Как сварить с помощью сварочного аппарата?
Метод дуговой сварки широко используется как в помещении, так и на открытом воздухе. Универсальность электродуговой сварки делает ее пригодной для сварки конструкций, а также для сварки различных типов металлов, таких как низко- и среднеуглеродистая сталь, нержавеющая сталь, алюминий и т. д.
Независимо от того, являетесь ли вы профессиональным сварщиком или новичком, овладение техникой сварки электродом имеет решающее значение. Мы расскажем вам обо всем, что вам нужно знать — от выбора правильного сварочного оборудования и электродов до подготовки поверхности металла, зажигания дуги и манипулирования электродом для создания прочного и прочного сварного шва.
Что такое электродуговая сварка защитным металлом [SMAW] или электродуговая сварка?
Сварка стержнем также известна как дуговая сварка в среде защитного газа (SMAW) и ручная дуговая сварка металлическим электродом (MMA). Тем не менее, среди сварщиков он широко известен как сварка стержнем.
Тем не менее, среди сварщиков он широко известен как сварка стержнем.
Сварка электродом представляет собой процесс дуговой сварки на переменном или постоянном токе, при этом расходуемый электрод с флюсовым покрытием используется для зажигания дуги между электродом и основным металлом для создания сварочной ванны.
Сварка электродом обычно используется для сварки черных металлов, таких как железо, сталь и нержавеющая сталь, но вы также можете использовать ее для сварки цветных металлов, таких как алюминий. С помощью специальных электродов можно сваривать разнородные металлы, такие как нержавеющая сталь и низкоуглеродистая сталь.
Сварка электродами представляет собой универсальный процесс, который очень полезен при строительстве, техническом обслуживании, ремонте и наружных работах.
Подробнее о электродуговой сварке читайте в нашей статье: «Дуговая сварка защищенным металлом (SMAW) – Руководство по электродуговой сварке».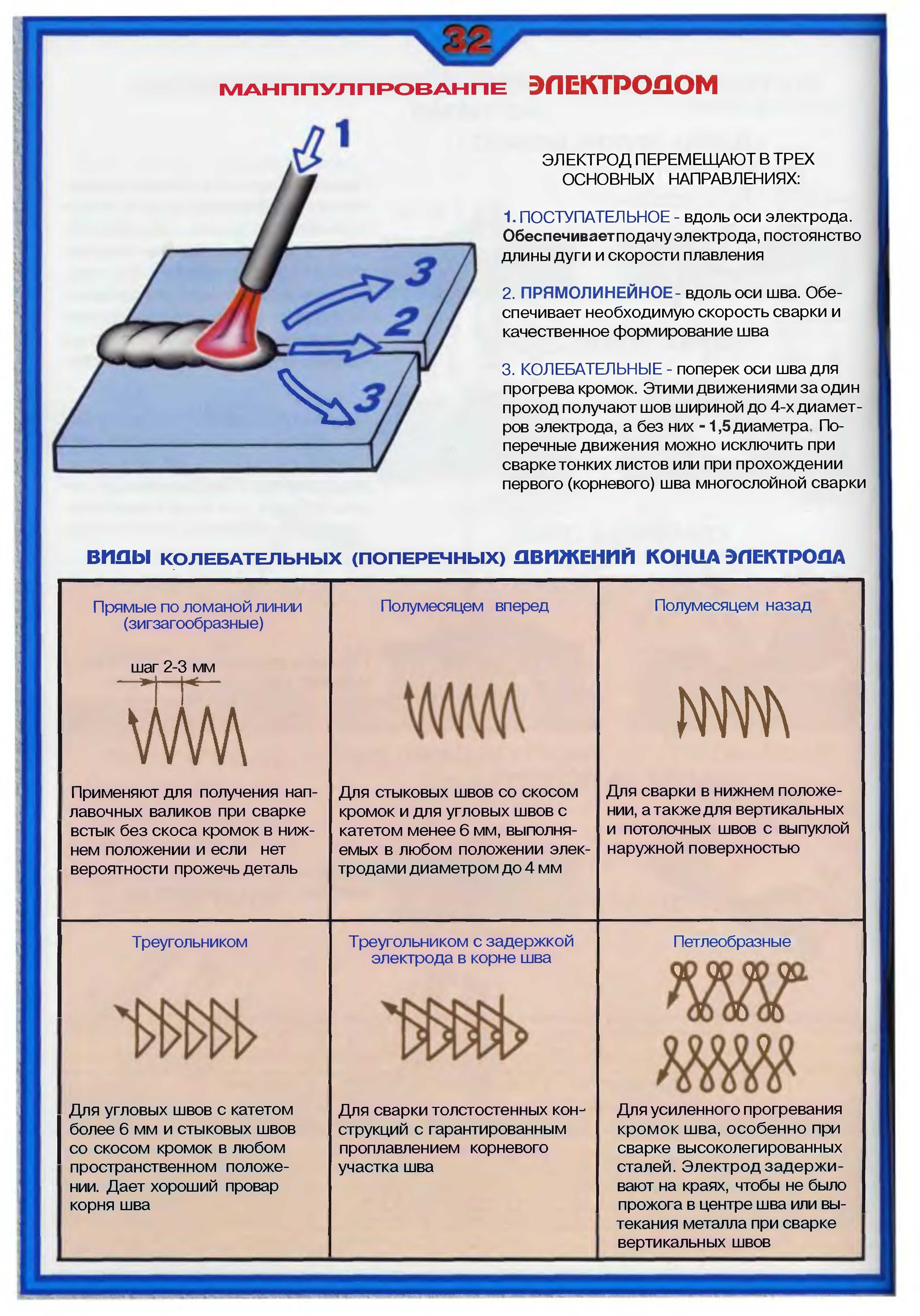
Как работает электродуговая сварка?
При подключении электрододержателя и основного металла к отрицательному и положительному полюсам источника питания и мгновенном касании кончиком электрода основного металла в зазоре между кончиком электрода образуется электрическая дуга. и основной металл. Дуга образуется, поскольку ток протекает через воздушный зазор в заземленный основной металл.
Высокая температура дуги расплавляет электрод и сварочные поверхности основного металла, образуя расплавленную сварочную ванну. Расплавленная сварочная ванна сплавляется с основными металлами и при охлаждении становится сварным валиком.
Металлический сердечник электрода имеет состав, совместимый с основным металлом. Флюсовое покрытие на электроде плавится вместе с сердечником и образует защитные газы для защиты расплавленной сварочной ванны и дуги от кислорода, водорода и азота, содержащихся в атмосферном воздухе.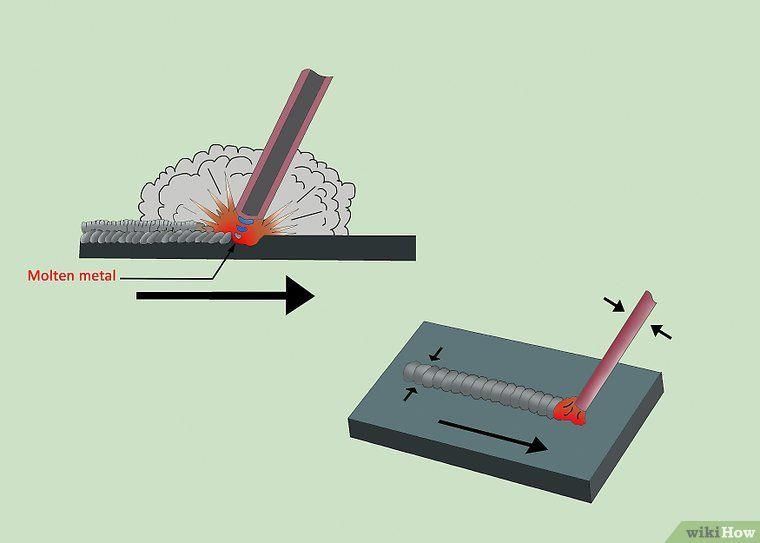
Расплавленный флюс затвердевает в виде защитного шлака на сварном соединении/валике сварного шва, чтобы защитить его от загрязнений и контролировать скорость его охлаждения.
После сварки шлак можно сколоть и очистить проволочной щеткой. Если вы выполняете многопроходную сварку, предыдущий сварной шов должен быть тщательно очищен перед началом следующего прохода.
Когда электрод становится коротким, вы должны выбросить его и взять новый. Прерывание из-за смены электрода и откалывания шлака замедляет процесс электродуговой сварки.
Электроды для сварки электродами
Электроды, используемые при сварке электродами, могут быть трех типов:
- Быстро заполняющий электрод: Быстро плавится и заполняется, и вы можете сваривать быстрее.
- Быстрозамерзающий электрод: Быстро затвердевает, и вы можете использовать их для сварки вне положения (вертикальной, горизонтальной и потолочной).

- Электрод заполнения-замораживания: Имеет характеристики между электродами быстрого заполнения и быстрого замораживания.

Система нумерации, установленная AWS (Американским обществом сварщиков), помогает легко идентифицировать различные типы электродов. Сварочный электрод обычно имеет пятизначный код для идентификации; однако некоторые электроды могут иметь более пяти цифр для передачи дополнительной информации.
Стандартный пятизначный идентификатор может быть представлен следующим образом: E XX X X.
Рассмотрим пример электрода: E 7018
E указывает на то, что это сварочный электрод.
Первые две цифры (XX) или 70 указывают минимальный предел прочности при растяжении в тысячах фунтов на квадратный дюйм; в нашем примере 70 означает 70 000 фунтов на квадратный дюйм.
Третья цифра (X) или «1» в нашем примере означает, что это всепозиционный сварочный пруток.
** Если число равно 2, это указывает только на плоское и горизонтальное положение; если число равно 3, это указывает только на плоское положение.
Четвертая цифра (X) или «8» в нашем примере указывает на тип флюсового покрытия и тип тока «низководородное калийное, железное порошковое флюсовое покрытие и ток AC, DCEP или DCEN». .
Подробнее читайте в нашей статье: Сварочные электроды – типы и выбор сварочных электродов
Электрод имеет металлический сердечник (проволоку) в центре, покрытую толстым слоем флюса. Состав металлического сердечника выбирается на основе состава основного металла (свариваемого), и обычно химический состав металлического сердечника превосходит химический состав основного металла.
Состав флюсового покрытия предназначен для защиты сварочной ванны, а также может содержать металл для улучшения скорости наплавки. Флюс сгорает, потребляя кислород (образует углекислый газ) и защищает расплавленную сварочную ванну от кислорода, водорода и азота в воздухе.
Покрытие способствует хорошему зажиганию дуги, легкому повторному зажиганию, контролю сварочной ванны и стабильной дуге с минимальным разбрызгиванием. Расплавленный флюс образует защитный шлак на сварном шве, чтобы защитить его от загрязнений и замедлить скорость охлаждения.
Доступны электроды различных размеров, например 3/32 дюйма, 1/8 дюйма, 5/32 дюйма, 3/16 дюйма и т. д. Размер указывает на диаметр металлического сердечника электрода.
Некоторые из популярных электродов: :
E6010 : E6010 – электрод для сварки низкоуглеродистой стали; 60 указывает на минимальный предел прочности при растяжении, равный 60 000 фунтов на квадратный дюйм, 1 указывает на то, что это всепозиционный электрод, а последняя цифра «0» указывает на покрытие из высокоцеллюлозного натриевого флюса, а тип тока — DCEP.
E6011: E6011 — электрод для сварки низкоуглеродистой стали; 60 указывает на минимальный предел прочности при растяжении, равный 60 000 фунтов на квадратный дюйм, 1 указывает на то, что это всепозиционный электрод, а последняя цифра «1» указывает на покрытие из калиевого флюса с высоким содержанием целлюлозы, а тип тока — переменный и постоянный.
E7014 : E7014 — сварочный электрод из мягкой и низкоуглеродистой стали; 70 указывает на минимальный предел прочности при растяжении, равный 70 000 фунтов на квадратный дюйм, 1 указывает на то, что это всепозиционный электрод, а последняя цифра «4» указывает на флюсовое покрытие из железного порошка Titania (Rutile) и на тип тока: переменный и постоянный.
E7018 : E7018 — сварочный электрод из мягкой и низкоуглеродистой стали; 70 указывает на минимальный предел прочности при растяжении, равный 70 000 фунтов на квадратный дюйм, 1 указывает на то, что это всепозиционный электрод, а последняя цифра «8» указывает на низкое содержание водорода в калии, покрытие флюсом из железного порошка, а тип тока — переменный и постоянный.
Для сварки E7018 обязательно использовать сушильную печь, и она хранится в шкафу при температуре от 250°F до 300°F. E7018 подходит для сварки конструкций.
Примечание : Специальные электроды используются для сварки других и разнородных металлов (например, нержавеющей стали с мягкой сталью), нержавеющей стали, алюминия и т. д. 011, Сварочные электроды 6013 и 7018
д. 011, Сварочные электроды 6013 и 7018
Хранение электродов
Сварочные электроды имеют флюсовое покрытие, способное поглощать атмосферную влагу. Когда вы открываете коробку с электродами, обычные электроды можно переместить в герметичный контейнер. Эти электроды не обязательно хранить в теплом шкафу.
Однако электроды с низким содержанием водорода не должны содержать влаги, и вы должны следовать рекомендациям производителя по хранению. Сушильная печь является обязательным условием для электродов с низким содержанием водорода.
Сварочная машина и оборудование
Оборудование, необходимое для сварки стержнем, простое. К ним относятся:
- Источник питания с постоянным высоким током (от 50 до 300 ампер и от 10 до 50 вольт).
- Хороший электрододержатель для удержания электрода.
- Зажим заземления или рабочий зажим для соединения основного металла с источником питания.
- Сварочное защитное снаряжение для сварщика.
- Инструменты сварщика, такие как отбойный молоток, проволочная щетка и т. д.
Сварка палки может быть выполнена с помощью переменного тока (переменного тока), DCEN (отрицательный электрод с прямым током) «Или Прямая полярность “и DCEP (Положительный электрод прямого тока)” или Обратная полярность “, но тип используемого тока зависит от выбранного вами электрода.
Кодовый номер выбранного вами электрода AWS (Американского общества сварщиков) указывает тип используемого тока.
DCEN или прямая полярность нагревают больше на конце электрода, что приводит к более высокой скорости плавления электрода (большему отложению металла шва) и меньшей глубине сварного шва (малому проплавлению).
DCEP или обратная полярность нагревают больше конца основного металла, что приводит к более глубокому проплавлению сварного шва.
Сварка электродом на переменном токе обеспечивает хорошее распределение тепла между электродом и основным металлом; результатом является баланс между осаждением металла шва и проплавлением.
Оборудование для обеспечения безопасности
Сварка электродом выполняется с использованием электрического тока и сварочной дуги, поэтому сварщик должен выбрать для сварки хорошо проветриваемое помещение и надеть защитное снаряжение. Защитное снаряжение включает в себя качественный сварочный шлем, кожаный фартук, перчатки и сапоги.
Как сварить с помощью сварочного аппарата?
Опытные сварщики легко выполняют сварку электродом и получают отличные сварные швы. Многие начинающие профессионалы в области сварки, изучающие сварку, или энтузиасты, занимающиеся своими руками, считают, что освоить сварку электродом сложно.
Однако, если вы изучите основные приемы электродуговой сварки, такие как установка силы тока (ампер), поддержание длины дуги, угол перемещения (рабочий угол электрода), манипуляции с электродом и скорость движения (скорость сварки), можно медленно осваивать сварку стержнем.
Также называется CLAMS ( C- Настройка тока, L- Длина дуги, A- Угол перемещения (рабочий угол электрода), M- Манипулятор ионизация электрода, и S- Скорость перемещения электрода). «CLAMS» более известен как секрет хорошей сварки электродом.
Прежде чем обсуждать «CLAMS», давайте поговорим о подготовке основных металлов к сварке и вашей позе во время сварки.
Что вам нужно, прежде чем приступить к сварке электродом?
1. Подготовка основных металлов к сварке
Подготовка основных металлов к сварке важна для любого процесса сварки. Процесс сварки электродом более устойчив к таким загрязнениям, как грязь или ржавчина на сварочных поверхностях, чем другие процессы дуговой сварки.
С чистым металлом вы можете наслаждаться более высокой скоростью перемещения при сварке.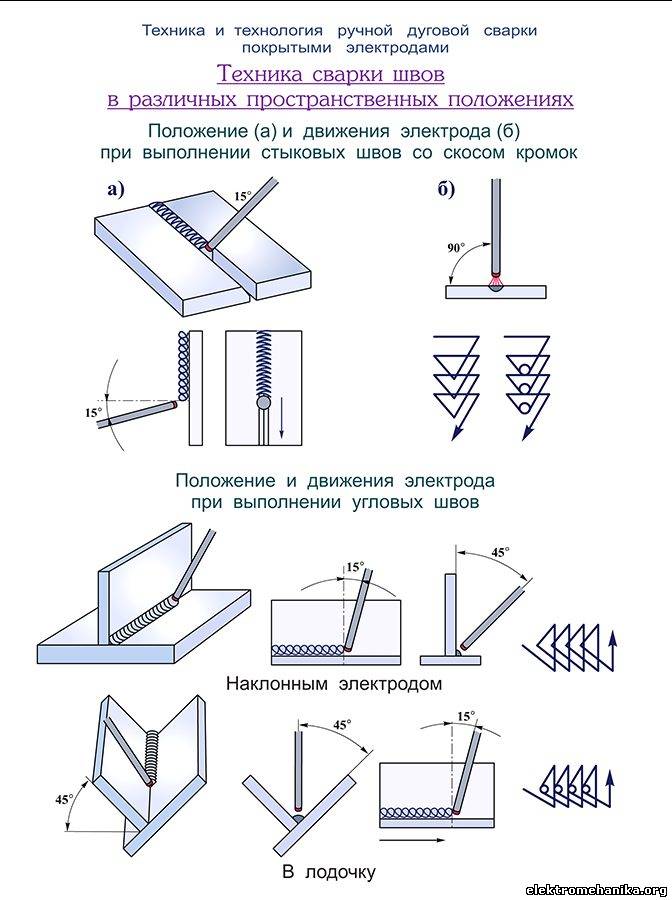 Кроме того, на чистой сварочной поверхности образуются качественные сварные швы.
Кроме того, на чистой сварочной поверхности образуются качественные сварные швы.
Чтобы обеспечить чистоту зоны сварки, используйте проволочную щетку для удаления грязи и копоти с поверхности сварки. И используйте угловую шлифовальную машину, чтобы удалить окалину и ржавчину. Кроме того, создайте чистое место для рабочего зажима для хорошего электрического соединения. Начисто протрите сварочную поверхность.
Поверхности сварки с загрязнениями могут стать причиной появления трещин, пористости, включений или недостаточного сплавления.
2. Выберите позу для сварки электродом
Держите голову подальше от сварочного дыма, чтобы обеспечить лучший обзор. Этот вид гарантирует, что вы выполняете сварку в стыке и держите дугу на переднем крае сварочной ванны.
Убедитесь, что ваша поза позволяет вам удобно поддерживать электрод и манипулировать им. У вас должно быть достаточно места для локтя, чтобы удобно манипулировать электродом.
‘CLAMS’ для лучшей сварки электродом
Настройка тока (C)
Ток, необходимый для сварки, зависит от диаметра электрода, толщины свариваемого основного металла и положения сварки.
Для более тонких основных металлов требуются электроды меньшего диаметра и меньший ток, а для более толстых основных металлов требуются электроды большего диаметра и больший ток. Кроме того, уставка тока для сварки вне положения будет на 10–15 % меньше, чем для сварки в плоском положении.
Электрод, который вы выбрали для работы, сообщит вам тип используемого тока (переменный или постоянный) и полярность. Настройка силы тока зависит от размера электрода, и вы можете найти рабочий диапазон силы тока, указанный производителем на упаковке.
Предлагаемый диапазон ампер (минимум и максимум). Вы можете установить минимальное значение силы тока, а затем увеличивать его с небольшим шагом в 5 ампер, пока не найдете оптимальную силу тока для вашей сварки и техники.
Некоторые сварщики предлагают установить силу тока на среднее значение диапазона, а затем после анализа фактической ситуации уменьшать или увеличивать силу тока с шагом в 5 ампер.
Параметр силы тока определяет величину тока, протекающего через сварочный электрод, и выделяемого тепла. Сила тока, необходимая для сварки, увеличивается с диаметром сварочного стержня, а электроду большего диаметра требуется больший ток (это совершенно очевидно, поскольку электроду большего диаметра требуется больше тепла для плавления).
Если у вас нет коробки электродов для справки, следуйте эмпирическому правилу. Общее эмпирическое правило опытных сварщиков: 1 ампер на 0,001 дюйма диаметра электрода для плоской сварки, а используемые амперы на 15% меньше при сварке в потолочном положении.
Это означает, что сила тока, необходимая для плоской сварки электродом диаметром 1/8 дюйма, составляет 125 ампер. Установите сварочный ток на 125 ампер, а затем увеличивайте/уменьшайте его с небольшим шагом в 5 ампер, пока не найдете оптимальный ток для вашей сварки и техники.
Признаки настройки очень низкого тока
- Электрод будет липким, что затруднит зажигание дуги, не прилипнув к металлу.
- Сварочная дуга будет нестабильной (прерывистой) и может погаснуть, если вы попытаетесь поддерживать правильную длину дуги.
- Сварной шов выглядит узким и некрасивым из-за слабого плавления.
Признаки настройки очень высокого тока
- Неконтролируемая расплавленная сварочная ванна приводит к проблеме подреза.
- Дуга звучит громче.
- Электрод по всей длине раскаляется докрасна.
- Начинает отслаиваться флюсовое покрытие.
- При слишком высокой силе тока увеличивается количество брызг.
Длина дуги (L)
Длина дуги — это расстояние между кончиком электрода и сварочной ванной, а оптимальная длина дуги равна диаметру сердцевины электрода. Поскольку электрод продолжает сгорать, вам необходимо поднести электрод ближе к сварочной ванне, чтобы сохранить длину дуги. Если вы используете электрод 1/8 дюйма, оптимальная длина дуги составляет 1/8 дюйма.
Поскольку электрод продолжает сгорать, вам необходимо поднести электрод ближе к сварочной ванне, чтобы сохранить длину дуги. Если вы используете электрод 1/8 дюйма, оптимальная длина дуги составляет 1/8 дюйма.
Если вы держите кончик электрода слишком близко к сварному шву, это может привести к снижению сварочного напряжения, неустойчивой дуге, возможному гашению дуги, прилипанию электрода к основному металлу и узкий высокий валик сварного шва.
Слишком большая длина дуги может привести к сильному разбрызгиванию, повышенному сварочному напряжению, снижению скорости наплавки, подрезу и т. д. расплавленной сварочной ванны. Но я боюсь, что это неправильно. Вместо увеличения длины дуги вы можете изменить положение сидя/стоя и положение головы, чтобы иметь хороший обзор сварочной ванны, сохраняя при этом оптимальную длину дуги.
Оптимальная узкая дуга обеспечит красивый узкий сварной шов с минимальным разбрызгиванием. Вы можете научиться этой технике, немного потренировавшись.
Вы можете научиться этой технике, немного потренировавшись.
Наилучших результатов сварки можно добиться, поддерживая короткую дугу и постоянную скорость перемещения электрода. Кроме того, вы должны перемещать электрод вниз с постоянной скоростью по мере его плавления (чтобы поддерживать короткую дугу).
Угол хода (A)
При сварке электродом в плоском, горизонтальном и потолочном положениях обычно используется метод сварки наотмашь или волочением.
Сварка обратным хватом (также называемая сваркой с протягиванием или протягиванием) — это метод сварки, при котором вы работаете, перемещая электрод слева направо и обычно наклоняя электрод вправо под углом до 15°.
Наклон электрода помогает добавлять присадочный металл с левой стороны. Вы можете держать электрод перпендикулярно стыку и наклонять его в направлении движения (вправо при сварке слева направо) приблизительно под углом от 5° до 15°.
При сварке электродом вертикально вверх используйте технику сварки вперед или проталкиванием и наклоните сварочный стержень в сторону от направления движения сварного шва примерно на угол до 15°.
Манипуляции с электродом (M)
Манипуляции с электродами зависят от конкретных сварщиков, и вы можете найти свой способ или стиль выполнения этого для достижения наилучших возможных результатов. Вы можете развивать свой стиль, но должны следовать некоторым основам.
При сварке тонких основных металлов (1/4 дюйма или менее) нет необходимости в сварном шве с плетением. Вместо этого вы можете выбрать прямой сварной шов.
С другой стороны, для сварки более толстых основных металлов требуются более широкие и толстые сварные швы, и вы можете использовать полукруглые перекрывающиеся сварные швы, переплетая сварной шов из стороны в сторону (сварной шов выглядит как серия серебряных десятицентовиков). расположены внахлест друг на друга).
расположены внахлест друг на друга).
Максимальное перемещение электрода из стороны в сторону может в два раза превышать диаметр сердцевины электрода, и можно использовать несколько проходов для охвата более широкой области.
При сварке в вертикальном направлении двигайтесь плавно и соблюдайте скорость сварки, чтобы металл сварного шва успел заполнить шов. Не забудьте выбрать сварочный электрод, рекомендованный для вертикальной сварки.
Скорость перемещения (с)
Скорость перемещения — это скорость, с которой вы перемещаете электрод по длине сварного шва. Скорость вашего перемещения должна быть такой, чтобы размер сварочной ванны был одинаковым по всей длине сварного шва.
Сначала создайте сварочную ванну необходимого диаметра, затем поддерживайте скорость сварки, чтобы размер ванны оставался одинаковым. Слишком высокая скорость перемещения может привести к неглубокому сварному шву и узкому сварному шву с сильно изогнутой головкой (что также может привести к низкому провару и недоливу/подрезу).
При очень малой скорости перемещения можно получить широкий выпуклый валик сварного шва с неглубоким проплавлением (еще один вариант – наплавка в холодном состоянии (слабое плавление с основным металлом). Слишком низкая скорость перемещения может отвести фокус тепла в сварочную ванну, а не в основной металл.
Пошаговое руководство по сварке электродуговым сварочным аппаратом (метод сварки электродом)
900 03
Первый шаг
Выберите хорошо вентилируемое место и стол изготовлен из стали для удобной работы. Имейте несколько кусков металлолома толщиной 3/16 дюйма или 1/4 дюйма для пробной и практической сварки. Подготовьте сварочный комплект для сварки электродами.
Второй шаг
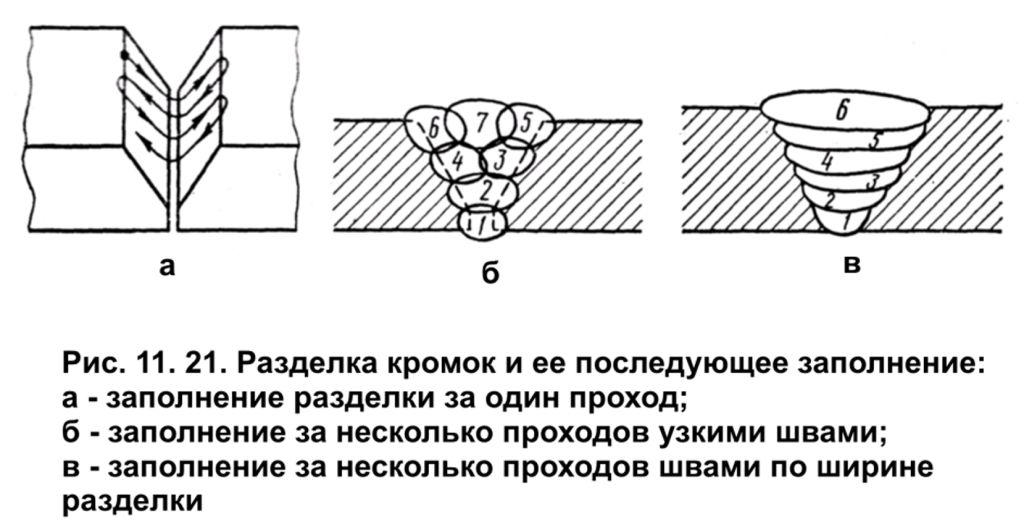
Подготовьте кромки двух металлических деталей (называемых основными металлами) для разделки под сварку, чтобы обеспечить хорошее проплавление и пространство для заполнения металлом сварного шва.
Для этого можно использовать машинный напильник или болгарку. Очистите свариваемые поверхности от окалины, ржавчины и загрязнений. Хорошая поверхность сварки обеспечит бездефектный сварной шов.
Третий этап
Создайте чистое место для зажима заземления. Прикрепите держатель палки и зажим заземления к большему основному металлу в чистом месте.
Четвертый этап
Выберите тип и размер электрода, подходящего для основного металла. Помните, что диаметр электрода может быть равен или меньше толщины основного металла. Но никогда не следует выбирать размер электрода, превышающий толщину основного металла.
Запишите рекомендуемый тип тока и рекомендуемый диапазон силы тока для выбранного электрода.
Например, если вы выбрали электрод 1/8’ E7014, рекомендуемый ток — DCEP, AC или DCEN. Рекомендуемый диапазон силы тока составляет от 120 до 145 ампер. Настройте сварочный аппарат на требуемый тип тока и полярность.
Настройте сварочный аппарат на требуемый тип тока и полярность.
Вы можете начать с более низкого диапазона тока, а затем увеличивать его с шагом от 5 до 10 ампер, пока не получите оптимальный результат (или вы можете начать со среднего диапазона (132 ампера), а затем уменьшить/увеличить ампер с шагом 5).
Пятый этап
Запустите сварочный аппарат (сварочный аппарат), и вы услышите гудящий звук трансформатора.
Вы можете на мгновение открыть шлем, чтобы расположить электрод ближе к линии сварки, но сразу же потяните шлем вниз. Лучше никогда не смотреть на дугу невооруженным глазом, так как это может серьезно повредить глаза.
Шестой этап
Выберите способ сварки, который вы хотите выполнить (направо или налево). Ведущей рукой держите изолированную часть держателя электрода (праворукие люди используют правую руку и наоборот).
Как зажечь дугу : Проведите кончиком электрода по поверхности основного металла (как вы зажигаете спичку). Прикосновение электрода к основному металлу вызывает протекание тока. Немедленно поднимите кончик электрода, и дуга сформируется.
Прикосновение электрода к основному металлу вызывает протекание тока. Немедленно поднимите кончик электрода, и дуга сформируется.
После того, как вы запустили дугу, ее поддержание стало самым важным. Лучший способ поддерживать постоянство дуги — держать электрод на постоянном расстоянии от заготовки. Как правило, вам нужно держать его на расстоянии около 3 мм от детали, чтобы получить хорошую дугу.
Дуга погаснет, если вы поднимете электрод слишком высоко. Электрод может прилипнуть к основному металлу, если вы отложите его подъем.
Седьмой шаг
Для практики выполните одну или несколько пробных сварок на плоской металлической поверхности. Как только вы будете уверены, приступайте к сварке, чтобы соединить два основных металла.
Восьмой этап
Начните сварку с одного конца и продолжайте по линии сварки, пока не завершите сварку. Вы можете прерваться, чтобы переключиться на новый электрод. То есть, если длина сварного шва требует более одного электрода. Соблюдайте правильный дуговой зазор.
То есть, если длина сварного шва требует более одного электрода. Соблюдайте правильный дуговой зазор.
При движении вдоль линии сварки электрод расплавится и заполнит разделку сварного шва. А расплавленный флюс образует шлак, покрывающий металл шва.
Этот шаг необходимо практиковать, чтобы освоить его. Поддерживайте оптимальную скорость сварки и правильную длину дуги и двигайтесь вдоль линии сварки. Новички могут столкнуться с прилипанием электродов к основному металлу или зажиму во время сварки. Можно освободить электрод, дергая электрододержатель и несколько раз зажигая дугу, чтобы продолжить.
Девятый этап
После завершения сварки отбойным молотком отколите шлак. И очистите сварной шов проволочной щеткой, чтобы удалить посторонние частицы. Сварной шов может потребовать вторичных операций, основанных на сварной детали.
Преимущества сварки электродом
Сварка электродом предлагает несколько преимуществ, которые делают этот метод сварки привлекательным для различных ситуаций:
1. Универсальность : Этот процесс сварки подходит для широкого спектра материалов, включая сталь, алюминий и чугун.
Универсальность : Этот процесс сварки подходит для широкого спектра материалов, включая сталь, алюминий и чугун.
2. Портативность : Сварку электродом можно выполнять на открытом воздухе и в удаленных местах, не требуя источника питания (с использованием сварочных аппаратов с приводом от двигателя).
3. Экономическая эффективность : При минимальном необходимом оборудовании и низкой стоимости электродных стержней сварка электродами является экономичным выбором для многих проектов.
4. Простота использования : Стержни электродов легко хранить, транспортировать и заменять.
5. Защитный газ не требуется : В отличие от сварки MIG и TIG, сварка электродом не требует наличия защитного газа или доступа к газовым баллонам.
Недостатки сварки стержнем
Несмотря на многочисленные преимущества, сварка стержнем имеет ряд недостатков, которые следует учитывать:
1. Не подходит для тонких материалов : Сварка электродом не идеальна для сварки тонких материалов. Так как это может привести к деформации или деформации металла.
Не подходит для тонких материалов : Сварка электродом не идеальна для сварки тонких материалов. Так как это может привести к деформации или деформации металла.
2. Кривая обучения : Этот процесс сварки может быть сложным, особенно для новичков. По сравнению со сваркой MIG, освоение дуговой сварки требует значительной практики.
3. Дым и дым : При сварке электродом выделяется значительное количество дыма и дыма. И это может нанести вред сварщику, если не используется надлежащее защитное снаряжение.
4. Сварные швы более низкого качества : Для высококачественных сварных швов существуют лучшие варианты, чем сварка электродом. Так как он склонен к образованию брызг и шлака, что может потребовать существенной очистки после сварки.
Заключение
Освоение сварки с помощью сварочного аппарата – это важнейший навык, который должен приобрести каждый опытный сварщик, подобно методам сварки MIG и TIG.
Мы надеемся, что эта информация принесла вам пользу. Независимо от того, являетесь ли вы опытным профессионалом или начинающим сварщиком, стремящимся развить необходимые навыки сварки.
Ссылки
- Веб-сайт Miller Welds.
- Веб-сайт Wiki How.
- Сайт Уни Миг.
Техническое название сварка стержнем – это дуговая сварка защищенным металлом, с аббревиатурой SMAW. Сварка МиГ теперь называется дуговой сваркой металлическим газом или GMAW. TIG или Heliarc сварка теперь называется газовой вольфрамовой дуговой сваркой или GTAW. В магазине или выставить это Стик, Миг и Тиг. Применение для сварки стержнем
расходуемый стержень или электрод. Стержень замыкается на конце, что приводит к
сильное тепло, которое, в свою очередь, расплавляет конец стержня на крошечные расплавленные капельки. Щелкните здесь, чтобы ознакомиться с нашими сварочными печами и узнать о преимуществах правильного хранения! Фьюжн
на самом деле правильное слово для того, насколько глубоко сварочная ванна уходит в поверхность
из основного металла. Проплавление означает, насколько далеко сварочная ванна входит или проходит через
соединение, хотя сварщики в полевых условиях обычно используют проплавление для обоих. Пористость, растрескивание и
шлаковое включение (шлак, который не был отколот/зачищен щеткой, наваривается и становится
часть сварного шва) являются тремя основными дефектами сварки. Вокруг Во время Второй мировой войны было замечено, что ржавый стержень на самом деле работал лучше, чем совершенно новые голые стержни, используемые в сварке. После экспериментов с такими элементами, как кремний, калий и др. было обнаружено, что добавление флюсового покрытия к голый электрод образовывал газ, который не допускал попадания атмосферы в сварочную ванну. Затем шлак затвердевает и образует защитное покрытие вокруг сварного шва. позже будет отколот и очищен щеткой. Чистота имеет первостепенное значение во всех сварочных процессах! Хотя алюминий и другие металлы можно сваривать электродами, чаще всего выполняется электродуговая сварка на мягкой стали и нержавеющей стали. Чугун можно сваривать электродами, но требуется предварительный нагрев. и охлаждение после нагрева с высокой степенью мастерства. Некоторые Преимущества дуговой сварки:
Некоторые недостатки дуговой сварки:
В большинстве структурных конструкция, сварка стержнями выполняется с низким содержанием водорода 7018 и стержнями 6010. Ан легкое удилище для начала — 6013. Это прежде всего
стержень, используемый для сварки тонкими поверхностями, такими как листовой металл. |



