Профессиональный фрезерный 6 координатный усиленный станок с ЧПУ (17-4+6) (1000x2000x400)
Профессиональный фрезерный 6 координатный усиленный станок с ЧПУ (17-4+6) (1000x2000x400)
Фрезерные усиленные ЧПУ станки серии 17+6, оснащенные боковой 4 поворотной осью, а также 5 координатой (возможность вращения шпинделя) и 6 координатой (повортоная голова). 6 координатные фрезерные ЧПУ станки 17+6 серии разработаны на базе станков серии 17 , однако на них также установлены 5 и 6 координаты.
На станках серии 17+6 установлена гофрозащита, что способствует продлению срока службы станка, лучшей защиты его от попадания пыли, мусора, грязи, опилок в подвижные части станка. Данная серия станков отлично подойдет для фрезерования, гравировки, маркировки, моделирования, а также резки. Также станок оснащен усиленной станиной. На нем установлена мощная рама, что делает станок гораздо более устойчивым к сильным нагрузкам, возникающим при обработке таких материалов, как металлы, камень и т. д.
д.
Сферы применения станка очень обширны: наружная реклама, обработка пластика, деревообработка, фрезерование металла, промышленное производство и меногое другое. Данный станок предоставляет широкие возможности для вашего бизнеса: отличный старт или успешное развитие!
Для работы на станке используется пальчиковая фреза в качестве рабочего инструмента. Фрезерная головка закрепляется кронштейнами на супорте, перемещаемого шаговыми двигателями с помощью ШВП. Супорт крепится к порталу и также перемещается с помощью шаговых двигателей. На ЧПУ станках данной серии в базовой комплектации устанавливаются круглые направляющие (по желанию заказчика устанавливаются рельсовые направляющие). На станках устанавливается зубчатая рейка. Передачу осуществляет редуктор.
Четвертая ось, установленая сбоку является отличным решением для производства резных изделий круглого сечения. Четвертая ось, расположенная сбоку станка, дает возможность использовать станок для изготовления изделий большего радиуса сечения, чем если бы она располагалась на столе.
Таким образом, конструкция станка универсиальна и подходит как для обработки плоских деталей, таких как двери, иконы, элементы декора, накладки, так и изделий круглого сечения. Все это совмещено в одном станке и при минимальных финансовых затратах дает широкие возможности для Вашего производства.
Данный станок – полностью российская разработка! Он полностью автоматизирован, производит обработку по 6 осям. Все продаваемое нами оборудование производится в заводских условиях на нашем оборудовании. Мы гарантируем качество поставляемой продукции. Наш завод выполняет гарантийное обслуживание, оказывает техническую поддержку, а также при покупке станка проводит бесплатный вводный курс обучения работе на станках!
| Модель станка | 17-4+6 |
|---|---|
| Рабочий ход осей, XxYxZ (мм) | 1000x2000x400 |
| Размер стола, XxY (мм) | 1260×2470 |
| Габаритные размеры станка, XxYxZ (мм) | |
| Рама | Стальная сварная усиленная |
| Косозубая рейка | по осям X и Y |
| Шарико-винтовые пары | по оси Z, 20-25 мм |
| Гофрозащита | есть |
| Тип направляющих | рельсовые, 20 мм |
| Тип стола | алюминиевый пазовый стол |
| Размер зажимных болтов | М10 |
| Расстояние от края шпинделя до поверхности стола (мм) | 420 |
| Система управления | Mach4 |
| Подача резания (мм/мин) | до 20000 |
| Свободное перемещение (мм/мин) | 25000 |
| Перемещения по оси X (мм) | 1000 |
| Перемещения по оси Y (мм) | 2000 |
| Перемещения по оси Z (мм) | 400 |
| Направляющие по оси X, Y, Z | рельсовые, 20 мм |
| Мощность шпинделя профи с водяным охлаждением и инверторным управлением (кВт) | 3,5 |
| Мощность удержания ШД оси Х, Y,Z (Н∙м) | 8,5 |
| Источник питания | 220В ~50 Гц |
| Источник питания | 380В ~50 Гц |
| Интерфейс подключения | параллельный LPT-порт |
| Операционная система | Windows XP/7 (32) |
| Программное обеспечение | Mach, ArtCAM |
| Тип привода | шаговые двигатели на 4,5 А |
| Цанговый зажим | ER-20 – ER-25 |
| Число оборотов шпинделя (об/мин) | 24000 |
| Охлаждение шпинделя | водяное |
| Рабочая температура (°C) | +10. ..+45 ..+45 |
| Вес, НЕТТО (кг) | 2800 |
| Вес, БРУТТО (кг) | 2850 |
| Размер станка в сборе (мм) | |
| Размер упаковки (мм) | |
| Гарантия | 12 мес |
Координатный станок: описание
Координатный станок может иметь от 3 и более осей. В простейшем случае это горизонтальное, вертикальное и вращательное движение. Оптимальным решением являются 5-координатные системы, позволяющие обрабатывать большинство сложных изделий. Для более специализированного применения к существующим осям могут добавляться еще наклонные либо поворотные механизмы.
Назначение многоосевых систем
Координатный станок имеет независимые оси, ориентирующие одновременно инструмент и деталь относительно него. К дополнительным осям относят противошпиндельный узел, поворота стола, механизмы выгрузки и загрузки заготовок. Управление осуществляется от контроллеров станка.
Координатный станок имеет такое название благодаря точности нанесения отверстий на поверхности обрабатываемой детали вдоль какой-либо оси системы. Как правило, стол перемещается по двум координатам, а инструмент движется вертикально по третьей. Добавим возможность вращения самой детали и изменение наклонной поверхности.
Как правило, стол перемещается по двум координатам, а инструмент движется вертикально по третьей. Добавим возможность вращения самой детали и изменение наклонной поверхности.
Координатный станок снабжается двумя дополнительными осями перемещающие сам инструмент в двухкоординатной системе, что позволяет выполнять даже самые сложные пазы и отверстия.
Классические обозначения
Все координатные станки с ЧПУ стараются изготавливать со стандартными именами осей. Однако производитель может менять буквенное обозначение по своему усмотрению. Сложилось так, что горизонтальное перемещение ассоциируется с латинской буквой X, Y чаще выполняет роль вертикальной проекции, но на 5-координатных системах эта ось является вторым направлением движения стола.
Перемещение по вертикали и по направлению движения инструмента к детали обозначают латинской буквой Z. Причем увеличение счета положения происходит при направлении от заготовки. C осью чаще именуют вращательное движение, чаще такое обозначение используется при цилиндрической обработке.
Дополнительные оси назначаются согласно продолжению алфавита. Однако диску вращения инструмента присваивается буква A. Противошпиндель именуется буквой E. Дальнейшие наименования производитель станка выбирает согласно своим предпочтениям.
Разнообразие вариантов осевых систем
Координатно-фрезерный станок становится более дорогостоящим с каждой добавленной осью. Перемещение самого инструмента по двум координатам дает большие возможности для реализации реза в труднодоступных местах. Однако это должно быть оправдано с точки зрения технологии.
Часто дополнение вращения самого инструмента снижает прочность всей конструкции и такие системы становятся менее долговечными. Чем меньше присутствует кинематических связей, тем надежнее становится станок и он способен обрабатывать более жесткие материалы. Более рациональным решением будет не дополнять вращение инструмента, а выбрать модели с поворотным столом.
При последнем варианте станка вращается более крупный узел, но такая модель будет, несомненно, дороже. Однако сохраняется важная характеристика координатно-расточного станка: жесткость конструкции и надежность. Снижается этот параметр при обработке деталей по весу превышающие нормально допустимые параметры.
Однако сохраняется важная характеристика координатно-расточного станка: жесткость конструкции и надежность. Снижается этот параметр при обработке деталей по весу превышающие нормально допустимые параметры.
Возможности многоосевых систем
Координатно-сверлильный станок позволяет получать сложные детали:
- Бобышки, отверстия нестандартной формы.
- Фасонные поверхности, корпусные изделия.
- Зубчатые колеса, шестерни, крыльчатки, роторы.
- Без труда отрабатываются ребра жесткости.
- Отверстия в любой проекции под различными углами, пазы, резьбы.
- Все сложные детали, требующие криволинейной обработки.
- За один цикл можно обработать полностью всю поверхность заготовки.
В последнее время широко применяются вакуумные столы для удержания обрабатываемой детали за счет всасывания воздуха. Классические крепления уже не используются, что сокращает время на извлечение и установку новой заготовки.
Полный процесс производства
Координатно-фрезерный станок с ЧПУ работает по стандартному алгоритму. Сначала создается модель будущей детали на бумаге или персональном компьютере. Далее следует перенос размеров и контуров через приложение в понимаемый машиной вид векторной графики. Программист задает направление движения инструмента, вставляет технологические паузы. Выбирает тип инструмента, скорость обработки, точность позиционирования вращающихся осей.
Сначала создается модель будущей детали на бумаге или персональном компьютере. Далее следует перенос размеров и контуров через приложение в понимаемый машиной вид векторной графики. Программист задает направление движения инструмента, вставляет технологические паузы. Выбирает тип инструмента, скорость обработки, точность позиционирования вращающихся осей.
После преобразования модели в машинные коды станок готов выполнять нарезку детали. Но перед этим следует отладка программы. Сначала проводится 3D-отработка перемещений и контроль получаемого результата. Затем на ограниченной подаче запускают цикл автоматики без вращения главного узла – шпинделя. Если все проходит гладко и без отклонения траектории движения, то начинают нарезку детали.
Следует помнить, что ни один ЧПУ-станок не может физически иметь защиту от невежд. В лучшем случае производители предусматривают мягкие предохранительные муфты от механических повреждений. Но даже такая малая поломка может привести к длительному простою оборудования. Поэтому все цифры, вносимые в программу обработки, должны быть осмысленными и рассчитанными. Аналогично действуют при добавлении корректоров на износ инструмента и компенсацию люфтов.
Поэтому все цифры, вносимые в программу обработки, должны быть осмысленными и рассчитанными. Аналогично действуют при добавлении корректоров на износ инструмента и компенсацию люфтов.
Инструменты для создания программ и экспорта в станок
Координатный станок, как и обычный, имеет внутреннюю память и набор стандартных интерфейсов, позволяющих «заливать» управляющие программы через разъемы: USB, COM, Flash-картой, Ethernet, беспроводными методами. Все перечисленные способы записи программ являются опциями и добавляют нагрузку к стоимости оборудования. В простейшем случае управлять станком можно через старенький ПК посредством установленной управляющей платы и соответствующего приложения. Эта реализация является самой доступной, но для организации правильной работы всех узлов требуются немалые знания в области станкостроения.
Для создания управляющих кодов используются CAD/CAM приложения. Выбор их огромен, существуют и бесплатные варианты от ведущих производителей станков. Однако при серийном производстве деталей требуется целый отряд работников, состоящий из проектировщика, программиста, технолога-наладчика и ремонтника. Как показала практика, один человек не сможет одновременно заниматься автоматизированным циклом и вносить доработки в текущий процесс обработки. С помощью приложений такая возможность частично возникла, но пока не существует универсального средства, исключающего человеческое участие в расчетах параметров конечного продукта.
Однако при серийном производстве деталей требуется целый отряд работников, состоящий из проектировщика, программиста, технолога-наладчика и ремонтника. Как показала практика, один человек не сможет одновременно заниматься автоматизированным циклом и вносить доработки в текущий процесс обработки. С помощью приложений такая возможность частично возникла, но пока не существует универсального средства, исключающего человеческое участие в расчетах параметров конечного продукта.
Технологический останов
Паузы в обработке детали требуются на отвод скопившейся СОЖи и стружки из зоны реза, для контроля параметров и внешнего осмотра целостности инструмента. Также они нужны и при интенсивной обработке, когда требуется время на остывание нагревшихся частей заготовки.
Автоматический останов программист вносит для подтверждения оператором действия. Так проводится контроль присутствия работника вблизи станка во время работы. Дополнительно вводится пауза для контроля надежности захватов во время выгрузки или после загрузки заготовки.
Область применения
Многоосевые станки пользуются спросом практически у любого производителя металлических изделий, мебели, пластмасс, уникальных изделий. Наибольшее количество координатных систем насчитывается в автомобиле- и авиастроении, космической промышленности. Также такие машины можно увидеть на площадках разделки листового материала.
Вертикальные многоосевые центры мобильны и легко устанавливаются на ровной площадке на новом месте. Производители закладывают возможность модернизации оборудования путем добавления осей, соответственно увеличивать приходится память, количество входов на интерфейсных платах. Из 3-координатного центра можно легко получить 5 или 6-осевые системы.
Разновидности машин
Многоосевые системы находят применение не только для изготовления отверстий и металлообработки. Координатное управление может быть реализовано под следующие цели:
- По аналогичному принципу строится координатно-шлифовальный станок.
- Система печати плат может иметь аналогичную структуру.

- Автоматика покраски автомобилей и других деталей.
- Наполнение форм различными материалами проводится по координатной сетке.

На основе уже готового станка существует множество решений под узкие задачи в производстве. Специалисты компаний производителей способны доработать некоторые модели и снабдить роботами, компрессами для удержания деталей либо осуществить более сложный проект.
см | КЕЙЕНС Америка
Серия XM представляет собой портативную координатно-измерительную машину (КИМ), которая позволяет любому пользователю легко измерять элементы 3D/GD&T. Система портативна и готова к работе в цеху, поэтому измерения можно проводить в любом месте. Устройство также автоматически записывает данные измерений и создает подробные отчеты об инспекциях. На изображениях представлена наша новейшая модель XM-5000, которая обеспечивает высокоточные измерения как для деталей размером с ладонь, так и для крупных приложений.
Каталоги Цена
Особенности
Высокоточное трехмерное измерение с помощью ручного датчика
К мишеням можно приближаться под любым углом, что обеспечивает интуитивное измерение. Результаты измерений, отображаемые на мониторе, просты для понимания и содержат изображения.
Результаты измерений, отображаемые на мониторе, просты для понимания и содержат изображения.
Измерение большой площади с максимальным размером измерения 2 м (6,6 фута)
Пространство измерения в 66 раз больше, чем у обычных моделей. Все, от деталей размером с ладонь до крупных деталей, можно измерить.
Диапазон измерения в горизонтальном направлении
Диапазон измерения в вертикальном направлении
Координатно-измерительная машина серии WM — это новая портативная КИМ, предназначенная для точных трехмерных и геометрических измерений на большой площади 15 м (49 футов). Подобно серии XM, устройство является портативным и готовым к работе в цеху, поэтому измерения можно проводить в любом месте, в том числе на станке. Устройство также автоматически записывает данные измерений и создает подробные отчеты об инспекциях. На изображении показана наша последняя модель WM-3000, в которой используется беспроводной ручной датчик с визуальными указаниями на экране, что позволяет одному оператору легко проверять детали сложных размеров или, как правило, требует нескольких инспекторов из-за размера детали.
Каталоги Цена
Особенности
Решение проблем измерения крупных деталей
Большие детали, которые трудно измерить
- Ограниченная область измерения
- Проверка в одиночку затруднена
- Высокие затраты на обслуживание
Простое крупномасштабное измерение
- Широкий диапазон измерения
- Простой в использовании
- Нет стоимости владения
Новая концепция в координатной метрологии
Высокая точность Прецизионные измерения на большой площади
Максимальная дальность измерения 15 м 49,2′
Легко использовать Просто коснитесь детали зондом
Беспроводной датчик не ограничивает движения.
Портативный Измеряйте где угодно
Серия WM поставляется со специальным мобильным футляром.
Координатно-измерительная машина (КИМ) представляет собой измерительное устройство, которое измеряет геометрию объектов путем установления дискретных точек на физической поверхности с помощью контактного щупа. Станок укажет положение датчика с точки зрения смещения от исходной точки в трехмерной системе координат (оси XYZ). КИМ может измерять важные 3D-размеры с высокой точностью, записывать измеренные данные и получать сложные функции GD&T. В бесконтактных моделях используются другие методы, такие как камеры и лазеры.
Детали координатно-измерительной машины (КИМ)
Как правило, большинство КИМ мостового или портального типа, как показано на схеме. Сферическая контактная точка, прикрепленная к наконечнику зонда, прикладывается к объекту на столике, а значения координат в трех измерениях (X, Y, Z) задаются и измеряются.
Он в основном используется для трехмерного измерения штампов, таких как автомобильные детали и различные механические детали, трехмерных объектов, таких как прототипы, и измерения отличий от чертежей.
A: Подвижный мост, B: Триггерный датчик, C: Сцена, D: Контроллер
Координатно-измерительные машины (КИМ) имеют возможности трехмерных измерений (направления X, Y и Z), в отличие от ручных инструментов, таких как микрометры, штангенциркули или штангенциркули, которые ограничены измерением только в одном направлении за раз.
КИМ точно отслеживают наконечник зонда в трехмерном пространстве и создают объемные измерения путем построения формы с помощью точек, взятых при контакте с измеряемой деталью. Можно взять еще большее количество точек на большей площади детали, чтобы отобразить поверхность и сравнить с данными САПР для проверки формы, формы и коробления.
Важным преимуществом координатно-измерительных машин (КИМ) является то, что они могут измерять детали, которые трудно измерить с помощью других измерительных машин, с высокой степенью точности.
Еще одна особенность системы измерения, связанная с ЧПУ, — это возможность измерять трехмерные координаты определенной точки (отверстия и т.
Координатно-измерительные машины (КИМ) — это автоматизированные средства контроля. Квалифицированные программисты создают процедуру или программу измерения, измеряя любые необходимые 3D-размеры или размеры GD&T на детали.
После того, как программа зарегистрирована и исходная точка установлена через систему координат, детали могут быть закреплены на месте, и операторы могут запустить автоматизированную процедуру измерения на координатно-измерительной машине. Несмотря на то, что на создание программы затрачивается значительное количество времени, фактическая проверка детали может выполняться автоматически.
Поместите мишень измерения в метрологическую лабораторию не менее чем за 5 часов до измерения, чтобы дать мишени приспособиться к комнатной температуре (обычно 68°F). Это предотвратит ошибки измерения и расхождения из-за теплового расширения.
Это предотвратит ошибки измерения и расхождения из-за теплового расширения.
Выполняйте измерения, направляя датчик в нужное место измерения вручную или с помощью управляющего ПК. КИМ запишет координаты X, Y, Z местоположения зонда. По мере того как точки продолжают сниматься, системное программное обеспечение будет рассчитывать заданные размеры, такие как диаметры, длины, углы и другие важные размеры.
Калибровка щупа (калибровка датчика)
Калибровка щупа (наконечника щупа), который соприкасается с объектом, должна быть выполнена для точного начала измерения по двум причинам. Первый заключается в распознавании сферических координат центра стилуса. Во-вторых, установить диаметр сферы стилуса. Установив диаметр, можно рассчитать путем смещения радиуса от точки, фактически касающейся (вне сферы) до координат центра сферы.
Для калибровки обычно используется сфера с известной сферичностью, известная как эталонная сфера.
Меры предосторожности при обращении
Хотя некоторые модели могут выполнять измерения порядка 0,1 мкм, правильное использование и управление жизненно важны для точности измерений.
Убедитесь, что движущиеся части перемещаются горизонтально и вертикально во время использования. Кроме того, используйте эталон измерения или аналогичный предмет для проверки наличия ошибок индикации.
Для выполнения точных измерений крайне важно, чтобы температура мишени соответствовала комнатной температуре в метрологической лаборатории. В качестве альтернативы параметры измерения должны быть установлены с учетом любой разницы температур.
Для сенсорных щупов важно обеспечить контакт щупа с целью с постоянной скоростью во время измерения.
Техническое обслуживание и калибровка
Обычные КИМ требуют регулярного технического обслуживания и проверки для непрерывного выполнения высокоточных измерений. Особенно в случае КИМ мостового типа с механическим приводом и скользящими частями необходимо регулярно заменять изношенные детали, смазывать и очищать систему для оптимальной работы.
Обучение оператора координатно-измерительной машины (КИМ)
Аккуратное обращение с координатно-измерительными машинами обычно требует продвинутых навыков оператора..jpg) Как правило, программисты КИМ являются высококвалифицированными специалистами в области метрологии.
Как правило, программисты КИМ являются высококвалифицированными специалистами в области метрологии.
Программисты КИМ требуются не только для надлежащей проверки, КИМ может быть повреждена, что приведет к высоким затратам на ремонт, если она не используется должным образом. По этой причине необходимы штатные инспекторы, а необходимая подготовка является необходимым условием для работы.
Аэрокосмическая и оборонная промышленность
См. тематические исследования и информационные документы аэрокосмических и оборонных компаний. Встроенное в систему программное обеспечение SPC автоматически собирает данные и создает подробные отчеты об инспекциях, чтобы соответствовать требованиям AS9100. Примеры применения включают прецизионно обработанные компоненты, отливки, формованные детали и сборки.
Подробнее
Механические мастерские
См. тематические исследования и информационные документы малых и средних механических мастерских или ремонтных мастерских.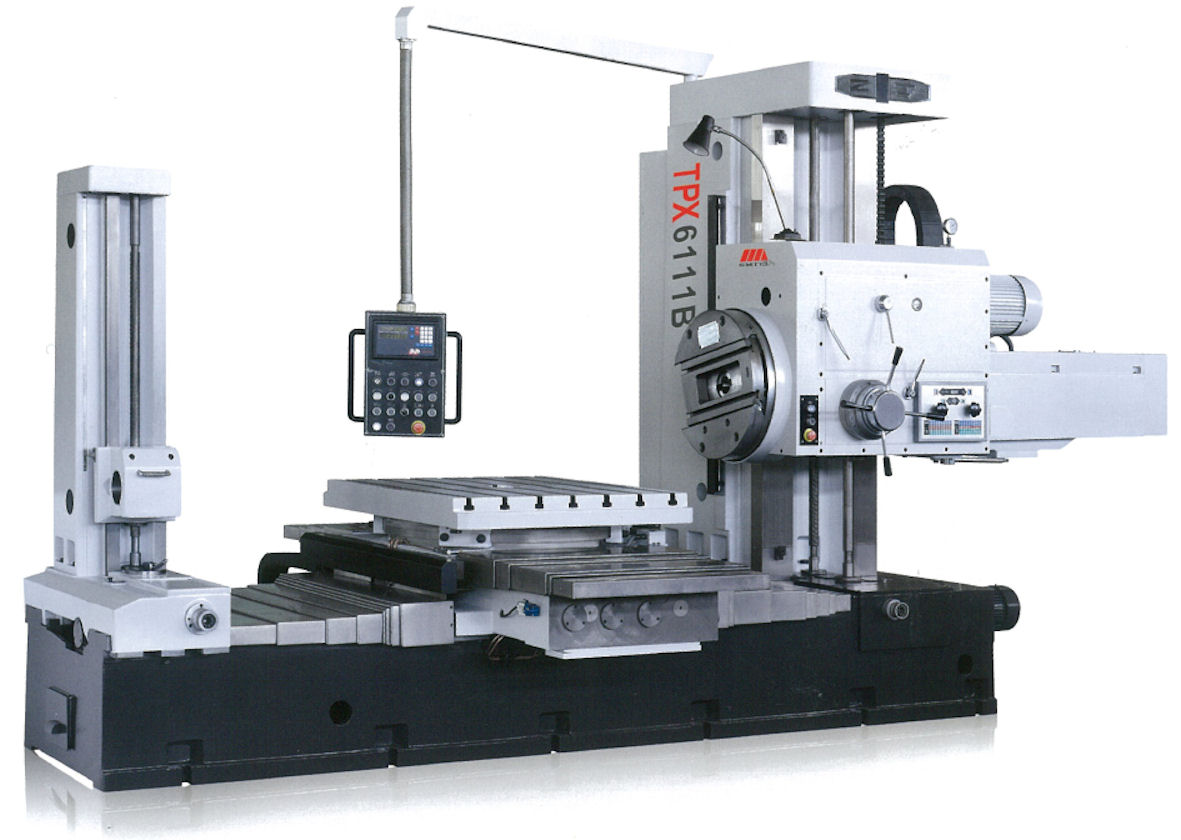 Будь то высокоточные компоненты, требующие точности координатно-измерительной машины (КИМ), или предоставление инспекторам и механикам возможности быстро проверять детали в цеху, серия XM является подходящим инструментом для работы. Примеры приложений включают прецизионно обработанные компоненты.
Будь то высокоточные компоненты, требующие точности координатно-измерительной машины (КИМ), или предоставление инспекторам и механикам возможности быстро проверять детали в цеху, серия XM является подходящим инструментом для работы. Примеры приложений включают прецизионно обработанные компоненты.
Подробнее
Входной контроль
См. литературу, в которой рассматриваются способы повышения эффективности контроля и более быстрого завершения входного контроля. Примеры включают предотвращение узких мест на координатно-измерительной машине (КИМ) за счет быстрой проверки деталей кем угодно и где угодно на объекте.
Подробнее
Координатно-измерительные машины (КИМ) представляют собой сложные контрольно-измерительные приборы с множеством движущихся частей, чувствительных к температуре и влажности компонентов и различных хрупких предметов. Это создает суровые производственные условия, в которых существует гораздо более высокая вероятность дорогостоящего повреждения или неоптимальных условий измерения, ведущих к неточностям во время проверки. Лаборатории качества спроектированы так, чтобы быть безопасными зонами, экологически регулируемыми и обеспечивают благоприятные условия для надлежащего контроля.
Лаборатории качества спроектированы так, чтобы быть безопасными зонами, экологически регулируемыми и обеспечивают благоприятные условия для надлежащего контроля.
Портативная координатно-измерительная машина KEYENCE серии XM представляет собой портативную координатно-измерительную машину (КИМ) для цеха, предназначенную для того, чтобы любой пользователь мог легко и точно измерять 3D-и GDT-элементы в любом месте. После измерения детали система автоматически записывает данные и создает отчет о проверке. Наше последнее устройство позволяет сравнивать CAD и экспортировать 3D CAD. По сравнению с традиционной координатно-измерительной машиной (КИМ) компании отмечают значительное сокращение времени проверки и увеличение пропускной способности благодаря проверкам в цеху кем угодно, а также помогают устранить любые отставания в работе координатно-измерительной машины (КИМ).
Стилус/наконечник зонда
Щуп контактного типа КИМ обычно имеет сферический диаметр. На наконечнике зонда часто используются твердые материалы, наиболее распространенными из которых являются рубин и диоксид циркония.
На наконечнике зонда часто используются твердые материалы, наиболее распространенными из которых являются рубин и диоксид циркония.
В дополнение к сферической форме можно использовать иглы с острым концом.
Гранитный стол
Для обеспечения высокой точности измерения поверхность координатно-измерительной машины часто представляет собой каменную пластину. Поверхность каменной плиты имеет очень небольшое изменение формы с течением времени и ее нелегко поцарапать, поэтому ее преимущество заключается в том, что ее можно стабильно использовать в течение длительного времени.
Светильники
Одним из наиболее важных инструментов для использования координатно-измерительной машины являются приспособления для фиксации цели измерения на месте.
Цель измерения фиксирована, потому что она не перемещается во время работы КИМ, потому что движение детали приведет к ошибкам. Обычно используются такие инструменты, как крепежные пластины, зажимы и магниты.
Воздушные компрессоры и осушители
Для координатно-измерительных машин с механическим приводом требуется воздушный компрессор с осушителем. Это можно найти в стандартных КИМ мостового или портального типа.
Программное обеспечение
Существует примерно два типа программного обеспечения для координатно-измерительных машин.
Во-первых, это программное обеспечение, необходимое для работы машины. Второе — это программное обеспечение для статистического управления процессами (SPC), которое позволяет компаниям просматривать и контролировать данные измерений и статистику. Эти программные пакеты поставляются непосредственно производителем КИМ или из стороннего источника.
обычно имеют систему координат устройства, которая задается в объекте.
Система координат устройства определяется устройством, например, направление оси, которая движется в поперечном направлении, является осью X, а направление, перпендикулярное поверхности предметного столика, является осью Z. Поэтому, в зависимости от ориентации измеряемого объекта, она может отличаться от базовой плоскости или базовой линии самого объекта. Поскольку физически разместить это в координатах станка сложно и неточно, рабочая система координат устанавливается в соответствии с базовой плоскостью или базовой линией объекта.
Поэтому, в зависимости от ориентации измеряемого объекта, она может отличаться от базовой плоскости или базовой линии самого объекта. Поскольку физически разместить это в координатах станка сложно и неточно, рабочая система координат устанавливается в соответствии с базовой плоскостью или базовой линией объекта.
Таким образом, выравнивание ориентации заготовки с ориентацией опорных координат называется выравниванием.
Для установки рабочей системы координат требуется три элемента информации.
Первая — это плоскость, которая является базовой плоскостью, а направление, перпендикулярное этой плоскости, — это ось Z.
Вторая линия — это опорная линия, которая обычно является осью X, а вертикальное направление — осью Y. Прямая линия может быть измерена непосредственно от объекта, или это может быть прямая линия, соединяющая две разные точки (например, два отверстия) с виртуальной линией.
Третий момент – происхождение. Это начало координат является нулевой точкой каждого значения координат X, Y и Z. Также можно указать конкретную точку (например, центр определенного отверстия) в качестве начала или виртуальную точку (точку пересечения), где пересекаются две прямые линии.
Также можно указать конкретную точку (например, центр определенного отверстия) в качестве начала или виртуальную точку (точку пересечения), где пересекаются две прямые линии.
Как правило, пользователь выбирает цель измерения, называемую «элементом», например плоскость, через меню программного обеспечения и начинает измерение. В случае координатно-измерительной машины контактного типа кончик щупа соприкасается с измеряемым объектом и берется точка измерения. Элемент измеряется путем измерения минимального количества точек измерения, указанных для каждого элемента. Если количество точек измерения дополнительно увеличивается, оно часто рассчитывается по методу наименьших квадратов.
Помимо плоскостей, элементами измерения являются линии, точки, окружности, цилиндры, конусы и сферы.
Размеры и трехмерные формы измеряются путем расчета расстояний и углов между измеряемыми элементами.
Некоторые элементы имеют трехмерные формы, такие как цилиндры и конусы, но некоторые элементы не имеют трехмерных форм, например линии и круги. Эти элементы обычно проецируются на плоскость (перемещаются перпендикулярно направлению плоскости), чтобы их можно было правильно измерить. Проецируемая плоскость называется базовой плоскостью или плоскостью проекции.
Эти элементы обычно проецируются на плоскость (перемещаются перпендикулярно направлению плоскости), чтобы их можно было правильно измерить. Проецируемая плоскость называется базовой плоскостью или плоскостью проекции.
Координатно-измерительные машины также могут измерять с помощью виртуальных линий и точек.
Используются различные примеры виртуальных элементов, такие как пересечения между прямыми линиями, допуски между плоскостями, пересечения между плоскостями и окружности между конусами и плоскостями.
Можно сказать, что измерения с использованием этих виртуальных элементов, которые трудно измерить с помощью ручных инструментов, таких как штангенциркуль, являются уникальными для трехмерных измерений.
Для правильной установки и измерения требуются специальные знания и навыки.
Требуется поддерживать соответствующую температуру в помещении для измерений и стабилизировать температуру объекта.
Поскольку необходимо выполнять калибровку каждый раз при изменении различных настроек и углов зонда, поддерживать частую смену продукта непросто.
Поскольку требуется помещение для измерений, трудно выполнять частые измерения при обработке объекта.
Для установки требуется большое пространство и строительство экологически контролируемой лаборатории качества, что очень дорого.
Расходы на техническое обслуживание измерительной среды и измерительного оборудования могут быть бременем.
Программирование КИМ требует значительного времени по нескольким причинам. Требуемое время для отправки детали в лабораторию качества, получение соответствующей температуры для детали, фиксация, калибровка каждого наконечника зонда и время, необходимое для завершения измерения.
Серия XM от KEYENCE — это координатно-измерительная машина нового типа, которая преодолевает обычные препятствия для КИМ. Это портативная настольная КИМ, которая позволяет любому оператору легко измерять параметры 3D/GD&T. Устройство также не требует контролируемой среды и может использоваться в цеху. Узнайте больше об этой КИМ нового поколения!
Устройство также не требует контролируемой среды и может использоваться в цеху. Узнайте больше об этой КИМ нового поколения!
Простота использования
Какой бы полезной ни была обычная КИМ, ее основным недостатком является сложность эксплуатации. KEYENCE стремится упростить работу с КИМ за счет внедрения интуитивно понятного процесса. При измерении есть три простых шага: выберите, коснитесь и измерьте.
Программирование КИМ серий WM и XM снабжено визуальными инструкциями для пользователей и простыми учебными пособиями, позволяющими избежать путаницы. После импорта измерения в программное обеспечение появляется дополнительное руководство. Программирование КИМ KEYENCE — это встроенное программное обеспечение, которое использует изображения, значки и основные методы измерения.
Универсальный
Обычные КИМ представляют собой либо громоздкие портативные системы, либо портальные модели, которые нельзя переносить для более крупных объектов. Серии XM и WM от KEYENCE борются с этими двумя проблемами с помощью беспроводного зонда и портативной системы, которая не нуждается в контролируемой среде.
Серии XM и WM от KEYENCE борются с этими двумя проблемами с помощью беспроводного зонда и портативной системы, которая не нуждается в контролируемой среде.
КИМ серии XM поставляется с настольным измерительным столом для мелких деталей, но КИМ также можно прикрепить к штативу или монтажным стойкам. Из-за своей портативности этот же инструмент КИМ также можно снять с измерительного стола и легко использовать для крупных деталей.
Портативные приборы серии WM помогают измерять крупные детали и оборудование. Инструмент можно перемещать и устанавливать прямо в любом необходимом месте измерения, а измерение размеров крупногабаритных изделий может быть быстро выполнено одним человеком за короткое время.
Широкий охват
КИМ компании KEYENCE охватывают широкий диапазон измерений различных деталей. Координатно-измерительная машина серии XM имеет максимальное расстояние измерения 1,2 м от камеры и высоту 1 м по вертикали. Полное поле зрения камеры обеспечивает 2-метровый диапазон измерений. Эта система обеспечивает широкий диапазон измерения с высокой точностью измерения.
Эта система обеспечивает широкий диапазон измерения с высокой точностью измерения.
Серия WM предлагает еще более широкое пространство: до 7,5 м по вертикали и 6 м по горизонтали. В целом, координатно-измерительная машина серии WM определяет длину 15 м от самого дальнего прямого угла до самого дальнего левого угла.
Представляем лазерный трекер KEYENCE со специальным беспроводным датчиком, который устраняет ограничения движения при измерении крупных целей. Измерения также можно выполнять практически в любом месте без необходимости доставлять мишени в метрологическую лабораторию, что помогает сократить время, затрачиваемое на измерение, и повысить производительность. Кроме того, воспроизводимость чрезвычайно высока — в диапазоне микрометров, что устраняет различия в результатах измерений для деталей сложной формы, требующих высокой точности, включая лопатки турбины.
Подробнее
Как выбрать КИМ
Координатно-измерительные машины (КИМ) являются эффективными и точными измерительными инструментами, которые превосходят альтернативные измерительные инструменты, такие как линейки, микрометры и штангенциркули. Эти универсальные машины измеряют 3D-размеры, функции GD&T и сравнивают с CAD в таких отраслях, как здравоохранение, автомобилестроение, аэрокосмическая промышленность и т. д.
Эти универсальные машины измеряют 3D-размеры, функции GD&T и сравнивают с CAD в таких отраслях, как здравоохранение, автомобилестроение, аэрокосмическая промышленность и т. д.
Однако не все КИМ созданы одинаковыми, но это хорошая новость! КИМ имеют разные области измерения, программное обеспечение и точность. Каждый из этих факторов следует принимать во внимание при выборе правильной КИМ для контроля или измерения.
С учетом сказанного, если вам интересно, как выбрать КИМ, следующий пост поможет.
Подробнее
- Оптические КИМ (VMM)
- Координатно-измерительная машина большой площади (КИМ)
Что такое КИМ | Типы координатно-измерительных машин
- 1 Что такое КИМ?
- 2 Какие существуют типы КИМ?
- 2.1 Мостовая КИМ
- 2.1.1 Плюсы мостовых КИМ
- 2.1.2 Минусы мостовых КИМ
- 2.2 Портальная КИМ
- 2. 2.1 плюсы портальных КИМ
- 2.2.2 Недостатки портальных КИМ
- 2.
- 2.3 Консольные КИМ
- 2.3.1 Плюсы консольных КИМ
- 2.3.2 Недостатки консольных КИМ
- 2 .3.3 КИМ с горизонтальной рукой
- 2.3.4 Плюсы КИМ с горизонтальной рукой
- 2.3.5 Недостатки КИМ с горизонтальной рукой
- 2.4 Переносная измерительная рука КИМ
- 2.4.1 Плюсы КИМ с измерительной рукой
- 2.4.2 Недостатки КИМ с измерительной рукой
- 2.5 Оптическая КИМ
- 2.5.1 Плюсы оптических КИМ
- 2.5.2 Минусы оптических КИМ
- 2.1 Мостовая КИМ
- 3 Почему мы все время говорим о скорости КИМ?
- 3.1 Откройте для себя наш автоматизированный контроль качества для оптимальных измерений
 2.1 плюсы портальных КИМ
2.1 плюсы портальных КИМЧто такое КИМ?
Координатно-измерительная машина, также известная как КИМ, представляет собой оборудование, которое измеряет геометрию физических объектов. КИМ используют систему зондирования для обнаружения дискретных точек на поверхности объектов.
КИМ используют систему зондирования для обнаружения дискретных точек на поверхности объектов.
Самая первая КИМ появилась в начале 60-х годов. Первоначально разработанная компанией Ferranti в Шотландии в 50-х годах, эта 2-осевая КИМ использовала устройство трехмерного отслеживания с простым цифровым считыванием, которое отображало координаты XYZ. Компания Ferranti использовала свою КИМ для измерения прецизионных компонентов своей продукции военного назначения. Трехосные модели были разработаны в конце 60-х годов.
КИМ чаще всего используются для проверки детали или сборки, чтобы определить, соответствует ли она первоначальному проектному замыслу. КИМ интегрируются в рабочие процессы обеспечения качества или контроля качества для проверки размеров производимых компонентов для предотвращения или устранения проблем с качеством.
Преимущества использования КИМ по сравнению с ручными проверками или проверками, выполняемыми с помощью обычных метрологических инструментов, таких как микрометры и штангенрейсмасы, заключаются в следующем: точность, скорость и уменьшение человеческих ошибок.
Существует несколько различных типов КИМ. Как правило, КИМ классифицируют в зависимости от их структуры. У каждой структуры есть свои плюсы и минусы. Рассмотрим более подробно различные типы КИМ.
Какие существуют типы КИМ?
Мостовой КИМ
Мостовой КИМ оснащен измерительной системой, которая перемещается по трем осям: X, Y и Z; эти оси ортогональны друг другу в декартовой системе координат. На каждой оси есть датчик, который отслеживает положение зонда (в микрометрах) при его перемещении вдоль объекта и обнаружении точек на поверхности объекта. Эти точки образуют так называемое облако точек, которое «иллюстрирует» область поверхности, которую пользователи заинтересованы в проверке. Мостовые КИМ можно разделить на два подтипа КИМ: КИМ с подвижным столом и КИМ с подвижным мостом.
Плюсы мостовых КИМ
- Один из самых точных типов КИМ
- Идеально подходит для измерения механически обработанных деталей с высокими допусками
- Идеально подходит для деталей малого и среднего размера
- Включено для мультисенсорных измерений, таких как зондирование и сканирование
Недостатки мостовых КИМ
- Могут быть дорогими
- Иметь фиксированный объем измерения
- Отсутствие портативности; вам нужно доставить деталь в систему или использовать механизмы для ее перемещения
- Чувствителен к вибрациям и должен использоваться в метрологической лаборатории
- Требовать жестких настроек для каждой проверяемой детали
- Комплекс по эксплуатации и требует квалифицированных рабочих для программирования устройства
Портальные КИМ
Портальные КИМ чем-то похожи на мостовые КИМ; однако они обычно намного больше. Поскольку они предназначены для устранения необходимости поднимать деталь на стол и обеспечивают такой же уровень точности, что и мостовые КИМ, портальные КИМ регулярно используются для очень тяжелых или крупных деталей. Портальные КИМ должны монтироваться на прочном основании, непосредственно на полу.
Поскольку они предназначены для устранения необходимости поднимать деталь на стол и обеспечивают такой же уровень точности, что и мостовые КИМ, портальные КИМ регулярно используются для очень тяжелых или крупных деталей. Портальные КИМ должны монтироваться на прочном основании, непосредственно на полу.
Преимущества портальных КИМ
- Высокая точность
- Большой объем измерения, облегчающий проверку крупных/тяжелых деталей
- Легче загружать и выгружать компоненты, чем мостовая КИМ
Недостатки портальных КИМ
- Могут быть дорогими
- Иметь фиксированный объем измерения
- Отсутствие портативности; вам необходимо доставить деталь в систему или выполнить значительную сборку/разборку для перемещения КИМ
- Занимает много места
- Чувствителен к вибрациям и должен использоваться в метрологической лаборатории
- Требовать жестких настроек для каждой проверяемой детали
- Комплекс по эксплуатации и требует квалифицированных рабочих для программирования устройства
Консольная КИМ
Консольная КИМ отличается от мостовой КИМ тем, что измерительная головка прикреплена только к одной стороне жесткого основания. Консольные КИМ обеспечивают открытый доступ для специалистов по контролю со всех трех сторон для простоты эксплуатации
Консольные КИМ обеспечивают открытый доступ для специалистов по контролю со всех трех сторон для простоты эксплуатации
Преимущества консольных КИМ
- Высокая точность
- Подходит для мелких деталей
- Доступ с трех сторон облегчает ручную или автоматическую загрузку и выгрузку компонентов
Недостатки консольных КИМ
- Могут быть дорогими
- Иметь фиксированный объем измерения
- Отсутствие портативности; нужно довести деталь до системы
- Чувствителен к вибрациям и должен использоваться в метрологической лаборатории
- Требовать жестких настроек для каждой проверяемой детали
- Комплекс по эксплуатации и требует квалифицированных рабочих для программирования устройства
КИМ с горизонтальной консолью
КИМ с горизонтальной консолью, как следует из их названия, имеют датчики, установленные горизонтально, в отличие от датчиков, установленных вертикально, как в других КИМ. Они предназначены для измерения длинных и тонких объектов, которые невозможно проверить с помощью вертикальных КИМ, таких как листовой металл. КИМ с горизонтальной консолью также часто используются для контроля геометрии, доступ к которой затруднен. Существует два типа КИМ с горизонтальной консолью: на плите и на платформе.
Они предназначены для измерения длинных и тонких объектов, которые невозможно проверить с помощью вертикальных КИМ, таких как листовой металл. КИМ с горизонтальной консолью также часто используются для контроля геометрии, доступ к которой затруднен. Существует два типа КИМ с горизонтальной консолью: на плите и на платформе.
Преимущества КИМ с горизонтальной консолью
- Большой объем измерения (длинные и тонкие детали)
- Подходит для деталей, требующих низких допусков
- Не требует значительной системы фундамента
- Быстрая и простая установка
- Меньшая площадь основания
- Требуется меньшая высота потолка, чем у других типов КИМ
- Экономичный
Недостатки КИМ с горизонтальной консолью
- Менее точные, чем другие КИМ
- Иметь фиксированный объем измерения
- Отсутствие портативности; нужно довести деталь до системы
- Чувствителен к вибрациям и должен использоваться в метрологической лаборатории
- Требовать жестких настроек для каждой проверяемой детали
- Комплекс по эксплуатации и требует квалифицированных рабочих для программирования устройства
Портативный измерительный манипулятор КИМ
Портативный измерительный манипулятор КИМ представляют собой координатно-измерительные машины, которые могут измерять детали прямо в цеху, обеспечивая быстрые результаты и анализ в режиме реального времени. В отличие от инспекторов, доставляющих компоненты в лабораторию для измерения, технические специалисты используют шарнирную руку с шести- или семиосевой системой для измерения компонентов там, где это необходимо; это особенно полезно для анализа деталей, еще интегрированных в их крепления или сборки. Портативные измерительные руки.
В отличие от инспекторов, доставляющих компоненты в лабораторию для измерения, технические специалисты используют шарнирную руку с шести- или семиосевой системой для измерения компонентов там, где это необходимо; это особенно полезно для анализа деталей, еще интегрированных в их крепления или сборки. Портативные измерительные руки.
Преимущества КИМ с измерительной рукой
- Портативный и легкий: КИМ можно поднести к детали
- Расширяемый измерительный объем (чехарда)
- Включено для мультисенсорных измерений, таких как зондирование и сканирование
- Относительно недорогой
- Простота в эксплуатации (не требует программирования)
Недостатки КИМ с измерительной рукой
- Менее точные, чем другие типы КИМ
- Чувствителен к вибрациям окружающей среды
- Требуются жесткие установки
Оптическая КИМ
Оптические КИМ представляют собой портативные бесконтактные устройства. В этих КИМ используется безрукавная система с методами оптической триангуляции для сканирования и получения трехмерных измерений объектов. Благодаря сложной технологии обработки изображений оптические КИМ работают сверхбыстро и гарантируют точность метрологического класса. Оптические сканеры КИМ особенно благоприятны для производства в рамках Индустрии 4.0.
В этих КИМ используется безрукавная система с методами оптической триангуляции для сканирования и получения трехмерных измерений объектов. Благодаря сложной технологии обработки изображений оптические КИМ работают сверхбыстро и гарантируют точность метрологического класса. Оптические сканеры КИМ особенно благоприятны для производства в рамках Индустрии 4.0.
Хотя оптические КИМ имеют несколько более низкий уровень точности, они, тем не менее, точны для широкого спектра применений. Фактически, оптические КИМ используются вместе с традиционными КИМ, чтобы устранить узкие места в производстве. Поэтому детали, требующие критического уровня точности, контролируются с помощью обычной КИМ. Все остальные компоненты можно оценить с помощью более экономичной оптической КИМ, которая обеспечивает удовлетворительную точность, а также портативность, гибкость и скорость.
Преимущества оптических КИМ
- Портативный и легкий: вы можете поднести КИМ к детали
- Расширяемый измерительный объем (чехарда)
- Включено для мультисенсорных измерений, таких как зондирование и сканирование
- Очень быстрое время сбора данных
- Относительно недорогой
- Простота в эксплуатации (не требует программирования)
- Жесткие установки не требуются
Недостатки оптических КИМ
- Несколько менее точные, чем обычные КИМ, в зависимости от области применения
Почему мы все время говорим о скорости КИМ?
Сегодняшние производители вынуждены увеличивать производительность, предлагать своевременные графики поставок и ускорять выход на рынок — и все это при значительном снижении затрат до минимума. Когда на КИМ возникают узкие места, процедуры контроля увеличивают продолжительность цикла и, в конечном счете, увеличивают затраты на качество, не добавляющие ценности. Поэтому скорость и эффективность КИМ имеют решающее значение.
Когда на КИМ возникают узкие места, процедуры контроля увеличивают продолжительность цикла и, в конечном счете, увеличивают затраты на качество, не добавляющие ценности. Поэтому скорость и эффективность КИМ имеют решающее значение.
Как упоминалось ранее, заторы на КИМ часто возникают из-за огромного объема работы, которую должен выполнять ограниченный круг квалифицированных метрологов. Время программирования КИМ также значительно удлиняет проверки, поскольку КИМ необходимо настроить для каждого типа оцениваемого компонента или узла.
Обычные КИМ, оснащенные датчиками КИМ, работают медленно и не подходят для эффективного измерения сложных форм. Другие КИМ с датчиками КИМ, как правило, ускоряют процессы контроля; тем не менее, ими по-прежнему должны управлять специалисты.
Поэтому производители все чаще ищут технологии контроля, такие как инновационные оптические КИМ, которые могут идти в ногу с головокружительными темпами, необходимыми в сложных производственных условиях и со строгими стандартами обеспечения качества и контроля качества.