Холодная ковка своими руками как отдельный вид искусства
ПОДЕЛИТЕСЬ
В СОЦСЕТЯХ
Холодная ковка своими руками – метод формирования изделий из металла под давлением. Данный способ заключается в том, что металл не нагревается перед деформацией, а изгибается с помощью специальных станков. Кованые узоры украсят ограждения сада, перила лестниц, окна или входные двери. Простота и дешевизна позволят любому человеку быстро освоить процесс и самостоятельно воплотить в жизнь свои идеи.
Методом холодной ковки можно создавать невероятно красивые изделия
История возникновения кузни: описание холодной ковки
Ковка – это процесс обработки металла для придания ему желаемой формы, превращения заготовки (болванки) в продукт. У людей, которые незнакомы с особенностями работы по металлу, слово «кованый» ассоциируется с кузней, где болванку разогревают от 800 до 1000°С и обрабатывают молотом для придания формы.
Красивые кованые элементы можно создавать даже в домашних условиях без наличия специального дорогостоящего оборудования
Холодная ковка – более легкий, безопасный и эргономичный способ обработки, чем горячая. Главные преимущества:
- оборудование для холодной ковки металла дешевое и эргономичное;
- небольшая трудоемкость;
- быстрое обучение работе, низкие требования к квалификации;
- возможность создания уникального орнамента из базовых элементов.
Минусом является ограниченность рабочих поверхностей и материалов: прутьев, листов и пластин.
Холодная ковка — один из древних методов обработки металла
Ручная холодная ковка исторически старше, чем горячая. Первые изделия обнаружены в Египте и Месопотамии и датируются 4-3 тысячелетием до нашей эры.
Спустя несколько столетий, наблюдая за вулканами, люди узнали, что благодаря высокой температуре придавать металлам форму намного легче. Начали строить доменные печи – появилась профессия кузнеца. Каменный век сменился железным, в быт людей вошли не только украшения, но и посуда, оружие, садовые инструменты. Принцип работы кузни сохранился до сих пор, но оборудование для холодной ковки было модернизировано.
Используя современное оборудование можно создавать изделия с большим количеством кованых элементов
Базовые инструменты для холодной ковки в домашних условиях
Создание уникального изделия всегда начинается с расчетов материала и разработки подробного плана работы. Легче всего продумать ходы, создавая эскизы кованых изделий в масштабе, записывая размеры и подбирая нужные инструменты.
Важно! Закаленные листы или прутья использовать нельзя. Под воздействием перепада температуры структура металла меняется, он становится хрупким и может сломаться под давлением.
Существует два вида ковки металла своими руками – вальцовка (работа с прутьями) и штамповка (выдавливание листов под прессом). В домашних условиях чаще используется первый вариант. Для прессования листов нужно сделать специальную заготовку для деформации. Распространенные инструменты для вальцовки: гнутик, улитка, твистер, волна и фонарик.
Элементы холодной ковки можно использовать для украшения лестницы
Гнутик – базовый инструмент, применяется для изгибания прутьев под разными углами. Спиральные элементы холодной ковки закручиваются с помощью улитки. Для формирования лучше всего выбрать прутья диаметром 10-12 мм. Выбор слишком толстого материала может существенно усложнить работу мастера.
Станок твистер используют для скручивания прутьев по продольной оси. Волна, соответственно, предназначена для создания волнообразных элементов. Инструмент фонарик применяется для работы сразу с несколькими прутьями. Они устанавливаются на оснастку и сгибаются путем вращения рычага.
Оборудование для вальцовки в домашних условиях
Приспособления для холодной ковки своими руками можно купить или сделать самостоятельно из подручных средств. Изначально нужно создать 2-3 базовых верстака для обработки одного прута. Конструкция и сложность изготовления зависят от типа выполняемой работы. Тщательное изучение процесса позволит сделать оборудование самостоятельно.
Для создания сложных кованых изделий понадобится не один верстак
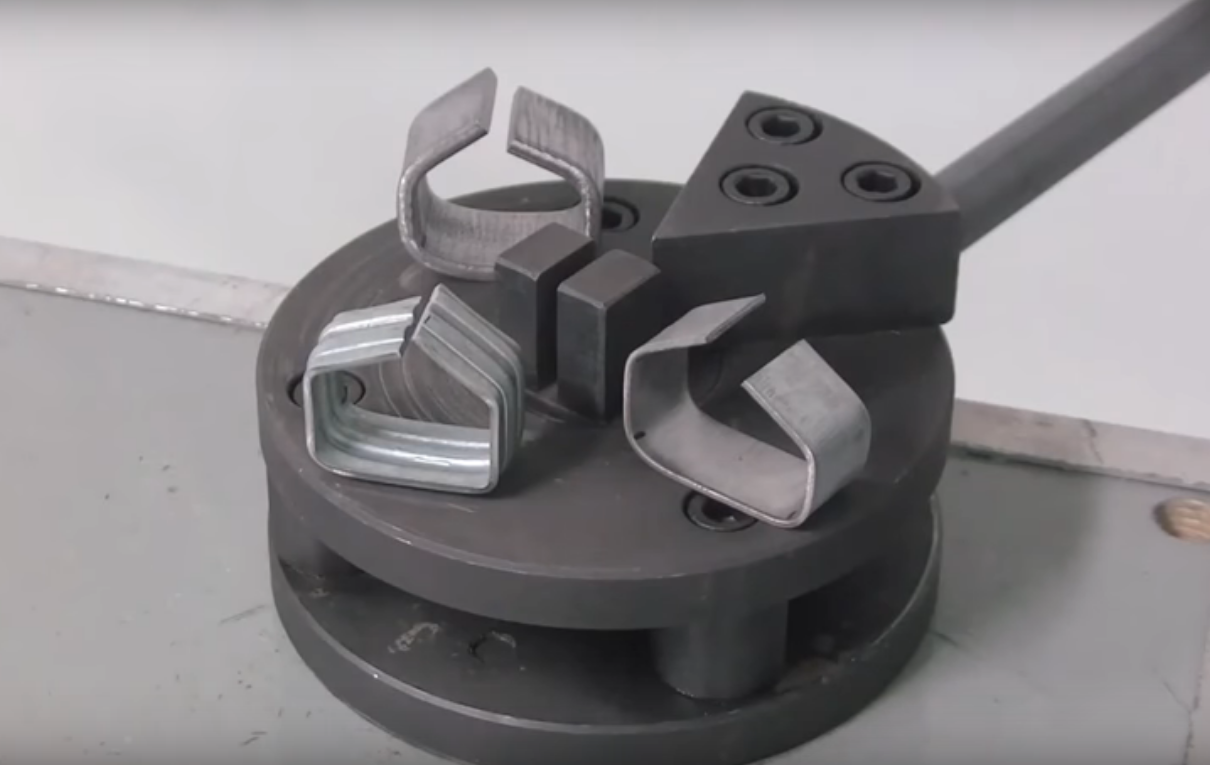
Гнутик: какие изделия можно создать с его помощью
Чертежи гнутика для холодной ковки своими руками создавать необязательно. Достаточно один раз посмотреть на принцип работы, чтобы самостоятельно сделать инструмент. Станок представляет собой стальную оснастку, которая разделена на три части. Средний элемент (поводок) подвижный, на нем закреплен центральный валик (клин), который сгибает прут. На боковых пластинках валики делаются сменными и вставляются в паз. Выбирая разный диаметр, можно варьировать угол изгиба прута или пластины. Сверху на поводке закрепляют рычаг, который приводит конструкцию в движение.
Средний элемент (поводок) подвижный, на нем закреплен центральный валик (клин), который сгибает прут. На боковых пластинках валики делаются сменными и вставляются в паз. Выбирая разный диаметр, можно варьировать угол изгиба прута или пластины. Сверху на поводке закрепляют рычаг, который приводит конструкцию в движение.
Обратите внимание! Изгиб прута требует большого усилия, поэтому закрепление верстака на подвижную опору приведет к неправильному сгибанию и затруднит работу.
Валики должны свободно вращаться в отверстиях, что уменьшит силу, которую нужно приложить для изгиба пластины. Пазы для валиков можно просверлить в нескольких местах симметрично друг другу. Это позволит быстро перемещать детали, варьируя нужный угол сгибания.
Гнутик помогает сгибать металлические прутья под любыми углами
Механизм изгибания металла гнутиком:
- пластина или прут устанавливается между валиками;
- тисками центральный валик прижимается к металлу;
- путем вращения рычага пластина перемещается вдоль валика, приобретая заданный изгиб.


Для удобства под центральный валик ставят лимб (ленту с делениями, показывающую высоту угла). Он используется для изготовления с высокой точностью деталей, которые должны идеально соответствовать друг другу.
Инструмент вальцовки гнутик довольно прост в использовании
Улитка: простой инструмент для создания завитков
Станок рассчитан на две столешницы. Одна выполняет функцию опоры и принимает на себя большую часть давления, а на второй размещается форма улитки. Вырезаются два круга толщиной не менее 5 мм. Первая часть устанавливается на каркас. Сверху намечается центр круга, приваривается трех- или четырехстворчатая ножка для распределения нагрузки.
Вырезаются два круга толщиной не менее 5 мм. Первая часть устанавливается на каркас. Сверху намечается центр круга, приваривается трех- или четырехстворчатая ножка для распределения нагрузки.
Верхняя часть улитки, на которой сгибается металл, называется модуль. Он может быть статичным или наборным.
Инструмент улитка позваляет создавать из кованого металла завитки
Статичный модуль – это приспособление для холодной ковки, предназначенное для выгибания однотипных деталей узора. Изменять радиус или угол изгиба нельзя. Перед началом формирования модуля на столешнице рисуется разметка. Из металлических пластин (толщиной не меньше 0,6 мм) набирается улитка и приваривается.
Наборной модуль состоит из нескольких частей. Его использование является самым распространенным для художественной ковки своими руками, так как позволяет создавать элементы разного радиуса. Изначально на столешнице рисуется разметка деталей и рассчитываются пазы. Из толстого металла вырезаются съемные части улитки. Отверстия для закрепления на столешнице нужно прорезать только посередине. В противном случае напряжение распределяется неравномерно и паз быстрее ломается.
Отверстия для закрепления на столешнице нужно прорезать только посередине. В противном случае напряжение распределяется неравномерно и паз быстрее ломается.
Модуль для ковки своими руками можно сделать сменным. На металлический круг приваривается конструкция необходимого радиуса. Пазами или болтами она прикрепляется к столешнице. Для изготовления элементов разного диаметра делают несколько модулей, которые можно использовать на одном станке.
Наборной модуль позволит создать из кованого метала завитки различного радиуса
Между столешницами нужно закрепить вращающийся вал и рычаг. Необходимо, чтобы расстояние между роликом и модулем было не меньше 2 см, а ход вала должен выходить за пределы столешницы. На ручке рычага устанавливают подвижный элемент для регулировки радиуса хода ролика.
Волна: как создать и пользоваться этим инструментом
Волна – инструмент для ковки линий по типу синусоиды. Вытачивается два валика по заданным размерам. Первый ролик – статичный (вокруг него будет выгибаться прут), он фиксируется на опоре.
Статичный валик можно выточить в форме ступенчатой пирамиды. Таким образом радиус волны можно будет изменять, перемещая рычаг и прут выше на деление. При использовании такого станка одну сторону всегда нужно удерживать, чтобы не повредить изгиб. Для более точного повторения формы волны вытачиваются два статичных валика, один из которых удерживает прут в нужном положении, не допуская дальнейшего деформирования, а на втором проводится сгибание.
Сделать прут волнообразным поможет инструмент «Волна»
Фонарик и твистер: особенности данных станков
Фонарик – это оборудование холодной ковки для работы с несколькими прутьями и создания объемных корзинок. Чтобы не конструировать станину, для закрепления инструмента можно использовать обычные тиски. Инструмент состоит из трех частей: двух матриц и валика.
В каждой матрице вытачивается центральное отверстие, в которое монтируется валик. По бокам делают пазы для установки прутьев. Вторая матрица должна свободно перемещаться вдоль рычага, так как при деформации расстояние между рабочими поверхностями уменьшается. При вращении рычага прутья сгибаются по спирали, образуя конструкцию, похожую на фонарик. Изделия из металла своими руками, которые состоят из нескольких прутьев, закрепляют сваркой.
Подобную конструкцию имеет станок твистер. Однако вместо вала в матрицу вставляется прут, который прижимают пластиной или болтами. Между ними нужно установить подвижный элемент, при вращении вала подающийся вперед. Прут скручивается по продольной оси, образуя симметричную спираль.
Создавать кованые элементы можно используя инструменты фонарик и твистер
Важно! Ходовая матрица с каждым вращением должна приближаться к статичной.
 Если она будет закреплена в одном положении, мастеру придется прилагать больше усилий для выполнения изгиба прутьев.
Если она будет закреплена в одном положении, мастеру придется прилагать больше усилий для выполнения изгиба прутьев.Холодная ковка своими руками под прессом: создание заготовок для формирования изделий
На кованых ограждениях и заборах часто можно заметить не только геометрические узоры, но и цветы, бабочек, листья и прочие элементы декора. Они также выполнены путем применения техники холодной ковки, но методом вальцовки, а не штамповки.
Статья по теме:
Металлические садовые скамейки своими руками: чертежи и фото конструкций
Подробное описание технологического процесса создания удобной конструкции на основе профильной трубы.
Объемные кованые изделия своими руками делаются из листовой заготовки. Работа с прессом в домашних условиях менее распространенная, чем вальцовка. Выдавливание листов под прессом может быть как ручное (выбивное и вдавливаемое), так и автоматическое. В домашних условиях дешевле использовать ручную штамповку. Для этого мастеру необходимо сделать несколько заготовок, которые под давлением будут отпечатываться на металлическом листе.
В домашних условиях дешевле использовать ручную штамповку. Для этого мастеру необходимо сделать несколько заготовок, которые под давлением будут отпечатываться на металлическом листе.
Чертеж будущего кованого изделия существенно облегчит труд мастера
Оборудование для ковки металла:
- Пуансон (пресс-штемпель или шплинтон) – верхняя часть пресса, она продавливает лист внутрь. Давящая сторона штампа может быть рисующей или гладкой.
- Матрица – элемент, который выполнен по форме необходимого объекта. Нанесенный рельеф под действием давления деформирует пластину, придавая ей необходимую форму.
- Рычаг пресса – ручка или реле для сближения матриц и регулировки силы пресса.
Перед началом работы необходимо создать рисунок будущего изделия. Эскизы художественной ковки переносятся на заготовку, она обрезается и стачивается по краям. В качестве верстака для прессования можно использовать обычные тиски. Удобнее всего разместить их в вертикальном положении, чтобы пластина лежала горизонтально плоскости.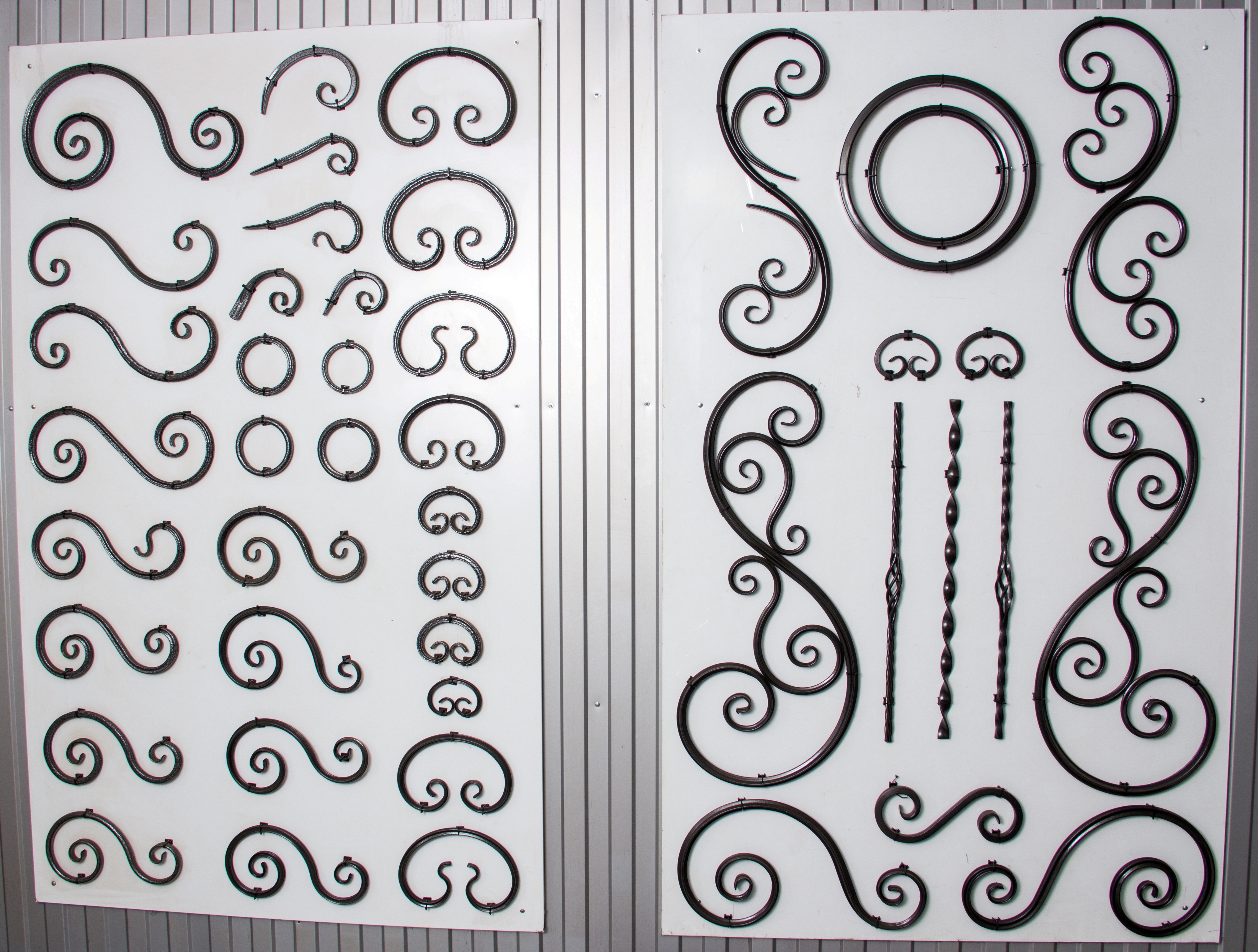 Таким образом, пластина будет располагаться точно между матрицами и не выскользнет во время вращения рычага.
Таким образом, пластина будет располагаться точно между матрицами и не выскользнет во время вращения рычага.
Различные типы верстаков позволяют создавать уникальные кованые элементы
Простую ковку металла в домашних условиях можно выполнить зубилом и молотком. В таком случае зубило выступает как пуансон, наковальня – матрицей, а молоток – рычагом. Для лучшего пропечатывания рисунка под лист можно положить пластину с насечками. Так рельеф будет более четким и красивым.
Важно! Металл, который используется при штамповке, должен быть мягче, чем пуансон и матрица. В противном случае инструменты быстро сломаются.
Чтобы сделать элемент «лист», из металлической пластины толщиной 20-30 мм вырезают заготовку нужной формы. На ней карандашом по центру рисуется продольная линия. Боек зубила ставится под углом к этой прямой. После удара по ручке на пластинке отпечатывается линия, похожая на жилки у листочков.
Методом холодной ковки можно создавать объемные элементы
Сформировать необходимый объем изделия холодной ковки можно плоскогубцами.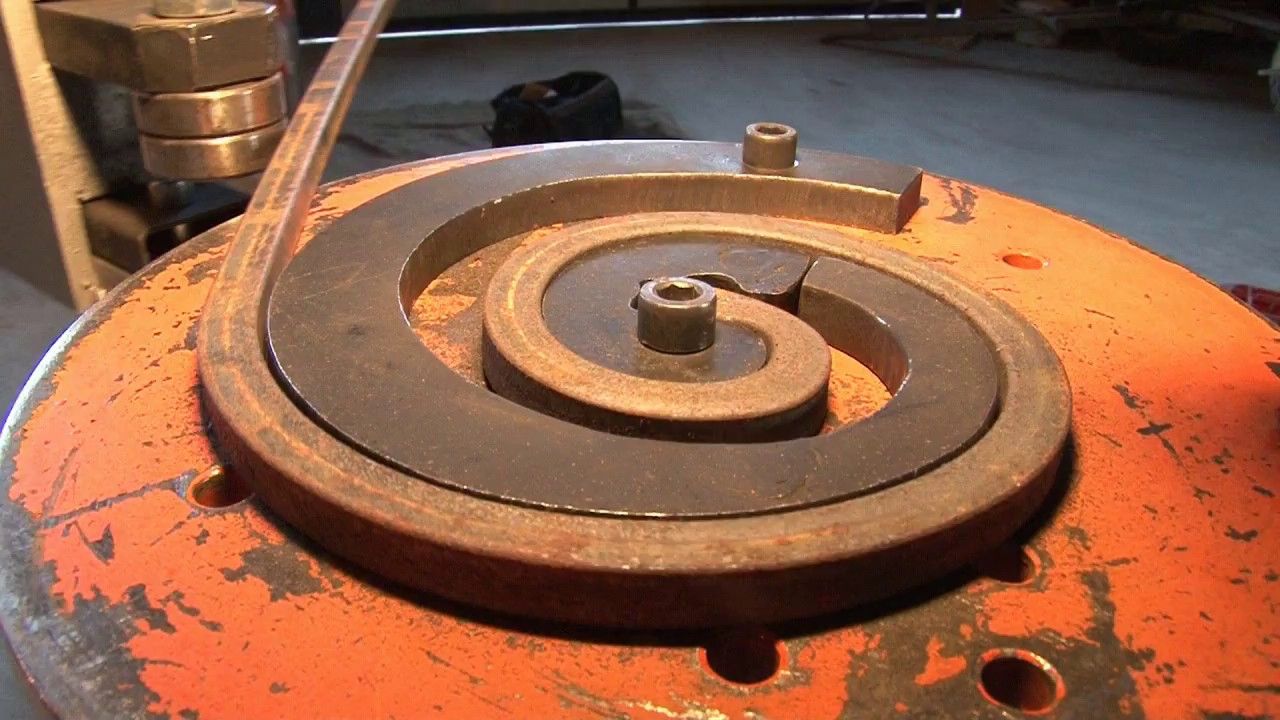 Деталь зажимается между тисками и выгибается в нужной форме. Такая работа хорошо подходит для выполнения небольшого количества элементов в целях личного использования. Процесс отбивания рисунка вручную занимает много времени, он довольно монотонный и требует большой точности.
Деталь зажимается между тисками и выгибается в нужной форме. Такая работа хорошо подходит для выполнения небольшого количества элементов в целях личного использования. Процесс отбивания рисунка вручную занимает много времени, он довольно монотонный и требует большой точности.
Штампы для постоянной работы (в виде листьев, лепестков, цветов и т.д.) выгоднее приобрести, так как точное обтачивание двух одинаковых элементов – очень сложный процесс. Основные части вытачивают из болванки или отливают методом горячей ковки. Такая работа требует большого опыта и высокой точности. Пуансон и матрица должны совпадать. При сильном давлении неровности будут отпечатываться на изделии. Если несоответствие очень большое, то пресс раздавит заготовки – и придется начинать работу с нуля.
Стили и элементы узоров: фото художественной ковки
Создание красивого узора начинается с эскиза ковки. Мастер должен четко представлять картину, которую он хочет сделать. Изначально рисуется чертеж, рассчитываются материалы, количество необходимых элементов, выбираются станки и оснастки. Для того чтобы изделие смотрелось красиво, лучше сразу выбрать стиль, в котором оно будет выполнено. Пересматривая фото изделий холодной ковки, можно легко заметить, к какому направлению относится узор.
Для того чтобы изделие смотрелось красиво, лучше сразу выбрать стиль, в котором оно будет выполнено. Пересматривая фото изделий холодной ковки, можно легко заметить, к какому направлению относится узор.
Красивые кованые изделия могут быть выполнены в различных стилях
Существует несколько стилей формирования кованого узора.
Романский стиль характеризуется строгостью и симметричностью. На ограждениях можно увидеть плотное расположение спиралей в одинаковом порядке, детали часто повторяются и однотипны. Это монументальный узор с использованием элемента волюта (С-образно закрученные односторонние завитки).
Готический орнамент. Мало кто знает, что современные ограждения и заборы чаще всего выполняются именно в этом стиле. Характерная черта – стремление вверх. Прутья заостренные, заканчиваются навершиями в виде стрел, копий или острых шипов. Спиральные элементы, применяемые в этом стиле, называются просечками, и выглядят они как разветвленный в разные стороны стебель. Для разнообразия между прямыми прутьями добавляются фонарики или объемные спирали.
Для разнообразия между прямыми прутьями добавляются фонарики или объемные спирали.
Изделия в стиле барокко являются наиболее распространенными
Ренессанс встречается очень редко. В этом стиле заостренные угольчатые элементы практически не используют. Основа – круглые дуги, спирали и волны. Разветвление металлических прутьев украшают листьями или цветами, изящные изгибы приобретают форму восьмерки. Характерные элементы – просечка, спираль, волюта и восьмерка. Стиль очень гармоничен, детали устанавливаются симметрично в виде переплетенных линий.
Барокко – полная противоположность ренессансу. Стиль ажурный и очень пышный. Используются С-образные спирали, волюты, завитки, изогнутые линии и замысловатые узоры. К плетениям добавляют объемные листья и цветы, создается динамичность формы.
Рококо. Для этого направления характерно использование тонких прутьев и двусторонних завитков. Рокайльный орнамент создает постоянное движение, отличается филигранностью и объемными узорами. На фото холодной ковки заметны ассиметричность и дробный орнамент. Неприемлемо применение прямых прутьев и плоских решеток.
На фото холодной ковки заметны ассиметричность и дробный орнамент. Неприемлемо применение прямых прутьев и плоских решеток.
Классический стиль позволяет сочитать в себе различные кованые элементы
Классицизм. Красивый, хотя и простой стиль, который вернул в моду симметрию. Для создания орнамента применяют завитки, просечки, спирали и прямые прутья. В использование вводят еще один элемент – меандр (ломаные линии или изогнутые под прямым углом прутья). В ограждениях всегда строго выдерживается вертикальная архитектоника.
Ампир характеризуется наличием геометрического орнамента, длинных гладких прутьев. Основной элемент (волюта) видоизменен: удлиненная прямая линия с односторонними завитками на концах. Главное для данного стиля – это строгая простота, симметричная геометрия в сочетании со спиральными элементами.
Ар-нуво, или модерн, добавил в художественную ковку своими руками биологические мотивы. В стиле не используются прямые линии, только разнообразные изгибы, меандры, завитки и спирали. Симметричность уходит на задний план. Орнамент повторяет силуэт человека или животного, добавляются листья и цветы. Узор построен таким образом, что завитки равномерно перетекают друг в друга по всему орнаменту.
В стиле не используются прямые линии, только разнообразные изгибы, меандры, завитки и спирали. Симметричность уходит на задний план. Орнамент повторяет силуэт человека или животного, добавляются листья и цветы. Узор построен таким образом, что завитки равномерно перетекают друг в друга по всему орнаменту.
Красивый кованый узор сложно создать без чертежа
Если человек начнет работу без предварительного чертежа, он быстро запутается в создании изделия холодной ковки. Каждый узор должен быть максимально продуман, а правки, которые вносятся во время работы, лучше сразу переносить на эскиз, чтобы четко представлять, каким должен быть результат.
Обратите внимание! Даже при наличии фото кованых узоров нужно делать чертеж и разметку для точного размещения всех деталей.
Крепление элементов узора: последняя обработка металла
После того как все необходимые элементы орнамента созданы, начинается его формирование. Внешний вид узора может немного отличаться от эскиза. Чтобы определить возможные ошибки, нужно провести предварительный просмотр. Изначально узор можно выложить на плоской поверхности, не скрепляя его части. Таким образом можно оценить, насколько удалось воплотить задумку в жизнь, а также исправить недочеты в своей работе. Начинать формирование узора без предварительного просмотра результата не стоит.
Внешний вид узора может немного отличаться от эскиза. Чтобы определить возможные ошибки, нужно провести предварительный просмотр. Изначально узор можно выложить на плоской поверхности, не скрепляя его части. Таким образом можно оценить, насколько удалось воплотить задумку в жизнь, а также исправить недочеты в своей работе. Начинать формирование узора без предварительного просмотра результата не стоит.
Изделия смотрятся более целостно, если элементы соединены с помощью сварки
Основных видов соединений два:
- сварочный шов;
- заклепки (или художественные хомуты).
Сварочный аппарат полезно использовать в тех местах, где шов соединения можно легко зачистить или он будет незаметен. Для сохранения эстетичности орнамента изделия из холодной ковки можно поставить фигурные заклепки. Они надежно скрепят составные части и дополнят декор.
Орнамент соединяют постепенно, в зависимости от количества деталей. Изначально скрепляют мелкие элементы, формируют просечки, витые линии и вензеля.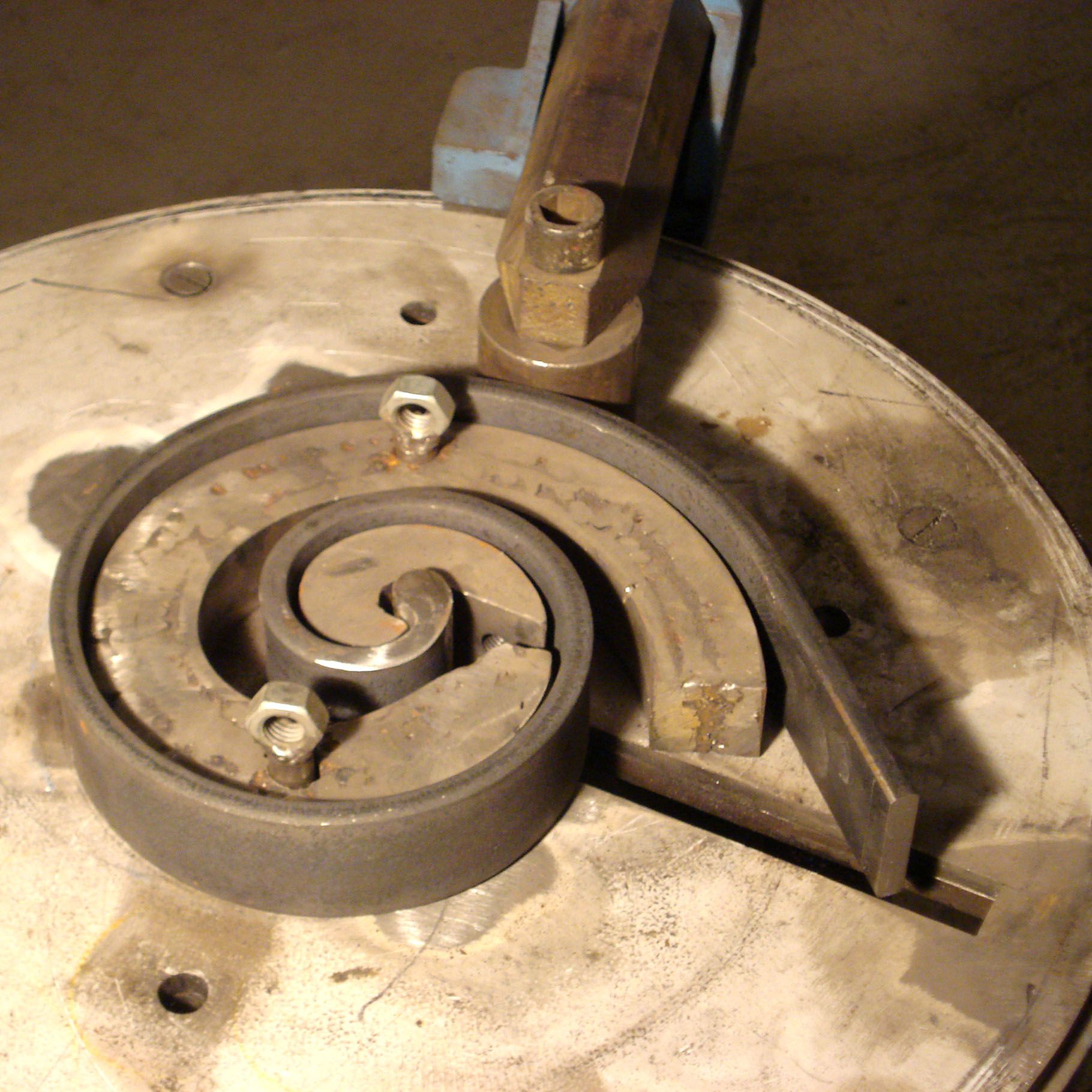 Применяют сварку. Шов выравнивают болгаркой, используя зачистной круг толщиной 0,6 см. Он легко обходит изгибы и неровности. Крупные детали соединяют фигурными хомутами. Заклепки ставят симметрично друг другу, чтобы дополнить узор. В завершение работы орнамент обходят зачистным или полировочным кругом.
Применяют сварку. Шов выравнивают болгаркой, используя зачистной круг толщиной 0,6 см. Он легко обходит изгибы и неровности. Крупные детали соединяют фигурными хомутами. Заклепки ставят симметрично друг другу, чтобы дополнить узор. В завершение работы орнамент обходят зачистным или полировочным кругом.
Холодная ковка позволяет создавать своими руками красивые и оригинальные изделия
Художественная ковка не только является бизнесом или работой, но и может быть занимательным хобби. Оборудование холодной ковки своими руками может сделать даже начинающий мастер из подручных материалов. Специалистов по холодной ковке можно смело назвать художниками, так как они создают красивые орнаменты из неотесанных прутьев, труб и листов. Подобные увлечения требуют полной отдачи и немалых затрат. Однако все вложенные средства и старания принесут свои плоды, если они подкреплены желанием создавать прекрасное.
 com/embed/9L_QrE1voik?enablejsapi=1&autoplay=0&cc_load_policy=0&iv_load_policy=1&loop=0&modestbranding=0&fs=1&playsinline=0&controls=1&color=red&rel=1&autohide=2&theme=dark&” title=”Корзинка (шишка,фонарик) своими руками Холодная ковка Станок за пару часов!” allow=”autoplay; encrypted-media” allowfullscreen=”” data-no-lazy=”1″ data-skipgform_ajax_framebjll=””/>
com/embed/9L_QrE1voik?enablejsapi=1&autoplay=0&cc_load_policy=0&iv_load_policy=1&loop=0&modestbranding=0&fs=1&playsinline=0&controls=1&color=red&rel=1&autohide=2&theme=dark&” title=”Корзинка (шишка,фонарик) своими руками Холодная ковка Станок за пару часов!” allow=”autoplay; encrypted-media” allowfullscreen=”” data-no-lazy=”1″ data-skipgform_ajax_framebjll=””/>
как сделать изделия из металла, изготовление элементов, как посчитать длину заготовок, профильная труба и другие необходимые материалы
На данной странице вы найдете сведения по теме “холодная ковка своими руками”, а также ссылки на другие страницы нашего сайта, которые связаны с данной темой. Читайте подробную информацию ниже, чтобы узнать больше, переходите, пожалуйста, по интересующим вас ссылкам, в конце страницы дан список страниц с этой меткой.
Читайте подробную информацию ниже, чтобы узнать больше, переходите, пожалуйста, по интересующим вас ссылкам, в конце страницы дан список страниц с этой меткой.
В металлообработке, в основном в заготовительном производстве, используется технологическая операция ковка. Формообразование заготовки при выполнении этой операции производится обработкой давлением. Деформация металла становится возможной при нагреве его до определенной температуры.
Однако некоторые технологические операции, например гибка заготовок, возможно выполнить без нагрева. Материалом для таких работ являются пластичные малоуглеродистые стали, медь, латунь, дюралюминий и другие сплавы, обладающие свойством легко деформироваться. Такой вид обработки объединили под названием холодная ковка, хотя в чистом виде она ковкой не является. Применение эта технология нашла в изготовлении художественных изделий своими руками. Особенности холодной ковки разбираются в этой статье.
Оборудование для ковки металла в домашних условиях
Без специального (иногда универсального) оборудования, станков и оснастки получить изделия художественной формы не получится. Гибка, прессование, нанесение рисунка на поверхность изделия производится с помощью ручных или машинных приспособлений. В домашних условиях применяются следующие виды станков для холодной ковки.
- Гнутик. Приспособление предназначено для изгиба проката или полосы на угол произвольной величины. Эксцентриковый привод, гибочный штамп и закаленные ролики смонтированы на прочном основании. При необходимости к этому ручному станку добавляется дополнительная оснастка.
Станок для холодной ковки PROMA Gnutik 0005
- Улитка. Создает из проката изделия в виде спирали, находящейся в одной плоскости. Основным элементом конструкции является кондуктор, который выполняется в форме завитка, напоминающего улитку. Под каждый вид спирали изготавливается свой кондуктор.
Станок типа улитка PROMA. Фото ВсеИнструменты.ру
- Твистер. Приспособление дает возможность закручивать прутки вокруг своей оси. Заготовка фиксируется во вращающейся головке и ползунке и при помощи рукоятки закручивается на нужную величину. При скручивании длина заготовки уменьшается, поэтому ползунок должен иметь возможность передвижения вдоль оси.
Станок для холодной ковки типа Твистер Blacksmith M3-TR
Для получения качественных изделий закручивание прутков вокруг своей оси лучше производить на механизированном оборудовании. Твистер, в составе с электромотором и червячным редуктором, дает равномерную дозированную нагрузку, какую нельзя обеспечить ручной. При этом значительно облегчает усилия, которых требуется достаточно много при закручивании прутков.
- Фонарик. Представляет собой переплетение прутков в форме вытянутых по винтовой поверхности спиралей. По аналогии с твистером, конструкция состоит из вращающейся головки и ползунка. Добавляется вставка в виде вала, на которую ложится пруток при намотке.
 По аналогии с твистером, конструкция состоит из вращающейся головки и ползунка. Добавляется вставка в виде вала, на которую ложится пруток при намотке.
По аналогии с твистером, конструкция состоит из вращающейся головки и ползунка. Добавляется вставка в виде вала, на которую ложится пруток при намотке.Станок для ковки PROMA Корзинка Фонарик. Фото ВсеИнструменты.ру
- Волна. Ручное приспособление создает узоры в виде набегающих волн. Между двумя роликами и упором пропускается пруток. Подвижный ролик, обкатываясь по неподвижному, создает на прутке изгиб в виде волны. Длину волны изменяют, увеличивая/уменьшая расстояние между роликами.
Станок для холодной ковки типа Волна
- Глобус. Заготовка изгибается по дуге. Концы также гнутся в зависимости от фантазий автора. Основой для приспособления служит шаблон в виде дуги. На ручке расположен ролик, который при ее движении обкатывает дугу. Заготовка, расположенная между роликом и шаблоном, принимает требуемую форму.
Станок глобус (объемник) для холодной ковки.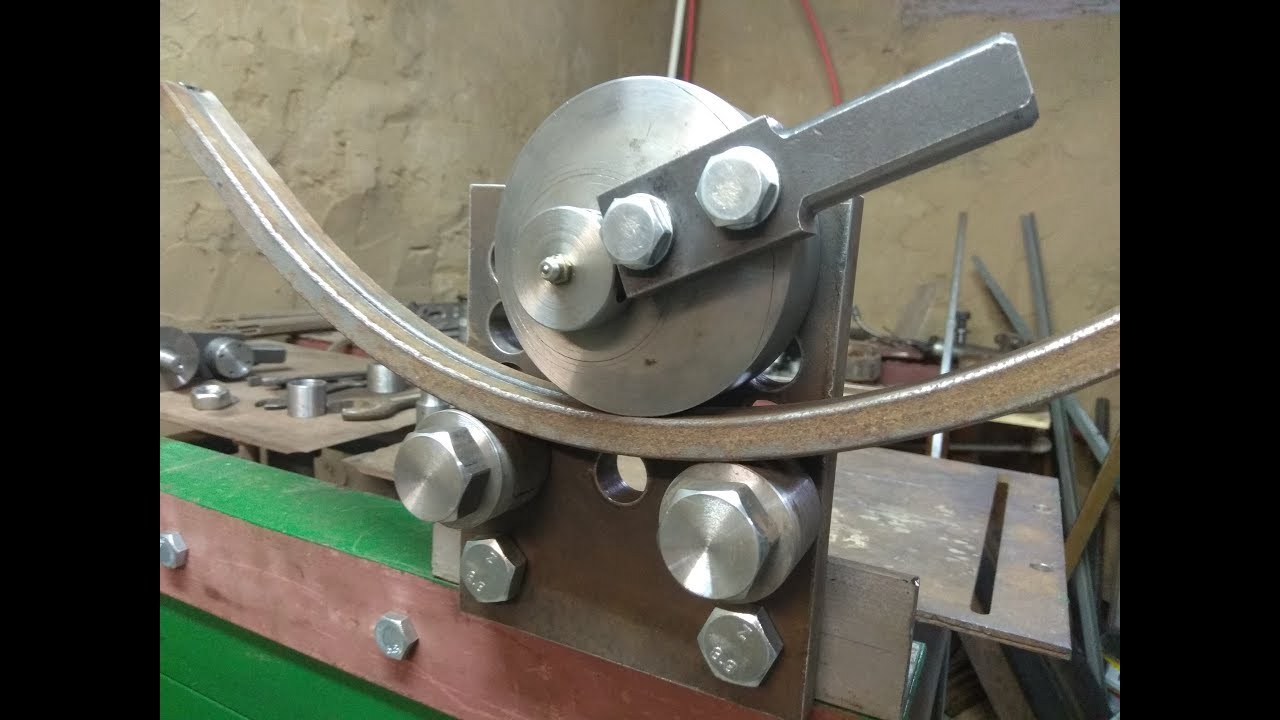 Фото КовкаПРО
Фото КовкаПРО
Своими руками
Сварочный аппарат с зарядным устройством «SSVA-160-2».
Как видно из описания конструкции ручных станков, изготовить их своими руками вполне доступно. Для выполнения работ потребуются следующие материалы и инструменты:
Помимо навыков слесаря надо обладать квалификацией хорошего сварщика. Качественный сварной шов является залогом прочности любого вида станков для холодной ковки: улитка, фонарик, глобус и прочие.
Инструменты и приспособления в большинстве случаев собираются самостоятельно.
Купить
При объемах производства, соизмеримых с масштабами небольшого предприятия, возможно рассмотреть приобретение оборудования, выполняющего все виды работ холодной ковки. В случае стабильной номенклатуры изделий дорогостоящий ручной станок: улитка, гнутик или любой другой – окупится за счет более производительной работы.
Станок для холодной ковки типа Улитка Stalex SBG-30. Фото КовкаПРО
Необходимые расходные материалы: профильные трубы, прутки и прочие
Основными материалами, из которых выполняются изделия методом холодной ковки, являются:
- сплошной круглый пруток;
- профильный прокат;
- металлическая лента;
- квадратный пруток (на картинке).

При работе своими руками используют небольшие типоразмеры заготовок, где не требуется применять большие усилия. Так, например, квадратный пруток — 10-12 мм., металлическая лента толщиной около 3 мм. Из этих материалов легко подготовить заготовки для операций холодной ковки: не требуется особых трудозатрат, чтобы отрезать в нужный размер.
Как сделать различные изделия
Технология холодной ковки позволяет изготавливать изогнутые и витые детали разнообразной формы. Дизайнер, обладающий художественным вкусом, способен создать из них оригинальные композиции. Ограды и решетки, навесы и крылечки, столики и скамейки – многие из них выполнены с помощью холодной ковки, привнося в свой дизайн признаки художественного произведения.
Для начинающего приоритетом будет освоить изготовление декоративных завитков. Они являются основой для изготовления большинства изделий холодной ковки. Поэтому в первую очередь надо овладеть производством на станке улитка.
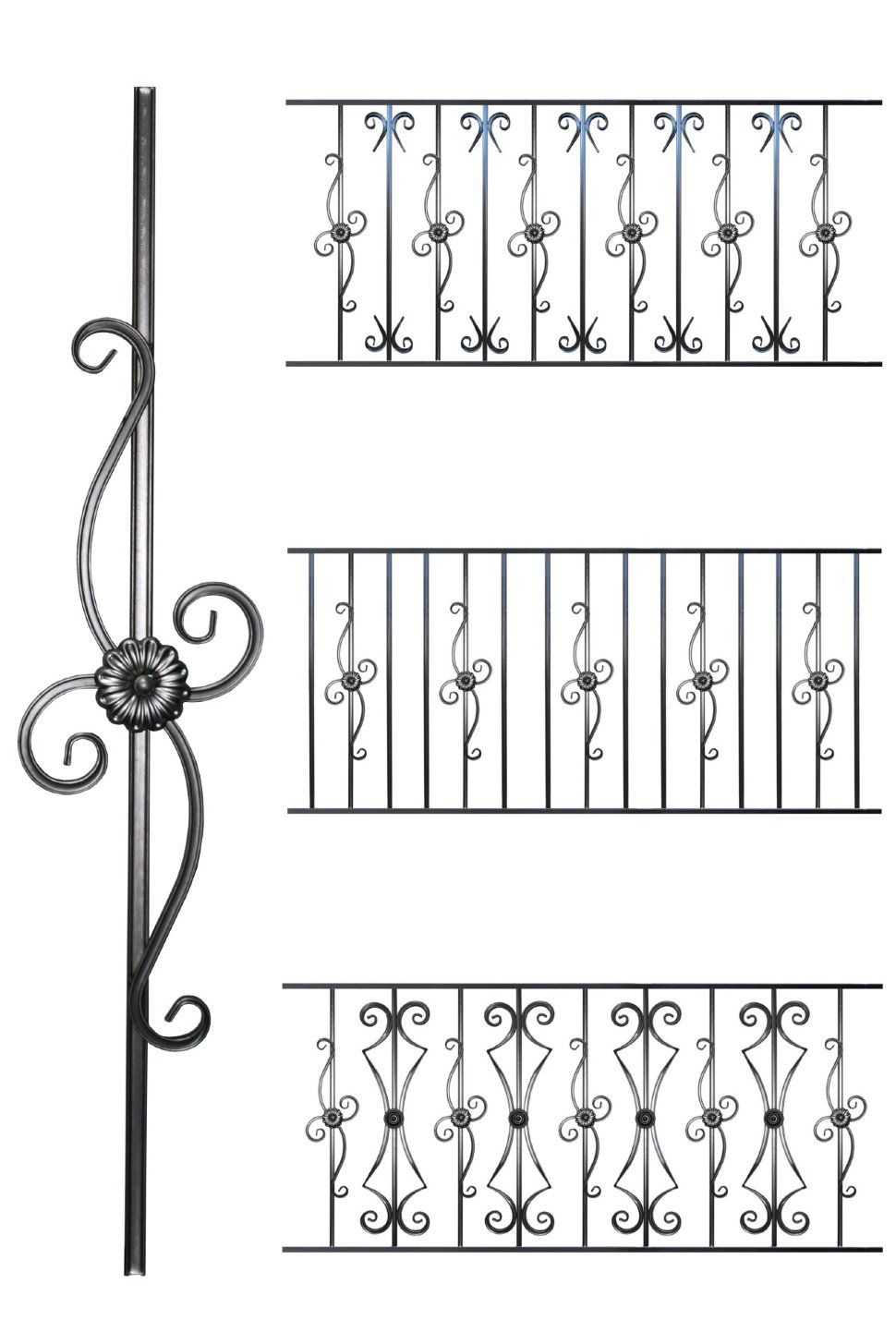
Создание завитка для балясины на самодельном кондукторе
Далее, с целью увеличения разнообразия продукции, изучить и применить на практике станок твистер. Остальные ручные приспособления внедрять по мере роста мастерства и увеличения видов продукции.
Справка. С образцами изделий холодной ковки, выполненными профессионалами, можно ознакомиться на сайтах компаний из раздела «Где купить или заказать».Сделай сам: подставки для цветов
Обзор посвящен самостоятельному изготовлению оконной цветочницы (балкончика) с завитками и патинированием. Подробная инструкция представлена здесь.
Изготовление узоров
Обзор посвящен изготовлению фигурных балясин, служащих узором для лестничных перил. Гибка квадратов выполняется на самодельном кондукторе.
Изготовление элементов, как делать
Начинать изготовление нужно с эскиза элемента. Если это возможно, то выполнить его в натуральную величину.
Если это возможно, то выполнить его в натуральную величину.
Холодная ковка и сварка, решетка из завитков с хомутами
В зависимости от имеющегося оборудования подбирается материал. Ручная оснастка не может согнуть пруток толще 14 мм.
На специальной оснастке изготавливаются:
Технология изготовления основана на трех основных операциях: вытяжка, гибка, кручение.
Сборку элементов в единую композицию собирают при помощи заклепок, хомутов или сварки. Сварка самый простой и эффективный способ.
При окончательной отделке изделие зачищают и наносят декоративное покрытие.
Длина, размеры заготовок
Важно! Для изготовления элементов холодной ковкой необходимо правильно рассчитать размеры заготовки. Ошибку при выполнении работы исправить будет зачастую невозможно.С помощью эскиза, выполненного в натуральную величину, легко рассчитать длину заготовки. На линию, образующую контур элемента, наложить мягкую проволоку. Размер длины вытянутой проволоки будет соответствовать размеру развертки элемента. Если добавить небольшой припуск, то получим размер заготовки.
Размер длины вытянутой проволоки будет соответствовать размеру развертки элемента. Если добавить небольшой припуск, то получим размер заготовки.
Для измерения длины кривых линий применяется прибор под названием курвиметр. Зубчатым колесиком повторяют путь кривой, а на шкале выносится искомый показатель.
В проектировании деталей все больше применяются компьютерные программы. В них закладываются данные, которые оказывают влияние на геометрию детали при обработке холодной ковкой. Такая программа выдает готовые размеры заготовки.
Завитки
В видеообзоре представлен процесс гибки круглых прутков диаметром 10 мм. Мастером используется станок типа улитка со съемными кондукторами разных форм и размеров.
Цветы
В обзоре представлен полная и подробная инструкция изготовления цветка: от прорисовки элемента на металле до крепления детали в общую композицию.
Розы
В видео представлен процесс изготовления розы по методу холодной ковки, с помощью бумажных шаблонов, самодельных ножниц по металлу, двери, болгарки, электродов, а также дополнительных инструментов и приспособлений, сделанных из подручных средств.
Фонарики
Инструкция по гибке круглых (диаметр 6 мм.) и квадратных (6х6 мм.) прутков на станке фонарик для изготовления одноименных элементов.
Холодная ковка своими руками: чертежи, станок, изделия, инструкция
Человеку, неравнодушному к кованым изделиям, можно только позавидовать. У него есть все необходимое для воплощения самых смелых проектов оформления. Приспособления для изготовления элементов холодной ковки можно приобрести в готовом виде или изготовить своими руками, но в том или ином случае, вы можете быть уверенны, что работать с ними будет удобно и просто. При этом большой физической силы не потребуется, все что нужно, это нажимать на нужные кнопки и поворачивать своевременно специальные рычаги.
Приспособления для изготовления элементов холодной ковки можно приобрести в готовом виде или изготовить своими руками, но в том или ином случае, вы можете быть уверенны, что работать с ними будет удобно и просто. При этом большой физической силы не потребуется, все что нужно, это нажимать на нужные кнопки и поворачивать своевременно специальные рычаги.
Единственное, что нужно помнить, это то, что изготовление кованых изделий холодным способом требует соблюдения строгих правил и последовательности. Другими словами, холодная ковка — это поэтапный технологический процесс, при котором происходит деформация металлических заготовок, в зависимости от нужного проекта. Чтобы иметь большее представление об этой работе, необходимо разобраться, каких видов бывает ковка, как называются популярные кованые элементы и как выглядит изготовление кованых изделий своими руками.
Содержание статьи
Виды холодной ковки
При изготовлении металлических изделий можно выделить 7 видов холодной ковки. Это своего рода этапы создания элементов, которые нужно выполнять при работе с заготовками.
Это своего рода этапы создания элементов, которые нужно выполнять при работе с заготовками.
Всю работу необходимо проводить в соответствии с требованиями и правилами, в противном случае надеяться на получение красивого кованого изделия не стоит.
Самым главным этапом является ковка заготовок из металла. Это самый большой, ответственный, сложный и серьезный процесс, поэтому к нему нужно отнестись очень внимательно. Холодная ковка может быть нескольких видов:
- Осадка — она выполняется под высоким давлением. Это нужно для того, чтобы увеличить заготовку по бокам, за счет уменьшения ее высоты.
- Протяжка — этот этап выполняется путем нагревания металлической детали с последующей обработкой ее молотком. Это нужно для того, чтобы уменьшить площадь поперечного сечения за счет увеличения длины металлического прута.
- Прошивка — этот этап подразумевает проделывание отверстий внутри заготовки. При выполнении такой работы можно получить отверстия разного диаметра и длины. Она бывает открытой и закрытой.
 Она бывает открытой и закрытой.
Она бывает открытой и закрытой.Осадка и протяжка делает структуру металлической заготовки более хрупкой, поэтому дальнейшая работа должна проводиться очень аккуратно, чтобы не допустить поломки той или иной части конструкции.
- Штамповка — на этом этапе происходит пластичная деформация металла, что приводит к изменению формы или размера заготовки. Штамповка может быть объемной или листовой. При первом варианте работы выполняются под давлением. В этом случае деталь нагревается и подвергается прессованию до нужных размеров. Этот метод больше подходит для производственных масштабов, когда нужно изготовить большую партию одинаковых элементов. Листовая штамповка отличается от первого варианта тем, что детали производят из листового железа. Этот метод подходит для изготовления мелких или средних деталей, при этом они будут отличаться высоким качеством и прочностью.
- Прессование — на этом этапе происходит повышение плотности металлической заготовки и изменение ее формы, за счет высокого давления. Прессование может быть прямым и обратным. При прямом способе происходит выдавливание металлических заготовок через различные отверстия, что приводит к получению различных прутьев, труб и профилей. При обратном прессовании металлические изделия располагают в специальном формуляре, при этом давление подается в обратном направлении.
- Волочение — это процесс протягивания металла, только уже прессованного, через специальную матрицу. При этом способе обработки можно получить различные фасонные профиля, проволоку или тонкие трубы.
- Прокатка — это заключительный этап обработки, при котором задействован закон силы трения. При трении специальных валиков о металлическую поверхность происходит деформация заготовки. Прокатка может быть нескольких видов, в зависимости от способа вращения валиков:
- продольная — при которой вращение валиков происходит в разные стороны. Это приводит к постепенному обжиманию и удлинению металлической детали. Таким способом производится листовое и ленточное железо;
- поперечная — при которой движение валиков происходит в одном направлении. Это приводит к деформации заготовки в поперечном направлении. Этим методом изготовлены цилиндрические шестеренки с накатными зубцами;
- винтовая — при которой расположение валиков выполнено под углом друг к другу. В этом случае заготовка проходит одновременно два валика с поступательным и вращательным движением, что позволяет получить небольшой зазор, в который и попадает металл. Таким способом получают трубные заготовки, «гильзы».
 Прессование может быть прямым и обратным. При прямом способе происходит выдавливание металлических заготовок через различные отверстия, что приводит к получению различных прутьев, труб и профилей. При обратном прессовании металлические изделия располагают в специальном формуляре, при этом давление подается в обратном направлении.
Прессование может быть прямым и обратным. При прямом способе происходит выдавливание металлических заготовок через различные отверстия, что приводит к получению различных прутьев, труб и профилей. При обратном прессовании металлические изделия располагают в специальном формуляре, при этом давление подается в обратном направлении. Это приводит к деформации заготовки в поперечном направлении. Этим методом изготовлены цилиндрические шестеренки с накатными зубцами;
Это приводит к деформации заготовки в поперечном направлении. Этим методом изготовлены цилиндрические шестеренки с накатными зубцами;Приспособления для холодной ковки
Изготовление кованых изделий холодным способом предусматривает использование нескольких приспособлений или станков. Как было сказано выше, их можно приобрести, или изготовить своими руками, но для начала, давайте разберемся, какие детали можно получить при помощи различных станков.
- Улитка — такой механизм применяется в том случае, если металлической заготовке нужно придать спиралевидную форму. В большинстве случаев такой механизм крепят на стальную толстую плиту либо делают съемной. Сама плита должна быть достаточно прочной, а допустимая ее толщина не должна быть меньше 4 мм.
 Сама плита должна быть достаточно прочной, а допустимая ее толщина не должна быть меньше 4 мм.
Сама плита должна быть достаточно прочной, а допустимая ее толщина не должна быть меньше 4 мм.Для изделий, изготавливаемых своими руками, придется изготовить специальные шаблоны, которые позволяют создавать элементы различной формы и величины.
Как работать с механизмом улитка, можно посмотреть на предложенном видео:
- Универсальный механизм — он позволяет выполнять несколько функций, резку, клепку и формирование металлических изделий. Кстати, такое устройство легко можно собрать своими руками, что в значительной степени сэкономит ваш бюджет.
- Гнутик — такой механизм позволяет создать дуговую деформацию металлической детали. Но здесь нужно провести точные расчеты и замеры, чтобы не ошибиться с радиусом изгиба.
- Твистер — механизм этого плана позволяет сгибать заготовку по продольной оси уже готового изделия. Принцип действия такого механизма заключается в том, чтобы изогнуть изделие, зажав его с одной и другой стороны. При этом вращающаяся рукоятка позволит произвести скручивание детали.
- Волна — механизм такого плана позволяет получать волнообразные детали из металлических заготовок. На таком станке принято изготавливать решетки «Боярские» или «Волна».
- Штамповый пресс — название говорит само за себя. Такой механизм позволяет наносить на металлические детали штампы с различными резными элементами. В арсенале каждого мастера должны быть несколько таких штампов, тогда и готовые изделия будут более разнообразными. Принцип его действия очень прост, под действием давления на металлических элементах остаются четкие отпечатки с шаблонов.
- Механический узел — этот механизм позволяет изгибать металлические прутья в круг. При этом диаметр таких изделий может быть разным. Поэтому в арсенале мастеров такое приспособление незаменимо.
 При этом вращающаяся рукоятка позволит произвести скручивание детали.
При этом вращающаяся рукоятка позволит произвести скручивание детали.Холодная ковка своими руками, пошаговая инструкция и советы специалистов
Как это ни странно, но кованые изделия можно изготовить даже в домашних условиях. Конечно, они не будут столь вычурными, как элементы горячим способом изготовления, но в качестве декоративного оформления им нет равных. Все что вам нужно, это несколько приспособлений, описанных выше, материалы и самое главное, желание. Остальное — это соблюдение технологии.
Конечно, они не будут столь вычурными, как элементы горячим способом изготовления, но в качестве декоративного оформления им нет равных. Все что вам нужно, это несколько приспособлений, описанных выше, материалы и самое главное, желание. Остальное — это соблюдение технологии.
Процесс изготовления состоит из нескольких этапов:
- Первое, что вам нужно сделать, это нарисовать эскиз будущего изделия. Если вы только учитесь, попробуйте соорудить что-то элементарное, и только потом беритесь за большие объемы. Что касается эскиза, то на нем нужно отразить все нюансы будущей конструкции, рисунок, нужные детали и размеры. Здесь же продумайте, сможете ли вы выполнить задуманные элементы на вашем оборудовании? Каждый механизм предназначен для выполнения одной функции, но не всех сразу.
- Второе, о чем нужно подумать, это как правильно рассчитать материал. Если вы задумали изготовить подставку для цветов из элементов холодной ковки, то нужно подготовить железную трубу и металлические полосы, а для ворот или забора перечень материалов будет намного шире.

Начиная работу, проверьте еще раз ваши расчеты, даже небольшая погрешность может испортить внешний вид готового изделия, не говоря уже о том, что оно может не подойти по размеру к задуманной композиции. Исправлять и подгонять готовые детали всегда сложнее, гораздо проще несколько раз все проверить.
- Теперь можно приступать к изготовлению самих деталей. Для этого возьмите подходящий механизм и заготовку и выполните нужное количество кованых элементов.
После изготовления всех деталей можно начинать собирать задуманную композицию. Для крепления лучше использовать сварку, но и переусердствовать с ней не стоит, чтобы не повредить более мелкие элементы.
Финальным этапом будет обработка готового изделия, которая подразумевает шлифовку и покраску готовой композиции.
Желательно, чтобы покраске предшествовала грунтовка изделия, тогда оно вам прослужит очень долго.Если вы взялись за изготовление кованых элементов холодным способом, то вы наверно изучили рынок цен и оценили ваши финансовые возможности. Если нет, то сначала обратите внимание на стоимость материалов, необходимого оборудования и способы обработки готового изделия. Но в любом случае изделие, изготовленное своими руками, стоит всех затрат. А снизить их можно на оборудовании, если изготовить его своими руками.
Если нет, то сначала обратите внимание на стоимость материалов, необходимого оборудования и способы обработки готового изделия. Но в любом случае изделие, изготовленное своими руками, стоит всех затрат. А снизить их можно на оборудовании, если изготовить его своими руками.
Похожие статьи
Холодная ковка металла
Начну с того, что для двери, которую я сделал (о том, как я ее делал можно прочесть в статье «Металлическая дверь с окном и элементами холодной ковки», нужна была защита для окна с элементами ковки. Когда я обратился в мастерские с просьбой изготовить эту ковку, то цена показалась мне слишком высокой. И я решил, что смогу сделать декор двери самостоятельно, тем более, что техника холодной ковки предполагает работу без нагрева и использования температуры, металл гнется под действием силы.
Холодная ковка своими руками: материалы
- квадратная труба 20×10 мм
- круг стальной горячего катания диаметром 10 мм
- квадрат стальной горячего катания Д10 мм
- готовые декоративные изделия из металла
- болты мебельные с полукруглой головкой диаметром 8 мм
- гайки М8
- отрезные диски по металлу
- шлифовальные диски по металлу
- автомобильный грунт
- черная краска
- золотистая краска
- растворитель 646
Холодная ковка своими руками
После того как я сделал дверь, но еще до ее покраски, я взялся за изготовление декора для окна.
Для начала я подготовил и распечатал эскиз в масштабе, исходя из действительных размеров ковки. Если на эскизе ширина лозы, к примеру, 10 мм, это значит что её действительная ширина — 10 см.
Из квадратной трубы я сделал основную раму (каркас), к которой будут привариваться все элементы ковки.
Раму нужно сваривать, делая отступ 10 мм по всему периметру от края оконного проёма.
Затем на жестяной лист я перерисовал узор, по которому будет изготавливаться дверной декор.
С чего я начал работу?
Сперва к дверной раме я приварил два куска металла круглой формы диаметром 16мм, таким образом, чтобы между ними можно было продеть стальной круг г/к 10мм. Затем слегка нажимая и постепенно продвигая стальной круг г/к 10 мм между двумя стальными кругами Д16 мм, я выгибал форму лозы нужного мне диаметра.
Далее я закрепил с помощью сварочного инструмента готовые элементы декора к раме. Для того чтобы на лицевой части не было видно сварных швов, все части лозы я приварил с внутренней стороны и отшлифовал болгаркой.
К концам всех элементов я приварил готовые декоративные изделия.
Для того чтоб концы лозы создавали иллюзию ковки, я срезал болгаркой из готовых декоративных изделий кончики лепестков и приварил их к концам лозы.
Так же приварил и остальные детали, придающие изделию вид декоративной лозы.
Для обрамления рамы я использовал скрученный стальной квадрат. Чтобы его скрутить, я один из концов квадрата приварил к дверной раме, а к другому концу приварил стальной круг, после чего, придерживая квадрат с одной стороны, начал его вращать.
Чтобы зафиксировать раму с элементами лозы, я просверлил отверстия дрелью, используя сверло Д8, далее в эти отверстия продел мебельные болты с полукруглой головкой.
Затем после фиксации рамы с декоративными элементами, я скопировал эскиз узора, который должен быть на самой двери, вверху и внизу окна.
Каждый из скрученных стальных квадратов я укоротил по высоте окна, затем приварил к ним готовые декоративные элементы.
Отшлифовал места соединения болгаркой с шлифовальным диском.
Верхняя часть лозы должна быть меньших размеров, поэтому я гнул железные прутья при помощи трубы, чтобы эффект рычага был мощнее.
Все части лозы я соединил с помощью сварки и отшлифовал швы болгаркой с шлифовальным диском.
Тоже самое я сделал для нижней части декора.
Получившеюся лозу и мебельные болты с полукруглой головкой я приварил с обратной стороны к раме и зашлифовал болгаркой.
Несколько болтов я приварил в местах соединения декоративных элементов для создания эффекта ковки. Я просверлил отверстие по диаметру болта, вставил болт и отрезал лишнюю часть болта, приварив его с обратной стороны.
Теперь декор двери готов, осталось его только покрасить. Для этого сначала нужно обезжирить всю поверхность растворителем. После чего изделие покрывается сначала автомобильной грунтовкой, затем черной краской.
Теперь нужно прикрепить изделие к двери. Крепим ковку гайками с обратной стороны уже покрашенной двери.
Болты, которые я сделал на местах стыковки элементов декора, покрасил золотой краской.
И вот ковка готова и установлена на дверь.
Холодная ковка своими руками – советы профессионалов
Какие технологии и приемы используются в холодной ковке, что нужно знать о производственных операциях? Об этом — далее в нашем материале.
Сегодня большое распространение получили небольшие домашние мастерские по обработке металла. Это и хобби, и дополнительный доход в семейный бюджет. Более распространена холодная ковка своими рукам. Такая технология не требует больших затрат на начальном этапе, а изделия ручной работы ценятся довольно высоко.
Какие технологии и приемы используются таким способом металлообработки, что нужно знать о производственных операциях? Об этом — далее в нашем материале.
Понятие холодной металлообработки
Холодным способом обрабатывается, в основном, металлопрокат в виде прутков, квадратов, круга, полосы или листа.
Для производства применяются особые приспособления и инструменты, причем часто они узкоспециализированные и не пригодны для работы в других направлениях.
Разогрев заготовок до ковочной температуры не предусмотрен технологией, которая использует одно из главных свойств металла — пластичность. Нагрев возможен лишь частичный в местах изгиба некоторых изделий (например, при слишком толстом металле исходного материала).
Холодная ковка металла используется для изготовления решеток, заборов, ворот, калиток (и отдельных элементов их украшений), каркасы мебели и различные детали декора.
При этом в процессе производства этой продукции металл поддается прессованию и изгибанию, что делает изделие даже прочнее, чем при горячей ковке, так как не изменяются свойства металла, а кристаллическая решетка, наоборот, упрочняется за счет сжатия.
Холодная ковка в домашних условиях довольно простой, но, в то же время, и сложный технологический процесс, который требует опыта. Что нужно знать о такой металлообработке, а также что потребуется для изготовления изделий без разогревания материалов?
Холодная ковка своими руками
Весь рабочий процесс по созданию изделий с помощью холодной ковки можно разделить на несколько этапов.
- Чертеж или схема готового изделия.
- Подбор материалов.
- Обработка металла и изготовление деталей.
- Сборка и отделка.
Чертеж
На чертежах будущего изделия рассчитываются и отмечаются все размеры деталей, углы расположения отдельных элементов и посадочные точки.
Изготовить его можно как вручную, так и с помощью современных компьютерных программ типа AutoCAD.
Главное — выполнить схему в приблизительном масштабе, чтобы с легкостью можно было без проблем проводить расчеты. Цель такого чертежа: точное определение наименований и количество необходимых деталей, подсчет материалов, правильная окончательная сборка всего изделия.
Материалы
В холодной ковке обрабатывается различные виды металлопроката.
С прутков или квадратов производят практически все элементы: навершия, гусиные лапки, завитки, спирали, вензеля и прочие.
Но также холодным способом обрабатывают и такие заготовки, как листовой металл, стальная полоса и профильная труба. Из них изготавливают спирали, листья или те же завитки с волютой.
Размеры обрабатываемого проката зависят от мощности оборудования. К примеру, ручные станки не способны гнуть пруток толще, чем 14 миллиметров.
В некоторых случаях холодной ковкой может обрабатываться и цветной металл: медь, алюминий и другие.
Когда готов чертеж, можно с легкостью подсчитать: какое количество нужно того или иного вида проката для создания вещи.
Обработка материалов
На этом этапе создают все отдельные детали изделия и готовят их к сборке. На оборудовании, по надобности, совершается производство следующих кованых элементов.
- Лапки, пики, навершия — для завершения концов решеток или других линейных деталей.
- Завитки — к ним относят свои подвиды: волюта (концы загнуты в одну сторону), червонка (спирали в разные стороны), запятые (просто изогнутый конец прута).
- Кольца.
- Корзинки — два прута закрученные по спирали и соединенные на концах.
- Крутени (торсионы) — пруты или полосы, закрученные вокруг своей оси.
Все эти элементы производят на специальном оборудовании, способном изгибать металлические заготовки без разогрева до ковочной температуры. В мастерских для производства изделий холодной ковки своими руками применяют «золотую шестерку» верстаков: гнутик, улитку, фонарик, твистер, объемник и волну.
Обработка металлопроката построена на трех основных технологических
процессах:
- Вытяжке.
- Гибке.
- Кручении.
Как и в горячей ковке, вытяжка подразумевает раскатывание металла для того, чтобы уменьшить его сечение. В холодной ковке эта технология используется для производства элементов типа пик или гусиных лапок.
Чтобы сделать вытяжку холодным способом, требуется раскаточная установка, которая плющит конец заготовки. С использованием штампов при этом сразу же наносится рельеф. Пики производят на прессах, придавая заготовкам нужную конфигурацию.
Гибка — практически основной процесс, на котором построена холодная ковка. Перечисленные выше станки (кроме твистера и фонарика) работают по этому же технологическому принципу. Чаще всего используется улитка, которая формирует большой список разного рода завитков (вензелей, волот, спиралей и прочих).
Кручение построено на свойстве металла — пластичности и способности сохранять заданную форму. Во время такой обработки, заготовка закручивается под усилием вокруг своей оси. Обычно процедуру делают на твистере. Однако, такие элементы, как корзинки, производят с помощью фонарика. Он способен закрутить несколько заготовок, сформировав при этом объемный элемент.
Обычно вся обработка проводиться холодным способом, однако, иногда требуется нагрев определенных точек на заготовке. Это делают при гибке или кручении толстых деталей или же когда нужно исправить бракованные элементы. Нагревание может осуществляться в кузнечных горнах или газовым резаком до температуры 200-300 градусов, что значительно ниже ковочной температуры.
Также в холодной обработке металла используются стандартные способы: резка, рубка, шлифовка и прочие. Для этого применяют болгарки, отрезные круги, шлифовальные машины, гильотины, зубила и прочие.
Сборка и отделка
Эти два этапа завершают процесс изготовления изделий способом холодной ковки.
Сборка деталей в единую комбинацию проводится несколькими способами:
- На заклепках.
- На хомутах.
- Сварка.
Самый простой и быстрый метод собрать изделие — это электро- или газосварка (последняя используется реже).
Однако, некоторые детали крепят на хомуты и заклепки, если это предусмотрено стилевым оформлением.
Ранее использовалась кузнечная сварка, которая сегодня потеряла свою актуальность из-за трудоемкости процесса.
К окончательной отделке относят шлифовку, зачистку поверхностей металла, а также нанесение декоративного покрытия (лакокрасочного или любого другого). После чего работа считается завершенной и проводиться монтаж готового изделия по надобности.
А что Вы можете добавить к материалу этой статьи из личного опыта? Поделитесь им в обсуждениях и оставьте свои комментарии.
Декоративная холодная ковка своими руками — moyakovka.ru
Как выполняется декоративная ковка своими руками? Изделия, изготовленные посредством декоративной ковки, имеют роскошный внешний вид, отличаются оригинальностью и неповторимой красотой. Холодная художественная ковка металла может производиться самостоятельно в домашней мастерской.
Схема кованых ворот.В настоящее время очень популярны эксклюзивные предметы, изготовленные художественной ковкой, они представляют собой шедевры декоративного искусства. Мастер, который освоил искусство художественной ковки, может изготовить своими руками кованые ограды и калитки, красивую отделку балконов, мебели, мангалов и других предметов для дома и дачи, не только для своей семьи, но и для друзей и знакомых.
Изделия холодной ковки очень популярны и высоко ценятся. Поэтому овладение навыками декоративной ковки может стать неплохим способом пополнить семейный бюджет.
В чем заключается холодная ковка металла
Инструменты для холодной ковки: молот, гнутик, улитка, твистер, волна, объемник и другие.Для выполнения декоративной холодной ковки необходимо выделить специальную мастерскую. Для производства работ понадобятся инструменты для гнутья металла. В мастерской должно быть хорошее освещение.
Холодная художественная ковка металла представляет собой сгибание металлических прутов небольшого диаметра при помощи простого оборудования.
Такой способ создания кованых изделий является более простым, чем горячая ковка, для которой требуется сложное оборудование и знания кузнечного дела. Многие кованые изделия, выполненные горячей ковкой, можно создать и методом холодной художественной ковки.
Наиболее сложным этапом холодной ковки является сварка готовых деталей. Ее выполняют после того, как будут изготовлены изделия из гнутых металлических прутов. После сварки зачищают сварочный шов и красят готовую конструкцию. Поэтому, чтобы освоить искусство холодной ковки, необходимо обладать навыками сварщика.
Сначала мастер создает на бумаге эскиз готового изделия, а затем по намеченному чертежу изготавливает все детали и узоры сгибанием металлических прутьев.
Вернуться к оглавлению
Инструменты для холодной декоративной ковки
Наковальня: а – рог; б – хвостовик; в – лицо; г – углубление для пробивания отверстий; д – отверстие для установки подкладного инструмента; е – площадка для рубки металла; ж – башмак.Материалы и инструменты:
- металлические пруты;
- сварочный аппарат;
- специальные трафареты;
- краска.
При помощи такого оборудования можно изготовить около 10 квадратных метров изделий в день. Ручные приспособления для холодной ковки являются достаточно прочными. С их помощью можно изготавливать различные кованые узоры.
Приспособления для ковки можно изготовить своими руками. Они обладают различными возможностями.
Первое приспособление — гнутик. С его помощью мастер изгибает металлический прут под определенным углом и выполняет полукруг заданного диаметра.
Фонарик создает кованые изделия в форме фонаря.
Улитка создает различные завитки, изгибы, спирали и другие узоры.
Объемная заготовка необходима для создания объемных деталей.
Волна придает изделиям волнообразную форму.
Твистер предназначен для закручивания прута относительно параллельной прямой.
Основные процессы холодной ковки — это пресс и гнутье. Эта работа выполняется без нагрева металла. Материал сгибают в холодном виде.
Способы устранения утяжины.Прочность готовых изделий повышается, а гибкость их снижается.
Чтобы повысить прочность конструкции, между каждым этапом ковки выполняют термическую обработку материала.
Кованые изделия можно выполнять автоматически на станках. Ручная работа не уступает механизированной по прочности и красоте готовых изделий.
При выполнении холодной ковки при помощи одного трафарета можно изготавливать много изделий. При горячей ковке трафареты не применяют.
Холодную ковку можно осуществлять с металлом небольшой толщины, потому что изгибать толстый материал невозможно без подогрева.
Методом декоративной ковки можно изготовить следующие изделия:
- фигурные решетки;
- узоры для ограждений и ворот;
- предметы мебели;
- отделку для мебели;
- сувениры;
- оправы для зеркала;
- подставки для цветов, свеч, посуды;
- украшения зданий;
- перила, козырьки.
Вернуться к оглавлению
Изготовление кованой подставки для цветов своими руками
Различные приемы гибки: а, б, в – с помощью подложек; г – в вилке; д – на гибочной плите.Материалы и инструменты:
- сварочный аппарат;
- металлическая труба;
- металлические полосы;
- корпус для вазы;
- трафареты;
- краска;
- кисть;
- бумага;
- карандаш;
- угольник;
- линейка.
Сначала делают эскиз будущей конструкции с соблюдением размеров. Чертеж создают в масштабе 1:1.
Благодаря этому можно уточнить количество необходимых деталей и обеспечить правильную сборку изделия.
При помощи чертежа настраивают оборудование.
Затем определяют необходимое количество металла.
Для изготовления подставки в виде вазы для цветов берут металлическую трубу диаметром 30 мм и 10 металлических полос размерами 4х50 мм, а также корпус для основы.
После этого приступают к изготовлению деталей. Дизайн конструкции зависит от того, при помощи каких трафаретов будет выполняться изделие.
Способы скручивания: а – в тисках с ограничительной трубой; б – двумя клещами; в – в тисках; г – с неподвижным закреплением двух концов.Эскиз поможет правильно изготовить конструкцию вазы. Трафареты придадут изделию оригинальную узорчатую форму.
После изготовления деталей по трафаретам приваривают все детали к одной трубе, которая станет основой вазы.
Для начала не нужно изготавливать слишком много мелких деталей, так как это создаст определенные трудности при сварке.
Затем выполняют шлифовку сварного шва.
Готовое изделие необходимо окрасить.
На этом изготовление подставки для цветов своими руками закончено.
Вернуться к оглавлению
Холодная ковка своими руками для украшения сада
Освоив основные принципы декоративной ковки, можно изготовить различные изделия для украшения сада своими руками.
Художественная ковка металла своими руками позволит изготовить кованые калитки и ограды. При этом можно использовать сочетания кованых деталей с другими материалами.
Красиво будет смотреться на участке кованая садовая мебель, выполненная своими руками. Можно изготовить кованые скамейки, отделку для дачных столов и стульев.
Превосходно будут выглядеть кованые садовые мостики с тонкими ажурными деталями. Такой мостик придаст саду роскошный классический стиль.
Холодная ковка своими руками позволит создать и другие изделия. Можно изготовить кованые лестницы и опоры, перголы и арки, дачные мангалы. Кованые садовые светильники создадут особое очарование.
https://moyakovka.ru/youtu.be/lXzm3RtqxS8
Художественная ковка беседок и навесов придаст саду романтическое настроение. Кованые козырьки и навесы не только украсят дачный участок, но и будут выполнять необходимые функции для защиты от дождя и яркого солнечного света.
Художественная ковка существует несколько веков. Во все времена кованые изделия являлись украшением любого здания, городского ландшафта, парков и садов, мебели и интерьера. Изделия, выполненные своими руками, придадут вашему дому респектабельность, роскошь и уют, будут радовать вас своей красотой и оригинальностью.
Ковка металла своими руками | Строительный портал
Кованые изделия в архитектуре и дизайне интерьера пользуются высокой популярностью с давних пор. Решетки на окна и для каминов, ограда или балясины лестниц, выкованные из металла, всегда выглядят изысканно и привлекательно. Сегодня, несмотря на современные технологии в обработке металлов, металлические изделия ручной ковки популярны как никогда. Конечно, ковка металла своими руками – дело не из легких, и без должной подготовки трудно сделать красивое кованое изделие. Но тем, кто хочет овладеть этим древним ремеслом и готов к тяжелой физической работе, придется ознакомиться с видами и технологией ковки металла, разбираться в металлах для ковки, понимать процесс ковки и уметь обращаться с инструментом кузнеца.
- Ковка металла
- Металл для ковки
- Инструмент для ковки металла
- Ковка металла своими руками
Ковка металла
Ковкой металла называется процесс обработки металлической заготовки с целью придания ей определенной формы и размера. Фактически существует два вида ковки – холодная и горячая. Выполняя ручную ковку металла необходимо разбираться в обоих видах ковки, так как каждый обладает своими преимуществами и недостатками.
Горячая ковка
В процессе горячей ковки заготовка подвергается нагреванию до определенной температуры, при которой металл теряет свою прочность и становится пластичным. Высокая пластичность является основным плюсом горячей ковки. Она позволяет легко придать металлической заготовке определенную форму и размер. Также горячая ковка позволяет использовать большинство технологий самой ковки, что выгодно сказывается на разнообразии вариантов работ.
Но нагрев металла имеет и свои недостатки. В первую очередь это необходимость обустройства специального кузнечного горна и затраты на топливо для него. Это может стать реальной проблемой для тех, кто хочет заниматься горячей ковкой металла своими руками в городских условиях. К тому же, работа с огнем достаточно опасное занятие и требует повышенной пожарной безопасности. Еще одним фактором, который может существенно повлиять на выбор вида ковки, являются специфические знания по температурным режимам для ковки металла.
Холодная ковка
В отличие от горячей ковки, холодная ковка металла не требует обустройства горна для нагрева металла. Вся суть холодной ковки заключается в придании формы металлической заготовке путем её изгибания, опрессовывания и сварки. Холодна ковка несколько проще по выполнению, и для обустройства мастерской не требуется много места. Весь процесс создания готового изделия не требует использования высоких температур, что весьма положительно сказывается на общей безопасности.
Но холодная ковка имеет один существенный недостаток. Все работы приходится выполнять с определенными заготовками-полуфабрикатами без возможности исправить свою ошибку. Конечно, это касается не всех работ холодной ковки, но в большинстве случаев испорченная заготовка годится разве что для металлолома или учебного пособия.
В любом случае, в независимости от вида ковки, придется достаточно плотно ознакомиться с рядом важных моментов. Во-первых, это касается металлов и температурных режимов для их плавки и ковки. Во-вторых, необходимо знать и разбираться в технологиях ковки металла. Ниже мы рассмотрим, какие технологические приемы используются для ковки и как они применяются в работе.
Металл для ковки
Ручная ковка металла – достаточно трудоемкое и сложное занятие, требующее использования определенных металлов, а точнее, металлов с определенными характеристиками. Для ручной холодной или горячей ковки наиболее важной характеристикой является пластичность металла, ведь именно от нее зависит простота и удобство изменения формы заготовки. Но стоит отметить, что пластичность и прочность металла взаимосвязаны между собой. При увеличении одной из этих характеристик вторая уменьшается. Поэтому так важно разбираться в характеристиках металла и знать о составе заготовки.
Важно! Существуют и другие, не менее важные характеристики металлов. Но так как мы рассматриваем ковку декоративных изделий, таких как решетки каминов, балясины, оградки и прочее, то нет необходимости сосредотачиваться на устойчивости к износу, красностойкости и прочем, а также на легирующих элементах.
Для декоративной ковки используют следующие металлы: медь, латунь, дюралюминий, сталь, а также другие медные, магниевые, алюминиевые и никелевые сплавы. По сути, для ручной ковки используют мягкий ковкий металл, который можно легко согнуть или придать ему определенную форму. Для того чтобы подобрать наиболее легкий ковкий металл, необходимо заглянуть в Марочник Стали и Сплавов. В нем можно найти детальное описание всех металлов и сплавов с их характеристиками и составом.
Несмотря на то, что самый ковкий металл – это медь и её сплавы, мастера предпочитают использование черных металлов для холодной и горячей ковки. Такая позиция обусловлена высокой стоимостью цветных металлов. Ведь на ковку металла цена в большей степени зависит от стоимости изначальной заготовки, и не каждый может позволить себе приобрести ограду или балясины из меди. Выбирая мягкий черный металл для ковки, необходимо ориентироваться на стали с минимальным содержанием углерода, порядка 0,25 %. А также с минимальным количеством вредных примесей, таких как хром, молибден, сера и фосфор. Кроме этого следует избегать конструкционных и инструментальных сталей с высоким содержанием углерода от 0,2 % до 1,35 %. Такие стали наименее пластичны и плохо поддаются сварке.
Выбирая тот или иной металл, необходимо использовать Марочник Стали и Сплавов. Но если доступа к нему нет, то можно воспользоваться приведенными ниже таблицами для определения содержания углерода в стали. Сам процесс определения довольно прост, достаточно поднести заготовку к работающему точилу и посмотреть на сноп искр, а затем сравнить его с показателями в таблице.
Сегодня благодаря промышленному производству металла отпала необходимость в создании заготовок для ковки своими руками. Современные кузни используют уже готовую заводскую продукцию для холодной ковки. Наиболее часто используемые размеры заготовок следующие: 30х45 мм, 40х45 мм, 10х10 мм, 12х12 мм, пруты сечением 10 мм, 12 мм, 16 мм, 25 мм, 30 мм, 50 мм, листовой металл толщиной от 3,5 до 6 мм, круглые трубы 1/2″, 3/4″, 1″, профильные трубы от 20х20 мм до 30х30 мм.
Инструмент для ковки металла
Выполнение любых работ по ковке металла невозможно без специального инструмента. Кузнечный инвентарь для горячей ковки достаточно разнообразен и включает в себя наковальню, горн, различные молоты, клещи и прочее. Инструмент для холодной ковки несколько попроще и состоит из нескольких специальных станков. Конечно, современный инструмент, такой как сварочный аппарат, болгарка и шлифмашинка, используется как в холодной, так и в горячей ковке. Зная о назначении того или иного инструмента, можно правильно выполнять любые работы.
Инструмент для горячей ковки
- Горн. Без него в горячей ковке никак не обойтись. Ведь именно в нем заготовка может нагреваться до температуры 1400 °C. В большинстве своем горн представляет собой печь, рассчитанную на высокие температуры и с поддувом.
- Наковальня. Этот инструмент является опорой, на которой выполняется ковка. Сама наковальня имеет несколько видов, среди которых наиболее популярной является двурогая наковальня весом 200 кг. Но вес может колебаться от 150 до 350 кг.
- Шпераки. При выполнении различной художественной и декоративной ковки используются именно шпераки. Они имеют множество различных видов, и каждый мастер может изготавливать их под себя. Общей чертой любого шперака является то, что они вставляются в квадратное отверстие наковальни или закрепляются в деревянное бревно. На фото ниже приведены наиболее распространенные шпераки.
- Кувалда и Ручник. Это основной инструмент кузнеца. Кувалда весит от 4 до 8 кг и служит для нанесения сильных ударов. В зависимости от типа работ и толщины заготовки подбирается и вес кувалды. Ручник весит от 0,5 до 2 кг. Используется для придания окончательной формы изделию.
- Клещи. Горновые клещи второй по значимости инструмент. Без них невозможно удержать горячую заготовку для обработки. Существует несколько видов горновых клещей под определенный профиль и размер заготовки. На приведенном ниже фото изображены горновые клещи различной формы.
- Фасонные молотки. При выполнении художественной ковки требуется создавать загнутые заготовки или заготовки определенной формы. Для этого используются фасонные молотки. Они могут быть как нижними, на которых производится обработка, так и верхними. Вариантов фасонных молотков множество и у каждого мастера они свои. На фото ниже изображен основной вспомогательный инструмент.
Кроме описанных выше, используются различный измерительный инструмент, такой как обычная рулетка, двойной кронциркуль, кузнечный наугольник, шаблоны и калибры. Выбор кузнечного инструмента огромен, весь перечислить представляется затруднительным, поэтому у каждого мастера есть свой набор лишь необходимого и часто используемого инструмента.
Инструмент для холодной ковки
- Гнутик (фото ниже). Это базовый инструмент холодной ковки. Как следует из названия, он позволяет гнуть металлическую заготовку под определенным углом. В дополнение гнутик позволяет создавать дуговые элементы определенного радиуса.
- Улитка. Название говорит само за себя. При помощи улитки можно создавать различные спиралевидные декоративные элементы. Спираль выполняется под определенный шаблон, который при необходимости можно сменить на другой, с меньшим или большим радиусом.
- Фонарик. Этот станок предназначен для создания декоративного элемента с одноименным названием.
- Волна. Позволяет создавать волнообразные элементы. При протаскивании прута через этот станок на выходе получается красивая синусоидальная заготовка.
- Твистер. По принципу работы этот станок схож с Фонариком, но в отличие от него твистер лишь скручивает заготовку вдоль оси.
- Станок для колец. Как во всех предыдущих станках название говорит за себя.
Кроме описанных выше существуют еще универсальные станки для клепки, резки, опрессовки и придания объема. Все описанные выше станки можно изготовить как самостоятельно, так и приобрести в магазине. Конечно, самодельные приспособления для холодной ковки будут несколько уступать по качеству заводским, но это компенсируется уникальностью созданных с их помощью элементов. Для изготовления станков холодной ковки чертежи можно найти как в свободном доступе, так и купить у специалистов.
Важно! Станки для холодной ковки могут быть ручными или снабжены электродвигателями. Несмотря на наличие передаточных шестерен, ручная холодная ковка довольно трудоемкое и долгое занятие, и для получения больших объемов кованых элементов лучше оборудовать станок электродвигателем.
Отдельно стоит отметить промышленные станки для холодной ковки. На подобные станки холодной ковки цены порядка 6000 у.е., но один такой станок может выполнять практически все технологические операции холодной ковки. Примером может служить станок Мастер 2 компании «МАН». На демонстрирующем холодную ковку видео можно увидеть возможности этого станка.
Ковка металла своими руками
В процессе ковки для придания заготовке определенной формы используются различные приемы и методы ковки. Для выполнения каждого из них используется определенная технология и инструмент для ковки металла. Технология ковки металла горячим и холодным методом существенно отличается. Как уже отмечалось, для горячей ковки требуется нагрев заготовки для изменения её формы, а при холодной ковке заготовка лишь изгибается. На основании этого и выделяются основные технологические приемы, зная которые можно смело браться за ковку металла своими руками.
Холодная ковка металла своими руками
Выполняется холодная ковка своими руками достаточно легко и особых усилий не требуется. Все работы разбиты на несколько этапов: создание эскиза или чертежа будущего изделия, закупка материалов и сам процесс ковки металла.
Чертеж можно создать в специальной компьютерной программе, приобрести уже готовый или нарисовать от руки. Можно найти для холодной ковки чертежи бесплатно. Для этого достаточно обратиться к мастерам, которые уже не первый год занимаются ковкой, и попросить один или два чертежа для тренировки. По сути, чертеж преследует несколько целей. Во-первых, чтобы знать какие элементы потребуется изготовить путем холодной ковки. Во-вторых, имея на руках такой проект, можно рассчитать количество и тип металлических заготовок, таких как пруты, профильные трубы и прочее. В-третьих, чертеж потребуется для сборки всех элементов в единое целое.
Отдельно необходимо рассмотреть элементы холодной ковки, из которых состоит проект. Сегодня можно найти довольно много различных кованых элементов, но их все можно объединить в несколько классических групп.
- Лапки. Этот элемент представляет собой раскатанный в какой-либо форме конец металлического прута. В эту группу входят так называемые Пики. Несмотря на заостренный конец, Пики изготавливаются по схожей технологии.
- Завитки. В эту группу входит несколько распространенных элементов: волюта, червонка и улитка. Волюта или Баранка представляет собой прут, концы которого загнуты в одну сторону. Червонка – прут, концы которого загнуты в разные стороны. Этот элемент иногда называют «долларом» из-за его схожести со знаком американской валюты. Запятая или Улитка – простой завиток, один конец которого загнут, а второй прямой.
- Кольца. Создается этот элемент довольно просто: на болванку станка накручивается прут круглого или квадратного сечения, в результате получается пружина, которую затем разрезают на отдельные кольца.
- Торсион. Этот элемент довольно легко узнать по винтовому скручиванию вдоль оси. Вариантов торсионов довольно много и одним из самых распространенных является такой элемент, как Фонарик, а также простой винтообразный прут для решетки или ограды.
Весь процесс изготовления элементов холодной ковки основывается на следующих общепринятых технологиях ковки – гибка, закручивание, вытяжка.
Вытяжка – это технология, которая заключается в увеличении длины заготовки путем уменьшения её сечения. В холодной ковке используется один из вариантов вытяжки – раскатка. Именно с её помощью создаются различные лапки и пики. Для создания лапок используется специальный раскаточный станок. Конец заготовки заводится внутрь и затем запускается механизм раскатки, в результате конец получается расплющенным с рельефом или без него. Для изготовления пик используют прессовочный станок. Процедура та же, но в результате конец получается раскатанный и опрессованный в определенной форме.
Гибка. Эта технология ковки заключается в загибании концов либо другой части заготовки под определенным углом. Сама гибка выполняется практически на всех станках холодной ковки. Процесс гибки можно проследить при изготовлении заготовки на станке Улитка. Вначале конец заготовки помещается внутрь специального шаблона и затем загибается под определенным углом. Эти работы выполняются на станке Улитка.
Закручивание. Эта технология ковки подразумевает скручивание заготовки вдоль своей оси. В холодной ковке этот процесс можно наблюдать при использовании станка Твистер, на котором создаются различные торсионы. Для этого один конец заготовки помещается в тиски, а второй конец проворачивается вдоль оси. Отдельно стоит выделить элемент Фонарик. Для него используют два и более прута, которые вначале скручивают вдоль оси, а затем вдоль оси сжимают, в результате прутья в определенном месте расходятся в стороны.
Сборка всех элементов в единую конструкцию выполняется при помощи сварки на специальном сборочном столе. Сегодня сварочный аппарат общедоступен и является обязательным инструментом современных кузнецов. Самодельная холодная ковка довольно распространена среди начинающих мастеров и частных предпринимателей. Она не требует особых знаний, навыков и больших помещений для работы.
Холодная ковка своими руками: видео-урок
Горячая ковка металла своими руками
По сравнению с холодной, ручная горячая ковка намного сложнее и требует от мастера опыта в обращении с инструментом и хорошей физической подготовки. Работы выполняются в несколько этапов: создание эскиза или чертежа, закупка материалов и ковка.
По сути, разница между горячей и холодной ковкой заключается в технологических процессах обработки металла. Во-первых, это касается способа обработки. Во-вторых, для горячей ковки можно использовать практически любые металлические заготовки. Но для удобства принято использовать уже готовые пруты квадратного и круглого сечения. В-третьих, в художественной горячей ковке отсутствуют какие-либо рамки для элементов готового изделия. Конечно, можно придерживаться создания классических элементов ковки – завитков, лап, пик и прочего, но горячая ковка позволяет использовать весь потенциал воображения мастера, что раскрывает неограниченные возможности. Все изделия из металла ковки горячим способом создаются с помощью следующих технологий обработки металла: осадка, вытяжка, гибка, закручивание, разрубка, насечение рисунка и набивка рельефа.
Осадка применяется при ковке металла для увеличения поперечного сечения всей заготовки или её части. При ковке в зависимости от необходимости проводится полный или местный нагрев заготовки для осадки.
Вытяжка заключается в увеличении длины заготовки путем уменьшения её сечения. Это можно выполнять как путем нанесения ударов кувалдой или ручником, так и с помощью раскатки металла между валов на станке. В отличие от холодной ковки создание пик при помощи вытяжки требует точных и аккуратных ударов.
Гибка. Эта операция выполняется для придания заготовке загнутой формы. При этом следует учесть, что гибка толстых заготовок может повлечь их искажение и для придания первоначальной формы необходимо выполнить осадку. Для гибки заготовки применяют различные шпераки, рог наковальни, фасонные молотки и кондукторы.
Закручивание. Данная технология ковки подразумевает скручивание заготовки вдоль своей оси. Как и в холодной ковке, заготовку зажимают в тиски и проворачивают. Но в отличие от холодной ковки, можно нагревать заготовку локально, что дает возможность легко делать локальное закручивание.
Такие технологии ковки как разрубка, насечение рисунка и набивка рельефа применяются в художественной ковке с использованием зубил. Края горячих заготовок, в зависимости от проекта, рассекаются и закручиваются клещами. Также пока заготовка раскаленная, на её поверхности набивается различный узор.
При горячей ковке металла важно знать температурные режимы нагрева. Это поможет более качественно обрабатывать металл. Ковка черного металла выполняется при 800 – 1250 °C. Конечно, измерять градусником раскаленную заготовку будет невозможно и для определения температуры придется ориентироваться по её цвету. В приведенной ниже таблице указаны температуры и цвет заготовки из черных металлов.
Горячая ковка металла: видео-урок
Ковка металла своими руками – дело довольно увлекательное, требующее постоянного совершенствования. Это касается в первую очередь создания различных художественных и декоративных элементов. Тем, кто только начал заниматься ковкой, придется немало потрудиться, чтобы их работы имели идеальную форму и высокое качество.
Различные процессы ковки | Cornell Forge Co.
Ковка – это производственный процесс, в котором используются сжимающие силы для придания металлу желаемых форм и размеров. Профессионалы отрасли применяют множество различных методов ковки – в зависимости от материала и продукта, который подвергается ковке, – каждая из которых имеет свои преимущества и наилучшее применение.
В следующем блоге представлен обзор различных типов доступных методов ковки с описанием того, что они влекут за собой, их основных преимуществ и типичных применений.
Ковочные операции можно разделить на четыре основных типа:
Ковка в открытых штампах
Ковка в открытых штампах предполагает использование двух плоских штампов или штампов простой формы для приложения давления к основному материалу с обеих сторон. Применение многократного сжатия на высоком уровне или ударов молотком по штампу придает материалу желаемую форму. Поскольку используемые матрицы не полностью закрывают основной материал (отсюда и обозначение открытой матрицы) и допускают боковое перемещение, процесс может обеспечить создание более крупных и тяжелых компонентов.
По сравнению с другими процессами ковки, ковка в открытых штампах дает очень мало отходов материала и конечную продукцию с более однородной структурой зерна и более высоким сопротивлением усталости. В авиационной и железнодорожной промышленности этот процесс часто используется для производства крупных и тяжелых компонентов, таких как цилиндры, ролики и валы.
Поковка в штампах
Подобно методу штамповки в открытых штампах, штамповка в штампах, также известная как штамповка в закрытых штампах, использует штампы для придания формы материала нужным деталям и изделиям.Однако, в отличие от ковки в открытых штампах, используемые штампы полностью закрывают основной материал. Кроме того, для сравнения, процесс требует гораздо больших сжимающих усилий, чтобы обеспечить полное заполнение полостей фильеры и формирование целостной детали.
Кованые штампом детали обычно меньше, чем открытые штампованные детали. Однако они демонстрируют более жесткие допуски (в том числе для форм, близких к конечной) и более высокое качество отделки поверхности, что способствует снижению производственных затрат при более крупных производственных циклах за счет уменьшения потребности во вторичных операциях механической обработки.Автомобильная, горнодобывающая, нефтегазовая промышленность часто полагается на этот процесс для производства прецизионных деталей, таких как фитинги, фланцы и компоненты двигателей.
Узнайте о нашей ковке из сплавов
Холодная ковка
Хотя некоторые методы ковки требуют приложения тепла к основному металлу, существуют также различные процессы холодной ковки. Некоторые примеры методов холодной штамповки включают гибку, холодную высадку, холодное волочение, чеканку и экструзию. Эти процессы используются для создания широкого спектра деталей и продуктов различного дизайна.
По сравнению с методами горячей штамповки, холодная штамповка позволяет получать детали с жесткими допусками по размерам и хорошим качеством поверхности без необходимости термической обработки или использования более дорогих материалов. В автомобильной промышленности обычно используется холодная ковка для производства компонентов необычной или сложной геометрии, таких как компоненты рулевого управления и подвески, тормозные компоненты, оси, сцепления, шестерни и шестерни.
Узнайте о нашей поковке из нержавеющей стали
Бесшовные поковки с катаным кольцом
Подобно другим методам штамповки, поковка с катаным кольцом сжимает штампы для придания формы материалу.Однако вместо использования плоских штампов в процессе используются изогнутые штампы – обычно два противоположных ролика – для формирования кольцевых компонентов.
Процесс ковки катаных колец обеспечивает непрерывное производство, что позволяет повысить производительность и снизить производственные затраты. Кроме того, кованые компоненты с катаным кольцом демонстрируют больший срок службы и превосходное качество поверхности, чем другие кованые детали. Благодаря высокой прочности они часто используются в тяжелом горнодобывающем оборудовании, авиакосмических двигателях, ветряных генераторах и железнодорожном оборудовании.
Получите необходимую экспертную помощь от команды Cornell Forge
Компания Cornell Forge Company с удовольствием предлагает кованые компоненты самого высокого качества в отрасли. Обладая более чем девятидесятилетним опытом, мы хорошо разбираемся во всех аспектах ковки металлов, включая ковку в закрытых штампах. Для получения дополнительной информации о доступных типах ковки или помощи в предстоящем проекте по производству кузнечных изделий свяжитесь с нами или запросите ценовое предложение сегодня.
Хотите узнать больше о кузнечных деталях?
Руководство по кузнечным деталям
Процессы, методы и применения ковки металла
Ковка металла – это процесс формования и формы металлов с использованием сжимающих усилий.Усилия передаются с помощью удара, прессования или прокатки.
Существует ряд процессов ковки – холодная ковка, теплая ковка и горячая ковка, которые классифицируются по температуре обрабатываемого металла.
Ковка – один из важнейших процессов металлообработки в металлообрабатывающей промышленности. Это особенно важно в черной металлургии и рассматривается как огромный источник производительности.
Что такое процесс ковки металла?
При выборе типа поковки покупатель имеет длинный список вариантов изготовления ответственной металлической детали.Сделать правильный выбор может быть непросто, потому что каждый метод имеет свои плюсы и минусы, зависящие от затрат и логистики.
Однако выбор метода ковки дает множество уникальных преимуществ, недоступных ни при каком другом выборе.
Что касается цены и общего качества, ковка металла является наиболее ценной. Это понятие звучит вдвойне, когда для приложения требуются максимальная прочность детали, нестандартные размеры и критические рабочие характеристики.
Вот некоторые из наиболее часто используемых методов:
- Поковка в закрытых штампах
- Открытая штамповка
- Холодная штамповка
- Экструзия
- Вал кованый
Ковка в открытых штампах, штампованная штамповка и ковка валков
Наиболее распространенными процессами ковки металла являются ковка в открытых штампах, ковка в закрытых штампах и ковка вальцов.
Что такое открытая штамповка?
При открытой штамповке нагретые металлические детали формируются между верхней штампом, прикрепленным к плунжеру, и нижним штампом, прикрепленным к балке, наковальне или молотку. При открытой ковке в штампах металл никогда полностью не ограничивается или удерживается в штампах.
Обычно температура колеблется от 500 ° F до 2400 ° F, соответствующие температуры применяются при обработке металлических деталей. После того, как металл был должным образом нагрет, выполняется сложная ударная обработка – или прессование заготовки – для постепенного придания металлу желаемой формы.
Обычно процесс открытой штамповки используется для производства более крупных деталей простой формы, таких как стержни, кольца и пустоты.
Что такое ковка в закрытых штампах?
Поковка в закрытых штампах перемещает штамп навстречу друг другу, полностью или частично покрывая заготовку. Нагретое сырье, которое приближается по форме / размеру к окончательной кованной детали, помещается в нижнюю матрицу.
Этот процесс работает путем включения формы поковки в верхнюю или нижнюю матрицу в качестве негативного изображения.Как только процесс начинается, удар верхней матрицы по металлическому материалу придает ему требуемую кованую форму.
Этот процесс можно использовать для производства деталей размером от нескольких унций до 60 000 фунтов.
Что такое ковка валков?
Валковая ковка, также известная как профилирование, представляет собой метод ковки, при котором для формирования металлической детали используются противоположные валки. Несмотря на то, что при ковке валков используются валки для производства деталей и компонентов, она по-прежнему считается процессом ковки металла , а не процессом прокатки.
В процессе используются два цилиндрических или полуцилиндрических горизонтальных валка, которые используются для деформации круглой или плоской прутковой заготовки. Благодаря этому толщина уменьшается, а длина увеличивается. Детали, изготовленные методом валковой ковки, обладают превосходными механическими свойствами, чем детали, полученные с помощью многих других процессов.
После вставки нагретый стержень пропускается между двумя валками. Он постепенно приобретает форму при прокатке по формованным канавкам станка. Точная геометрия этих канавок – это то, что придает детали заданные размеры.
Валковая ковка часто используется для изготовления деталей для автомобильной промышленности. Он также используется для производства ножей и ручных инструментов.
Стандартное кузнечно-прессовое оборудование
В процессе ковки металла используются четыре основных инструмента, в зависимости от конкретного используемого метода.
Молотки
Молоток или механический молоток – это инструмент, чаще всего связанный с ковкой. Будь то ручной молоток или массивный молоток, этот инструмент используется для многократных ударов по металлу с целью его деформации.Пока он обладает движущей силой 50 000 фунтов для нанесения ударных ударов под высоким давлением, молоток может придавать металлу форму.
Прессы
Прессыиспользуют либо механическое, либо гидравлическое давление, чтобы оказывать постоянное давление на штамповочные штампы. Для этого вида оборудования требуется движущая сила в 50 000 тонн для вертикального вдавливания металла в полости штампа с контролируемым высоким давлением. Вместо многократных ударов по металлу для его деформации, металл медленно вдавливается в штампы.
Вытяжные устройства
Высаживающая ковка аналогична ковке на прессе, однако основное отличие заключается в том, что высаживающая машина – это ковочный пресс, который используется горизонтально.Вместо того, чтобы прижимать металл вниз в матрицу, металл перемещается в слепок матрицы в горизонтальном направлении.
Кольцевые ролики
Кольцевые ролики используются для производства колец диаметром от нескольких дюймов до более 300 дюймов. Кольцевые ролики выдавливают неразъемное кольцо, что устраняет необходимость в сварке. Под сильным давлением он поворачивает полый круглый кусок металла относительно вращающегося валка.
Как ковка укрепляет металл?
Известно, что ковка металла позволяет производить одни из самых прочных доступных деталей по сравнению с другими методами производства.По мере нагрева и прессования металла мелкие трещины закрываются, а пустоты, обнаруженные в металле, закрываются.
Кроме того, процесс горячей штамповки разрушает любые примеси в металле и перераспределяет такой материал по металлоконструкциям. Это приводит к значительному уменьшению включений в кованой детали. Включения представляют собой составные материалы, внедренные в сталь на протяжении всего производства, вызывая точки напряжения в изделии.
Несмотря на то, что во время начального процесса литья необходимо бороться с примесями, этот процесс позволит дополнительно улучшить качество металла.
Другой способ, которым ковка укрепляет металл, – это изменение его зеренной структуры. Это связано с потоком зерна материала при его деформации. Подобно другим процессам формования, может быть создана благоприятная зернистая структура, что сделает кованый металл более прочным.
Для каких продуктов требуется кованый металл?
Процесс ковки невероятно универсален и может применяться к чему угодно, от небольших деталей в дюймах до компонентов весом до 700 000 фунтов.
Кованые изделия могут быть следующими конструктивными элементами:
- Важнейшие детали самолета:
- Шасси шасси
- Валы реактивных двигателей
- Турбины
- Транспортное оборудование:
- Автомобили
- Железные дороги
- Коленчатые валы
- Рычаги
- Шестерни
- Шатуны
Также ковка используется для усиления ручных инструментов (например,г., зубила, заклепки, винты и болты).
Какой металл лучше всего подходит для ковки?
Можно выковать любой металл, но есть определенные металлы и сплавы, которые лучше подходят для различных целей.
Чаще всего это металлы, которые подделывают:
- Углеродистая, легированная и нержавеющая сталь
- Исключительно твердые инструментальные стали
- Алюминий
- Титан
- Латунь и медь
- Жаропрочные сплавы, содержащие кобальт, никель или молибден
Из этих вариантов практически невозможно выбрать «лучший», так как это действительно зависит от потребностей клиента.
Экономика 101 для ковки металлов
В меньших количествах кованые детали могут быть очень дорогими в расчете на единицу продукции. Это в первую очередь связано с тем, что изготовление штампа для ковки требует высокой первоначальной стоимости – черта, которую разделяют другие расходы, связанные с открытием цеха.
После того, как все настроено и вы приобрели штампы, фактические эксплуатационные расходы становятся разумно доступными, особенно с учетом того, что автоматизация играет огромную роль. Принимая это во внимание, этот метод изготовления металла обычно лучше всего подходит для продуктов, которые производятся в более значительных количествах.
По мере того, как мир продолжает модернизацию, спрос на высококачественные детали будет только расти. Поскольку ковка производит одни из самых прочных металлов, которые только можно представить, неудивительно, что к 2025 году прогнозируемый объем рынка составит 131,32 миллиарда долларов.
Начало проекта по ковке металла
Если вы заинтересованы в производстве металлических деталей или компонентов по индивидуальному заказу и считаете, что металлическая ковка может быть для вас лучшим вариантом, не стесняйтесь позвонить в The Federal Group USA.Наша опытная группа поддержки рассмотрит вместе с вами требования к вашему проекту, поможет вам определить наилучший план действий и предоставит вам бесплатное ценовое предложение для вашего проекта. Свяжитесь с нами сегодня, чтобы назначить консультацию.
Кузнец | слесарь | Британника
Кузнец , также называемый Кузнец , мастер, который изготавливает изделия из железа путем горячей и холодной ковки на наковальне. Кузнецов, которые специализировались на ковке обуви для лошадей, называли кузнецами.Термин кузнец происходит от слова «железо», ранее называвшегося «блэк-металл», а кузнец – от латинского ferrum, «железо».
Железо заменило бронзу для использования в инструментах и оружии в конце 2-го и 1-го тысячелетий до нашей эры, а с тех пор и до промышленной революции кузнецы изготавливали вручную большую часть изделий из кованого железа, используемых в мире. Основное оборудование кузнеца состоит из кузницы или печи, в которой расплавленное железо нагревается, чтобы его можно было легко обрабатывать; наковальня, тяжелый, прочно закрепленный блок со стальной поверхностью, на который обрабатывают кусок железа; щипцы для удержания утюга на наковальне; молотки, долота и другие инструменты для резки, придания формы, выравнивания или приваривания железа к желаемому объекту.
Кузнецы изготавливали огромное количество обычных предметов, используемых в повседневной жизни: гвозди, шурупы, болты и другие крепежные детали; серпы, лемехи, топоры и другие сельскохозяйственные орудия; молотки и другие инструменты ремесленников; подсвечники и другие предметы домашнего обихода; мечи, щиты и доспехи; колесные диски и другие металлические детали в вагонах и вагонах; каминная фурнитура и инвентарь; шипы, цепи и тросы, используемые на кораблях; и металлические изделия, как функциональные, так и декоративные, используемые в производстве мебели и в строительстве.( См. Также изделия из металла.)
Однако самым частым занятием кузнеца было кузнечное дело. При подковке кузнец сначала очищает и формирует подошву и ободок копыта лошади с помощью ракушек и ножей, что безболезненно для животного из-за жесткого, рогового и безжизненного характера копыта. Затем он выбирает из своего ложа U-образный железный башмак подходящего размера и, нагревая его докрасна в кузнице, изменяет его форму, чтобы он соответствовал копыту, охлаждает его, закаливая в воде, и прикрепляет к копыту гвоздями. .
Получите подписку Britannica Premium и получите доступ к эксклюзивному контенту. Подпишитесь сейчасВ большинстве городов и деревень была кузнечная мастерская, где подковывали лошадей и ремонтировали инструменты, сельскохозяйственные орудия, повозки и экипажи. О повсеместном распространении этой профессии в англоязычном мире можно судить по распространенности фамилии «Смит». В 19 веке кузнецы также стали универсальными мастерами по ремонту сельскохозяйственного оборудования и другой техники. К тому времени, однако, кузнечное дело уже находилось в упадке, поскольку все больше и больше металлических изделий, ранее изготовленных вручную, формировались на фабриках с помощью машин или производились с помощью недорогих процессов литья.В промышленно развитом мире даже основная кузнечная деятельность, кузнечное дело, сильно пришла в упадок после того, как лошади перестали использоваться в сельском хозяйстве и на транспорте.
Как сделать меч: подробное руководство: 17 шагов (с изображениями)
На этом этапе сталь, наконец, начнет выглядеть как меч. Теперь вопрос в том, как вы хотите, чтобы поперечное сечение вашего лезвия выглядело.
Поперечное сечение – это то, как будет выглядеть лезвие, если его разрезать пополам перпендикулярно лезвию.
Главное при планировании поперечного сечения – учесть, какой помол вы хотите. Существуют три основных типа помола: вогнутый, плоский и выпуклый. У всех этих видов помола есть свои плюсы и минусы.
Вогнутый шлиф изгибается внутрь к режущей кромке. Это самая острая из шлифовок с лучшей режущей кромкой, но они также являются и самой слабой кромкой. Такие факторы необходимо учитывать. Я также считаю, что вогнутая шлифовка сложнее всего. Мне еще предстоит изготовить лезвие с вогнутой заточкой, которой я был доволен.
Плоский помол так же прост, как и звучит. Заточка осуществляется под одним углом по всей поверхности лезвия. Он более тусклый, чем вогнутая, поскольку в нем больше материала. Такой помол легко затачивается в «поле». По-прежнему сильный стиль, но не самый жесткий.
Выпуклая шлифовка – это то, что обычно встречается на топорах. Края плавно закругляем. Это дает клинку лучшую силу из трех. Однако выпуклая шлифовка даст вам самую тупую кромку с наименьшей мощностью резания.Этот фасон считается самым простым в стрижке.
Другой аспект поперечного сечения – более полный, иногда неправильно обозначенный кровоток. Фуллер позволяет уменьшить вес без ущерба для прочности. Свойства аналогичны строительному двутавру.
С этим мечом я выбрал выпуклую шлифовку, потому что не думал, что смогу сохранить однородность на такой большой поверхности. Долил я не делал, так как сделал лезвие слишком тонким.
Перед началом выпуклого шлифования сначала убедитесь, что лезвие забито и отшлифовано идеально ровно. Когда вы будете довольны этим, переходите к ленточно-шлифовальной машине или настольной шлифовальной машине. Начните с обрезки материала под углом примерно 45 градусов. Сделайте эти шлифовки с тусклым ремнем. Использование острого ремня на углу приведет к его быстрому затуплению. Начните с тусклого, затем переходите к более острому.
Срезание фасок – это все, что нужно делать понемногу. Позвольте машине делать свою работу. Работайте терпеливо, как с любым проектом.Этот шаг займет много времени. Используйте неподдерживаемую часть ремня. Постепенно надавливайте под одинаковым углом. Начните с мелкого, затем продвигайтесь к середине толщины стали. Обрежьте скосы одинаково с обеих сторон, пока не останется менее 1/16 дюйма.
Процесс холодной штамповки | Преимущества промышленной холодной штамповки
Что такое холодная ковка?
Холодная штамповка – также называемая холодной штамповкой – это тип металлической ковки, который используется в различных областях, от автомобильной до электронной и медицинской техники.Холодная штамповка включает формование заготовки, часто называемой «заготовкой», посредством процесса, называемого «деформированием».
В традиционных процессах ковки металл подвергается воздействию высоких температур. В процессе холодной ковки заготовка подвергается гидравлическому и механическому давлению при комнатной температуре для деформации. Это дает ряд преимуществ, связанных с конкретным применением, начиная от улучшенной консистенции до более низких затрат и более эффективного использования материалов.
STS Intelli – компания по холодной штамповке, которая может выполнять проекты любого масштаба.Продолжайте читать, чтобы узнать больше о преимуществах, которые наши услуги по холодной штамповке могут иметь для вашей работы, или свяжитесь с нашим офисом напрямую, чтобы запросить ценовое предложение.
Процесс холодной штамповки
Холодное формование выполняется при комнатной температуре или близкой к ней. При работе с некоторыми металлами для улучшения пластичности применяется некоторое количество тепла, хотя температуры остаются значительно ниже точки рекристаллизации.
Холодная штамповка используется для создания различных форм и деталей. Таким образом, не существует единого стандартного процесса формования заготовок.Вместо этого детали создаются с использованием одного или комбинации следующих методов:
- Прямая экструзия: Прямая экструзия, также известная как прямая экструзия, является наиболее распространенным типом процесса холодной штамповки. В нем к металлической заготовке прикладывают силу, выталкивая ее в форму, где ей придают форму.
- Обратная экструзия: Обратная экструзия включает использование пуансона для перемещения заготовки в форму того же размера. Когда заготовка входит в форму, пуансон создает меньшее отверстие и заставляет заготовку формироваться вокруг нее.
- Осадка: При высадке заготовка помещается в более короткую форму. Когда заготовка ударяется о заднюю часть формы, излишки материала выталкиваются вниз, образуя широкий верх. Этот метод чаще всего используется для создания головок крепежа различных размеров.
- Обрезка: Обрезка включает использование штамповочного пресса для срезания лишних материалов с детали, создания более сложных форм с более высоким уровнем допуска.
- Выравнивание и присучивание: Выравнивание и прошивка работают в точности так, как подразумевают их названия: использование штамповочного пресса для создания плоских компонентов или пробивки отверстий в детали без образования металлической стружки.
В дополнение к вышеизложенному, можно использовать ряд других процессов для формирования очень сложных компонентов различных форм и размеров. STS Intelli может сбрить, сверлить, накрасить или покрасить любой компонент в соответствии с вашими требованиями. Чтобы узнать больше о наших возможностях и обсудить детали вашего проекта с одним из членов нашей команды, свяжитесь напрямую с нашим офисом.
Преимущества холодной штамповки
Каковы основные преимущества холодной штамповки?
Процессы ковки обычно не считаются экологически чистой частью производственного процесса, но холодная ковка, вероятно, является наиболее экологичным процессом такого рода, применяемым сегодня.Для компаний, которые заботятся о сокращении углеродного следа своей продукции, процесс холодной ковки может помочь сократить отходы и снизить потребление энергии по сравнению с альтернативами ковки, использующими тепло.
Другие причины, по которым процесс холодной штамповки является предпочтительным, включают:
- Высокое качество материала поверхности
- Консистенция каждой изготовленной детали
- Эффективное использование материала
Помимо перечисленных выше причин и фактора экологичности, холодная штамповка также является одним из наиболее экономически эффективных методов ковки на современном рынке.Например, оценки показывают, что этот процесс может снизить стоимость вашей детали на 40–60%.
Если ваша компания ищет способ массового производства высококачественной продукции с меньшими затратами на производственные операции, холодная штамповка – это то, что вам нужно.
Каковы дополнительные преимущества компонентов холодной штамповки?
Процесс холодной штамповки полон преимуществ для производителей. При холодной штамповке меньше отходов.Фактически выход материала составляет почти 100%. При использовании сплавов драгоценных металлов, таких как золото и серебро, стоимость материалов высока. Этот 100% выход приводит к значительной экономии затрат во время процесса холодной штамповки по сравнению с другими методами.
В дополнение к 100% -ному выходу, детали холодной штамповки очень стабильны. Другие преимущества холодной штамповки:
- Более высокие скорости и более низкие затраты на инструмент по сравнению с другими процессами обработки
- Лучшее управление размерами, создание большей однородности формованных деталей
- Меньше потребление энергии, что помогает снизить выбросы углерода и увеличить экономию
- Создание продукта без особых требований к обработке
- Улучшение свойств металла за счет деформационного упрочнения
- Гладкие детали без заусенцев
При правильной холодной штамповке производитель может рассчитывать на то, что из процесса ковки будет исключен почти весь лом, а также часть без дефектов, складок и других дефектов.Холодная штамповка также позволяет изготавливать детали с жесткими допусками со скоростью 1000 сек в час.
Понимание процесса и его преимуществ
ВведениеХолодная штамповка – это процесс ударного формования, при котором пластически деформируется кусок сырья под действием высокого сжимающего усилия между пуансоном и матрицей в подходящем оборудовании, таком как машинный пресс.
Некоторые базовые методы включают выдавливание (вперед, назад, вперед и назад), чеканку, высадку и обжимку.Эти методы могут выполняться за один ход пуансона или за отдельные операции, в зависимости от требований конкретного приложения.
По сути, холодная ковка – это процесс вытеснения, при котором существующему материалу придается желаемая форма; Сравните это с традиционной обработкой, при которой материал удаляется для создания желаемой формы. Как будет показано в следующих разделах, это различие дает несколько существенных преимуществ. В последнем разделе представлены некоторые ключевые факторы, которые следует учитывать при рассмотрении холодной ковки как производственного процесса.
Обычно при холодной ковке используются 2 типа штампов:
- Открытая поковка: Материал может улетучиваться после заполнения полости.
- Преимущество: меньшее напряжение и нагрузка
- Недостаток: может потребоваться некоторая последующая обработка в зависимости от требований приложения
- Закрытая поковка: Объем полости штампа точно такой же, как и объем материала, что позволяет достичь конечной формы или почти чистой формы.
- Преимущество: устраняет необходимость в последующей обработке
- Недостаток: повышенное напряжение и нагрузка; матрица может быть серьезно повреждена, если материал превышает
Основная причина, по которой многие компании переходят на холодную штамповку, заключается в том, что им необходимо добиться более высокой производительности производственной линии. Во многих случаях обычные процессы (такие как механическая обработка, сварка или другие методы изготовления) включают в себя многопроходные операции для удаления материала и чистовой обработки детали (например,грамм. вертикальное, горизонтальное, массовое удаление, подкраска деталей и т. д.). Напротив, холодная ковка обычно представляет собой однопроходный процесс формования, который деформирует существующий материал в желаемую форму.
В зависимости от параметров детали, экономия времени на единицу продукции может привести к значительному повышению производительности. Например, обработка некоторых деталей, обработка которых занимает от 3 до 5 минут, может достичь производительности более 50 деталей в минуту, если вместо этого используется холодная ковка.
Возможность повышения производительности более чем в 100–200 раз обеспечивает быструю окупаемость инвестиций в штамп и оснастку для холодной штамповки.Таким образом, многие компании предпочли использовать другие методы только для создания прототипов или на ранних этапах производства, с переходом на холодную штамповку, запланированную для подготовки к увеличению объемов производства.
Экономия материалов и снижение затратЕще одним ключевым преимуществом холодной ковки является отсутствие потерь материала. Вместо удаления значительного количества сырья в процессе холодной ковки используется все сырье.
Входы в его процесс представлены в виде заготовок материала, которые вырезаются из сырьевого материала (рулонов, балок, листов и т. Д.).). Каждая заготовка – это точное количество материала, необходимое для конечной детали, поэтому нет потерь или потерь материала. Этот безотходный процесс может предложить значительные преимущества при крупносерийном производстве, когда количество отходов на деталь является ключевым фактором затрат, и / или в ситуациях, когда сырье является дорогостоящим, например, когда используются специальные сплавы или дефицитные металлы.
Повышенная целостность и прочность деталейОчень важным фактором, который компании принимают во внимание при принятии решения об использовании холодной штамповки, является ее способность значительно улучшить прочность и целостность готовой детали.Ковка позволяет получить гораздо более прочные детали, чем аналогичные изделия, изготовленные литьем, сваркой, методами порошкового металла или механической обработкой необработанного прутка / листового металла.
Высокие силы сжатия при холодной штамповке фактически смещают и переупорядочивают зернистость основного материала, чтобы минимизировать любые внутренние недостатки. Это особенно важно для конструкций деталей, где требуемая форма имеет слабые места вдоль существующей текстуры основного материала – например, длинные выступы, пересекающие волокна, или узкие точки, которые могут быть подвержены поломке под нагрузкой.Процесс холодной штамповки решает эти проблемы, уменьшая беспокойство инженеров по вопросам, связанным с зернистостью исходного материала.
Улучшенный внешний вид и обработка поверхностиХолодная штамповка также может предложить явные преимущества перед механической обработкой, прогрессивной штамповкой, литьем, сваркой и другими процессами изготовления, поскольку на выходе обычно не требуется дополнительных этапов обработки для достижения презентабельного внешнего вида и / или требуемой гладкости поверхности.
В зависимости от конкретных требований конечного применения, некоторые детали могут нуждаться в очистке для удаления заусенцев, канавок, бороздок или других артефактов в процессе обработки. Это не проблема для готовых деталей, созданных в процессе холодной штамповки.
Рекомендации по применениюХотя холодная штамповка подходит не для всех областей применения, в определенных ситуациях она может дать очень значительные преимущества. Учитывая, что для этого требуется специализированное оборудование, а также вложения в инструменты и штампы, использование холодной штамповки должно быть сбалансировано с общими объемами производства, материальными затратами, требованиями к прочности деталей и прогнозами рентабельности инвестиций (ROI).
В некоторых случаях, когда решающее значение имеют прочность, форма и гладкость поверхности, холодная штамповка является единственным процессом, позволяющим эффективно производить детали, соответствующие требуемым спецификациям. Следовательно, некоторые из этих деталей, такие как сложные ведущие шестерни, разработаны специально для процесса холодной штамповки, поскольку их нельзя изготовить с помощью механической обработки или других процессов.
Передача производства на аутсорсинг опытному партнеру по холодной штамповке может компенсировать инвестиции компании в капитальное оборудование, так что непериодические затраты на проектирование (NRE) могут быть сосредоточены на создании инструментов и штампов.Помимо затрат, следует искать партнера по холодной ковке с большим опытом работы в широком спектре конечных приложений и ноу-хау для решения ключевых вопросов оптимизации процесса, таких как:
Объем материалаПри закрытой ковке необходимо точно контролировать размер заготовки. Избыточному материалу некуда уйти в закрытую полость матрицы при сжатии; это может вызвать чрезмерно высокое напряжение в штампе, что может привести к серьезному повреждению инструмента.С другой стороны, если используется открытая ковка, дополнительный материал обычно не вызывает подобных повреждений, как упомянуто выше, поскольку пути выхода материала обычно предусматриваются в процессе.
БондеризацияБондеризация – это процесс окунания, при котором поверхность заготовки покрывается фосфатом и мылом, чтобы облегчить поток материала через пуансоны или штампы во время процесса ковки. Это помогает снизить трение, силу и напряжение, а также улучшает качество поверхности.
ОтжигОтжиг – это процесс, который смягчает материал и снижает напряжение течения для облегчения течения материала.Промежуточный отжиг, применяемый между стадиями ковки, необходим, когда холодная ковка вызывает деформационное упрочнение до такой степени, что дальнейшая холодная обработка данного материала практически или возможна.
СмазкаПри холодной штамповке использование высоковязкого масла имеет решающее значение для уменьшения контакта металла с металлом без покрытия. Однако для того, чтобы также рассеивать выделяемое тепло, обычно также требуется добавление нужного количества жидкого масла.
СводкаПонимание компромиссов при холодной штамповке и выбор партнера с большим опытом в области холодной штамповки, включая вертикальную интеграцию с другими процессами, может предложить конструкторам и инженерам-технологам ценную альтернативу традиционным процессам обработки или литья.
Ключ к успеху – это начать оценку на раннем этапе процесса проектирования и рассмотреть общий объем производства и требования к наращиванию мощности, чтобы можно было использовать холодную штамповку для оптимальной рентабельности инвестиций и качественных результатов.
По сравнению с другими конкурирующими технологиями, такими как механическая обработка, литье под давлением, литье пластика под давлением , сварка и литье металла под давлением, холодная штамповка позволяет создавать изделия с более высокой ударной вязкостью, улучшенной структурной целостностью и большей точностью при использовании меньшего количества материала.Процесс также высокопроизводительный и оптимален для обработки поверхностей.
Поковки: простые углеродистые и низколегированные стали | 2013-12-01
В процессе ковки создаются компоненты, обладающие превосходными свойствами по сравнению с другими производственными операциями, такими как литье и механическая обработка. Разнообразие металлов, которые можно подделать, довольно велико, но каждый класс материалов имеет свой собственный набор проблем, которые необходимо понять кузнецу, чтобы можно было производить высококачественные компоненты.В этой первой из серии статей будет рассмотрена ковка гладкоуглеродистых и низколегированных сталей.
Поскольку стали широко используются, этому классу материалов будут посвящены две статьи. В этой статье мы обсудим химию, типичные области применения и некоторые операционные вопросы ковки. В следующей статье будут рассмотрены вопросы металлургии стали, постпоковки и типичные физические свойства различных кованых материалов.
Общее описаниеСталь – это сплав на основе железа с небольшими добавками углерода и других элементов, улучшающих различные свойства.Сталь – один из самых полезных металлов. Это металл, который имеет наибольшую прочность на единицу стоимости. Существует широкий спектр стальных составов, а также широкий спектр микроструктур, которые могут быть изготовлены. Эти диапазоны позволяют получить широкий выбор свойств в пределах семейства стальных сплавов. При низких температурах микроструктура стали часто находится в области фаз феррит плюс карбид железа, тогда как при высоких температурах микроструктура стали находится в области фазы аустенита.Различные фазы указывают на различия в кристаллической структуре. Что еще более важно, они указывают на различия в свойствах. Горячая штамповка проводится в области аустенитной фазы, а холодная штамповка выполняется в области ферритной фазы.
Стали обычно состоят из 95–99% железа с содержанием углерода 0,005–1,0%. Углерод придает сплаву прочность и закаливаемость. К другим элементам, которые обычно добавляют в сталь, относятся марганец для улучшения обрабатываемости в горячем состоянии; хром и молибден для улучшения ударной вязкости и прокаливаемости; никель для увеличения прочности и ударной вязкости; кремний, который в первую очередь является раскислителем, но может также увеличивать прочность; и алюминий, который является раскислителем.
Нежелательные остаточные элементы, обнаруженные в сталях, включают фосфор и серу, хотя сера иногда специально добавляется для улучшения обрабатываемости. Ковка серосодержащих сталей труднее. Еще один остаточный металлический элемент, содержание которого увеличивается с увеличением производства стали из лома, – это медь. Медь из автомобильной электропроводки не удаляется до того, как старые автомобили будут превращены в лом для сырья для электродуговой печи. Чрезмерное количество меди может увеличить склонность сталей к жаропрочности.
Области примененияНа рисунке 1 показаны некоторые типичные области применения компонентов из кованой стали. Сталь – отличный конструкционный материал с широким спектром применения. Обладая превосходной прочностью, ударной вязкостью, жесткостью и устойчивостью к усталости при разумной стоимости, сталь является основным материалом для транспортировки. В таблицах 1 и 2 представлены выбранные механические свойства нормализованных углеродистых сталей и сталей, подвергнутых закалке и отпуску, соответственно. Более 50% веса типичного легкового автомобиля связано с содержанием в нем стали.Большинство крепежных изделий, строительного и горнодобывающего оборудования, станков и крупных конструкций преимущественно изготавливаются из стали. Трубопроводы, железные дороги, сельхозтехника, корабли и шасси для самолетов изготавливаются из стали. Наконец, сталь является основой оборонных применений, начиная от боеприпасов и заканчивая авианосцами. На рисунке 2 показан диапазон температур, в котором обычно ковка стали и используются компоненты.
Температура ковкиПоведение стали во время ковки, за исключением обрабатываемых марок, отличное.Следует понимать, что ковка сама по себе может влиять на пластичность, ударную вязкость и усталостную долговечность конечного компонента. Это улучшение свойств происходит из-за нарушения сегрегации, закрытия пор и содействия гомогенизации, которую ковка обеспечивает стали. Ковка также может уменьшить размер зерна и создать волокнистую структуру зерна (то есть поток зерна) в компоненте. Типичные структуры зерен показаны на рисунках 4 и 5. Если поток зерен ориентирован перпендикулярно трещине, которая могла бы образоваться во время использования (из-за удара или усталостной нагрузки), поток зерен может препятствовать распространению трещины и улучшать ударные и усталостные свойства поковок.Хотя кованая сталь обычно обладает превосходными характеристиками усталости и ударной вязкости, следует отметить, что ковка лишь незначительно влияет на конечную твердость и прочность детали. Твердость и прочность обычно регулируются выбранным составом стали и термообработкой.
Горячая штамповка – Это наиболее распространенный процесс для сталей. При высоких температурах пластичность отличная, а напряжение течения составляет 10-20% от предела текучести при комнатной температуре (рис. 3).Температура ковки, которую можно использовать, в первую очередь зависит от содержания углерода в стали. Стали с более высоким содержанием углерода или легирующих элементов имеют более низкие максимально допустимые температуры ковки из-за более низкой температуры плавления. Если температура стали слишком высока, то может произойти «выгорание» или начало плавления границ зерен.
В то время как типичные температуры горячей ковки составляют от 2150 ° F до 2375 ° F – значительно ниже температуры плавления более 2500 ° F – деформационный (адиабатический) нагрев приводит к локальному нагреву.Локальное повышение температуры на 200 ° F или более может привести к локальному плавлению, что значительно снизит механические свойства и пластичность ковки. При температурах горячей ковки скорость или скорость деформации влияют на устойчивость стали к деформации. Чем выше скорость деформации, тем выше прочность стали и тем большее усилие требуется для ее деформации. Рисунок 3 иллюстрирует этот момент для горячей штамповки.
Горячая ковка – Обычно это происходит в диапазоне температур 1500-1800 ° F и используется для формовки многих различных марок стали.Теплая ковка снижает затраты энергии на нагрев, а также количество окалины и теплового сжатия, которое происходит во время постпроцессного охлаждения. Нагрузки пресса, необходимые для теплой ковки, могут быть значительно выше, чем при ковке при традиционных температурах из-за более высокого напряжения течения. Эти повышенные нагрузки могут сократить срок службы штампа. Теплая ковка также может создавать улучшенную микроструктуру, так что кованый компонент может не нуждаться в последующей термообработке. Инструменты для горячей штамповки, как правило, дороже, потому что они рассчитаны на гораздо более высокие уровни нагрузки.Горячие кованые детали чаще всего используются в механических прессах в больших объемах, например, в компонентах автомобильных трансмиссий.
Холодная ковка – Стали также могут подвергаться холодной ковке при температурах ниже 500 ° F. Холодное формование практически всегда выполняется при комнатной температуре, поскольку выгода от нагрева на несколько сотен градусов незначительна, а затраты на нагрев значительны. Компонент должен быть довольно маленьким, так как сталь будет сильно закаливаться во время холодной ковки, что приведет к значительному увеличению прочности материала, увеличивая и без того высокие нагрузки ковки.Напряжение течения очень велико для процессов холодной штамповки. Стоимость и сложность инструмента экспоненциально выше, поскольку требуются очень сложные комплекты инструментов для поглощения контактного давления, значительно превышающего 100 000 фунтов на квадратный дюйм. Холодногнутые детали ограничиваются операциями по чеканке и крупносерийным применением механического прессования, например, крепежными деталями, корпусами свечей зажигания, компонентами подшипников и ручным инструментом.
Ковочные операцииПредварительный нагрев стальных заготовок для горячей и горячей ковки чаще всего выполняется в газовых (или других) печах для крупных деталей, малых партий, осадки, открытой штамповки и операций в цехе.По большей части время нагрева может превышать 30 часов! Это долгое время приводит к образованию окалины, которую необходимо удалить перед ковкой, иначе деталь будет иметь очень плохую отделку поверхности, поскольку окалина врезается в поверхность. Накипь можно удалить путем высадки или механического удаления. Часто можно увидеть, как оператор использует воздух под высоким давлением для удаления окалины с больших поковок во время процесса. Большие количества поковки малого и среднего диаметра (менее 10 дюймов) часто нагреваются в горизонтальных индукционных установках, чтобы обеспечить быстрое время нагрева, улучшенный контроль процесса и значительно меньшее масштабирование.Нагрев сопротивлением возможен, но довольно редко.
Сталь очень устойчива к охлаждению поверхности во время процессов горячей и теплой ковки. Во время горячей штамповки инструмент смазывается, за очень немногими исключениями. Самая распространенная смазка – графитовая. Во время большинства процессов холодной штамповки смазочные материалы наносятся на заготовку в виде покрытия. Температура инструмента (штампа) редко бывает критической при производстве стальной поковки. В цехе нередко производят ковку продукта на инструментах, предварительно нагретых до температуры менее 300 ° F при ковке заготовки при 2350 ° F.По большей части стальные поковки устойчивы к широкому диапазону технологических условий.
Заключительные комментарииСтали – это класс материалов, которые легко поддаются ковке, и их часто выбирают клиенты, занимающиеся ковкой. Необходимо понимать поведение стали во время операции ковки, чтобы наилучшие из возможных компонентов были отправлены заказчику. В следующей статье этой серии мы продолжим обсуждение углеродистых и низколегированных сталей.
БлагодарностиПоддержка этой работы со стороны программы PRO-FAST приветствуется.Программа PRO-FAST реализуется специальной командой профессионалов, представляющих как Министерство обороны, так и промышленность. Эти товарищи по команде полны решимости обеспечить, чтобы кузнечная промышленность страны могла противостоять вызовам 21 века. Ключевые члены команды: группа предприятий по исследованиям и разработкам (DLA J339), отдел исследований и разработок в области логистики (DLS-DSCP) и Ассоциация кузнечной промышленности (FIA).