Копиры для токарных станко – Энциклопедия по машиностроению XXL
Копиры для токарных станков 38, 41—43 Корпусы резцовых головок для нарезания конических колес с круговыми зубьями 474, 475 [c.789]Копиры для токарных станков (табл. 33). Обычные копиры используются для обрабатываемых деталей с углом наклона (к осп детали) касательной к кривой, которая должна быть получена при обработке не более 45°. При большей величине этого угла усилие подачп значительно возрастает и возможна поломка копировального устройства или станка. Чтобы обработать [c.120]
Метод расчета обычных копиров зависит от требуемой точности детали. Если деталь грубая, а образующая тела вращения криволинейная, предпочитают графический метод, для точных деталей предпочтение отдают аналитическому методу. Ниже приводятся основные сведения по расчету копиров для токарных станков. [c.120]
Копиры для токарных станков (табл.
Копиры для токарных станков [c.560]
Увеличение разнообразия обработок может быть достигнуто на универсальных станках при помощи приспособлений, не требующих переделки самих станков для токарных станков-применением многорезцовых державок, сменных револьверных головок, копир-ных устройств, затыловочных приспособлений и др. для фрезерных станков—применением разнообразных делительных бабок, круглых столов, фрезерных головок с различно расположенными шпинделями и т. д. [c.717]
Преимущества конструкции — возможность непосредственно по заданным координатам строить кривую на приспособлении без предварительного вычерчивания и использования шаблона для ряда других операций, например в качестве копира к токарному станку, универсального лекала и т. д.
[c.286]
д.
[c.286]
Сферические поверхности длиной меньше 100 мм обрабатываются фасонными резцами, а более крупные с помощью специальных приспособлений, тяг или копиров различной конструкции. Наиболее дешевым способом является получение сфер с помощью тяг, но в этом случае надо сделать, чтобы зазоры между пальцами и тягами были минимальными, так как при обработке шаровых поверхностей возможен сдвиг центров радиусов правой и левой полусферы. При использовании тяг рекомендуется применять шариковые подшипники, надеваемые на пальцы, на которых крепится тяга. Фасонные поверхности обрабатываются по копирам, конструкция которых аналогична конструкции копиров для обработки деталей на токарных станках.
При изготовлении фасонных или ступенчатых валов на токарных станках не требуется изменение направления движения каретки, т. е. для воспроизведения профиля копира достаточно изменения направления движения по одной координате. При фрезеровании также в большинстве случаев удается располагать заготовки на столе фрезерного станка так, что можно обойтись реверсированием движения только по одной координате. В этих случаях применяются однокоординатные следящие приводы (см. 1.2). Если ведущая подача в этих приводах постоянна, то очевидно, что подача по касательной к профилю (скорость воспроизведения) будет в процессе обработки пере-
[c.24]
В этих случаях применяются однокоординатные следящие приводы (см. 1.2). Если ведущая подача в этих приводах постоянна, то очевидно, что подача по касательной к профилю (скорость воспроизведения) будет в процессе обработки пере-
[c.24]
Копиры для станков токарных 172-174 [c.742]
Копиры для станков токарных 3.172—174 — Материал 3.173 — Проектирование 3.173, 174 — [c.631]
В механической руке для станка обработки поршней имеются две детали, технология которых обладает некоторой специфичностью это диски-копиры и шаровой палец. В дисках-копирах П-образная прорезь должна быть закалена до твердости HR 50. Материалом для дисков выбирают сталь 45. Чистота наружной поверхности и торцов достигается обтачиванием и протачиванием на токарном станке. Для установки и закрепления используется центральное отверстие в дисках. [c.316]
Принцип действия следящей электрической системы для копирования на токарном станке показан на принципиальной схеме (рис. 55, а). Пусть на заготовке 7, установленной в центрах токарного станка, необходимо обработать профиль по копиру 9. Продольная подача суппорта, осуществляемая от электродвигателя 14 через коробку скоростей 15, постоянно включенную муфту и винт продольной подачи 16 является постоянной. На кронштейне 10 суппорта 6 установлена копировальная головка 8, которая может подключаться к контактам а или б. Если ощупывающий палец копировальной головки 8 переместится вниз под действием шаблона 9, то соединятся контакты 8 и б, сработает электромагнитное реле 13, которое включит контакт 18 и электромагнитную муфту Н зубчатой передачи 3. В этом случае движение от электродвигателя поперечной подачи 1 через коробку скоростей 2, зубчатую передачу 3 и пару постоянных шестерен передается винту поперечной подачи 5, который перемещает суппорт 6 от изделия. Если ощупывающий палец копировальной головки 8 отойдет от шаблона 9, то под действием пружины соединятся контакты в и а тогда срабатывает электромагнитное реле вперед И, которое включает контакт суппорт вперед 17 и электромагнитную муфту В зубчатой передачи 4.
55, а). Пусть на заготовке 7, установленной в центрах токарного станка, необходимо обработать профиль по копиру 9. Продольная подача суппорта, осуществляемая от электродвигателя 14 через коробку скоростей 15, постоянно включенную муфту и винт продольной подачи 16 является постоянной. На кронштейне 10 суппорта 6 установлена копировальная головка 8, которая может подключаться к контактам а или б. Если ощупывающий палец копировальной головки 8 переместится вниз под действием шаблона 9, то соединятся контакты 8 и б, сработает электромагнитное реле 13, которое включит контакт 18 и электромагнитную муфту Н зубчатой передачи 3. В этом случае движение от электродвигателя поперечной подачи 1 через коробку скоростей 2, зубчатую передачу 3 и пару постоянных шестерен передается винту поперечной подачи 5, который перемещает суппорт 6 от изделия. Если ощупывающий палец копировальной головки 8 отойдет от шаблона 9, то под действием пружины соединятся контакты в и а тогда срабатывает электромагнитное реле вперед И, которое включает контакт суппорт вперед 17 и электромагнитную муфту В зубчатой передачи 4.
На фиг. 290 приведена схема пневмогидравлического следящего устройства для двухкоординатного копирования, применяемая для автоматизации токарного станка при обработке фасонных поверхностей по копиру. [c.309]
На фиг. 35, а показано копировальное приспособление конструкции В. К. Семинского для обтачивания ступенчатых валов на токарном станке. Копировальное приспособление устанавливают на место резцедержателя. В корпус 2 (фиг. 35, б) по скользящей посадке 2-го класса точности установлена пиноль 3 с закрепленным на ней сухарем 4.
В токарных станках общего назначения для изготовления деталей сложной конфигурации по копиру используют съемные или встроенные в конструкцию станка приспособления с гидравлическим управлением. [c.21]
Область применения на токарных станках для обточки деталей с фасонной образующей при условии, если угол подъема профиля детали менее 35—40 , при больших углах подъема профиля следует применять подвижные рас тянутые копиры. [c.113]
Оригинальное и весьма простое устройство для одновременного подрезания двух торцов и обтачивания втулки показано на фиг. 23. Раньше при обработке этой втулки сначала растачивалось отверстие, затем производилось обтачивание и после этого двумя резцами последовательно подрезались торцы.
На токарных станках различных типов ступенчатые валы можно обтачивать с помощью гидрокопировального суппорта (рис. 79). Это устройство позволяет обтачивать заготовки с цилиндрическими, коническими и фасонными поверхностями и подрезать торцы, расположенные под углом 90° к оси, методом автоматического копирования по эталонной детали или плоскому копиру. Применение гидрокопировальных суппортов значительно уменьшает вспомогательное время, позволяет применять более высокие режимы резания, чем при работе с ручным выключением подачи, резко сократить число измерений. Гидрокопировальное устройство имеет суппорт 1 (рис. 79), приспособление 3 для установки копира и бак 2. Суппорт устанавливают направляющими на продольные салазки. Резцедержатель 4 закрепляют в передней части основания во время работы гидрокопировального устройства он не работает. В задней части основания сделаны направляющие для корпуса цилиндра, расположенные под углом 45″ к направлению продольной подачи. По этим
[c.118]
Применение гидрокопировальных суппортов значительно уменьшает вспомогательное время, позволяет применять более высокие режимы резания, чем при работе с ручным выключением подачи, резко сократить число измерений. Гидрокопировальное устройство имеет суппорт 1 (рис. 79), приспособление 3 для установки копира и бак 2. Суппорт устанавливают направляющими на продольные салазки. Резцедержатель 4 закрепляют в передней части основания во время работы гидрокопировального устройства он не работает. В задней части основания сделаны направляющие для корпуса цилиндра, расположенные под углом 45″ к направлению продольной подачи. По этим
[c.118]
В ЭНИМСе разработаны следящие золотники, устойчиво работающие и управляемые непосредственно от копира. Они обеспечивают точность копирования 0,02 мм при ощупывающем усилии 10—15 н (1—1,5 кГ). Эти следящие золотники применяют в копировальных суппортах для токарной обработки и в копировальных приспособле-ниях для поперечно-строгальных станков,
[c. 10]
10]
В серийном производстве для обработки фасонных поверхностей на токарных станках используют специальный гидрокопировальный суппорт вместо поперечного суппорта. Проходной резец получает пр от продольного суппорта станка и от подвижной каретки гидросуппорта. Наклонную подачу суппорт получает от специального копира и следящего устройства гидросуппорта. Сумма этих движений обеспечивает движение резца по сложной траектории (
Наличие на токарном станке копировального приспособления позволяет с высокой производительностью обрабатывать детали сложной формы и значительной длины. Для настройки станка необходимо изготовить соответствующий копир. Такая настройка оказывается рентабельной при обработке серии фасонных деталей. [c.367]
Обработка фасонных поверхностей на токарных станках по копиру практикуется в течение многих столетий. Первые механизированные токарные станки, оснащенные суппортом и предназначенные для обработки по копиру, были созданы талантливым изобретателем Нартовым еще в эпоху Петра I, в начале ХУП в. Однако для обработки ступенчатых поверхностей методы копирования стали применяться сравнительно недавно.
[c.153]
Однако для обработки ступенчатых поверхностей методы копирования стали применяться сравнительно недавно.
[c.153]
На поперечных салазках автоматизированного токарного станка с программно-путевым управлением может быть установлен гидравлический копировальный суппорт. Тогда упоры используются только для ограничения перемещений при выполнении предварительных проходов, а окончательная обработка выполняется по копиру. При этом переход от работы по упорам к работе по копиру осуществляется автоматически по программе. [c.172]
Гидрокопировальный станок с программно-путевым управлением типа ЕМ 250 (ВНР). Этот станок (рис. 21) в целом имеет компоновку обычного токарного станка. Гидрокопировальный суппорт 1 расположен сзади под углом 60° к линии центров. Держатель 3 копира размещается снизу на задней стенке станины. Спереди может быть установлен дополнительный врезной суппорт для проточки глубоких канавок. В процессе резания рабочая зона закрывается кожухом. Удаление стружки происходит через ниши, расположенные между направляющими на задней стороне станины. Стружка попадает в стружко-7 А. м. Кучер и др. 193
[c.193]
Удаление стружки происходит через ниши, расположенные между направляющими на задней стороне станины. Стружка попадает в стружко-7 А. м. Кучер и др. 193
[c.193]
Кон5 сообразность — Определение 481 Конусность — Проверка 512 Конусы — Измерение 510—512 Концевые меры длины 504—506 Копиры — для токарных станков — Графический метод построения для обработки фасонных поверхностей 120 — Пример расчета 128 — Расчетные формулы, схемы 123 — 128 [c.561]
Повышение производительности обработки с применением гидросуппортов достигается путем сокращения машинного и вспомогательного времен. Машинное время сокращается применением увеличенных подач, что особенно заметно при обработке многоступенчатых и фасонных деталей, когда рабочему часто приходится пользоваться ручной подачей. Вспомогательное время сокращается путем уменьшения числа измерений, подводов и отводов резца, пробных проходов. Наряду с этим подготовительно-заключительное время при гидрокопировальной обработке увеличивается примерно вдвое по сравнению с обычной обработкой. Затраты на изготовление копиров значительны. Поэтому применение гидросуппортов, несмотря на возможность повышения производительности токарных станков на 20—407о, экономически целесообразно при размере партии не менее 20—50 обрабатываемых деталей. Если копиры используются не длительное время и к точности обработки не предъявляются высокие требования, копиры можно делать незакаленными. В качестве копиров можно использовать образцовые детали вместе с простыми дополнительными деталями, необходимыми для подвода и отвода резца.
[c.90]
Затраты на изготовление копиров значительны. Поэтому применение гидросуппортов, несмотря на возможность повышения производительности токарных станков на 20—407о, экономически целесообразно при размере партии не менее 20—50 обрабатываемых деталей. Если копиры используются не длительное время и к точности обработки не предъявляются высокие требования, копиры можно делать незакаленными. В качестве копиров можно использовать образцовые детали вместе с простыми дополнительными деталями, необходимыми для подвода и отвода резца.
[c.90]
В качестве закалочного станка использован обычный токарный станок. Станина 25, передняя бабка 26 и задняя бабка 27 оставлены без изменений, а супорт 28, поставленный на ролики, превращён в каретку. На су-порте укреплены держатель горелок 29 и приспособление 30 для движения по копиру. Это приспособление, применямое при закалке шестерён с косым и шевронным зубом, состоит из стойки с пальцем, вставляемым во впадину между зубьями закаливаемой шестерни.
Оно позволяет, используя эту впадину в качестве копира, осуществлять принудительное медленное вращение шестерни по мере поступательного движения суиорта с горел-
[c.188]Эпоксидные смолы целесообразно использовать для изготовления копиров к токарным, фрезерным и другим станкам. Если такой копир нужно изготовить в нескольких экземплярах, то сначала делают шаблон из легкооб-рабатываемого материала с негативным профилемкопира. По этому шаблону можно изготовить необходимое количество копиров из эпоксидных смол. Аналогично-изготовляют шаблоны сложного профиля. Данная технология эффективна при производстве 2—3 изделий. [c.86]
Графический метод построения копиров для обработки фасонных поверхностей на токарных ста нках. Необходимо спроектировать профили п Л2Д3 (рпс. 17) копирных планок двухпланочного копира для обработки детали, профиль образующей которой задан кривой АВ. Радиус вершины резца р равен радиусу копирного ролика г. Центр окружности радиуса р, по которой заточена вершина резца, будет находиться всегда на одинаковом расстоянии от профиля АВ по направлению нормали к последнему. Все точки резца, а следовательно, и поперечного суппорта, с которым связан резец, будут описывать такую же траекторию, как и центр закругления вершины резца. Проведем ряд окружностей радиуса р, касательных к профилю обрабатываемой детали. Соединив центры их, найдем путь центра вершины (кривая А В ). Так как ось копирного ролнка жестко связана с поперечным суппортом, на котором закреплен резец, то очевидно, ее траектория есть линия А”В”, эквидистантная линии А В. Затем радиусом, равным радиусу копирного ролика, проведем ряд окружностей, центры которых расположены на линии Л В”. Онп будут представлять собой ряд последовательных положений ролика при обработке фасонного профиля АВ детали. Огибающие Аф и AJ .2 этого ряда окружностей есть интересующие нас профили копирных планок.
[c.120]
Все точки резца, а следовательно, и поперечного суппорта, с которым связан резец, будут описывать такую же траекторию, как и центр закругления вершины резца. Проведем ряд окружностей радиуса р, касательных к профилю обрабатываемой детали. Соединив центры их, найдем путь центра вершины (кривая А В ). Так как ось копирного ролнка жестко связана с поперечным суппортом, на котором закреплен резец, то очевидно, ее траектория есть линия А”В”, эквидистантная линии А В. Затем радиусом, равным радиусу копирного ролика, проведем ряд окружностей, центры которых расположены на линии Л В”. Онп будут представлять собой ряд последовательных положений ролика при обработке фасонного профиля АВ детали. Огибающие Аф и AJ .2 этого ряда окружностей есть интересующие нас профили копирных планок.
[c.120]
При обработке детали геометрические погрешности станка в той или иной мере влияют на точность обрабатываемой детали. Так, например, ненараллельность оси центров направляющим станины в горизонтальной плоскости на токарных станках вызывает конусность обрабатываемой детали. При биении переднего центра шейка вала, обточенная на таком токарном станке, будет бить при установке этого вала в центрах для дальнейшей обработки на другом токарном или шлифовальном станке. При износе деталей станка погрешности значительно увеличиваются. Например, неравномерный износ направляющих станины токарного станка в горизонтальной плоскости вызывает непрямолинейное движение суппорта, которое копируется на обрабатываемой поверхности.
[c.10]
При биении переднего центра шейка вала, обточенная на таком токарном станке, будет бить при установке этого вала в центрах для дальнейшей обработки на другом токарном или шлифовальном станке. При износе деталей станка погрешности значительно увеличиваются. Например, неравномерный износ направляющих станины токарного станка в горизонтальной плоскости вызывает непрямолинейное движение суппорта, которое копируется на обрабатываемой поверхности.
[c.10]
На рис. 43 показана схема работы гидрокопировального суппорта к токарному станку мод. 1А62 и др. Валы и другие детали обрабатывают по копиру, которым может служить образцовая деталь или плоский шаблон 1. Гидросуппорт имеет резцедержатель 2, закрепленный на гидроцилиндре 3. Для обработки ступенчатого вала или фасонной поверхности требуется осуществлять два движения резца продольное и попереч-94 [c.94]
На фиг. 32 показан механический копировальный суппорт, созданный новатором В. К. Семинским. Устройство устанавливается вместо резцедержателя на любом универсальном токарном станке и работает следующим образом. Пиноль 1 с сухарем 2 скользит в корпусе 3. Благодаря пружине 4, сухарь 2 находится в постоянном контакте с копиром 5. При включении продольной подачи суппорт движется к передней бабке, и резец обтачивает первую шейку на обрабатываемой детали, а сухарь 2 скользит по копиру 5. При подходе к уступу сухарь 2 соскакивает, а пиноль 1 с резцом пружиной оттягивается на величину, равную размеру уступа, после чего происходит обточка второй ступени. Для сохранения пря-6
[c.83]
Устройство устанавливается вместо резцедержателя на любом универсальном токарном станке и работает следующим образом. Пиноль 1 с сухарем 2 скользит в корпусе 3. Благодаря пружине 4, сухарь 2 находится в постоянном контакте с копиром 5. При включении продольной подачи суппорт движется к передней бабке, и резец обтачивает первую шейку на обрабатываемой детали, а сухарь 2 скользит по копиру 5. При подходе к уступу сухарь 2 соскакивает, а пиноль 1 с резцом пружиной оттягивается на величину, равную размеру уступа, после чего происходит обточка второй ступени. Для сохранения пря-6
[c.83]
Графический метод построения копиров для обработки фасонных поверхностей на токарных станках. Необходимо спроектировать профили и Л 2 8 (рис. 69) копирных планок двухпланочного копира для обработки детали, профиль образующей которой задан кривой АВ. Радиус вершины резца р равен радиусу копирного ролика г. Центр окружности радиуса р, по которой заточена вершина резца, будет находиться всегда на одинаковом расстоянии от профиля АВ по направлению нормали к последнему.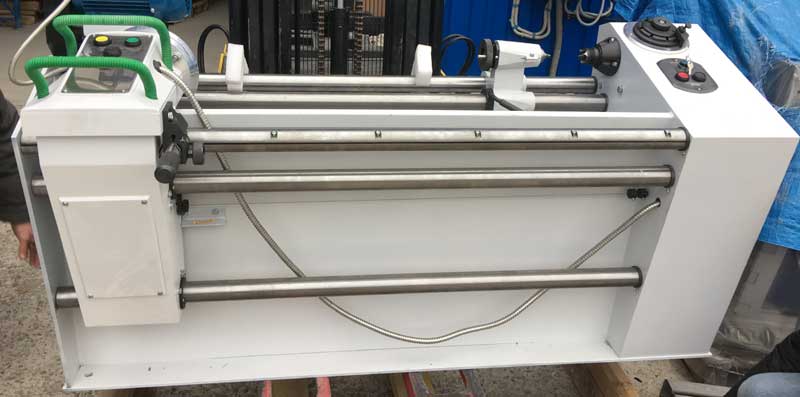 Все точки резца, а следовательно, и поперечного суппорта, с которым связан резец, будут описывать такую лее траекторию, как и центр закругления вершины резца. Проведем ряд окружностей радиуса р, касательных к профилю обрабатываемой детали. Соединив центры их, найдем путь центра вершины (кривая А В ). Так как ось копирного ролика жестко связана с поперечным суппортом, на котором закреплен резец, то, очевидно, ее траектория
[c.552]
Все точки резца, а следовательно, и поперечного суппорта, с которым связан резец, будут описывать такую лее траекторию, как и центр закругления вершины резца. Проведем ряд окружностей радиуса р, касательных к профилю обрабатываемой детали. Соединив центры их, найдем путь центра вершины (кривая А В ). Так как ось копирного ролика жестко связана с поперечным суппортом, на котором закреплен резец, то, очевидно, ее траектория
[c.552]
При применении лепестковых копиров обычный универсальный токарный станок, снабженный гидрокопировальным устройством, оснащается механизмом для ускоренного возврата каретки суппорота в исходное положение (обгонной муфтой), механизмами включения и выключения гидросуппорта и медленного поворота лепесткового копира,, [c.239]
Фиг. 1010. Приспособление С. Ф. Юматова для расточки отверстий шести-транной формы на токарном станке. На шпинделе токарного станка устанавливается планшайба 1 с копиром 2 и цангой 3 для закрепления изделия 4 вращением гайки 5. В резцедержателе 6 закрепляется вторая часть приспособления. Перемешение резцу 14, закрепленному в ползуне 7 резцедержателя, сообщается тягой 8 болта 9. Ролик 11 прижимается к профилю кулачка действием пружины 10. Точка опоры для тяги 8 может перемещаться в корпусе гайки 12 посредством винта 13. В резцедержателе 6 закрепляется вторая часть приспособления. Перемешение резцу 14, закрепленному в ползуне 7 резцедержателя, сообщается тягой 8 болта 9. Ролик 11 прижимается к профилю кулачка действием пружины 10. Точка опоры для тяги 8 может перемещаться в корпусе гайки 12 посредством винта 13.
|
 224]
224]Для автоматизации цикла обработки ступенчатых и фасонных поверхностей на токарных станках широко применяются гидравлические копировальные устройства. С помощью этих устройств обрабатывают детали по плоскому копиру или по эталонной детали. Приспособление для установки копиров помещают на станине станка, гидравлический агрегат — рядом со станком. Гидравлический суппорт устанавливают сзади на каретке суппорта станка. На рис. 286, б изображена принципиальная гидравлическая схема копировального устройства. От насоса через фильтр 5 масло поступает в канал неподвижного штока 3, а затем в штоковую полость А цилинд ра и через отверстие поршня в бесштоковую полость Б цилиндра 4, который встроен в копировальные салазки и может с ними перемещаться. Из цилиндра 4 по трубопроводу масло поступает в золотник 2 и, пройдя через его щель к, по шлангу стекает в бак. [c.627]
Для сокращения вспомогательного времени, затрачиваемого на достижение точных размеров при обработке ступенчатых валов, используют неподвижный упор с ограничителем длины.
 Остановка суппорта в заданном положении осуществляется при помощи упора, установленного на станине, и брусков требуемой длины. Иногда применяют поворотные многопозиционные упоры, настроенные на несколько размеров по длине. Упор является простейшим средством, которое автоматизирует один элемент рабочего цикла станка— остановку суппорта в конце обработки. При обработке ступенчатых валов на токарном станке применяют механические, гидравлические и электрические копировальные суппорты. Гидрокопировальные суппоры позволяют вести обработку как по копиру, так и по эталонной детали. Метод обработки по эталонной детали делает рентабельным применение копировального суппорта при изготовлении небольших партий деталей в связи с тем, что не надо изготовлять специальный копир. Гидрокопировальные суппорты применяют при обтачивании не только ступенчатых валов с цилиндрическими
[c.57]
Остановка суппорта в заданном положении осуществляется при помощи упора, установленного на станине, и брусков требуемой длины. Иногда применяют поворотные многопозиционные упоры, настроенные на несколько размеров по длине. Упор является простейшим средством, которое автоматизирует один элемент рабочего цикла станка— остановку суппорта в конце обработки. При обработке ступенчатых валов на токарном станке применяют механические, гидравлические и электрические копировальные суппорты. Гидрокопировальные суппоры позволяют вести обработку как по копиру, так и по эталонной детали. Метод обработки по эталонной детали делает рентабельным применение копировального суппорта при изготовлении небольших партий деталей в связи с тем, что не надо изготовлять специальный копир. Гидрокопировальные суппорты применяют при обтачивании не только ступенчатых валов с цилиндрическими
[c.57]При мелкосерийном производстве обрезка кромок и заусенцев производится на токарных станках (для изделий, имеюших форму тел врашения) и на вертикально-фрезерных станках (для изделий, имеюших более сложную форму) с применением оправок и копиров, обеспечивающих равномерность удаления материала с разных сторон. [c.229]
[c.229]
Принцип действия следящей электрической системы для копирования на токарном станке показан а принципиальной схеме (рис. 44, б). Пусть на заготовке 7, установленной в центрах токарного станка, необходимо обработать профиль по шаблону или копиру 9. Продольная подача суппорта, осуществляемая от электродвигателя 14 через коробку скоростей /5, постоянно включенную муфту П и винт продольной подачи 16, является постоянной. На кронштейне 10 суппорта 6 установлена копироваль- ная головка 8, крторая может подключаться к контактам а или б. Если ощупывающий палец копировальной головки 8 переместится вниз под действием шаблона 9, то соединятся контакты в и б, сработает электромагнитное реле Назад (PH) 13, которое включит контакт 18 и электромагнитную муфту Я зубчатой передачи 3. В этом случае движение от электродвигателя 1 поперечной подачи через коробку скоростей 2, зубчатую передачу 3 и пару постояиных шестерен передается винту поперечной подачи 5, который перемещает суппорт 6 от детали. Если ощупывающий палец копировальной головки 8 отойдет от шаблона 9, то под действием пружины соединятся контакты в и а тогда срабатывает электромагнитное реле Вперед РВ) 11, которое включает контакт — суппорт Вперед (РВ) 17 и электромагнитную муфту В зубчатой передачи 4. В этом случае вращение от электродвигателя 1 будет передаваться винту поперечной подачи 5 через зубчатую передачу 4, которая имеет паразитную шестерню, и, следовательно, суппорт 6 переместится к детали. Питание электромагнитных муфт происходит от генератора 12. Подача команд от шаблона через копировальную головку будет происходить в малые промежутки времени, поэтому и на обрабатываемой поверхности появится профиль, соответствующий профилю шаблона, но в виде мелких ступеней. Чем меньше продольная подача, осуществляемая от электромагнитных реле (РП), и чем точнее копировальная головка (следящая система), тем меньше будут ступени на обработанной поверхности.
[c.72]
Обточку изделий из пластической массы применяют для изготовления изделий сложной конфигурации, имеющих форму тел вращения (в основном электроизолято-роз). В этом случае обеспечивается более высокая точность размеров, чем при указанных выще методах. При обточке используют заготовки из массы пониженной влажности (17—18 %), полученные протяжкой на мощных вакуум-насосах, или заготовки большей влажности, подвяленные до 14—18 %. Обточка производится на токарных станках набором резцов, конфигурация которых соответствует профилю изделия. Наиболее распространенным при обточке изоляторов является способ многорезцовой обточки. При этом методе резцы петлевой формы расположены на одной оси, но в разных плоскостях, т. е. они подходят к заготовке друг за другом, что снижает усилие резания шпиндель станка делает 300—500 об/ /мин, а вал с резцами 1—-1,5 об/мин. При обточке одним обычным резцом резание осуществляется при поступлении резца от края заготовки к ее центру — в направлении радиуса. При обточке петлевыми резцами режущая кромка подходит к заготовке по касательной к окружности. При такой подаче резца угол резания меняется от отрицательного до нулевого в конце резания.
В этом случае обеспечивается более высокая точность размеров, чем при указанных выще методах. При обточке используют заготовки из массы пониженной влажности (17—18 %), полученные протяжкой на мощных вакуум-насосах, или заготовки большей влажности, подвяленные до 14—18 %. Обточка производится на токарных станках набором резцов, конфигурация которых соответствует профилю изделия. Наиболее распространенным при обточке изоляторов является способ многорезцовой обточки. При этом методе резцы петлевой формы расположены на одной оси, но в разных плоскостях, т. е. они подходят к заготовке друг за другом, что снижает усилие резания шпиндель станка делает 300—500 об/ /мин, а вал с резцами 1—-1,5 об/мин. При обточке одним обычным резцом резание осуществляется при поступлении резца от края заготовки к ее центру — в направлении радиуса. При обточке петлевыми резцами режущая кромка подходит к заготовке по касательной к окружности. При такой подаче резца угол резания меняется от отрицательного до нулевого в конце резания.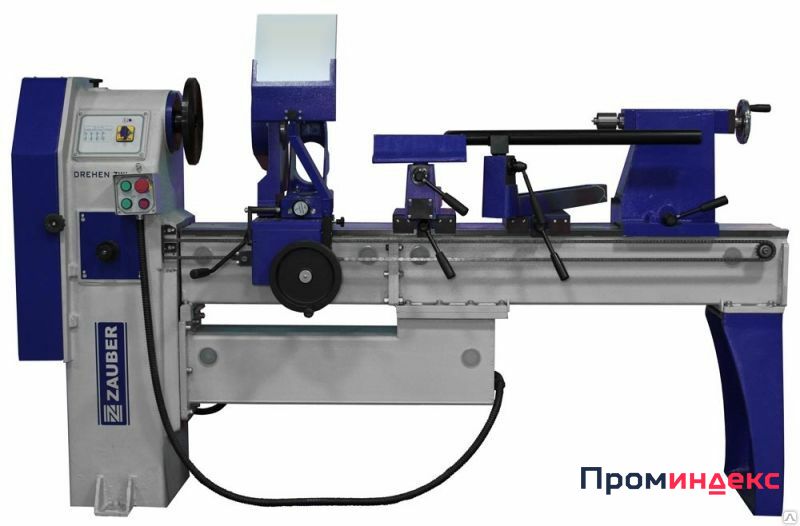 В процессе резания тонкая стружка полностью проходит в П-образ-нып проем в фасонном резце и удаляется без прилипания даже при большой влажности оправляемого изделия. При изготовлении изоляторов широко применяется обточка заготовок на копировальных станках. Движением резца, обтачивающего заготовку на копировальном станке, управляет планка-копир, воспроизводящая конфигурацию профиля изделия. Обточка заготовок производится как на горизонтальных, так и на вертикальных одношпиндельных, многошпиндельных однорезцовых и многорезцовых станках для одновременной обточки одного или нескольких изоляторов.
[c.340]
В процессе резания тонкая стружка полностью проходит в П-образ-нып проем в фасонном резце и удаляется без прилипания даже при большой влажности оправляемого изделия. При изготовлении изоляторов широко применяется обточка заготовок на копировальных станках. Движением резца, обтачивающего заготовку на копировальном станке, управляет планка-копир, воспроизводящая конфигурацию профиля изделия. Обточка заготовок производится как на горизонтальных, так и на вертикальных одношпиндельных, многошпиндельных однорезцовых и многорезцовых станках для одновременной обточки одного или нескольких изоляторов.
[c.340]
Гидрокопировальный суппорт У КС-3, конструкция которого показана на рис. 10, предназначен для универсального токарного станка модели 1616. Он устанавливается на поперечный суппорт взамен верхнего суппорта станка. В отверстии основания 9 гидросуппорта, представляющем собой корпус гидроцилиндра, размещен плунжер 10, жестко связанный с салазками 20 пальцем 19. Для возможности регулировки зазора в направляющих типа ласточкин хвост посадочные поверхности пальца 19 выполнены в виде двух лысок, а в плунжере 10 сделан паз, допускающий некоторое перемещение пальца в направлении, перпендикулярном оси плунжера.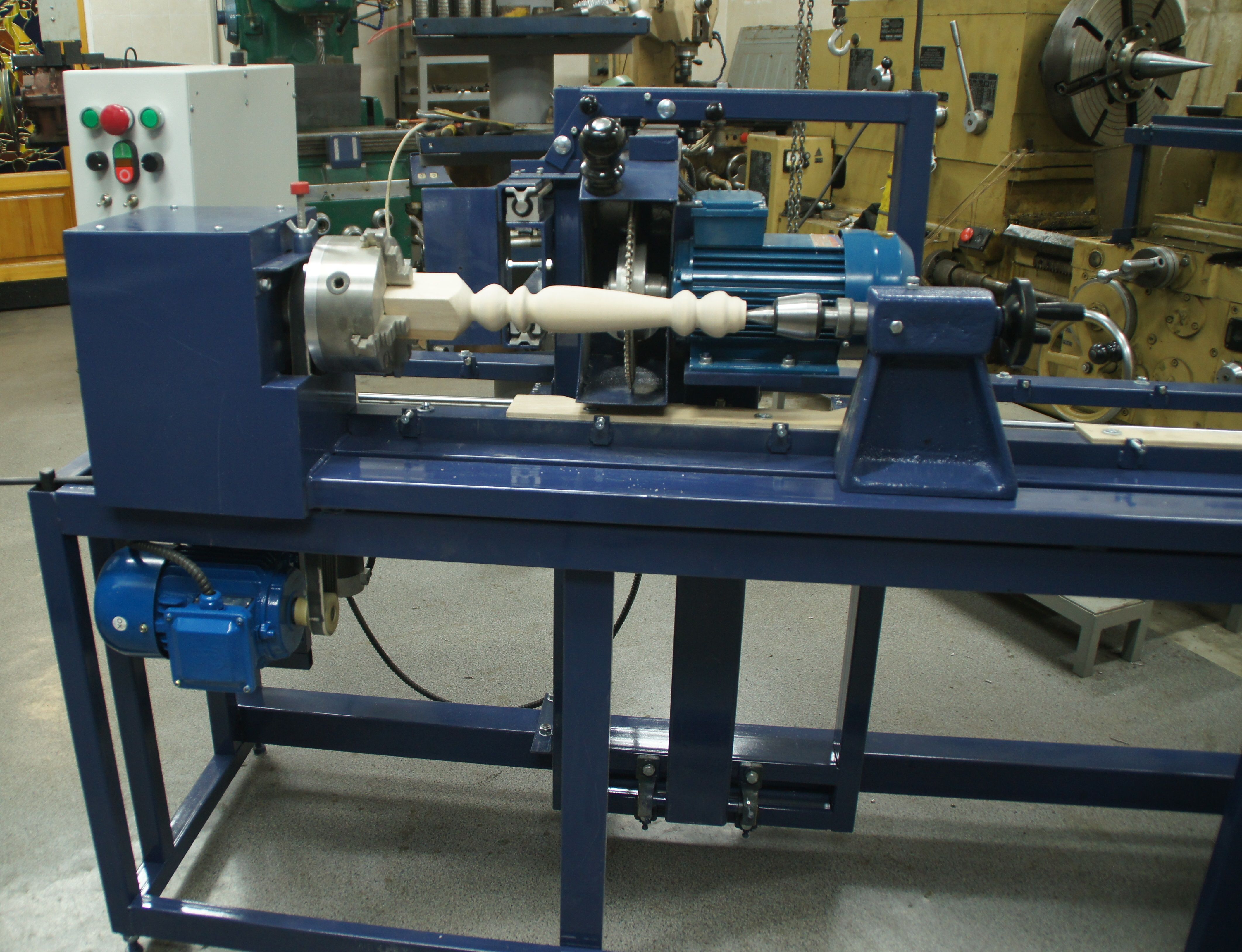 В расточке салазок расположена струйная трубка 18, нагнетательное сопло которой находится против приемных сопел в пальце. Эти сопла соединяются с полостями гидроцилиндра сверлениями в пальце и плунжере. Масло в струйную трубку подается от насосной станции через штуцер 13, сверления в крышке 15 и оси 14, на которой жестко закреплена струйная трубка. Слив масла осуществляется через штуцер 12. На нижнем конце оси 14 закреплен рычаг 4 со щупом 5. Крайние положения жесткой системы рычаг—ось — струйная трубка относительно салазок ограничены винтами 3. На верхнем конце оси установлен флажок 6, который ограничивает перемещение салазок к детали, упираясь в лдин из винтов многопроходного приспособления. Многопроходное приспособление представляет собой пятипозиционный барабан 7 с четырьмя регулируемыми винтовыми упорами 8. Корпус барабана жестко закреплен относительно основания гидросуппорта. Перемещение салазок в направлении к детали может быть ограничено четырьмя упорами или копиром, если барабан находится в показанном на рис.
В расточке салазок расположена струйная трубка 18, нагнетательное сопло которой находится против приемных сопел в пальце. Эти сопла соединяются с полостями гидроцилиндра сверлениями в пальце и плунжере. Масло в струйную трубку подается от насосной станции через штуцер 13, сверления в крышке 15 и оси 14, на которой жестко закреплена струйная трубка. Слив масла осуществляется через штуцер 12. На нижнем конце оси 14 закреплен рычаг 4 со щупом 5. Крайние положения жесткой системы рычаг—ось — струйная трубка относительно салазок ограничены винтами 3. На верхнем конце оси установлен флажок 6, который ограничивает перемещение салазок к детали, упираясь в лдин из винтов многопроходного приспособления. Многопроходное приспособление представляет собой пятипозиционный барабан 7 с четырьмя регулируемыми винтовыми упорами 8. Корпус барабана жестко закреплен относительно основания гидросуппорта. Перемещение салазок в направлении к детали может быть ограничено четырьмя упорами или копиром, если барабан находится в показанном на рис. 10 положении. Таким образом, число проходов при обработке деталей может достигать пяти. Рукоятка 17, закрепленная на валике 16, служит для отвода гидросуппорта от копира и обрабатываемой детали.
[c.19]
10 положении. Таким образом, число проходов при обработке деталей может достигать пяти. Рукоятка 17, закрепленная на валике 16, служит для отвода гидросуппорта от копира и обрабатываемой детали.
[c.19]
Таким образом, достоинством автоматизированных токарных станков для обработки ступеичатых поверхностей по копиру является простота конструкции системы управления и настройки станка, а недостатком — необходимость значительных затрат на изготовление копиров, которые еще более возрастают при использовании нескольких копиров для предварительной и окончательной обработки. [c.167]
Копир для токарного станка | Своими руками (Усадьба)
При деревообработке выточить детали одинаковой конфигурации не так-то просто. А это принципиально важно, когда речь идет, например, о сборных конструкциях. Предлагаемое вспомогательное устройство позволяет протачивать детали под стандарт и в три раза сокращает время их изготовления.
В общем-то, идея не нова. Новизна заключается в самом резце и креплении копира 6 к подручнику 5 двумя винтами 4 с потайными головками. Заготовка 1 детали закреплена в центрах станка: правый – в деталь, левый – в отход. Штифт 3 служит упором и запрессовывается в резец 2 на расстоянии 30 мм от вершины рабочей части, т.е. окончания. Отверстие 8 предназначено для ввинчивания болтика в случаях обдирки заготовок большого диаметра. Желательно иметь 2-3 резца с разным расстоянием от точки крепления штифта до окончания резца для вытачивания деталей разного диаметра и грубой обработки заготовок. Выступающая часть штифта должна быть равна толщине копира. Вершину резца следует слегка скруглить, чтобы обрабатываемая поверхность была более гладкой.
Новизна заключается в самом резце и креплении копира 6 к подручнику 5 двумя винтами 4 с потайными головками. Заготовка 1 детали закреплена в центрах станка: правый – в деталь, левый – в отход. Штифт 3 служит упором и запрессовывается в резец 2 на расстоянии 30 мм от вершины рабочей части, т.е. окончания. Отверстие 8 предназначено для ввинчивания болтика в случаях обдирки заготовок большого диаметра. Желательно иметь 2-3 резца с разным расстоянием от точки крепления штифта до окончания резца для вытачивания деталей разного диаметра и грубой обработки заготовок. Выступающая часть штифта должна быть равна толщине копира. Вершину резца следует слегка скруглить, чтобы обрабатываемая поверхность была более гладкой.
Вид спереди
Вид спереди 1 – заготовка-полуфабрикат, 2 – резец, 3 – штифт, 4 – винт М5 с потайной головкой (2 шт. ), 5 – подручник, 6 – копир, 7 – трезубец, 8 – резьбовое отверстие под болт М5
), 5 – подручник, 6 – копир, 7 – трезубец, 8 – резьбовое отверстие под болт М5
Рекомендуется сначала произвести грубую обработку (обдирку) заготовки без копира с допуском. Затем установить на подручник копир и осуществить точную доводку. Если, к примеру, взять изготовление сборных фигурных ножек для стола и т.п., то после этого следует детали отшлифовать, проолифить, еще раз отшлифовать и дважды покрыть лаком или покрасить на ходу.
Следует иметь в виду, что подручник с копиром придется опустить ниже центров. Кроме того, расстояние “а” между копиром и заготовкой в процессе обработки должно быть как можно меньше.
Копир токарного станка (токарно копировальный станок) своими руками. Самодельный токарно-копировальный станок по дереву своими руками Как сделать токарный станок с копиром своими руками
Ручки у напильников часто ломаются. Небольшое приспособление к токарному станку по дереву выручило юных мастеров школы № 1139 Бабушкинского района Москвы. Это копир для токарного станка. Изготовленные на нем ручки для напильников не уступают готовым.
Это копир для токарного станка. Изготовленные на нем ручки для напильников не уступают готовым.
Основные узлы копира для токарного станка – нижняя и верхняя каретки. Обе перемещаются по направляющим. Нижняя в продольном, а верхняя в поперечном направлениях. Между собой каретки прочно соединены. На верхней каретке, которая несет на себе главный рабочий орган копира – резец, установлен небольшой ролик.
1 – основание приспособления, 2 – подушка, 3 – направляющие нижней каретки, 4 – угольники, 5 – втулки, 6 – нижняя каретка, 7 – направляющие верхней каретки, 8 – угольник, 9 – гайка, 10 – угольник нижней стойки, 11 – стойка, 12 – угольник верхней стойки, 13 – копир (из двух пластин с фигурным вырезом), 14 – вал, 15 – верхняя каретка, 16 – стойка копира, 17 – гайка, 18 – ролик, 19 – гайка для винта 14, 20 – маховик, 21 – гайка резца, 22 – резец, 23 – угольник, 24 – шайба 60x40x5, 25 – винт М10X165x10, 26 – барашковая гайка М10, 27 – уголок нижней каретки, 28 – замок для гайки. 29 – винт М6 (4 шт. ), 30 – гайки М6 (8 шт.), 31 – гайки М5 (4 шт.), 32 – винты М6х12 (4 шт.), 33 – винты М5Х10 (4 шт.).
), 30 – гайки М6 (8 шт.), 31 – гайки М5 (4 шт.), 32 – винты М6х12 (4 шт.), 33 – винты М5Х10 (4 шт.).
При работе приспособления ролик движется по прорези копира как по направляющей и ведет за собой верхнюю каретку с резцом. Резец, повторяя линию движения ролика, а следовательно и линию копира, обрабатывает заготовку, установленную на токарном станке. Оригинально и просто.
Прежде чем вы приступите к изготовлению копира, мы хотим
предупредить вас о точности изготовления и сборки обеих кареток. Они должны легко и в то же время без люфта перемещаться по своим направляющим. Для этого вы должны выдержать указанные на чертежах допуски.
От правильного изготовления и правильной сборки зависит успех работы всего приспособления и качество готовых изделий.
Приспособление устанавливается на токарный станок по дереву между передней и задней бабками. Само оно крепится к подушке 2, а подушка – к станине станка винтом с барашком (детали 25 и 26).
Имея заготовки квадратного или круглого сечения необходимой длины, предварительно нарезанные на циркульной пиле, вы должны найти сначала центры на их торцах. Центр с одного торца надо накернить, то есть сделать в нем углубление. Оно нужно для установки заголовки в центр задней бабки. С другого торца заготовки сделайте ножовкой по центру прорезь на глубину 5- 6 мм. Этой прорезью вы насадите заготовку на гребенку передней бабки. В результате у вас получится неподвижное соединение между передней бабкой и заготовкой.
Центр с одного торца надо накернить, то есть сделать в нем углубление. Оно нужно для установки заголовки в центр задней бабки. С другого торца заготовки сделайте ножовкой по центру прорезь на глубину 5- 6 мм. Этой прорезью вы насадите заготовку на гребенку передней бабки. В результате у вас получится неподвижное соединение между передней бабкой и заготовкой.
Когда заготовка будет установлена в токарный станок, подведите резец копира, вращая ручку маховика, в правую сторону до упора.
Включите станок и, подвинчивая гайку 21, подайте резец к заготовке. Теперь, вращая маховик, вы увидите, как заработает резец. Он будет придавать ручке форму согласно копиру. А его форма может быть различной в зависимости от инструмента, для которого делается ручка. Для напильников нужны ручки одной формы, для стамесок – другой, для шил – третьей. В нашем приспособлении копир изготовлен для стандартной ручки средних напильников.
Как только резец дойдет до конца передней бабки, подайте гайку резца вперед, и он отрежет готовую ручку.
Наше приспособление, как еы заметили, работает от ручного привода. Но вполне можно поставить реверсивный двигатель. О том, как это сделать, решите самостоятельно.
Обработка ручки зависит от скорости вращения шпинделя токарного станка и от наименьших припусков заготовки. Поэтому в зависимости от этого резец делает один, два, а то и три прохода по заготовке.
С. КОКОРЕВ
Приложение к ЮТ 1981 №10
Устройство токарных станков для деревообработки схоже по основным параметрам с оборудованием по металлообработке. У них так же есть передняя и задняя бабки, суппорт, шпиндель с резцами. От назначения оборудования зависят его масса, оснащение дополнительными приспособлениями и автоматизированными системами управления.
Устройство деревообрабатывающего токарного станка
Устройство токарного станка по дереву отличается от оборудования по металлу тем, что система охлаждения ему не требуется, благодаря этому отсутствует система подачи охлаждающей жидкости. Мощность деревообрабатывающего токарного станка для с ручным управлением меньше, но регулировка скоростей вращения у него есть. Для работы на токарных станках по дереву с ручным управлением, не предназначенных для выпуска одного типа товаров, применяются специальные приспособления – резцы и съёмная планшайба.
Для работы на токарных станках по дереву с ручным управлением, не предназначенных для выпуска одного типа товаров, применяются специальные приспособления – резцы и съёмная планшайба.
Основные узлы
Планшайба служит для надёжного закрепления материала максимально допустимого диаметра, а резец используется для ручной работы на оборудовании, не имеющем стационарно установленного суппорта. Они чаще используются для изготовления незамысловатых заготовок под роспись, вытачивания необходимых в хозяйстве черенков для лопат, топорищ и прочего бытовой утвари.
Школьный токарный станок по дереву даёт полное представление о том, как можно сделать предметы домашней утвари, красивые сувениры. Работающий на небольших оборотах станок даст начинающему мастеру понять основной принцип работы всех токарных узлов и механизмов. Полученные в школе навыки помогут освоить и более сложное токарное оборудование с ЧПУ.
Одним наиболее часто встречающимся, в массовом производстве оборудованием деревообрабатывающих цехов, можно назвать токарно-копировальный станок по дереву. Для его работы необходимы приспособления – трафареты, по очертанию которых будет создаваться абрис предмета.
Для его работы необходимы приспособления – трафареты, по очертанию которых будет создаваться абрис предмета.
Классификация деревообрабатывающих станков
Много разновидностей оборудования используется в деревообрабатывающей отрасли. Основными признаками, по которым производится классификация – это технологический процесс и особенности конструкции.
Технологические признаки:
- Режущие;
- Клеильно-сборочные;
- Прессы;
- Отделочные;
- Сушильные.
Различное по конструкции оборудование для проведения одних и тех же операций может различаться по технологии работы.
- Обрабатывающие 1 или много предметов;
- Количество потоков;
- 1-координатные или 4-координатные;
- По количеству шпинделей;
- По траектории перемещения обрабатываемого материала;
- По характеру подачи.
- По цикличности.
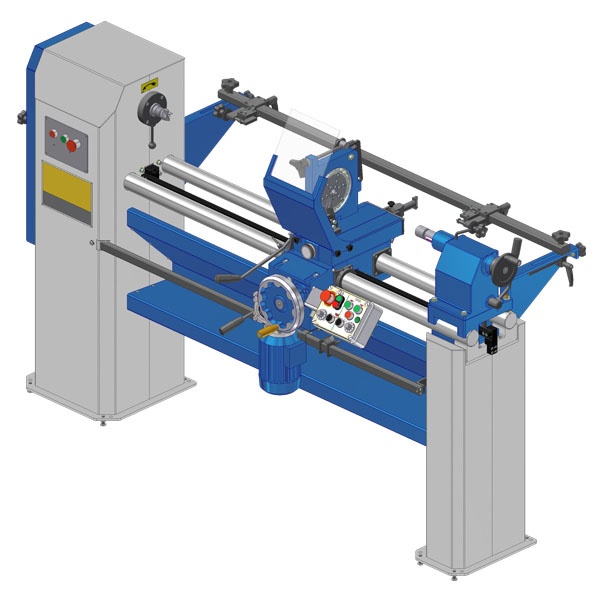
Схема работы на токарно-копировальном станке такова:
- Вверху станины на специальных креплениях устанавливается трафарет, выполненный из дерева – копир.

- Обкатной ролик движется по внешней стороне копира.
- За счёт соединения ролика с режущим инструментом методом жёсткого крепления, резец переносит с точностью движение ролика по копиру на дерево. Там где на копире углубление, на дереве будет выпуклый элемент, а выступ на трафарете скажется выемкой в готовом деревянном предмете.

Для производства одинаковых элементов деревянного декора станок с копиром наиболее удобное решение.
Токарный станок, на котором происходит обработка с помощью ручных инструментов: рейера, мейселя, скребка, не отличается особой точностью. При изготовлении нескольких аналогичных деталей из дерева с одинаковыми характеристиками плотности приходится надеяться только на мастерство токаря и его глазомер, но всё равно дать 100% гарантию в том, что они будут идентичными очень сложно. Использование в производстве дерева различных пород подразумевает, что резцы и приспособления потребуются отличные друг от друга.
Токарно-копировальный станок по дереву отличается точностью воспроизведения заложенных данных. Копир является своеобразным прототипом ЧПУ. Один копир позволяет бесконечное количество раз изготавливать идентичные вещи, что необходимо для изготовления балясин для перил или ножек к гарнитурам корпусной мебели. В цехах, где производство поставлено на поток, целесообразнее использовать копировальные станки оснащённые ЧПУ.
Копир является своеобразным прототипом ЧПУ. Один копир позволяет бесконечное количество раз изготавливать идентичные вещи, что необходимо для изготовления балясин для перил или ножек к гарнитурам корпусной мебели. В цехах, где производство поставлено на поток, целесообразнее использовать копировальные станки оснащённые ЧПУ.
При работе с деревом, всегда остаётся ручной процесс доведения детали до совершенства при помощи наждачной бумаги. Шлифовка производится на стадии, пока предмет находится в закреплённом виде между бабками токарного станка. Вращение программируется на меньшие обороты, чем те, на которых производилась резка.
Токарные станки используются для вытачивания деревянных элементов продолговатой формы. Заготовка крепится на шпинделе с примерно равным распределением веса. Для этого в центре торцевых концов деревянной заготовки высверливаются отверстия – это необходимо для того, чтобы вращение вала было равномерным. Чаще всего используются дерево цилиндрической формы или брус с оструганными углами. Резание проводится не только внешней, но и внутренней поверхности заготовки. Формы готовых изделий могут быть сложными, коническими, цилиндрическими – симметричными относительно центра изделия.
Резание проводится не только внешней, но и внутренней поверхности заготовки. Формы готовых изделий могут быть сложными, коническими, цилиндрическими – симметричными относительно центра изделия.
Высокой точностью воспроизведения сложного рисунка обладает настольный токарный станок по дереву, оснащённый системой компьютерного программирования. На нём можно создавать очень сложные элементы резьбы.
Классификация
Токарные станки делятся на:
- центровые, имеющие механизированную подачу. Есть возможность выполнять на этом оборудовании работы с применением ручных режущих инструментов (при установке на станине специального подручника). Продолговатый кусок древесины удерживается шпинделем и подвижной задней бабкой. Продольная подача суппорта механизирована. На этих станках можно работать с копиром. При работе с короткими лёгкими заготовками крепление задней бабкой может не использоваться. При обработке внутренней стороны деревянной детали креплением служит планшайба. Движущимися элементами в рабочем режиме на этих токарных станках являются резцы, перемещающиеся вдоль обрабатываемого куска дерева и вращающийся шпиндель.
- лоботокарные станки используются для производства деталей на плоской широкой деревянной основе. Красивая многоуровневая резьба, барельефы, горельефы – это то, что можно произвести на станках, работающих с широкой планшайбой, на которой и крепится заготовка. Работа проводится только на лицевой части детали. Остальная доработка будет проходить в ручном режиме.
- круглопалочные обрабатывают дерево, придавая ему форму с круглым сечением. При работе на этом оборудовании заготовки не вращаются и не движутся. Единственными движущимися деталями станка являются головки с резцами. Есть и станки в этой группе для обработки длинных изделий. Тогда в них будет подача заготовок вальцами под резцы.
 Движущимися элементами в рабочем режиме на этих токарных станках являются резцы, перемещающиеся вдоль обрабатываемого куска дерева и вращающийся шпиндель.
Движущимися элементами в рабочем режиме на этих токарных станках являются резцы, перемещающиеся вдоль обрабатываемого куска дерева и вращающийся шпиндель.Придание формы дереву происходит при вращении обрабатываемого материала и применении режущего инструмента.
Устройство и оснастка
Токарные деревообрабатывающие станки различаются по типу подачи суппорта и форме изготавливаемых предметов.
- На токарном станке с подручником обрабатываются деревянные болванки, не превышающие в диаметре 40 см, а по длине 1 м, 60 см.
- Токарные установки с механической подачей суппорта приспособлены для обработки деревянных заготовок с теми же ограничениями по размерам, что и приспособления для ручной резки.
- Приспособление для дискообразных деревянных заготовок имеет возможность размещения на рабочей поверхности деталей до 3 м в диаметре. Толщина дерева при этом ограничивается параметрами, заложенными изготовителем станка.
Схема токарного станка имеющего механическую подачу суппорта, оснащённого приставным лобовым устройством:
- станина на 2 тумбах;
- передняя и задняя бабки;
- суппорты;
- шпиндель, вращаемый 2-скоростным двигателем;
- клиноременная передача, соединяющая 3-ступенчатую коробку передач с мотором;
- шкив, закреплённый на шпинделе, приводит в движение продольный суппорт;
- резцы крепятся в поворотном держателе;
- основной – поперечный и дополнительный – продольный суппорты задают направление хода резцов.

При работе ручными резцами необходимо на направляющие станины устанавливать подручник. Суппорт на этом этапе обработки отводится за пределы рабочей зоны до упора.
Оснастка для токарных станков
Инструмент для токарного станка по дереву
Лобовое устройство также имеет поворотный держатель. Используется это приспособление для обработки заготовок с диаметром до 60 см, закрепляемых с одной стороны на планшайбе, соединённой со шпинделем, и фиксируется задней бабкой станка. При обработке короткой заготовки зажим может не использоваться, что упрощает внутреннюю обработку деталей.
Скорость срезания кромки дерева в разных точках разная, что определяется удалённостью резца от оси вращения. Наиболее наглядно это прослеживается при работе с копиром. Частота вращения шпинделя определяется по диаметру обрабатываемого древесного материала и его прочности.
Токарные станки – это специализированное оборудование, применяемое для изготовления изделий из дерева. Именно на таком станке делают ножки для мебели, дверные ручки, балясины и другие изделия из дерева. Существует множество моделей современных токарных станков, имеющих разную стоимость.
Существует множество моделей современных токарных станков, имеющих разную стоимость.
Модели токарных станков по дереву
Существует большое количество разных моделей токарных станков, их можно разделить на такие виды:
- Стандартные станки, в зависимости от изделия, обработка на таком устройстве производится в центре, в специальном патроне или планшайбе. В конструкцию оборудования входит электродвигатель, стальной каркас, резцы, патроны и система управления.
- Копировальные инструменты, с их помощью производят однотипные изделия из дерева, в больших количествах. Аппараты с ручным управлением стоят дешевле и будут выгодным вариантом для небольших производств.
- Фрезеровальные станки, на них обработка дерева делается вдоль оси изделия. Работа делается с помощью фрезы и циркулярной пилы.
- Станки для витых каннелюр, на оборудовании можно осуществлять стандартные операции, а также фигурную нарезку на боках изделий. Электронное управление значительно облегчает работу, а возможность одновременной обработки двух изделий, повышают производительность и экономит время.

Копировальный токарный станок по дереву Proma DSL-1200
Токарный станок предназначен для обработки деревянных изделий, вытачивания профилей и декоративных деталей. Характерная особенность аппарата – наличие двух резцов . Один устанавливается на люнете и служит для обработки круглых заготовок, снимает до 10 мм материала за один проход. При помощи этого резца можно делать круглые заготовки разных диаметров. Настройки выставляются на специальном приспособлении.
Второй резец установлен в копировальной каретке и вытачивает детали по копиру. Оригинальное крепление, позволяет быстро подготовить станок к работе.
Для изготовления длинных изделий в комплект поставки входит люнет, который крепится на направляющие штанги, как опора и исключает прогиб длинной заготовки. Установив планшайбу, станок позволит обрабатывать многогранные изделия.
Характеристики:
- Напряжение – 380В.
- Высота центра – 215 мм.
- Масса – 395 кг.
- Размеры – 2105х1000х1225 мм.

Цена – 255803р .
4-х шпиндельный копировальный токарный станок Т4М-0
Модель Т4М-0, оснащается горизонтальным шлифовальным блоком, который способен обрабатывать 4 заготовки одновременно по копиру (кружевные ножки столов и стульев, музыкальных инструментов).
- Литая станина и сбалансированные части, позволили избежать вибрации, повысив скорость обработки больших заготовок.
- Вал устанавливается автоматически в начале цикла и возвращаться в исходную позицию, после завершения обработки.
- Пневматический зажим на шпинделях.
- Регулируемая скорость подачи валов.
- Плавная регулировка скорости вращения шпинделя с помощью блока.
Характеристики:
Дополнительная комплектация:
- Двигатель на 7,3 кВт.
- Инвентарное управление скоростью вращения.
- Расширение рабочего пространства до 1500 мм.
Цена – 49700р .
Копировальный токарный станок по дереву CL-1201
Станок CL-1201 применяется на обрабатывающих производствах, для вытачивания округлённых изделия с диаметром до 1200 мм и обработки деталей цилиндрической формы. Широкие возможности по обработке обеспечивают фиксаторы: планшайба, патрон, центры.
Широкие возможности по обработке обеспечивают фиксаторы: планшайба, патрон, центры.
Особенности токарного аппарата:
- Тяжёлый шпиндель, оснащается устройством управляющим скоростью вращения, что позволяет качественно обрабатывать заготовки исходя из массы, габаритов, вида древесины.
- Шпиндель может менять направление вращения, обеспечивая хорошую обработку древесины любой плотности.
- Управление и настройка токарного станка осуществляется с переносного пульта, который по желанию пользователя может размещаться на передний или задней колонне.
- Устойчивость станка обеспечивается станиной, изготовленной из стали, а задние колонны из чугуна. Чем достигается минимальная вибрация во время работы и повышается качество обработки.
- Основание позволяет обрабатывать заготовки длинной до 1270 мм, а для увеличения можно использовать дополнительные секции до 1270 мм.
- Механизм для копирования входит в базовую поставку, что значительно расширяет возможности.
- Фрезерная приставка позволяет производить продольные пазы по всей длине заготовки.
- Мобильный суппорт перемещается по всей поверхности детали. Управление осуществляется маховиком. Глубина обработки регулируется рычагом
- С помощью задней бабки, увеличивается точность обработки деталей большой длинны.
- Степень защиты станка IP54, двигатель надёжно защищён от перегревов и перегрузок, а электронные детали от воздействия влаги и пыли.

В стандартную комплектацию входят:
- Копир и держатель для шаблонов.
- Опора для ножа 254 мм.
- Крепёжная шайба 254 мм.
- Вращающийся центр.
- 2 прямых резца
- Подставка для долот.
- Мобильный люнет.
- Устройства для регулирования скорости шпинделя.
Цена – 153588р .
Копировальный токарный станок по дереву CL-1201A
Аппарат производится австрийской компанией Stomana, которая занимается поставкой оборудования уже более 20 лет. Устройство предназначено для обработки древесины и округления изделий длинной до 1270 мм, из материала разной плотности. Копировальное устройство поставляется в базовой конфигурации, с его помощью выпускаются изделий по образцу.
Копировальное устройство поставляется в базовой конфигурации, с его помощью выпускаются изделий по образцу.
В комплект поставки токарного станка входит:
- Копир и подставка для шаблонов.
- Опора для ножа.
- Механизм для нанесения спиральных каналов.
- Вращающейся центр.
- Ведущий центра диаметром 20 мм.
- Крепёжная шайба.
- 2 резца.
- Подставка для люнета.
Копировальный токарный станок по дереву КТФ-7
Токарное устройство КТФ-7 используется для обработки дерева на неподвижных и вращающихся заготовках. Оборудование использует дисковый инструмент для фрезерования , что увеличивает производительность и срок службы. Эта схема позволяет получить детали, которые нельзя изготовить на обычном токарном станке:
- Профильные многогранники.
- Поверхности с винтовым профилем.
- Профильные канавки на изделии.
Работа на токарном устройстве производится по шаблону с автоматической подачей заготовки, в два захода. При прямом движении происходит черновая обработка, при обратном – чистовая. Полуавтоматическая работа повышает производительность и количество неровностей на поверхности дерева при обработке. Устройство оборудовано креплением под ручную фрезу.
При прямом движении происходит черновая обработка, при обратном – чистовая. Полуавтоматическая работа повышает производительность и количество неровностей на поверхности дерева при обработке. Устройство оборудовано креплением под ручную фрезу.
Характеристики:
- Напряжение – 380В.
- Максимальная длинна детали – 1200 мм.
- Высота центра – 215 мм.
- Масса – 740 кг.
- Размеры – 2100х900х1049 мм.
Для работы с деревом может применяться самое различное оборудование, в том числе станки. За счет применения подобного оборудования ускоряет процесс механической обработки деревянных заготовок. Весьма востребован токарный станок по дереву с копиром, который существенно упрощает выполнение поставленных задач: изготовление ножек для мебели, дверных ручек и балясины.
Классификация токарных станков
Токарные станки многие решают выбрать для покупки и установки в собственной мастерской по причине возможного их применения при изготовлении изделий цилиндрической формы. Существует довольно большое количество различных моделей, разделить их можно на несколько групп:
Существует довольно большое количество различных моделей, разделить их можно на несколько групп:
- Классическое оборудование, когда заготовка располагается в патроне или планшайбе. В качестве режущего инструмента применяется резец. Заготовка может вращаться с различной скоростью. Однако оборудование не подходит для массового производства.
- Копировальные станки могут применяться для работы по шаблону. За счет применения шаблона можно упростить задачу по изготовлению однотипных изделий. Для мелкосерийного производства подходит аппарат с ручным управлением, так как он имеет низкую стоимость и прост в применении.
- Фрезеровальные станки сегодня встречаются крайне часто. Это связано с тем, что они получили широкое применение в области производства корпусных и плоских деталей из дерева и металла. Встречается и токарно-фрезерный станок по дереву, который может применяться для выполнения различных операций.
- Модели с числовым программным управлением. При массовом производстве или изготовлении дорогих изделий может применяться оборудование, которое имеет блок ЧПУ. Однако применение копира существенно снижает себестоимость изделия.
 Однако применение копира существенно снижает себестоимость изделия.
Однако применение копира существенно снижает себестоимость изделия.Копировальное устройство для токарного станка по дереву обладает весьма привлекательными характеристиками, за счет чего их стали устанавливать в частных и других мастерских.
Классическая конструкция
Промышленные станки обладают достаточно сложной конструкцией, особенно варианты исполнения с ЧПУ, которые могут проводить обработку в автоматическом режиме. Требуемое изделие можно получить и при применении копировального оборудования. Классическая конструкция представлена сочетанием следующих основных узлов:
Самодельный копир для токарного станка по дереву позволяет также проводить качественную обработку заготовок.
Изготовление своими руками
Промышленные варианты исполнения станков обходятся дорого. Именно поэтому многие рассматривают возможность сборки станка своими руками. Рекомендации по проведению работы следующие:
Больше всего внимания уделяется производству копира.
 Именно он отличает токарный станок от копировального.
Именно он отличает токарный станок от копировального.Создание копира
Копир применяется для производства похожих изделий. За счет его применения существенно повышается показатель производительности. Среди особенностей, связанных с созданием копира, отмечают следующие моменты:
Шаблон изготавливается из фанеры, он прикручивается к передней поверхности бруса. Верхняя поверхность ранее установленного бруса совмещается с осью шаблона.
Недостатки рассматриваемого устройства
У самодельного копировального станка есть довольно большое количество существенных недостатков. Примером можно назвать такую информацию:
Именно поэтому для налаживания производства сложных деревянных элементов рекомендуется устанавливать промышленные станки.
Станок по дереву Proma DSL-1200
Рассматриваемая модель предназначена для обработки деревянных изделий, которые могут применяться в качестве декоративных элементов. Отличительной чертой конструкции специалисты называют наличие двух резцов:
Эта модель станка может применяться для работы с большими заготовками. Для этого конструкция оснащается люнетом, который крепится на штанги, выступающие в качестве направляющих. Установленная планшайба позволяет обрабатывать многогранные изделия.
Для этого конструкция оснащается люнетом, который крепится на штанги, выступающие в качестве направляющих. Установленная планшайба позволяет обрабатывать многогранные изделия.
Основные характеристики модели:
Недостатком этого предложения, как и многих других, можно назвать довольно высокую стоимость.
В доме и на даче найдется большое количество работ, требующих обработки древесины. Для выполнения задачи понадобится токарный станок. Готовая производственная техника – дорогое удовольствие, поэтому многие мастера предпочитают изготавливать оборудование самостоятельно из подручных средств. Варианты создания разных токарных станков описаны в статье.
Целесообразность изготовления токарного станка по дереву своими руками
Автоматизированное оборудование повышает эффективность деревообработки, что особо актуально при организации производственного процесса или при выполнении бытовых задач. Современные модели позволяют выполнять обработку не только деревянных изделий, а и целого ряда мягких металлов (алюминия, бронзы и меди). Из ассортимента техники можно выбрать любое изделие – профессиональные станки с широким функционалом или оборудование для домашнего применения.
Из ассортимента техники можно выбрать любое изделие – профессиональные станки с широким функционалом или оборудование для домашнего применения.
Единственный минус покупного токарного станка – его стоимость. Для экономии бюджета возможны три варианта решения проблемы: приобретение аналога китайского производства, покупка старой советской техники и ее последующий ремонт, или изготовление станка собственноручно.
Если техника предназначается для бытового использования и оттачивания столярного мастерства в рамках хобби, то самодельный токарный станок по дереву своими руками – отличная альтернатива дорогому оборудованию. Конечно, в такой модели не будет предусмотрено различных «примочек» заводского оборудования, но ее функций вполне хватит для создания небольших поделок из древесины мягких пород.
Конструктивные элементы токарного станка
Независимо от модели главные составляющие узлы токарного станка для обработки дерева остаются неизменными.
- Станина – основа конструкции. Платформа изготавливается из металла или нескольких соединенных балок. Более предпочтительно металлическое основание, повышающее устойчивость оборудования.
- Поперечная балка П-образной формы.
- Электрический двигатель, задающий вращение обрабатываемой заготовке. Обычно в заводских моделях установлены трехфазный электропривод, требующий для работы соответствующей линии электроснабжения. Максимальная частота вращения электромотора – 1500 об./мин. В самодельных изделиях часто применяют однофазные моторы с мощностью 200-400 Ватт.
- Токарный патрон.
- Опора для задней бабки.
- Вращающийся элемент.
- Упор для размещения инструмента или заготовки.
- Опора для подручника.
- Направляющая балка.
- Стойка для задней бабки.
- Обоймы.
- Металлические пластины под упор узловых соединений.
- Поперечная направляющая.
- Винты для фиксации.
- Опорная ось.
Главные исполнительные детали токарника – задняя и передняя бабки. Между рабочими элементами устанавливается деревянная заготовка. Через переднюю бабку изделию передается вращение от электрического движка. Задняя бабка, по сути, только удерживает изделие, оставаясь статичной. Передвижение бабки происходит посредством ручного привода.
Функциональность токарного станка получится несколько разнообразить, оборудовав технику дополнительными приспособлениями:
- балясиною – центровая опора, поддерживающая заготовки большой длины; этот конструктивный элемент предупреждает провисание обрабатывающей детали;
- трезубцем – патрон с зубцами заменяет обычный шпиндель, если возникли проблемы с прокруткой изделия во время обтачки;
- копиром – для изготовления нескольких однотипных деталей; элемент направляет резец по необходимому пути, обеспечивая идентичность размеров/конфигурации изделий.
Как сделать токарный станок по дереву своими руками
Стандартные габариты оборудования
Фото. Токарный станок по дереву своими руками: чертеж.
Типичные размеры самодельного станка составляют:
- длина – 80 см;
- ширина – 40 см;
- высота – 35 см.
Техника с такими габаритами справится с деревообработкой заготовок до 20 см в длину и до 25 см в диаметре. Эти параметры указаны без использования центровки посредством задней бабки. Фиксация детали происходит через специальную планшайбу. Если применяется задняя бабка, то длина заготовки увеличивается до 40 см.
Подбор материалов и подготовка инструментов
При выборе материалов для создания токарного оборудования понадобятся следующие материалы:
- Старое электроточило под заточку двух камней. Инструмент будет выполнять функцию передней бабки. Агрегат уже оборудован четырьмя металлическими шайбами. Две из них используются для фиксации разных в диаметре сменных дисков, преставление которых ведет к ускорению/замедлению скорости вращения. Для фиксации болванки на другой стороне устанавливается спецпланшайба.
- Запчасти электродрели подойдут под роль задней бабки.
- Металлопрофиль (швеллер) для изготовления станины токарного станка по дереву руками.
- Разные по диаметру шкивы осуществляют вращение со скоростью 800-3000 об./мин.
- Для компоновки конструкции пригодятся:
- металлический уголок;
- трубы разного диаметра;
- полосы из стали шириною по 2 см и 4 см;
- крепежи;
- приводной ремень.
Из инструментов в работе будут задействованы:
- электрическая дрель;
- напильники;
- болгарка;
- сварочный аппарат и электроды.
Изготовление элементов и сборка станка
Последовательность выполнения работ можно разбить на несколько этапов:
Токарный станок из двигателя от стиральной машинки
Порядок изготовления станка:
- Подготовить основу под размещение всех элементов конструкции. Балки соединить поперечинами и дополнительно зафиксировать сверху двумя уголками.
- Двигатель от стиральной машинки прикрепить к передней бабке.
- Основу задней бабки составляет крутящийся центр, прикрепленный к опоре.
- Упор под заднюю балку изготовить из уголка. Обойму нанизать на опорную ось и приварить конструктивный элемент к направляющим балкам – основе станка. Упор и задняя бабка – подвижные механизмы.
- Для фиксации подвижных элементов подготавливаются предварительные отверстия.
- Сначала подготовленные детали скрепляются точечной сваркой, а потом – соединяются окончательно сварочными швами.
Мини токарный станок по дереву своими руками
Соорудить маленький токарный станок по дереву своими руками, размеры которого не превышают 20-30 см, получится из моторчика и блока питания от советской магнитолы. Мини-токарник справится с обработкой различных мелочей из дерева (рукоятки, брелки и т.д.).
Алгоритм сборки:
- Из металлического листа (1-2 мм) подготовить коробку под движок. Пластине придать П-образную форму и подготовить отверстие под вал.
- Из древесного бруса (2-3 см в толщине) сделать несущий каркас, упоры под компактный движок и заднюю бабку.
- Нарезать деревянные квадратики и сложить их в стопку. Для фиксации можно использовать обычный клей ПВА.
- Закрепить полученную «башню» четырьмя саморезами.
- Прямой металлический пруток подставить к шкиву движка и наметить точку размещения держателя (самореза).
- В качестве ответного держателя со стороны мотора устанавливается планшайба.
Мини-токарник отличается простотою сборки. Его компактные габариты составляют около 22-х см. Конечно, для выполнения серьезных задач подобная техника не годится, но для обработки мелких деталей из дерева, олова и алюминия он вполне подойдет.
Изготовление токарно-копировального станка
Готовый токарный станок дополнительно можно оборудовать копиром, который пригодится для формирования однотипной резьбы и создания одинаковых деталей.
Под основу копира подойдет ручной фрезер. Деталь укладывают на фанеру толщиною 1,2 см площадью 20*50 см. Далее делают отверстия под крепежи и монтируют опорные небольшие брусья для установки фрезы. Резец разместить между фиксаторами и закрепить саморезами.
На токарнике устанавливается брусок – в дальнейшем на него крепятся шаблоны. Размер бруска – 70*30 мм. Элемент закрепляется саморезами к вертикальным опорам, а сами подставки – к основанию станка.
Если использовать копир необходимости нет, то брус демонтируется, и оборудование применяется для простой обтачки деталей.
Токарно-копировальный станок по дереву своими руками имеет некоторые недостатки:
- рабочую зону с фрезером придется передвигать вручную – в процессе обработки подвижную часть может заклинивать;
- техника пригодна для копирования простых элементов;
- для повышения универсальности конструкции фрезу лучше заменить циркуляркой.
Особенности изготовления токарно-фрезерного станка по дереву своими руками
Конструкция токарно-фрезерного оборудования включает такие основные компоненты:
- Станина. Для создания берутся деревянные брусья, из которых изготавливают решетчатую конструкцию. Передняя бабка фиксируется неподвижно. Расположение задней может меняться благодаря передвижению установочной панели по ребрам металлическим ребрам станины.
- Электрический движок и система передачи вращения. Для ускорения работы на вал двигателя насаживается маленький диск, а на вал передней балки, наоборот – большого размера. Сопряжение деталей посредством ремня.
- Фрезер ручного типа. Монтируется вверху станины на платформу, которая перемещается относительно заготовки вдоль направляющих.
Токарный станок по дереву своими руками: видео
Видео: Дубликатор токарного станка собственного производства – FineWoodworking
Британский плотник Алекс Харрис (Alex Harris) соорудил этот изобретательный дубликатор из обрезков древесины, мотора фрезерного станка и нескольких направляющих для ящиков.
В своем коротком видео под названием Homebuilt Router Copier Lathe Харрис предлагает обзор своего самодельного токарного дубликатора. Эта установка представляет собой не что иное, как двигатель маршрутизатора, прикрепленный к платформе, которая движется по направляющим ящика, предлагая две оси работы. Харрис просто вставляет шаблон, и булавка, прикрепленная к оснастке, следует шаблону.В своем видео Харрис с легкостью создает небольшую вазу.
Фрезерно-копировальный станок Shopmade
Я слышал, как много людей сетуют на исчезновение традиционного «шоп-класса» из школьных программ в последние годы, и это не без уважительной причины. Так как очень мало людей осталось учить детей ремеслу своими руками, искусство обработки дерева находится в агонии – по крайней мере, так думают. Однако один британский плотник-подросток является символом тех молодых людей, которые, скорее всего, сохранят это ремесло в обозримом будущем.
Алекс Харрис занимается деревообработкой около шести лет и начал делиться видео с техникой, подобными показанному выше, только для того, чтобы поделиться своим путешествием в качестве мастера. Харрис говорит: «Теперь, почти два года спустя, я считаю, что некоторые особенно молодые зрители решили принять участие благодаря видео, которые я разместил».
С более чем 110 видео на его канале YouTube и примерно 190 000 подписчиков, я бы сказал, что Харрис действительно вызвал интерес у многих людей вроде меня!
Harris’s – это видео, которое вселяет во меня надежду, что деревообработка переживет цифровой потоп 21 века.
Посетите веб-сайт Харриса:
http://thiswoodwork.com/
(Правка: аудитория Харриса на YouTube 29.02.19 росла, и мы обновили некоторые статистические данные в этой статье, чтобы отразить это)
Подробнее с сайта FineWoodworking.com:
Подпишитесь на избиратели сегодня и получите новейшие технологии и практические рекомендации от Fine Woodworking, а также специальные предложения.
Получайте советы по деревообработке, советы экспертов и специальные предложения на почту
×Станок для дубликатора токарного станка для бедняков
СТАТЬИ И ОТЗЫВЫ
Дубликатор токарного станка бедняка
к Кен Грюнке
Вдохновленный адаптацией Доном Дерри дизайна Марко Берары, который Дон разместил в архиве WoW января.28, 2007. После того, как я увидел эту установку, моя версия была наскоро собрана из запчастей из моих мусорных баков. Легко собрать, используя восстановленные / найденные детали или купленные с полки.
Станок скользит по фанерной платформе, заблокированной на станине токарного станка, чтобы наконечник инструмента попал в центр токарного станка. Здесь он просто С-образным зажимом на станине токарного станка, но болты с квадратным подголовком и барашковые гайки были бы улучшением, если бы у вас был доступ к нижней части станины токарного станка. Стойка инструмента имеет вертикальную регулировку на 1 дюйм для установки режущей кромки инструмента по центру.Это дает диапазон диаметра 2 дюйма – я могу переместить станок с 10-дюймового мини-токарного станка на свой Jet 1236 с небольшой регулировкой, и он может быть помещен на токарный станок любого размера с блоками подходящего размера под платформой.
Теоретически у вас должна быть возможность подойти к работе под любым углом, но только если профиль инструмента и следящий штифт совпадают. Я не заморачивался с этим во время пробного запуска, но если используется круглый следящий штифт, наконечник инструмента должен быть круглым с таким же радиусом.Точно так же, если используется заостренный инструмент, следящий штифт будет иметь форму клина. Профиль инструмента представляет собой базовую форму косоугольного закругленного носа и представляет собой-дюймовую круглую HSS-коронку, закрепленную эпоксидной смолой в конце ½-дюймового вала из мягкой стали, удерживаемого в моей рукоятке установочного винта.
Часть A:
Основой этого станка является основание для крепления инструмента, которым может быть любое довольно тяжелое зубчатое колесо, шестерня, шкив, лицевая панель или аналогичный предмет диаметром 4-6 дюймов. Я использую чугунную шестерню с диаметром 7⁄8 дюйма. Диаметр отверстия – размер отверстия от “до 1” вполне подойдет.Основание удерживает стойку для инструмента (часть B) с перфорацией (C) для установки вала инструмента (D). Я добавил втулку установочного винта (E) к валу инструмента, чтобы обеспечить повторяющуюся точность глубины инструмента, если необходимо снять вал инструмента со стойки инструмента.
Используемый инструмент:
Прежде всего, наконечник инструмента должен быть выровнен над следящим штифтом (F) как можно ближе, используя линию визирования или какой-либо калибр. Затем шаблон (G) должен быть расположен под заготовкой шпинделя.Здесь есть некоторая свобода действий, по крайней мере, спереди назад, так как сам инструмент можно перемещать внутрь или наружу для точной настройки.
На этой установке можно также резать сферические профили! На этом изображении у меня есть чугунное основание шестерни, которое вращается вокруг винта, вбитого в основание. Я оставил установочный винт в верхней части стойки инструмента незакрепленным, чтобы инструмент можно было постепенно продвигать в разрез, а также вращать влево или вправо. В качестве альтернативы тот же следящий штифт, который используется для обычного дублирования, можно использовать в качестве оси в пазу или отверстии, вырезанном в шаблоне.
Наблюдения:
Меня не очень впечатлила скорость использования этой установки – она несколько громоздкая. Я не мог не думать о том, насколько быстрее я мог бы повернуть форму от руки, используя наклон и выемку, если бы меня не удерживал приспособление, и если бы мне не требовался точный профиль. Так что я бы не назвал эту технику отличной экономией времени, хотя черновая обработка может пройти быстрее, чем с использованием ручных инструментов. Вот как я рассматриваю любую установку для копирования как черновую установку – тем более, что, как и в случае с большинством других дубликаторов, трудно получить хорошую законченную поверхность инструмента с помощью этой установки, поэтому следует запланировать небольшую чистовую работу с помощью ручных инструментов.
Стоит ли строить ?: Конечно, почему бы и нет – учитывая, что это не требует какой-либо квалифицированной обработки и использует готовые детали, которые можно собрать за полдня, если все пойдет хорошо. . У меня не было возможности опробовать его на любой работе по токарной обработке нескольких шпинделей, но я чувствую, что это может оказаться полезным и дешевым!
Необходимые улучшения: Эта установка не очень легко перемещается по платформе, поэтому я бы сделал платформу из ламинированного МДФ, такого как материал столешницы, и приклеил бы лист гладкого пластика к нижней части механизма.Также необходим более прочный шаблон – такой картон, вероятно, не хватит больше, чем на дюжину копий.
© 2007 г. Кен Грюнке. Все права защищены.
Никакие части этой статьи не могут быть воспроизведены в какой-либо форме и любыми средствами.
без письменного разрешения издатель и автор.
Токарный Дупликатор – Мастерская
Токарный станок Дубликатор Хотя токарная обработка древесины часто считается одним из самых творческих и полезных видов деревообработки, она также может быть одним из самых трудных, особенно для новичков или неопытных столяров. Это потому, что для многих проектов требуется несколько совпадающих деталей – например, две лампы, четыре ножки стола или набор салатников – и обычно требуется немало практики, чтобы развить необходимые навыки, чтобы повернуть эти совпадающие детали обычными методами.Дубликатор на токарном станке устраняет эту проблему и дает возможность любому обработать столько дубликатов, сколько им нужно, всего за одно или два коротких практических занятия. Кроме того, дубликатор позволяет вам наслаждаться токарным станком и выполнять точение от руки без необходимости учиться держать, использовать или затачивать обычные токарные станки. Эти возможности возможны благодаря уникальной конструкции токарного дубликатора. Вместо обычных долот в дубликаторе есть фрезы, которые надежно закреплены на отдельном узле упора для инструмента.Непосредственно над фрезой устанавливается толкатель с таким же профилем. Направляя толкатель по шаблону или рисунку, установленному над заготовкой, резак будет дублировать профиль в заготовке ниже. ДУБЛИКАТОР ТОКАРНОГО ДУБЛИКАТОРА – НАСТРОЙКА И ХАРАКТЕРИСТИКИ Дубликатор токарного станка устанавливается на Mark V моделей 500 и 510 (Рисунок 13-1). Чтобы настроить токарный дупликатор, следуйте инструкциям в Руководстве пользователя, прилагаемом к дубликатору. Некоторые из важных характеристик и возможностей вашего токарного дупликатора: • Максимальная длина шпинделя – 34 дюйма с центром чашки – 33-1 / 2 дюйма с подвижным центром и без проставки – 32 дюйма с подвижным центром и проставкой 1-1 / 2 дюйма • Минимальная длина шпинделя – 6-1 / 4 дюйма с центром чашки – 5-3 / 4 дюйма с подвижным центром и без проставки – 4- 1/4 дюйма с подвижным центром и одной проставкой – 2-3 / 4 дюйма с подвижным центром и двумя проставками • Максимальный диаметр шпинделя – 8 дюймов для ручного точения или с плоским шаблоном – 4 дюйма с оригинальным точением в качестве шаблона • Максимальный диаметр чаши диаметр – 8 дюймов для ручной токарной обработки или с помощью плоского шаблона Рисунок 13-1. Токарный станок Дубликатор устанавливается на MARK V. Дополнительные принадлежности MARK, которые используются для дублирования шпинделя: (A) центр привода, (B) центр чашки, (C) задняя бабка и (D) дополнительный люнет. Для дублирования планшайбы на главном шпинделе устанавливается планшайба.
Категория Сопутствующие товары CL-35CS 8 990 долларов США.00 CL-1248HS 33 990,00 долл. США В продаже BS-1616HR-TN 75 990,00 долл. США BS-1212HR-TN 68 990,00 долл. США | Описание предмета Название позиции 59-дюймовый токарный станок с автокопированием Номер CL-59SAP Цена / шт. 49 990 долларов США.00
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||
Производитель гидравлического копировального устройства из Мумбаи, Махараштра, Gamut Machine Tools
Приставка для автоматических гидравлических копировальных станков
- Мин.Заказ (MOQ) 1 шт.
- Название бренда ГАМУТА
- Напряжение 415
- Состояние НОВЫЙ
- Гарантия 12 МЕСЯЦЕВ
- Послепродажное обслуживание предоставляется ДА
- Номер модели SC-7090
- заявка ПОВОРОТ КОПИРОВАНИЯ
- Место происхождения ИНДИЯ
- Производственная мощность 7 В МЕСЯЦ
- Мощность (Вт) HP
- АВТОМАТИЧЕСКИЙ ВЫСОКИЙ
Автономная система отслеживания включает одноосный индикатор гаммы, установленный на независимых продольных гидравлических направляющих подачи с регулировкой скорости 0 ~ 40 ммсекунд, гидравлический контроль направления и электрические средства управления для достижения полного автоматического 2-резания, одного грубого и одного 0 ~ 1.Автоматический цикл чистовой резки с предустановкой 5 мм. Оператор должен загрузить задание, нажать кнопку автоматического запуска и выгрузить задание после завершения цикла. Эта система очень полезна там, где станина токарного станка изношена и не может использоваться. Система включает в себя автоматические направляющие, гидравлические направляющие продольной подачи, устройство для удержания круглого мастера, гидравлический блок питания двойной подачи с регулирующими клапанами, электрическую панель управления и комплект шланговых труб. Особенности � ¢ �Ã� встроенная система смазки для отслеживания скольжения.Закаленный резцедержатель с быстросменным держателем. Система автоматической чистовой резки ࿽Ãàот 0 до 1,5 мм. Инструмент продвигается автоматически в режиме чистовой резки. ࢠ¯Â¿Â½Ã� ¢ вперед и втягивание ползуна и завершающая операция резки выполняются автоматически. Держатель мастера для круглого мастера и держатель плоского шаблона (опция за дополнительную плату) могут быть легко установлены, имея приспособление для продольных и осевых перемещений. Силовой агрегат ࢠ¯Â¿Â½Ãàс насосом двойной подачи, индикатором уровня масла, специальным запорным клапаном для манометра и фильтрами
Дополнительная информация:
Условия оплаты: Т / Т
Подробности упаковки: ДЕРЕВЯННАЯ КОРОБКА
Срок поставки: 7 НЕДЕЛЬ
Dewalt 618 Router Motor Only Connect, Токарный станок по дереву Копир 01
Есть много типов токарных станков для токарной обработки и обработки различных материалов разного размера.Эти приспособления обычно используются для изготовления ножек стола, бейсбольных бит и других округлых деревянных предметов, которым требуется много копий для копировального станка по дереву. 01. В большинстве стран мира существует постоянный спрос на изделия из дерева. Вам захочется воспользоваться преимуществом покорения рощи среди…. Пожалуйста, введите следующий код :.Они также могут вращать объект по вертикальной оси, если объект большой, необычной формы или настолько тяжелый, что может упасть с горизонтального токарного станка.Копировальный станок токарного станка по дереву обычно крепится к горизонтальному токарному станку по дереву. Горизонтальный токарный станок по дереву состоит из трех основных компонентов. Существует система зажима, которая надежно удерживает деревянную деталь. Двигатель, работающий на газе или на электричестве, быстро раскручивает кусок дерева.
Третья часть – это подставка для инструмента, где инструменты устанавливаются для лучшего контроля, когда рабочий использует токарный станок. Токарный копировальный станок по дереву – это усовершенствованная версия одной из простых опор для инструмента.
После установки копировального станка по дереву на токарный станок деталь, которую рабочий хочет скопировать, помещается в копировальный аппарат.Затем рабочий помещает заготовку на токарный станок. Установив копировальный аппарат на место, рабочий может вырезать заготовку, руководствуясь копировальным аппаратом. Чрезмерная или неправильная резьба останавливается копировальным аппаратом токарного станка по дереву. Это позволяет рабочему создать почти точную копию. Сказав это, если вы согласны, что находитесь в точке своей живой зоны рощи, вы строго относитесь к оснащению бутика соответствующей экипировкой, возможно, вам стоит подумать об этом устройстве.
Базовая работа аппарата доступна для понимания; Вы пребываете в своем задании, считайте его токарным станком, и он вращается.Однако, что на самом деле сказано, есть добавление к аппарату, что это. Вам захочется воспользоваться преимуществом покорения рощи среди….