Диодный лазер для резки фанеры – Страница 2 – Твердотельне лазеры
Диод очень не любит перегрев, и если его долго непрерывно гонять, то как раз тот самый перегрев и происходит, добавки в переходе при высокой температуре начинают дрейфовать по кристаллу, переход увеличивается, мощность падает.
Вы мне, инженеру – микроэлектронщику, работавшему на заводе, где были разработаны и налажен выпуск в начале 80-х годах ИЛПН-102. ИЛПН-103, ИЛПН-205 и ИЛПН-207 – лазерные диоды на арсенид-галлиевых – арсенид-алюминиевых гетероструктурах, а у ИЛПН-103 (ИК -излучение) и ИЛПН-207 (видимое излучение) помимо самого лазера еще были и фотодатчик для контроля мощности излучения и элемент Пельте и датчик температуры, дабы изменяя рабочую температуру самого лазера в дапазоне -60 – +60 град. Цельсия изменять длину волны излучения (выпускались эти приборы для ИК-спектрометров) открыли новый механизм деградации лазерных гетеропереходов!!!!!
Тут, как у офицерской дочери, не все так однозначно.
Есть зависимость фокусировки от длины волны. Чем меньше длина волны, тем меньше пятно в которое луч можно сфокусировать. В теории минимальное пятно равно длине волне, однако за счет неидеальной оптики намного больше, но зависимость от длины волны сохраняется. Соответственно и сфокусированная мощность луча на единицу площади будет разная для разных длин волн. На СО лазерах можно выжигать простые печати, но из-за большего минимального пятна более сложные защищенные печати на нем уже не получаются, для диодных лазеров тут уже проблем нет.
 Есть зависимость фокусировки от длины волны. Чем меньше длина волны, тем меньше пятно в которое луч можно сфокусировать. В теории минимальное пятно равно длине волне, однако за счет неидеальной оптики намного больше, но зависимость от длины волны сохраняется. Соответственно и сфокусированная мощность луча на единицу площади будет разная для разных длин волн. На СО лазерах можно выжигать простые печати, но из-за большего минимального пятна более сложные защищенные печати на нем уже не получаются, для диодных лазеров тут уже проблем нет.
Есть зависимость фокусировки от длины волны. Чем меньше длина волны, тем меньше пятно в которое луч можно сфокусировать. В теории минимальное пятно равно длине волне, однако за счет неидеальной оптики намного больше, но зависимость от длины волны сохраняется. Соответственно и сфокусированная мощность луча на единицу площади будет разная для разных длин волн. На СО лазерах можно выжигать простые печати, но из-за большего минимального пятна более сложные защищенные печати на нем уже не получаются, для диодных лазеров тут уже проблем нет.С первым утверждением вполне согласен, но далее…. Да, размер сфокусированного пятна при излучении с малой расходимостью можно сфокусировать в точку 5-7 длин волн, но у лазерных диодов, в отличии от углекислотников, классических твердотельников и волоконников расходимость ну просто никакая… Да, на углекислотниках с их длиной волны 10мкм получить гербовую печать принципиально невозможно (по ГОСТ-у техпроцесс изготовления гербовых печатей должен обеспечивать разрешение не менее 800линий на мм или 2000линий на дюйм) – пробовал и даже удавалось получить и прямой и вывернутый шрифт без засечек размером букв 0.
Насколько я знаю, 40 Вт СО лазера недостаточно для гравировки стали, мой диодный гравирует без чернения поверхности. При этом, это не изменение цвета поверхности за счет оседания на ней запекшегося чернения, а довольно заметное удаление тонкого поверхностного слоя. Под действием температуры выгорает углерод, а железо окисляется, образуя тот самый темный нагар.
Углекислотник 40Вт НЕ будет гравировать по стали, как и 100Вт, т.к. с учетом почти полного отражения он НЕ может создать такую плотность поглощенной энергии на поверхности материала, которая сможет создать на ней дефект, но достаточно нанести поглотитель излучения, как уже можно получить и на металле дефекты. .. Вот фото ножа, на котором лет десять назад 70Вт лазером гравировал с помощью пасты КТП-8:
.. Вот фото ножа, на котором лет десять назад 70Вт лазером гравировал с помощью пасты КТП-8:
Тогда же и гравировку на лезвии сделал – нож в активном пользовании, надпись не осыпалась, т.к. она в поверхности металла….
А вот гравировка на другом ноже 50Вт сканаторным YAG-лазером на рабочем токе 10А (т.е. менее 30% от полной мощности, т.е. порядка 15Вт), но здесь гравировка происходит за счет импульсного режима работы с Q-импульсами, когда набираемая мощность выдается в очень короткий Q-импульс, несущий большую плотность энергии. Если перевест этот лазер в непрерывное излучение, то даже на максимальной мощности он не будет оставлять никаких следов, а будет просто греть металл. А в импульсном режиме каждый импульс прожигает небольшого диаметра достаточно глубокие отверстия, из-за чего обеспечивается стойкость изображения:
https://ipood.ru/image/4i6q
На втором видна структура поверхности после луча.

Если ваш лазер выдает такое пятно, то, боюсь, вам гербовая печать не светит… И, глядя на этот снимок, подозрение, что лазер работает в импульсном режиме… Или я ошибаюсь?
Пример гравировки по штемпельной резине
https://ipood.ru/image/4JDN
Такое я и на 70Вт углекислотнике делал, при том на достаточно мерзком по механике…
на более качественном углекислотнике и на сканаторнике фотки есть в архиве, но искать их проблемно, т.к. переболел такими экспериментами более 10 лет назад, а эта фотка была среди моих фоток на форуме…
Сообщение отредактировал 3D-BiG: 14 Апрель 2021 – 10:03
Параметры лазерной резки • reklamont.ru
| Материал | Толщина, мм | Скорость, мм/сек | Мощность, % от мощности трубки | Примечание |
|---|---|---|---|---|
Ткань (синтетика, натур. ), кожзам ), кожзам | до 1,5мм | 60-80 | 10-30 | Мощность зависит от плотности ткани |
| Бумага, картон | до 1мм | 60-80 | 10-20 | |
| 2мм | 60-80 | 20-30 | ||
| 3мм | 60 | 40 | ||
| Гофрокартон | 1-4мм | 60 | 40 | |
| Кожа, натуральная | 0,5-1мм | 50 | 50 | При толщине более 1,5мм., заметна не большая деформация края |
| до 1,5мм | 40 | 65 | ||
| Резина, силикон | 2-3мм | 10-15 | 90 | |
| Акрил | 1,5-2мм | 35-40 | 80 | |
| 3мм | 25 | 90 | ||
| 4мм | 18 | 93 | ||
| 6мм | 14 | 93 | Рекомендуется использование длиннофокусной линзы | |
| 8мм | 9 | 93 | ||
| 10мм | 5 | 93 | ||
| ПЭТ | 0,5-1,5мм | 60 | 40 | Лучше изготавливать на фрезере |
| Полистирол | 2мм | 16 | 93 | Материал текуч |
| Поликарбонат | 3мм | 10 | 93 | больше 3 мм резать возможно с компрессором не менее 2. 2 kW 2 kW |
| Полипропилен | 2мм | 13 | 80 | Материал текуч |
| Пенопласт, пеноплекс, пеноплистирол | 10-100мм | 15-20 | 10-35 | Рекомендуется использование длиннофокусной линзы |
| ПВХ, линолеум | Запрещен к резке (выделение хлора при резке) | |||
| Фторопласт | Высокотоксичные выделения при резке | |||
| Фанера | 3мм | 40 | 60 | Значения даны для фанеры из березы, сорт 2/2. Чем хуже сорт — тем ниже будет скорость. |
| 4мм | 30 | 70 | ||
| 6мм | 22 | 90 | ||
| 8мм | 16 | 90 | ||
| Дерево (массив) | 3мм | 40 | 60 | Порода дерева — береза. Чем более смолистая порода — тем хуже будет резка. Свыше 8 мм. требуется подключение компрессора не менее 2.2 kW Свыше 8 мм. требуется подключение компрессора не менее 2.2 kW |
| 4мм | 50 | 70 | ||
| 8мм | 30 | 85 | ||
| 16мм | 10 | 85 | ||
| ДВП, в т.ч. МДФ | 3мм | 12 | 85 | |
Гравировка
| Материал | Толщина, мм | Скорость, мм/сек | Мощность, % от мощности трубки | Примечание |
|---|---|---|---|---|
| Ткань (Джинса, кожзам) | 250-300 | 6 | Чем мельче детали — тем меньше скорость | |
| Кожа | 250 | 14 | ||
| Картон, микрогофрокартон | 250 | 10 | ||
| Резина (гравировка печатей) | 250 | 28 | ||
| Акрил | 200 | 14 | ||
| ПЭТ | 200 | 11 | ||
| Двухслойный Полистирол | 200 | 12 | ||
| Дерево, фанера | 250 | 14 | ||
| Камень, стекло, зеркало, керамика | 300 | 15 | ||
| Окрашенный металл | 250 | 14 |
Не рекомендуется ставить параметр «Мощность» выше 85. Крайне не рекомендуется выше 95. Это ускоряет износ и уменьшает ресурс лазерной трубки.
Крайне не рекомендуется выше 95. Это ускоряет износ и уменьшает ресурс лазерной трубки.
Возможности лазерной резки фанеры, используемые методы и способы
Возможности лазерной резки фанеры, используемые методы и способы
Фанеру заслуженно считают одним из наиболее применяемых материалов в строительстве и мебельной промышленности. Использование современных материалов и технологий фанеры придают ей уникальные свойства, о которых ранее никто не мог даже мечтать: она имеет отличный дизайнерский вид, ее физические свойства намного превосходят свойства натуральной древесины, а по цене она становится доступной для всех застройщиков.
Лазерная технология резки фанеры существенно расширила возможности использования фанеры в мебельной промышленности и декорировании помещений. Сегодня создаются изделия с очень сложными контурами и узорами. Ранее для изготовления таких узоров приходилось терять многие месяцы напряженного ручного труда. Лазерная резка позволяет:
- Минимизировать отходы материалов. Мы имеем в виду не только уменьшение отходов за счет уменьшения ширины резания, но и за счет оптимального составления плана выкройки компьютерными программами. Кроме того, количество отходов существенно уменьшается за счет полного отсутствия брака.
 Мы имеем в виду не только уменьшение отходов за счет уменьшения ширины резания, но и за счет оптимального составления плана выкройки компьютерными программами. Кроме того, количество отходов существенно уменьшается за счет полного отсутствия брака.
Мы имеем в виду не только уменьшение отходов за счет уменьшения ширины резания, но и за счет оптимального составления плана выкройки компьютерными программами. Кроме того, количество отходов существенно уменьшается за счет полного отсутствия брака.Ускорить сборку декоративных и мебельных конструкций. Лазерный срез не требует последующей обработки, его не нужно шлифовать и прокрывать лаком. Все механические способы резания фанеры обязательно образуют сколы на краях поверхности среза, одни инструменты делают сколов больше, другие меньше. Сделать сколы невидимыми – большая проблема финишной обработки деталей, требуется довольно много времени и усилий. Во время лазерной резки фанеры сколы полностью отсутствуют.
Элементы мебели |
- Возможно вырезание декоративных элементов с многочисленной мелкой детализацией. Расстояние между параллельными проходами лазерного луча исчисляется миллиметрами, при этом целостность тонкого перешейка не нарушается.
Декоративная решетка |
- Формат листов фанеры почти не ограничивается по линейным размерам, на лазерных станках можно разрезать листы фанеры от нескольких сантиметров до нескольких метров.
- Возможность изготовления различной сувенирной продукции. Причем, существуют модели лазерных станков, которые можно приобретать для личного пользования, они не очень дорогие по цене, а технические характеристики вполне удовлетворительны.
Сувенирная шкатулка |
- Возможность изготовления широкого спектра рекламной продукции. Это могут быть большие рекламные щиты или совсем маленькие рекламные изделия в виде приятных сувениров.
- Изготовление шаблонов и лекал. Очень важный момент для тех, кто еще не имеет возможности приобрести лазерный станок в индивидуальное пользование, но уже занимается изготовлением авторской мебели или авторских декоративных элементов.

Особенности резки фанеры с учетом ее марок
От чего зависит внешний вид среза фанеры? Следует принимать во внимание несколько факторов.
- Сорт древесины, из которого изготовлен шпон. Как вам известно, от вида древесины зависит ее плотность, а плотность оказывает непосредственное влияние на оптимальную температуру и скорость движения лазерного луча. Чем медленнее движется лазерный луч, тем в меньшей степени подгорают края среза, тем поверхность боковин светлее, и наоборот. Фанера из лиственных пород имеет большую плотность, это значит, что режется она тяжелее, линия среза будет темнее. Для некоторых очень твердых пород древесины нужно подбирать такие режимы резания, что даже на удалении в несколько миллиметров от края среза фанера перегревается и изменяет свой цвет.
- От используемого клея во время производства фанеры. Фанера марки ФСФ режется несколько хуже, чем фанера марки ФК, это объясняется физическими характеристиками используемого клея во время производства.
- От толщины фанеры. Оптимальная толщина фанеры для резания не должна превышать десяти миллиметров. Для более толстых заготовок приходится уменьшать скорость резания, а это вызывает перегрев кромок и их обугливание.
- От модели лазерного оборудования. Чтобы снизить степень обугливания кромок производители станков идут двумя путями. Первый путь – пытаются погасить процессы обугливания за счет недопущения к месту резания кислорода. Во время работы место резания постоянно находится в среде углекислого газа. Второй путь – за счет принудительного понижения температуры кромок. Устанавливаются довольно мощные вентиляторы, подающие воздух и охлаждающие в принудительном порядке место резания фанеры. Кстати, вместо вентиляторов теперь устанавливают всасывающие устройства, которые выполняют сразу две функции: охлаждают место резания за счет создания мощного притока воздуха и одновременно удаляют дым.

Виды лазерного оборудования
Сегодня наибольшее распространение получили два вида лазерных станков. Мы, конечно, рассматриваем только станки, применяемые для производства товаров широкого потребления, не затрагиваем сектор тяжелого машиностроения, военной промышленности и медицины.
- Лазерные станки, которые используют для создания луча СО2. Относятся к классу маломощных, главным образом используются для гравировки или резки материалов с невысокой плотностью и небольшой толщины. По отношению цены к качеству имеют неплохие показатели, довольно широко применяются небольшими коммерческими компаниями для выполнения разовых заказов небольшими партиями.
- Твердотельные лазеры, для создания луча используют специально выращенные кристаллы. Имеют большую мощность лазерного луча, универсального применения. Такое оборудование может применяться для резания более твердых материалов, вплоть до нержавеющей стали улучшенного качества. Но и с разрезанием мягких материалов справляются отлично.

Все современные лазерные станки промышленного производства имеют автономные системы удаления дыма и охлаждения места резания. Технические характеристики станков во многом зависят от используемого программного обеспечения и электронного управления.
Рекомендуем посмотреть:
Лазерная резка фанеры в Челябинске
Лазерная резка фанеры и дерева сейчас стала очень популярным направлением, т.к. с ее помощью возможно изготовление фигурных изделий любой формы и сложности. Также при лазерной резке не осуществляется механического воздействия на материал, что позволяет избежать появления сколов, ворсинок по периметру резки. Лазерный луч позволяет вырезать из фанеры и дерева изделия размером в несколько миллиметров, сложной геометрической формы. Максимальная толщина фанерного листа для лазерной резки – 10 мм.
Лазерная резка фанеры и дерева широко применяется в различных видах деятельности:
- в рекламной деятельности: изготовление вывесок, табличек, бирок, номерков, подарочные коробки;
- в интерьерном оформлении: буквы и бутафория для свадебной и семеной фотосессии, подставки для бокалов, фирменные разделочные доски, интерьерные вывески;
- в цветочных и кондитерских мастерских: поздравительные топперы, визитки, тортовницы, подложки под торты с фирменным логотипом, коробки под конфеты и пр.

ЦЕНЫ НА ЛАЗЕРНЫЙ РАСКРОЙ ЛИСТОВЫХ МАТЕРИАЛОВ*
Неметаллические материалы: акриловое стекло (оргалит, плексиглаз, оргстекло…), бумага, картон***, деревянный шпон, кожа, ткань, кожкартон **….
Материал / пог. метр реза | До 10 пог.м | 11-50 | 51-100 | Свыше 100 |
Акрил до 2 мм | 80 | 25 | 19 | 15 |
Акрил 3 мм | 85 | 32 | 24 | 19 |
Акрил 6 мм | 140 | 60 | 48 | Договор |
Акрил 10 мм | 190 | 130 | 95 | Договор |
Акрил 12-30 мм | Договор | |||
Бумага, картон, ткань*** | 20 | 18 | 15 | 12 |
Деревянный шпон | 65 | 40 | Договор | |
Кожа (натуральная, искусственная) | 30 | 18 | Договор | |
ДСП | 35 | 30 | 25 | Договор |
Фанера 5-7 мм | 60 | 55 | 50 | Договор |
Фанера 8-10 мм, МДФ | 80 | 75 | 70 | Договор |
Поролон**** | 25 | 20 | 15 | Договор |
* Запрашивайте требования к файлам для лазерной резки
** ПВХ-пластик, полистирол, композиционные материалы типа текстолита, стеклопластика – к резке не принимаются!
*** Картон с ламинированным покрытием – расчет индивидуально, после тестового реза
**** Толщиной до 10 мм, бОльшая толщина – цена по запросу
Идея для бизнеса-сувениры из фанеры лазером.

Сувенирные изделия, выполненные с использованием лазерных технологий, появились на рынке сравнительно недавно и за короткое время создали отдельное направление в сувенирной индустрии.
Рынок предлагает потребителю товары, выполненные из разных материалов и различного назначения: промо-сувениры, игрушки, кухонную утварь, предметы интерьера, вещи с индивидуальным дизайном. Новые лазерные технологии: гравировка по металлу, дереву, стеклу позволяют создавать продукцию для самых разных сфер применения.
В этой статье мы рассмотрим применение лазеров при работе с фанерой.
Какие преимущества дает применение лазеров при работе с фанерой?
Лазерная резка фанеры обеспечивает максимальную точность переноса заданного изображения на поверхность материала. Применение лазера отличается от фрезерования более качественной кромкой разреза, не требующей дальнейшей обработки. Сфокусированный луч лазера вырезает миллиметровые элементы узора с сохранением размерности заданного элемента, что недоступно фрезе. Использование лазера позволяет экономить материал, так как нет отходов в виде опилок.
Использование лазера позволяет экономить материал, так как нет отходов в виде опилок.
Область применения данной технологии:
— Сувенирная и рекламная продукция. Обширный ассортимент изделий от брелоков до дизайнерской упаковки товаров.
— Производство мебели и декоративных элементов интерьера. Использование лазерной резки позволяет изготовить изделия с высокой детализацией, недоступной при применении металлического резца или фрезы.
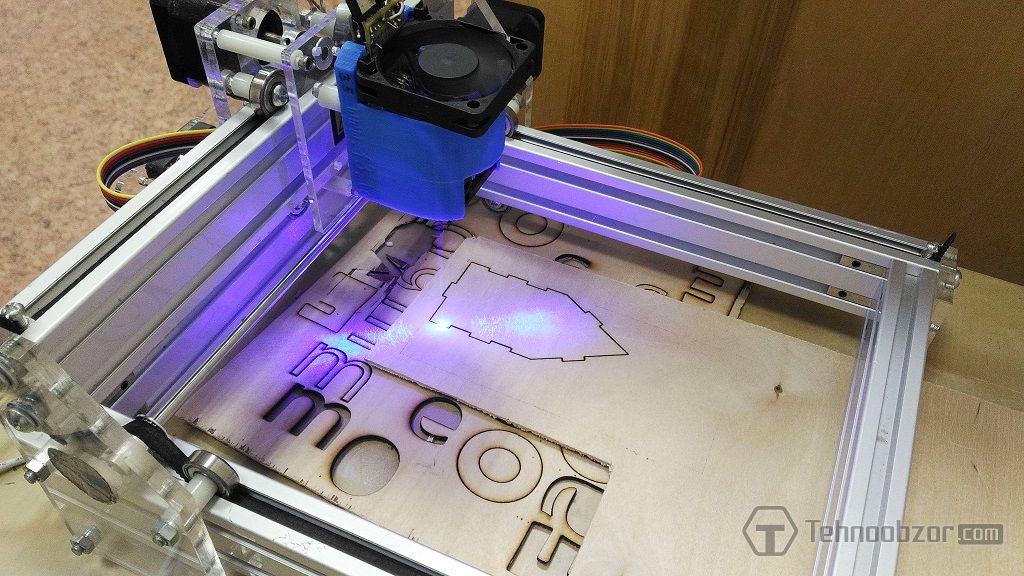
Для понимания технологического процесса лазерной резки фанеры специалисты Endurance Laser Lab пошагово проиллюстрируют все этапы изготовления сувенирного изделия из фанеры. Сегодня мы будем вырезать чайный домик.
Вырезанные лазером заготовки для чайного домика часто продаются в магазинах творчества и рукоделия. Давайте посмотрим, как их делают на оборудовании от компании Endurance!
Чтобы создать готовое изделие, мы проделаем следующие шаги:
- Создадим чертеж чайного домика.
- Подключим лазерный гравер.
- Загрузим чертеж в программное обеспечение для лазерного гравера и установим настройки программы на резку материала.
- Установим материал (лист фанеры) в рабочем поле гравера Endurance Laser Lab.
- Убедимся, что область печати не выходит за пределы фанерного листа.
- Запустим программу резки фанеры.
- Отделим полученные детали от основания и склеим их.

1. Создание чертежа для лазерной резки
Для создания сложных чертежей специалисты лазерной лаборатории Endurance рекомендуют использовать графический редактор CorelDRAW. В случае с чайным домиком мы возьмем готовый чертеж в виде jpg-изображения.
Изначально мы планировали сделать чайный домик, используя лазерный гравер Endurance Makeblock XY 2.0 plotter с широкой рабочей областью 31*39 см. Это позволило бы загрузить чертеж одним файлом и в одно действие изготовить все элементы конструкции.
На момент написания статьи отдел сбыта сообщил, что все граверы модели Makeblock распроданы и для эксперимента нам готовы выдать настольный лазерный гравер Endurance DIY.
Рабочая область данной модели составляет 20*20 см.
Это означало, что мы не сможем уместить все детали нашего домика в рабочей области резака.
Пришлось разрезать чертеж на отдельные детали и вырезать их поочередно.
2. Подключение лазерного гравера
Здесь не возникло никаких проблем. Устройства от Endurance Laser Lab обычно работают без проблем.
3. Загружаем чертеж в программное обеспечение для лазерного гравера и устанавливаем настройки программы на резку материала.
Для работы с лазерным гравером Endurance DIY мы использовали популярную программу CNCC Laseraxe версии 2.53. Это программное обеспечение имеет довольно широкий функционал, при этом является бесплатным. Скачать CNCC Laseraxe вы можете у нас на сайте. Программа не требует инсталляции. Интерфейс на первый взгляд несколько запутанный, но разобраться в программе не займет много времени.
- Запускаем программу и соединяемся с лазерным гравером, нажав кнопку «Connect».

Затем открываем рисунок кнопкой «Open».
- Проводим обработку рисунка, нажав кнопку «PR» и выбрав правый верхний рисунок зайца
- Выставляем значения времени прожига и мощности лазера на максимум. Нажимаем кнопку «Advan».
- В изменившемся окне проверяем установку вертикальных ползунков, которая должна соответствовать картинке: верхний — на «Outline», нижний — на «Path/Speed». После чего создаем g-code, нажав кнопку «Create».
- Программа предлагает перейти на страницу с кодом. Нажимаем «Да».
- Перед отправкой рисунка на выжигание\резку нам нужно проверить правильно ли расположен лазер по отношению к материалу. Ставим галочку в окне «WS». Лазер показывает точку, с которой начнется процесс нанесения гравировки\резки. Размещаем материал в соответствии с точкой лазера и запускаем процесс, нажав кнопку «Run».
Для сквозной прорезки материала требуется запустить лазер несколько раз вручную через кнопку «Run». Чем тверже материал, тем большее число раз нужно запускать процесс. Мы использовали мягкий материал – бальзу для авиамоделей. Для сквозного прорезывания 4 миллиметров бальзы потребовалось 5 запусков лазера.
Чем тверже материал, тем большее число раз нужно запускать процесс. Мы использовали мягкий материал – бальзу для авиамоделей. Для сквозного прорезывания 4 миллиметров бальзы потребовалось 5 запусков лазера.
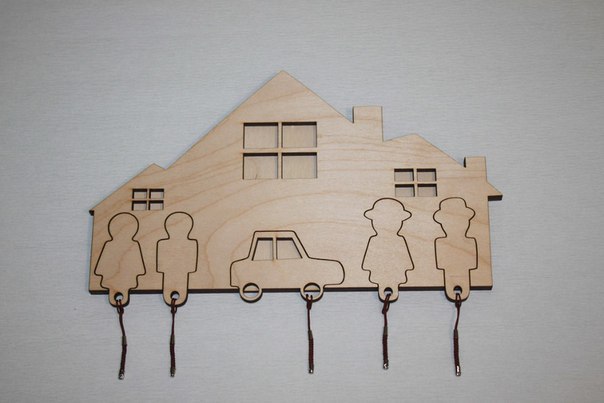
Вот так выглядели изготовленные элементы домика.
А таким домик получился после соединения частей.
Заключение.
Мы продемонстрировали лазерную резку фанеры и пошаговое изготовление сувенира из фанеры при помощи лазеров компании Endurance. Все важные нюансы и тонкости работы с фанерой и настройки лазерной техники невозможно описать в одной статье. Поэтому мы попытались дать информацию о работе с фанерой в самых общих чертах, намеренно не затрагивая вопросы выбора материалов, толщину и тип фанеры, мощность лазеров и т.д. Более детальный анализ работы в этом направлении будет опубликован в отдельных статьях после изучения и проведения практических опытов.
Важное значение этом бизнесе играет реклама. Наиболее эффективный способ привлечения клиентов-это создание сайта и зупуск контекстной рекламы.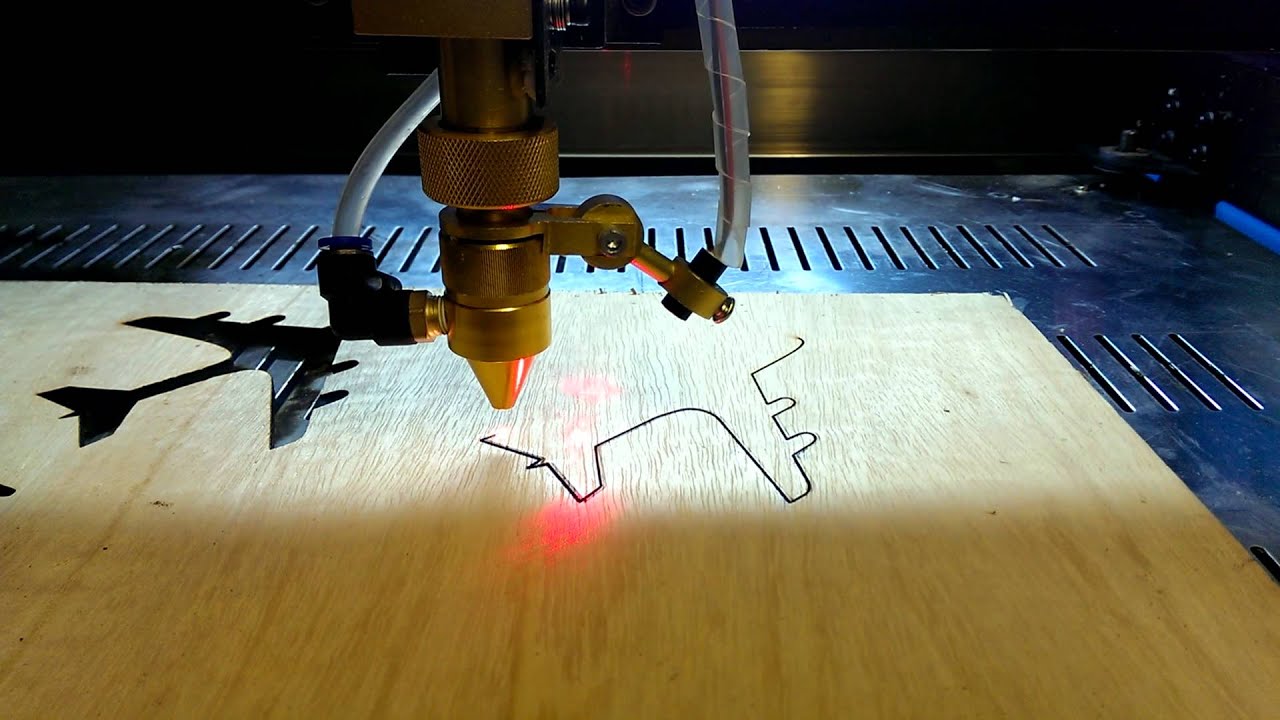 Заказать разработку сайта можно в компании ООО «КипингАЙТИ».
Заказать разработку сайта можно в компании ООО «КипингАЙТИ».
По всем вопросам работы с лазерной техникой вы можете обратиться в наш офис. Там же можно ознакомиться с нашей продукцией и приобрести лазерное оборудование.
Услуги лазерной резки (до 18 x 24 дюймов) – MakerStock
Почему бы нам не сделать резку? Просто загрузите свой дизайн в формате PDF и закажите материал для лазерной резки. Мы обработаем ваш файл на лазерном резаке и отправим его вам. Вы должны приобрести материал с таким же заказом. Мы можем вырезать лазером акрил, бумагу, картон, любые древесные материалы и кожу. Максимальная толщина – 6 мм (1/4 дюйма). Максимальный размер панели, которую мы можем вырезать, составляет 18 на 24 дюйма.Итак, приобретаемый вами материал должен быть меньше 18 на 24 дюйма. Мы просто взимаем фиксированную плату за запуск вашего файла в зависимости от толщины материала.
Точно следуйте этим инструкциям. Мы запустим ваш файл точно в том виде, в котором он был отправлен.
Заказывать материал для резки необходимо одновременно с услугой лазерной резки. (В противном случае мы не знаем, что вырезать.)
Если у вас есть изделия на несколько листов, свяжитесь с нами по адресу [email protected], чтобы обсудить оптовые цены.
Если у вас более одного файла PDF, укажите название, чтобы мы знали, какой файл с каким материалом связан. Например – “1.8 синий акрил.pdf”
Максимальная площадь резки 18 x 24 дюйма.
Ваш файл должен быть PDF-файлом, размер которого должен соответствовать размеру заказанной вами панели – максимум 18 x 24 дюйма.
Мы интерпретируем ваш файл в точности следующим образом:
- Черные линии полностью ОБРЕЗАНЫ. Линии разреза должны иметь толщину 0.001 “(0,072 пункта), иначе они будут проигнорированы. В CorelDraw это называется” тонкой линией “. В Illustrator или других программах для дизайна вы устанавливаете” ширину штриха “равной 0,001” или 0,072 пункта.
- Синие линии ОБРАБОТАНЫ (прорезаны примерно на полпути через материал). Линии с штриховкой должны иметь толщину 0,001 дюйма (0,072 пункта), в противном случае они будут проигнорированы. В CorelDraw это называется “тонкой линией”. В Illustrator или других программах для дизайна вы устанавливаете “ширину штриха” равной 0,001 “или 0,072pt.
- Зеленые области FILL вытравлены / выгравированы. Любое встроенное изображение вытравлено / выгравировано.
- Любые другие цвета ИГНОРИРУЮТ.

Допуски на резку соответствуют обычной практике лазерной резки, как на устройствах Glowforge, Universal или Epilog (обычно +/- 0,005 дюйма).
Лазерный пропил (ширина реза) несколько зависит от материала и толщины, но составляет около 0,009 дюйма (0,22 мм).
Вы можете создать PDF-файл с помощью любого инструмента дизайна, включая Adobe Illustrator, Inkscape или CorelDraw.PowerPoint также может работать. Убедитесь, что ваш «холст» или «страница» имеет правильный размер (максимум 18 x 24 дюйма) и что ваш дизайн полностью находится в области холста.
Убедитесь, что ваш «холст» или «страница» имеет правильный размер (максимум 18 x 24 дюйма) и что ваш дизайн полностью находится в области холста.
ПРИМЕР PDF-файла – MakerStock Lizards
Файлы шаблонов дизайна (это 12×20 дюймов):
Файл EPS
Файл SVG
PDF-файл
На обработку лазерным резаком уйдет 5-7 рабочих дней.
расходных материалов для дизайна и технологий | Лазеры | 3d принтеры
Свойства материала
Пожалуй, наиболее часто используемая древесина для лазерной резки и гравировки.Склеивается клеевой линией MR и в промышленности известна как лазерная фанера.
Не все слои одинаковы или подходят для лазерной обработки. Мы поставляем фанеру из березы, склеенную бесцветной карбамидоформальдегидной адгезивной смолой, модифицированной меламином.
В соответствии со стандартом EN 13986 эмиссия формальдегида соответствует требованиям класса E1 . Метод испытания EN 717 часть 2.
Метод испытания EN 717 часть 2.
Недостатки использования нелазерной пленки
Фанера, продаваемая в большинстве хозяйственных магазинов, не склеена модифицированными клеями, что делает ее склонной к дыму, возгоранию, обугливанию по краям и образованию токсичных паров.Это может вызвать проблемы со здоровьем, безопасностью и окружающей средой, сократить срок службы фильтра, повредить оптику и снизить качество готовой продукции.
Преимущества лазерной пленки Hobarts
- Безопаснее работать.
- Меньше повреждений вашей машины.
- Очиститель – увеличивает срок службы фильтра.
- Лучшее качество продукта – светло-коричневые обрезные края.
- Экономически эффективным.
- Экологически чистый.
- Hobarts ply поступает из правильно обслуживаемых и устойчивых источников.
T Типичное применение
Искусство и скульптура, вывески, изготовление моделей, легкие строительные работы, изготовление мебели и корпусов, торговые витрины.
Внешний вид
Имейте в виду, что это натуральный материал, тон и линия текстуры могут варьироваться от листа к листу. Более тонкие листы также могут деформироваться.
Лазерная резка
Слой березы – это натуральный материал, поэтому во время резки образуются следы ожогов, которые минимизируются с помощью следующих стандартных методов резки.
В нашем ассортименте машин уменьшите PPI (количество импульсов на дюйм) примерно до 300 (частота).
Малярный скотч можно наносить на внешние поверхности
Однако мы находим, что лазерная пленка Hobarts после быстрого протирания «влажной и сухой» бумагой (зернистость 600) оставляет чистую и красиво гладкую поверхность
Обрезанный край
Лазерный слой березы режет со светло-коричневой кромкой, которая из-за более низкой скорости резки тем темнее, чем толще разрезаемый слой.Вы должны отчетливо видеть слои на обрезанной кромке
Деревянные сучки
Иногда твердость узла не позволяет лазеру прорезать весь лист. В этом случае вам может потребоваться немного снизить скорость резки, чтобы полностью прорезать материал.
В этом случае вам может потребоваться немного снизить скорость резки, чтобы полностью прорезать материал.
Растровая и векторная гравюра
Лазерная гравировка Hobarts исключительно хорошо гравирует и маркирует, обеспечивая хорошие результаты как при блочной гравировке, так и при гравировке изображений.Высокая степень детализации может быть воспроизведена с использованием техники векторной маркировки, аналогичной резке, но с гораздо меньшей мощностью и более высокой скоростью.
Глубокая гравировка
Просто снизив скорость растровой гравировки, можно получить глубокую гравировку, например, текста или векторного изображения. Заполните выгравированную область выбранным материалом (хорошо подойдет контрастная шпатлевка для дерева), удалите излишки, и вы получите очень эффективный конечный результат
Дополнительные примечания
Несмотря на то, что наша лазерная пленка специально разработана, по-прежнему необходимо иметь полностью функционирующую, эффективную систему удаления пыли и дыма.
Поскольку это натуральный продукт, цвет / оттенки могут отличаться.Березовая фанера склонна к изгибу / скручиванию, и во многих случаях ее необходимо приклеивать к лазерной платформе. Чем тоньше лист, тем больше вероятность его скручивания.
Примеры использования нашей лазерной пленки
| Три-самолет Fokker | Петля живая | Фотогравюра |
Хотите сделать модель трехпланетной?
Загрузите вырезанный файл для Corel Draw X6® здесь
Загрузите вырезанный файл для Techsoft 2D Design® здесь
Загрузите вырезанный файл в формате DXF здесь
Получите лазерный слой здесь (600 мм x 300 мм)
Советы по выбору лучшей древесины для проектов лазерной резки
Итак, вы узнали все о лазерных резаках и теперь готовы приступить к своему проекту. Но ждать! Вы еще не выбрали древесину, и, откровенно говоря, вы даже не знаете, с чего начать, когда дело доходит до выбора лучшей древесины для лазерных резаков . Если это звучит знакомо, вы определенно не одиноки, и мы хотим помочь. Мы знаем, что сложно понять, с чего начать, поэтому мы собрали несколько полезных советов, которые помогут вам сделать правильный выбор.
Но ждать! Вы еще не выбрали древесину, и, откровенно говоря, вы даже не знаете, с чего начать, когда дело доходит до выбора лучшей древесины для лазерных резаков . Если это звучит знакомо, вы определенно не одиноки, и мы хотим помочь. Мы знаем, что сложно понять, с чего начать, поэтому мы собрали несколько полезных советов, которые помогут вам сделать правильный выбор.
Проверьте содержание смолы
Содержание смолы или сока в древесине, которую вы выбираете, может существенно повлиять на то, будет ли древесина горит светлее или темнее.Например, если вы ищете более темный ожог, вам следует выбрать древесину с высоким содержанием смолы. И вишня, и ольха – отличный выбор. Но, если вы ищете что-то более легкое, вы можете выбрать дуб.
Узнайте о различиях в типах древесины
При использовании нескольких пород дерева может быть трудно понять различия и то, как каждый из них может повлиять на результат вашего проекта. Вот краткий список пород дерева, которые отлично подойдут, если вы только начинаете заниматься резкой или гравировкой по дереву:
- Мягкая древесина – При использовании более мягких пород древесины, таких как тополь и бальза, древесину можно резать и гравировать быстрее, используя более низкий уровень мощности. Если древесина светлее, то и контраст будет меньше.
- Твердая древесина – Вишня и дуб обычно плотнее других пород дерева и требуют более высоких уровней мощности для гравировки и резки. Однако по сравнению с мягкими породами древесины они более контрастны при гравировании.
- Шпон – Поскольку фанерованная древесина изготавливается с использованием натурального дерева на поверхности, вы можете гравировать ее так же, как и на массивных деревянных панелях.
- Фанера – отличный выбор для многих проектов лазерной резки и гравировки. Фанера бывает самых разных размеров и типов.Однако при выборе фанеры обязательно выберите вариант, специально предназначенный для использования с лазером.
.jpg) Если древесина светлее, то и контраст будет меньше.
Если древесина светлее, то и контраст будет меньше.Проверьте материал перед тем, как начать
Тип и толщина древесины, которую вы режете, могут существенно повлиять на ваш проект. Скорость, мощность и другие параметры лазерного резака также зависят от этих факторов. Поскольку даже мощность вашего лазера и окружающая среда могут повлиять на ваши настройки, вам следует выполнить испытание материалов на куске древесины, прежде чем начать.
Поскольку даже мощность вашего лазера и окружающая среда могут повлиять на ваши настройки, вам следует выполнить испытание материалов на куске древесины, прежде чем начать.
Визуализируйте готовый продукт
После того, как вы выбрали правильный материал, протестировали его, чтобы убедиться, что он принесет ваши идеальные результаты, и у вас есть визуальное представление о том, как вы хотите, чтобы ваш проект выглядел после завершения, вы готовы начать. Независимо от того, являетесь ли вы мастером лазерной резки или начинающим профессионалом, следующие простые советы помогут вам в кратчайшие сроки создать прекрасный шедевр!
Наслаждайтесь успехом
Если вы начинаете свой проект с качественной древесины, ровной и имеющей минимальные дефекты, в конце вы должны получить хороший результат.Помните, какая толщина вам нужна, чтобы добиться желаемого результата. После того, как вы сделаете все надрезы и будете довольны общим видом материала, обязательно используйте тряпку, чтобы аккуратно стереть лишний мусор. Вы также можете сохранить и защитить свое изделие с помощью хорошей отделки.
Вы также можете сохранить и защитить свое изделие с помощью хорошей отделки.
Лучший способ обеспечить успех вашего проекта – это выбрать подходящий станок для лазерной резки с лучшим программным обеспечением для лазерной резки . Если вы хотите гравировать и резать древесину, лазерный резак DigiLab мощностью 40 Вт – лучший выбор.Что-то меньшее может не выполнить работу, а что-то большее обойдется вам гораздо дороже, чем необходимо.
Лазерная резка акрила, дерева и др. • Широкоформатные лазеры • Terrene, Inc.
Terrene, Inc. позаботится о лазерной резке акрила и дерева. Наши промышленные СО2-лазеры могут резать лазером акрил, АБС, другие пластмассы, дерево, бумагу, кожу, липучки и многое другое. В списке материалов ниже приведены примеры того, что мы можем вырезать для вас. В зависимости от материала, мы можем производить лазерную резку нестандартных деталей толщиной до одного дюйма или толщиной бумаги.Мы можем вырезать детали с помощью лазера, соблюдая жесткие допуски по краям, быстро и точно.
В отличие от многих других предприятий, у которых есть возможности для лазерной резки, мы можем вырезать и ваши крупноформатные проекты. Мы способны вырезать лазером акриловые и деревянные листы размером до 4 x 8 футов. Это также позволяет использовать полные листы материала для получения больших объемов и оптимальной урожайности. Это снижает затраты и время цикла.
Детали, вырезанные лазером, практически не требуют последующей обработки. Это контрастирует с деталями, изготовленными с использованием фрезерного станка с ЧПУ или гидроабразивной резки.Например, вырезанный лазером акрил выходит из машины с кромкой, почти отполированной пламенем. Чтобы получить такое же качество кромки с помощью других методов, потребовался бы дорогостоящий и трудоемкий ручной процесс. Кроме того, наши лазеры могут прорезать более точные детали интерьера. Таким образом, лазеры создают более качественные однородные края в труднодоступных местах, будь то маленькие и сложные детали или большие и промышленные.
Наши услуги лазерной резки по индивидуальному заказу используются в различных отраслях Сиэтла и США.Они так же разнообразны, как медицинские, аэрокосмические, военные, объемные буквы, экологическая графика, спортивное снаряжение, рекламная продукция и многие другие, для которых необходимы высококачественные готовые детали. Используя ваш векторный файл или рисунок, наша опытная команда качественно выполнит работу за вас.
Terrene, Inc. может поддерживать как опытные образцы, так и объемы производства. Независимо от объема работы, мы будем поддерживать такое же высокое качество, которого вы можете ожидать от поставщика лазерной резки. Свяжитесь с нами сегодня и расскажите нашим специалистам по изготовлению о вашем следующем проекте.
Настройки лазера
АКРИЛ – гравировка
| Вт | МОЩНОСТЬ% | СКОРОСТЬ (мм / с) | ИНТЕРВАЛ / ЗАЗОР (мм) | ТОЛЩИНА |
|---|---|---|---|---|
| 65 Вт | 25 | 350 | . 065 065 | ЛЮБОЙ |
| 100 Вт | 20 | 350 | .065 | ЛЮБОЙ |
| 150 Вт | 15 | 350 | .065 | ЛЮБОЙ |
АКРИЛ – резка
| Вт | МОЩНОСТЬ% | СКОРОСТЬ (мм / с) | ИНТЕРВАЛ / ЗАЗОР (мм) | ТОЛЩИНА |
|---|---|---|---|---|
| 65 Вт | 80 | 10 | НЕТ | 1/4 “ |
| 100 Вт | 75 | 15 | НЕТ | 1/4 “ |
| 150 Вт | 65 | 20 | НЕТ | 1/4 “ |
Анодированный алюминий – гравировка
| Вт | МОЩНОСТЬ% | СКОРОСТЬ (мм / с) | ИНТЕРВАЛ / ЗАЗОР (мм) | ТОЛЩИНА |
|---|---|---|---|---|
| 65 Вт | 35 | 325 | .065 | ЛЮБОЙ |
| 100 Вт | 20 | 325 | . 065 065 | ЛЮБОЙ |
| 150 Вт | 15 | 325 | .065 | ЛЮБОЙ |
Проба – гравировка
| Вт | МОЩНОСТЬ% | СКОРОСТЬ (мм / с) | ИНТЕРВАЛ / ЗАЗОР (мм) | ТОЛЩИНА |
|---|---|---|---|---|
| 65 Вт | 25 | 350 | .065 | любой |
| 100 Вт | 20 | 350 | .065 | любой |
| 150 Вт | 15 | 350 | .065 | любой |
Бальзовое дерево – резка
| Вт | МОЩНОСТЬ% | СКОРОСТЬ (мм / с) | ИНТЕРВАЛ / ЗАЗОР (мм) | ТОЛЩИНА |
|---|---|---|---|---|
| 65 Вт | 60 | 25 | НЕТ | 1/8 “ |
| 100 Вт | 55 | 25 | НЕТ | 1/8 “ |
| 150 Вт | 40 | 25 | НЕТ | 1/8 “ |
Басовое дерево – гравировка
| Вт | МОЩНОСТЬ% | СКОРОСТЬ (мм / с) | ИНТЕРВАЛ / ЗАЗОР (мм) | ТОЛЩИНА |
|---|---|---|---|---|
| 65 Вт | 35 | 350 | . 065 065 | любой |
| 100 Вт | 25 | 350 | .065 | любой |
| 150 Вт | 20 | 350 | .065 | любой |
Басовое дерево – Резка
| Вт | МОЩНОСТЬ% | СКОРОСТЬ (мм / с) | ИНТЕРВАЛ / ЗАЗОР (мм) | ТОЛЩИНА |
|---|---|---|---|---|
| 65 Вт | 60 | 25 | НЕТ | 1/8 “ |
| 100 Вт | 55 | 25 | НЕТ | 1/8 “ |
| 150 Вт | 40 | 25 | НЕТ | 1/8 “ |
Береза - гравюра
| Вт | МОЩНОСТЬ% | СКОРОСТЬ (мм / с) | ИНТЕРВАЛ / ЗАЗОР (мм) | ТОЛЩИНА |
|---|---|---|---|---|
| 65 Вт | 35 | 350 | .065 | любой |
| 100 Вт | 25 | 350 | . 065 065 | любой |
| 150 Вт | 20 | 350 | .065 | любой |
Древесина береза - распиловка
| Вт | МОЩНОСТЬ% | СКОРОСТЬ (мм / с) | ИНТЕРВАЛ / ЗАЗОР (мм) | ТОЛЩИНА |
|---|---|---|---|---|
| 65 Вт | 80 | 10 | НЕТ | 1/4 “ |
| 100 Вт | 70 | 15 | НЕТ | 1/4 “ |
| 150 Вт | 65 | 20 | НЕТ | 1/4 “ |
Березовая фанера – гравировка
| Вт | МОЩНОСТЬ% | СКОРОСТЬ (мм / с) | ИНТЕРВАЛ / ЗАЗОР (мм) | ТОЛЩИНА |
|---|---|---|---|---|
| 65 Вт | 30 | 350 | .065 | любой |
| 100 Вт | 25 | 350 | .065 | любой |
| 150 Вт | 20 | 350 | . 065 065 | любой |
Фанера березовая – раскрой
| Вт | МОЩНОСТЬ% | СКОРОСТЬ (мм / с) | ИНТЕРВАЛ / ЗАЗОР (мм) | ТОЛЩИНА |
|---|---|---|---|---|
| 65 Вт | 85 | 10 | НЕТ | 1/4 “ |
| 100 Вт | 75 | 15 | НЕТ | 1/4 “ |
| 150 Вт | 70 | 20 | НЕТ | 1/4 “ |
Картон – гравировка
| Вт | МОЩНОСТЬ% | СКОРОСТЬ (мм / с) | ИНТЕРВАЛ / ЗАЗОР (мм) | ТОЛЩИНА |
|---|---|---|---|---|
| 65 Вт | 25 | 350 | .065 | любой |
| 100 Вт | 20 | 350 | .065 | любой |
| 150 Вт | 15 | 350 | .065 | любой |
Картон – раскрой
| Вт | МОЩНОСТЬ% | СКОРОСТЬ (мм / с) | ИНТЕРВАЛ / ЗАЗОР (мм) | ТОЛЩИНА |
|---|---|---|---|---|
| 65 Вт | 70 | 15 | НЕТ | 1/4 “ |
| 100 Вт | 60 | 15 | НЕТ | 1/4 “ |
| 150 Вт | 50 | 15 | НЕТ | 1/4 “ |
Керамика – гравировка
| Вт | МОЩНОСТЬ% | СКОРОСТЬ (мм / с) | ИНТЕРВАЛ / ЗАЗОР (мм) | ТОЛЩИНА |
|---|---|---|---|---|
| 65 Вт | 65 | 350 | . 065 065 | любой |
| 100 Вт | 40 | 350 | .065 | любой |
| 150 Вт | 27 | 350 | .065 | любой |
Стекло – гравировка
| Вт | МОЩНОСТЬ% | СКОРОСТЬ (мм / с) | ИНТЕРВАЛ / ЗАЗОР (мм) | ТОЛЩИНА |
|---|---|---|---|---|
| 65 Вт | 27 | 325 | .065 | любой |
| 100 Вт | 25 | 325 | .065 | любой |
| 150 Вт | 20 | 325 | .065 | любой |
Гранит – гравировка
| Вт | МОЩНОСТЬ% | СКОРОСТЬ (мм / с) | ИНТЕРВАЛ / ЗАЗОР (мм) | ТОЛЩИНА |
|---|---|---|---|---|
| 65 Вт | 40 | 275 | .065 | любой |
| 100 Вт | 25 | 275 | . 065 065 | любой |
| 150 Вт | 18 | 275 | .065 | любой |
Кожа – гравировка
| Вт | МОЩНОСТЬ% | СКОРОСТЬ (мм / с) | ИНТЕРВАЛ / ЗАЗОР (мм) | ТОЛЩИНА |
|---|---|---|---|---|
| 65 Вт | 25 | 350 | .065 | любой |
| 100 Вт | 18 | 350 | .065 | любой |
| 150 Вт | 15 | 350 | .065 | любой |
Кожа – раскрой
| Вт | МОЩНОСТЬ% | СКОРОСТЬ (мм / с) | ИНТЕРВАЛ / ЗАЗОР (мм) | ТОЛЩИНА |
|---|---|---|---|---|
| 65 Вт | 85 | 10 | НЕТ | 1/8 “ |
| 100 Вт | 75 | 12 | НЕТ | 1/8 “ |
| 150 Вт | 70 | 15 | НЕТ | 1/8 “ |
Металл с порошковым покрытием – гравировка
| Вт | МОЩНОСТЬ% | СКОРОСТЬ (мм / с) | ИНТЕРВАЛ / ЗАЗОР (мм) | ТОЛЩИНА |
|---|---|---|---|---|
| 65 Вт | 35 | 325 | . 065 065 | любой |
| 100 Вт | 20 | 325 | .065 | любой |
| 150 Вт | 15 | 325 | .065 | любой |
Зеркало – оборотная сторона; Гравировка
| Вт | МОЩНОСТЬ% | СКОРОСТЬ (мм / с) | ИНТЕРВАЛ / ЗАЗОР (мм) | ТОЛЩИНА |
|---|---|---|---|---|
| 65 Вт | 30 | 325 | .065 | любой |
| 100 Вт | 20 | 325 | .065 | любой |
| 150 Вт | 15 | 325 | .065 | любой |
Бумага – раскрой
| Вт | МОЩНОСТЬ% | СКОРОСТЬ (мм / с) | ИНТЕРВАЛ / ЗАЗОР (мм) | ТОЛЩИНА |
|---|---|---|---|---|
| 65 Вт | 15 | 20 | НЕТ | 1/100 “ |
| 100 Вт | 15 | 25 | НЕТ | 1/100 “ |
| 150 Вт | 15 | 30 | НЕТ | 1/100 “ |
Romark – Разноцветный; Гравировка
| Вт | МОЩНОСТЬ% | СКОРОСТЬ (мм / с) | ИНТЕРВАЛ / ЗАЗОР (мм) | ТОЛЩИНА |
|---|---|---|---|---|
| 65 Вт | 25 | 350 | . 065 065 | любой |
| 100 Вт | 20 | 350 | .065 | любой |
| 150 Вт | 15 | 350 | .065 | любой |
Резина – гравировка
| Вт | МОЩНОСТЬ% | СКОРОСТЬ (мм / с) | ИНТЕРВАЛ / ЗАЗОР (мм) | ТОЛЩИНА |
|---|---|---|---|---|
| 65 Вт | 30 | 350 | .065 | любой |
| 100 Вт | 20 | 350 | .065 | любой |
| 150 Вт | 15 | 350 | .065 | любой |
Резина – резка
| Вт | МОЩНОСТЬ% | СКОРОСТЬ (мм / с) | ИНТЕРВАЛ / ЗАЗОР (мм) | ТОЛЩИНА |
|---|---|---|---|---|
| 65 Вт | 85 | 10 | НЕТ | 1/8 “ |
| 100 Вт | 75 | 12 | НЕТ | 1/8 “ |
| 150 Вт | 70 | 15 | НЕТ | 1/8 “ |
Пена – резка
| Вт | МОЩНОСТЬ% | СКОРОСТЬ (мм / с) | ИНТЕРВАЛ / ЗАЗОР (мм) | ТОЛЩИНА |
|---|---|---|---|---|
| 65 Вт | 60 | 25 | НЕТ | 1/4 “ |
| 100 Вт | 55 | 25 | НЕТ | 1/4 “ |
| 150 Вт | 40 | 25 | НЕТ | 1/4 “ |
Лазерная резка дерева | Фанера, МДФ, Шпонированная, Valchroma
Мы ежедневно вырезаем лазером листы МДФ, фанеры и натурального дерева. У нас есть специально разработанный лазер и устройство для экстракции специально для этой цели, чтобы гарантировать отличное качество резки и безопасную обработку материала.
У нас есть специально разработанный лазер и устройство для экстракции специально для этой цели, чтобы гарантировать отличное качество резки и безопасную обработку материала.
Размер пропила с деревом (в зависимости от используемых материалов) может быть очень тонким. В зависимости от толщины материала древесины мы можем достичь типичного зазора между пропилом от 0,2 до 0,4 мм. Толщина от 0,4 мм до 18 мм
Мы можем перенести сложные рисунки, логотипы и фотографии на дерево с помощью лазерной маркировки-травления, резки и гравировки.Кривые и острые углы можно вырезать лазером с удивительной точностью. Наши лазерные системы обеспечивают скорость, повторяемость и производительность при сложных операциях резки.
Аппликации для резки Декоративные панели Театральные декорации, трафареты, компоненты Знаки рождественских украшений Изготовитель моделей для киностудий
Фанера береза
Режем лист березовой фанеры каждый день лодкой. Ply очень популярен.Размеры от 0,4 мм до 12 мм
Ply очень популярен.Размеры от 0,4 мм до 12 мм
- Фанера идеально подходит для резки и гравировки с помощью лазерной системы
- Гладкие и точные режущие кромки
- Поверхности остаются без трещин и не оставляют следов синяков после зажима
- Высокая повторяемость и точность посадки, например, для интарсий до + – 0,2 мм
МДФ
МДФ, возможно, сегодня является одним из самых универсальных продуктов для лазерной резки.также медит, Valchromat и шпонированный МДФ, s
- Поверхности остаются без трещин и не оставляют следов синяков после зажима
- Гладкие и точные режущие кромки
- Высокая повторяемость и точность
- Свободно выбираемые контуры
- Нет стружки, следовательно, очистка окружения станка не требуется
Пробка
- Лазерная резка очень мелких контуров и внутренних краев практически без радиуса
- Бесконтактная обработка, поэтому материал не подвергается нагрузкам и не повреждается – зажим не требуется.
- Без стружки
МДФ шпонированный
- Чистый и идеальный рез
- Нет стружки, следовательно, очистка окружения станка не требуется
- Лазерная резка очень мелких контуров и внутренних контуров практически без радиуса
Valchromat
- Есть 8 разных цветов и 7 разных толщин.Valchromat допускает любые виды отделки.
- Нанесение глянцевого лака может придать ему современный модный вид, а нанесение масла – немного более традиционный вид.
- Можно получить матовый или вощеный вид, а также огнестойкую и текстурированную отделку.
Лазерная резка / фрезерование морской фанеры с ЧПУ
Привет, У меня есть еще один амбициозный проект на следующее лето.Я проектирую парусную лодку из фанеры, которая будет иметь множество точных стыков (головоломки, суставы пальцев, пазы и т. Д.), Чтобы обеспечить прочность и выравнивание, а также сэкономить время и силы во время строительства. Однако такой выбор конструкции означает, что множество деталей из фанеры будут иметь очень сложные формы и особенности (прорези, вырезы и т. Д.), Которые должны быть очень аккуратно вырезаны, чтобы соответствовать друг другу. Чертеж и резка вручную (даже лобзиком) практически невозможно для достижения необходимой точности.Я думаю о лазерной резке или фрезеровании с ЧПУ.
Однако такой выбор конструкции означает, что множество деталей из фанеры будут иметь очень сложные формы и особенности (прорези, вырезы и т. Д.), Которые должны быть очень аккуратно вырезаны, чтобы соответствовать друг другу. Чертеж и резка вручную (даже лобзиком) практически невозможно для достижения необходимой точности.Я думаю о лазерной резке или фрезеровании с ЧПУ.
Моим первым выбором была бы лазерная резка, потому что она менее ограничена в возможностях (очень маленькие отверстия, внутренние углы 90 ° и т. Д.) И намного дешевле. Я консультировался с различными фирмами по всей моей стране, у которых есть резаки с CO2-лазером и столы, достаточно большие для полноразмерных листов фанеры. Ни у кого из них нет опыта резки морской фанеры, потому что для моей страны это новинка. Однако мне сообщили, что водостойкие клеи, используемые для изготовления морской фанеры, могут плохо работать с лазером и могут гореть.
У меня есть доступ к лазерному резаку мощностью 40 Вт, который может разрезать 9 мм березовой фанеры, но когда я тестировал его с морской фанерой, он едва смог прорезать 4 мм (5/32 дюйма) фанеру окумэ BS1088, которая является что я буду использовать для этой лодки. Этот лазер немного опалил ее, потому что мне пришлось ехать медленно, чтобы вообще прорезать, поэтому я не уверен, что более мощный лазер будет работать лучше. Промышленные лазеры которые я спросил, имеют мощность от 500 до 2500 Вт, поэтому я почти уверен, что они должны прорезать 4-миллиметровый морской слой… Но они все еще могут сжечь его. Или нет.
Этот лазер немного опалил ее, потому что мне пришлось ехать медленно, чтобы вообще прорезать, поэтому я не уверен, что более мощный лазер будет работать лучше. Промышленные лазеры которые я спросил, имеют мощность от 500 до 2500 Вт, поэтому я почти уверен, что они должны прорезать 4-миллиметровый морской слой… Но они все еще могут сжечь его. Или нет.
Итак, был ли у кого-нибудь из вас опыт резки морской фанеры с помощью лазерных резаков? Это вообще выполнимо? На какой результат я могу рассчитывать?
Также, что очень важно, насколько хорошо эпоксидная смола прилипает к кромкам фанеры, обожженным лазером, по сравнению с кромками, обрезанными традиционным способом? Многие мои стыки будут зависеть от прилипания эпоксидной смолы к этим краям и способности герметизировать их от проникновения воды.
Если лазерная резка окажется невозможной или непрактичной, мне придется прибегнуть к фрезерованию с ЧПУ.Я действительно не хочу этого делать, потому что это дорого, имеет ограничения, о которых я упоминал выше, и имеет определенный шанс выйти из строя (мелкие детали отлетают и все портят).