M36 | 80 | |
| 120 | 1:20 | 120 | 120,6 | 102 | 12 | 280 | 36 | M36 | 80 | |
| 160 | 1:20 | 160 | 160,8 | 138 | 16 | 356 | 48 | M48 | 100 | |
| 200 | 1:20 | 200 | 201 | 174 | 20 | 432 | 60 | M48 | 100 | |
Конусы Морзе и метрические с лапкой
Конструкция шпинделей сверлильных, сверлильно-фрезерных, и некоторых типов других станков для надёжной фиксации режущего инструмента и предотвращения проворачивания имеет паз для лапки конуса. Сквозное поперечное отверстие предназначено для установки в паз клина, и нетрудного извлечения конусной оправки инструмента.
Сквозное поперечное отверстие предназначено для установки в паз клина, и нетрудного извлечения конусной оправки инструмента.
Основные размеры наружных инструментальных метрических и Морзе конусов
| Наименование конуса | N конуса | Конусность | D, мм | D1, мм | d1, мм | a, мм | Lmax, мм | lmax, мм | emax, мм |
| Метрический | 4 | 1:20 | 4 | 4,1 | — | 2 | — | — | — |
| 6 | 1:20 | 6 | 6,2 | — | 3 | — | — | — | |
| Морзе | 0 | 1:19,212 | 9,045 | 9,2 | 6,1 | 3 | 59,5 | 56,5 | 10,5 |
| 1 | 1:20,047 | 12,065 | 12,2 | 9 | 3,5 | 65,5 | 62 | 13,5 | |
| 2 | 1:20,020 | 17,780 | 18 | 14 | 5 | 80 | 75 | 16 | |
| 3 | 1:19,992 | 23,825 | 24,1 | 19,1 | 5 | 99 | 94 | 20 | |
| 4 | 1:19,254 | 31,267 | 31,6 | 24,5 | 6,5 | 124 | 117,5 | 24 | |
| 5 | 1:19,002 | 44,399 | 44,7 | 35,7 | 6,5 | 156 | 149,5 | 29 | |
| 6 | 1:19,180 | 63,348 | 63,8 | 51 | 8 | 218 | 210 | 40 | |
| Метрический | 80 | 1:20 | 80 | 80,4 | 69 | 8 | 228 | 220 | 48 |
| 100 | 1:20 | 100 | 100,5 | 87 | 10 | 270 | 260 | 58 | |
| 120 | 1:20 | 120 | 120,6 | 105 | 12 | 312 | 300 | 68 | |
| 160 | 1:20 | 160 | 160,8 | 141 | 16 | 396 | 380 | 88 | |
| 200 | 1:20 | 200 | 201 | 177 | 20 | 480 | 460 | 108 | |
Диаметры D1 и d1 являются теоретически-расчётными и зависят от номинальных размеров D, a и l.
Основные размеры внутренних инструментальных метрических и Морзе конусов
| Наименование конуса | N конуса | Конусность | D, мм | g, мм | h, мм | l1, мм |
| Метрический | 4 | 1:20 | 4 | 2,2 | 8 | 21 |
| 6 | 1:20 | 6 | 3,2 | 12 | 29 | |
| Морзе | 0 | 1:19,212 | 9,045 | 3,9 | 15 | 49 |
| 1 | 1:20,047 | 12,065 | 5,2 | 19 | 52 | |
| 2 | 1:20,020 | 17,780 | 6,3 | 22 | 62 | |
| 3 | 1:19,992 | 23,825 | 7,9 | 27 | 78 | |
| 4 | 1:19,254 | 31,267 | 11,9 | 32 | 98 | |
| 5 | 1:19,002 | 44,399 | 15,9 | 38 | 125 | |
| 6 | 1:19,180 | 63,348 | 19 | 47 | 177 | |
| Метрический | 80 | 1:20 | 80 | 26 | 52 | 186 |
| 100 | 1:20 | 100 | 32 | 60 | 220 | |
| 120 | 1:20 | 120 | 38 | 70 | 254 | |
| 160 | 1:20 | 160 | 50 | 90 | 321 | |
| 200 | 1:20 | 200 | 62 | 110 | 388 | |
Укороченные конусы Морзе
По причине избыточности длины конуса Морзе при некотором его применении, был образован стандарт укороченных конусов. В обозначении конуса находится значение наибольшего диаметра образованного после уменьшения длины при сохранении соотношения. Таким образом девять типоразмеров укороченных конусов, В7, В10, В12, В16, В18, В22, В24, В32, В45 получили распространение при установке сверлильных патронов и другого инструмента.
В обозначении конуса находится значение наибольшего диаметра образованного после уменьшения длины при сохранении соотношения. Таким образом девять типоразмеров укороченных конусов, В7, В10, В12, В16, В18, В22, В24, В32, В45 получили распространение при установке сверлильных патронов и другого инструмента.
Значения диаметров D1 и d1 являются теоретически-расчётными и зависят от номинальных размеров D и L.
Основные размеры укороченных конусов Морзе
| Наименование конуса | N конуса Морзе | D, мм | D1, мм | d1, мм | amax, мм | L, мм | M | l1, мм |
| B7 | 0 | 7,067 | 7,2 | 6,5 | 3,0 | 11,0 | — | — |
| B10 | 1 | 10,094 | 10,3 | 9,4 | 3,5 | 14,5 | — | — |
| B12 | 1 | 12,065 | 12,2 | 11,1 | 3,5 | 18,5 | М6 | 16,0 |
| B16 | 2 | 15,733 | 16,0 | 14,5 | 5,0 | 24,0 | — | — |
| B18 | 2 | 17,780 | 18,0 | 16,2 | 5,0 | 32,0 | М10 | 24,0 |
| B22 | 3 | 21,793 | 22,0 | 19,8 | 5,0 | 40,5 | — | — |
| B24 | 3 | 23,825 | 24,1 | 21,3 | 5,0 | 50,5 | М12 | 28,0 |
| B32 | 4 | 31,267 | 31,6 | 28,6 | 6,5 | 51,0 | М16 | 32,0 |
| B45 | 5 | 44,399 | 44,7 | 41,0 | 6,5 | 64,5 | М20 | 40,0 |
Конус Морзе: размеры, ГОСТ, таблица
Конус Морзе: размеры, ГОСТ, таблица- Статьи
- Обновлено 10 октября 2020 г.


Для закрепления инструмента на станках в машиностроении широко применяются хвостовики и оправки конической формы, называемой конусом Морзе. Эта простая и, в то же время, надежная конструкция позволяет быстро и максимально точно закрепить инструмент в патроне станка.
История создания
Появления такой конструкции, а так же происхождение самого названия до сих пор покрыто множеством тайн. Достоверно известно, что в 1863 году американский инженер Стивен Морзе зарегистрировал патент на изобретение спирального сверла, такого, которое известно нам и по сей день. До этого для изготовления сверла, скручивали заостренный плоский профиль.
В описании, запатентованного Стивеном Морзе спирально м сверле, нет никаких упоминаний об особой форме хвостовика, но по какой-то причине Бюро стандартов США внесло коническую форму в национальные стандарты. Считается, что изобретатель, запатентовав новую конструкцию сверла, направил опытные образцы в Бюро патентов, где была замечена и по достоинству оценена эта особенность.
Впоследствии была создана компания по производству, получившая его имя и занимавшаяся изготовлением инструмента для машиностроения. К концу 19 века компания серьезно расширилась и стала одним из ведущих производителей инструмента того времени. Произведенный ей продукт поставлялся во многие страны мира, в том числе и в Россию. За время ее существования было запатентовано еще несколько изобретений, но, ни одно из них не было связано с коническим исполнением хвостовиков инструмента. Так же есть сведения, что через какое-то время после основания сам изобретатель по неизвестным причинам покинул компанию, при этом его имя в названии сохранилось.
Так же известно еще несколько изобретателей с фамилией Морзе, живших в США в то время. И, возможно, автором этого изобретения является кто-то из них, но никакой информации, подтверждающей эту версию, нет. Поэтому официальным изобретателем конической формы хвостовика инструмента считается именно Стивен Эмброуз Морзе.
Особенности конструкции и основные типы конусов Морзе
Есть версия, что коническая конструкция появилась в результате постепенной эволюции токарного, фрезерного и сверлильного инструмента в результате изучения влияния износа инструмента на его характеристики и качество выпускаемых деталей. Было замечено, что в процессе работы инструмент с цилиндрическим хвостовиком изнашивался и начинал проворачиваться в кулачках, возникали биения и отклонения инструмента.
Было замечено, что в процессе работы инструмент с цилиндрическим хвостовиком изнашивался и начинал проворачиваться в кулачках, возникали биения и отклонения инструмента.
Наиболее оптимальной формой, позволяющей с максимальной точностью закрепить инструмент в станке, обеспечить быструю смену инструмента без отклонений, а так же обеспечить подачу СОЖ (смазочно-охлаждающей жидкости) к рабочей части инструмента является конус.
В процессе развития технологий машиностроения появился так называемый метрический конус, который отличается от своих предшественников постоянной конусностью и угловыми размерами. Его конусность составляет 1:20, уклон – 1°51’56”, а угол – 1°51’51”, тогда как до этого конусность была переменной и варьировалась от 1:19,002 до 1:20,047.
Согласно классификации, принятой в ГОСТах СССР конусы Морзе принято разделять на малые, большие и общего применения.
Исходя из особенностей конструкции, на сегодняшний день различают три типа конусов Морзе:
- Гладкий;
- С резьбой;
- С лапкой.

Выпадение инструмента из шпинделя предотвращается самой конической формой хвостовика и отверстия в шпинделе или оправке. Дополнительно крепление хвостовика с лапкой в шпинделе происходит за счет вхождения лапки в специальный паз, резьбового – за счет резьбы в торце хвостовика.
Так же изготавливают инструмент с дополнительными пазами и отверстиями для подведения СОЖ. Это наиболее актуально для современных станков с ЧПУ.
Преимущества конуса Морзе
Кроме возможности быстрой смены инструмента и прочного закрепления его в станке, избегая смещения, а соответственно и перенастройки станка конус Морзе дает еще ряд преимуществ.
Во-первых, применение конуса Морзе привело к значительному уменьшения размеров хвостовика инструмента без потери надежности его закрепления в станке.
Во-вторых – придает дополнительный упор по оси крепления при меньшей длине инструмента по сравнению с цилиндрическим хвостовиком.
В-третьих – существенно снижает вероятность заклинивания инструмента в шпинделе.
Системы обозначения конусов Морзе
В России и странах ближнего зарубежья до сих пор принято классифицировать все виды конусов Морзе согласно советским ГОСТам. В них указаны основные параметры (конусность, длина, диаметры наружного и внутреннего конусов) для каждого вида конусов Морзе.
Даже сейчас, когда во всем мире производство инструмента регламентируется международными стандартами ISO и DIN, обозначения ГОСТ обозначения в нашей стране не потеряли свою актуальность. Более того, старые ГОСТы постоянно дорабатываются и совершенствуются.
На данный момент основным документом, регламентирующим обозначения и размеры конусов Морзе является ГОСТ 25557-2006 «Конусы инструментальные. Основные размеры», заменивший устаревший ГОСТ 25557-82. Ниже приведены примеры обозначения конусов Морзе из данного ГОСТ.
Так же существуют госты на отдельные виды инструмента, в которых применена эта конструктивная особенность. Например, ниже приведена таблица обозначений оправок с конусом Морзе для сверлильных патронов (ГОСТ 2682-86).
В соответствие с современными международными стандартами конусы Морзе подразделяются на 8 видов, обозначаемых маркировкой МТ и цифрами от 0 до 7 (например: МТ3), в Германии принята маркировка МК
Укороченные конусы Морзе
В процессе развития станкостроения появились станки, в которых размеры патронов под инструмент оказались меньше длины стандартных конусов Морзе, что создавало большие проблемы с подбором инструмента и установкой его в станок. Для таких станков был разработан отдельный вид укороченных конусов Морзе.
Главной особенностью таких конусов является то, что при сохраненном большем диаметре и конусности, длина хвостовика была уменьшена. При этом, укороченные конусы, благодаря сохранению своей формы, ни в чем не уступают стандартным. Они позволяют так же надежно закреплять инструмент и так же быстро производить его замену.
Ниже приведены основные размеры укороченных конусов Морзе:
|
Наименование |
N конуса Морзе |
D, мм |
D1, мм |
d1, мм |
amax, мм |
L, мм |
M |
l1, мм |
| B7 |
0 |
7,067 |
7,2 |
6,5 |
3,0 |
11,0 |
— |
|
|
B10 |
1 |
10,094 |
10,3 |
9,4 |
3,5 |
14,5 |
— |
|
|
B12 |
12,065 |
12,2 |
11,1 |
18,5 |
М6 |
16,0 |
||
|
B16 |
2 |
15,733 |
16,0 |
14,5 |
5,0 |
24,0 |
— |
|
|
B18 |
17,780 |
18,0 |
16,2 |
32,0 |
М10 |
24,0 |
||
|
B22 |
3 |
21,793 |
22,0 |
19,8 |
40,5 |
— |
||
|
B24 |
23,825 |
24,1 |
21,3 |
50,5 |
М12 |
28,0 |
||
|
B32 |
4 |
31,267 |
31,6 |
28,6 |
6,5 |
51,0 |
М16 |
32,0 |
|
B45 |
5 |
44,399 |
44,7 |
41,0 |
64,5 |
М20 |
40,0 |
|
Появление такой конструкции хвостовика, как конус Морзе, не было грандиозным прорывом в машиностроении.
Оцените статью:
Рейтинг: 0/5 – 0 голосов
Ещё статьи по теме:
Конус Морзе №6 (MT6)
Конус Морзе № 6 (MT6)| Конус Морзе №6-5 |
| MT6 Конус Морзе живой центр |
| Живой центр MT6 |
Если вы выполняете какую-либо работу со станками, вы узнаете о
сужается. Там как несколько размеров их и разнообразие
типы.
В конечном итоге 8 размеров конусов Морзе были определены как национальные.
стандарты. Хотя точная конусность немного различается для каждого
один, все придерживаются примерно 5/8 дюйма на фут
спецификация конусности.
Другие конусы включают Брауна и Шарпа, Джейкобса, Ярно. Конус Джейкобса может быть самым запутанным, потому что он также используется для бурения. Как правило, вы столкнетесь с Джейкобами конус в месте крепления сверлильных патронов к оправкам. Многие дрель прессы имеют конус Морзе на конце шпинделя, и если вы хотите использовать кулачковый патрон Jacobs для удержания биты с прямым хвостовиком (обычно меньших размеров), это часто достигается с помощью беседки с самцом Морзе. конус на одном конце (чтобы соответствовать шпинделю сверлильного станка) и мужской патрон Джейкобса сужается на другом конце, чтобы соответствовать выбранный патрон. Главное не перепутать номера, потому что Джейкобс 6 и Морзе 6 не одно и то же.
Для большинства умеренно тяжелых работ вы увидите и большинство
обычно встречаются MT # 5.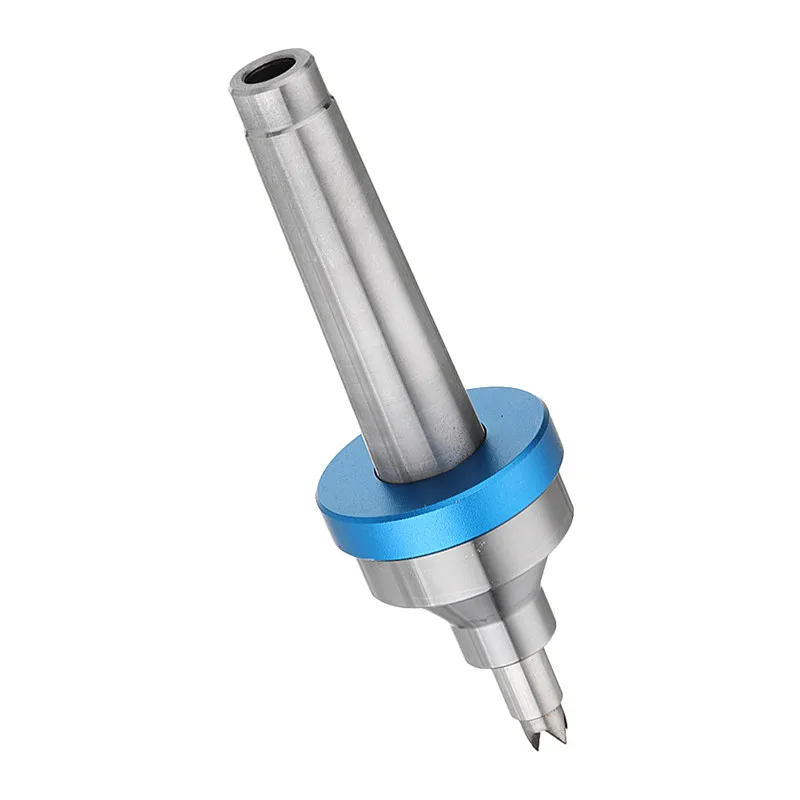 Это норма для сверл
до 3 дюймов в диаметре и является стандартным хвостом
запасы многих больших токарных станков. Действительно, все три моих больших
(но более старые) токарные станки имеют MT # 5 в задней бабке и
МТ#6 в передней бабке. Больший размер в передней бабке
для удобства обеспечения большего отверстия шпинделя, чем
будет разрешено № 5. То, что я показал в
первая рама – это удлинительный адаптер № 5 на вилке
конец и MT # 6 на охватывающем конце. Использование этого адаптера
разрешить установку инструмента MT #6 на радиальном рычаге
сверла с отверстием под шпиндель №5, а также на
задняя бабка токарных станков с совместимостью с МТ#5. Одна беда
помните, что конструкция MT обычно имеет «хвостовик»
в конце – т.е. плоская часть, которая вставляется в щель
что положительно предотвратит вращение конуса.
Токарные станки не имеют паза в задней части, поэтому они
будет вращаться — и если позволить вращаться, уничтожит
задняя бабка токарного станка.
Это норма для сверл
до 3 дюймов в диаметре и является стандартным хвостом
запасы многих больших токарных станков. Действительно, все три моих больших
(но более старые) токарные станки имеют MT # 5 в задней бабке и
МТ#6 в передней бабке. Больший размер в передней бабке
для удобства обеспечения большего отверстия шпинделя, чем
будет разрешено № 5. То, что я показал в
первая рама – это удлинительный адаптер № 5 на вилке
конец и MT # 6 на охватывающем конце. Использование этого адаптера
разрешить установку инструмента MT #6 на радиальном рычаге
сверла с отверстием под шпиндель №5, а также на
задняя бабка токарных станков с совместимостью с МТ#5. Одна беда
помните, что конструкция MT обычно имеет «хвостовик»
в конце – т.е. плоская часть, которая вставляется в щель
что положительно предотвратит вращение конуса.
Токарные станки не имеют паза в задней части, поэтому они
будет вращаться — и если позволить вращаться, уничтожит
задняя бабка токарного станка.
Еще один вопрос, который имеет значение при рассмотрении Живые центры заключается в том, что их рейтинги качества и веса (и цены сильно разнятся). Например, в связи с при написании этой статьи я просмотрел каталог одного поставщиком инструмента, и у них были вращающиеся центры MT # 6, оцененные от От 6000 фунтов (рабочий вес) до 22 500 фунтов (рабочий вес). Тет сообщение здесь в том, что если вы поворачиваетесь довольно тяжело веса на живых центрах дают некоторое представление о центре.
– – Обновлено 29.12.2012
– – Обновлено 23.02.2012
Конус Морзе MT6 Конус Морзе Оправки шпинделя
Увеличить изображение
Оправка с конусом Морзе
Оправка с конусом Морзе позволяет быстро и легко проверить правильность биения шпинделя для станков с конусом Морзе. В комплект входит гаечный ключ с резьбой для облегчения снятия со шпинделя Морзе. Беседки изготавливаются по стандарту DIN 229.с метрической резьбой. Свяжитесь с нами для получения информации о различных размерах или индивидуальных версиях.
В комплект входит гаечный ключ с резьбой для облегчения снятия со шпинделя Морзе. Беседки изготавливаются по стандарту DIN 229.с метрической резьбой. Свяжитесь с нами для получения информации о различных размерах или индивидуальных версиях.
Полный техпаспорт (465.M00)
PDF техпаспорт: оправки шпинделя с конусом Морзе (465.M00)
Подробнее Задать вопрос Запросить предложение
| Продукт | Манометр |
| Тип детали | Оправка с биением |
| Коническая / стандартная | Конус Морзе |
| Размер конуса | MT6 |
| Г (мм) | 50 |
| Д (мм) | 300 |
| Т (мм) | M24x3 |
| l1 (мм) | 182 |
| d1 (мм) | 63. 348 348 |
| Описание | Д (мм) | Г (мм) | Т (мм) | l1 (мм) | d1 (мм) | Номер детали | ||
|---|---|---|---|---|---|---|---|---|
| Конус Морзе MT0 | Свяжитесь с нами | 465.М00.000.000 | ||||||
| Конус Морзе MT1 | 200 | 12 | M6x1 | 53,5 | 12. 065 065 | 465.М01.000.000 | ||
| Конус Морзе MT2 | 200 | 20 | M10x1,5 | 64 | 17.780 | 465.М02.000.000 | ||
| Конус Морзе MT3 | 250 | 25 | M12x1,75 | 81 | 23,825 | 465. М03.000.000 М03.000.000 | ||
| Конус Морзе MT4 | 300 | 30 | M16x2 | 102,5 | 31.267 | 465.М04.000.000 | ||
| Конус Морзе MT5 | 300 | 40 | M20x2,5 | 129,5 | 44,399 | 465. М05.000.000 М05.000.000 | ||
| Конус Морзе MT6 | 300 | 50 | M24x3 | 182 | 63,348 | 465.М06.000.000 |
Обзор: Кейсы для переноски оправки шпинделя
Независимо от того, требуется ли вам частая транспортировка манометров или их хранение в одном месте в течение определенного периода времени, мы можем предложить надежное решение.
Подробности PDF (465.006)
Для получения дополнительной информации об этом изделии (конус Морзе MT6, конические оправки шпинделя с конусом Морзе) или других изделиях заполните форму ниже. или свяжитесь с нашим офисом напрямую:
или свяжитесь с нашим офисом напрямую:
Телефон: 815-962-5600
Факс: 815-962-4600
Адрес: 304 North Main St, Suite 104, Rockford, IL 61101-1101 USA
Электронная почта: infο@ΤΑCRοckfοrd.cοm
Родственные
Оправки для измерения биения шпинделя с конусом Морзе
Оправки для измерения биения с конусом Морзе позволяют быстро и легко проверить правильность биения шпинделя для станков с конусом Морзе. В комплект входит гаечный ключ с резьбой для облегчения снятия со шпинделя Морзе. Беседки изготавливаются по стандарту DIN 229.с метрической резьбой. Свяжитесь с нами для получения информации о различных размерах или индивидуальных версиях.
Датчики конусности шпинделя Морзе
TAC Rockford Датчики конусности шпинделя Морзе предназначены для проверки конусов шпинделя Морзе. Калибры изготовлены из закаленной калибровочной стали и имеют сертификат. Изготовлено в соответствии с DIN 229.
Обзор: Датчики конуса Морзе
Держатели конуса Морзе HSK-A
Доступны для HSK-A 50, 63, 80, 1000028 Измерители конусности держателя инструмента Морзе TAC Rockford предназначены для проверки конусов держателя инструмента Морзе. Калибры изготовлены из закаленной калибровочной стали и имеют сертификат. Изготовлено в соответствии с DIN 229.
Переходники HSK-A
Для инструментов с конусом Морзе с хвостовиком DIN 228-B. Доступно для HSK-A 50, 63, 80, 100.
Двухконтактные оправки для испытания на биение с крутым конусом
Оправки/оправки для испытания на биение шпинделя с крутым конусом, совместимые с Big Plus.
Стандартные оправки для испытаний на биение со сферическим концом с крутым конусом
Оправки для проверки биения шпинделя со сферическим концом предназначены для проверки точности позиционирования 5-осевых станков, но также могут использоваться вместо стандартных оправок для проверки биения, когда требуется меньшая длина или для точки касания с поверхности шпинделя (шаровой конец идеально подходит для этой цели).