Самодельный станок ЧПУ с углекислотным лазером (CO2)
Благодаря китайским производителям, собрать ЧПУ станок на CO2 лазере не так то уж и сложно, это вполне возможно сделать самостоятельно и почти без всяких специфичных инструментов.
В этой инструкции студент из Германии с ником Vulcaman расскажет и покажет нам, как можно построить собственный станок ЧПУ с углекислотным лазером, менее чем за 1000 евро.
Как нам говорит Википедия: Углекислотный лазер, лазер на углекислом газе (CO2-лазер) — один из первых типов газовых лазеров. На начало XXI века — один из самых мощных лазеров с непрерывным излучением с КПД, достигающим 20 %.
Углекислотный лазер используется для гравировки резины и пластика, резки органического стекла и металлов, сварки металлов, в том числе металлов с очень высокой теплопроводностью, таких как алюминий и латунь.
Инструменты и материалы:
-Различные слесарные инструменты;
-Паяльные принадлежности;
-Акрил;
-Станок-донор K40;
-3D-принтер;
-Станок ЧПУ для резки алюминиевых деталей;
Алюминиевый профиль 5 мм паз I-типа*
810 мм 20×20 мм – 4 шт
460 мм 20×20 мм – 4 шт
205 мм 20×20 мм – 4 шт
695 мм 20×20 мм – 6 шт
790 мм 20×20 мм – 1 шт
669 мм 20×20 мм – 2 шт
63 мм 20×20 мм – 6 шт
50 мм 20×20 мм – 2 шт
83 мм 20×20 мм – 2 шт
370 мм 20x 40 мм – 2 шт
695 мм 20x 40 мм – 1 шт
460 мм 20x 40 мм – 2 шт
Весь профиль приобретался по размерам здесь.
Для получения точных результатов нужен жесткий X / Y-порт. Мастер использовал линейные направляющие MGN9, которые устанавливались на алюминиевые профили. Трансмиссия осуществляется с помощью ремней GT2 10 мм.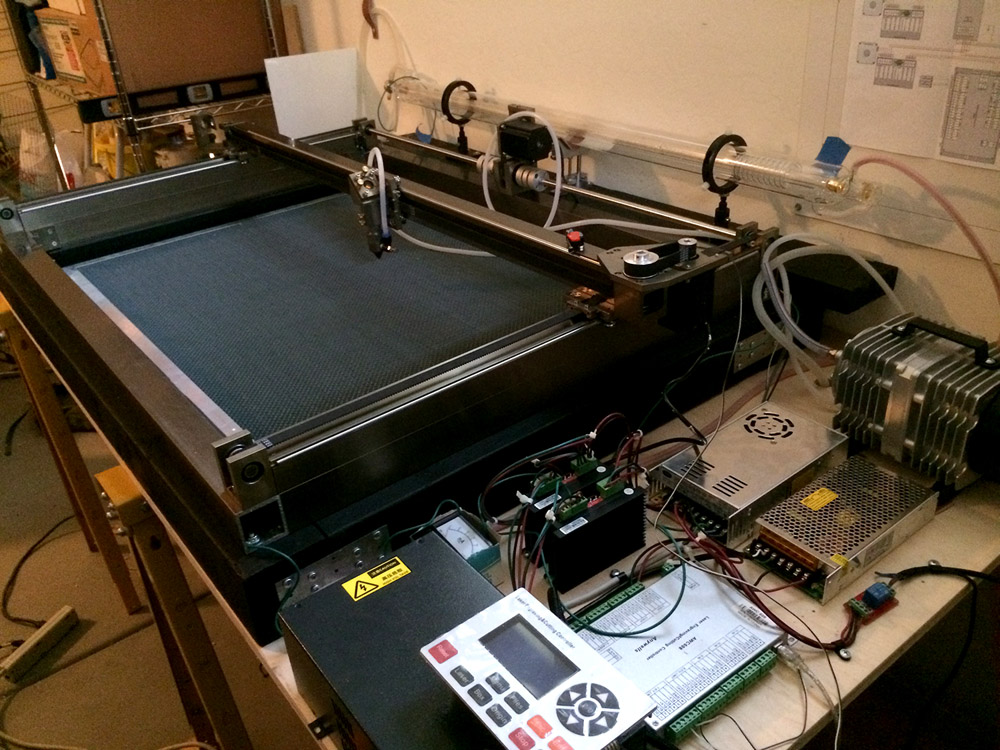
— Линейная направляющая MGN9 350 мм — 2 шт;
— Линейный рельс 650 мм MGN9 1 шт;
— Линейная направляющая MGN9 Н — 5 шт;
— Ремень GT2-10мм 10 м;
— Шкив GT2 20 зубьев Ширина 10 мм Диаметр 5 мм — 1- шт;
— Шкив GT2 без зуба Ширина 10 мм Диаметр 5 мм — 10 шт;
— Шкив 20T 10 мм GT2 — 3 шт;
— Пневматический амортизатор 20N Gasspring — 2 шт;
— Держатель стержня SK12 — 8 шт;
— Подшипник линейный LMK12UU — 4 шт;
— Линейный стержень D12мм x 117 мм — 4 шт;
— Стержень с резьбой M5 100 мм — 2 шт;
Мастер использовал лазерный источник мощностью 40 Вт. Длина трубки 40 Вт составляет всего 700 мм, поэтому она идеально впишется в корпус 810?500 мм. Для фокусирующей линзы вам понадобится тип 12 мм. Крепление лазера также имеет встроенную пневмоподушку.
— Лазерная трубка CO2 40 Вт 700 мм;
— 3 шт 20 мм зеркало + 1 шт 12 мм линза + держатель;
Электроника станка основана на плате Cohension3D Mini.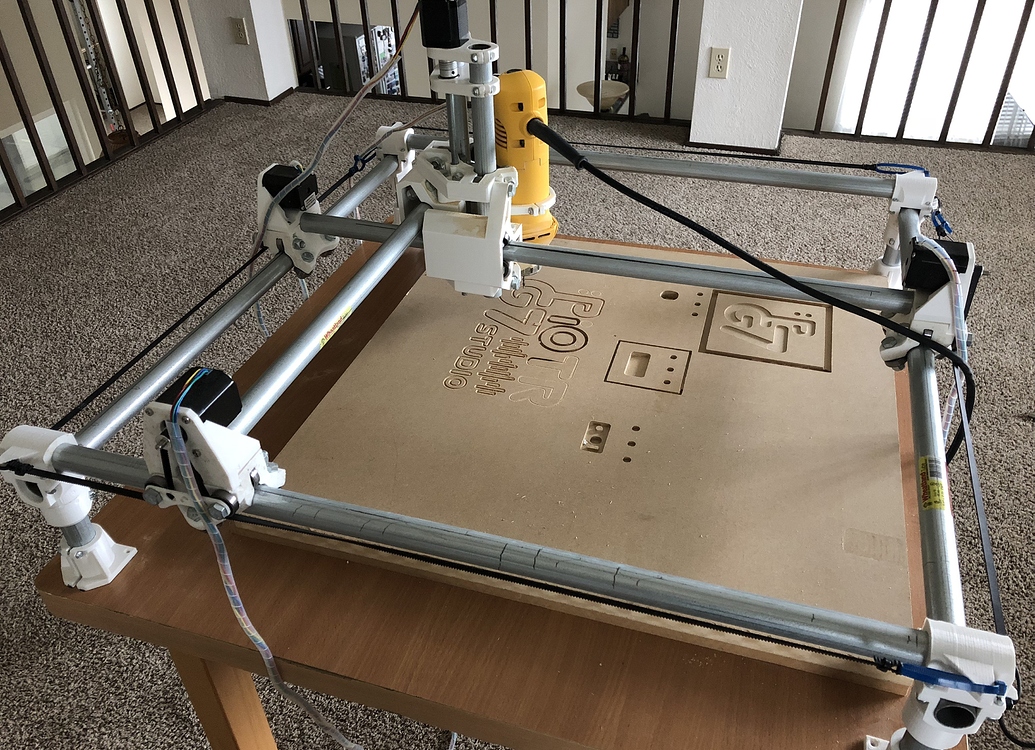
— Блок питания для лазера 40 Вт;
— Электропитание 250 Вт / 48 В;
— Источник питания 24 В / 24 Вт;
— Силовой контактор 24 В;
— Реле PILZ PNOZ X1 — 2 шт;
— Бесконтактный переключатель PILZ PSEN 1.1p-20;
— DIN рейка;
— Драйвер мотора DM556 5,6A — 3 шт;
— Плата контроллера Cohension 3DMini 32Bit;
— Аварийный выключатель;
— OV5648 USB модуль камеры 1080p 120 градусов;
— Распределительный шкаф;
Как сделать лазрный ЧПУ станок своими руками
Шаг первый: технические характеристики и история создания станка
Три года назад студент купил свой первый лазер CO2, K40. Эта машина не совсем оправдала его ожиданий. Он был ограничен в размере гравировки, механические компоненты не очень хорошо сделаны, и работать с таким лазером было небезопасно.
Тогда он решил сделать свой собственный CO2-лазер, обладающий профессиональными возможностями, безопасностью и простотой в эксплуатации.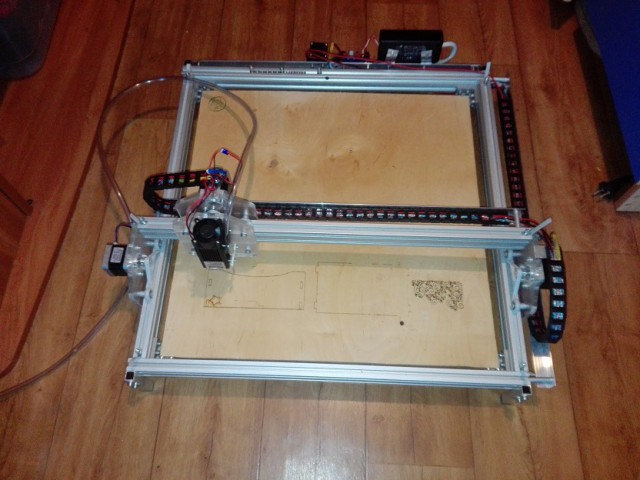 Однако лазер должен иметь такую же площадь основания, что и K40, с учетом установки его в мастерскую площадью 8 м.
Однако лазер должен иметь такую же площадь основания, что и K40, с учетом установки его в мастерскую площадью 8 м.
От идеи до рабочего станка у него ушло четыре месяца.
Дизайн станка R-LASER 6020 с открытым исходным кодом. Таким образом, можно получите все файлы САПР, необходимые для его изготовления бесплатно, исключая коммерческое использование.
Мастер предупреждает: опасно работать с CO2-лазером и сетевым напряжением.
Технические характеристики R-LASER 6020:
– Источник лазера CO2 мощностью 40 Вт
– Рабочая зона: 600×230 мм
– Скорость гравировки: 1000 мм / с
– Регулируемый Z-образный стол
– Поддержка камеры
– Поддержка программного обеспечения Lightburn
– промышленный дизайн
Шаг второй: материалы и чертежи для резки
В процессе изготовления потребуются листы из алюминия, фрезерованные на станке с ЧПУ.
Все критически важные детали, такие как X / Y-портал и все компоненты лазера, были сделаны из алюминия.
Для корпуса он использовал алюминий-дибонд, потому что он полностью блокирует лазер CO2. Даже сфокусированный луч не может прорезать этот материал.
Большинство деталей были вырезаны из алюминия-дибонда толщиной 3 мм окрашенного в белый цвет.
Две боковые панели корпуса были вырезаны из 6 мм листа.
Окно верхней двери выполнено из оргстекла толщиной 6 мм.
Он попытался свести к минимуму использование деталей, напечатанных на 3D-принтере, а где печать была необходима, она выполнялась нитью PLA.
Все файлы для печати, резки можно скачать в конце статьи.
В качестве программного обеспечения используется Lightburn, который будет поддерживать плату Cohension3D Mini Board и многие другие. Это программное обеспечение имеет все функции, необходимые для продуктивной работы с лазерным резаком.
Шаг третий: изготовление рамы
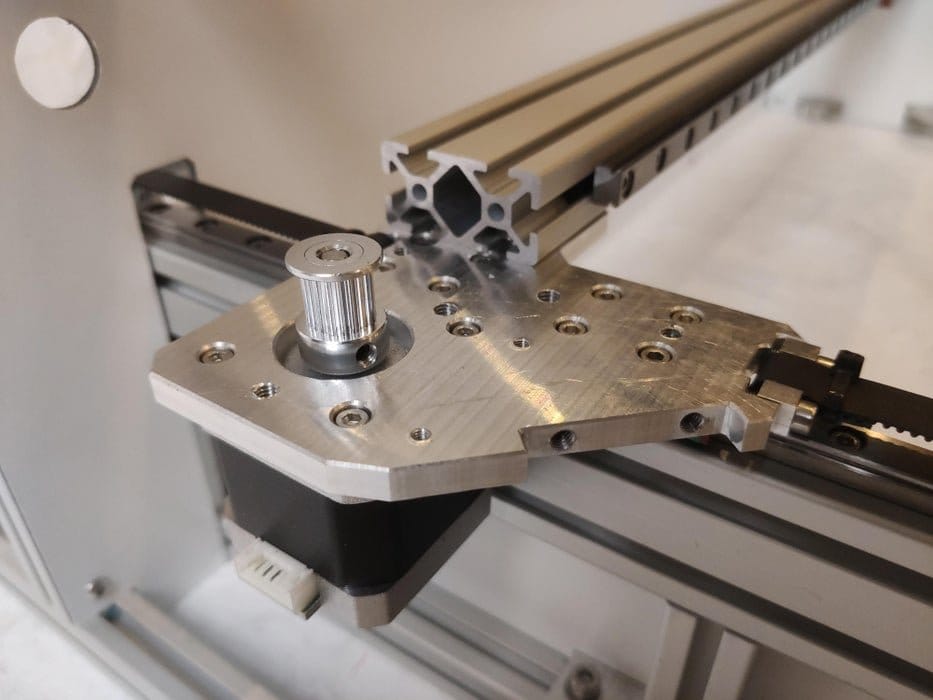
Основная рама изготовлена из алюминиевых профилей. Все крепления шаговых двигателей были вырезаны из алюминия толщиной 4 мм, чтобы обеспечить жесткое соединение между рамой и двигателями, даже когда двигатели нагреваются.
Все крепления шаговых двигателей были вырезаны из алюминия толщиной 4 мм, чтобы обеспечить жесткое соединение между рамой и двигателями, даже когда двигатели нагреваются.
Теперь нужно установить пластины. Пластины имеют вентиляционные отверстия, чтобы отводить дым, образующийся при резке.
Шаг четвертый: установка осей X / Y , двигателей, направляющих
Ось Z реализована с помощью стержней диаметром 12 мм. Для правильного соединения между осью Z и основной рамой мастер использовал стандартные держатели штанги SK12.
После того, как все внутренние алюминиевые пластины установлены, нужно установить шаговые двигатели NEMA17 и шкивы для оси Y. Здесь нужно будет соединить 350-миллиметровую линейную направляющую MGN9 с экструзией 20×40 мм основной рамы.
Теперь нужно соединить ось X с осью Y. Соединение между осями X и Y обеспечивается двумя 6-миллиметровыми алюминиевыми переходными пластинами.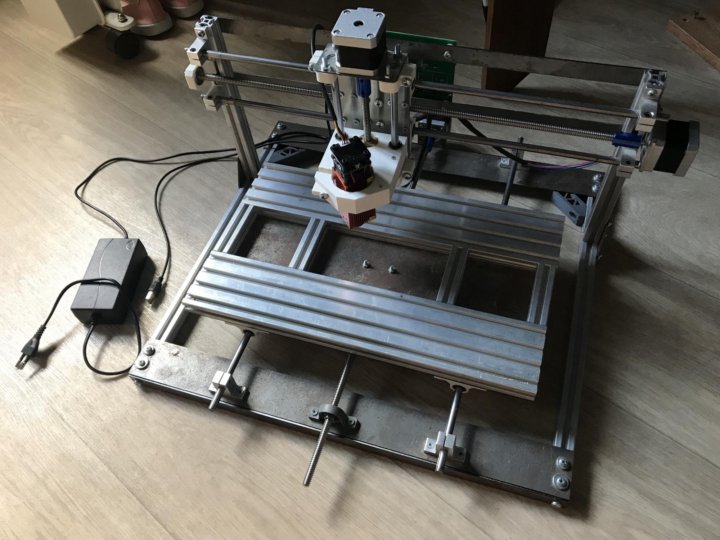
Двигатель оси Х крепится к левой 6-миллиметровой алюминиевой пластине.
Перед тем как установить пластину для оси X, нужно прикрепить к ней все шкивы. Используйте несколько шайб, чтобы обеспечить расстояние 1-2 мм.
Каретка X – ключевой компонент для хорошей гравировки.
Мастер постарался сделать каретку как можно более легкой и жесткой. Она сделана из алюминия толщиной 6 мм.
Теперь вы можете установить направляющие, ремни, проставки для левой и правой стороны оси X.
Шаг пятый: ось Z
В качестве рабочего стола мастер использует алюминиевую пластину Honeycomp 10 мм. Пластина устанавливается на алюминиевую пластину толщиной 4 мм.
Линейные подшипники LMK12UU прикреплены к алюминиевой пластине толщиной 4 мм.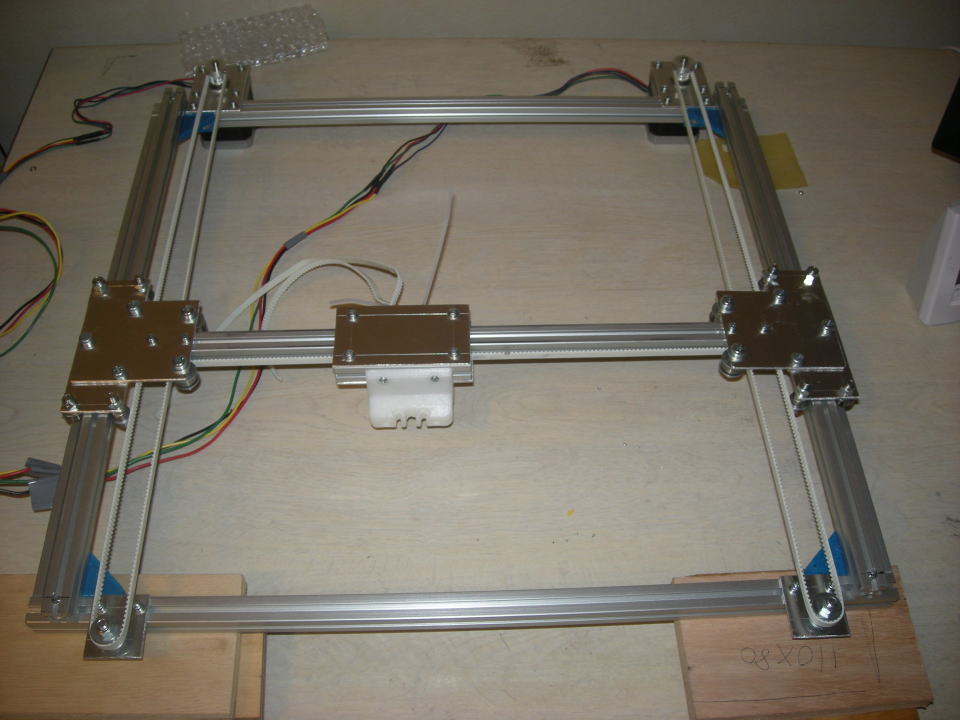
Устанавливает собранный стол на станок.
Шаг шестой: отвод паров
Чтобы отвадить пары, которые образовываются при резке / гравировке, был сделан короб с вентиляционными отверстиями.
Шаг седьмой: верхняя крышка
Для верхней крышки было вырезано окно из оргстекла толщиной 6 мм.
Верхняя дверь сделана из алюминия толщиной 3 мм. Окно идеально устанавливается в него. Петли тоже самодельные из алюминия толщиной 6 мм.
Шаг восьмой: дополнительный корпус
В этом корпусе будут размещаться: силовой шкаф, воздушный клапан, водяное охлаждение, ящики для аксессуаров
Шаг девятый: установка оборудования
Устанавливает шкаф и подводит от него кабеля и трубки.
На крышку устанавливает концевой выключатель. Дверной выключатель – один из ключевых моментов техники безопасности.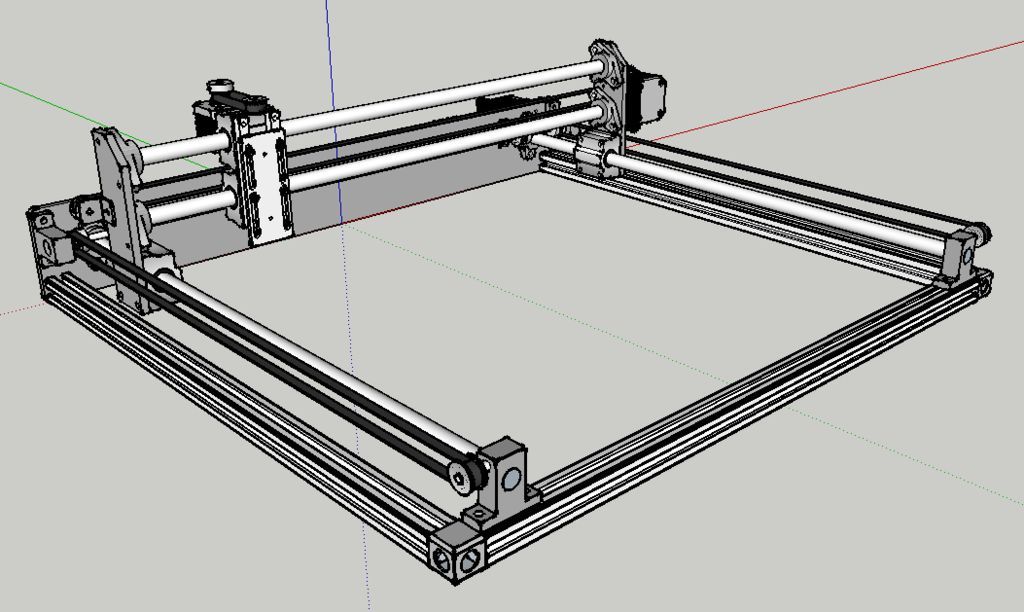 Переключатель будет непосредственно выключать лазер, когда дверь открыта.
Переключатель будет непосредственно выключать лазер, когда дверь открыта.
Для прокладки кабелей устанавливаются кабель-каналы, распечатанные на 3D-принтере.
Шаг десятый: лазерная трубку
Крепление трубки к основной раме осуществляется с помощью алюминиевых пластин толщиной 4 мм.
Шаг одиннадцатый: задняя и боковые панели
Теперь можно установить заднюю панель лазерного резака. На задней панели есть гнездо для электропитания, клемма заземления и алюминиевое крепление для вытяжного вентилятора. Воронка для вытяжного вентилятора подходит к трубке 160 мм.
Левая боковая пластина изготовлена из 6 мм алюминия. В ней устанавливается USB-разъем и быстроразъемное соединение для компрессора.
Правая боковая панель закрывает только механику.
Шаг двенадцатый: электрика
Электрику мастер собирает в силовом шкафу.
Электронику станка можно разделить на разные группы:
1. Цепи безопасности
В цепи есть два реле безопасности PILZ X1. Одно реле используется для аварийного выключения. Если нажать аварийный выключатель, силовой контактор отключит основное напряжение. Другое реле безопасности используется для верхней крышки и отключает лазер, когда дверь открыта.
2. Распределение электроэнергии
Для распределения питания требуемых напряжений для лазера (230 В переменного тока, 24 В постоянного тока, 48 В постоянного тока) были установлены DIN-рейки и клеммные колодки.
3. Драйвер двигателя
Для шаговых двигателей NEMA17 мастер использовал драйверы DM556 5,6A 48V. Благодаря высокому напряжению 48 В удалось достичь высоких скоростей до 1000 мм / с.
4. Источники питания
В качестве источников питания он использовал 48 В 250 Вт для двигателей NEMA17 и стандартный источник питания 40 Вт для лазерной трубки CO2.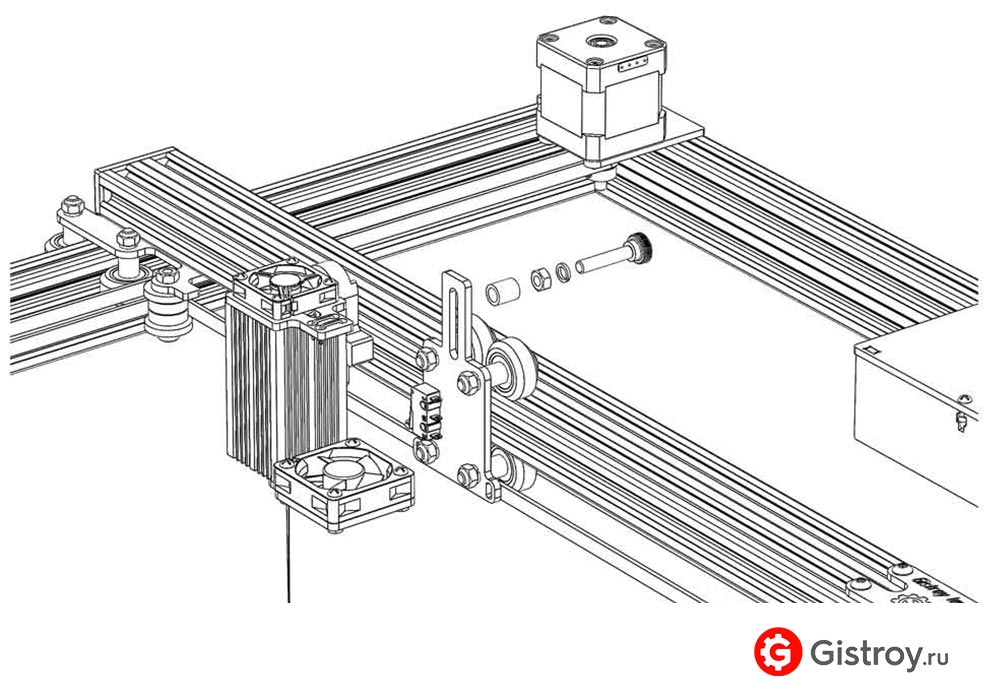 Напряжение 24 В для платы Cohension3D также генерируется источником питания для CO2-лазера.
Напряжение 24 В для платы Cohension3D также генерируется источником питания для CO2-лазера.
5. Cohension3D Mini
В качестве основного контроллера применяется плата Cohension3D Mini от старого лазера K40. Эта плата поддерживает Smoothieware как микропрограммное обеспечение и все функции Lightburn. В дополнение к основному контроллеру мастер также создал специальный контроллер для оси Z.
Шаг тринадцатый: Z-контроллер
Готовый Z-Controller имеет следующие параметры:
– Входное напряжение 24 В
-Рабочее напряжение 3,3 В – 5 В
-Регулируемая частота шага DIP-переключателями от 2,5 до 25 кГц
-STM32-микроконтроллер
Файл для изготовления платы можно скачать в конце статьи.
Детали для платы:
Количество Описание Имя на плате
10x Резистор 1к 0805 R1-R10
3x Резистор 150 Ом 0805 R11-, R12, R13
3x Светодиод Красный 0805 D1, D2, D3
3x AO3400 N-канальный полевой МОП-транзистор Q1, Q2, Q3
2x Конденсатор 100 нФ 0805 C1, C2
1x SN74HC08 ДИП-14 U2
1x SN74HC32 ДИП-14 U3
1x Понижающий модуль (настроен на 5 В) U1
1x STM32F103C8T6 BP1
10x Клеммная колодка 2P 5,08 мм J2-J11
1x 3-позиционный DIP-переключатель SW1
Шаг четырнадцатый: программирование
Для программирования понадобится программатор ST-Link.
1. Загрузите «Утилиту STM32 ST-LINK»: можно скачать программное обеспечение здесь – https://www.st.com/en/development-tools/stsw-link004.html
2. Установите и откройте «Утилиту STM32 ST-LINK»
3. Теперь откройте файл Z-Controller.hex в утилите ST-Link: После этого нужно подключить STM32 «BluePill» к ST-Link-V2. После подключения нажать кнопку «Подключиться к кнопке traget».
Наконец нажмите «Загрузить». Теперь STM32 можно прошить..
Шаг четырнадцатый: камера
Чтобы включить одну из самых крутых функций Lightburn, нужно будет установить камеру и настроить ее, как написано здесь. Тогда можно нанести на карту гравировальное поле с его изображением, и согласовать работу с лазером.
Камера установлена в прорези окна. USB-кабель от камеры прикреплен к алюминиевым профилям верхней дверцы.
Все готово.
Работа самодельного лазерного ЧПУ на CO2
 youtube.com/embed/RPSe8H98MLM” frameborder=”0″ allowfullscreen=””>
youtube.com/embed/RPSe8H98MLM” frameborder=”0″ allowfullscreen=””>
Внимение!: Лазер СО2 мощностью 40 Вт – это не игрушка! Всегда надевайте сертифицированные лазерные очки, когда работаете с ними!
Автор самодельного ЧПУ станка на CO2 лазере использует защитные очики Laservision R02T1D01.
- Чертежи самодельного ЧПУ станка на CO2 лазере здесь.
- Файлы для платы можно скачать тут.
✅ Сборник ВИДЕО инструкций по юстировке лазерного станка, гравера, резака, Чтобы сделать самостоятельно, своими руками
Что такое юстировка лазерного станка с ЧПУ? Это настройка точности передачи лазерного луча в точку реза с помощью корректировки положения зеркал и других элементов лазерного оборудования. Чем точнее будет юстировка, тем качественнее у вас будет лазерная резка и гравировка.
Как отюстировать лазер?
Если у вас есть лишние деньги на юстировку лазерного станка, то вы можете заплатить их нам, и мы точно все настроим так, чтобы зеркала передавали лазерный луч четко по центру и он идеально попадал в середину линзы, сопла, а рез у вас был ровный без скосов, непонятных утолщений, округлений и равномерной глубины. И так будет в любой точке рабочего поля. Стоимость этих настроек, кстати, у нас приемлемая.
Если же вы хотите научиться юстировке лазерного станка с СО2 излучателем самостоятельно, и делать это в последствии, как говорится, своими руками, то мы подготовили для вас доступную инструкцию с понятными шаблонами, которую записали на видео с подробным описанием каждого шага.
Инструкция состоит из 2 частей
- Юстировка полупрофессиональных аппаратов (граверов, резаков) на примере лазерного станка MCLaser 3020 (Китай)
- Юстировка промышленных профессиональных лазерных станков на примере MCLaser 1390 (Китай)
Посмотрев эти учебные пособия, вы узнаете порядок юстировки лазерного станка, поймете, с чего начинать, какое зеркало за что отвечает, на каком этапе настройки их нужно регулировать и почему, какой калибровочный винт нужно подкрутить, чтобы лазерный луч попал в нужную точку, как выравнивать лазерную трубку, а также другую информацию по юстировке лазерного станка, гравера или резака.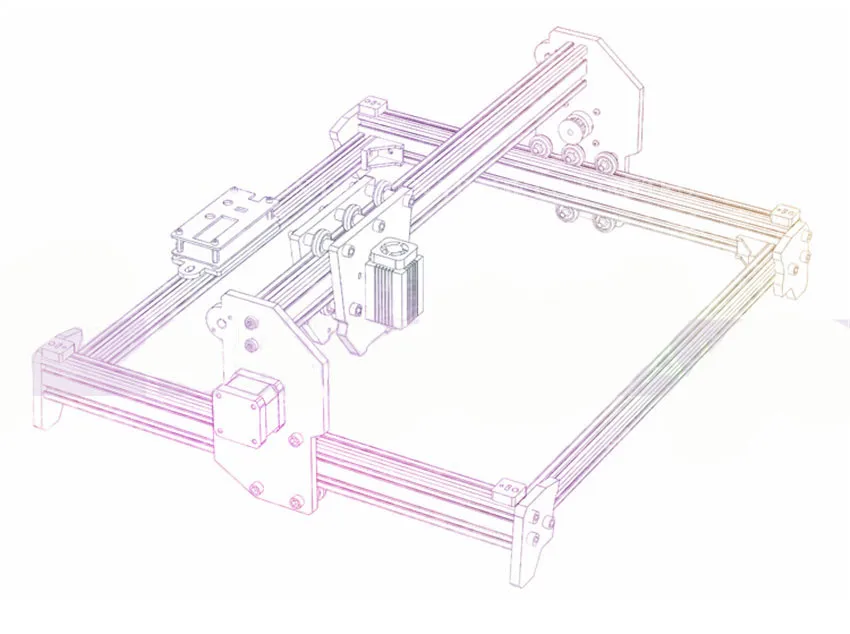
ВИДЕО. Юстировка полупрофессионального лазерного оборудования
На примере настольного лазерного станка MCLaser 3020 (оригинальная модель).
ВИДЕО. Юстировка профессионального лазерного станка
На примере промышленного аппарата для лазерной резки и гравировки MCLaser 1390 (оригинальная модель).
Требуется консультация по лазерным станкам с ЧПУ?
Отвечаем на все звонки, письма, сообщения и всегда рады гостям.
Пишите
[email protected]
Звоните
+7 (812) 309 50 46
+7 (499) 350 85 33
+7 (911) 972 62 63 + Viber, WhatsApp, Telegram
Заходите в гости
Санкт-Петербург, ул. Республиканская, 22, литера Е, помещение 4Ш
Мы работаем
пн.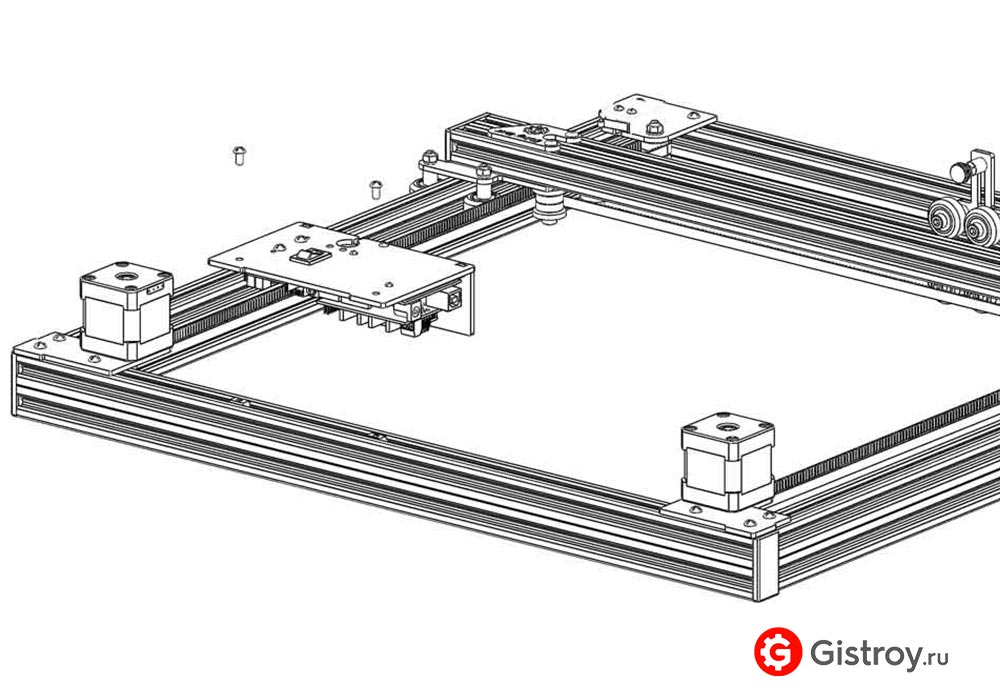 -пт. с 9:00 до 19:00 (мск)
-пт. с 9:00 до 19:00 (мск)
Больше интересного во Вконтакте
- Полезные советы по лазерной резке и гравировке
- Секреты и лайфхаки
- Обзоры лазерного оборудования
- Макеты для лазерной резки
- Актуальные акции и скидки
Подписывайтесь
Комплект для лазерной резки/гравировки DIY для станка Bob’s E3/E4 с ЧПУ
Сделайте свой собственный Синий лазерный резак/гравер мощностью 5 Вт для станков BobsCNC E3 и E4 с фрезерным станком DeWalt DW660. Простота установки и удаления. Просто закрепите лазер на монтажном кронштейне барашковыми гайками, включите режим ЛАЗЕР, и он готов резать и гравировать дерево, камень, кожу и многое другое!
После продажи 50 комплектов этого популярного и успешного дизайна теперь он доступен в виде набора файлов GCODE с очень подробными пошаговыми инструкциями, чтобы вырезать его самостоятельно с помощью маршрутизатора BobsCNC E3 или E4, а также паять и собирать все, начиная от царапать.
Посмотрите видео ниже, чтобы увидеть его в действии.
ВАЖНО – ПОЖАЛУЙСТА, ВНИМАТЕЛЬНО ПРОЧТИТЕ ПЕРЕД ПОКУПКОЙ:Этот комплект лазерной резки/гравировки был разработан для оригинального станка BobsCNC E3 и E4 с фрезерным станком DeWalt DW660 и несовместим с модернизированным фрезерным станком DeWalt DWP611.
Это пакет для самостоятельной сборки с файлами GCODE (отправленными по электронной почте) для вырезания компонентов комплекта лазерного резака/гравера с помощью маршрутизатора BobsCNC E3/E4, всеми прошивками и программным обеспечением (ссылка для скачивания), а также обширным подробным пошаговым -пошаговое руководство на 81 странице (отправлено по электронной почте) в котором перечислены все компоненты, которые вам нужны, где их можно достать и что с ними делать (вырезать, паять, собирать, устанавливать новые прошивки и постпроцессоры и т.д.) .).
Общая стоимость всех материалов, которые вам необходимо приобрести самостоятельно, может составить примерно от 300 до 350 долларов. В этот комплект не входят компоненты, которые будут отправлены вам.
В этот комплект не входят компоненты, которые будут отправлены вам.
Этот комплект также требует, чтобы вы знали, как паять провода.
Обратите внимание, что вам нужен определенный тип ламинированных деревянных напольных панелей TrafficMaster, которые можно приобрести в Home Depot. Эти панели должны быть толщиной 7 мм и шириной не менее 7-2/3 дюйма, без прокладок под ними, как у Lakeshore Pecan (нажмите здесь для получения дополнительной информации). Если поблизости нет магазина, где можно купить этот тип напольных панелей, то вам следует , а не , купите этот набор для самостоятельной сборки, но сначала свяжитесь со мной ([email protected]).
81-страничное руководство (PDF) и файлы GCODE будут отправлены вам в виде объединенного ZIP-файла по электронной почте вместе с подтверждением вашего заказа после покупки.
(обработка может занять до 24 часов)
Самодельный лазерный резак/гравер для фрезерного станка с ЧПУ Bob’s E3/E4
49,00 $
маршрутизатор, замена проводных соединений, сборка оборудования, установка постпроцессоров LASER на ваш компьютер и обучение работе с LASER с помощью программного обеспечения. Этот набор для самостоятельной сборки поставляется с подробным 81-страничным руководством, которое проведет вас через все необходимые шаги с изображениями и четкими инструкциями. Если вам удалось собрать свой маршрутизатор BobsCNC E3/E4, я уверен, что вы также сможете установить этот лазерный резак/гравер. Не стесняйтесь обращаться ко мне по адресу [email protected], если вам нужна помощь, и я помогу вам все это настроить.
Этот набор для самостоятельной сборки поставляется с подробным 81-страничным руководством, которое проведет вас через все необходимые шаги с изображениями и четкими инструкциями. Если вам удалось собрать свой маршрутизатор BobsCNC E3/E4, я уверен, что вы также сможете установить этот лазерный резак/гравер. Не стесняйтесь обращаться ко мне по адресу [email protected], если вам нужна помощь, и я помогу вам все это настроить.
Особенности:
- 5 Вт 445-450 нм ЛАЗЕР с TTL-модуляцией может резать и гравировать дерево, камень, кожу и многое другое.
- Легко устанавливается и снимается с станины ЧПУ.
- Акриловый экран с наружным диаметром +3, который легко вставляется и снимается.
- Фреза и цанга остаются доступными.
- Нет необходимости сверлить дополнительные отверстия в оригинальной раме фрезера.
- Совместим с пылезащитным башмаком DIY для фрезерных станков с ЧПУ Bob’s E3 и E4, который доступен здесь.
- Загрузите БЕСПЛАТНОЕ программное обеспечение LASER GRBL здесь.


Посмотреть в действии
Примеры
Результат гравировки дерева при 40% максимальной мощности ЛАЗЕРА со скоростью подачи 40 дюймов/мин (1000 мм/мин).
Круги, вырезанные из фанеры толщиной 1/5 дюйма (5 мм) с различной мощностью и скоростью подачи.
Меньшая мощность и более высокая скорость подачи обеспечивают более чистый рез (спереди), но требуют большего количества проходов. При более высокой мощности древесина сгорает и оставляет следы подпалин (обратная сторона).
Результат гравировки камня при 100% максимальной мощности ЛАЗЕРА со скоростью подачи 4 дюйма/мин (100 мм/мин).
Результат резки кожи при 50% максимальной мощности ЛАЗЕРА со скоростью подачи 20 дюймов/мин (500 мм/мин).
Рамы фрезерных станков с ЧПУ BobsCNC E3/E4 изготовлены из дерева и не предназначены ни для чего, кроме резьбы/резки/гравировки по дереву и пластику с помощью прилагаемого фрезера. Поэтому чрезвычайно важно, чтобы вы понимали требования безопасности и руководствовались здравым смыслом при установке/эксплуатации ЛАЗЕРА.
Мощные ЛАЗЕРЫ могут прожигать кожу, вызывать слепоту и создавать опасные ситуации с токсичным дымом и пожаром в сочетании с легковоспламеняющимися материалами, включая, помимо прочего, дерево.
Приобретая этот продукт, вы принимаете на себя полную ответственность за опасности и любые травмы, причиненные вам или другим (человеку или животному), а также материальный ущерб от пожара или других катастрофических происшествий в результате использования этого продукта. Ни при каких обстоятельствах Top o’ Arts или Dennis Van Hoof не могут быть привлечены к ответственности за несчастные случаи, вызванные этим продуктом.
Никогда не оставляйте ЛАЗЕР без присмотра, когда он подключен к источнику питания. Никогда не смотрите в ЛАЗЕР. Используйте только в хорошо проветриваемом помещении. Помимо наличия под рукой огнетушителя, настоятельно рекомендуется установить главный распределительный щит безопасности в качестве дополнительной меры безопасности при установке ЧПУ при установке этого продукта. Инструкции для этого главного распределительного щита безопасности находятся в свободном доступе здесь.
Нравится:
Нравится Загрузка…
Что такое лазерная резка с ЧПУ
Содержание этой статьи
Что такое лазерная резка с ЧПУ?
Лазерная резка — это процесс использования лазерного луча для испарения, расплавления или иного постепенного удаления материала. Лазерная резка с числовым программным управлением (ЧПУ) обычно использует оптику, вспомогательный газ и систему наведения для направления и фокусировки лазерного луча на заготовке. Лазерная резка с ЧПУ имеет ряд преимуществ:
- Скорость.
- Меньше отходов.
- Широкий ассортимент материалов.

Хотя лазерная резка используется в промышленности с начала 1970-х годов, в последнее время лазерная резка с ЧПУ стала предпочтительным производственным инструментом на производстве, в школах и у любителей.
Ищете мгновенные предложения по лазерной резке с ЧПУ?
Получите мгновенное предложение по лазерной резке с ЧПУ
Узнайте больше о наших Услугах по резке с ЧПУ на заказ .
Лазерная резка тонколистового металла с ЧПУ. Как работает лазерная резка с ЧПУ
Лазерные лучи генерируются путем электрического возбуждения лазерного материала. Этот луч внутренне отражается и усиливается внутри своего контейнера с частичным зеркалом. Как только он сгенерирует достаточно энергии, чтобы покинуть контейнер, он может быть сфокусирован на заготовке. Для лазерной резки с ЧПУ используются три основных типа лазеров:
- Углекислый газ (CO₂)
- Легированный неодимом иттрий-алюминиевый гранат (Nd:YAG или YAG)
- Волокно
Лазеры CO₂ и YAG аналогичны по конструкции но используются по-разному. Лазеры C0₂ с более низким уровнем мощности используются для гравировки, а лазеры с более высоким уровнем мощности используются в промышленности для сварки и резки из-за их достаточно низкой цены. Лазеры YAG с их более высокой пиковой мощностью дают исключительные результаты для маркировки и травления металлов. Волоконные лазеры с их твердотельной конструкцией и высокой выходной мощностью снижают затраты на расходные материалы и эффективно режут широкий спектр материалов.
Лазеры C0₂ с более низким уровнем мощности используются для гравировки, а лазеры с более высоким уровнем мощности используются в промышленности для сварки и резки из-за их достаточно низкой цены. Лазеры YAG с их более высокой пиковой мощностью дают исключительные результаты для маркировки и травления металлов. Волоконные лазеры с их твердотельной конструкцией и высокой выходной мощностью снижают затраты на расходные материалы и эффективно режут широкий спектр материалов.
Особенности лазерной резки с ЧПУ:
- Сокращение времени обработки и производства.
- Минимальная деформация.
- Более высокая точность по сравнению с газовой или плазменной резкой.
- Больше деталей на листе материала из-за малого диаметра резки (пропила) лазерного луча.
- Отлично подходит для тонких материалов, но более толстые и плотные материалы можно резать, заменив коллиматорную линзу, чтобы изменить фокус лазера.

Лазерная резка с ЧПУ имеет много преимуществ по сравнению с методами газовой, плазменной и гидроабразивной резки. Поскольку тепловое воздействие лазера точно сфокусировано, для него требуется меньше энергии, а зона термического влияния материала (ЗТВ) уменьшается. Многие высокотехнологичные промышленные станки для лазерной резки имеют точность до 10 микрометров и повторяемость 5 микрометров. Лазеры с ЧПУ могут по доступной цене резать и травить широкий спектр материалов, даже неметаллические материалы, которые обычно нельзя резать пламенными или плазменными процессами.
Лазеры могут резать различные материалы, включая натуральные материалы, такие как кожа. Выбор лазерной резки с ЧПУ С появлением сообществ производителей, самодельщиков (DIY) и любителей лазерная резка с ЧПУ продолжает набирать популярность. Широкий диапазон возможностей резки и превосходная точность размеров делают лазерную резку с ЧПУ идеальным производственным инструментом для конечных пользователей.