Генри Модсли, выдающийся станкостроитель
Maudslay Henry (1771-1831)
Aнглийский механик и промышленник. Создал токарно-винторезный станок с
механизированным суппортом (1797), механизировал производство винтов, гаек
и др. Ранние годы провел в Вулвиче под Лондоном. В 12 лет стал работать
набивальщиком патронов в Вулвичском арсенале, а в 18 лет он лучший кузнец
арсенала и слесарь-механик, в мастерской Дж. Брама – лучшей мастерской
Лондона. Позже открыл собственную мастерскую, потом завод в Ламбете. Создал
“Лабораторию Модсли”. Дизайнер. Машиностроитель. Создал механизированный
суппорт токарного станка, собственной конструкции. Придумал оригинальный
набор сменных зубчатых колес. Изобрел поперечно-строгальный станок с кривошипно-шатунным
механизмом. Создал или усовершенствовал большое количество различных металлорежущих
станков. Строил для России паровые корабельный машины. С начала XIX века
начался постепенный переворот в машиностроении. На место старому токарному
станку один за другим приходят новые высокоточные автоматические станки,
оснащенные суппортами. Начало этой революции положил токарный винторезный
станок английского механика Генри Модсли, позволявший автоматически вытачивать
винты и болты с любой нарезкой.
Изобрел поперечно-строгальный станок с кривошипно-шатунным
механизмом. Создал или усовершенствовал большое количество различных металлорежущих
станков. Строил для России паровые корабельный машины. С начала XIX века
начался постепенный переворот в машиностроении. На место старому токарному
станку один за другим приходят новые высокоточные автоматические станки,
оснащенные суппортами. Начало этой революции положил токарный винторезный
станок английского механика Генри Модсли, позволявший автоматически вытачивать
винты и болты с любой нарезкой.
Винторезный станок, сконструированный Модсли, представлял собой значительный
шаг вперед. История его изобретения так описывается современниками. В 1794-1795
годах Модсли, еще молодой, но уже весьма опытный механик, работал в мастерской
известного изобретателя Брамы.

Уйдя вскоре после своего изобретения от Брамы, Модсли основал собственную
мастерскую и в 1798 году создал более совершенный токарный станок. Этот
станок стал важной вехой в развитии станкостроения, так как он впервые
позволил автоматически производить нарезку винтов любой длины и любого
шага. Как уже говорилось, слабым местом прежнего токарного станка было
то, что на нем можно было нарезать только короткие винты. Иначе и быть
не могло-ведь там не было суппорта, рука рабочего должна была оставаться
неподвижной, а двигалась сама заготовка вместе с шпинделем. В станке Модсли
заготовка оставалась неподвижной, а двигался суппорт с закрепленным в нем
резцом. Для того чтобы заставить суппорт перемещаться на нижних салазках
вдоль станка, Модсли соединил с помощью двух зубчатых колес шпиндель передней
бабки с ходовым винтом суппорта. Вращающийся винт вкручивался в гайку,
которая тянула за собой салазки суппорта и заставляла их скользить вдоль
станины. Поскольку ходовой винт вращался с той же скоростью, что и шпиндель,
то на заготовке нарезалась резьба с тем же шагом, что была на этом винте.
Как уже говорилось, слабым местом прежнего токарного станка было
то, что на нем можно было нарезать только короткие винты. Иначе и быть
не могло-ведь там не было суппорта, рука рабочего должна была оставаться
неподвижной, а двигалась сама заготовка вместе с шпинделем. В станке Модсли
заготовка оставалась неподвижной, а двигался суппорт с закрепленным в нем
резцом. Для того чтобы заставить суппорт перемещаться на нижних салазках
вдоль станка, Модсли соединил с помощью двух зубчатых колес шпиндель передней
бабки с ходовым винтом суппорта. Вращающийся винт вкручивался в гайку,
которая тянула за собой салазки суппорта и заставляла их скользить вдоль
станины. Поскольку ходовой винт вращался с той же скоростью, что и шпиндель,
то на заготовке нарезалась резьба с тем же шагом, что была на этом винте.
В 1800 году Модсли внес замечательное усовершенствование в свой станок
– взамен набора сменных ходовых винтов он применил набор сменных зубчатых
колес, которые соединяли шпиндель и ходовой винт (их было 28 с числом зубьев
от 15 до 50).
 Он, в частности, нарезал регулировочные
винт и гайку для астрономического прибора, который в течение долгого времени
считался непревзойденным шедевром точности. Винт имел пять футов длины
и два дюйма в диаметре с 50-ю витками на каждый дюйм. Резьба была такой
мелкой, что ее невозможно было рассмотреть невооруженным глазом. В скором
времени усовершенствованный Модсли станок получил повсеместное распространение
и послужил образцом для многих других металлорежущих станков. Выдающееся
достижение Модсли принесло ему громкую и заслуженную славу. Действительно,
хотя Модсли нельзя считать единственным изобретателем суппорта, его несомненная
заслуга состояла в том, что он выступил со своей идеей в самый нужный момент
и облек ее в наиболее совершенную форму.
Он, в частности, нарезал регулировочные
винт и гайку для астрономического прибора, который в течение долгого времени
считался непревзойденным шедевром точности. Винт имел пять футов длины
и два дюйма в диаметре с 50-ю витками на каждый дюйм. Резьба была такой
мелкой, что ее невозможно было рассмотреть невооруженным глазом. В скором
времени усовершенствованный Модсли станок получил повсеместное распространение
и послужил образцом для многих других металлорежущих станков. Выдающееся
достижение Модсли принесло ему громкую и заслуженную славу. Действительно,
хотя Модсли нельзя считать единственным изобретателем суппорта, его несомненная
заслуга состояла в том, что он выступил со своей идеей в самый нужный момент
и облек ее в наиболее совершенную форму.
Другая его заслуга была в том, что он внедрил идею суппорта в массовое
производство и тем способствовал ее окончательному распространению. Он
же первый установил, что каждый винт определенного диаметра должен иметь
резьбу с определенным шагом. До тех пор, пока винтовая нарезка наносилась
вручную, каждый винт имел свои особенности. Для всякого винта изготовлялась
своя гайка, обычно не подходившая ни к какому другому винту. Введение механизированной
нарезки обеспечило единообразие всех резьб. Теперь любой винт и любая гайка
одного диаметра подходили друг к другу вне зависимости от того, где они
были изготовлены. Это было начало стандартизации деталей, имевшей чрезвычайно
большое значение для машиностроения.

На главную
| Первое, на что обращаешь внимание, глядя на предлагаемый станок, — у него нет никакого мотора. Приводом служат ножная педаль и коленвал, соединенные шарнирно металлической (хотя она может быть и деревянной) тягой. На коленвале закреплен маховик, способствующий равномерному вращению обрабатываемой детали, зажатой между хвостовиком передней бабки и конусом задней. В качестве маховика подойдет, например, массивный деревянный круг (срез ствола подходящего диаметра) или набранный из толстых досок (в два-три слоя) диск, соответственно обработанные ножовкой, напильниками и шкуркой. С маховика вращение передается посредством кожаного или резинотканевого ремня (или шнура) на барабан передней бабки. Поскольку последний имеет по всей длине одинаковый диаметр, изменение скорости вращения обрабатываемой детали зависит лишь от работы нажимной педали. Если же барабан выполнить в виде ряда шкивов разного диаметра, желаемые обороты можно будет получать простым перебрасыванием ремня. Для соединения перечисленных деталей и узлов в единую конструкцию служат деревянные стойки, в свою очередь опирающиеся на деревянные подпятники. И сами стойки, и подпятники изготовлены из одинаковых досок толщиной 20-25 мм. Продольную прочность конструкции придают нижние и верхние связки. На одной из нижних — той, что длиннее, объединяющей все три стойки (из трубы или бруска), шарнирно крепится педаль. А над ней, на верхней связке (доска, как и у стоек, но в половину их ширины) устанавливается суппорт, на который будет опираться обрабатывающий инструмент: стамеска, долото, напильник или шлифовальный блок. Суппорт может передвигаться по горизонтали и закрепляться в нужном месте благодаря расположенному снизу эксцентрику с ручкой. Все детали суппорта изготавливаются из твердых пород дерева. Основа суппорта — Н-образный корпус; он может быть выполнен целиком или из брусков. |
 Появление маховика, который позволяет накапливать большое количество энергии, упростило обработку все более твердых материалов.
Появление маховика, который позволяет накапливать большое количество энергии, упростило обработку все более твердых материалов. Однако тогда нужно будет придумать приспособление для натяжения ремня при переводе его с большего шкива на меньший.
Однако тогда нужно будет придумать приспособление для натяжения ремня при переводе его с большего шкива на меньший. В верхний паз вставляется опора для инструмента (брусок), а нижний скользит по бруску верхней стяжки станка. Фиксирующий его положение эксцентрик представляет собой металлический диск со смещенным от центра квадратным отверстием; такое же отверстие — и у планки ручки. Входящий в них стержень-ось имеет такое же квадратное сечение, как и средняя часть вала передней бабки, где устанавливается барабан привода. Головка передней бабки заканчивается зубом, удерживающим обрабатываемую деталь.
В верхний паз вставляется опора для инструмента (брусок), а нижний скользит по бруску верхней стяжки станка. Фиксирующий его положение эксцентрик представляет собой металлический диск со смещенным от центра квадратным отверстием; такое же отверстие — и у планки ручки. Входящий в них стержень-ось имеет такое же квадратное сечение, как и средняя часть вала передней бабки, где устанавливается барабан привода. Головка передней бабки заканчивается зубом, удерживающим обрабатываемую деталь.
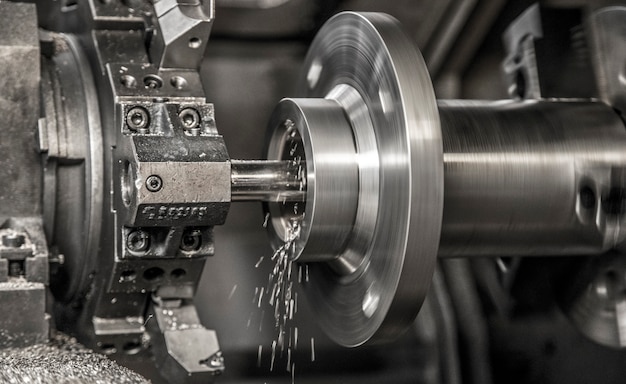
 Одновременно с усовершенствованием конструкции была разработана и усовершенствована система привода от трансмиссионного привода от водяного колеса через паровую машину, до современных токарных станков с собственным источником энергии — электродвигателем. Также были изменены материалы, из которых изготавливались режущие инструменты. Первоначально они производились из низкоуглеродистой стали, но по мере увеличения твердости заготовок впервые появились ножи из быстрорежущей стали. В 1925 году для лезвий инструментов впервые был использован карбид вольфрама.
Одновременно с усовершенствованием конструкции была разработана и усовершенствована система привода от трансмиссионного привода от водяного колеса через паровую машину, до современных токарных станков с собственным источником энергии — электродвигателем. Также были изменены материалы, из которых изготавливались режущие инструменты. Первоначально они производились из низкоуглеродистой стали, но по мере увеличения твердости заготовок впервые появились ножи из быстрорежущей стали. В 1925 году для лезвий инструментов впервые был использован карбид вольфрама. Технология ЧПУ начала использоваться в токарных станках в 1960-х годах и быстро развивалась после 1970-х годов.
Технология ЧПУ начала использоваться в токарных станках в 1960-х годах и быстро развивалась после 1970-х годов.
 Система передач помогла осуществить задуманное. Паровой двигатель впервые был приспособлен для вращения заготовок. Ему предшествовал водяной двигатель.
Система передач помогла осуществить задуманное. Паровой двигатель впервые был приспособлен для вращения заготовок. Ему предшествовал водяной двигатель. Именно там он и создал свои первые изобретения.
Именно там он и создал свои первые изобретения. Ему было всего 59 лет. Похоронен он в лондонском районе Вулидж, том самом, где он ребёнком когда-то засыпал порох в патроны.
Ему было всего 59 лет. Похоронен он в лондонском районе Вулидж, том самом, где он ребёнком когда-то засыпал порох в патроны. С начала XIX века начался постепенный переворот в машиностроении. На место старому токарному станку один за другим приходят новые высокоточные автоматические станки, оснащенные суппортами. Начало этой революции положил токарный винторезный станок английского механика Генри Модсли, позволявший автоматически вытачивать винты и болты с любой нарезкой. Винторезный станок, сконструированный Модсли, представлял собой значительный шаг вперед. История его изобретения так описывается современниками. В 1794-1795 годах Модсли, еще молодой, но уже весьма опытный механик, работал в мастерской известного изобретателя Брамы. Основными изделиями мастерской были придуманные Брамо ватер-клозеты и замки. Спрос на них был очень широкий, а ручным способом изготавливать их было трудно. Перед Брамой и Модсли стояла задача увеличить число деталей, изготавливаемых на станках. Однако старый токарный станок был для этого неудобен. Начав работу по его усовершенствованию, Модсли в 1794 году снабдил его крестовым суппортом.
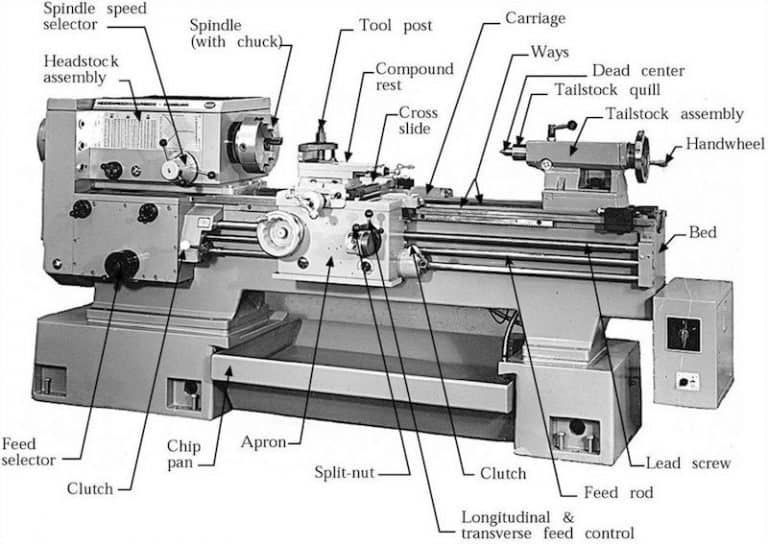
С начала XIX века начался постепенный переворот в машиностроении. На место старому токарному станку один за другим приходят новые высокоточные автоматические станки, оснащенные суппортами. Начало этой революции положил токарный винторезный станок английского механика Генри Модсли, позволявший автоматически вытачивать винты и болты с любой нарезкой. Винторезный станок, сконструированный Модсли, представлял собой значительный шаг вперед. История его изобретения так описывается современниками. В 1794-1795 годах Модсли, еще молодой, но уже весьма опытный механик, работал в мастерской известного изобретателя Брамы. Основными изделиями мастерской были придуманные Брамо ватер-клозеты и замки. Спрос на них был очень широкий, а ручным способом изготавливать их было трудно. Перед Брамой и Модсли стояла задача увеличить число деталей, изготавливаемых на станках. Однако старый токарный станок был для этого неудобен. Начав работу по его усовершенствованию, Модсли в 1794 году снабдил его крестовым суппортом. Нижняя часть суппорта (салазки) устанавливались на одной раме с задней бабкой станка и могла скользить вдоль ее направляющей. В любом ее месте суппорт мог быть прочно закреплен при помощи винта. На нижних салазках находились верхние, устроенные подобным же образом. С помощью них резец, закрепленный винтом в прорези на конце стального бруска, мог перемещаться в поперечном направлении. Движение суппорта в продольном и поперечном направлениях происходило с помощью двух ходовых винтов. Подвинув резец с помощью суппорта вплотную к заготовке, жестко установив его на поперечных салазках, а затем перемещая вдоль обрабатываемой поверхности, можно было с большой точностью срезать лишний металл. При этом суппорт выполнял функцию руки рабочего, удерживающего резец. В описываемой конструкции, собственно, не было еще ничего нового, но она была необходимым шагом к дальнейшим усовершенствованиям. программа олимпокс система для самоподготовки
Нижняя часть суппорта (салазки) устанавливались на одной раме с задней бабкой станка и могла скользить вдоль ее направляющей. В любом ее месте суппорт мог быть прочно закреплен при помощи винта. На нижних салазках находились верхние, устроенные подобным же образом. С помощью них резец, закрепленный винтом в прорези на конце стального бруска, мог перемещаться в поперечном направлении. Движение суппорта в продольном и поперечном направлениях происходило с помощью двух ходовых винтов. Подвинув резец с помощью суппорта вплотную к заготовке, жестко установив его на поперечных салазках, а затем перемещая вдоль обрабатываемой поверхности, можно было с большой точностью срезать лишний металл. При этом суппорт выполнял функцию руки рабочего, удерживающего резец. В описываемой конструкции, собственно, не было еще ничего нового, но она была необходимым шагом к дальнейшим усовершенствованиям. программа олимпокс система для самоподготовки Этот станок стал важной вехой в развитии станкостроения, так как он впервые позволил автоматически производить нарезку винтов любой длины и любого шага. Как уже говорилось, слабым местом прежнего токарного станка было то, что на нем можно было нарезать только короткие винты. Иначе и быть не могло-ведь там не было суппорта, рука рабочего должна была оставаться неподвижной, а двигалась сама заготовка вместе с шпинделем. В станке Модсли заготовка оставалась неподвижной, а двигался суппорт с закрепленным в нем резцом. Для того чтобы заставить суппорт перемещаться на нижних салазках вдоль станка, Модсли соединил с помощью двух зубчатых колес шпиндель передней бабки с ходовым винтом суппорта. Вращающийся винт вкручивался в гайку, которая тянула за собой салазки суппорта и заставляла их скользить вдоль станины. Поскольку ходовой винт вращался с той же скоростью, что и шпиндель, то на заготовке нарезалась резьба с тем же шагом, что была на этом винте. Для нарезки винтов с различным шагом при станке имелся запас ходовых винтов.
Этот станок стал важной вехой в развитии станкостроения, так как он впервые позволил автоматически производить нарезку винтов любой длины и любого шага. Как уже говорилось, слабым местом прежнего токарного станка было то, что на нем можно было нарезать только короткие винты. Иначе и быть не могло-ведь там не было суппорта, рука рабочего должна была оставаться неподвижной, а двигалась сама заготовка вместе с шпинделем. В станке Модсли заготовка оставалась неподвижной, а двигался суппорт с закрепленным в нем резцом. Для того чтобы заставить суппорт перемещаться на нижних салазках вдоль станка, Модсли соединил с помощью двух зубчатых колес шпиндель передней бабки с ходовым винтом суппорта. Вращающийся винт вкручивался в гайку, которая тянула за собой салазки суппорта и заставляла их скользить вдоль станины. Поскольку ходовой винт вращался с той же скоростью, что и шпиндель, то на заготовке нарезалась резьба с тем же шагом, что была на этом винте. Для нарезки винтов с различным шагом при станке имелся запас ходовых винтов. Автоматическое нарезание винта на станке происходило следующим образом. Заготовку зажимали и обтачивали до нужных размеров, не включая механической подачи суппорта. После этого соединяли ходовой винт со шпинделем, и винтовая нарезка осуществлялась за несколько проходов резца. Обратный отход суппорта каждый делался вручную после отключения самоходной подачи. Таким образом, ходовой винт и суппорт полностью заменяли руку рабочего. Мало того, они позволяли нарезать резьбу гораздо точнее и быстрее, чем на прежних станках.
Автоматическое нарезание винта на станке происходило следующим образом. Заготовку зажимали и обтачивали до нужных размеров, не включая механической подачи суппорта. После этого соединяли ходовой винт со шпинделем, и винтовая нарезка осуществлялась за несколько проходов резца. Обратный отход суппорта каждый делался вручную после отключения самоходной подачи. Таким образом, ходовой винт и суппорт полностью заменяли руку рабочего. Мало того, они позволяли нарезать резьбу гораздо точнее и быстрее, чем на прежних станках. Зная число зубьев на каждом колесе, не трудно было получить требуемую скорость. Меняя комбинацию колес, можно было добиваться разного эффекта, например, нарезать правую резьбу вместо левой. На своем станке Модсли выполнял нарезку резьб с такой изумительной точностью и аккуратностью, что это казалось современникам почти чудом. Он, в частности, нарезал регулировочные винт и гайку для астрономического прибора, который в течение долгого времени считался непревзойденным шедевром точности. Винт имел пять футов длины и два дюйма в диаметре с 50-ю витками на каждый дюйм. Резьба была такой мелкой, что ее невозможно было рассмотреть невооруженным глазом. В скором времени усовершенствованный Модсли станок получил повсеместное распространение и послужил образцом для многих других металлорежущих станков. Выдающееся достижение Модсли принесло ему громкую и заслуженную славу. Действительно, хотя Модсли нельзя считать единственным изобретателем суппорта, его несомненная заслуга состояла в том, что он выступил со своей идеей в самый нужный момент и облек ее в наиболее совершенную форму.
Зная число зубьев на каждом колесе, не трудно было получить требуемую скорость. Меняя комбинацию колес, можно было добиваться разного эффекта, например, нарезать правую резьбу вместо левой. На своем станке Модсли выполнял нарезку резьб с такой изумительной точностью и аккуратностью, что это казалось современникам почти чудом. Он, в частности, нарезал регулировочные винт и гайку для астрономического прибора, который в течение долгого времени считался непревзойденным шедевром точности. Винт имел пять футов длины и два дюйма в диаметре с 50-ю витками на каждый дюйм. Резьба была такой мелкой, что ее невозможно было рассмотреть невооруженным глазом. В скором времени усовершенствованный Модсли станок получил повсеместное распространение и послужил образцом для многих других металлорежущих станков. Выдающееся достижение Модсли принесло ему громкую и заслуженную славу. Действительно, хотя Модсли нельзя считать единственным изобретателем суппорта, его несомненная заслуга состояла в том, что он выступил со своей идеей в самый нужный момент и облек ее в наиболее совершенную форму. Мы предлагаем Вам заказать паяльные материалы оптом
Мы предлагаем Вам заказать паяльные материалы оптом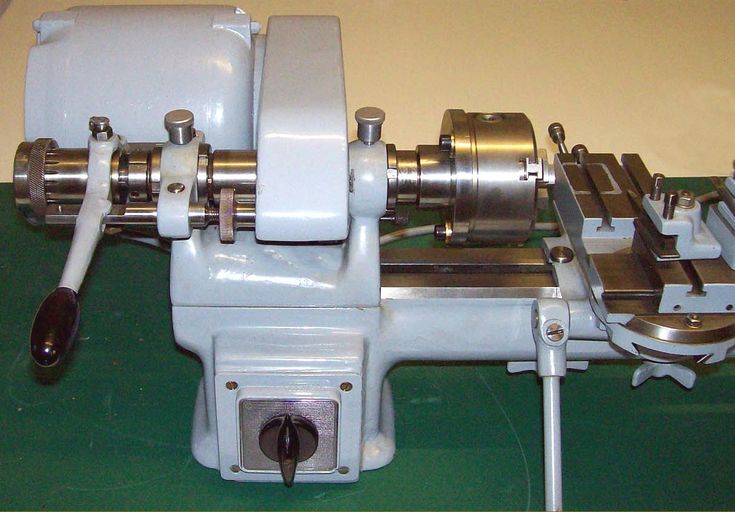
10 вещей, которые вам никто не расскажет о Shiplap
В Remodelista последние несколько лет мы лелеем здоровую одержимость плетением. Но существует поразительное количество неправильных представлений о корабельной наплавке: как заметил один мастер, вид облицовки, популяризированный за последние несколько лет такими шоу, как Fixer Upper , на самом деле не является настоящей корабельной наплавкой. (Или, как он выразился: «Нет, Джоанна, это не халтура».) Вот что вам нужно знать, чтобы отличить халтуру от вымысла:
1.
 Как определить, что это брак? Имейте в виду разрыв. Вверху: Настоящая корабельная внахлестку: обратите внимание на шпунтовое соединение с вырезом под углом 90 градусов между досками. Диаграмма из Remodeling 101: Полное руководство по деревянным панелям от Jersey Ice Cream Co.
Как определить, что это брак? Имейте в виду разрыв. Вверху: Настоящая корабельная внахлестку: обратите внимание на шпунтовое соединение с вырезом под углом 90 градусов между досками. Диаграмма из Remodeling 101: Полное руководство по деревянным панелям от Jersey Ice Cream Co.Как отличить обшивку внахлест, фанеру и V-образную канавку? «В отличие от бортовой доски и V-образной канавки, которые соединяются шпунтом и пазом, доски внахлест соединяются перекрывающимся шпунтовым соединением, которое обычно создает зазор под углом 90 градусов между досками», — пишет Жюстин. «Я говорю «обычно», потому что просто для того, чтобы все запутать, есть V-образная канавка со скошенным краем», — добавляет она. Подробнее читайте в Remodeling 101: Полное руководство по облицовке деревянными панелями от Jersey Ice Cream Co.
2. Мореходный (или был).
Вверху: Кораблекрушение за кроватью в таверне «Солт Хаус» в Провинстауне. Shiplap, вероятно, получил свое название от стиля изготовления кораблей, который когда-то использовался для изготовления кораблей. Тот же перекрывающийся шов, который делает настоящую корабельную стыковку герметичной и защищенной от непогоды в доме, подходит и для водонепроницаемого корабля.
Тот же перекрывающийся шов, который делает настоящую корабельную стыковку герметичной и защищенной от непогоды в доме, подходит и для водонепроницаемого корабля.
4. Возникла в суровом климате.
Вверху: обшивка внахлест выглядит очаровательно в британской стандартной кухне в пастушьей хижине и имеет дополнительное преимущество, защищая маленькую кухню от ветра.Шиплап не просто так ассоциируется с приморскими коттеджами и хижинами: исторически он использовался в суровых климатических условиях как способ защиты домов от ветра и воды благодаря стыку досок внахлест. Его также часто устанавливали на фасадах зданий. (Подробнее об истории кручения в «Экспертном совете: непреходящая привлекательность кручения».)
5. И раньше его прикрывали.
Вверху: во время ремонта в Жозефине в Остине, штат Техас, строительная бригада обнаружила корабельную обшивку, спрятанную под гипсокартоном. Подробнее читайте в разделе «Посещение ресторана: дом Жозефины» в Остине. Шиплеп был предназначен, чтобы его, так сказать, чувствовали, а не видели. До фанеры и гипсокартона строители выстилали комнаты корабельной накладкой, чтобы они оставались теплыми и сухими, а затем покрывали их слоем муслина или марли и обоями, чтобы скрыть швы корабельной накладки. (Это означает, что, если вам повезет, вы можете обнаружить оригинальную, проверенную временем корабельную обшивку под слоями во время ремонта). практичность.
До фанеры и гипсокартона строители выстилали комнаты корабельной накладкой, чтобы они оставались теплыми и сухими, а затем покрывали их слоем муслина или марли и обоями, чтобы скрыть швы корабельной накладки. (Это означает, что, если вам повезет, вы можете обнаружить оригинальную, проверенную временем корабельную обшивку под слоями во время ремонта). практичность.
6. При вертикальной установке небольшая комната кажется больше.
Вверху: двойник, похожий на корабельную палубу, подчеркивает высоту величественной спальни в Простой сделанной на заказ хижине в Северном Йоркшире, издание «Отец/Сын». Большинство людей думают о корабельной накладке, установленной горизонтально в комнате (что само по себе может помочь привлечь внимание к пространству, заставляя его казаться больше). Но вертикальная установка корабельной накладки помогает подчеркнуть высоту комнаты, заставляя ее казаться больше; или, чтобы действительно перевернуть его с ног на голову, попробуйте установить его на потолке, чтобы привлечь внимание вверх.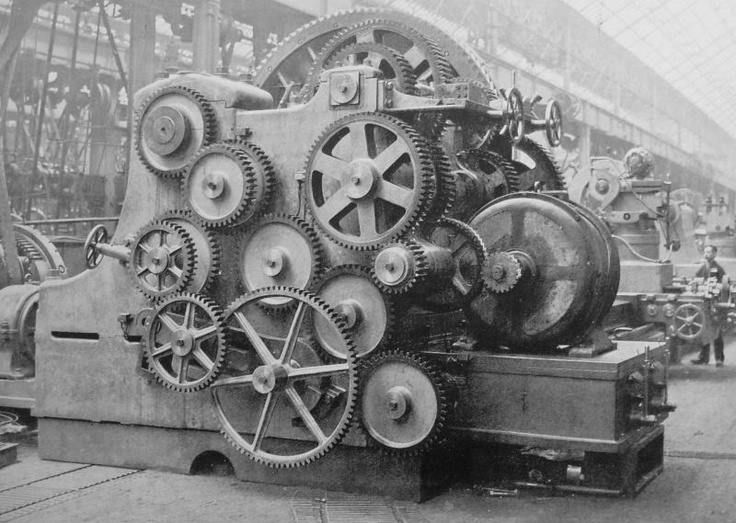 Подробнее trompe l’oeil трюки с перекрытием в Экспертном совете: как использовать деревянные панели, чтобы добавить комнате воздушности.
Подробнее trompe l’oeil трюки с перекрытием в Экспертном совете: как использовать деревянные панели, чтобы добавить комнате воздушности.
7. Благодаря четким линиям и ощущению ручной работы он подойдет практически везде.
Вверху: не только для уютного очарования: корабельная сантехника в чистой, редкой ванне в скандинавской красоте: бруклинский таунхаус, заново изобретенный со стилем и сдержанностью. Советует архитектору (и любителю лепки) Шейле Боннелл: «Поскольку он создает текстуру таким чистым и непритязательным способом, он может так же хорошо работать в современной обстановке. На самом деле, одна из вещей, которые мне нравятся в стыковке, заключается в том, что она работает в обоих направлениях. Поскольку он изготовлен вручную, он может добавить теплоты в более строгую современную обстановку. Или, наоборот, поскольку у него очень четкие линии, особенно когда он окрашен, его можно использовать, чтобы сделать историческую обстановку более современной». Узнайте больше о многих способах использования внахлест в Экспертном совете: непреходящая привлекательность внахлеста.
Узнайте больше о многих способах использования внахлест в Экспертном совете: непреходящая привлекательность внахлеста.
8. Сверху вниз или снизу вверх?
Вверху: окрашенная корабельная обшивка в Provincetown Eclectic: дизайнерский дуэт, рассказывающий о легендарном прошлом P-town для создания совершенно оригинального дома у моря. (Обратите внимание на молдинг плинтуса внизу, который помогает компенсировать любые неровности.) Фотография Джастин Хэнд для Remodelista.Эксперты говорят, что вы не ошибетесь, установив корабельную накладку: если все будет тщательно измерено, это довольно щадяще. Начинаете ли вы с верхней доски и продвигаетесь вниз или начинаете с нижней и продвигаетесь вверх, просто убедитесь, что первая доска ровная, так как остальные последуют ее примеру. (Имейте в виду, что ваши доски могут располагаться неравномерно сверху вниз, в зависимости от ширины досок и высоты вашей стены; если вы предпочитаете, чтобы сверху была сплошная доска, начните с нее.)
8.
 Окрашивайте осторожно. Вверху: корабельная плеть добавляет тепла в ванну в возрожденном коттедже на побережье штата Мэн. Фотография Жюстин Хэнд.
Окрашивайте осторожно. Вверху: корабельная плеть добавляет тепла в ванну в возрожденном коттедже на побережье штата Мэн. Фотография Жюстин Хэнд.Очарование корабельной накладки исходит от видимого зазора между досками. Если вы решите покрасить свою, рисуйте осторожно, чтобы краска не заполнила пробелы.
9. Помешаны на шлепках? Для этого есть футболка.
В качестве свидетельства того, насколько популярным стал корабельный лепесток, Magnolia Home (от Чипа и Джоанны Гейнс или Fixer Upper слава) теперь продает футболку #shiplap за 26 долларов США.
10. Недостаток: пыль.
Вверху: деталь перекрытия в гостевой комнате Шейлы Боннелл; фотография Мэтью Уильямса для Remodelista, как показано в «Remodeling 101: The Ultimate Wood Paneling Guide with Jersey Ice Cream Co.». собирать. Время от времени протирайте стены тряпкой или тряпкой, чтобы убедиться, что на них нет пыли.
Дополнительную информацию о корабельной обшивке см. по адресу:
- Совет эксперта: неизменная привлекательность корабельной ваты
- Просто добавь воды: 15 наиболее часто используемых корабельных пленок из архивов Remodelista
- Ремоделирование 101: Полное руководство по облицовке деревянными панелями с использованием мороженого из джерси Co.

Вам необходимо войти или зарегистрироваться, чтобы просматривать и управлять своими закладками.
Кольцевая чаша ГОТОВА К ОТПРАВКЕ Токарный станок Maple Woodturning Lathe
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Нажмите, чтобы увеличить
В наличии остался только 1 шт.
Цена: 595,48 турецких лир
Загрузка
Доступен только 1
Включены местные налоги (где применимо)
130 продаж
Вы можете сделать предложение только при покупке одного товара
Самые популярные свадебные поиски для покупок
Подарки подружке невесты
Подарки жениха
Свадебные подарки
Подарки на помолвку
Исследуйте другие похожие поисковые запросы
Внесен в список 21 марта 2023 г.
6 избранных
Сообщить об этом элементе в Etsy
Выберите причину… С моим заказом возникла проблемаОн использует мою интеллектуальную собственность без разрешенияЯ не думаю, что это соответствует политике EtsyВыберите причину…
Первое, что вы должны сделать, это связаться с продавцом напрямую.
Если вы уже сделали это, ваш товар не прибыл или не соответствует описанию, вы можете сообщить об этом Etsy, открыв кейс.
Сообщить о проблеме с заказом
Мы очень серьезно относимся к вопросам интеллектуальной собственности, но многие из этих проблем могут быть решены непосредственно заинтересованными сторонами. Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами.
Если вы хотите подать заявление о нарушении авторских прав, вам необходимо выполнить процедуру, описанную в нашей Политике в отношении авторских прав и интеллектуальной собственности.
Посмотрите, как мы определяем ручную работу, винтаж и расходные материалы
Посмотреть список запрещенных предметов и материалов
Ознакомьтесь с нашей политикой в отношении контента для взрослых
Товар на продажу…не ручная работа
не винтаж (20+ лет)
не ремесленные принадлежности
запрещены или используют запрещенные материалы
неправильно помечен как содержимое для взрослых
Пожалуйста, выберите причину
Расскажите нам больше о том, как этот элемент нарушает наши правила.