Пайка латунных труб
Пайка латунных труб газовой горелкой, оловянно-свинцовыми и другими припоями распространена, но выполнять её самостоятельности решаются немногие. В действительности, паять латунные трубы можно и в домашних условиях.
Основы пайки
Пайка предназначена для получения неразъёмных соединений. Её выполняют, вводя между соединяемыми элементами расплавленный припой. Пайку используют для соединения разнородных металлов, иногда она — единственный допустимый способ крепления.
Нередко пайку путают со сваркой, но схож у этих методов соединения только результат работы. При сварке плавят основной материал, а при пайке — связующий металл (обрабатываемые детали сохраняют целостность). Метод пайки применяют и для работы с мелкими деталями, т.к. они не деформируются и сохраняют структуру.
Пайка — распространённый способ создания неразъёмных соединений. Её активно используют для соединения медных труб в холодильной технике, теплообменниках и прочем оборудовании.
Особенности пайки латунных труб
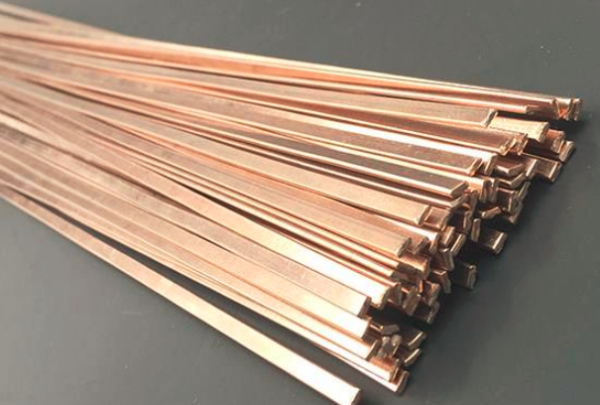
Чаще всего паяльник используют при работе со сплавом меди и цинка — латунью. Она встречается в промышленности и домашнем хозяйстве, из неё делают радиаторы и трубы.
Для пайки латунных труб нужен подходящий флюс. Канифольно-спиртовые флюсы для этой цели не подходят, т.к. неспособны удалять оксидную плёнку с поверхности латуни. Хорошим выбором станут флюсы с содержанием буры или фторобората калия. Их содержание в растворе составляет примерно пять процентов.
Значение имеет и припой. Плавка латунных труб с высоким содержанием меди может выполняться с помощью серебреных и медно-фосфорных компонентов. Учитывайте, что при использовании таких припоев латуни интенсивно испаряются, поэтому паять нужно в условиях высокого нагрева.
В некоторых случаях используют латунь с меньшей температурой плавления, чем у сплава, из которого изготовлены трубы. Паяют латунные трубы и твёрдым припоем, например, медным L-CuP6.
Для пайки латуни с высоким содержанием меди используют припои ПСр72, Пср45, ПСр12, ВСр40. Для соединения латуни с большим количеством цинка подойдёт ПСр40.
Подготовка припоя и флюса
Изготовить припой и флюс вы можете самостоятельно. Сделать припой можно, взяв медь и серебро в соотношение два к одному. Положите их в тигель и расплавьте газовой горелкой. Не забывайте помешивать образуемую смесь. Когда она станет однородной, поместите емкость в холодной воду. Затем содержимое емкости нарезают или применяют в виде стружки.
Для изготовления флюса нужны бура для пайки латуни и борная кислота. Возьмите их в соотношении один к одному и залейте водой. На 20 грамм требуется 250 мл воды.
Как паять латунь в домашних условиях
Пайка латунных труб в домашних условиях не вызовет у вас сложностей. Чтобы выполнить такую работу, вам не потребуются специальные инструменты — достаточно газовой горелки (а в некоторых случаях и паяльника), припоя, флюса и бура. Последние два элемента требуются, чтобы шов не был слабым.
Последние два элемента требуются, чтобы шов не был слабым.
Рекомендации по выполнению пайки латунных труб:
- Паяйте на теплостойком материале. Обрабатываемые трубы в местах соединения намочите флюсом и нанесите припой. Начните их греть;
- Прогревайте трубы постепенно — это нужно для прочного сцепления припоя с трубами. Затем нагрейте трубы до появления красного оттенка;
- Припой легко затекает в зазоры и прочно спаивает трубы между собой. Обратите внимание на разницу между температурой плавления припоя и латуни. Если она невелика, не перегревайте материал;
- Промойте трубы от флюса.
Таким образом вы получите прочное сцепление латунных труб, которые прослужат вам многие годы.
что нужно знать о пайке латуни дома?
Пайка латуни имеет собственные особенности вследствие испарения горячего цинка, а также образования на поверхности металла оксидной пленки. Латуни, содержащие в составе до 15% цинка, окисляются пленкой, которая состоит из сцепленных частиц CuO и ZnО. В медных сплавах, содержащих достаточно большое количество цинка, пленка окислов состоит преимущественно из ZnO, которые удаляются намного проблематичнее, чем в случае с пленкой окиси меди.
В медных сплавах, содержащих достаточно большое количество цинка, пленка окислов состоит преимущественно из ZnO, которые удаляются намного проблематичнее, чем в случае с пленкой окиси меди.
Флюсы, припои
Для низкотемпературной пайки посредством оловянно-свинцового припоя, чистым оловом, либо какими-нибудь иными тинолями, требуется удаление оксидной пленки с поверхности метала. Для данных целей используются, как правило, канифольно-спиртовые, либо более активные по составу флюсы.
Например, во время обработки латуни марок ЛС59-1-1, Л63 применяются флюсы на основе хлористого цинка с добавками. Относительно латуни, то она обладает худшими качествами расплавления в оловянно-свинцовых припоях, вследствие чего на протяжении пайки наблюдается медленный рост интерметаллидных слоев, оказывающих положительное влияние на механические свойства паяного шва металла.
Соединения, полученные во время пайки оловянно-свинцовыми припоями латуни марки Л63, не могут похвастать отличным качеством и прочностью сцепления по сравнению с медью при аналогичных условиях. Например, предел прочности соединений медных деталей, паянных оловом встык, составляет 90 МПа, в то время как в случае с латунью данный показатель не превышает 59 МПа.
Например, предел прочности соединений медных деталей, паянных оловом встык, составляет 90 МПа, в то время как в случае с латунью данный показатель не превышает 59 МПа.
В процессе пайки латуней, в состав которых входит большое количество меди, применяются припои следующих маркировок: ПСр72, ВСр40, Пср45, ПСр25, ПСр12. Также могут применяться медно-фосфорные латуни, а также латуни с незначительной температурой плавления. Во время соединения латуни с высоким уровнем цинка в составе можно использовать припой ПСр40.
Таким образом, для них не пригодны фосфористые припои, так как из-за этого с большой вероятностью проявляется соединение с низкой пластичностью в паяном шве. Подобное вызвано тем, что в паяном шве во время пайки образуются фосфиды цинка, которые достаточно хрупкие.
Для соединений, не подвергающихся воздействию вибраций, механическим ударам, используются припои ПМЦ36 и ПМЦ48. В процессе пайки серебряными и медно-фосфористыми припоями латуни начинают интенсивно растворяться. В связи с этим для сокращения контакта твердого металла с жидким припоем их нужно паять в условиях высокого нагрева.
В связи с этим для сокращения контакта твердого металла с жидким припоем их нужно паять в условиях высокого нагрева.
Твердый припой
Для латунных радиаторов, труб и многих других деталей можно воспользоваться твердым припоем. Обработка металла твердым припоем L-CuP6 особа актуальна во время монтажа медных труб, радиаторов, элементов системы отопления и не только.
Диапазон температуры плавления материала, доступный при работе твердым припоем, составляет от 710 до 880 гр.С. Рабочая температура припоя составляет 730 гр. С. Работа с твердым припоем позволяет воздействовать с медью, латунью, красной бронзой, бронзой.
Режим пайки
Детали, которые были изготовлены из рассматриваемого материала можно паять при температуре от 850 до 870 гр. С, а также в соленых ваннах. С целью улучшения затекания припоя в раствор ванн, как правило, добавляют 4-5%-й флюс, в состав которого входит фтороборат калия ил бура.
В течение нагрева металлических деталей в печах и на протяжении обработки газовой горелкой также имеет место образование оксидной пленки на поверхности металла (латунных радиаторов) с последующим испарением цинка, что негативно сказывается на растекании припоя. Пайка газовой грелкой позволяет уменьшить окисление, а также испарение цинка в восстановительном пламени. При этом уменьшается пористость в швах пайки.
Как паять своими руками
Сегодня есть достаточно широкое разнообразие латунных радиаторов, труб, а также прочей бытовой необходимости. В связи с этим нередко возникает потребность в ремонте. Иногда денег на наем квалифицированных специалистов попросту не хватает. В таком случае можно справиться самому, осуществивши пайку радиаторов, других латунных изделий в домашних условиях.
Многие сегодня паяют латунные изделия при помощи обычных оловянно-свинцовых припоев обыкновенным пальником. Однако данный способ вместе со своей простотой процедуры имеет несколько существенных недостатков: шов пайки выходит белым, достаточно толстым, слабым; шов во время изгиба может разойтись. Понадобится бура, флюс и т. д.
Однако данный способ вместе со своей простотой процедуры имеет несколько существенных недостатков: шов пайки выходит белым, достаточно толстым, слабым; шов во время изгиба может разойтись. Понадобится бура, флюс и т. д.
Для пайки пригодится следующие инструменты и материала:
- Асбестовое основание;
- Газовая горелка;
- Графитовый тигель;
- Медь, серебро, бура, борная кислота.
Готовим припой
Сначала потребуется изготовить тиноль в домашних условиях, который будет состоять и серебра и меди в пропорции 2:1 соответственно. Для этого необходимо сплавить серебро и медь, воспользовавшись газовой горелкой. Далее необходимо отвесить требуемое количество серебра и меди, после чего их надо поместить в тигель и греть газовой горелкой.
Графитовый тигель можно произвести из графитовых углей (контактных троллейбусных элементов), найти которые не составит труда на конечных остановках электрического транспорта. Относительно размера тигля, то он должен быть приблизительно 20х20 миллиметров.
Относительно размера тигля, то он должен быть приблизительно 20х20 миллиметров.
Затем выбираем канавку 5х40 миллиметров полукруглой формы для того, чтобы проще вынимать штапик припоя (горячий тигель опускается в воду). Как только медь и серебро расплавлены, можно приступать к перемешиванию компонентов тиноля с помощью проволочки.
Готовим флюс
Таким образом, припой готов к работе, но его еще нужно остудить, раскатать в вальцах, а также нарезать на мелкие части. Теперь нужно приступить к приготовлению флюса. Для этого берем 20 грамм буры (порошка), а также в равной пропорции борной кислоты (порошка), после чего тщательно перемешиваем ингредиенты и заливаем стаканом воды. Далее кипятим и остужаем готовый флюс.
Работаем следующим образом:
- Паять нужно на каком-либо теплостойком материале. Если производите пайку радиаторов, работу выполняйте полноценно. С этой целью мы припаслись асбестовой пластиной. Таким образом, помещаем на не паяемые детали, после чего смачиваем флюсом, присыпаем припоем.
 Далее начинаем понемногу греть.
Далее начинаем понемногу греть. - Сперва греем немного, чтобы припой сцепился с деталями, после чего доводим процедуру од появления красного оттенка.
- Припой достаточно просто затекает в зазор между деталями, спаивая их между собой очень крепко. Стоит обратить внимание на то, что разница между температурой плавления латуни и припоя составляет около 50 гр. С, а поэтому не следует перегревать материал.
- Полученный шов имеет один ярко выраженный цвет со спаиваемой деталью.
- Затем следует промывка изделия от флюса: промываем изделие в горячей серой кислоте (3%-й).
 Далее начинаем понемногу греть.
Далее начинаем понемногу греть.Так, получаем отличное сцепление латунных изделий, которые прослужит долгие годы.
Похожие статьиТехнология пайки латуней
Процесс пайки латуней имеет свои особенности ввиду образования на поверхности окисной пленки, содержащей ZnO и испарения цинка при нагреве.
На латунях, содержащих до 15% Zn, окислы состоят из Cu20 с внедренными в нее частицами ZnO. В сплавах меди с большим содержанием цинка слой окисла состоит в основном из ZnO, удаление которого более сложно, чем Cu20.
В сплавах меди с большим содержанием цинка слой окисла состоит в основном из ZnO, удаление которого более сложно, чем Cu20.
Особенность низкотемпературной пайки латуней оловянно-свинцовыми и другими аналогичными припоями заключается в том, что удаление окисной пленки с поверхности латуней не обеспечивается канифольно-спиртовыми флюсами.
Для этого необходимо применять более активные флюсы. Например, при пайке латуней ЛС59-1-1, Л63 используют флюсы на основе хлористого цинка с добавками азотной кислоты.
Латунь медленнее, чем медь, растворяется в расплавах оловянно-свинцовых припоев, поэтому при пайке медленнее растут интерметаллидные слои, что должно положительно отражаться на механических свойствах паяных соединений.
Однако соединения, полученные при пайке латуни (Л63) оловянно-свинцовыми припоями, имеют более низкую прочность по сравнению с медью в тех же условиях. Например, предел прочности соединений меди встык, паянных оловом, равен 9 кгс/мм2, свинцом – 3,6 кгс/мм2, а соединений из латуни – 5,9 кгс/мм2 и 2,6 кгс/мм2 соответственно.
Снижение предела прочности соединений латуни связывают с пористостью в швах, которую объясняют испарением цинка и попаданием его паров в жидкий припой. Порообразование наблюдается после пайки как низкотемпературными, так и высокотемпературными припоями.
Высокотемпературную пайку латуни в печах с восстановительной или нейтральной атмосферой применяют ограниченно из-за испарения цинка. Пайка латуней в средах возможна только с предварительным флюсованием мест пайки.
Например латунь, содержащую до 3% свинца и кремния ЛКС80-3-2, удовлетворительно паяют в газовых средах медно-фосфористыми и серебряными припоями, но с обязательным использованием флюсов. Латунь паяют в печи без флюса только в том случае, если она предварительно покрыта слоем меди или никеля, предохраняющим от испарения цинка.
Латунные детали можно паять и в соляных ваннах в интервале температур 850-870°С. Для улучшения затекания припоя в зазор в раствор добавляют 4-5% флюса, содержащего фтороборат калия или буру.
При нагреве латунных деталей в пламени газовых горелок и в печах также происходит испарение и окисление цинка, что ухудшает растекание припоев. При пайке латуни горелкой в восстановительном пламени испарение и окисление цинка удается несколько уменьшить. При этом пористость в паяных швах уменьшается.
Для пайки латуней, богатых медью, используют серебряные припои ПСр 72, ПСр 40, ПСр 45, ПСр 25, ПСр 12, а также латуни с низкой температурой плавления (припои типа ПМЦ 36; ПМК 48; ПМЦ54) и медно-фосфористые.
Для латуней, богатых цинком (ЛС59С, Л63, Л68), применяют припой ПСр 40. Фосфористые припои для них непригодны, так как при этом образуются малопластичные паяные соединения. Последнее объясняется тем, что в паяном шве образуются весьма хрупкие фосфиды цинка.
Для соединений, не подвергающихся вибрационным и динамическим нагрузкам, применяют припои ПМЦ 36 и ПМЦ 48.
Латуни интенсивно растворяются при пайке серебряными и медно-фосфористыми припоями. Поэтому паять их следует с высокими скоростями нагрева для сокращения контакта жидкого припоя и твердого металла. Латунь Л63 интенсивно растворяется в припоях ПСр 40, ПСр 45, ПСр 15, меньше в припоях ПСр 37,5 и ПСр 50 КД.
Латунь Л63 интенсивно растворяется в припоях ПСр 40, ПСр 45, ПСр 15, меньше в припоях ПСр 37,5 и ПСр 50 КД.
Пайка латуни газовой горелкой и паяльником: технология, припои, флюсы
Сплав меди с цинком, известный с давних времен, широко применяется и в наше время. Латунь обладает высокой прочностью, стойка к коррозии, пластична. Благодаря таким свойствам из нее изготавливают детали механизмов, элементы конструкций, вынужденных постоянно контактировать с агрессивными средами. Несмотря на надежность материала, в латунных изделиях иногда появляются разнообразные дефекты, требующие ремонта, — изломы, отверстия, трещины. Одним из способов восстановления элементов является пайка. Процесс этот не отличается большой сложностью, однако имеет свои особенности, поэтому крайне важно знать, как паять латунь. Знакомство с технологией пайки позволит успешно проводить такие работы даже в домашних условиях.
Подготовка к спайке латунных изделий
Чтобы очистить сплав, можно использовать щавелевую кислоту. Если ее не оказалось под рукой, можно посмотреть различные бытовые средства. Они наносятся на изделия из латуни, после чего она довольно быстро начнет темнеть. Затем можно избавиться от налета, взяв тонкую щетку и почистив детали в обычной воде. Вслед за этим понадобится сода, которой засыпается латунное изделие. По истечении нескольких минут сода смывается. При наличии щавелевой кислоты она разводится в пропорциях 20 грамм на литр горячей или холодной воды. Над раствором не рекомендуется дышать, а также следует защитить руки перчатками. Емкость должна быть пластиковая во избежание воздействия на другие металлы. Как только латунная деталь обработана, ее следует протереть и высушить.
Если ее не оказалось под рукой, можно посмотреть различные бытовые средства. Они наносятся на изделия из латуни, после чего она довольно быстро начнет темнеть. Затем можно избавиться от налета, взяв тонкую щетку и почистив детали в обычной воде. Вслед за этим понадобится сода, которой засыпается латунное изделие. По истечении нескольких минут сода смывается. При наличии щавелевой кислоты она разводится в пропорциях 20 грамм на литр горячей или холодной воды. Над раствором не рекомендуется дышать, а также следует защитить руки перчатками. Емкость должна быть пластиковая во избежание воздействия на другие металлы. Как только латунная деталь обработана, ее следует протереть и высушить.
Щавелевая кислота используется для очистки сплава.
Чтобы паять латунь наиболее эффективно, не стоит использовать обычную оловянную пайку, так как после ее применения остаются довольно заметные следы. Помимо этого, она не может похвастать большой прочностью. Для того чтобы паять латунь, рекомендуется использование другого способа, который обеспечивает повышенную надежность. Эффективная и надежная спайка латунных деталей обеспечивается применением газовой горелки. Чтобы изготовить припой из латуни, следует взять медь и серебро в пропорциях 1:2, тщательно перемешать и сплавить воедино, применяя графитовый тигель и газовую горелку. Производится помещение тигля в емкость с холодной водой, и только после этого возможно извлечение расплавленного и застывшего припоя. Он должен быть расплющен и нарезан либо наточен на стружку, что может быть сделано с помощью крупного напильника. После этого потребуется порошок буры и борная кислота, каждый ингредиент должен весить 20 грамм. На основе этих веществ производится изготовление флюса. Полученную порошковую смесь заливают водой объемом в четверть литра.
Эффективная и надежная спайка латунных деталей обеспечивается применением газовой горелки. Чтобы изготовить припой из латуни, следует взять медь и серебро в пропорциях 1:2, тщательно перемешать и сплавить воедино, применяя графитовый тигель и газовую горелку. Производится помещение тигля в емкость с холодной водой, и только после этого возможно извлечение расплавленного и застывшего припоя. Он должен быть расплющен и нарезан либо наточен на стружку, что может быть сделано с помощью крупного напильника. После этого потребуется порошок буры и борная кислота, каждый ингредиент должен весить 20 грамм. На основе этих веществ производится изготовление флюса. Полученную порошковую смесь заливают водой объемом в четверть литра.
Подготовка
Приступая к работе, необходимо как следует очистить место соединения от загрязнений. Для этого можно использовать самые разные инструменты – металлические щётки, специальные насадки, напильники или наждачную бумагу. После этого обработанный металл необходимо обезжирить. Не сделав этого, вы затрудните свою работу, а пайка, если её и удастся выполнить, не будет обладать достаточной прочностью.
Не сделав этого, вы затрудните свою работу, а пайка, если её и удастся выполнить, не будет обладать достаточной прочностью.
Спаиваемые детали необходимо уложить на термоизолирующую подкладку. Странно, но многие источники до сих пор рекомендуют для этих целей признанный канцерогеном листовой асбест. Несомненно, что стоит подыскать ему не наносящую вред здоровью замену. Например, на основе стекловолокна или углепластика.
Припои для спайки деталей из латуни
Пайка газовой горелкой должна производиться крайне аккуратно, при максимальной температуре в 700 градусов.
Латунные детали, которым требуется спайка, размещаются на асбестовом основании. Соединенные детали посыпаются припоем, нарезанным мелкими кусками и предварительно заточенными. Затем соединение аккуратно нагревается с использованием газовой горелки. Эта работа должна выполняться максимально аккуратно. При спайке деталей температура должна плавно подходить к определенному уровню. Максимально допустимый уровень является 700-градусным, если же его преодолеть, можно столкнуться с безнадежной порчей всех деталей. Когда необходимо спаять крупные и массивные детали, их нагрев должен быть постепенным во избежание негативных последствий. При спайке мелких и тонких деталей процесс нагрева происходит в очень короткие сроки, поэтому важно внимательно относиться к нему.
Когда необходимо спаять крупные и массивные детали, их нагрев должен быть постепенным во избежание негативных последствий. При спайке мелких и тонких деталей процесс нагрева происходит в очень короткие сроки, поэтому важно внимательно относиться к нему.
Конечно, обычная пайка оловом производится гораздо проще, чем подобным методом, однако именно благодаря ему надежность и прочность спайки латунных деталей будет гораздо более высокой. Важно помнить о некоторых особенностях пайки латуни, например, об испарении цинка в очень горячем состоянии. Помимо этого, поверхность сплава покрывается оксидной пленкой. Латунь, в которой цинк содержится менее чем в 15%-ом соотношении, окисляется и покрывается пленкой, в которой присутствуют сцепленные частицы оксида меди и оксида цинка. Медные сплавы, в которых цинк содержится в гораздо больших количествах, окисляясь, образуют пленку, состоящую в основном из оксида цинка. Проблема таких сплавов заключается в том, что окись меди удаляется проще и быстрее, нежели окись цинка.
Готовое изделие промывается горячей 3%-ой серной кислотой.
Если проводится обычная низкотемпературная спайка, при которой применяется припой с содержанием свинца и олова либо другие тиноли, оксидную пленку необходимо удалять с металлических поверхностей. Здесь возможно использование канифольно-спиртовых или более активных флюсов. Чтобы обработать латунь с большим содержанием цинка, например, Л63, необходимо использовать флюс, в состав которого входит хлористый цинк. Важно помнить о том, что у латуни одни из худших качеств плавления с оловянно-свинцовыми припоями. Эта особенность приводит к тому, что при процессе спайки медленно начинают расти интерметаллидные слои. Они положительно влияют на шов, и можно ожидать улучшения механических свойств металлов.
Не стоит надеяться, что пайка, при которой применяются оловянно-свинцовые припои латуни Л63, приведет к качественным соединениям. Их прочность сцепления и качество будут уступать меди, если условия будут одни и те же. Показатель предела прочности по отношению к медным деталям, спаянным при помощи олова, будет достигать 90 МПа, а к латунным — не достигнет и 60 МПа. Спайка латунных деталей, в которых присутствует большое содержание меди, может осуществляться припоями ПСр 72, 45, 25 и 12. Иногда в таких случаях допустимо применение медно-фосфорной латуни либо такого латунного сплава, который плавится при небольшой температуре. Это в основном применимо к спайке в газовой среде.
Спайка латунных деталей, в которых присутствует большое содержание меди, может осуществляться припоями ПСр 72, 45, 25 и 12. Иногда в таких случаях допустимо применение медно-фосфорной латуни либо такого латунного сплава, который плавится при небольшой температуре. Это в основном применимо к спайке в газовой среде.
При высоком уровне цинка возможно использование припоя ПСр 40. Применение фосфористых припоев является совершенно непригодным, потому что существует большая вероятность проявление соединения паяного шва, имеющего низкую пластичность. Это объясняется образованием фосфидов цинка, отличающихся своей хрупкостью. Также очень распространен твердый припой, применяемый при соединении крупных изделий, например, для работы с латунными и медными трубами и отопительными системами в целом. Преимущество твердых припоев заключается в высокой прочности полученных соединений.
Пайка латуни – делаем неразъемное соединение в условиях дома + видео
Пайка латуни газовой горелкой, оловом, оловянно-свинцовыми и иными аналогичными припоями весьма распространена, хотя многие не решаются взять в руки соответствующий инструмент. Ниже будут рассмотрены все тонкости этого процесса, области применения, а также способы осуществить его самостоятельно в домашних условиях.
Ниже будут рассмотрены все тонкости этого процесса, области применения, а также способы осуществить его самостоятельно в домашних условиях.
1 Основы пайки и области применения
Пайка – один из способов получения неразъемного соединения. Осуществляется она путем введения между двумя элементами расплавленного припоя. А значит, температура плавления последнего должна быть несколько ниже, чем у материалов основных деталей. С помощью этого процесса можно соединять между собой разнородные металлы, и в некоторых ситуациях это бывает единственно возможным способом крепления.
Многие отождествляют такое соединение металлов со сваркой, однако общим у них является только лишь конечный результат. Суть же совершенно иная. Самое главное их отличие заключается в том, что при сварочных работах происходит расплавление основного материала. В пайке же плавится только лишь металл-связка, так что полностью сохраняется целостность обрабатываемых деталей. Благодаря этому появляется возможность работать с довольно мелкими элементами, не переживая, что они деформируются, да и структура со свойствами у паяемых материалов останутся прежними.
Рекомендуем ознакомиться
Однако стоит учитывать, что по сравнению с той же сваркой соединение будет менее прочным. Это обусловлено мягкостью припоя, если же речь идет о латунных изделиях, то данный материал при воздействии высоких температур выделяет цинк, и шов получается более пористый, что также негативно отражается на прочности сцепления. Да еще и играет роль расположение элементов, так пайка встык достаточно ненадежна, лучше делать внахлест.
Сегодня именно пайка занимает одну из лидирующих позиций в создании неразъемных соединений, уступая место только лишь сварке металлов. Так, электронщикам, которые вынуждены работать с довольно хрупкими микросхемами, очень трудно себе представить свою профессию без участия в ней этого процесса. Кроме того, паяные соединения очень актуальны и в электрике, если необходимо нарастить либо просто соединить провода.
Также таким способом осуществляется соединение медных труб в холодильниках, теплообменниках и других установках. Очень часто ее применяют для крепления пластин, сделанных из твердых сплавов к режущему инструменту. Еще можно присоединить тонкостенные детали к толстому листу. Кроме того, иногда с помощью лужения осуществляют антикоррозионную обработку. В общем, сфера применения довольно обширная.
Очень часто ее применяют для крепления пластин, сделанных из твердых сплавов к режущему инструменту. Еще можно присоединить тонкостенные детали к толстому листу. Кроме того, иногда с помощью лужения осуществляют антикоррозионную обработку. В общем, сфера применения довольно обширная.
Пайка может быть высоко- либо низкотемпературной. В первом случае соединение получается более надежным, плюс у него повышенная термоустойчивость (это связано с тем, что припои для этого типа обработки имеют большую температуру плавления). Таким образом, детали после подобного воздействия могут работать при куда более высоких температурах по сравнению с деталями, соединенными вторым способом. Однако такой вид имеет и свои недостатки, так как речь идет о чрезмерно высоких температурах, то осуществить данный процесс простым подручным паяльником не удастся. Для него необходимо специальное оборудование, что в значительной степени усложняет работу.
2 Пайка латуни – особенности материалов
Чаще всего работать паяльником приходится по сплаву меди и цинка, именуемому латунью. Этот материал преимущественно встречается в промышленности и домашнем хозяйстве, так из этого материала делают радиаторы, трубы и множество других изделий. Поэтому рассмотрим особенности работы с ним. Во-первых, очень важно правильно подобрать флюс для пайки латуни. Ведь обыкновенный канифольно-спиртовый неспособен хорошо удалить оксидную пленку с ее поверхности, поэтому необходимо использовать более активные компоненты, основой которых может являться хлористый цинк.
Этот материал преимущественно встречается в промышленности и домашнем хозяйстве, так из этого материала делают радиаторы, трубы и множество других изделий. Поэтому рассмотрим особенности работы с ним. Во-первых, очень важно правильно подобрать флюс для пайки латуни. Ведь обыкновенный канифольно-спиртовый неспособен хорошо удалить оксидную пленку с ее поверхности, поэтому необходимо использовать более активные компоненты, основой которых может являться хлористый цинк.
Для пайки элементов в соляных ваннах нашли свое применение флюсы, содержащие буру либо фтороборат калия. Обычно их содержание в растворе около пяти процентов. Они способствуют лучшему затеканию связующего компонента в зазоры.
Во-вторых, с особым вниманием следует подбирать и припой для пайки латуни. Для газовых сред отлично подойдут серебреные и медно-фосфорные компоненты. Они применимы и для работ с латунями, где большое содержание меди. В последнем случае в качестве припоя можно использовать даже латунь, просто ее температура плавления должна быть значительно ниже, чем у основного сплава, из которого сделаны детали. Весьма распространенной является пайка латуни твердым припоем. Так, допустим, для соединения радиаторов, медных труб и иных элементов отопительных систем используют L-CuP6. Вообще, твердые припои выигрывают по сравнению с мягкими, так как прочность соединения будет большей.
Весьма распространенной является пайка латуни твердым припоем. Так, допустим, для соединения радиаторов, медных труб и иных элементов отопительных систем используют L-CuP6. Вообще, твердые припои выигрывают по сравнению с мягкими, так как прочность соединения будет большей.
Также важно рассмотреть ситуацию, когда материал соединяемых деталей различен, например, как происходит пайка меди с латунью, в домашних условиях данный процесс вполне осуществим, главное, знать некоторые его особенности, и какой припой следует использовать. При нагреве на поверхности латуни образуется оксидная пленка, также чрезмерное тепло способствует и испарению цинка из этого сплава, который попадает в жидкий металл-связку. В связи с этим швы получаются более пористыми, что способствует ухудшению прочности сцепления.
Кроме того, из-за данного свойства очень редко применяют высокотемпературную пайку в специальных печах. Что же насчет пайки в газовых средах, то это лучше делать с применением флюса, если же такой возможности нет, тогда на поверхность деталей из латуни следует нанести слой никеля либо же меди. Подобное решение позволит избежать выделения цинка и, соответственно, соединения будут более надежными. Некоторые припои содержат вещества, которые выполняют и роль флюса, что делает работу проще, ведь не нужно жонглировать множеством компонентов во время работы. Примером может служить меднофосфорный припой.
Подобное решение позволит избежать выделения цинка и, соответственно, соединения будут более надежными. Некоторые припои содержат вещества, которые выполняют и роль флюса, что делает работу проще, ведь не нужно жонглировать множеством компонентов во время работы. Примером может служить меднофосфорный припой.
3 Как паять латунь – инструкция для домашнего применения
Изучив все особенности процесса и ознакомившись со всеми возможными компонентами, следует уделить внимание непосредственно вопросу, как паять латунь. Ведь она очень часто встречается у нас в быту, а нанимать специалистов не всегда позволяет бюджет, поэтому приходиться справляться своими силами. Тем более что нам понадобятся всего-то:
- газовая горелка (иногда можно обойтись и простым паяльником),
- припой,
- флюс,
- бура.
Без последних двух элементов шов, конечно, получится, однако будет довольно слабым, белым и места сгибов, если таковые имеются, могут очень быстро разойтись.
Итак, приступим к сбору всего необходимого. В этот список входят: газовая горелка, асбестовое основание, графитовый тигель, бура, припой и борная кислота. Припой готовится следующим образом: берется одна часть меди и две серебра, далее их кладут в тигель и расплавляют, нагревая на газовой горелке, не забывая при этом перемешивать. Поле того как смесь получилась однородной, помещаем емкость в холодную воду, дабы содержимое остыло. Потом же его можно либо нарезать, либо использовать в виде стружки.
Чтобы изготовить флюс понадобятся бура для пайки латунью и борная кислота, которые берутся в соотношении 1:1 и заливаются водой. Так, взяв по 20 грамм каждого компонента, понадобится 250 мл жидкости. Теперь приступаем непосредственно к процессу. Берем детали, обрабатываем их поверхность флюсом и посыпаем стружкой припоя. Затем подносим к газовой горелке и греем где-то до 700 °С. Опасайтесь перегрева, ведь тонкие латунные детали нагреваются очень быстро и могут деформироваться. Массивные элементы необходимо прогревать постепенно.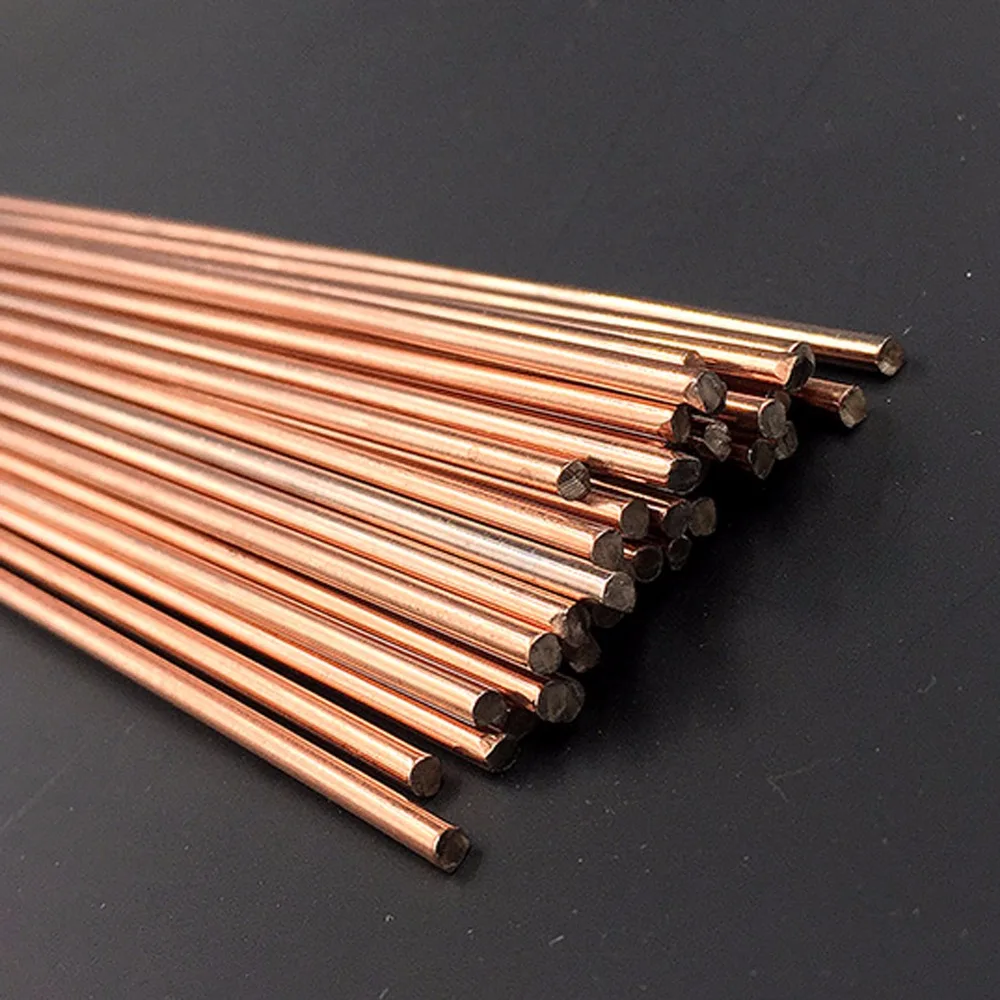 Пайку можно считать завершенной. Конечно, паяльником данную процедуру делать куда проще, зато горелкой более надежно.
Пайку можно считать завершенной. Конечно, паяльником данную процедуру делать куда проще, зато горелкой более надежно.
tutmet.ru
Дополнительные рекомендации
Смешивать компоненты паяльной пасты, используя проволоку, рекомендуется лишь после полного расплавления серебра и меди.
Самостоятельно создать графитовый тигель можно, используя графитовые угли. Дело в том, что графитовые угли применяются как контактные элементы в троллейбусах, и их вполне несложно отыскать: для этого подойдут конечные остановки электротранспорта. Размеры тигля довольно небольшие — 2×2 см. Создание его вручную происходит довольно легко, и это приведет к значительному упрощению рабочего процесса.
Некоторые особенности
Пайка по своей сути является наиболее оптимальным способом получить достаточно прочное и неразъемное соединение, как деталей выполненных из латуни, так и заготовок из других материалов, в том числе и из чугуна. Сварка графитовым электродом, в свою очередь, требует определенных навыков и подготовки.
При осуществлении соединения между элементами обязательно вводится расплавленный припой, и для этого можно воспользоваться оловом или бурой.
Припой должен иметь температуру плавления несколько ниже температуры плавления основного материала.
При помощи пайки между собой можно прочно соединять самые разные материалы, в том числе детали, выполненные из чугуна или меди.
Очень часто это бывает единственным способом осуществить скрепление металлических поверхностей различных типов.
Конечно, пайку в некотором роде можно определенным образом сравнить с выполнением сварки, когда соединение поверхностей производится электродом, однако в этом случае общим является только конечный результат.
Суть самого процесса выполнения пайки совершенно иная.
Основное различие между сваркой и пайкой заключается в том, что при соединении поверхностей электродом плавится основной материал, а при работе с паяльником плавится только металл-связка.
Кроме этого, в пайке обязательно должен присутствовать флюс, в качестве которого может выступать бура.
Конечно, пайка обеспечивает менее прочное соединение поверхностей алюминия, меди или чугуна, чем например сварка, однако позволяет работать даже с мелкими заготовками.
Объяснить это можно тем, что используемый при пайке флюс, в качестве которого может выступать бура, под воздействием относительно высоких температур выделяет определенные химические элементы, которые и уменьшают прочность основного соединения, кроме этого, сам шов получается пористым.
Пайку алюминия, как и, например, сварку чугуна, лучше всего производить внахлест, а не встык.
Несмотря на то, что по прочности соединения пайка несколько уступает сварке электродом, она в настоящее время активно используется в самых разных отраслях промышленности.
При помощи нее осуществляют необходимое скрепление не только латунных заготовок, но и изделий из меди и даже из чугуна.
Чаще всего пайку различных типов металлов производят паяльником, однако при необходимости для этих целей можно воспользоваться и газовой горелкой.
Для выполнения пайки, в том числе и латунных заготовок, в обязательном порядке требуется припой или флюс, в качестве которого очень часто выступает бура.
Следует отметить и то, что сварка может быть как высокотемпературной, так и низкотемпературной. В домашних условиях используется первый вариант пайки.
На видео выше можно увидеть, как выполняется пайка латунных заготовок.
Необходимый инструмент
Если решено, чем паять, то следует решить и вопрос, что приготовить. При пайке латуни потребуется следующий инструмент и приспособления:
- паяльник мощностью 100 Вт и 0,5-1 кВт;
- газовая горелка в комплекте с газовым баллоном;
- тигель;
- весы;
- тиски;
- нож;
- ножницы;
- напильник;
- плоскогубцы;
- струбцина;
- шкурка наждачная;
- кисточка;
- щетка.
Латунь очень часто используется в различных бытовых устройствах, поэтому при их поломке возникает вопрос, чем спаять латунь. Такая пайка вполне возможна, но требует выполнения определенных условий и правил.
Такая пайка вполне возможна, но требует выполнения определенных условий и правил.
Пайка латуни, позволяющая получать качественные и надежные соединения, – это технологический процесс, предполагающий использование газовой горелки, а также специального припоя. В качестве последнего применяется проволока, материалом изготовления которой может быть олово или сплав данного металла со свинцом. Если хорошо изучить особенности такого процесса, а также подготовить все необходимое оборудование и расходные материалы, то успешно выполнять его можно даже в домашних условиях.
Процесс спайки латунных деталей
Характеристики материалов
Вообще латунь представляет собой сплав меди и цинка. Особенно часто он используется для производства различной домашней утвари, труб, радиаторов и многих других приспособлений.
Домашнему мастеру очень часто приходится сталкиваться с необходимостью провести соответствующую обработку поверхностей из латуни, а поэтому необходимо знать все особенности этого специфического металла.
Для выполнения пайки латунной поверхности очень важно правильно подобрать соответствующий флюс и в этом случае лучше всего подходит бура, которая способна эффективно убрать с поверхности образуемую оксидную пленку.
Приобрести данный флюс, роль которого исполняет бура, можно практически в любом строительном магазине по вполне доступной стоимости. Флюс на основе буры позволяет обеспечить более качественное затекание основного связывающего компонента в образуемые зазоры.
Также с особой тщательностью следует подбирать и припой для латуни.
Так, если данная работа будет выполняться в газовой среде, то в этом случае лучше всего воспользоваться серебряными или медно-фосфорными припоями.
Такой припой отлично подходит и для работы с латунью, которая имеет высокое содержание меди. В этом случае можно использовать припой на основе самой латуни с более низкой температурой плавления.
С особой тщательностью и осторожностью припой и флюс следует подбирать в том случае, когда необходимо соединить между собой детали из совершенно разных материалов.
Так, например, качество пайки латуни и непосредственно меди во многом зависит от того, кокой будет использоваться припой, а также флюс (бура).
Применение латуни
Кроме перечисленных положительных свойств, латунь очень долговечный и надёжный сплав. Латунь применяется в следующих областях:
- Изготовление трубопроводной арматуры (переходники, вентили, трубы).
- Сантехнических устройств (краны, смесители умывальники)
- Мебельной фурнитуры (руки, защёлки, замки, декоративные накладки).
- Производство электротехнических деталей.
- Производство сувениров.
- Производство посуды.
- Художественное литьё.
- Производство ювелирных изделий. Ювелиры в основном применяют двухкомпонентные сплавы. Это может быть: желтая, красная, зелёная или золотистая латунь.
Пайка трубы из латуни
Порядок работы
После того как будут подробно разобраны и изучены все свойства используемых в процессе пайки латуни материалов, можно переходить непосредственно к самому процессу.
Для начала следует подготовить весь требуемый инструмент и материал. Под рукой должна быть газовая горелка или паяльник, а также соответствующий припой и флюс.
Данный материалы следует подбирать максимально внимательно, чтобы в итоге шов получился максимально качественным и плотным.
В некоторых случаях припой для латуни можно приготовить самостоятельно и для этого необходимо будет взять в определенных пропорциях медь и техническое серебро, расплавить их в специальном тигеле и тщательно перемешать.
Когда расплавленная смесь станет полностью однородной, емкость с ней необходимо будет поместить в холодную воду до полного остывания.
Далее приготовленный таким образом припой следует аккуратно измельчить или нарезать.
При приготовлении припоя своими руками следует особое внимание уделять однородности его структуры, так как от этого во многом будет зависеть качество и прочность будущего соединения.
В этом случае не стоит экономить на расходных материалах и делать выбор в пользу более дешевых и менее качественных компонентов.
В свою очередь флюс для пайки готовится из буры и борной кислоты, которые также можно совершенно свободно приобрести в любом строительном магазине.
Данные компоненты берутся в одинаковых пропорциях и заливаются обыкновенной водой.
После того, как для пайки латуни будут готовы все необходимые компоненты, можно переходить непосредственно к самой работе.
Для этого берется латунная заготовка, предварительно очищенная от грязи и различных масляных пятен и аккуратно посыпается измельченным припоем.
После этого в действие приводится газовая горелка, при помощи которой производится прогрев рабочих поверхностей до определенной температуры.
Здесь главное не перегреть латунную деталь, чтобы она не лопнула и не деформировалась.
Если латунные поверхности имеют большую толщину, то их прогрев следует производить в обязательном порядке постепенно.
При соблюдении всех рекомендаций и порядке действий, шов получится достаточно плотным и качественным.
Более подробно о том, как паять латунь без посторонней помощи в домашних условиях, подробно рассказано на видео в нашей статье.
В быту нередко встречаются изделия из латуни. Ремонтируя их, владельцам приходится прибегать к технологии пайки. Так как данный способ соединения металлов обладает специфическими особенностями, у новичков в ходе работы могут возникнуть трудности. Поэтому их интересует, как паять латунь. Если знать технологию и соблюдать рекомендации специалистов, с этой процедурой сможет справиться каждый. Информацию о том, как паять латунь в домашних условиях, вы найдете в данной статье.
Условия и область применения пайки
Прежде чем разбираться в вопросе о том, как паять латунь, следует хорошо изучить все особенности такого технологического процесса. При выполнении пайки, которая является одним из методов получения неразъемных соединений, в зазор, расположенный между соединяемыми деталями, вводится расплавленный припой, который и выступает в роли скрепляющего элемента.
Важным условием выполнения пайки является то, что припой, для расплавления которого пользуются газовой горелкой, должен плавиться при меньшей температуре, чем материал изготовления соединяемых деталей. Такая технология (в некоторых случаях она является единственно возможным способом получения неразъемного соединения) позволяет надежно спаять между собой даже разнородные металлы.
Схема пайки латунью с использованием газовой горелки
Совершенно неправильно сравнивать пайку с таким технологическим процессом, как сварка, который предполагает, что расплавляться будет не только специальная проволока-припой, но и металл соединяемых деталей. Именно благодаря тому, что при выполнении пайки основному температурному воздействию подвергается припой, характеристики соединяемых деталей и их целостность остаются неизменными. Такая особенность позволяет успешно использовать эту методику для соединения металлических деталей, которые отличаются даже очень небольшими размерами.
Между тем следует иметь в виду, что для выполнения пайки в качестве припоя используются более мягкие материалы, если сравнивать их с теми, которые применяются для формирования сварного шва. Это приводит к тому, что соединения, созданные при помощи пайки, изначально менее прочные и надежные, чем сварные швы. А в тех случаях, когда выполняется пайка латунью, из припоя в процессе интенсивного нагрева испаряется цинк, что приводит к пористости формируемого шва. Такая пористость металла значительно ухудшает качество и надежность соединения. При выполнении пайки деталей, изготовленных из латуни, большое значение имеет и их взаимное расположение. Такие детали лучше соединять не встык, а внахлест.
Это приводит к тому, что соединения, созданные при помощи пайки, изначально менее прочные и надежные, чем сварные швы. А в тех случаях, когда выполняется пайка латунью, из припоя в процессе интенсивного нагрева испаряется цинк, что приводит к пористости формируемого шва. Такая пористость металла значительно ухудшает качество и надежность соединения. При выполнении пайки деталей, изготовленных из латуни, большое значение имеет и их взаимное расположение. Такие детали лучше соединять не встык, а внахлест.
В чем особенности использования медных сплавов
Многие новички задают вопрос, чем паять бронзу и латунь. Интерес обусловлен тем, что пайка сопряжена с некоторыми сложностями. В ходе термического воздействия происходит активное испарение из сплава цинка, в результате чего образуется плотная пленка из цинковых и медных оксидов. Разрушить ее достаточно затруднительно. Как утверждают специалисты, не справится с этой задачей и канифоль.
Мастеру придется воспользоваться специальными флюсами. Если применять оловянно-свинцовый припой, то существует риск, что место соединения будет с низкой механической прочностью. В отличие от медной спайки в данном случае показатель прочности будет в полтора раза ниже. Причина тому – испаряющийся цинк. Выбор способа пайки бронзовых деталей будет зависеть от ее состава. Бронзу с высоким содержанием олова и никеля следует паять с применением оловянно-свинцовых припоев. Бронзу, содержащую алюминий и бериллий, лучше соединять специальными припоями и флюсами.
Если применять оловянно-свинцовый припой, то существует риск, что место соединения будет с низкой механической прочностью. В отличие от медной спайки в данном случае показатель прочности будет в полтора раза ниже. Причина тому – испаряющийся цинк. Выбор способа пайки бронзовых деталей будет зависеть от ее состава. Бронзу с высоким содержанием олова и никеля следует паять с применением оловянно-свинцовых припоев. Бронзу, содержащую алюминий и бериллий, лучше соединять специальными припоями и флюсами.
Преимущества и недостатки самостоятельного выполнения
Когда нужно соединить изделия из латуни, пайка – лучшее решение. Изучить, как выполняется процесс, нужно, так как каждый раз звать специалиста окажется накладно для семейного бюджета. Но именно мастер может выполнить работу любой сложности качественно и на долгое время. Когда требуется пайка труб в водоснабжении или электрических проводов, то пайку лучше доверить мастеру. Потому по неопытности можно остаться без света или устроить мини-потоп.
Рекомендуем также к прочтению:
Состав и особенности латуни
Способы плавления латуни в домашних условиях
О флюсах
Их задача – удалять с поверхности соединяемых металлов образующуюся пленку и предотвращать ее дальнейшее появление. Согласно отзывам специалистов, для пайки медных изделий подойдет канифоль. Иная ситуация обстоит с латунью. Как правильно паять этот сплав? Какой флюс выбрать? Такие вопросы очень часто задают начинающие. Опытные мастера советуют воспользоваться более «агрессивным» флюсом, чем канифоль. Поскольку в производстве латуни в качестве добавок применяют металлы, для пайки следует брать флюсы с разными составами. Для работы с самыми распространенными марками латуни Л63 и ЛС59 предназначен флюс, содержащий хлористый цинк и борную кислоту. Для ЛКС80 со свинцом и кремнием оптимальным вариантом станет флюс на основе буры, содержащий в своем составе бор, калий и фтор. На прилавках специализированных магазинов имеются уже готовые составы. Специалисты рекомендуют обратить внимание на флюсы ПВ-209, ПВ-209Х и «Бура». Тот, кто желает сэкономить, может приготовить флюс дома.
Тот, кто желает сэкономить, может приготовить флюс дома.
Как готовится флюс с бурой?
Флюсовая борная смесь для использования в работе с металлами имеет свои особенности и готовится следующим образом: к примеру, буру для пайки латуни перемешивают с борной кислотой в равных пропорциях.
Смесь следует хорошенько перетереть в специальной химической посуде, а затем выпарить всю жидкость для финишного сухого остатка. Затем в полученное вещество добавляются соли фтора и хлора. В итоге формируется активный флюс, который станет отличным помощником в нагревании металлических деталей самого разного типа.
О припое
С помощью этого расплавленного металла осуществляется спайка. В жидком состоянии он проникает внутрь паяемых металлов, а затем остывает, в результате чего и происходит соединение. Температура плавления припоя обязательно должна быть ниже температуры плавления самих металлов. Тем, кто интересуется, можно ли паять латунь оловом, опытные мастера рекомендуют использовать припой с хорошей адгезией. Обычными сплавами, содержащими олово и свинец, лучше пользоваться в тех случаях, когда не требуется высокая механическая прочность. Также припой подойдет, когда не важен внешний вид места соединения.
Обычными сплавами, содержащими олово и свинец, лучше пользоваться в тех случаях, когда не требуется высокая механическая прочность. Также припой подойдет, когда не важен внешний вид места соединения.
О составах припоев
Выбор припоя зависит от марки латуни. Серебряные припои ПСр12-ПСр72, латунные ПМЦ36-ПМЦ54 и медно-фосфорные рекомендованы для латуни с преобладанием в ее составе меди. Если в металле больше цинка, то нужно работать серебряными припоями от ПСр40 не ниже. С фосфористыми составами образуются непрочные фосфорные соединения цинка, что понижает механическую прочность спайки. Для деталей, которые в ходе их эксплуатации не подвергаются ударным воздействиям и вибрации, подойдут латунные припои МПЦ. Отметим, что латунь может легко растворяться, поэтому мастера, используя серебряные и фосфористые припои, должны сократить время нагревания и спайки.
Для работы со стационарно закрепленными деталями (радиаторами и трубами) опытные мастера рекомендуют воспользоваться специальными твердыми припоями со сложными составами. Согласно многочисленным отзывам потребителей, большой популярностью пользуется L-CuP6, который плавится при температуре 730 градусов. Приготовить припой можно и в домашних условиях.
Согласно многочисленным отзывам потребителей, большой популярностью пользуется L-CuP6, который плавится при температуре 730 градусов. Приготовить припой можно и в домашних условиях.
Бура в домашнем хозяйстве 17.02.2017 10:45
Бура в домашнем хозяйстве
Какой только химии сейчас нет в магазинах – просто глаза разбегаются! А между тем очень часто всё это разнообразие составляют 3–4 препарата в самых разных упаковках и сочетаниях. Реально же всё это бесконечное разнообразие цен и упаковок различается тем, насколько раскручен бренд, да бесполезными ароматизаторами и красителями.
Бура или боракс – одно из средств, которое совсем недавно применялось очень широко. Её химическое наименование – тетраборат натрия, химическая формула – Na2B4O7. Этому химическому соединению, приписывают токсичность, но оно используется в пищевой промышленности как консервант E285. Правда, в России и США применять эту пищевую добавку не рекомендуют, хотя она не более ядовита, чем поваренная соль. Однако нас этот химический препарат интересует не как продукт, а как универсальное средство для самых различных применений в хозяйстве.
Однако нас этот химический препарат интересует не как продукт, а как универсальное средство для самых различных применений в хозяйстве.
Итак, применения буры
1. Очистка духовки. Требуется 8 ст. ложек пищевой соды, полстакана соли и 4 ст. ложки буры. Это всё следует растворить в тёплой воде. Полученным раствором или пастой, в зависимости от количества воды, можно прекрасно отчистить стенки духовки. После очистки следует промыть духовку тёплой водой.
2. Универсальный очиститель гладких поверхностей. Растворить на 2 стакана тёплой воды 2 ч.
ложки буры, 2 ст. ложки 10% уксуса и 3 капли масла чайного дерева. Полученную смесь использовать с опрыскивателем. Это средство также отлично работает как очиститель для посудомоечных машин.
3. Жидкость для мытья окон. Растворить на 3 стакана воды 2 ч. ложки буры. Стёкла опрыскать раствором и мыть обычной газетной бумагой или салфеткой из микрофибры.
4. Раствор для отмывания органических загрязнений. Растворить на 300 мл воды 1 ч.
Как это сделать
Для пайки латуни лучше всего воспользоваться серебряным припоем. Желательно, чтобы местом плавки был специальный тигель, приспособленный для значительных термических воздействий. В качестве материала для тиглей могут быть использованы контактные угольные элементы для троллейбуса. В нагретом состоянии они не представляют ценности, а домашний умелец может их приспособить для изготовления припоя. В данном изделии следует сделать выемку 20 х 20 мм. Далее к ней следует проделать канавку. Извлекать припой будет легче, если ее ширина составит 0,5 см.
Припой делают из серебра и меди (2:1). После взятия нужного количества металлов их следует поместить в тигель. Их термообработка осуществляется газовой горелкой. Некоторые мастера расходный материал предварительно крошат. В таком случае процедура плавки протекает гораздо проще. Далее в состав добавляют стальной или керамический (фарфоровый) стержень. Паять латунь можно тогда, когда припой кустарного изготовления полностью застынет.
Приготовление припоя своими руками
Серебряные припой тоже годятся для паки латуни.
Для того чтобы решить вопрос пайки латуни, следует приготовить нужный припой своими руками. Наиболее подходящим для всех латуней является серебряный припой; его и следует приготовить. Расплавление металлов нужно проводить в тигле, выдерживающем значительные термические воздействия. Наиболее просто такой тигель делается из контактных угольных элементов для троллейбусов. Сгоревшие элементы вполне доступны и могут пригодиться для тигля. В таком графитовом элементе делается выемка размером примерно 2х2 см, а к выемке протачивается канавка шириной около 5 мм (для облегчения съема припоя).
Для припоя необходимы серебро и медь в соотношении 2:1. Отмеряется нужное количество металлов и опускается в тигель. С помощью газовой горелки добиваются расплавления металлов в тигле. Для упрощения процесса расплавления металлы предварительно следует максимально раскрошить. Расплав перемешивается стальным или керамическим (фарфоровым) стержнем. После остывания такой сплав можно использовать как припой.
После остывания такой сплав можно использовать как припой.
Как выполнить спайку газовой горелкой
Как паять латунь? Процедура заключается в следующем:
- Перед началом процесса нужно разогреть металлы. Выполняется эта работа на жаропрочных материалах. Специалисты советуют воспользоваться асбестовой пластиной.
- Спаиваемые детали нужно совместить друг с другом.
- Поверхности в месте спаивания тщательно протереть флюсом.
- Произвести нарезку серебряного припоя. В конечном итоге он должен представлять собой стружку, которую следует насыпать на место соединения металлов.
- В газовой горелке отрегулировать пламя. Для схватывания припоя с поверхностями металлов место соединения сначала прогревается слабым огнем.
- Выставить газовую горелку на 750 градусов для основного нагрева. На латунной поверхности должен образоваться красный оттенок. Припоем заполняются все зазоры, далее он растекается по всему месту соединения.
- Выключить горелку и дать время изделию для остывания. Процедура считается выполненной правильно, если получился шов, который мало отличается от металла.
- Место соединения промыть, чтобы удалить остатки флюса.
 Процедура считается выполненной правильно, если получился шов, который мало отличается от металла.
Процедура считается выполненной правильно, если получился шов, который мало отличается от металла.Пайка при помощи горелки
Схема сварки латуни горелкой полуавтоматической.
Для решения проблемы спайки латуни любых марок можно воспользоваться газовой горелкой. Процесс такой пайки заключается в следующем. Пайка (разогрев металлов) производится на жаропрочном материале. Лучше всего использовать асбестовую пластину. Соединяемые детали помещаются на асбестовое основание и совмещаются между собой. Поверхность металлов в зоне соединения тщательно протирается флюсом на основе буры (собственного приготовления).
Серебряный припой нарезается в виде мелкой стружки и посыпается сверху соединяемых металлов в небольшом количестве. В зону пайки вводится отрегулированное пламя газовой горелки. Прогрев производится поэтапно.
Вначале проводится легкий прогрев участка так, чтобы припой схватился с поверхностью металлов.

Затем осуществляется основной нагрев до появления красноты на латуни. В это время припой должен заполнить зазор между деталями и равномерно растечься по поверхности. Температура в зоне пайки в этот период достигает 700-750°C. Горелка выключается. После остывания должен получиться надежный шов с цветом, мало отличающимся от латуни. Место соединения необходимо промыть для удаления остатков флюса.
Как паять латунь паяльником
Данный способ является самым распространенным, потому что его выполнить проще всего. Тому, кто не знает, как паять латунь паяльником в домашних условиях, специалисты рекомендуют придерживаться следующего алгоритма действий:
- В самом начале нужно произвести чистку соединяемых деталей. На металлических поверхностях должны отсутствовать различные посторонние наслоения и загрязнения.
- Расположить детали на специальной огнеупорной подставке. Смастерить ее можно дома из подручных средств.
- Для удаления всех дефектов в латунной поверхности место соединения обработать флюсом.
- Сверху посыпать припоем в виде крошки.
- Выполнить прогрев паяльником.

Очень часто новички задают вопрос, как паять медь с латунью твердым припоем. Специалисты советуют применять низкотемпературную пайку, которая способна обеспечить высококачественное соединение. Для этой цели потребуются паяльник, мощность которого не более 100 Вт, и ортофосфорная кислота. Перед работой поверхность изделия тщательно обезжиривается, с нее удаляется окисная пленка. Соединять металлы лучше с помощью оловянно-свинцового припоя ПОС60. Чтобы начать паять латунь, инструмент следует хорошо разогреть.
Для работы с серебряными припоями понадобится паяльник, мощность которого варьируется в пределах от 0,5 до 1 кВт. Обезжиривание осуществляется флюсом – концентрированной ортофосфорной кислотой. Также достаточно эффективным считается флюс на основе буры. В зоне спаивания образуется температура не менее 500 градусов.
Пайка паяльником
Паяльник для пайки латуни должен быть мощностью не менее 100 Вт.
Достаточно высокое качество соединения методом низкотемпературной пайки достигается при пайке латуни и меди или при пайке латуней с преобладанием содержания в них меди. В этом случае достаточно применение паяльника мощностью 100 Вт. В качестве флюса можно использовать паяльную или ортофосфорную кислоту. Перед пайкой необходимо тщательно обработать поверхность латуни для удаления окисной пленки и обезжиривания поверхности. В качестве припоя используется оловянно-свинцовый припой не ниже ПОС60. Пайка производится при хорошем разогреве паяльником зоны пайки металлов.
Паяльником можно паять латуни и с помощью серебряных припоев не ниже ПСр40. Для этого придется вооружиться мощным паяльником (0,5-1 кВт). В качестве флюса необходимо использовать концентрированную ортофосфорную кислоту или флюс на основе буры. Температура разогрева зоны пайки должна составить не ниже 500ºС. Перед пайкой следует уделить особое внимание тщательности обработки поверхности флюсом. Обработку следует проводить непосредственно перед поднесением нагретого паяльника с припоем. Таким способом можно заплавить дефекты в латунных массивных изделиях (например, радиаторы).
Таким способом можно заплавить дефекты в латунных массивных изделиях (например, радиаторы).
Работы с нержавеющей сталью
Согласно многочисленным отзывам, домашним умельцам часто доводится паять латунью нержавейку. Так как в составах стальных сплавов наличие никеля и хрома не превышает 25 %, работы с такими материалами менее трудоемкие. Кроме того, такой состав обеспечивает надежное соединение деталей из нержавейки с другими металлами.
Исключение составляют магний и алюминий. Если нержавейка со значительным содержанием никеля, то в результате ее нагрева до 700 градусов происходит образование карбидных соединений. Чем продолжительнее нагрев, тем интенсивнее они формируются. По этой причине паять следует максимально быстро. Риск образования данных соединений будет минимальным, если в сплав во время пайки добавить титан. Как утверждают опытные мастера, особенно следует быть осторожным с наклепанными нержавейками. Обусловлено это тем, что на поверхности металла могут появится трещины. Чтобы предотвратить их образование, спаивание выполняют после предварительного отжига деталей.
Чтобы предотвратить их образование, спаивание выполняют после предварительного отжига деталей.
Что такое бура
В этом случае реакция идти по следующему уравнению:
легко-плавкая соль (Na2O)2SiO2 переходит в шлак.
Бура, борная кислота и их смеси применяются в качестве флюсов при пайке с древних времен. Одним из достоинств соединений бора является отсутствие коррозионного действия их на шов. Несмотря на это, остатки флюсов после пайки должны быть удалены, так как стекловидная масса флюса, образовавшаяся при пайке, затрудняет контроль паяных соединений, особенно на плотность.
Кроме того, при длительной эксплуатации остатки флюса крошатся и превращаются в пористое вещество, способное поглощать влагу, что может вызвать коррозию изделия.
Для удаления остатков буры, борной кислоты или их смеси следует изделие промыть водой или подвергнуть механической обработке.
То и другое требует довольно длительного времени, для ускорения очистки от флюса иногда изделие в горячем состоянии после пайки погружают в воду. Эффективность этого способа объясняется большой разницей в коэффициента теплового расширения металла и флюса, вследствие чего при резком охлаждении последний растрескивается и легко удаляется стальной щеткой. Однако такое охлаждение после пайки не приемлемо.
Эффективность этого способа объясняется большой разницей в коэффициента теплового расширения металла и флюса, вследствие чего при резком охлаждении последний растрескивается и легко удаляется стальной щеткой. Однако такое охлаждение после пайки не приемлемо.
Если при пайке бурой и борной кислотой очистка шва от флюсов производится не всегда, то удаление остатков содержащих NaОН и Na2CО3, является обязательной операцией, так как эти соединения вызывают интенсивную коррозию изделия. Для этого необходима длительная и тщательная промывка изделия водой.
Ход работы
Спаивание нержавейки выполняют следующим образом:
- Сначала поверхность тщательно зачищается наждачной бумагой или напильником.
- Далее место спайки обрабатывается флюсом, а именно паяльной кислотой.
- Затем поверхности требуется залудить – нанести на них тонкий слой припоя, содержащий олово и свинец. Бывает, что припой с первого раза нанести не представляется возможным. В таком случае придется применить кисточку, содержащую металлические жилы. Ими будет гораздо удобнее снимать окисную пленку, предотвращающую лужение.
- Используя паяльник и припой, выполняют спаивание деталей.
 Ими будет гораздо удобнее снимать окисную пленку, предотвращающую лужение.
Ими будет гораздо удобнее снимать окисную пленку, предотвращающую лужение.Техническая бура
Техническая бура Na2B4O7 — 10Н2О при плавлении теряет воду и диссоциирует с образованием атомарного бора. Образующийся атомарный бор диффундирует в поверхность детали. Оптимальный режим борирования: плотность тока на катодеО 15 — 0 20 А / см2, напряжение 2 — 14 В, температура 930 — 950 С, выдержка 2 — 4 ч; при этом получается диффузионный слой толщиной 0 15 — 0 35 мм. [1]
Техническую буру вырабатывают двух сортов. [2]
Техническую буру перекристаллизовывают из горячей воды ( температура около 60 С), выпавшие при охлаждении кристаллы десятиводной буры отфильтровывают на воронке Бюхнера и высушивают между листами фильтровальной бумаги. При длительном хранении кристаллы буры могут потерять часть кристаллизационной воды, поэтому их нужно хранить в банке с притертой пробкой или в эксикаторе, на дно которого помещена фарфоровая чашка с насыщенным раствором бромистого натрия, содержащим нерастворенный избыток этой соли.
Как паять латунь, и какой припой с флюсом использовать | Сварка и Пайка
Латунь представляет собой сплав цветных металлов, основными компонентами которого выступают цинк и медь. Изделия из латуни обладают высокой пластичностью и коррозионной стойкостью, что в свою очередь, при этом, не мешает им быть достаточно прочными.
Различные изделия из латуни мы можно легко найти у себя дома. При этом часто возникает необходимость в пайке латуни, что вполне осуществимо сделать в домашних условиях. Чем лучше паять латунь, и какой флюс с припоем для этих целей использовать?
Что нужно для пайки латунных изделий
Помимо олова и меди, в состав латуни входит также и цинк, большое содержание которого в сплаве усложняет пайку. Если цинка в латуни содержится не более 15%, то для пайки можно применять обычную канифоль и медно-цинковый припой. Когда процентный состав цинка выше, то, применяют особые виды флюсов.
Флюсы для пайки латуни
Такой флюс для пайки латуни можно приобрести как в готовом виде, так и сделать своими руками. Для самостоятельного изготовления флюса потребуется борная кислота, порошок буры и обычная вода.
При этом борная кислота смешивается с бурой (один к одному), а затем в состав добавляется вода, из расчета 5 мг, на каждый грамм порошка.
Что же касается уже готовых вариантов флюса для пайки латуни, то сегодня широко применяются:
- Готовый флюс Бура, специально предназначенный для высокотемпературной пайки деталей;
- Флюсы марок ПВ-209 и ПВ-209Х;
- Порошкообразный флюс Chemet FLISIL-NS-Pulver и пастообразный флюс Chemet FLISIL-NS-Paste.
Припои для пайки
Паять латунь обычным припоем нельзя, для этого предназначены медно-цинковые припои. Самыми распространёнными из них являются ПМЦ-36 и ПМЦ-38 (припой медно-цинковый).
Также пайку латунных изделий можно осуществлять и медно-фосфористыми припоями, марок МФ-1, МФ-2, а также МФ-3. Однако такие припои не обеспечивают должного качества соединению в плане вибрационных и ударных нагрузок.
По этой причине применяются наилучшие в своём роде припои для пайки латуни, это такие серебряные припои, как: ПСр-10, ПСр-12м, ПСр-25, ПСр-72.
Как паять латунь в домашних условиях
Важной особенностью пайки латуни в домашних условиях является правильная подготовка изделий. Место пайки должно быть очищено от любых загрязнений, для чего используются металлическая щётка, наждачная бумага или напильник.
После удаления грязи, поверхность нужно обезжирить с использованием растворителя. Если поверхность не будет обезжирена, то это затруднит пайку латуни. Затем изделия укладываются на термоизолирующую подкладку из асбеста, после чего приступают к процессу спаивания деталей.
Для пайки латуни можно использовать как паяльник, так и горелку. Однако мощность паяльника должна быть достаточно велика (0,5 кВт) и выше. В таком случае получится хорошо прогреть место пайки.
Толстые заготовки из латуни лучше всего спаивать газовой горелкой. Тогда становится возможным использовать высокотемпературные компоненты, которые после обработки зоны спаивания флюсом, наносят прямо сверху в виде измельчённого припоя. Перед этим место соединения хорошо разогревается газовой горелкой.
Вам также может понравиться:
Латуни Пайка – Энциклопедия по машиностроению XXL
Медь и латунь (пайка фосфористой медью или серебром) ………. 650—870 [c.573]Светлый отжиг стали в герметических муфелях, светлый отжиг латуни, пайка медью [c.150]
Пайка латуни Л59 и Л58-1 легированных латуней Пайка латуни Л62 Пайка меди, бронзы, стали
[c. 143]
143]
Широко применяют для ремонта деталей, изготовленных из латуни, пайку мягкими припоями деталей водяных и масляных радиаторов, твердыми припоями воздухо-, масло- и топливопроводов [c.79]
Этим же припоем можно припаивать к деталям из цинкового сплава детали из стали, меди, бронзы и латуни. Пайка производится так же, как описано выше, и отличается только тем, что перед пайкой деталь из стали, меди или латуни смачивают травленой соляной кислотой, а деталь из цинкового сплава — нетравленой соляной кислотой (только перед прикосновением паяльника). Для удаления кислоты с поверхности паяной детали места пайки промывают раствором соды, а потом теплой водой. [c.199]
Для сварки латуни, пайки меди и меди с латунью [c.146]
Задача 11. Проверить на прочность паяное стыковое соединение обечайки самовара с днищем средний диаметр соединяемых частей >ср = 350 мм, толщина обечайки 5 = 0,4 мм. Контрольная нагрузка, которую должно выдержать соединение при испытании на прочность, 0,4 кН. Температура испытания 100 °С. Материал обечайки и днища — латунь. Пайка выполнена припоем ПОС 40 с наплывом, а затем зачищена. Прочность припоя при температуре 100 °С составляет 14 МПа. Конструкция соединения соответствует схеме 8 (см. табл. 1.4).
[c.26]
Контрольная нагрузка, которую должно выдержать соединение при испытании на прочность, 0,4 кН. Температура испытания 100 °С. Материал обечайки и днища — латунь. Пайка выполнена припоем ПОС 40 с наплывом, а затем зачищена. Прочность припоя при температуре 100 °С составляет 14 МПа. Конструкция соединения соответствует схеме 8 (см. табл. 1.4).
[c.26]
Твердые припои имеют температуру плавления в интервале 800—900°С и являются сплавами меди и цинка (латуни) и меди, цинка и серебра (так называемые серебряные припои). Последние применяют при пайке электроприборов, когда электропроводность спая не должна уменьшаться по сравнению с электропроводностью основного металла. [c.624]
Растрескивание латуни при пайке объясняется тем, что имеет место нагрев до температур, при которых не происходит достаточно полного снятия остаточных напряжений. [c.115]
ПМД-36 34—38 65—61 Пайка латуни, содержащей до 68% Си
[c. 314]
ПМЦ-54 52—56 47—43 Пайка латуни, бронзы и стали [c.314]
Применение индукционного нагрева обычно экономически оправдано при пайке среднеплавкими припоями (медь, латунь, ферромарганец, медно-серебряные сплавы) с температурой плавления 400—1200 °С. [c.219]
К цельнометаллическим контактам относятся соединения проводников, осуществленные пайкой или сваркой. Особенностью этих контактов является то, что они не имеют границы, разделяющей оба проводника. Процесс пайки медных, латунных или стальных контактов оловом или обычным оловянно-свинцовым припоем затруднен из-за окисной пленки, препятствующей сплавлению припоя с поверхностью контакта. Пленка удаляется механически или при помощи флюсов в зависимости от применяемого метода пайки. [c.248]
На качество соединения существенно влияет величина соединительного зазора и условия течения припоя в нем. При пайке углеродистых сталей припоями из меди, латуни и серебра зазор устанавливается в пределах 0,05 — 0,15 мм. [c.482]
[c.482]
ПМЦ 36 36 2 0.1 0.5 Пайка латуни, содержащей до 68% [c.196]
Припой марки ПОС 50 применяется для пайки авиационных радиаторов, электрических счетчиков, изделий из латуни и белой жести. [c.347]
Предел прочности шва при пайке латуни внакладку в кГ/мм …… 3,3 3,8 4.4 3,8 [c.349]
То же оцинкованного железа внакладку в кГ/мм . . Предел прочности шва при пайке латуни встык в кГ мм- [c.353]
Сильфоны обеспечивают перемещение вдоль оси за счет упругой деформации гофр. Например, при наружном диаметре 80 мм при сжатии вдоль оси высота сильфона может уменьшаться почти на 20 мм. Сильфоны выпускают диаметром от 10 до 80 мм и более. Если нужно обеспечить перемещение в вакууме на расстояние, превышающее ход одного сильфона при сжатии, последовательно соединяют два или более сильфонов. Это соединение осуществляют при помощи пайки либо свинцово-оловянным припоем (при работе сильфонного соединения в условиях комнатной температуры), либо твердым припоем, например латунью, серебром или медью (позволяющей производить нагружение при температуре до 200—250° С).
[c.64]
Это соединение осуществляют при помощи пайки либо свинцово-оловянным припоем (при работе сильфонного соединения в условиях комнатной температуры), либо твердым припоем, например латунью, серебром или медью (позволяющей производить нагружение при температуре до 200—250° С).
[c.64]
Пайка белой жести, лужение и пайка деталей с закатанными и клепаными швами из латуни и меди Лужение и пайка в автомобилестроении [c.85]
На фиг. 128 показаны четыре различные конструкции соединения пайкой латунных сильфонов с концевыми деталями. Для [c.147]
ПОС 40 3,2 63 12,6 183— Пайка латуни, медных [c.190]
ПОС 30 3,3 58 10,1 183— Пайка латуни, меди, [c.190]
ПОС 4-6 5,9 23,7 14,2 245— Пайка латуни, стали. [c.190]
Для меди н латуней. Пайка паяльником н волной ш)ипоя [c.115]
Пайка свинца, стали, латуни Пайка латуни, стали, медп, свинца
[c. 124]
124]
ПОСЗО 29—30 1,5-2,0 Для лужения деталей радиаторов и подшипников, заливаемых свинцовыми баббитами пайки деталей из стали, меди и латуни пайки оцинкованной стали [c.205]
Применяют МАФ для сварки стали толщиной до 6—8 мм, чугуна, алюминия, латуни, пайки, наплавки, поверхностной зaкaJn и, нагрева. Аппаратура для сварки та ж ято я для ацетилена. Хорошие результаты дают многосопловые мундштуки, а также мундштуки с экранирующим пламенем. [c.11]
Газофлюсовая сварка латуни, легированной оловом Сварка латуни, пайка меди без применения флюса Сварка латуни, пайка медн и меди с латунью [c.13]
Реле-регуляторы, поступающие i ремонт, проверяют на наличие меха нических повреждений рабочих орга нов и на состояние изоляции и обмо ток. Проверяют поверхности контак тов — они должны быть чистыми параллельными друг другу. Допу скаемая непараллельность 0,02 мм Толщина контактов не должн. быть менее 0,5—0,8 мм. В зависимо сти от состояния контактов производят или их зачистку, или замену Окислившиеся и обгоревшие контакты зачищают мелкозернисты бруском, а контакты, изношенные сверх допустимого, а также имен щие отколы, заменяют. Замена серебряных контактов производите переклепкой, а вольфрамовых — пайкой. Контакты припаивают се ребряным припоем ПСР-70, состоящим из 70% серебра и 30% латуни Пайку контактов целесообразно вести в приспособлении, показанног на фиг. 193. Поверхность контакта перед пайкой зачищают и посыпаю бурой, на которую кладут пластинку припоя, а на припой припаи ваемый контакт. Затем сближают электроды и включают ток от акку муляторной батареи.
[c.366]
В зависимо сти от состояния контактов производят или их зачистку, или замену Окислившиеся и обгоревшие контакты зачищают мелкозернисты бруском, а контакты, изношенные сверх допустимого, а также имен щие отколы, заменяют. Замена серебряных контактов производите переклепкой, а вольфрамовых — пайкой. Контакты припаивают се ребряным припоем ПСР-70, состоящим из 70% серебра и 30% латуни Пайку контактов целесообразно вести в приспособлении, показанног на фиг. 193. Поверхность контакта перед пайкой зачищают и посыпаю бурой, на которую кладут пластинку припоя, а на припой припаи ваемый контакт. Затем сближают электроды и включают ток от акку муляторной батареи.
[c.366]
Передняя и задняя опоры соединяются с трубой латунной пайкой. Труба изготоЕлена из стали ЗОХГСА. [c.70]
Припои подразделяют по температуре расплавления — на особолегкоплавкие (до 145°С), легкоплавкие (до 450 С), среднеплавкие (до 1100°С), высокоплавкие (до 1850 С) н тугоплавкие (свыше 1850 °С) по основному компоненту—на оловянные (ПО), оловянно-свинцовые (ПОС), цинковые (ПП), медно-цинковые (латунные, ПМЦ), серебряные (ПСр) и др. (см. ГОСТ 19248—90. Припои. Классификация). Припой ПСр применяют, в частности, когда место пайки не должно сильно снижать электропроводимость.
[c.277]
(см. ГОСТ 19248—90. Припои. Классификация). Припой ПСр применяют, в частности, когда место пайки не должно сильно снижать электропроводимость.
[c.277]
Мягкие припои создают на основе олова или свинца они отличаются малой прочностькз, но допускают пайку почти всех металлов. Мягкие припои обычно применяют для пайки герметичных соединений, электрических и радиотехнических схем, медных и латунных малонагруженных деталей различной аппаратуры. [c.395]
Предел прочности шва при пайке латуни внакладку в кГ1мм . . [c.344]
Предел прочности шва при пайке латуни встык в кГ1мм …….. 9,7 6,4 8,4 6,7 [c.349]
Припой марки ПОСС 4-6 применяется для пайки и лужения железа, латуни и меди при наличии закатанных или склепанных швов, непригоден для пайки цинка и оцинкованного железа. [c.351]
Припои на основе Ag и Си. Серебряные припои содержат медь, цинк, кадмий известны прппои, содержащие также золото. Температурный интервал пайки этих припоев 600—1000° С. Содержание серебра колеблется 6т 25 до 70%. В качестве примера моллегирующие элементы, образующие низкотемпературные эвтектики меди с фосфором при 707° С, с серебром при 779° С. Для снижения температуры плавления к припою добавляют олово и цинк. Медно-фосфористый припой МФ1 с содержанием 10% фосфора имеет. Т л = 714 850° С. Для пайки латуни применяют медно-цинковые припои с содержанием 50—60% Си. Их температура плавления составляет 850—940° С. В качестве флюсов для указанных припоев применяют, в основном смеси плавленой буры ЫагВ40, и борной кислоты. Бура плавится при 743° С для активирования в состав вводят фториды.
[c.283]
Температурный интервал пайки этих припоев 600—1000° С. Содержание серебра колеблется 6т 25 до 70%. В качестве примера моллегирующие элементы, образующие низкотемпературные эвтектики меди с фосфором при 707° С, с серебром при 779° С. Для снижения температуры плавления к припою добавляют олово и цинк. Медно-фосфористый припой МФ1 с содержанием 10% фосфора имеет. Т л = 714 850° С. Для пайки латуни применяют медно-цинковые припои с содержанием 50—60% Си. Их температура плавления составляет 850—940° С. В качестве флюсов для указанных припоев применяют, в основном смеси плавленой буры ЫагВ40, и борной кислоты. Бура плавится при 743° С для активирования в состав вводят фториды.
[c.283]
Сварка латуни,сварка латуни аргоном,газовая сварка латуни и пайка латуни-мы проводим все виды сварочных работ!
Виды сварки (пайки) латуни
Латунь относится к числу металлов, которые плохо поддаются сварке. Но сваривать латунные изделия иногда требуется. В частности – для ремонта деталей в системе авто, производственного оборудования и т.д.
Но сваривать латунные изделия иногда требуется. В частности – для ремонта деталей в системе авто, производственного оборудования и т.д.
Трудности в процессе сварки латуни возникают потому, что она легко изменяет свои физические свойства под влиянием нагрева и охлаждения. Но есть ряд способов, используя которые можно добиться высокого качества соединения:
- Сварка латуни аргоном. Перед сваркой выполняется разделка кромок деталей. Для работы используется TIG-аппарат. Между электродом и поверхностями латунных деталей образуется электрическая дуга, аргон используют в качестве флюса. Этот способ можно применять как для сварки латунных деталей, так и для соединения латуни и стали. Единственная особенность – сварочная дуга должна быть больше смещена в сторону латуни.
- Точечная сварка латуни – еще один способ надежного соединения латунных деталей. Для него характерно выполнение сварки короткими импульсами. При этом сварочный ток должен иметь большие значения.
- Контактная сварка латуни – способ, при котором соединение образуется посредством прохождения через свариваемые элементы электротока. На соединяемые участки при этом прилагается определенное сжимающее усилие.
 При этом сварочный ток должен иметь большие значения.
При этом сварочный ток должен иметь большие значения.«Служба Сварки» предлагает услуги по пайке и сварке латуни, бронзы и меди аргоном по низким ценам
Специалисты «Службы Сварки» берутся выполнить работы различной сложности, в том числе произвести сварку бронзы, меди, стали, нержавейки с латунью. Они отлично знают все особенности этих металлов и владеют всеми способами сварки, используя при работе современное сварочное оборудование и качественные расходные материалы. Благодаря этому удается достигать максимальной прочности сварочного шва, сохраняя при этом все свойства и размеры соединяемых деталей.
Можно выделить несколько основных причин, по которым обращаться за услугой сварки латуни и других металлов аргоном стоит именно в нашу службу:
- Точечная и любая другая сварка латуни, а также прочие сварочные работы в нашей службе стоят недорого. Вы заранее сможете ознакомиться с нашими ценами (утверждены в виде прайса), если посетите наш сайт
- Все сварочные работы с латунными и другими деталями выполняются оперативно. Высокий профессионализм мастеров, а также следование современным технологиям сварки позволяют максимально снижать трудоемкость работ.
- Широкие возможности сварки. Мы готовы выполнить для вас работы различной сложности, заварить латунные детали (а также детали из других металлов) различного размера, конфигурации и назначения.
- Высокое качество выполняемых сварочных работ.
 Вы заранее сможете ознакомиться с нашими ценами (утверждены в виде прайса), если посетите наш сайт
Вы заранее сможете ознакомиться с нашими ценами (утверждены в виде прайса), если посетите наш сайтAmazon.com: Припой для латунной проволоки, 3 фута, калибр 20, без кадмия, соответствие цветов желтой латуни, Производство в США: Industrial & Scientific
В настоящее время недоступен.

Мы не знаем, когда и появится ли этот товар в наличии.
- Убедитесь, что это подходит введя номер вашей модели.
- 3 ФУТЫ, ДИАПАЗОН 20
- Улучшено соответствие цвета желтой латуни.
- Температура подачи: 721 ° C (1330 ° F) / Не для паяльника
- Температура расплава: 1200 ° F (649 ° C)
- Сделано в США
Пайка латуни, меди и фототравления Полом Ховардом
ВВЕДЕНИЕ
Меня недавно спросили несколько человек, как я паял такие мелкие детали для одного из моих недавних проектов. Дело в том, что размер детали действительно не имеет значения для процесса; это практически одни и те же методы, независимо от размера. Я собираюсь дать краткое объяснение того, как я подхожу к пайке фототравления и небольших металлических деталей, начиная с необходимого оборудования и заканчивая пошаговым руководством по тому, как я на самом деле делаю процесс. У меня есть обширный опыт пайки миниатюрных и микроминиатюрных электронных устройств, но я только недавно начал заниматься фототравлением латуни и меди. Хотя я не являюсь профессиональным моделистом или писателем, я знаю процесс пайки.Помните, что паяльники, материалы после пайки и сам расплавленный припой очень горячие. Защита глаз является обязательной, и если вы решите использовать этилированный припой, как я, то рекомендуются резиновые перчатки.
Дело в том, что размер детали действительно не имеет значения для процесса; это практически одни и те же методы, независимо от размера. Я собираюсь дать краткое объяснение того, как я подхожу к пайке фототравления и небольших металлических деталей, начиная с необходимого оборудования и заканчивая пошаговым руководством по тому, как я на самом деле делаю процесс. У меня есть обширный опыт пайки миниатюрных и микроминиатюрных электронных устройств, но я только недавно начал заниматься фототравлением латуни и меди. Хотя я не являюсь профессиональным моделистом или писателем, я знаю процесс пайки.Помните, что паяльники, материалы после пайки и сам расплавленный припой очень горячие. Защита глаз является обязательной, и если вы решите использовать этилированный припой, как я, то рекомендуются резиновые перчатки.ОПИСАНИЕ ОБОРУДОВАНИЯ
Рис1: Для большинства работ я использую паяльную станцию с регулируемой температурой, которую можно купить на Amazon менее чем за 75 долларов США. Станция, которую я использовал для этого проекта, – это магазинная Hakko 936, и все насадки, разработанные для этой серии машин, взаимозаменяемы.Такие бренды, как Pace, Weller, Edsyn, делают станции подходящими для наших целей. Температура пайки для большинства работ из латуни должна быть в пределах 600-700 градусов по Фаренгейту (315-370 по Цельсию). Необязательно, чтобы используемый вами паяльник имел переменную температуру, но он позволяет выполнять точную регулировку, чтобы получить лучший поток припоя, не повреждая соединяемые детали. Утюги мощностью 35-50 Вт подходят для большинства операций пайки, которые нам нужно выполнять, даже в непеременных утюжках. Утюги мощностью 30 Вт или меньше заставят вас ругаться, поскольку они не могут поддерживать температуру наконечника под нагрузкой.Рис 2: Я также использую установку для пайки сопротивлением Pace PPS 10, которую я купил из вторых рук, когда я не могу использовать радиаторы или влажные полотенца, чтобы охладить соседние стыки.
Рис 3: Я использую наконечник в виде пинцета, но существует много типов.
Станция, которую я использовал для этого проекта, – это магазинная Hakko 936, и все насадки, разработанные для этой серии машин, взаимозаменяемы.Такие бренды, как Pace, Weller, Edsyn, делают станции подходящими для наших целей. Температура пайки для большинства работ из латуни должна быть в пределах 600-700 градусов по Фаренгейту (315-370 по Цельсию). Необязательно, чтобы используемый вами паяльник имел переменную температуру, но он позволяет выполнять точную регулировку, чтобы получить лучший поток припоя, не повреждая соединяемые детали. Утюги мощностью 35-50 Вт подходят для большинства операций пайки, которые нам нужно выполнять, даже в непеременных утюжках. Утюги мощностью 30 Вт или меньше заставят вас ругаться, поскольку они не могут поддерживать температуру наконечника под нагрузкой.Рис 2: Я также использую установку для пайки сопротивлением Pace PPS 10, которую я купил из вторых рук, когда я не могу использовать радиаторы или влажные полотенца, чтобы охладить соседние стыки.
Рис 3: Я использую наконечник в виде пинцета, но существует много типов. Наконечники с одним датчиком, в которых используется отдельный заземляющий провод или платформа, также являются очень хорошими вариантами. Опять же, такие бренды, как Pace и American Beauty, являются стандартами, но есть и другие, которые также подойдут.
Рис 4: Для хороших паяных соединений абсолютно необходимо, чтобы все соединения были чистыми.Латунь или медь, находящиеся на воздухе даже в течение нескольких минут, начнут образовывать оксиды, препятствующие потоку припоя. Ручка из стекловолокна – хороший универсальный инструмент для чистки, но я предпочитаю чистящий ластик для пишущей машинки с белым сердечником. В этом инструменте нет масел, препятствующих течению припоя, и он оставляет поверхность более гладкой, чем ручка или зеленая губка, которую я использую для больших поверхностей. Я использую малярную кисть, чтобы нанести флюс в точные места, и я использую кислотную кисть с обрезанными щетинками, чтобы очистить паяные соединения от остатков флюса.Это хорошее место, чтобы упомянуть, что вам ВСЕГДА необходимо очистить соединение после пайки.
Наконечники с одним датчиком, в которых используется отдельный заземляющий провод или платформа, также являются очень хорошими вариантами. Опять же, такие бренды, как Pace и American Beauty, являются стандартами, но есть и другие, которые также подойдут.
Рис 4: Для хороших паяных соединений абсолютно необходимо, чтобы все соединения были чистыми.Латунь или медь, находящиеся на воздухе даже в течение нескольких минут, начнут образовывать оксиды, препятствующие потоку припоя. Ручка из стекловолокна – хороший универсальный инструмент для чистки, но я предпочитаю чистящий ластик для пишущей машинки с белым сердечником. В этом инструменте нет масел, препятствующих течению припоя, и он оставляет поверхность более гладкой, чем ручка или зеленая губка, которую я использую для больших поверхностей. Я использую малярную кисть, чтобы нанести флюс в точные места, и я использую кислотную кисть с обрезанными щетинками, чтобы очистить паяные соединения от остатков флюса.Это хорошее место, чтобы упомянуть, что вам ВСЕГДА необходимо очистить соединение после пайки. Даже флюсы, не требующие очистки, оставляют остатки, препятствующие адгезии грунтовки и краски. Отсутствие очистки означает только то, что оставшиеся остатки не вызовут коррозию электронных компонентов.
Рис 5: Я включил фотографии самых полезных пинцетов, которые у меня есть для пайки фототравления. Я знаю, что большинство людей скажут, что у меня уже есть пинцет, который мне нравится, но я хочу убедиться, что вы понимаете, что вам нужно использовать пинцет из нержавеющей или керамической стали для обработки деталей во время пайки.Пинцет из углеродистой стали отлично подходит для многих вещей, но припой будет прилипать к ним, и очистка после прилипания припоя к ним может вызвать большой износ. Например, пинцет в центре раньше был очень острым, как и внизу изображения.
Рис 6: Вот предметы, которые я использую, чтобы удерживать и размещать детали для пайки. Blu Tack – это основной продукт для пайки, как и медные радиаторы. Инструменты для гибки фототравления также используются для удержания фототравления во время пайки.
Даже флюсы, не требующие очистки, оставляют остатки, препятствующие адгезии грунтовки и краски. Отсутствие очистки означает только то, что оставшиеся остатки не вызовут коррозию электронных компонентов.
Рис 5: Я включил фотографии самых полезных пинцетов, которые у меня есть для пайки фототравления. Я знаю, что большинство людей скажут, что у меня уже есть пинцет, который мне нравится, но я хочу убедиться, что вы понимаете, что вам нужно использовать пинцет из нержавеющей или керамической стали для обработки деталей во время пайки.Пинцет из углеродистой стали отлично подходит для многих вещей, но припой будет прилипать к ним, и очистка после прилипания припоя к ним может вызвать большой износ. Например, пинцет в центре раньше был очень острым, как и внизу изображения.
Рис 6: Вот предметы, которые я использую, чтобы удерживать и размещать детали для пайки. Blu Tack – это основной продукт для пайки, как и медные радиаторы. Инструменты для гибки фототравления также используются для удержания фототравления во время пайки. Я стараюсь, чтобы температура была как можно меньше, чтобы не повредить поверхности захвата. На самом деле у меня есть небольшая лавка (Великобритания), которую я использую только для пайки, так как я уронил ее и согнул достаточно, чтобы не использовать несколько зубцов. Вы не поверите, но это было благом, поскольку детали, которые все еще зажимаются, отлично подходят для сохранения прямоугольности при пайке.
Я использую несколько разных типов припоя и флюса. Те, которые я использую чаще всего, показаны на рисунках ниже. Припои – это сплавы металлов, которые смешиваются в определенных соотношениях для определенных целей.Сплав маркируется на валке или упаковке в виде соотношения, т.е. 60/40, 50/50, 63/37 и т. Д. Первое число обычно обозначает содержание олова, а второе число – содержание свинца. Обратите внимание, что оба показанных припоя относятся к припоям типа 63/37. Этот сплав олова и свинца я использую почти все время. Это так называемый эвтектический припой, что означает, что он не имеет пластичного состояния.
Я стараюсь, чтобы температура была как можно меньше, чтобы не повредить поверхности захвата. На самом деле у меня есть небольшая лавка (Великобритания), которую я использую только для пайки, так как я уронил ее и согнул достаточно, чтобы не использовать несколько зубцов. Вы не поверите, но это было благом, поскольку детали, которые все еще зажимаются, отлично подходят для сохранения прямоугольности при пайке.
Я использую несколько разных типов припоя и флюса. Те, которые я использую чаще всего, показаны на рисунках ниже. Припои – это сплавы металлов, которые смешиваются в определенных соотношениях для определенных целей.Сплав маркируется на валке или упаковке в виде соотношения, т.е. 60/40, 50/50, 63/37 и т. Д. Первое число обычно обозначает содержание олова, а второе число – содержание свинца. Обратите внимание, что оба показанных припоя относятся к припоям типа 63/37. Этот сплав олова и свинца я использую почти все время. Это так называемый эвтектический припой, что означает, что он не имеет пластичного состояния. Он почти мгновенно переходит из твердого состояния в жидкое, в отличие от 60/40 и 50/50. Вы все еще можете повредить стык, пока он остывает, но он гораздо менее восприимчив к этому, чем другие сплавы.Нарушенные паяные соединения часто ошибочно принимают за холодные паяные соединения. Как видите, вы также можете получить паяльную пасту в этой смеси, поэтому наши методы не нужно менять, чтобы учесть другую смесь припоев. Надежные марки припоя для проволоки – Kester и Alpha, и я использовал Kester, Alpha и MG Chemicals с хорошими результатами в области паяльной пасты. 7, 8, 9, 10.
Что касается проволочного припоя , не имеет значения, используете ли вы твердый проволочный припой или материал с канифольным сердечником .Поскольку мы ВСЕГДА очищаем стык после пайки, у нас нет проблем с адгезией краски или просачиванием канифоли. Некоторые люди рекомендуют флюс для кислотных сердечников для работы с травленой латуни, но я никогда не считал это действительно необходимым. Если не удалить остатки кислотного флюса с сердечника, это может привести к коррозии припаянного металла. Излишне говорить, что это произойдет не сразу, но когда это произойдет, вы будете менее чем в восторге. Показанный ниже водорастворимый флюс является кислотным ядром и работает хорошо, но я абсолютно уверен, что не оставляю следов, когда использую его.Между прочим, флюс не очень дорогой, поэтому я рекомендую вам попробовать несколько типов, чтобы увидеть, что лучше всего подходит для вас. Мои личные фавориты показаны ниже. Kester также отлично подходит для электроники, Worthington никогда не должен использоваться таким образом. Рис 11, Рис 12.
Он почти мгновенно переходит из твердого состояния в жидкое, в отличие от 60/40 и 50/50. Вы все еще можете повредить стык, пока он остывает, но он гораздо менее восприимчив к этому, чем другие сплавы.Нарушенные паяные соединения часто ошибочно принимают за холодные паяные соединения. Как видите, вы также можете получить паяльную пасту в этой смеси, поэтому наши методы не нужно менять, чтобы учесть другую смесь припоев. Надежные марки припоя для проволоки – Kester и Alpha, и я использовал Kester, Alpha и MG Chemicals с хорошими результатами в области паяльной пасты. 7, 8, 9, 10.
Что касается проволочного припоя , не имеет значения, используете ли вы твердый проволочный припой или материал с канифольным сердечником .Поскольку мы ВСЕГДА очищаем стык после пайки, у нас нет проблем с адгезией краски или просачиванием канифоли. Некоторые люди рекомендуют флюс для кислотных сердечников для работы с травленой латуни, но я никогда не считал это действительно необходимым. Если не удалить остатки кислотного флюса с сердечника, это может привести к коррозии припаянного металла. Излишне говорить, что это произойдет не сразу, но когда это произойдет, вы будете менее чем в восторге. Показанный ниже водорастворимый флюс является кислотным ядром и работает хорошо, но я абсолютно уверен, что не оставляю следов, когда использую его.Между прочим, флюс не очень дорогой, поэтому я рекомендую вам попробовать несколько типов, чтобы увидеть, что лучше всего подходит для вас. Мои личные фавориты показаны ниже. Kester также отлично подходит для электроники, Worthington никогда не должен использоваться таким образом. Рис 11, Рис 12.Пайка меди и латуни: как паять альтернативные металлы
Вероятно, из-за роста стоимости серебра, в последнее время на форумах появилось много шума о пайке меди, а также о пайке меди с серебром или латунью – что меня тоже интересовало.Вот несколько отличных советов и предложений по пайке меди и латуни, которые я узнал из этих сообщений, от опытных участников Interweave и экспертов Lapidary Journal Jewelry Artist .
Серьги с тулитом и сеткой от Лекси Эриксон.
Пайка меди: правильное использование горелки
“Карандашные горелки просто не производят достаточно тепла, чтобы быстро паять медь. Если вы собираетесь использовать бутановую горелку, попробуйте взять одну из более крупных горелок и иметь как можно большее пламя на вашей горелке. .Медь – действительно твердый металл для пайки из-за окисления, образующегося на поверхности. Также, если вы используете серебряный припой, старайтесь использовать только легкие или легкие-легкие, поскольку они плавятся при немного более низких температурах, чем средние или твердые ». (Отправлено участником BogIron)
Отличный совет по пайке, независимо от того, какой металл вы используете: «Помните, горелка не плавит припой; горелка нагревает металл, что, в свою очередь, вызывает растекание припоя». (опубликовано Lapidary Journal Jewelry Artist редакторы Том и Кей Бенхэм)
Пайка меди: используйте правильный припой
Подвеска Southwest Spirit от Лекси Эриксон.
«Я также обнаружил, что использование сверхлегкого серебряного припоя было для меня уловкой… так что мне нужно было только нагреться до 820 ° F и соединять медь со стерлинговым [с] маленькой бутановой горелкой для карандашей… когда я использовал легкий [серебряный припой], я думаю, что весь флюс был нагрет до того, как припой и металлы могли достичь температуры 1200 ° F ». (отправлено участником Ли Энн Уилмот)
«Когда я паяю медь, я использую серебряный припой, а когда я протравливаю свой кусок, я помещаю кусок стали в кислоту, и медь покрывает серебряный припой… Я использую связывающую проволоку, чтобы покрыть свои медные детали, и она отлично работает… Однажды сталь вышла из рассола, я действительно верю, что это не повлияет на будущее серебро… по крайней мере, у меня никогда не было проблем, как только я достаю сталь.”(опубликовано пользователем JanineB @ 7)
«Когда вы используете сталь в маринаде, она фактически удаляет остатки меди из предыдущих ванн для травления. Так что ваш раствор для маринада почти такой же, как новый!» (отправлено участником Cat_P)
Так что ваш раствор для маринада почти такой же, как новый!» (отправлено участником Cat_P)
Паяльная латунь: успешное травление
Каратиум и Стерлинг Бэнд Кэтрин Рихерт.
Если ваша латунь не такая медная после травления, «смешайте раствор из двух частей перекиси водорода [с] тремя частями белого уксуса [и] замочите в нем изделие на 20–30 минут, и латунь снова должна стать латунной.Снимает медь с латуни. Не храните это в закрытом контейнере … Возможно, вам придется использовать скраббир, чтобы удалить коричневый гранж ». (Отправлено участником LeeAnne70)
Бронзовая складчатая брошь от Helen Driggs. чтобы избавиться от старого флюса, я его просто кипятил в простой воде, а не в маринаде. Когда вы кладете латунь в большинство солений, вы делаете своего рода золочение с истощением; вместо того, чтобы выводить серебро на поверхность, вы выводите медь на передний план, удаляя цинк с латуни, и это розовый цвет, который вы получаете, поэтому я просто опускаю свою в кипящую воду, чтобы растворить старый флюс. “(отправлено участником BogIron)
“(отправлено участником BogIron)
Спасибо всем этим участникам и экспертам за то, что они поделились своим опытом и советами на форумах Interweave по изготовлению ювелирных изделий! Вы также можете узнать больше о пайке меди и латуни от Лекси Эриксон.
ОБНОВЛЕНИЕ ЛАТУНИ ПРИ ПАЙКЕ
образование … веселье … алоха
Звоните прямо! (регистрация не требуется)
—–2003
ПРИ ПАЙКЕ ЛАТУНИ .032 НА ЛАТУНЬ .032 ИСПОЛЬЗОВАНИЕМ ПРИПИВАЮЩЕЙ СЕРДЕЧНИКИ 60/40 FLUX ВМЕСТЕ С ОСТАВЛЯТЬСЯ ЧИСТЫМ ПРИПИВОЧНЫМ ФЛИСОМ ЯРКАЯ ЛАТУННАЯ ОТДЕЛКА ПОЛУЧАЕТ ОКРАСНУЮ КРАСНУЮ МЕДЬ. МЫ ИСПОЛЬЗУЕМ ВЫСОКОМОЖИМЫЙ ПАЯЛЬНИК.
27 декабря 2008 г.
Похоже, вы сжигаете или травите цинк в сплаве.
Проконсультируйтесь с поставщиком латуни относительно правильного припоя и температуры для пайки этого материала, так как похоже, что он, возможно, становится слишком горячим.
Может помочь защитное покрытие на латуни вокруг стыка, а также теплоотвод ближайшего к стыку металла. Kool Jewel, ювелирный состав для защиты камней и фурнитуры вблизи паяных соединений, является одной из возможностей.
Kool Jewel, ювелирный состав для защиты камней и фурнитуры вблизи паяных соединений, является одной из возможностей.
6 марта 2011 г.
Привет. Я не уверен, практично ли удалять излишки меди, но возможно ли окунуть латунь ярким светом, чтобы вернуть ей красивый цвет. Доступно много типов ярких капель, но наиболее популярными, вероятно, являются запатентованные составы серная кислота + перекись водорода. Я бы посоветовал попросить гальванический цех сделать образец, так как вам не придется изучать все одновременно 🙂
Удачи.
С уважением,
Тед Муни, П.
этот текст заменяется на bannerText
Заявление об ограничении ответственности: невозможно полностью диагностировать проблему отделки или опасности операции с помощью этих страниц. Вся представленная информация предназначена для общего ознакомления и не отражает профессионального мнения или политики работодателя автора. Интернет в основном анонимный и непроверенный; некоторые имена могут быть вымышленными, а некоторые рекомендации могут быть вредными.
Интернет в основном анонимный и непроверенный; некоторые имена могут быть вымышленными, а некоторые рекомендации могут быть вредными.
Если вы ищете продукт или услугу, связанную с отделкой металлов, посетите следующие каталоги:
О нас / Контакты – Политика конфиденциальности – © 1995-2021 finish.com, Pine Beach, New Jersey, USA
Советы по пайке меди или латуни Сантехника
Считаете ли вы себя мастером по работе или любителем своими руками? Тогда вы не прочь починить мелкие проблемы с водопроводом, когда они возникнут, и это здорово.
Если вы планируете выполнять какие-либо проекты, связанные с металлической сантехникой (трубы и фитинги), вам нужно знать, как паять.В отличие от пластиковых труб, таких как ПВХ, которые можно склеивать, металлические трубы нуждаются в прочном соединении.
Что такое пайка?
Пайка – это процесс соединения двух металлических деталей. В сантехнике это делается для создания постоянного водонепроницаемого уплотнения между трубой и фитингом. Его можно использовать для ремонта трубы, установки новой арматуры и многих других целей.
Его можно использовать для ремонта трубы, установки новой арматуры и многих других целей.
В процессе пайки используется горелка (обычно с пропаном) и припойная проволока. Проволока помещается там, где встречаются труба и фитинг, и тепло горелки используется для плавления проволоки, так что образуется прочное соединение.
Пайка меди и латуни
Если вы собираетесь заняться водопроводным проектом, требующим пайки, вы должны знать, что процесс может варьироваться в зависимости от материалов, с которыми вы работаете. Когда дело доходит до сантехники, два наиболее распространенных металла – это медь и латунь.
Медь обычно используется в трубах, потому что с ней легко работать и она устойчива к коррозии. С другой стороны, многие фитинги изготавливаются из латуни для большей прочности и меньшей стоимости. Также можно найти медную фурнитуру.Поэтому важно знать, какой материал вы используете, потому что он повлияет на способ пайки соединений.
Общая техника пайки очень похожа. Независимо от того, работаете ли вы с медной или латунной сантехникой, вот общие шаги, которые вы должны выполнить:
Независимо от того, работаете ли вы с медной или латунной сантехникой, вот общие шаги, которые вы должны выполнить:
- Очистите конец трубы
- Используйте инструмент для удаления заусенцев для создания гладких краев
- Используйте кисть для нанесения флюс к концу трубы
- Наденьте фитинг на трубу
- Предварительно нагрейте или протрите фитинг
- Нанесите припой и нагрейте горелкой
- Удалите излишки припоя тряпкой
латунь может оказаться более сложной задачей, потребовать дополнительного времени или других инструментов.Вот несколько полезных советов, о которых следует помнить:
- Для латуни требуется более высокий нагрев – некоторые сантехники используют газ MAPP (метилацетилен и пропадиен) вместо пропана по этой причине
- Может потребоваться больше флюса или паяльной пасты
- Убедитесь, что арматурный клапан открыт, чтобы избежать повышения давления, которое может вызвать утечку.

Когда обращаться к специалистам.
Пайка может быть полезным навыком, но это не самый простой процесс DIY в мире.Если вы не уверены или хотите убедиться, что работа сделана правильно с первого раза, вам следует доверять компании Reichelt Plumbing.
Компания Reichelt Plumbing находится в местном владении и управляется более 25 лет и может удовлетворить все ваши потребности в сантехнике в Северо-Западной Индиане. Чтобы записаться на прием, позвоните нам сегодня по телефону 219-322-4906.
Ступени, используемые для пайки латуни
Латунные квадратные трубки и другие латунные детали популярны благодаря своей пластичности, прочности и красоте. Несмотря на все это, все еще есть случаи, когда латунь может повредиться, потрескаться, а иногда даже полностью отломиться.Когда это происходит, некоторые совершают ошибку, сразу заменяя поврежденную деталь и выбрасывая поврежденные детали. Правда в том, что все еще есть способ спаять эти металлические части вместе. Вот краткое руководство по пайке латуни.
Вот краткое руководство по пайке латуни.
Пайка – это в первую очередь получение всех необходимых инструментов и хорошее рабочее место. Соберите следующие материалы:
- Паяльная горелка
- Предпочтительная марка припоя и флюса
- Огненный кирпич
- Молот
- Пинцет
- Напильник металлический
- Части латуни битые
- Шлифовальная тарелка
- Спиртовой тампон
Найдите чистое место, где можно будет безопасно паять.Уберите из помещения все легковоспламеняющиеся и выберите место с хорошей вентиляцией. Небольшой вентилятор также поможет выдувать пары. Вы также можете создать небольшое, но безопасное пространство для пайки из огнеупорных кирпичей, чтобы сдерживать тепло от паяльной лампы.
Шаг 3: Очистка Чем чище латунные детали, тем лучше будут результаты пайки. Подпилите детали, которые нужно припаять, наждачной бумагой или чем-то подобным. Обязательно удалите слой лака, иначе припой не пристанет.После заполнения протрите поверхность спиртом, чтобы удалить все масла и мелкие частицы.
Подпилите детали, которые нужно припаять, наждачной бумагой или чем-то подобным. Обязательно удалите слой лака, иначе припой не пристанет.После заполнения протрите поверхность спиртом, чтобы удалить все масла и мелкие частицы.
Флюс – это прозрачная жидкость, которая идет вместе с припоем для создания более прочной связи. Припой обычно представляет собой круглый провод, поэтому его сложнее закрепить и удержать на месте. Однако растирание материала поможет ему оставаться плоским. Добавьте в припой каплю флюса. Не позволяйте флюсу касаться ваших инструментов, потому что он очень коррозийный.
Шаг 5: НагревУсильте соединение с помощью резака.Подайте равный огонь с обеих сторон, чтобы скрепить кусочки вместе. Непрерывно перемещайте пламя, чтобы тепло распространилось по всей латунной детали. Обратите особое внимание, чтобы избежать перегрева.
Шаг 6: Охлаждение и очистка Перед очисткой дайте вновь припаянным деталям остыть, чтобы они встали должным образом. Высушите и удалите излишки припоя и остаточного флюса. Если вы будете очень осторожны, не должно быть слишком много лишнего.
Высушите и удалите излишки припоя и остаточного флюса. Если вы будете очень осторожны, не должно быть слишком много лишнего.
Сначала будет нелегко паять латунь, но со временем и практикой вы постепенно овладеете техникой и отремонтируете сломанные детали, как профессионал.
Источники:
Краткое руководство по пайке латуни, DavidNeat.Wordpress.com
Работа с латунью, часть 3 – Пайка латуни – Dug’s Tips 15, Cabaret.co.uk
Хорошо …. что я делаю не так ???? Паяльная латунь. – FineScale Modeler
Вы не странный человек, я всегда использовал канифольный припой сердечника для латуни и меди. Флюс уже включен в металл. Тип припоя также является огромным фактором.Используйте припой 60/40 с паяльником мощностью 40–45 Вт. Как Дон сказал передо мной – вы хотите поддерживать чистый металлический наконечник. Как только он станет черным, все кончено! Он отбирает все тепло от заготовки. Вы можете использовать наждачную бумагу зернистостью 220, чтобы удалить ее, чтобы она стала блестящей.
Вы можете использовать наждачную бумагу зернистостью 220, чтобы удалить ее, чтобы она стала блестящей.
Положите утюг на металл достаточно долго, чтобы он стал горячим, затем коснитесь припоем металла, но не железа. Он, конечно, немного попадет на железо, но слишком большое его количество сожжет паяльный флюс и оттянет (оттянет) его от деталей, которые вы хотите соединить.Я даже использую припой для герметизации концов алюминиевых трубок для специальных проектов. Уловка заключается в терпении – его никогда не бывает слишком много! Мне пришлось переделать несколько из них несколько раз, чтобы все получилось правильно! Если ничего не помогает, используйте небольшую каплю суперклея. Это то, что я использую в качестве связующего для трудно соединяемых мелких деталей, от которых требуется ослабить поверхностное натяжение припоя. Паяйте прямо поверх клея, пока он влажный, и вы получите более прочное и эластичное соединение между двумя поверхностями.
Клей действует как катализатор, и – как связующее, вызывающее капиллярное действие, втягивающее в него припой и разрушающее поверхностное натяжение. Это также должно обеспечить более ровный сварной шов между двумя сопрягаемыми поверхностями. Если вы действительно хотите убедиться, что он никогда не сломается, отшлифуйте латунь наждачной бумагой с зернистостью 500 или 600, чтобы поверхность слегка «прикусила», чтобы припой легче прилипал, даже если вам придется использовать клеевой трюк. Только помните, что нельзя вдыхать пары от этого внутрь. Не беспокойтесь о том, что клей попадет на наконечник паяльника, суперклей ненавидит горячие паяльники и имеет тенденцию оставаться на поверхности, на которую он был первоначально нанесен, что должно быть намного холоднее, когда-то спаяны вместе.
Это также должно обеспечить более ровный сварной шов между двумя сопрягаемыми поверхностями. Если вы действительно хотите убедиться, что он никогда не сломается, отшлифуйте латунь наждачной бумагой с зернистостью 500 или 600, чтобы поверхность слегка «прикусила», чтобы припой легче прилипал, даже если вам придется использовать клеевой трюк. Только помните, что нельзя вдыхать пары от этого внутрь. Не беспокойтесь о том, что клей попадет на наконечник паяльника, суперклей ненавидит горячие паяльники и имеет тенденцию оставаться на поверхности, на которую он был первоначально нанесен, что должно быть намного холоднее, когда-то спаяны вместе.
~ Кобра Крис
.