3151 станок круглошлифовальный. Паспорт, схемы, характеристики, описание
Сведения о производителе круглошлифовального станкаа 3151
Производитель круглошлифовального станкаа 3151 – Харьковский станкостроительный завод
Завод основан 29 января 1936 года и специализируется на производстве универсальных и специальных круглошлифовальных станков
Станки, выпускаемые Харьковским станкостроительным заводом
- 2В56 станок радиально-сверлильный Ø 50
- 3А151 станок круглошлифовальный с гидравлическим механизмом врезания Ø 200 х 700
- 3А161 станок круглошлифовальный с гидравлическим механизмом врезания Ø 280 х 1000
- 3А164 станок круглошлифовальный общего назначения Ø 400 х 2000
- 3Б151 станок круглошлифовальный общего назначения Ø 200 х 700
- 3Б161 станок круглошлифовальный общего назначения Ø 280 х 1000
- 3М132в станок круглошлифовальный универсальный Ø 280 х 1000
- 3М151 станок круглошлифовальный общего назначения Ø 200 х 700
- 3М152 станок круглошлифовальный общего назначения Ø 200 х 1000
- 3М162 станок круглошлифовальный общего назначения Ø 280 х 1000
- 3М151Ф2 станок круглошлифовальный с ЧПУ Ø 200 х 700
- 3М193 станок круглошлифовальный тяжелый повышенной точности Ø 560 х 2800
- 3М196 станок круглошлифовальный тяжелый повышенной точности Ø 800 х 4000
- 3М197 станок круглошлифовальный тяжелый повышенной точности Ø 800 х 6000
- 3130 станок круглошлифовальный универсальный Ø 280 х 700
- 3132 станок круглошлифовальный универсальный Ø 280 х 1000
- 3151 станок круглошлифовальный универсальный Ø 150 х 750
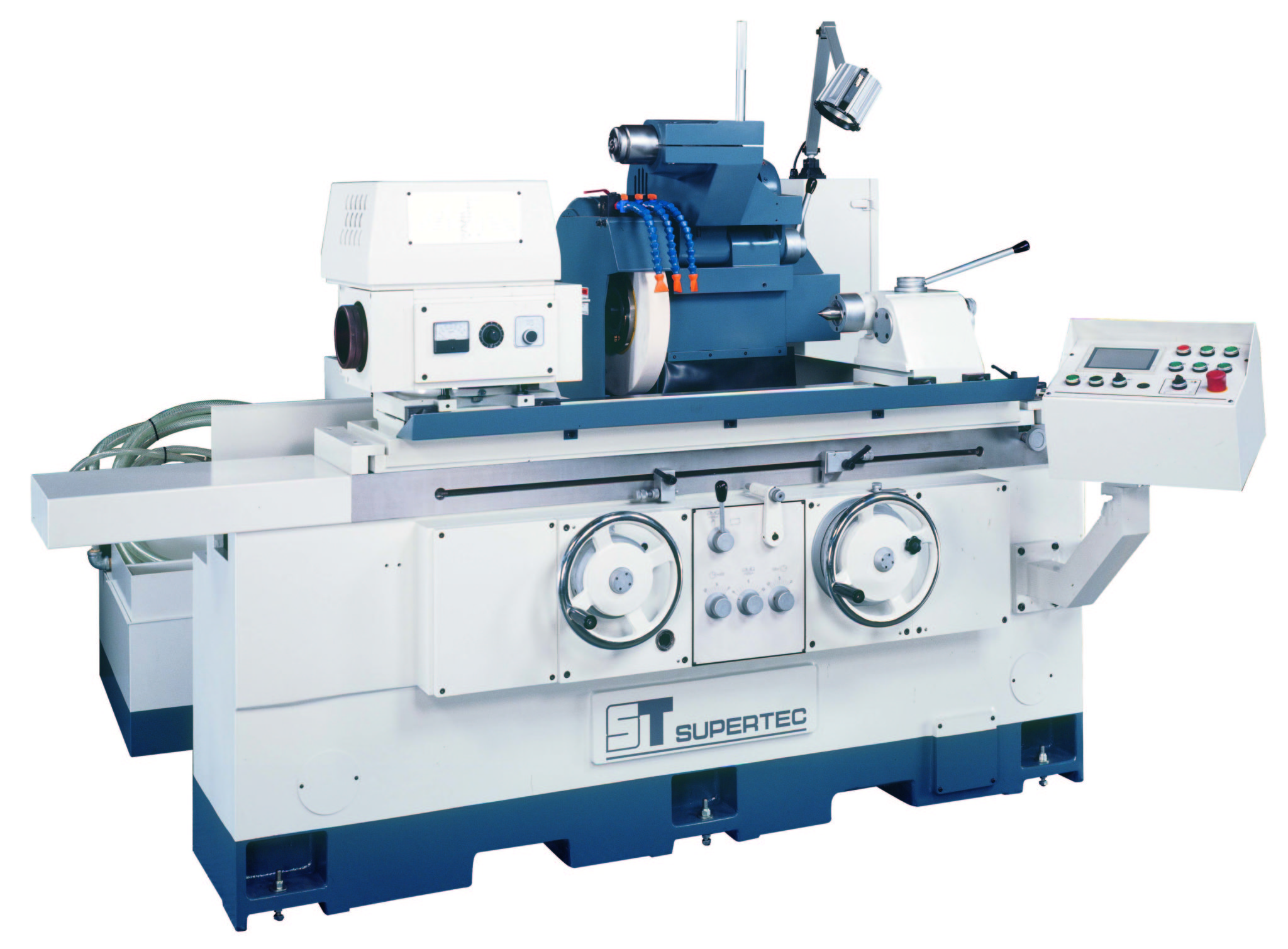
3151 станок круглошлифовальный с горизонтальным шпинделем универсальный.
 Назначение и область применения
Назначение и область примененияСтанок 3151 первая модель серии круглошлифовальных станков 3151, 3А151, 3А161, 3Б151, 3Б161, 3М151 с диаметром обработки Ø 200 и 280 мм.
Станок предназначен для наружного шлифования в центрах цилиндрических, пологих конических и торцовых поверхностей деталей.
Модель 3151 относится к группе станков с ручным управлением. Эти станки используют главным образом в мелкосерийном и индивидуальном производстве, в том числе для ремонта оборудования.
Принцип работы круглошлифовального станка 3151
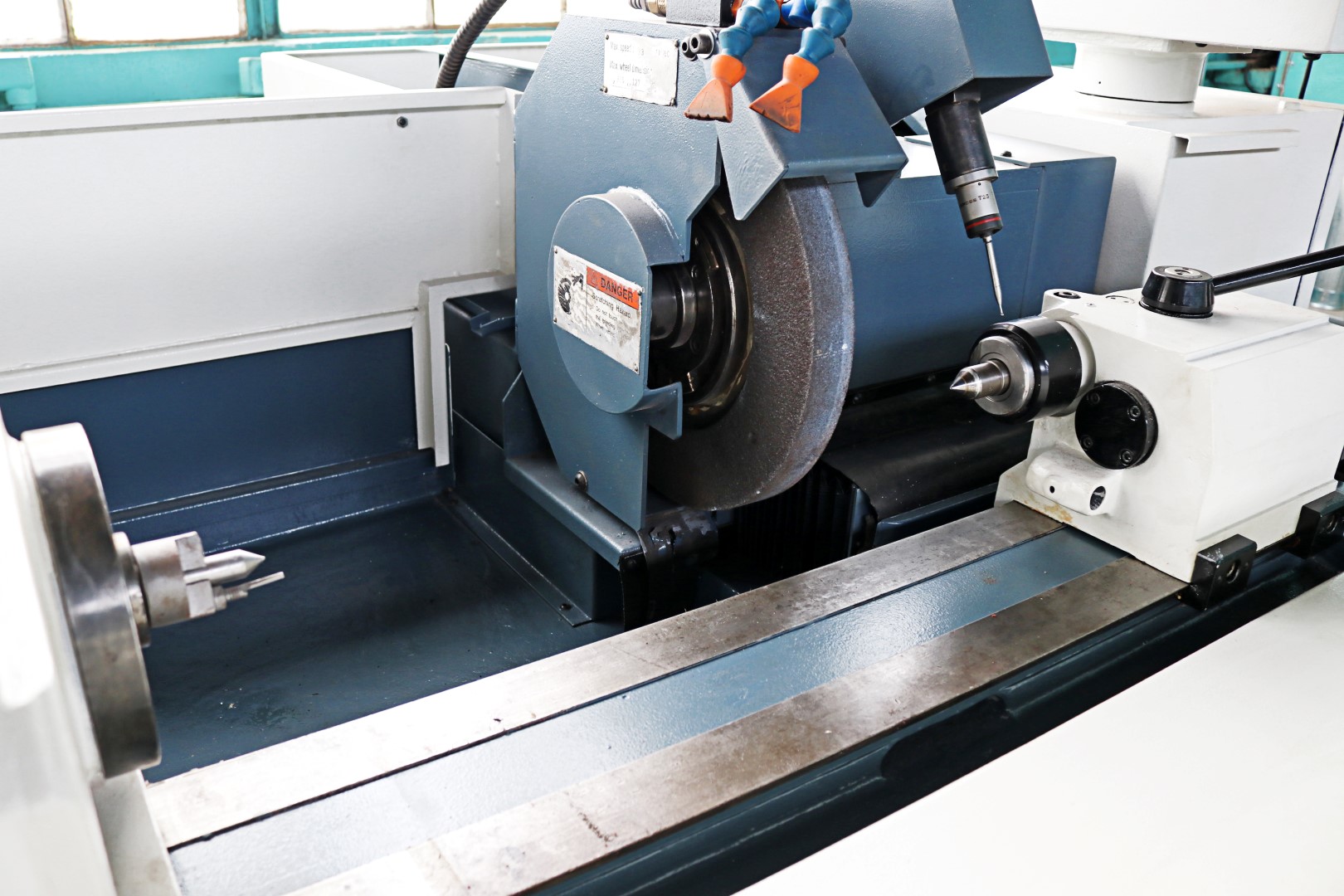
Станок 3151 относится к числу простых круглошлифовальных станков, на которых можно шлифовать детали как в центрах, так и в патроне и получать точные цилиндрические, конические и торцовые поверхности. Универсальный круглошлифовальный станок отличается от простого тем, что имеет приспособление для внутреннего шлифования и поворотную шлифовальную бабку, дающую возможность шлифовать короткие крутые конусы в центрах.
Обрабатываемая деталь закрепляется в неподвижных центрах передней и задней бабок, установленных на поворотной плите стола. При помощи поводкового патрона шлифуемой детали сообщается вращательное движение, окружная скорость которого соответствует скорости круговой подачи.
Шлифовальный круг, закрепленный на шпинделе шлифовальной бабки, вращается с постоянным числом оборотов. При шлифовании цилиндрических деталей ось центров бабок устанавливают параллельно направляющим стола, а при шлифовании конических деталей поворотную плиту располагают так, чтобы ось центров бабок составляла с направляющими стола угол, равный половине угла конуса обрабатываемой детали.
Для обработки деталей на круглошлифовальном станке модели 3151 применяются следующие способы:
1. Способ продольной подачи, при котором за (каждый оборот шлифуемой детали последней сообщается продольное перемещение на величину, составляющую от 0,25 до 0,7 ширины шлифовального крута; для снятия же всего припуска на обработку в конце каждого или двойного хода стола шлифовальной бабке сообщается микрометрическая поперечная подача.
Этот способ применяется только для обработки поверхностей вращения с прямолинейной образующей; он обеспечивает максимальную точность обработки.
2. Способ врезания шлифовального круга в деталь при отсутствии продольной подачи; ширина круга должна быть больше длины шлифуемого участка. Данный способ характеризуется высокой производительностью; он. позволяет шлифовать как цилиндрические, так и конические и фасонные поверхности вращения.
3. Способ глубинного шлифования, при котором шлифовальный круг, имеющий заборную коническую часть, устанавливают на полную глубину припуска на обработку.
Наиболее часто данный способ шлифования применяется для обработки жестких валов, не требующих особо высокой точности изготовления.
Конструктивные особенности круглошлифовального станка 3151
Особенность конструкции большинства круглошлифовальных станков, и в частности станка модели 3151, заключается в наличии двух независимых приводов подач. Один из них служит для круговой подачи детали, второй — для продольной подачи стола и поперечной подачи шлифовальной бабки.
Один из них служит для круговой подачи детали, второй — для продольной подачи стола и поперечной подачи шлифовальной бабки.
Другой важной особенностью является применение неподвижного шпинделя бабки изделия.
Основные части станка: станина, стол, шлифовальная бабка, передняя бабка, панель управления, задняя бабка.
Станок гидрофицирован. При помощи гидравлики осуществляются следующие движения:
- а) продольное перемещение стола в двух направлениях;
- б) автоматическая поперечная подача шлифовального круга;
- в) ускоренный отвод и подвод шлифовальной бабки;
- г) автоматическое выключение механизма ручного перемещения стола при выключенной гидравлической подаче.
Ручное перемещение стола и подачу шлифовального круга, используется главным образом при наладке станка.
Основные отличия станков 3151, 3А151, 3А161, 3Б151, 3Б161
Станки моделей 3А151 и 3А161 рассчитаны главным образом на работу в условиях серийного и массового производств, но могут также использоваться в единичном производстве.
Станки моделей 3Б151 и 3Б161 не имеют гидравлического механизма врезания. Они предназначены в основном для выполнения продольного шлифования и снабжены механизмом автоматической поперечной подачи, осуществляющейся при реверсе стола. На них можно выполнять также врезное и продольное шлифование при ручной поперечной подаче. Станки рассчитаны на работу в условиях серийного и единичного производства
Станки модели 3А151 отличаются от 3А161 наибольшим диаметром обрабатываемых изделий – Ø 200 и Ø 280 мм соответственно.
Габарит рабочего пространства круглошлифовального станка 3151
Габарит рабочего пространства круглошлифовального станка 3151
Посадочные и присоединительные базы круглошлифовального станка 3151
Рабочий стол круглошлифовального станка 3151
Крепление шлифовального круга круглошлифовального станка 3151
Конец шлифовального шпинделя круглошлифовального станка 3151
Общий вид круглошлифовального станка 3151
Фото круглошлифовального станка 3151
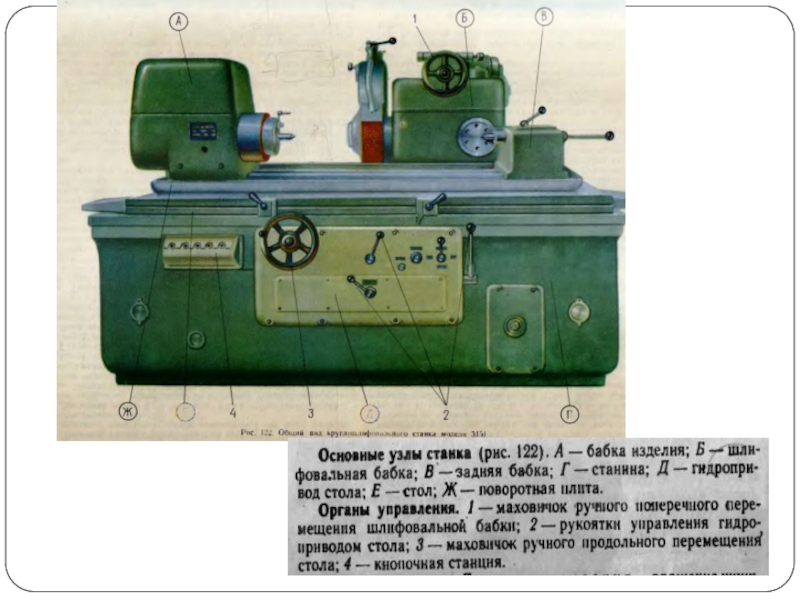
Расположение составных частей шлифовального станка 3151
Расположение составных частей шлифовального станка 3151
Перечень основных узлов шлифовального станка 3151
- А — бабка изделия;
- Б — шлифовальная бабка;
- В — задняя бабка;
- Г — станина;
- Д — гидропривод стола;
- Е — стол;
- Ж— поворотная плита.


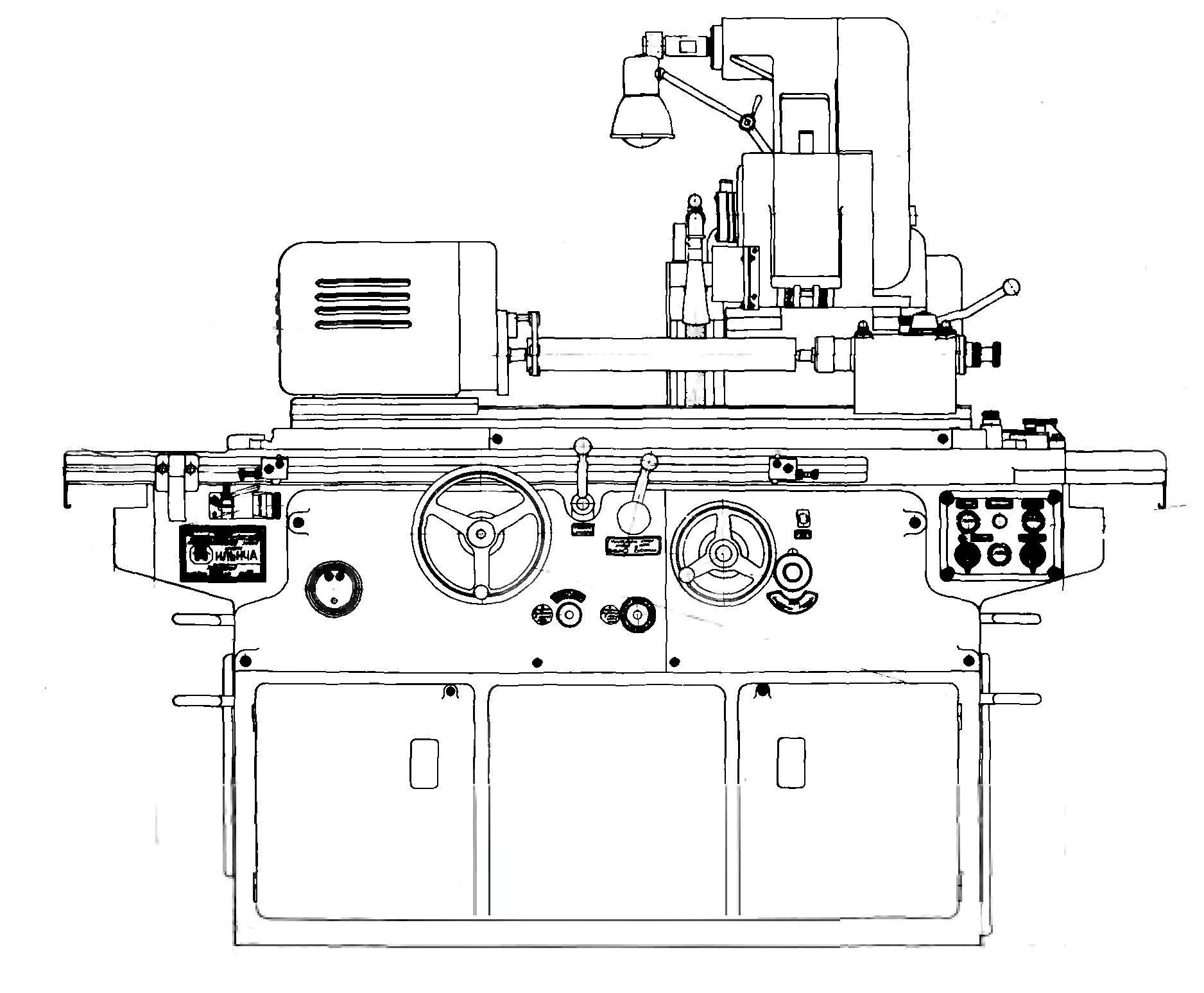
Органы управления круглошлифовальным станком 3151
- маховичок ручного поперечного перемещения шлифовальной бабки;
- рукоятки управления гидроприводом стола;
- маховичок ручного продольного перемещения стола;
- кнопочная станция.
Кинематическая схема круглошлифовального станка 3151
Кинематическая схема круглошлифовального станка 3151
1. Кинематическая схема круглошлифовального станка 3151. Смотреть в увеличенном масштабе
2. Кинематическая схема круглошлифовального станка 3151. Смотреть в увеличенном масштабе
3. Кинематическая схема круглошлифовального станка 3151. Смотреть в увеличенном масштабе
Движения в станке
- Движение резания – вращение шпинделя шлифовальной бабки с абразивным кругом
- Движения подач. Круговая подача – сообщается поводковому патрону, находящемуся на шпинделе передней бабки
- Продольная подача – прямолинейное возвратно поступательное движение стола с деталью
- Поперечная подача – представляет собой периодическое перемещение шлифовальной бабки в радиальном направлении за ход стола
- Вспомогательные движения – ручное продольное перемещение стола, ручное поперечное перемещение шлифовальной бабки, а также быстрый отвод шлифовальной бабки гидроприводом.

Движение резания
Шлифовальный круг (рис. 123) приводится во вращение электродвигателем мощностью 7 кВт через клиноременную передачу 110—150.
Движения подач. Круговая подача
Круговая подача осуществляется поводковым патроном, приводящим во вращение обрабатываемую деталь. Патрон получает движение от электродвигателя мощностью 0,8 кВт через клиноременную передачу с трехступенчатыми шкивами, клиноременную передачу 90—215, вал III и плоскоременную передачу 115—215.
ТрехСтупенчатый привод обеспечивает три различных передаточных отношения iБ = 0,45; 0,75; 1,51.
Зная диаметр шлифуемой детали dп в мм можно по заданной величине круговой подачи sкр определить требуемое передаточное отношение iБ ременной передачи.
Продольная подача
Продольная подача стола осуществляется гидроприводом. Гидравлическим насосом Н производительностью 35 л/мин через дроссель Д3, изменяющий скорость продольной подачи, масло нагнетается в и опорную магистраль. Продольная подача включается установкой пускового золотника 3в в положение, указанное на схеме. При этом масло, находящееся в напорной магистрали, сдвинет вправо золотник З5, поступит в левую выточку золотника управления З2 и через клапан Ок1 попадет в левую полость реверсивного золотника З1 сместив его вправо.
Продольная подача включается установкой пускового золотника 3в в положение, указанное на схеме. При этом масло, находящееся в напорной магистрали, сдвинет вправо золотник З5, поступит в левую выточку золотника управления З2 и через клапан Ок1 попадет в левую полость реверсивного золотника З1 сместив его вправо.
Основной поток масла из напорной магистрали через левую выточку золотника 31 направляется в левую полость рабочего цилиндра, смещая поршень со столом вправо.
Из правой полости рабочего цилиндра через правую выточку золотника З1 и среднюю выточку золотника 32 масло сливается в бак.
При подходе стола к правому крайнему положению находящийся на столе левый переставной упор У1 поворачивает рычаг Р, смещая золотник З2 влево. Масло из напорной магистрали через правую выточку золотника З2 и дроссель Д2 попадет в правую полость золотника З1, сместив его влево, и основной поток масла поступит в правую полость рабочего цилиндра, перемещая поршень со столом влево.
Остановка продольной подачи осуществляется смещением пускового золотника Зв вниз. При этом напорная магистраль соединяется со сливным трубопроводом, масло от насоса непосредственно сливается в бак, а золотник З5 под действием пружины смещается влево, соединяя обе полости рабочего цилиндра.
При этом напорная магистраль соединяется со сливным трубопроводом, масло от насоса непосредственно сливается в бак, а золотник З5 под действием пружины смещается влево, соединяя обе полости рабочего цилиндра.
Поперечная подача
В момент реверсирования хода стола при смещении золотника 31 масло из его левой или правой полости вытесняется и направляется через кран К1 и К2 в золотник З3 периодической поперечной подачи и далее под поршень П3, который связан с собачкой храпового механизма.
Ход поршня, а, следовательно, и величина поперечной подачи регулируется жестким упором (на схеме не показан). Собачка приводит во вращение храповое колесо, движение от которого через вал V, шестерни 24—36, вал VI, колеса 24—96 и винтовую передачу сообщается шлифовальной бабке. Когда краны К1 и К2 открыты, шлифовальной бабке сообщается периодическая подача за каждый ход стола.
При закрытии крана К1 бабка получает периодическую подачу, за двойной ход стола.
Для отключения периодической подачи шлифовальной бабки закрывается также кран К2. Краны К1 и К2 управляются одной рукояткой.
Краны К1 и К2 управляются одной рукояткой.
Вспомогательные движения
Ручное продольное перемещение стола
Ручное продольное перемещение стола достигается поворотом маховичка Мх2, закрепленного на валу VIII.
Когда вал VIII с шестерней 15 находится в положении, указанном на схеме, движение передается через шестерни 15—60, вал IX, шестерни 25—45, шестерни внутреннего зацепления 20—90, шестерни 30—30 и реечную передачу.
Для быстрого перемещения стола вал VIII с маховичком смещаются в осевом направлении; при этом шестерня 15 сцепляется с шестерней внутреннего зацепления 90 и передает вращение последнему непосредственно.
Возможность осуществления ручного продольного перемещения стола определяется положением поршня П2. Когда включена продольная подача от гидропривода, часть масла из напорной магистрали поступает в цилиндр; поршень П2, преодолевая сопротивление пружины, смещается вверх и выводит при помощи вилки колесо 30 на валу XI из зацепления с колесом 30 на валу IX, разрывая цепь ручного перемещения стола. При выключении продольной подачи, когда золотник З6 смещен вниз, давление в цилиндре падает и поршень П2 под действием пружины смещается вниз, вводя в зацепление шестерни 30 и 30.
При выключении продольной подачи, когда золотник З6 смещен вниз, давление в цилиндре падает и поршень П2 под действием пружины смещается вниз, вводя в зацепление шестерни 30 и 30.
Ручное поперечное перемещение шлифовальной бабки
Ручное поперечное перемещение шлифовальной бабки осуществляется поворотом маховичка Мх1, закрепленного на валу V. Движение передается через шестерни 24—36, вал VI, шестерни 24—96 л винтовую передачу.
Быстрый отвод шлифовальной бабки производится посредством цилиндра, поршень П1 которого связан с винтом поперечной подачи.
При перемещении поршня П1 винт движется вдоль своей оси, увлекая за собой шлифовальную бабку, с которой он связан гайкой.
Масло для перемещения поршня П1 поступает в соответствующую полость цилиндра из насоса через золотник быстрых ходов З4.
Конструкция станка
Станина и столы
Станина станка состоит из двух частей: передней и задней. По направляющим передней части ее перемещается стол в продольном направлении.
Верхняя часть стола поворотная, что дает возможность шлифовать детали конической формы. На верхней части стола расположены передняя и задняя бабки для установки между ними шлифуемой детали. Направляющие задней части станины служат для поперечного перемещения шлифовальной бабки. Для установки верхней части стола при шлифовании конических или цилиндрических деталей справа на столе имеется механизм поворота с лимбом и указателем (фиг. 163). Пользуясь лимбом и указателем, приближенно устанавливают угол поворота верхней части стола. Для точной установки стола на требуемый угол производят следующее: ослабив зажимы, вращением винта перемещают верхнюю часть стола, а затем закрепляют ее в нужном положении и шлифуют поверхность с весьма малой глубиной резания. Произведя измерение размеров шлифуемого вала на его концах, по результатам обмеров корректируют угол поворота верхней части стола, если он окажется неправильным. После установления необходимого угла поворота стола производится окончательное закрепление зажимов стола и шлифование.
Схема расположения подшипников круглошлифовального станка 3151
Кинематическая схема круглошлифовального станка 3151
Схема расположения подшипников круглошлифовального станка 3151. Смотреть в увеличенном масштабе
Схема электрическая принципиальная станка 3151
Электрическая схема круглошлифовального станка 3151
Схема электрическая принципиальная станка 3151. Смотреть в увеличенном масштабе
Читайте также: Заводы производители шлифовальных станков в России
Технические характеристики станков 3151
| Наименование параметра | 3151 | 3Б151 | 3Б161 | 3А151 | 3А161 |
|---|---|---|---|---|---|
| Основные параметры станка | |||||
| Класс точности по ГОСТ 8-82 | П | П | П | ||
| Наибольший диаметр обрабатываемого изделия, мм | 150 | 200 | 280 | 200 | 280 |
| Наибольшая длина обрабатываемого изделия, мм | 750 | 700 | 1000 | 700 | 1000 |
| Наибольший диаметр шлифования в люнете, мм | 60 | 60 | 60 | 60 | 60 |
| Наибольший диаметр шлифования без люнета, мм | 150 | 180 | 250 | 180 | 250 |
| Наибольшая длина шлифования, мм | 750 | 630 | 900 | 630 | 900 |
| Расстояние от оси шпинделя передней бабки до зеркала стола (высота центров), мм | 125 | 110 | 150 | 110 | 150 |
| Наибольшая масса обрабатываемого изделия, кг | 30 | 40 | 30 | 40 | |
| Рабочий стол станка | |||||
| Наибольшая длина перемещения стола, мм | 780 | 650 | 920 | 650 | 920 |
| Ручное ускоренное перемещения стола за один оборот маховика, мм | 22,6 | 22,6 | 22,6 | 22,6 | |
| Ручное замедленное перемещения стола за один оборот маховика, мм | 5,3 | 5,3 | 5,3 | 5,3 | |
| Наименьший ход стола от гидросистемы при переключении упорами, мм | 8 | 8 | 8 | 8 | |
| Скорость перемещения стола от гидросистемы (бесступенчатое регулирование), мм/мин | 200. .10000 .10000 | 100..6000 | 100..6000 | 100..6000 | 100..6000 |
| Наибольший угол поворота верхнего стола по часовой стрелке, град | 5° | 3° | 3° | 3° | 3° |
| Наибольший угол поворота верхнего стола против часовой стрелки, град | 5° | 10° | 8° | 10° | 8° |
| Цена деления шкалы поворота верхнего стола, град | 0°20′ | 0°20′ | 0°20′ | 0°20′ | |
| Конусность, мм/м | 10 | 10 | 10 | 10 | |
| Шлифовальная бабка | |||||
| Диаметр шлифовального круга, мм | 600..450 | 600..450 | 600..450 | 600..450 | 600..450 |
| Наибольшая ширина (высота) шлифовального круга, мм | 63 | 63 | 63 | 63 | 63 |
| Диаметр отверстия в круге, мм | 305 | ||||
| Частота вращения шпинделя шлифовальной бабки, об/мин | 1450 | 1112, 1272 | 1112, 1272 | 1112, 1272 | 1112, 1272 |
| Скорость резания шлифовального круга, м/с | |||||
| Наибольшее перемещение шлифовальной бабки по винту (от руки), мм | 150 | 200 | 200 | 200 | 200 |
| Величина быстрого подвода шлифовальной бабки от гидравлики, мм | 50 | 50 | 50 | 50 | 50 |
| Время быстрого подвода шлифовальной бабки, с | 2 | 2 | 2 | 2 | |
| Периодическая подача шлифовальной бабки на диметр изделия от храпового механизма (при реверсе справа, слева, при каждом реверсе), мм | 0,005. | 0,005..0,06 | 0,005..0,06 | 0,005..0,06 | |
| Периодическая подача шлифовальной бабки на диметр изделия от механизма врезания (при реверсе справа, слева, при каждом реверсе), мм | – | – | 0,005..0,032 | 0,005..0,032 | |
| Непрерывная подача для врезного шлифования скорость, мм/мин | – | – | – | 0,1..2 | 0,1..2 |
| Непрерывная подача для врезного шлифования, мм на оборот изделия | – | – | – | 0,0005—0,01 | 0,0005—0,01 |
| Цена деления лимба поперечной подачи на диаметр изделия, мм | 0,005 | 0,005 | 0,005 | 0,005 | 0,005 |
| Величина поперечного перемещения шлифовальной бабки за один оборот маховика, мм | 1 | 1 | 1 | 1 | |
Передняя бабка. Бабка изделия Бабка изделия | |||||
| Частота вращения изделия (бесступенчатое регулирование), об/мин | 75, 105, 300 | 63..400 | 63..400 | 63..400 | 63..400 |
| Конус отверстия в шпинделе передней бабки | Морзе 4 | Морзе 4 | Морзе 4 | Морзе 4 | Морзе 4 |
| Задняя бабка | |||||
| Величина отвода пиноли задней бабки от руки, мм | 35±2 | 35±2 | 35±2 | 35±2 | 35±2 |
| Величина отвода пиноли задней бабки от гидросистемы, мм | – | 35±2 | 35±2 | 35±2 | 35±2 |
| Конус отверстия в шпинделе задней бабки | Морзе 4 | Морзе 4 | Морзе 4 | Морзе 4 | Морзе 4 |
| Привод и электрооборудование станка | |||||
| Количество электродвигателей на станке | 7 | 7 | 7 | 7 | |
| Электродвигатель шпинделя шлифовальной бабки, кВт (об/мин) | 5,8 (1500) | 7,5 | 7,5 | 7,5 | 7,5 |
| Электродвигатель привода изделия, кВт (об/мин) | 0,5 (1000) | 0,76 | 0,76 | 0,76 | 0,76 |
| Электродвигатель насоса гидросистемы, кВт (об/мин) | 1,2 (1000) | 1,5 | 1,5 | 1,5 | 1,5 |
| Электродвигатель насоса системы смазки подшипников шпинделя, кВт (об/мин) | – | 0,08 | 0,08 | 0,08 | 0,08 |
| Электродвигатель насоса системы смазки направляющих стола, кВт (об/мин) | – | 0,08 | 0,08 | 0,08 | 0,08 |
| Электродвигатель насоса системы охлаждения, кВт (об/мин) | 0,125 (3000) | 0,12 | 0,12 | 0,12 | 0,12 |
| Электродвигатель магнитного сепаратора, кВт (об/мин) | – | 0,08 | 0,08 | 0,08 | 0,08 |
| Габаритные размеры и масса станка | |||||
| Габаритные размеры станка (длина х ширина х высота), мм | 2260 х 1590 х 1770 | 3100 х 2100 х 1500 | 4100 х 2100 х 1560 | 3100 х 2100 х 1500 | 4100 х 2100 х 1560 |
| Масса станка с электрооборудованием и охлаждением, кг | 3900 | 4200 | 4500 | 4200 | 4500 |
- Альперович Т. А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
- Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
- Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
- Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
- Куликов С.И. Хонингование, 1973
- Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
- Лоскутов В.В. Шлифование металлов, 1985
- Лоскутов В.В. Шлифовальные станки, 1988
- Лурье Г.Б. Шлифовальные станки и их наладка,1972
- Лурье Г.Б. Устройство шлифовальных станков,1983
- Меницкий И.Д. Универсально-заточные станки ,1968
- Муцянко В. И. Братчиков А.Я. Бесцентровое шлифование, 1986
- Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
- Наерман Е.С. Справочник молодого шлифовщика, 1991.
- Попов С.А. Шлифовальные работы, 1987
- Терган В.С. Шлифование на круглошлифовальных станках, 1972
- Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Список литературы:
 А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989 И. Братчиков А.Я. Бесцентровое шлифование, 1986
И. Братчиков А.Я. Бесцентровое шлифование, 1986Связанные ссылки. Дополнительная информация
3У11АФ10-Санкт-Петербурский завод прецизионного станкостроения
- Главная
- /
- Каталог
- /
- Круглошлифовальные станки
- /
- 3У11АФ10
Завод прецизионного станкостроения планирует выпуск гаммы круглошлифовальных станков, в которой базовыми будут три модели: ЗН11АФ10, ЗВ11АФ10, ЗУ11АФ10 (индексы Н – наружное шлифование, В – внутреннее, У – универсальный). Станки предназначены для механических и инструментальных цехов предприятий машиностроительной и приборостроительной отраслей. Они предназначены для выпуска деталей высокой точности при единичном и мелкосерийном производстве.
Станки предназначены для механических и инструментальных цехов предприятий машиностроительной и приборостроительной отраслей. Они предназначены для выпуска деталей высокой точности при единичном и мелкосерийном производстве.
ОСНОВНЫЕ ФУНКЦИОНАЛЬНЫЕ ВОЗМОЖНОСТИ.
Круглошлифовальные станки предназначены для шлифования деталей типа тел вращения (валики, оси, втулки и т. и.) из сталей, твёрдых сплавов, ферритов, керамики, оптического и кварцевого стекла, цветных металлов.
ИННОВАЦИОННЫЕ РЕШЕНИЯ.
Станок обладает рядом новых технических решений. По сравнению с предыдущими моделями произведены следующие существенные улучшения:
- Станки оснащены сервоприводом по осям поперечной и продольной подач.
- Пульт управления создан на основе промышленной сенсорной панели с цветным экраном, позволяющей обеспечить компактность пульта с одновременным введением дополнительных функций безопасности, расширением функциональности и информативности системы управления.
- Скорость шлифования можно поддерживать неизменной независимо от износа круга за счёт введения в систему управления специальных функций обеспечения безопасности и контроля диаметра круга.
- Создана рабочая зона со значительной степенью изоляции от внешней среды, сохранившая при этом компактные размеры станка.
- Предусмотрена возможность оснащения станка устройством отсоса тумана СОЖ и масляного тумана.
- Станок снабжается новой, компактной системой фильтрации СОЖ, обеспечивающей фильтрацию различных, в том числе немагнитных, материалов.
- Станок в универсальном исполнении ЗУ11АФ10 оснащается приспособлением для внутреннего шлифования, которое позволяет устанавливать в него как электрошпиндели, так и механический шпиндель с ременным приводом.

ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ОБОРУДОВАНИЯ
|
№ |
Наименование параметра |
Величина |
|||||||
|
ЗН11АФ10 |
ЗВ11АФ10 |
ЗУ11АФ10 |
|||||||
|
1 |
2 |
3 |
4 |
5 |
|||||
|
Основные данные |
|||||||||
|
1. |
Класс точности станка по ГОСТ 8-82 |
А |
|||||||
|
2. |
Высота центров, мм • над столом • от подошвы станины |
65 1050 |
|||||||
|
3. |
Габаритные размеры станка без установок, мм • длина • ширина • высота |
1200 1250 1800 |
|||||||
|
4. |
Габаритные размеры станка с установками, мм • длина • ширина • высота |
1350 1250 1800 |
|||||||
|
5. |
Площадь, занимаемая станком с установками, м2
|
1,7 |
|||||||
|
6. |
Масса станка, кг • без установок • с установками |
900 1000 |
900 1000 |
1000 1100 |
|||||
|
7. |
Система подачи, система контроля |
Ручная, устройство цифровой индикации |
|||||||
|
Наружное шлифование |
|||||||||
|
8. |
Наибольший диаметр устанавливаемой детали, мм |
120 |
|||||||
|
9. |
Наибольший наружный диаметр детали, зажимаемой в трёхкулачковом патроне, мм |
70 |
|||||||
|
10. |
Шлифуемый диаметр, мм • наибольший • наименьший |
100 0,25 |
|||||||
|
11. |
Наибольшая длина детали, устанавливаемая в центрах, мм |
340 |
|||||||
|
12. |
Наибольшая длина шлифуемой поверхности, мм |
315 |
|||||||
|
13. |
Наибольший диаметр шлифовального круга, мм |
250 |
|||||||
|
14. |
Наименьший диаметр шлифовального круга, мм |
160 |
|||||||
|
15. |
Ширина шлифовального круга, мм |
10-20 |
|||||||
|
16. |
Скорость шлифовального круга, с возможностью бесступенчатого регулирования по мере износа круга, м/с |
35 |
|||||||
|
17. |
Скорость шлифовального круга при правке с возможностью бесступенчатого регулирования, м/с |
10-35 |
|||||||
|
18. |
Мощность электродвигателя шлифовального круга, кВт |
2,2 |
|||||||
|
Внутреннее шлифование |
|||||||||
|
19. |
Шлифуемый диаметр, мм • Электрошпиндели • Ременный шпиндель |
|
1-50
|
1-50 20-90 |
|||||
|
20. |
Наибольшая длина шлифуемой поверхности, мм
• Электрошпиндели
• Ременный шпиндель
|
|
1…5 диаметров отверстия в зависимости от Ø отверстия
|
1…5 диаметров отверстия в зависимости от Ø отверстия
75
|
|||||
|
21. |
Диаметр шлифовального круга, мм • Электрошпиндели • Ременный шпиндель |
|
1 -25 (32)
|
1 – 25 (32) 17-70 |
|||||
|
22. |
Ширина шлифовального круга, мм • Электрошпиндели • Ременный шпиндель |
|
1-30
|
1-30 3-40 |
|||||
|
23. |
Частота вращения шлифовального круга, регулируется бесступенчато, тыс. • Электрошпиндели • Ременный шпиндель |
|
36-120
|
36-120 8-17 |
|||||
|
Бабки изделия |
|||||||||
|
24. |
Частота вращения бабок изделия, об/мин • 1 ступень, регулируется бесступенчато • 2 ступень, регулируется бесступенчато |
120 – 400 300 – 1000 |
|||||||
|
25. |
Конус Морзе в шпинделе |
2 |
|||||||
|
26. |
Угол поворота бабки изделия, град • по часовой стрелке • против часовой стрелки |
30 90 |
|||||||
|
Механизм перемещения шлифовального круга |
|||||||||
|
27. |
Величина наибольшего перемещения по оси подачи, мм |
100 |
|||||||
|
28. |
Дискретность перемещения при ручной подаче, мкм на деление штурвала |
0,5/10/200 |
|||||||
|
Стол |
|||||||||
|
29. |
Величина наибольшего перемещения стола, мм |
345 |
|||||||
|
30. |
Дискретность перемещения при ручной подаче, мкм на деление штурвала |
0,5/10/200 |
|||||||
|
31. |
Дискретность задания границ осцил- лирования, мкм |
0,5 |
|||||||
|
32. |
Пределы регулирования скорости автоматического перемещения стола, регулируется бесступенчато, мм/мин |
0,78 – 1700 |
|||||||
|
33. |
Наибольший угол поворота стола, град |
±10 |
|||||||
|
Задняя бабка |
|||||||||
|
34. |
Конус Морзе в пиноли |
2 |
|||||||
|
35. |
Ход пиноли, мм |
20 |
|||||||



 об/мин
об/мин

ТОЧНОСТНАЯ ХАРАКТЕРИСТИКА СТАНКОВ ПО ГОСТ 11654-90
|
№ |
Наименование параметра |
Величина, мкм По ГОСТ 11654-90 для станков класса “А” |
|
36. |
Постоянство диаметра в продольном сечении в центрах, мкм |
3 |
|
37. |
Круглость в центрах, мкм |
0,6 |
|
38. |
Круглость в патроне, мкм |
1 |
|
39. |
Плоскостность торцевой поверхности, мкм |
4 |
|
40. |
Шероховатость поверхности, Ra • цилиндрической наружной • цилиндрической внутренней • плоской торцевой |
0,08 0,16 0,32 |

ООО «СПб ЗПС» продолжает совершенствовать свои станки и оставляет за собой право вносить изменения в конструкцию изделия, не ухудшающие его потребительских свойств.
Технические характеристики оборудования носят информационный характер. При заказе станков уточняйте технические характеристики и комплектацию оборудования
Ручные круглошлифовальные станки | Плоские шлифовальные станки
Шлифовальные станки
Круглошлифовальные станки, ручные станки
Придавая форму внешней стороне объекта с центральной осью вращения, наши ручные круглошлифовальные станки SMTW работают с цилиндрами, эллипсами, кулачками или коленчатыми валами.
Эти ручные круглошлифовальные станки GM, предназначенные для работы с большими валками и валами, являются самыми большими из наших шлифовальных станков. Эти промышленные машины используются для сталелитейной, бумажной, авиационной, автомобильной и военной промышленности.
Наши ручные круглошлифовальные станки от SMTW с корпусом из состаренного чугуна прецизионно обработаны и зачищены вручную. Наша серия ручных станков, оснащенная гидродинамическим шпинделем и гидростатической системой смазки на направляющих стола и шлифовальной бабки, обеспечивает контроль и универсальность.
Вы можете рассчитывать на надежную работу в течение многих лет безотказной работы наряду с высокой точностью обработки.
SMTW Серия GM – Ручные шлифовальные станки
GM8 и GM12
GM20 и GM25
ГМ32
Ручные круглошлифовальные станки серии SMTW GM, предназначенные для работы с большими валками и валами, являются одними из самых больших машин, которые мы предлагаем.
Имея долгую историю надежности в сталелитейной и бумажной промышленности, эти высокоточные шлифовальные станки также использовались для производства экзотических валков.
Эти прочные станки с мертвыми точками обеспечивают высокий уровень точности воспроизводимости. Система привода ступенчатого шкива, разработанная для рабочей головки, обеспечивает шесть переменных скоростей.
Система привода ступенчатого шкива, разработанная для рабочей головки, обеспечивает шесть переменных скоростей.
Подбирающая подача также может использоваться для подачи на любом конце траверсы или на обоих концах вместе с регулятором переменной подачи. Поскольку это ручной станок, шлифовальная головка втягивается при нажатии ручки на подаче.
Модель машины Сравнительная техническая таблица
| Модель | Макс. Диаметр шлифования | Поворот над столом | |
|---|---|---|---|
GM8 | 8 дюймов (200 мм) | 10.23″ (260mm) | |
GM12 | 12.59″ (320mm) | 13.77″ (350mm) | |
GM20 | 20″ (500mm) | 21.00″ (535mm) | |
GM25 | 24. | 27.16″ (690mm) | |
GM32 | 31.49″ (800mm) | 38.97″ (990mm) |
 80″ (630mm)
80″ (630mm)General Information
About SMTW (Shanghai Machine Tool Works)
Shanghai Machine Tool Works Co. Ltd. производит станки и является крупнейшей в своем роде. Эта китайская компания производит круглошлифовальные станки для промышленного применения с прецизионными измерительными приборами.
Первоначально компания была создана как китайское сельскохозяйственное предприятие в 1946 году, но в 1950 году была реорганизована для разработки промышленных шлифовальных станков. Их объекты занимают площадь более 354 200 квадратных метров, на них работает более 1500 человек.
Машины SMTW находятся по всему миру в более чем восьмидесяти странах, включая США и большинство европейских стран. Они поставляют конкурентоспособные цены и качественные машины.
Они поставляют конкурентоспособные цены и качественные машины.
Видеогалерея — Круглошлифовальные станки в действии
Дополнительные фотографии машины
- Все
- ГМ20
- GM25
- GM32
Ременная головка GM20
Увеличить
Колесная головка GM25
Увеличить
Универсальная рабочая головка GM32
Увеличить
Увеличить
Техническая документация по станкам
SMTW серии GM
Ручные круглошлифовальные станки SMTW
Загрузить
Ознакомьтесь с другими нашими станками
Вальцешлифовальные станки Robbi
Круглошлифовальные станки Robbi — ЧПУ, ПЛК и.
..Круглошлифовальные станки SMTW — ручные
Робби Шлифовальные станки для коленчатых валов
Плоскошлифовальные станки Alpa
Внутренние шлифовальные станки Robbi (ID) — ЧПУ и ПЛК
Вертикальные вращающиеся шлифовальные машины
Внутренние шлифовальные машины — ручные
Токарный центр
Вертикальный обрабатывающий центр
Шлифовальный станок со скользящим зазором
Круглошлифовальный станок с поперечно-шлифовальной головкой.
..Прецизионные плоскошлифовальные станки Mitsui
 ..
.. ..
.. © Ecotech Machine Tool
Сайт Джейсона Скотта Монтойи.
Ранее Ecotech Machinery
Руководство по круглому шлифованию | Специалисты по жесткому хрому
Вы производите металлические детали? Если ваш бизнес производит металлические предметы с центральной осью вращения, вы можете использовать цилиндрическую шлифовку, чтобы обеспечить гладкую поверхность снаружи и внутри. Этот процесс является эффективным способом сглаживания нескольких объектов одного типа.
Ниже вы найдете дополнительную информацию о том, для чего используется круглое шлифование, чтобы вы могли определить, является ли этот процесс эффективным для нужд вашей компании в области металлообработки.
Что такое круглошлифование?
Если вы хотите добиться чистовой обработки металлической поверхности, вы можете использовать круглое шлифование. Чаще всего круглое шлифование используется для шлифования деталей с центральной осью вращения, таких как стержни и цилиндры. Этот процесс включает использование цилиндрической шлифовальной машины, которая представляет собой тип оборудования, классифицируемого по стилю вращения и устройству колеса.
Чаще всего круглое шлифование используется для шлифования деталей с центральной осью вращения, таких как стержни и цилиндры. Этот процесс включает использование цилиндрической шлифовальной машины, которая представляет собой тип оборудования, классифицируемого по стилю вращения и устройству колеса.
Существует несколько видов круглошлифовальных станков, каждый из которых служит для разных целей. Тем не менее, все они преследуют одну и ту же цель — удаление крошечных кусочков лишнего металла с алюминия, стали и других металлических предметов в качестве последнего шага в проекте. В результате у вас есть гладкий кусок металла для вашего конкретного применения.
Как работает процесс круглого шлифования
В процессе круглого шлифования слесарь устанавливает кусок металла между двумя центрами, называемыми передней и задней бабками. Когда машинист управляет станком, цилиндр вращается в одном направлении. Затем шлифовальный круг движется в противоположном направлении с другой скоростью, чтобы начать шлифование.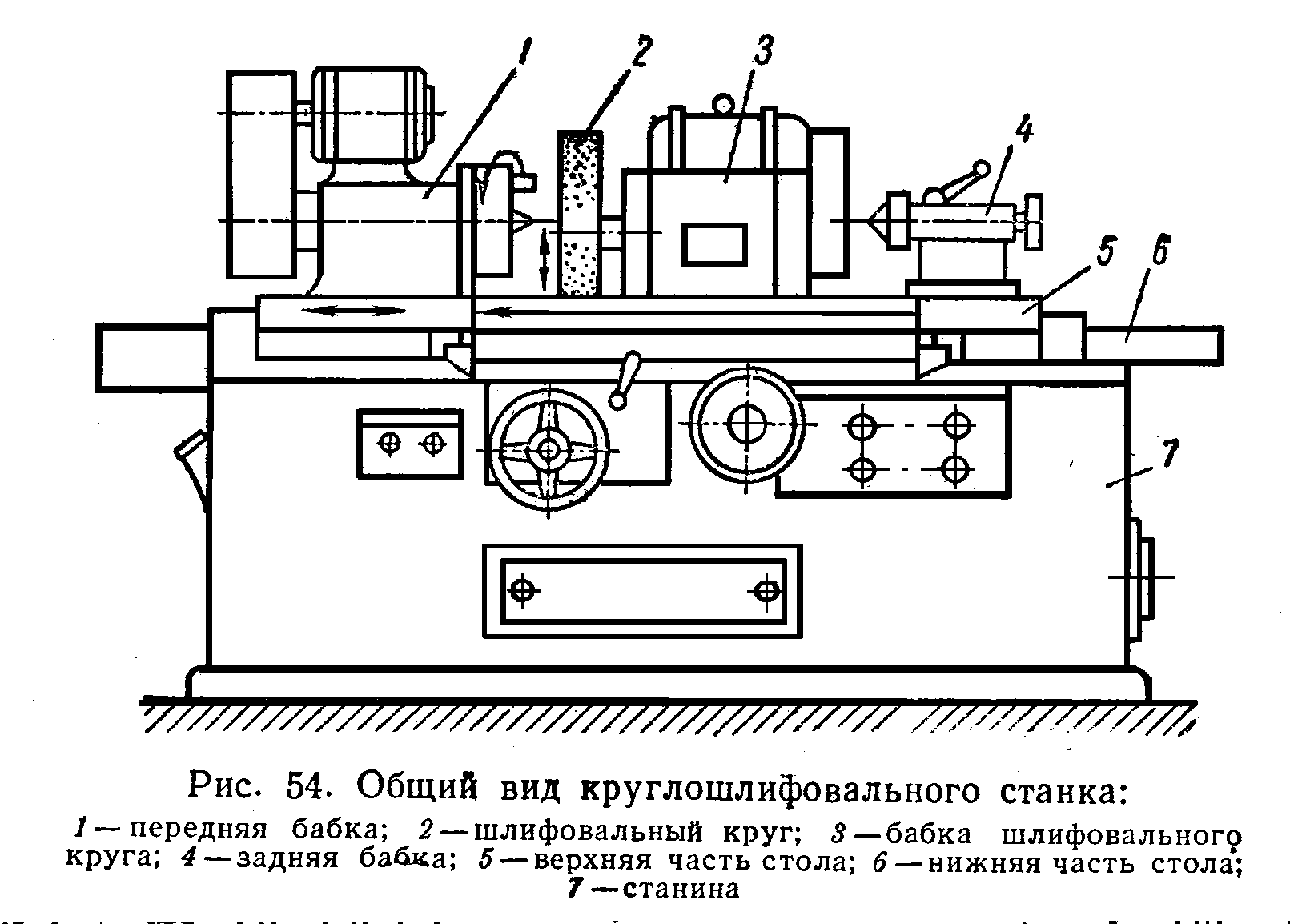
Пока это происходит, шлифовальная головка, прикрепленная к шлифовальному кругу, перемещает круг различными движениями к металлической детали и от нее для достижения максимально гладкой поверхности. Иногда стол под объектом одновременно смещается взад-вперед вбок. По мере работы каждая часть перемещается по поверхности объекта, создавая идеальную поверхность без каких-либо щелей или царапин.
Имейте в виду, что, поскольку существуют различные типы круглого шлифования, описанный выше процесс может немного отличаться в зависимости от того, какой стиль вы используете для сглаживания металлических изделий.
Наиболее распространенные типы круглошлифовальных станков
В зависимости от характера вашего применения вам может потребоваться использование различных видов круглошлифовальных станков. Это оборудование может выполнять различные виды шлифования — шлифование по внешнему диаметру (НД), шлифование по внутреннему диаметру (ВД), врезное шлифование, бесцентровое шлифование и глубинное шлифование.
Рассмотрим более подробно каждый тип круглого шлифования, чтобы помочь вам определить, какой из них лучше всего подходит для нужд вашего бизнеса:
- Шлифование по внешнему диаметру: Станок для шлифования по внешнему диаметру использует центры для вращения объекта при его перемещении. шлифовальный круг. Как было описано ранее, при шлифовании по внешнему диаметру металлическая деталь движется в направлении, противоположном шлифовальному кругу. Этот тип шлифования предназначен исключительно для наружного шлифования.
- Внутреннее шлифование: Внутреннее шлифование является противоположностью наружному шлифованию, поскольку его целью является отделка внутренней части объекта. Таким образом, шлифовальный круг входит внутрь объекта. Цанга, своего рода патрон, удерживает металлическую деталь на месте, одновременно вращая ее в противоположном направлении для выполнения шлифования.
- Плунжерное шлифование: Врезной шлифовальный станок используется для части шлифования наружного диаметра. Плунжерное круглое шлифование концентрируется на одной части металлической детали, поскольку шлифовальный круг постоянно соприкасается с одной областью, а не движется вперед и назад или вверх и вниз.
- Бесцентровое шлифование: При выполнении бесцентрового шлифования станочнику не нужно закреплять металлическую деталь парой центров или цангой. В бесцентровом шлифовальном станке используется регулировочный круг напротив шлифовального круга. Объект устанавливается под углом к регулировочному колесу.
- Глубинное шлифование: Вместо создания бесшовной поверхности всего объекта глубинное шлифование удаляет кусок металла за один проход. В этом стиле используется шлифовальный круг под алмазным правящим роликом, оба из которых работают в разных направлениях. Станок для глубинного шлифования лучше всего использовать, когда вам нужно сократить время производства.
 Плунжерное круглое шлифование концентрируется на одной части металлической детали, поскольку шлифовальный круг постоянно соприкасается с одной областью, а не движется вперед и назад или вверх и вниз.
Плунжерное круглое шлифование концентрируется на одной части металлической детали, поскольку шлифовальный круг постоянно соприкасается с одной областью, а не движется вперед и назад или вверх и вниз. Как видите, выбор подходящего способа круглого шлифования зависит от области применения.
Как правило, шлифование по внешнему диаметру является ориентиром для круглого шлифования, которое при необходимости можно использовать с другими типами. Если вам нужно сгладить внутреннюю часть стержня, вам, вероятно, потребуется использовать шлифование по внутреннему диаметру в сочетании с шлифованием по внешнему диаметру, чтобы получить полностью гладкий объект внутри и снаружи. Однако для других целей может потребоваться только бесцентровое шлифование.
Зная основы каждого процесса шлифования, вы сможете лучше подготовиться к принятию правильного решения в соответствии с вашими потребностями в металлообработке.
Обычное промышленное использование круглошлифовальных станков
Хотя круглое шлифование может творить чудеса с цилиндрическими объектами, его также можно использовать для шлифования металлических деталей других форм. Пока объект имеет центральную ось вращения, вы можете использовать цилиндрическую шлифовку для достижения безупречной отделки. Основная цель цилиндрических шлифовальных машин — создать поверхность с минимальной шероховатостью или без нее.
Существует широкий спектр промышленных применений для круглого шлифования. Если вам нужна гладкая поверхность штоков, поршней, валов, подшипников или других объектов, вы, вероятно, можете использовать круглое шлифование для достижения своих целей. Наиболее распространенными отраслями промышленности, в которых используются цилиндрические шлифовальные станки, являются авиационная, сантехническая, электротехническая и автомобильная промышленность.
В основном во многих отраслях промышленности используются круглошлифовальные станки, потому что они точны, работают круглосуточно и без выходных и обеспечивают повторяемость. Другими словами, вы можете круглосуточно создавать большие партии металлических предметов с гладкой поверхностью. Если вы производите много одинаковых предметов, вы можете убедиться, что каждый из них максимально похож, используя круглое шлифование. Эта простота производства объясняет, почему круглое шлифование так популярно.
Обратитесь к специалистам по твердому хрому для надежного шлифования наружного диаметра сегодня
Компания Hard Chrome Specialists обладает многолетним опытом работы в металлообрабатывающей промышленности.