Направляющие для станков своими руками
Механическая обработка любого материала подразумевает в первую очередь точность и продуктивность. Независимо от того, какого типа и предназначения станок, есть базовые элементы, параметрами которых пренебрегать нельзя. Базовой составляющей для металлорежущего, деревообрабатывающего или обрабатывающего устройства, предназначенного для пластика, есть направляющие, которые обеспечивают безошибочность и цикличность проведения обработки.
Содержание:
- Какие бывают направляющие
- Направляющие для ЧПУ станка
- Направляющие скольжения
- Станки с ЧПУ из мебельных стержней
Какие бывают направляющие
Любой станок базируются на точности обработки, которую обеспечивают направляющие стержни. Своими руками приходится изготавливать рабочие узлы, но есть такие, которые самому никак не сделать, годятся только детали заводского изготовления.
К примеру, рабочий орган фрезерного станка изготовить едва ли получится, как и со сверлильным или токарным. Поэтому приходится использовать готовые решения — дрели, приводы, граверы или электрические лобзики. С направляющими дело обстоит попроще, поскольку их характеристики и вид прямо зависит от предназначения агрегата.
Практически все они, применяемые в заводских и самодельных конструкциях бывают всего двух типов — скольжения и качения. По принципу подшипников, их метод работы понятен — одни основаны на скольжении, вторые используют в своей конструкции подшипники качения.
Для оборудования малой мощности и не требующих точности и производительности, используют принцип скольжения. В основном, такими деталями пользуются настольные сверлильные и токарные агрегаты, а также деревообрабатывающие. Есть еще подвиды, но рассмотрим те, которые проще всего изготовить своими руками из того, что есть в продаже.
Направляющие для ЧПУ станка
Обрабатывающие центры с ЧПУ для мелкосерийного и домашнего использования — дорогая штука и не каждый может позволить себе купить форматно-расточной или токарный с ЧПУ, но выполнить своими руками сносное по качеству обработки и чистоте реза устройство, можно запросто.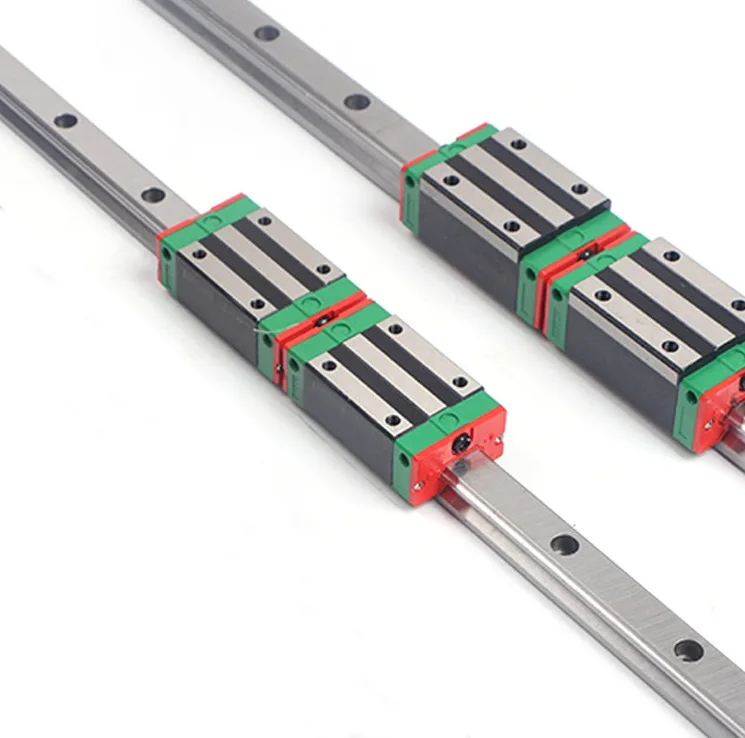 Рассмотрим несколько конструкций, но сначала посмотрим на детали заводского изготовления, чтобы понять основные принципы работы.
Рассмотрим несколько конструкций, но сначала посмотрим на детали заводского изготовления, чтобы понять основные принципы работы.
Все направляющие для программируемых станков бывают кругового движения или линейного типа, это зависит от траектории, по которой движется подвижный узел в координатах. Будем рассматривать только линейные, как самые востребованные у самодельщиков, да и особой нужды для применения круговых устройств нет.
Направляющие скольжения
Самый простой вариант для самодельных программируемых устройств любого типа — детали скольжения. В зависимости от требований к производительности их параметры меняются. В основном используют цилиндрические стержни, их предварительно шлифуют, по ним движутся бронзовые втулки. Суппорт выполняется и без втулок, но это, естественно, будет влиять и на ресурс стержней, и на аккуратность обработки заготовок.
В качестве стержней на плоскошлифовальном наждаке, сверлильном или простом токарном, может быть использована оцинкованная труба разного диаметра. Она хороша тем, что стоит дешево, легко поддается обработке и формированию, но есть также и существенные недостатки:
- труба имеет малый ресурс по сравнению с другими видами, поскольку защитный цинковый слой или слой хрома, который наносится дополнительно, стирается за 15-20 проходок, и тогда начинается интенсивный износ металла;
- труба не обеспечивает достаточной прочности на изгиб в том случае, если необходимо подвергать заготовку высоким нагрузкам.
Тем не менее во многих маломощных устройствах они используются и если падает точность, труба просто заменяется новой. Более остроумно поступают при изготовлении маленького фрезера на базе устройств скольжения от старых матричных принтеров. Такой вариант показал себя на практике положительно и в них еще поработают не один год. Несколько таких конструкций мы представили на фото. Также есть еще один неплохой вариант, чтобы обойтись малой кровью при постройке программируемого оборудования.
Станки с ЧПУ из мебельных стержней
Прекрасный вариант, когда нужно добиться тщательности обработки, особенно в деревообрабатывающих станках для производства мебели небольшими партиями, в ленточно-шлифовальных, фрезерных на базе готового фрезера малой мощности. Мебельные детали стоят недорого, правда и ресурс у них меньше, чем у аналогичных элементов скольжения от принтеров или печатных машинок.
Пример использования мебельных стержней на форматно-расточном показан на фото. Понятно, что размеры станины и подвижного стола корректируются в зависимости от назначения. Тем не менее, если использовать мебельные шарикового типа на сверлильном , сносу им не будет, поскольку нагрузка и частота у работы у фрезера или сверлильного значительно отличаются от нагрузок на форматно-раскроечном станке.
Выход есть всегда, а по приведенным примерам вполне возможно подобрать направляющие скольжения для своего станка с ЧПУ желаемых параметров. Удачи в работе!
из чего сделать линейные (роликовые) рельсы на подшипниках, изготовление своими руками
В устройстве станка с ЧПУ применяется несколько видов направляющих. Самодельные изделия часто комплектуются рельсами из каретки печатной машины, принтера или приобретенными в магазине. Функции и качество этих элементов влияют на возможности устройства с ЧПУ и точность обработки.
Что такое направляющие для ЧПУ-станка?
Направляющие для ЧПУ станка — узлы, которые обеспечивают перемещение материала, инструмента и связанных с ними частей по необходимой траектории с определенной точностью.
Какие бывают рельсы для ЧПУ станка?
Справка . Производители во время изготовления приборов с ЧПУ используют большое количество направляющих. Такое их количество облегчает работу, связанную с проектированием автоматизированной техники.
Все направляющие делятся на те, которые применяют силы скольжения и силы качения. Данные технологии встречаются в таких направляющих:
Данные технологии встречаются в таких направляющих:
- Круглые направляющие. Обычная конструкция, которая обеспечивает меньшие нагрузки. При работе повышается нагрев в итоге трения, и из-за этого становится меньше ресурс опорно-направляющей группы. Такие элементы устанавливают в местах не слишком активных перемещений или на устройствах небольшой категории, при этом механизмы смазывают вручную.
- Рельсовые. Они имеют свой пыльник, который защищает подшипники, сальники, ниппели и возможность подключения системы подачи смазки, поэтому они более надежные и универсальные.
Справка : рельсовый тип направляющих более предпочтителен, так как может справиться с высокими нагрузками промышленных автоматических станков.
- Цилиндрические направляющие на рельсах. В таких элементах применяется специальная опора — рельса с круглой выемкой, которая повторяет размеры вала. Таким образом, прогиба элемента под действием своего веса и нагрузки в процессе работы не происходит. Цилиндрические направляющие, как и обычные шлифованные валы, просты в изготовлении. Поэтому их стоимость ниже, чем при покупке профильных.
ВАЖНО! В связи с тем, что покупатели не проверяют твердость изделий при покупке, данный подход процветает, и риск покупки некачественных валов достаточно высокий.
- Профильные элементы рельсовые. Благодаря их конструкции возможно добиться высокой точности фрезеровки, что и определяет область их использования. Такие элементы крепят на неподвижную часть. Верх рельсы обрабатывают и шлифуют, чтобы избежать мелких выемок и коррозий. Благодаря боковым выемкам каретка перемещается около балки. В отличие от круглого вала, площадь прикосновения в этом случае не точечная, в виде линии, благодаря чему становится меньше сила трения, увеличивается точность работы оборудования.
- Призматические элементы и «ласточкин хвост». Их ставят там, где необходима высокая жесткость.
 Рельсы в этом случае представляют из себя две скользящих друг по другу части. Их невозможно убрать или поменять, так как они часть станины. Изготовление и ремонт таких частей достаточно сложны, а изменить их самостоятельно вообще невозможно.
Рельсы в этом случае представляют из себя две скользящих друг по другу части. Их невозможно убрать или поменять, так как они часть станины. Изготовление и ремонт таких частей достаточно сложны, а изменить их самостоятельно вообще невозможно. - Шлицевой вал. Отличается большей жесткостью и износостойкостью и используется в механизмах, в которых нужен монтаж направляющих на концах.
 Рельсы в этом случае представляют из себя две скользящих друг по другу части. Их невозможно убрать или поменять, так как они часть станины. Изготовление и ремонт таких частей достаточно сложны, а изменить их самостоятельно вообще невозможно.
Рельсы в этом случае представляют из себя две скользящих друг по другу части. Их невозможно убрать или поменять, так как они часть станины. Изготовление и ремонт таких частей достаточно сложны, а изменить их самостоятельно вообще невозможно.Из чего можно выполнить направляющие для станка самостоятельно?
Роликовые элементы можно собрать самостоятельно из подшипников, уголка из металла, болтов и гаек. Уголки из алюминия применять не следует — элемент придется заменять часто, так как шарикоподшипники будут выедать в них дорожки.
Лучше всего для изготовления направляющих подойдет уголок из стали. В зависимости от интенсивности применения его можно закалить или оставить как есть, но нужно отшлифовать для уменьшения трения.
Самый простой и недорогой вариант — направляющие из старого принтера.
Кроме того, направляющие можно сделать из автомобильных стоек. Их применяют в российских авто, поэтому достать их не составит большого труда. Применяются штоки от стоек, которые выполнены из качественного металла и обладают высокой прочностью.
Как сделать самодельные направляющие для CNC-станка?
Работа любого станка основана на точности обработки изделий, которую обеспечивают направляющие стержни. Их вполне можно сделать самостоятельно и обойтись без лишних денежных затрат.
К примеру, рабочий элемент фрезерного станка сделать самостоятельно вряд ли получится, также как и в случае со сверлильным и токарным видами оборудования. Поэтому придется применять готовые решения, такие как дрели и приводы. Если применять направляющие, то все обстоит попроще, так как их тип и характеристики напрямую зависят от назначения устройства.
Самодельные направляющие на подшипниках
Самодельные элементы для ЧПУ своего изготовления могут быть сделаны в нескольких вариантах. В самом простом варианте в процессе изготовления агрегата по этому алгоритму нужно собрать конструкцию, которая состоит из следующих частей:
В самом простом варианте в процессе изготовления агрегата по этому алгоритму нужно собрать конструкцию, которая состоит из следующих частей:
- подшипников, которые принимают силу мотора;
- уголка из металла, который выступает в качестве каретки;
- гаек и болтов, соответствующих внутреннему размеру подшипника.
Сначала замеряется длина уголка из металла и удаляется лишнее. Далее следует просверлить симметрично с обоих сторон отверстия одинакового размера. С помощью болтов и гаек прикрепляются подшипники.
Роликовые направляющие для станков своими руками
Такие элементы сделать самостоятельно можно следующим образом:
- Каркас неподвижной части следует поставить вертикально, что облегчит процесс сборки. В него нужно поставить только одну направляющую — нерегулируемую, которая должна быть в самом низу.
- Далее на нее по центру положить сепаратор и в него поставить зубчатое колесо и шарики.
- На шарики установить подвижную часть таким образом, чтобы ее направляющая находилась на них сверху, а зубчатое колесо в середине.
- Угол между подвижной частью и каркасом должен составлять примерно 80 градусов.
- Далее на направляющую подвижной части уложить сепаратор и в него также вставить колесо вместе с шариками.
- Сверху на все это положить оставшуюся направляющую неподвижной части.
- Весь пакет установить в каркас, а верхнюю часть закрепить.
- Чтобы шарики не выпадали, на концах направляющих проделать небольшие отверстия и вбить штифты таким образом, чтобы шарик при подходе к краю направляющей упирался в этот штифт.
Линейные направляющие для станков своими руками
Если вы решили сделать линейные направляющие самостоятельно, то вам необходима точность. На рабочую поверхность устанавливается рельс. В этом случае точность — средний показатель индикатора в центре замеряемой поверхности.
Кроме того, точность таких элементов определяется замером длины и ширины. В процессе работы рельсовые элементы подвергаются деформации, величина которой зависит от видов частей качения. В любом случае она будет меньше, когда нагрузка станет больше.
В процессе работы рельсовые элементы подвергаются деформации, величина которой зависит от видов частей качения. В любом случае она будет меньше, когда нагрузка станет больше.
Чтобы увеличить жесткость системы, используется преднатяг, уменьшающий длительность срока службы линейных элементов, вызывающий в них внутреннее напряжение и поглощающий нагрузку при сильной вибрации.
Обладая небольшими размерами, рельсовые элементы обладают высокой грузоподъемностью. Устанавливаемые в разных устройствах, они монтируются как по горизонтали, так и сбоку.
Линейные элементы устанавливают с помощью крепления на основную поверхность. Способ крепления состоит в создании бортика на посадочной поверхности и установки на него каретки.
Для обеспечения точной установки нужно сделать базовые поверхности, которые должны находиться на каретке и на рельсе только с одной стороны. При этом метка должна находиться с другой стороны. Если точность не выполняется из-за особенностей схемы установки, то происходит обработка базовой поверхности и с другой стороны. Для защиты направляющих от действия коррозии на них наносят специальную защиту.
Немного подумав, легко сделать направляющие для устройства с ЧПУ своими руками из подручных частей, которые находятся в доступе и не используются по назначению. Это сокращает затраты на домашнее производство и повышает его продуктивность и качество.
- 01 ноября 2020
- 2618
Каретка для чпу своими руками
Каретка для циркулярки своими руками
Направляющие для станков своими руками
Проводим ремонт сверлильных станков своими руками
Каретки для станков своими руками
Каретка для циркулярки своими руками
Направляющие своими руками фото
Каретки для станков своими руками
Фрезерный станок с шипорезной кареткой ФСШ-1А (К)
Подшипник скольжения своими руками
Направляющие своими руками фото
Принцип работы плазмореза Строительный портал
Направляющая для чпу своими руками
Делаем направляющую шину для дисковой пилы своими руками
Z-Направляющие Для ЧПУ — Z-Guide to CNC
Направляющая чпу своими руками
Направляющая для пилы своими руками. Track Saw Saw Board — AgaClip — Make Your Video Clips
Track Saw Saw Board — AgaClip — Make Your Video Clips
Каретки для станков своими руками
Каретка станка своими руками
Форматнораскроечный “Filato 3200-B” (3 г. гарантия
Механическая обработка любого материала подразумевает в первую очередь точность и продуктивность. Независимо от того, какого типа и предназначения станок, есть базовые элементы, параметрами которых пренебрегать нельзя. Базовой составляющей для металлорежущего, деревообрабатывающего или обрабатывающего устройства, предназначенного для пластика, есть направляющие, которые обеспечивают безошибочность и цикличность проведения обработки.
Содержание:
Какие бывают направляющие
Любой станок базируются на точности обработки, которую обеспечивают направляющие стержни. Своими руками приходится изготавливать рабочие узлы, но есть такие, которые самому никак не сделать, годятся только детали заводского изготовления.
К примеру, рабочий орган фрезерного станка изготовить едва ли получится, как и со сверлильным или токарным. Поэтому приходится использовать готовые решения — дрели, приводы, граверы или электрические лобзики. С направляющими дело обстоит попроще, поскольку их характеристики и вид прямо зависит от предназначения агрегата.
Практически все они, применяемые в заводских и самодельных конструкциях бывают всего двух типов — скольжения и качения. По принципу подшипников, их метод работы понятен — одни основаны на скольжении, вторые используют в своей конструкции подшипники качения.
Для оборудования малой мощности и не требующих точности и производительности, используют принцип скольжения. В основном, такими деталями пользуются настольные сверлильные и токарные агрегаты, а также деревообрабатывающие. Есть еще подвиды, но рассмотрим те, которые проще всего изготовить своими руками из того, что есть в продаже.
Направляющие для ЧПУ станка
Обрабатывающие центры с ЧПУ для мелкосерийного и домашнего использования — дорогая штука и не каждый может позволить себе купить форматно-расточной или токарный с ЧПУ, но выполнить своими руками сносное по качеству обработки и чистоте реза устройство, можно запросто.
Все направляющие для программируемых станков бывают кругового движения или линейного типа, это зависит от траектории, по которой движется подвижный узел в координатах. Будем рассматривать только линейные, как самые востребованные у самодельщиков, да и особой нужды для применения круговых устройств нет.
Направляющие скольжения
Самый простой вариант для самодельных программируемых устройств любого типа — детали скольжения. В зависимости от требований к производительности их параметры меняются. В основном используют цилиндрические стержни, их предварительно шлифуют, по ним движутся бронзовые втулки. Суппорт выполняется и без втулок, но это, естественно, будет влиять и на ресурс стержней, и на аккуратность обработки заготовок.
В качестве стержней на плоскошлифовальном наждаке, сверлильном или простом токарном, может быть использована оцинкованная труба разного диаметра. Она хороша тем, что стоит дешево, легко поддается обработке и формированию, но есть также и существенные недостатки:
- труба имеет малый ресурс по сравнению с другими видами, поскольку защитный цинковый слой или слой хрома, который наносится дополнительно, стирается за 15-20 проходок, и тогда начинается интенсивный износ металла;
- труба не обеспечивает достаточной прочности на изгиб в том случае, если необходимо подвергать заготовку высоким нагрузкам.
Тем не менее во многих маломощных устройствах они используются и если падает точность, труба просто заменяется новой. Более остроумно поступают при изготовлении маленького фрезера на базе устройств скольжения от старых матричных принтеров. Такой вариант показал себя на практике положительно и в них еще поработают не один год. Несколько таких конструкций мы представили на фото. Также есть еще один неплохой вариант, чтобы обойтись малой кровью при постройке программируемого оборудования.
Станки с ЧПУ из мебельных стержней
Прекрасный вариант, когда нужно добиться тщательности обработки, особенно в деревообрабатывающих станках для производства мебели небольшими партиями, в ленточно-шлифовальных, фрезерных на базе готового фрезера малой мощности. Мебельные детали стоят недорого, правда и ресурс у них меньше, чем у аналогичных элементов скольжения от принтеров или печатных машинок.
Пример использования мебельных стержней на форматно-расточном показан на фото. Понятно, что размеры станины и подвижного стола корректируются в зависимости от назначения. Тем не менее, если использовать мебельные шарикового типа на сверлильном , сносу им не будет, поскольку нагрузка и частота у работы у фрезера или сверлильного значительно отличаются от нагрузок на форматно-раскроечном станке.
Выход есть всегда, а по приведенным примерам вполне возможно подобрать направляющие скольжения для своего станка с ЧПУ желаемых параметров. Удачи в работе!
Для того чтобы сконструировать станок ЧПУ, необходимо использовать несколько вариантов агрегатов. Устройства не заводского производства часто имеют рельсы из каретки машинки для печати, а также принтера. Основные качественные показатели влияют необратимым образом на показатели обработки и устройства на базе фрезерного станка с шипорезной кареткой, поэтому излишняя экономия может только навредить.
Детали
Чаще всего используются полированные валы, которые отличаются невысокой ценой. Покупка этих элементов труда не составит. Они подлежат монтировке и обработке. Чаще всего изготавливаются из прочной стали.
После этого верхние слои подлежат закаливанию индукцией, что благотворно влияет на период использования и показатель износа. Идеальная гладкость дает возможность перемещаться каретке по полированному слою предельно удачно. С обеих оконечностей валы можно крепить двумя руками без лишних проблем.
Но также на рынке имеется немало поддельных элементов из низкокачественного металла, так как вероятность точной проверки на месте равна нулю.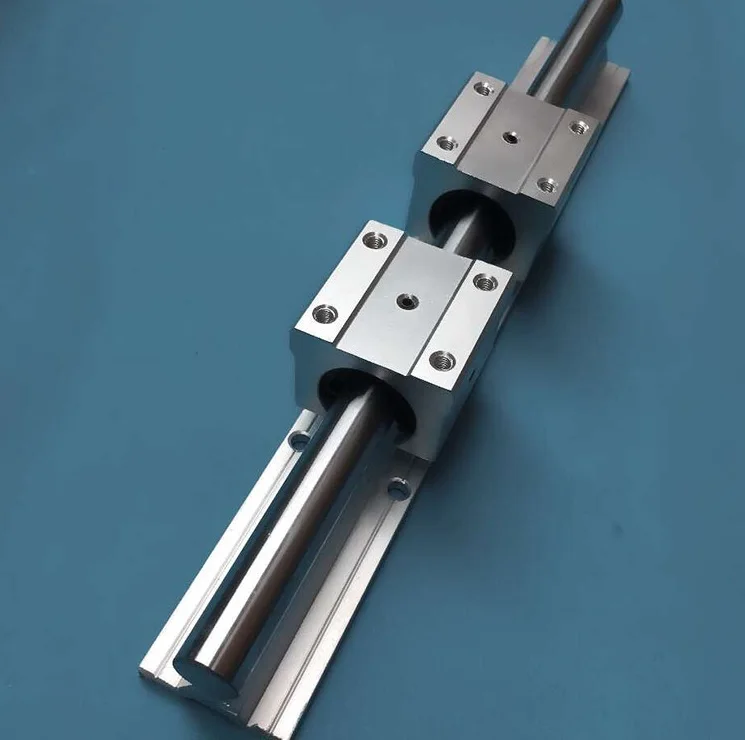
- Основание не фиксируется. Вал можно поддерживать только на основании двух крепежных устройств. Это дает возможность значительно облегчить инсталляцию собственноручно, но при этом в независимости от настольной опоры. Из-за этого повышается возможность допущения дефектов во время обработки изделия. По истечении времени направляющие для каретки токарного станка скатываются и искривляются.
- Имеются провисания на длинных промежутках. Из-за провисов вал с длиной более 100 см не используют при обработке для станка. Имеют также значение толщины и длины валовой поверхности. Наилучший вариант – это 0, 05, а еще выгодней 0,06 – 0,1.
Подшипники в каретке для фрезера
Выделяют две разновидности подшипников при инсталляции направляющих:
- Втулки для шариковых элементов.
- Подшипники для обеспечения скользящей поверхности.
Недостатки такого рода подшипников:
- Выдерживают небольшую нагрузку.
- Образование высокого давления вследствие невысокого ресурса функционирования. Необходимость периодической замены вала из-за образования канавки.
- Опилки и липкая пыль забивают слоты.
Подшипники для обеспечения скольжения по поверхности производят из нетвердых металлов, таких как капролон. В случае выдерживания всех допусков показатели грузоподъемности и прецизионности подшипника скольжения достаточны высоки. Тем не менее опилки и грязь не способны навредить агрегату. Но это относится только к деталям из бронзы, которые качественно обработаны.
Со временем происходит износ изделия, который требует периодической подгонки, чтобы избавиться для избавления от зазоров. Как правило, для изготовления собственными руками применяют более доступные подшипники.
Валы для шлицевых втулок
Внутри продольного вала двигаются определенные втулочные шарики. Конструкция имеет высокий уровень жесткости, намного жестче, чем обычные валы после шлифовальной обработки. Имеют также более длительный период использования. Усиления крутильного вала имеют дополнительное значение. Они очень удачно могут быть инсталлированы на крепежную конструкцию вала.
Усиления крутильного вала имеют дополнительное значение. Они очень удачно могут быть инсталлированы на крепежную конструкцию вала.
Валы с сечением в форме цилиндра
Цилиндрическая конструкция дает возможность удерживать равновесие по всей длине, не допуская провисающих элементов из-за веса, который имеет шипорезная каретка. Данный вид направляющих получил еще название линейных опорных валов. Имеют точную фиксацию вдоль корпуса механизма благодаря резьбовым отверстиям. Такие направляющие позволяют передвигать каретки с большим весом, не допуская провисания.
Недостатки, связанные с цилиндрическими валами станков:
- Недолгий период эксплуатации.
- Значительный показатель люфта стержней.
Если в линейных подшипниках в равной степени взаимодействуют с нагрузками разных направляющих векторов, то на валах с цилиндрическим сечением шипорезная каретка не настолько устойчива.
Это является следствием закрытой втульной поверхности, которой не обладает шипорезная каретка. А посему необходимо учитывать тот факт, что аппаратная часть с ЧПУ будет функционировать менее устойчиво, чем похожий станок, используя обыкновенные круглые рельсовые движители.
Направляющие на рельсах для профильных целей
Данный вид направляющих устанавливается в высокоточных металлорежущих станках с ЧПУ.
Основные разновидности: с шариками и роликами.
Направляющие с конфигурациями
Стандартные направляющие имеют дорожку, на которой установлены специальные каретки. Это дает возможность распределить нагрузку по всей длине дорожки – шарик прикрепляется к рельсовому движителю по дуге с высокой долей точности. Каретки с тяжелым весом не перестают двигаться прямолинейно. Имеют высокую долговечность с низким уровнем люфта.
Недостатки рельсов на шариках:
- Места крепления должны быть прямолинейными и без всяких шероховатостей.
- Трудный процесс монтирования на станок.
В открытой продаже имеется множество моделей кареток очень неоднозначных по грузоподъемности и натяжным элементам. По этой причине их производство не является домашним, в большей степени рыночная продукция высокого качества. Самые лучшие направляющие элементы выпускаются под брендом ТНК, а также Хивин.
По этой причине их производство не является домашним, в большей степени рыночная продукция высокого качества. Самые лучшие направляющие элементы выпускаются под брендом ТНК, а также Хивин.
Профильные направляющие с роликом внутри
Одно из лучших направляющих, которое имеет плоские качающие пазы. Вместо шариков встроены ролики.
Это сказывается на эффективности работы направляющих модулей. Лучше всего подходят для обработки камней, а также для таких металлов, как сталь и чугун.
Рельсы с призматическим сечением
Основное место установки: обрабатывающая промышленность. Рельсы не подлежат демонтажу, входят в структуру станины.
Очень сложно производить и ремонтировать. Не подлежат демонтажу своими руками. Использование: оборудование для профессионалов на базе ЧПУ.
Видео: точная каретка для фрезерного стола.
Как сделать каретку для фрезера своими руками
Что можно использовать для изготовления самодельной каретки либо салазки в домашних условиях:
Используется только уголок из стали, и никогда алюминий. Сталь или кругляк можно еще больше закалить или ничего не менять. Но обязательно отшлифовать. Для инсталляции не надо выбирать широкие подшипники, лучше узкие, но с высокой долей трения. Диаметр болтов не может быть больше, чем внутренний поперечник своего катка.
Самодельные линейные направляющие для чпу станков
Как выбрать направляющие для станка с ЧПУ
В конструкции станка с ЧПУ используется несколько типов направляющих. Самодельные устройства нередко комплектуются рельсами из каретки печатной машинки, принтера или покупными. Качество и характеристики направляющих влияют на возможности станка с ЧПУ и точность обработки, поэтому экономить на их покупке не стоит.
Валы круглого сечения
Наиболее широко применяемый и недорогой тип направляющих это полированные валы. Они просто монтируются, обрабатываются, купить такие детали не проблема. Валы производят из высокопрочной стали, в основном, шарикоподшипниковой, марок ШХ15 СГ, ШХ15, 95Х18-Ш. Они дополнительно подвергаются индукционному закаливанию верхних слоев, после чего полируются. Закалка индукционным методом повышает срок эксплуатации и снижает степень износа. Полированная поверхность позволяет двигаться каретке с минимальным трением за счет идеальной гладкости. Фиксируются валы своими руками, с двух концов, очень просто и быстро.
Валы производят из высокопрочной стали, в основном, шарикоподшипниковой, марок ШХ15 СГ, ШХ15, 95Х18-Ш. Они дополнительно подвергаются индукционному закаливанию верхних слоев, после чего полируются. Закалка индукционным методом повышает срок эксплуатации и снижает степень износа. Полированная поверхность позволяет двигаться каретке с минимальным трением за счет идеальной гладкости. Фиксируются валы своими руками, с двух концов, очень просто и быстро.
В продаже множество подделок, выполненных из металла низкого качества. Ведь проверить твердость стали на месте не представляется возможным.
Эта модель направляющих обладает рядом недостатков:
- нет фиксации на основании. Вал удерживается лишь за счет двух концевых крепежей, что значительно облегчает установку своими руками, но делает направляющие независимыми от столешницы. Это увеличивает вероятность неточностей при обработке, направляющие может повести, со временем они искривляются.
- провисают на длинных отрезках. В связи с провисанием валы длиннее 100 см в станкостроении не применяют. Следует также учитывать соотношение толщины и длины вала. Оптимальным считается соотношение 0,05, а лучше от 0,06 до 0,1.
Линейные подшипники на круглый вал
Используется два типа линейных подшипников для направляющих:
- шариковые втулки;
- подшипники скольжения.
Шариковые втулки или подшипники качения по сравнению с каретками рельс обладают двумя большими недостатками: малая грузоподъемность, большой люфт. Чтобы каретка не разворачивалась, нужно на каждую ось ставить по паре валов. Минусы шариковых подшипников качения:
- выдерживают малую нагрузку;
- невысокий ресурс работы — шарик прилегает к валу лишь в единой точке, поэтому здесь образуется высокое давление. Постепенно в месте соприкосновения пробивается канавка и вал необходимо своими руками менять;
- большой люфт — дешевые подшипники (а их большинство) производятся со значительным люфтом;
- легко забиваются опилкой и пылью.
Подшипники скольжения. Подшипники этого типа изготавливают из мягких металлов, капролона, они работают по принципу трения скольжения. Если при эксплуатации выдерживаются все допуски, грузоподъемность и точность такого подшипника не меньше, чем качения. Вместе с тем, ему не страшны опилки и пыль. Но это касается лишь бронзовых деталей, грамотно обработанных.
Постепенно изделие изнашивается и его необходимо периодически подгонять, чтобы убрать зазоры. Чаще всего при изготовлении направляющих своими руками, используются более доступные шариковые подшипники.
Шлицевые валы
Вал круглого сечения имеет продольные пазы, по которым двигаются шарики втулки. Конструкция обладает повышенной жесткостью по сравнению простыми шлифованными валами, более длительным сроком эксплуатации, способна воспринимать с втулки усилия кручения.
При этом они также просто устанавливаются на два крепления по концам. Благодаря конструкции можно обеспечивать натяжение вала, поэтому их используют при необходимости крепежа направляющих по концам.
Один из основных минусов шлицевых направляющих — их высокая цена, поэтому в обычных станках с ЧПУ они используются редко.
Цилиндрические валы
Конструкция цилиндрических валов позволяет удерживать уровень по всей длине, полностью исключая провисание под весом каретки или своим собственным. Такие направляющие называются еще линейными опорными валами, фиксируются они прямо к корпусу станка с ЧПУ через предусмотренные в опорах резьбовые отверстия. По таким направляющим могут двигаться каретки большого веса без провисания.
Минусы цилиндрических валов:
- малый срок эксплуатации;
- заметный люфт втулок.
Если подшипники линейного типа одинаково работают с нагрузками разного направления, то на цилиндрических валах каретки показывают меньшую стабильность. Это объясняется замкнутой поверхностью втулок, которой не обладают каретки. Поэтому следует быть готовым к тому, что аппарат с ЧПУ малого размера с увесистой кареткой на опорных валах будет работать с большей погрешностью, нежели такой же станок с ЧПУ на обычных круглых рельсах.
Технология изготовления цилиндрических рельс очень проста, поэтому их производят и известные фирмы, и кустарные мастерские. Этим объясняется разброс технических характеристик и цен. Зачастую каретки и рельсы одного изготовителя «ноу нэйм» не совпадают.
Профильные рельсовые направляющие
Такие направляющие устанавливаются в станках ЧПУ особой точности, фиксируются прямо к станине, они могут быть шариковыми и роликовыми.
Шариковые профильные направляющие
На профильных направляющих есть дорожки, по которым перемещается каретка. Поэтому нагрузка распределяется равномерно по длине дорожки: шарик каретки прилегает к рельсу по дуге. Рельсы-направляющие характеризуются геометрической точностью. При перемещении тяжелой каретки их прямолинейность не нарушается. Служат они долго и практически не дают люфт.
Минусы шариковых рельс:
- к местам крепления существуют высокие требования по прямолинейности и шероховатости;
- достаточно сложно монтируются на станок с ЧПУ.
В продаже можно найти модели кареток и направляющих с разными грузоподъемностью и преднатягом. Производство рельс дорого, технология сложна. Поэтому кустари не занимаются их изготовлением, а представленная на рынке продукция достаточно качественная. Достойные направляющие выпускают, например, под марками ТНК и Hiwin.
Роликовые профильные направляющие
Это одна из разновидностей профильных рельс с плоскими пазами качения. Опорные модули вместо шариков оснащаются роликами. Благодаря этой разнице направляющие получаются еще более жесткими, выдерживающими большие грузы и длительный срок эксплуатации. Такие рельсы устанавливают на интенсивно работающее оборудование для фрезеровки камня, прочных марок стали и чугуна.
Призматические рельсы и «ласточкин хвост»
Их устанавливают на металлообрабатывающих производствах, где требуется повышенная жесткость. Рельсы «ласточкин хвост» представляют собой два скользящих друг по другу, плоских элемента. Отличие конструкции в большой плоскости соприкосновения. Такие рельсы нельзя демонтировать, они являются частью станины. Их производство и ремонт довольно сложны, поменять их своими руками вообще невозможно. Поэтому конструкция используется только в профессиональных станках с ЧПУ.
Отличие конструкции в большой плоскости соприкосновения. Такие рельсы нельзя демонтировать, они являются частью станины. Их производство и ремонт довольно сложны, поменять их своими руками вообще невозможно. Поэтому конструкция используется только в профессиональных станках с ЧПУ.
Самодельные направляющие из того, что нашлось под рукой
Простейшие направляющие можно собрать своими руками из металлического уголка, подшипников, гаек и болтов. Алюминиевые уголки для направляющих использовать не стоит — деталь придется менять очень часто. Ведь шарикоподшипники каретки будут выедать в ней дорожки. Предпочтительнее стальной уголок или кругляк. В зависимости от интенсивности использования его можно закалить или оставить, как есть. Но непременно следует отшлифовать, уменьшив трение. Наиболее простой и бюджетный вариант это направляющие из старого принтера.
Не следует подбирать слишком широкие подшипники, это бесполезно. Ширина «выедаемой» дорожки на направляющей не зависит от габаритов подшипника. Диаметр болтов должен совпадать с внутренним поперечником подшипника.
Чертежи, схемы и презентация самодельных направляющих в видеороликах:
Выбор направляющих
для станка с ЧПУ
В данной статье будут рассмотрены виды направляющих для станка с ЧПУ, их основные особенности и преимущества.
НАПРАВЛЯЮЩИЕ ПОЛИРОВАННЫЕ ВАЛЫ
Самый распространенный и бюджетный вид направляющих. Отличается низкой стоимостью, легкостью обработки и установки.
Полированные валы изготавливаются из высоколегированных сталей, как правило — конструкционных подшипниковых, и проходят индукционную закалку поверхности с последующей шлифовкой.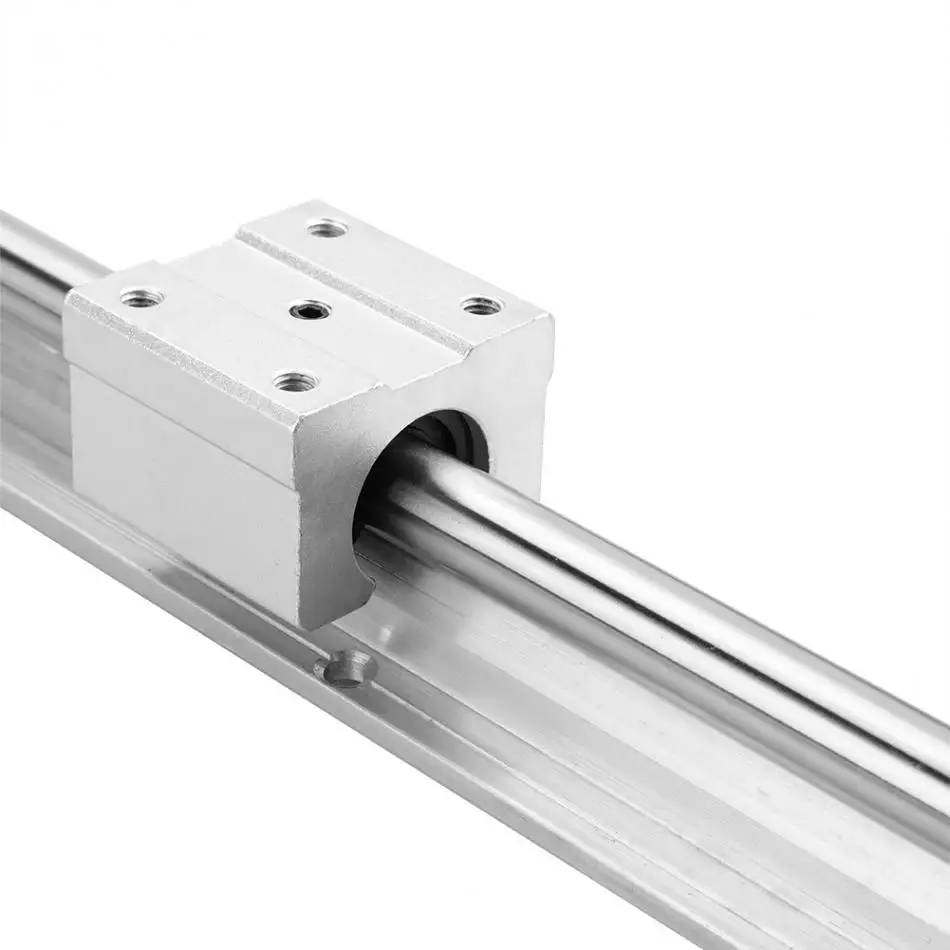
Это обеспечивает продолжительное время работы и сопутствует меньшему износу вала.
Шлифованные валы имеют идеальную поверхность и обеспечивают движение с очень маленьким трением.
Валы крепятся только в 2 точках на концах, и поэтому монтаж их не представляет особой сложности.
Однако многие недобросовестные производители часто делают валы из дешевых и мягких сортов высокоуглеродистых сталей, пользуясь тем, что покупатель не всегда обладает средствами для проверки вида материала и его твердости.
К недостаткам полированных валов относятся:
1. Отсутствие крепления к станине.
Вал крепится в двух точках на концах — это облегчает монтаж направляющих, однако приводит к тому, что направляющие устанавливаются независимо от рабочей поверхности стола. В то же время в портальных станках крайне желательно ставить направляющие в жесткой связи со столом. Такая связь снижает погрешности обработки, если рабочий стол подвергался искривлению, «повело винтом» — направляющие, повторяя изгибы стола, нивелируют часть погрешности.
2. Провисание на большой длине.
На практике из-за провисания валы используют длиной не более 1 метра. Кроме того, важно отношение диаметра вала к его длине — для получения приемлемых результатов его значение должно быть не менее 0.05, желательно в пределах 0.06—0.1. Более точные данные можно получить, произведя моделирование нагрузки на вал в пакетах САПР.
Виды линейных подшипников на вал:
1. Шариковые втулки
Линейные подшипники качения имеют большие люфты по сравнению с каретками рельсовых направляющих и меньшие нагрузочные характеристики.
Помимо этого для защиты от поворота каретки необходимо использовать как минимум два направляющих вала на одну ось. Недостатки линейных подшипников качения:
- Низкая грузоподъемность.
- Cледствие предыдущего пункта, а также конструктивного строения линейных подшипников.
- Недолговечность.
- Каждый шарик линейного подшипника касается вала в одной точке, что создает очень высокое давление. Со временем шарики могут прокатать канавку на валу, после чего вал подлежит замене.
 Со временем шарики могут прокатать канавку на валу, после чего вал подлежит замене.
Со временем шарики могут прокатать канавку на валу, после чего вал подлежит замене.- Люфт
- Бюджетные линейные подшипники многими производителями изготавливаются зачастую с весьма существенным люфтом.
- Достаточно чувствительны к пыли и стружке на валу
2. Линейные подшипники скольжения
Втулки скольжения используют трение скольжения и изготавливаются из бронзы, латуни, капролона и иных материалов.
При должном соблюдении допусков бронзовый подшипник скольжения не уступает подшипнику качения в точности и грузоподъемности, и при этом легче переносит пыль и стружку. Однако необходимо быть уверенным, что вы всегда сможете достать материал для подшипника и обработать его как нужно.
Кроме того, периодически, по мере износа подшипник скольжения приходится подгонять для устранения зазоров. В большинстве случаев шариковая втулка предпочтительней для начинающих, по причине их высокой доступности и взаимозаменяемости.
ШЛИЦЕВЫЕ ВАЛЫ (BALL SPLINE)
Шлицевые валы имеют специальные дорожки качения для шариков втулки. Они более износостойкие и жесткие, чем обычные валы, а также могут воспринимать крутильные усилия с втулки.
Сочетая в себе преимущества монтажа валов, износостойкость профильных рельсов с возможностью создания натяга, шлицевые валы находят применение там, где требуется монтаж направляющих исключительно на концах.
Однако, из-за их существенно более высокой стоимости (по сравнению с полированными валами) они редко применяются в строении обычных станков.
ВАЛЫ НА ОПОРЕ
Линейные валы на опорах (цилиндрические рельсы) служат для поддержки направляющей по всей длине, что предотвращает её прогиб под воздействием нагрузки или собственного веса при большой длине и массе движущейся каретки.
Цилиндрические рельсы крепятся непосредственно на станок.
Отверстия с резьбой в опоре выполнены специально для удобного крепления и обеспечивают надежную фиксацию направляющей на станине.
Цилиндрические рельсы имеют общие недостатки с полированными валами — высокий люфт у втулок, недолговечность. Однако цилиндрические рельсы уже не провисают на длине, и имеют большую грузоподъемность.
В отличие от линейных подшипников на валы, каретки на цилиндрические рельсы реагируют на разнонаправленные нагрузки по-разному.
Это происходит потому, что шариковые втулки на вал — замкнутые по контуру, а каретки на рельсы — нет. Этот эффект может привести, например, к тому, что небольшой станок с тяжелым шпинделем на цилиндрических рельсах может показать точность хуже, чем аналогичная конструкция на валах.
Валы и цилиндрические рельсы просты в производстве. По этой причине существует множество именитых и безымянных производителей данного продукта, и качество, и параметры разнятся соответственно в весьма широких пределах. Бывает так, что каретки одного и того же безымянного производителя не подходят к его же валам из другой партии.
ШАРИКОВЫЕ ПРОФИЛЬНЫЕ РЕЛЬСОВЫЕ НАПРАВЛЯЮЩИЕ
Профильные рельсовые направляющие используются там, где требуется высокая точность. Так же как и цилиндрические, профильные рельсы крепятся непосредственно на станину станка.
В профильных рельсах сделаны специальные дорожки качения. В результате нагрузка на каретку распределяется по рабочей поверхности дорожек качения равномерно — профиль касания шарик-рельс уже не точка, а дуга.
Профильные рельсы отличаются высокой точностью и прямолинейностью, отменной грузоподъемностью, высокой износоустойчивостью, низким люфтом или полным его отсутствием.
Недостатком профильных направляющих является высокие требования к шероховатости и прямолинейности места крепления, а также сложность установки.
Как правило, рельсы и каретки выпускаются в нескольких вариантах — с преднатягом и грузоподъемностью разной степени.
Классическим примером могут служить рельсовые направляющие Hiwin и THK.
Профильные рельсы сложны и дороги в производстве, поэтому производителей рельсов меньше, чем производителей валов.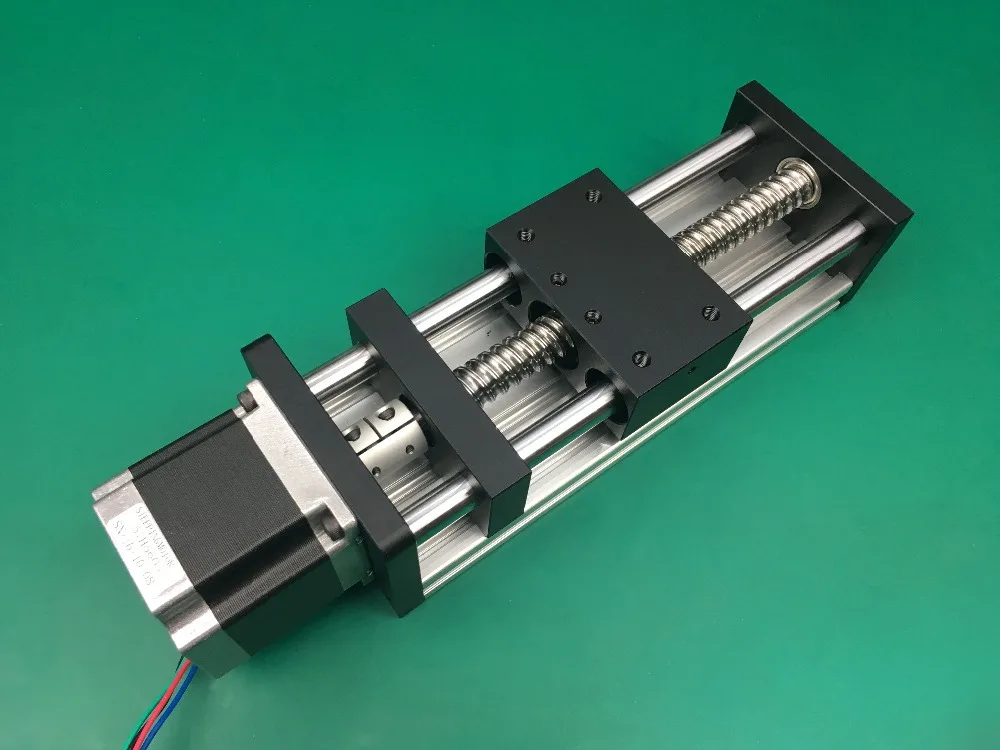 Они, как правило, дорожат своей репутацией, потому качество профильных рельсов гораздо стабильней.
Они, как правило, дорожат своей репутацией, потому качество профильных рельсов гораздо стабильней.
Мы рекомендуем всегда, когда это возможно, использовать именно профильные рельсовые направляющие известных брендов для построения станков с ЧПУ.
РОЛИКОВЫЕ ПРОФИЛЬНЫЕ РЕЛЬСОВЫЕ НАПРАВЛЯЮЩИЕ
Роликовые рельсы являются подвидом профильных направляющих, у которых дорожки качения — плоские, а вместо шариков в опорных модулях использованы ролики.
Это позволило увеличить жесткость направляющей, грузоподъемность и долговечность.
Роликовые направляющие используются в высоконагруженных металлообрабатывающих станках с ЧПУ, предназначенных для фрезеровки черных металлов, стали, камня.
Вряд ли Вы ищете именно такие направляющие, иначе Вы бы не читали данную статью.
Станок ЧПУ «на скорую руку»
Материал с ресурса RC Design. Автор — Сергей Павлов ( Граф )
Неожиданно много читателей, прочитавших мою статью, посвященную некоторым аспектам проектирования механики самодельного гравировально-фрезерного станка ЧПУ, высказали в своих откликах, как бы это помягче. недоумение тем обстоятельством, что о линейных шариковых подшипниках качения я упомянул вскользь и без должного восторга. Действительно, восторгов я не расточал. К линейным шариковым направляющим я отношусь спокойно, как к одному из возможных вариантов построения координатного стола. Как и у любого другого варианта, у этого есть свои достоинства и недостатки, из которых главное достоинство — относительная технологическая простота достижения заданных точностей при рабочих ходах больше метра, а главный недостаток — высокая цена комплектующих.
Я по-прежнему считаю, что небольшой станок, например, с рабочим полем 500х300 мм, проще, технологичнее и дешевле сделать, применив круглые направляющие с бронзовыми втулками скольжения. Однако, чем больше по размеру рабочее поле, тем сложнее обеспечить заданную точность за приемлемые деньги. Наконец, наступает момент, когда технологические трудности изготовления и монтажа направляющих скольжения, а значит и их стоимость оказывается сопоставимой со стоимостью блоков шариковых линейных подшипников на рельсах.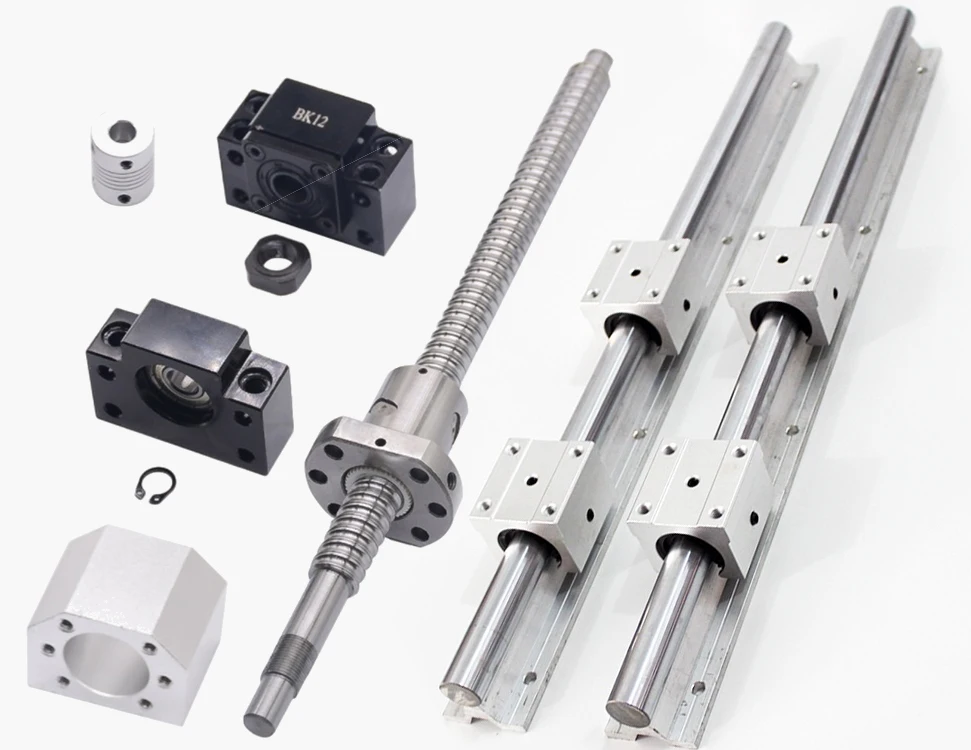
Вот и получается, что небольшой гравировально-фрезерный станок дешевле сделать на круглых направляющих скольжения с обычной винтовой передачей. Но, если рабочий ход хотя бы по одной из осей превысит некоторое значение, при котором выгодней купить шариковые направляющие, то конечно, проще купить. Само собой, упомянутое «некоторое значение» — вещь относительная. Стоимость изготовления механики в Москве и, например, на Урале отличается в разы. По моим оценкам, для Москвы размер рабочего хода, при котором стоит подумать о шариковых линейных направляющих, составляет 1000…1200 мм и более.
Статья планировалась из двух частей. Первая часть должна была быть посвящена выбору направляющих, особенностям проектирования и конструирования механики с использованием шариковых линейных направляющих, а вторая — практической реализации станка. Известно, теорию читать никто не любит, все сами «теоретики». Поэтому предвосхищая возгласы: «Все, что вы пишете, давно известно из книжек! К практике поближе!!», я решил ограничиться практической реализацией. Вообще, цель статьи не научить строить станки ЧПУ, а расширить горизонты интересующихся подобной техникой и показать, что станок ЧПУ в производстве (но не по цене!) не такая уж крутая вещь, как принято о ней думать.
Задача
Вообще говоря, «на скорую руку» делаются бутерброды и салаты, романтический ужин можно соорудить на скорую руку, но не станок. Тем не менее, я вынес это словосочетание в заголовок статьи. Почему? Попробую объяснить.
«На скорую руку» это значит технологично для домашнего производства. Т.е. станок должен быть сконструирован так, чтобы его можно было изготовить, используя минимальный набор самых обычных слесарных инструментов. Буквально, если у вас в арсенале имеется электролобзик с пилкой по металлу, сверлильный станок, плашки-метчики и напильник, то этого должно быть достаточно. На худой конец, сгодится простая ножовка по металлу и дрель.
Кое-кто скажет: «Ну, ты загнул, товарищ! Так не бывает», и будет прав. Так действительно не бывает. Потому что, если фрезерные работы можно исключить полностью, то без элементарных токарных работ нам не обойтись, значит, работ этих должно быть совсем не много, все остальное – ручками, на кухне.
Так действительно не бывает. Потому что, если фрезерные работы можно исключить полностью, то без элементарных токарных работ нам не обойтись, значит, работ этих должно быть совсем не много, все остальное – ручками, на кухне.
Ставя перед собой такую задачу, надо хорошо понимать, что осуществить задуманное можно только при условии широкого применения покупных комплектующих и стандартных алюминиевых профилей. Направляющие – этакие краеугольные камни портального гравировально-фрезерного станка — тоже придется купить, а они дорогие. Так что, «на скорую руку» не значит дешево!
И последнее соображение. «На скорую руку» ассоциируется с понятиями просто и быстро. Если с определением «просто» можно согласиться, то быстро вряд ли получится. Изготовление даже простых деталей может затянуться на неопределенный срок, но как говорится, «терпение и труд – все перетрут».
- Для фрезерования бальзы, фанеры, дерева, пластиков и тонких (до 2 мм) алюминиевых сплавов.
- На линейных шариковых направляющих и зубчатых ремнях.
- Рабочее поле не менее 1000х300х90.
- Разрешение позиционирования не хуже 0,1 мм.
- Скорость позиционирования не менее 2 м/мин.
Начнем с простого – со стола-основания. Элементарный геометрический расчет показывает, что при ходе по Х равному 1000 мм длина стола должна быть 1300 мм. По крайней мере, у меня так получилось. При ходе по Y больше 300 мм ширина стола должна быть не менее 460 мм.
Изучив сортамент стандартных прессованных прямоугольных труб (боксов) из алюминиевого сплава АД31 (других промышленность, к сожалению, не выпускает) выбираем бокс 80х40х4 мм. Нарезаем из него несколько балок (1300 мм — 2 шт. и 460 мм -4шт.). Еще нам понадобятся два швеллера 50х30х4 длиной 1300 мм. В них отлично вписываются шариковые направляющие SBS15SL, которые я решил применить. В качестве ножек используем подходящие круглые ножки от дивана, купленные в магазине ОБИ. Сверлим во всем этом дырочки, кое-что красим, если есть такая возможность, и собираем каркас основания.
Линейные направляющие своими руками
Направляющие – важная деталь в устройстве фрезерного станка. Направляющие для ЧПУ своими руками могут выполнить многие мастера, опыт работ в домашних условиях имеется у большинства практикующих специалистов.
Задумав домашнее производство мебели, необходимо соблюдать точность в конструкции. Поэтому многие мастера, осваивающее его нуждаются в качественном оборудовании. Специальный деревообрабатывающий механизм облегчит труд, позволит создавать качественную, продукцию в короткий срок.
Чтобы изделия отличались высокой точностью, но соответствовали современным характеристикам, применяются модели ЧПУ.
Числовое программное управление дает такую возможность, но покупать его под силу не каждому предпринимателю. Именно по этой причине появляется потребность изготовить самодельный агрегат, для устройства которого применяются детали собственного производства.
Основными частями фрезерных станков, предназначенных для обработки того или иного материала, являются направляющие. Они представляют собой шариковые или роликовые подшипники качения, назначением которых является перемещение каретки. Их цель – ускорение, упрощение и придание точности производству.
Виды направляющих
Точность станка – это задача направляющих стержней. Они делятся на два вида:
- скольжения;
- качения – предполагают использование подшипников.
Первый вид используется на станках небольшой мощности и не нуждающихся в большой продуктивности. К ним относятся деревообрабатывающие, токарные, сверлильные и настольные аппараты.
Самодельные направляющие для ЧПУ станка изготавливаются линейного тапа, они могут быть роликовыми или шариковыми. Независимо от вида должны обладать следующими характеристиками:
- сохранением заданных параметров;
- плавным перемещением;
- эффективностью;
- низким трением.
В качестве деталей для скольжения втулок в большинстве случаев используются стержни цилиндрической формы, их необходимо отшлифовать. Некоторые мастера советуют изготовить механизм и без втулок, но из-за этой манипуляции будет снижена аккуратность изделий, а стержни будут иметь меньший срок эксплуатации.
Некоторые мастера советуют изготовить механизм и без втулок, но из-за этой манипуляции будет снижена аккуратность изделий, а стержни будут иметь меньший срок эксплуатации.
Варианты самодельных направляющих
Направляющий механизм для ЧПУ часто бывает основан на использовании хромированной металлической трубы.
Она имеет небольшую стоимость, ее легко обрабатывать, меняя форму. Кроме того, есть и ряд недостатков:
- Защитный верхний слой стирается очень быстро, затем металл изнашивается быстрее.
- При высокой нагрузке на трубу, она не дает необходимой прочности.
Такое решение является дешевым для специалиста, но хватит работы такого станка лишь на несколько десятков часов. Это связано с минусами оцинкованных или хромированных труб, которые сами сделаны из мягкого металла, подверженного быстрому износу при нагрузке. Фрезер в совместном использовании с такими направляющими значительно сократит их срок службы.
Кроме этих способов, следует применять в качестве движущих частей устройства фрезера с небольшой мощностью. Они придают изготавливаемым деталям точную тщательную обработку, чаще их используют на станках для обработки дерева. Они имеют низкую цену и маленький срок выработки.
Самодельные направляющие: инструкция
Самодельные направляющие для деревообрабатывающего станка в ЧПУ собственного изготовления могут быть нескольких вариантов.
Первый вариант выполнения – простой, вовремя выполнения агрегата по такому алгоритму необходимо собрать конструкцию, состоящую из таких деталей:
Инструкция по изготовлению:
- для начала измеряем необходимую длину металлического уголка, убрать лишнее;
- просверлить симметрично с двух сторон, отверстия необходимого диаметра;
- при помощи гаек и болтов закрепить подшипники.

Конструкция направляющих готова, она не требует массы усилий и довольно понятна для неопытного мастера.
Направляющие из мебельных стержней используются при изготовлении мебели на заказ, чтобы добиться точности, подойдет готовая фрезерная база из мебельных деталей. С применением в конструкции отшлифованных цилиндрических стержней.
В этом случае необходимо сделать отверстия, равные по диаметру их ширине, прямо в суппорте, они обязательно обязаны быть параллельны друг другу.
Специалисты рекомендуют дополнительно использовать бронзовые втулки, тогда их размер обязан ровняться диаметру направляющих.
Используя старые печатные машинки «Янтарь», легко изготовить направляющие для ЧПУ своими руками. Их особенность в том, что движущие части там выполнены в форме уголка. Понадобятся такие детали:
- подвижная часть;
- сепаратор – пластина, в которую вмонтированы шарики;
- рельсы;
- металлическая пластина;
- уголки, длина которых равна рельсу.
Соединяем все части необходимым образом и получаем готовый результат.
Рекомендации умельцев
Для маленького домашнего станка ЧПУ в качестве направляющих следует взять автомобильные стойки.
Их используют в отечественных автомобилях, поэтому достать их не составит труда. Используются штоки от стоек, они обладают прочностью и сделаны из качественного металла.
Поэтому проявив смекалку и фантазию, у мастера возможности становятся безграничны. Немного подумав, несложно собрать станок ЧПУ своими руками из подручных деталей, находящихся в доступе и не используемых по назначению. Это сократит затраты на домашнее производство и повысит его продуктивность и качественность.
Для изготовления самодельных направляющих для домашнего ЧПУ станка можно использовать очень простую конструкцию из подшипников, алюминиевого уголка и болтов с гайкой.
Итак, материалы которые необходимы для сборки направляющих самодельного ЧПУ станка
Подшипники. Казалось бы — чем шире подшипник, тем больше плоскость качения и тем менее будет снашиваться алюминиевый уголок, однако это не так! На направляющие в момент работы действуют силы реакции противодействующие движению мотора, это из за того, что фрезер «грызет» заготовку и реально подшипник любой толщины накатывает весьма узкую дорожку. Так что стараться искать широкий подшипник во всю направляющую не стоит, как и не стоит ставить 2-е штуки рядом по ширине направляющей.
Казалось бы — чем шире подшипник, тем больше плоскость качения и тем менее будет снашиваться алюминиевый уголок, однако это не так! На направляющие в момент работы действуют силы реакции противодействующие движению мотора, это из за того, что фрезер «грызет» заготовку и реально подшипник любой толщины накатывает весьма узкую дорожку. Так что стараться искать широкий подшипник во всю направляющую не стоит, как и не стоит ставить 2-е штуки рядом по ширине направляющей.
Алюминиевый уголок используется и для изготовления каретки. Если его же применить как направляющую то это будет расходный материал, та часть направляющей по которой будет кататься каретка на подшипниках очень быстро протрется. Вместо алюминия лучше применять любой другой метал, лучше всего сталь.
Наиболее подходящим материалом для направляющей самодельного ЧПУ станка является шлифованный стальной кругляк, можно, к примеру, использовать направляющие каретки из принтера.
Болты с гайками, подбираются совместно с подшипниками, толщина болта должна быть по внутреннему диаметру подшипника.
Теперь поговорим о конструировании. Как говориться в одной русской пословице — лучше один раз увидеть, чем сто раз услышать, так что смотрим видео про изготовление каретки.
Если говорить кратко, делаем следующую конструкцию и закрепляем ее на самодельном ЧПУ станке.
В общем виде конструкция выглядит следующим образом
Если у вас нет хорошего шлифованного кругляка, не беда, для изготовления домашнего ЧПУ станка можно использовать любые подручные материалы. На фотографии ниже пример использования железной трубы квадратного сечения и обычных железных уголков.
Как говорится — было бы желание, а проблему нехватки подходящего материала всегда можно решить.
Очень точная сверлильная стойка под дрель своими руками
Сверлильные стойки под дрель даже в заводском исполнении очень далеки от идеала, так как сверло в них сложно выставить строго по вертикали. Если нужна предельная точность, лучше сделать стойку самостоятельно.
Материалы:
- фанера 20 мм;
- линейные направляющие с подшипниками – 2 шт.;
- талреп;
- трос в оболочке 2-3 мм;
- вал 20 мм;
- подшипники пол вал – 2 шт.;
- болты М8 с гайками;
- большой хомут.
Дополнительные материалы:
- PDF чертеж с точными размерами – https://mazaydiy.com/plans/drill-press-machine.pdf
- 3D модель, для более наглядного представления – https://grabcad.com/library/homemade-drill-press-machine-out-of-plywood-1
Процесс изготовления сверлильной стойки
Колонна станка представляет собой фанерное основание, на котором будут крепиться линейные направляющие с подшипниками. Оно вырезается на 20-30 см длиннее направляющих. С обратной стороны его нужно укрепить ребрами жесткости.
Из фанеры вырезается столик станка.
Необходимо прикрутить его к основанию на косой шуруп. В столике делаются 2 глухих отверстия под линейные направляющие. В верхней точке они прикрепляются к двум сращенным отрезкам фанеры, также прикрученным к станине. Направляющие вклеиваются в посадочные отверстия на эпоксидный клей. Перед этим на них надеваются линейные подшипники. Обязательно соблюдаются прямые углы.
Для укрепления столика нужно вырезать из фанеры 2 боковые вставки и прикрутить их снизу. Они соединяются с нижней частью станины и столом на косой шуруп. В боковинах нужно будет сделать отверстия большой фрезой. Под столом к станине прикручивается талреп.
Из фанерного диска делается регулировочное колесо. В нем сбоку просверливаются 3 отверстия, и в них вклеиваются болты из анкеров. Затем колесо сверлиться по центру и в него вклеивается вал. В месте склейки на валу нарезаются насечки. Сбоку колеса делается метка. Для этого достаточно просто вклеить гвоздь и срезать его заподлицо.
Из фанеры вырезается держатель-хомут для дрели.
Он представляет собой отрезок фанеры с отверстием равным диаметру корпуса дрели по месту установки съемной ручки.
 Заготовка разрезается до отверстия и оснащается болтом с гайкой. Таким образом, при их затягивании вставленная дверь будет зажиматься.
Заготовка разрезается до отверстия и оснащается болтом с гайкой. Таким образом, при их затягивании вставленная дверь будет зажиматься.Также из фанеры вырезается щит для крепления дрели. Он прикручивается к линейным подшипникам на направляющих. К нему крепится на косой шуруп ранее сделанный хомут. Под него устанавливаются 2 ребра жесткости.
На обороте щита прикручиваются бруски с впрессованными подшипниками, в которые ставится вал с регулировочным колесом. По краям вал фиксируется фанерными дисками.
Для работы подъемного механизма требуется натянуть трос между талрепом под столом и верхним креплением направляющих. При этом его необходимо обернуть несколько раз на валу. Затем он натягивается талрепом.
Для снижения биения необходимо сделать обоймы для ограничителей вала. Они представляют собой разрезанные пополам фанерные заготовки, оставшиеся после высверливания ограничителей. Обоймы прикручиваются к станине.
Дрель устанавливается в станок и дополнительно зажимается хомутом. Чтобы сверло располагалось строго вертикально, необходимо закрутить пару болтов через ребра жесткости держателя. Ими можно отрегулировать наклон шпинделя.
Смотрите видео
ФРЕЗЕРНЫЙ ЧПУ СВОИМИ РУКАМИ. Сразу найти что и как маркируется в запчастях и комплектации для станокв с ЧПУ найти не удалось, а учитывая не совсем корректуню работу переводчика пришлось потратить не один день на то, чтобы разобраться как получить расшифровку маркировки валов, подшипников и держателей используемых для станков с ЧПУ.
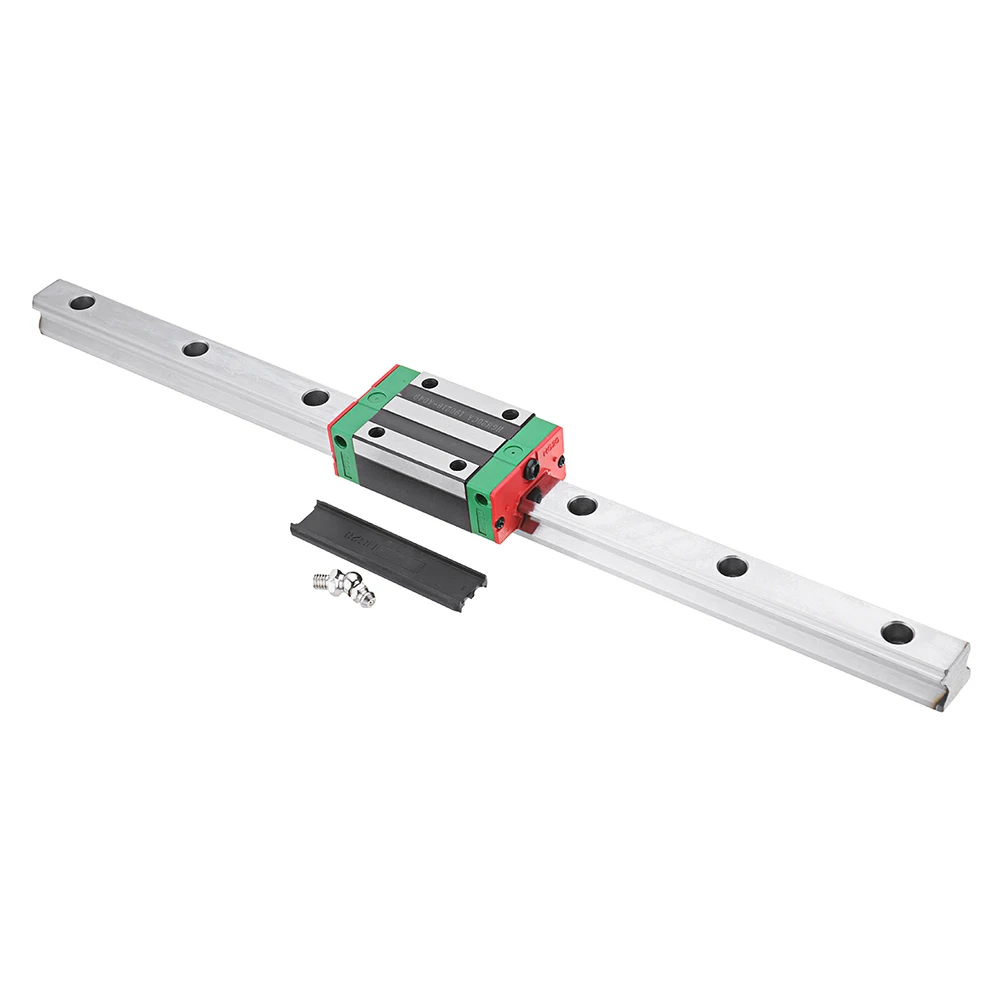
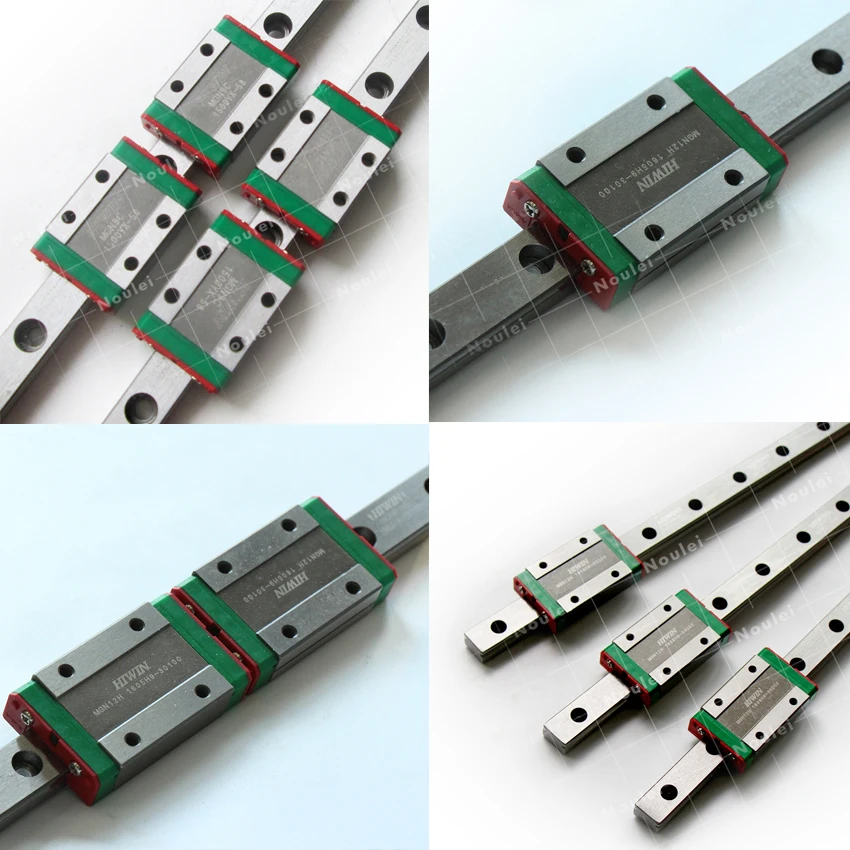
Буквами SBR маркируются круглые штанги закрепленные на специализированных рельсах, которые и крепятся к основания устройства. Диаметр обозначается точно так же – последними цифрами. Есть еще прямоугольные направляющие, маркируемые буквами MGN, цифры после букв указывают ширину, толщина обычно пропорциональна. Однако прямоугольные направляющие имею довольно много подвидов, зависящих от формы профиля рельсы и точек контакта рельсы с шариками подшипников. Сильно не разбирался – данные направляющие значительно дороже, а серьезный станок мне пока не по карману.
Линейные подшипники имеют большее разнообразие, поскольку отличаются конструктивно и после цифр указывающих диаметр пишут буквы UU, если подшипник укороченный. LM – линейный подшипник, именуемый шариковой втулкой. Не имеет корпуса и предназначен для плотной посадки в отверстия соответствующего диаметра и фиксацией при помощи стопорных колец. Так же может маркироваться последними буквами UU и LUU, разумеется LUU будет длинее. LMK, LMH и LMF – линейные подшипники имеющие крепежные отверстия на торцевой площадке корпуса, последняя буква обозначает форму крепежной площадки.
Подшипники на направляющие SBR маркируются так же как и направляющие, но в конце указываются 2 буквы UU, например для направляющей SBR12 нужно искать подшипник SBR12UU. Держатели круглого вала маркируются буквами SK и SHF, отличаются способами крепления. SK держит вал параллельно крепежной поверхности, а SHF – перпендикулярно. SFU – обозначения приводных валов линейного перемещения, после букв первые две цифры обозначают диаметр, вторые две – расстояние между соседними витками приводной канавки. Например SFU1605 означает, что диаметр вала 16 мм, а шаг резьбы привода 5 мм. Если вдруг надумается брать подобные штуки, то следует более внимательно изучить описание – на некоторых валах написано, что торцы не обработаны, а это означает довольно приличную головную боль при обработке дома. Если же торцы обработаны, то для создания полноценного привода потребуются держатели вала детали серии BF и BK. Цифры после букв означают диаметр вала. Тут следует смотреть, что BK это держатели в котором установлен упорный подшипник, а в держателе серии BF – обычный. Обычно данные валы идут с чертежами поэтому ВЫБИРАЙТЕ САМИ. Есть еще одна довольно полезная вещица, маркируемая как PHSA, а после букв указывается диаметр вала. Подобные подшипники весьма полезны при создании кривошипно-шатунных механизмов. Диаметр для вала начинается с 3-х мм. Маркируются так же буквами SI и SA, после букв идет цифра, указывающая диаметр латунного вкладыша, и в конце подмаркировка буквами T/K. Отличия SI и SA в том, что у серии SI резьба внутренняя, т.е. в нее вкручивается болт или шпилька, а серия SA содержит наружную резьбу для гайки.
Рекомендуемые диаметры направляющих.
Адрес администрации сайта: admin@soundbarrel.  ru ru
|
 Впрочем использовать данные детали можно не только именно для станков с ЧПУ – ведь ни кто не запрещает вращать перемещающий каретку вал руками. Лично я вообще озадачился сборкой инкубатора и мне понадобились линейные направляющие для сборки механизма автоматического переворота яиц. Вот поэтому и пришлось немного почитать на эту тему, порыться по справочникам и довольно долго перекапывать сайт, на котором и планируется закупка комплектующих.
Впрочем использовать данные детали можно не только именно для станков с ЧПУ – ведь ни кто не запрещает вращать перемещающий каретку вал руками. Лично я вообще озадачился сборкой инкубатора и мне понадобились линейные направляющие для сборки механизма автоматического переворота яиц. Вот поэтому и пришлось немного почитать на эту тему, порыться по справочникам и довольно долго перекапывать сайт, на котором и планируется закупка комплектующих. Такие направляющие несколько дороже цилиндрических, но у них полностью отстутствует прогиб и точность изделий получается значительно выше. Однако перед заказом следует все тщательно продумать – прогиб направляющей SF12 будет горадо меньше, чем у SF8, а стоить она будет дешевле SBR10. Серия SBR начинается с валов диаметром 10 мм:
Такие направляющие несколько дороже цилиндрических, но у них полностью отстутствует прогиб и точность изделий получается значительно выше. Однако перед заказом следует все тщательно продумать – прогиб направляющей SF12 будет горадо меньше, чем у SF8, а стоить она будет дешевле SBR10. Серия SBR начинается с валов диаметром 10 мм: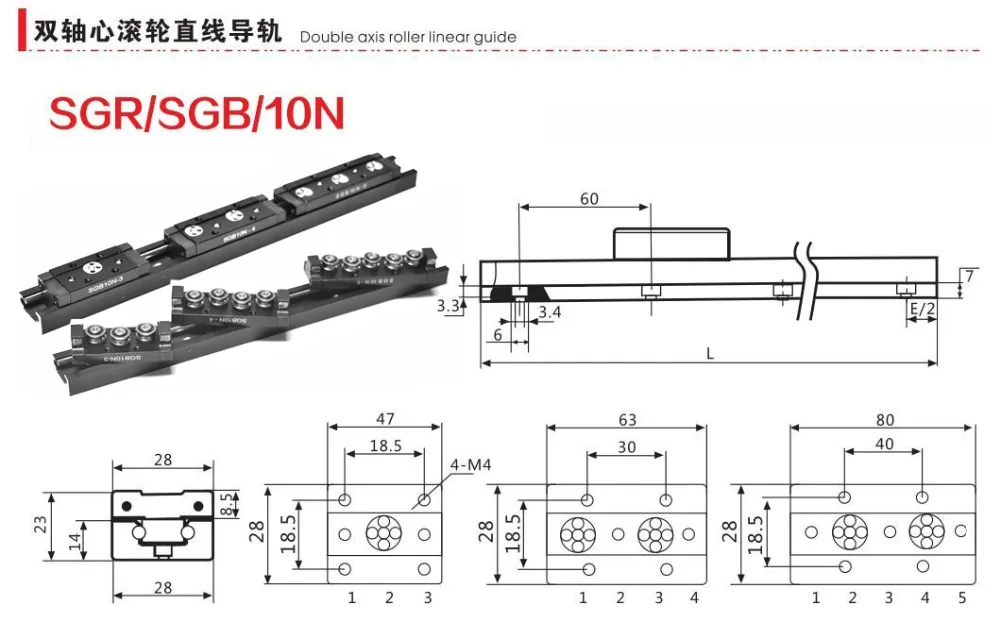 Кстати сказать направляющие серии SBR довольно часто комплектуется подшипниками сразу, так что затевать отдельный поиск для подшипиков как то смысла не имеет.
Кстати сказать направляющие серии SBR довольно часто комплектуется подшипниками сразу, так что затевать отдельный поиск для подшипиков как то смысла не имеет.Хоббийный CNC-роутер своими руками. Гуманитарий для гуманитариев / Хабр
Сначала я хотел лодку. Начитавшись отчетов на сайте каякеров, насмотревшись на эту красоту, я представлял, как рассекаю на шервотере по утренней глади, и все такое. Попутно, с целью хоть как-то расшевелить остатки межушного ганглия, я уныло ковырял уроки по КОМПАСу.Позже добавились видеозалипалочки на Ютубе, чтение форума на cnc-club.ru, и постепенно как-то так получилось, что я захотел станок.
Чтобы пояснить, насколько я на тот момент не владел материалом, а желание получить результат дешевлелучшедаром было настолько сильным, что я всерьез обдумывал строительство фанерного станка с направляющими из профильной трубы с приводом на велосипедной цепи. Из инструмента имелась болгарка и две дрели. В качестве верстака — письменный стол.
Сразу скажу, что я не собираюсь описывать принцип действия шагового двигателя и принципы работы ЧПУ. Об этом уже достаточно написано людьми более подготовленными. Я буду вспоминать свои заблуждения и проблемы, с которыми пришлось столкнуться. Я ни словом, ни намеком не собираюсь утверждать, что теория не нужна, мысль в том, что в Сети уже накоплен достаточный опыт для того, чтобы любитель мог построить дома достаточно работоспособный агрегат для работ по дереву и возможно по мягким металлам. Я отдаю себе отчет, что в статье могут быть неточности, но пишу, как понял. Если будут поправки — с меня спасибо.
Также я не собираюсь выкладывать чертежи своего станка. Во-первых, полных их нет. Во-вторых, нет никаких проблем смоделировать хоббийный станок самостоятельно, получив бонус в виде понимания конструкции своего детища. В-третьих, опубликованных моделей хоббийных ЧПУ с отчетами о строительстве в Сети предостаточно. Гораздо более продуманных и лучше сделанных.
Итак, возвращаясь к нашим нам. Я начал моделировать свой будущий станок. Предполагалась портальная конструкция с рабочим полем 1500х1000х100 мм. Первыми пострадали направляющие из профильной трубы. После того как я построил каретки, которые катались бы по направляющим на шарикоподшипниках, и попытался представить, как собираю их в натуре, я понял, что на коленке их ни за что не выставлю не то что точно, а хоть как-то параллельно.
Первыми пострадали направляющие из профильной трубы. После того как я построил каретки, которые катались бы по направляющим на шарикоподшипниках, и попытался представить, как собираю их в натуре, я понял, что на коленке их ни за что не выставлю не то что точно, а хоть как-то параллельно.
Цилиндрические SFC не рассматривались изначально, поскольку, чтобы при закреплении направляющих только на концах и отсутствии связи между ними обеспечить хоть какую-то устойчивость фрезера, по данным портала purelogic.ru, диаметр направляющей должен быть не менее 5% длины. Лучше 6-10%. То есть, даже при длине направляющей в полметра диаметр ее должен быть 25-50 мм.
Цилиндрические направляющие на опоре, хотя и значительно лучше, однако, тоже имеют свои недостатки. Во-первых, полированный металлический вал просто прикручен через каждые двадцать сантиметров к дюралевой основе, не обеспечивая достаточной жесткости крепления. Во-вторых, шарик линейного подшипника соприкасается с направляющей только в одной точке, что приводит к повышенному износу. В-третьих, линейные подшипники сами по себе люфтят. Принято считать, что цилиндрическая направляющая на опоре обеспечивает точность в десятые доли миллиметра. Приходилось слышать, что данные направляющие на настоящих станках применяются для защитных экранов.
Ну, и лучший вариант для ЧПУ-фрезера — направляющие HGR. Направляющая привинчивается непосредственно на станину, что увеличивает жесткость конструкции, шарики подшипника движутся по специальному желобу, позволяющему сильно увеличить площадь соприкосновения, вследствие чего сильно уменьшить износ. Каретки для этих направляющих продуманы и выполнены более тщательно, и, как результат, обещают точность в сотые доли миллиметра.
Что до меня, то я тогда выбрал второй вариант: направляющие SBR16. Брать нормальные на тот момент задавила жаба. Сейчас думаю, что надо было месяц подождать и выписать, наверно, их, но что сделано, то сделано. Вырасту большой — поменяю.
Были куплены:
- 2 штуки SBR16 — 1500 мм 112 USD
- 2 штуки SBR16 — 1000 мм 65 USD
- 2 штуки SBR16 — 300 мм + 2 шт подшипники SBR16UU 48 USD
Разумеется, были куплены и линейные подшипники по четыре на ось, но с их приобретением произошла скандальная история, и точную цену сейчас не скажу.
 Дело в том, что я тогда был очень неопытным и очень жадным покупателем на Али-экспресс, и когда в первый раз искал направляющие, наткнулся на несколько мутным образом составленное предложение комплекта из полутораметровой направляющей и пары подшипников. Очумев от такой халявы, я заказал сразу четыре комплекта, решив, что я всех обхитрил и молодец. Когда принесли коробку, длиной явно не полтора метра, в которой были восемь линейных подшипников, я очумел еще раз и открыл спор. Продавец некоторое время прикидывался дурачком, намекая на мою лоховатость, но перед тем, как в дело вмешалась площадка, предложил вернуть часть денег. Я прикинул, сумма получилась адекватной, и согласился на частичный возврат. Сумму сейчас не помню. А вообще, подшипники стоили около пяти долларов за штуку. То есть 5х12=60 USD.
Дело в том, что я тогда был очень неопытным и очень жадным покупателем на Али-экспресс, и когда в первый раз искал направляющие, наткнулся на несколько мутным образом составленное предложение комплекта из полутораметровой направляющей и пары подшипников. Очумев от такой халявы, я заказал сразу четыре комплекта, решив, что я всех обхитрил и молодец. Когда принесли коробку, длиной явно не полтора метра, в которой были восемь линейных подшипников, я очумел еще раз и открыл спор. Продавец некоторое время прикидывался дурачком, намекая на мою лоховатость, но перед тем, как в дело вмешалась площадка, предложил вернуть часть денег. Я прикинул, сумма получилась адекватной, и согласился на частичный возврат. Сумму сейчас не помню. А вообще, подшипники стоили около пяти долларов за штуку. То есть 5х12=60 USD.После того как определился с направляющими, встал вопрос: чем я буду это дело тянуть-толкать. Когда дело дошло до проектирования, все велосипедные фантазии пропали как-то сами собой, и выбор получился между гофрированным ремнем, зубчатой рейкой, винтом с трапециевидной резьбой и шариковинтовой передачей.
Некоторое время рассматривался зубчатый ремень HTD, широко применяемый в любительском станкостроении, но я так и не нашел, насколько он растягивается на длине в полтора метра. Позже наткнулся на метод борьбы с растяжением, но выбор к тому времени уже был сделан. Но тот, кто это изобрел — чертов гений. Без намека на иронию.
Винт с трапецеидальной резьбой, во-первых, имеет малый шаг, что замедляет движение каретки по оси, во-вторых, я так понял, что там все не просто с регулировкой гайки для избежания люфтов, и, в-третьих, мне не удалось узнать, какое необходимо усилие для преодоления силы трения между винтом и гайкой. Единственное, что удалось найти — утверждение, что ШВП работает легче процентов на тридцать.
Недорогую рейку я на тот момент просто не нашел. И, в конце концов, остановился на ШВП. Думаю, что данная передача оптимальна для начинающего.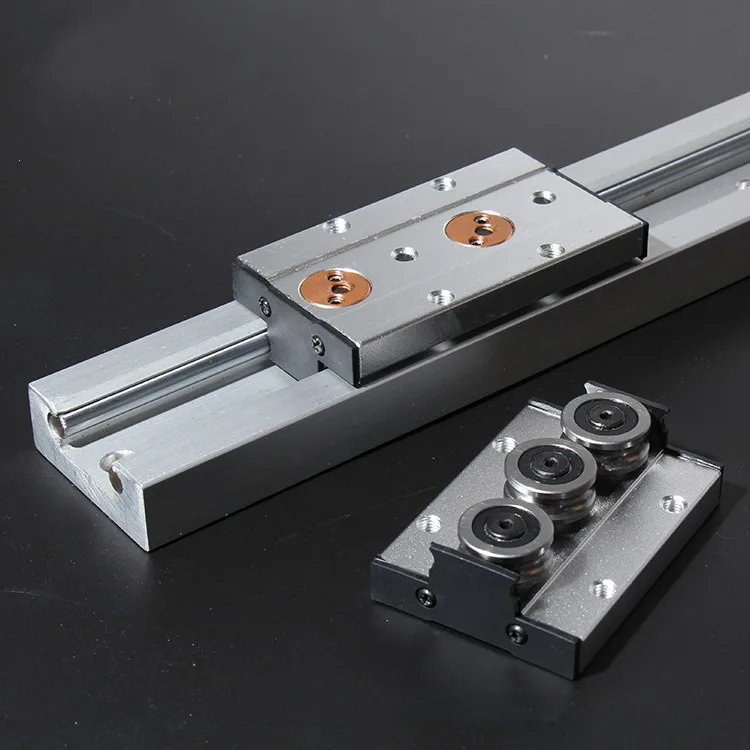 Закрепления требует только на концах, редукторы и прижимы изобретать не надо. Жесткость достаточная. На скорости 40 мм/с не вибрирует. Уверен, что и при увеличении скорости до 50-60 мм/с вибрировать не будет.
Закрепления требует только на концах, редукторы и прижимы изобретать не надо. Жесткость достаточная. На скорости 40 мм/с не вибрирует. Уверен, что и при увеличении скорости до 50-60 мм/с вибрировать не будет.
Затраты на ШВП:
- 1 штука ШВП SFU1605 — 1000 мм 44 USD
- 1 штука ШВП SFU1605 — 300 мм 30 USD
- 2 штуки ШВП SFU1605 — 1500 мм 50 USD
- 4 штуки муфта с полиуретановой вставкой 16 USD
- 4 комплекта опор для ШВП BK12+DF12 24 USD
Таким образом, на передачи и направляющие мной было потрачено 450 долларов. Все железо нонейм, бренды брать для строительства на коленке посчитал излишним. Про сверхточность врать не буду (хотя, а кто проверит?), поскольку станок находится в неотапливаемом помещении, но повторяемость нескольких двухсотмиллиметровых кругов из пятнадцатимиллиметровой фанеры составляет, если мне не врут глаза и советский штангенциркуль, одну десятую миллиметра.
На этом вводную часть закончу. В следующей постараюсь рассказать, как я проектировал узлы своего станка и чем при этом руководствовался.
Выбор между сборкой «сделай сам» или сборкой «под ключ»
Инженеры, создающие системы линейного перемещения, могут использовать подходы «сделай сам» с нуля или покупать готовые решения под ключ. Здесь мы объясняем, где каждая тактика наиболее прибыльна.
Джон Брокоу и Кент Мартинс | Валин Корп.
Каким образом проектировщики должны выбирать между созданием конструкций с линейным перемещением собственными силами или покупкой предварительно спроектированных сборок? Что следует учитывать при определении наилучшего подхода к проектированию? Все ответы на эти вопросы начинаются и заканчиваются подробностями процесса проектирования и машины, для которой проектируется сборка.Все подходы к построению с линейным движением имеют преимущества и недостатки – и поэтому (как и в большинстве случаев проектирования) требуют компромиссов при проектировании.
Заблаговременное планирование с реалистичным составлением бюджета и анализ долгосрочных функций машины могут обеспечить машиностроителям и конечным пользователям наиболее выгодную настройку.
Полная настройка может быть идеальной для одних операторов завода и кошмаром для других. Каковы преимущества? Что ж, подход DIY к линейному дизайну движения предлагает возможность настроить почти каждую деталь машины.Дизайнеры могут адаптировать компоненты к точным потребностям конечного процесса, потому что они в основном создают систему с нуля.
Но если это звучит как дорогостоящий подход к проектированию, требующий приличного количества времени, то это так. Одним из преимуществ создания движущихся объектов своими руками является максимальное увеличение рабочей силы на сервере… Но даже здесь предприятие должно гарантировать, что у него есть инженерные возможности для выполнения.
Наличие талантливых инженеров является ключевым моментом для подхода к самостоятельной сборке из-за стоимости рабочей силы и времени, необходимого для создания системы.Аренда разовых инженеров для завершения работы – вариант, но он сопряжен с риском. При использовании стороннего инженерного источника уровень контроля над дизайном может быть немного снижен. Аутсорсинг также может создать проблемы в будущем, если проект движения необходимо изменить, но первоначально нанятая внешняя команда инженеров внезапно недоступна.
Более того, сложно воспроизвести предыдущие проекты, которые не были созданы собственными силами. К какому типу процесса применим этот уровень настройки? Это действительно зависит от размера конечного использования машины.Сборки DIY с линейным перемещением превосходны, когда они предназначены для машин, которые будут производиться серийно, или если рынок не предлагает настройки, удовлетворяющие требованиям конечного использования.
Для машин, которые будут производиться серийно, производители оригинального оборудования могут получить некоторую экономию на масштабе, закупая только необходимые им компоненты в больших количествах. Иногда OEM-производители также могут покупать компоненты, которые дешевле, чем приобретенные системы движения, которые превышают потребности конечного использования. Там, где рынок не предлагает дизайн движения, отвечающий требованиям конечного использования, иногда оптимальным выбором является разовое решение.Например, заказной линейный привод может помочь удовлетворить требования к точности или размерным параметрам и параметрам окружающей среды. Фактически, индивидуальная настройка является основным фактором при рассмотрении сборки DIY с линейным перемещением.
Там, где рынок не предлагает дизайн движения, отвечающий требованиям конечного использования, иногда оптимальным выбором является разовое решение.Например, заказной линейный привод может помочь удовлетворить требования к точности или размерным параметрам и параметрам окружающей среды. Фактически, индивидуальная настройка является основным фактором при рассмотрении сборки DIY с линейным перемещением.
Для инженеров-проектировщиков, которые хотят настроить систему от умеренной до минимальной, гибридный инженерный подход – лучший способ действий.Гибридные установки – это именно то, на что они похожи – немного самостоятельной работы в сочетании с полной установкой. Предварительно спроектированные установки позволяют легко комбинировать и согласовывать части системы, не требуя неработающих инженерных усилий для создания и выполнения проекта.
Здесь показаны линейный привод Parker Hannifin с ременным приводом и привод на основе линейного двигателя – типичные компоненты для гибридных подходов с линейным перемещением. Фактически, гибридные (и полностью готовые к работе) сборки с линейным дизайном обычно запускаются и запускаются в короткие сроки.Изображение любезно предоставлено Parker HannifinВ случае компонентов, которые предварительно определены и имеют задокументированную производительность, все, о чем должен беспокоиться заказчик, – это окончательная сборка деталей. Гибридные подходы к линейному дизайну также включают гарантии на их компоненты, что может успокоить клиентов. Если возникла проблема с деталью и у компании нет специализированных технических специалистов для ее устранения, они могут обратиться к производителю за данными и информацией, которые помогут решить проблему.
Не существует универсального наилучшего метода проектирования системы линейного перемещения.
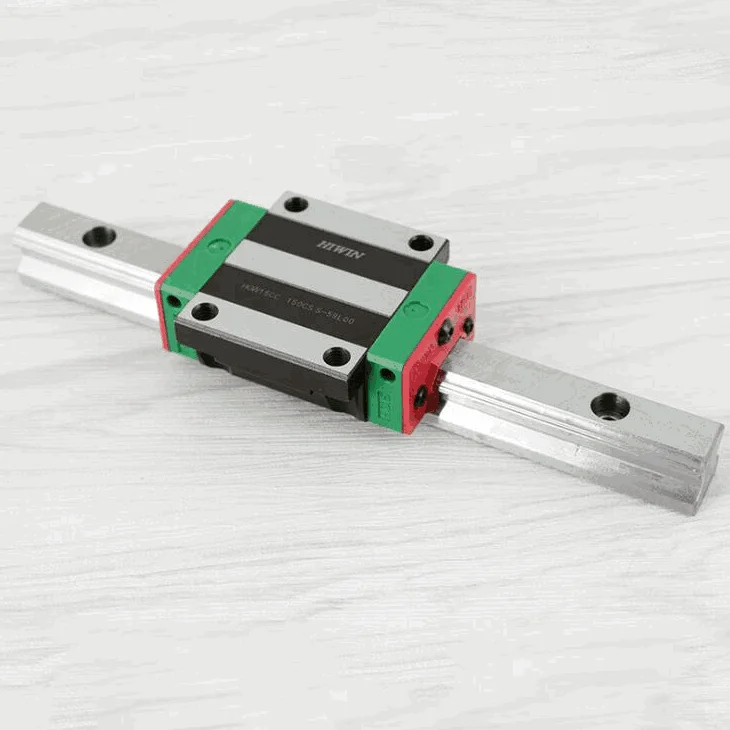 Что лучше для пользователя машины, зависит от его процесса, графика операций и доступной рабочей силы.
Что лучше для пользователя машины, зависит от его процесса, графика операций и доступной рабочей силы.Одним из основных недостатков гибридных систем, очевидно, является более низкий уровень настройки. Инженеры могут проектировать только по стандартным размерам и ширине производителя, что может быть сложной задачей в некоторых процессах. Гибридные подходы к линейному дизайну лучше всего подходят для приложений, в которых может потребоваться несоответствие производителей. Если OEM-производитель требует для одного или нескольких товаров разных, конкретных брендов, гибридный дизайн – действительно единственный вариант.Несмотря на то, что для изготовления определенных изделий используются разные производители, каждый имеет свои собственные характеристики и гарантии.
Если конкретный подкомпонент неисправен или преждевременно изнашивается, разработчик также может обратиться за заменой. Если конечный пользователь каким-либо образом повредил свою систему, в некоторых случаях можно купить запасную часть. Если разработчик хочет изменить ход или скорость, также проще внести изменения в подходы гибридного линейного проектирования, поскольку все системные спецификации доступны у производителей.
Подходы к линейному проектированию под ключ для полных установок Готовые блюда под ключ можно сравнить с ужином в ресторане, а не с приготовлением еды дома. Единственное решение, которое должен принять машиностроитель, – это выбрать то, что он хочет. Предлагаемые линейные конструкции завершены и готовы к реализации без дополнительных затрат времени на разработку. Еще одно огромное преимущество этого подхода к проектированию линейных систем заключается в том, что все возможности установки указаны производителем.Например, машиностроитель может заказать детали, предназначенные для работы в чистых помещениях или в средах, где требуются взрывозащищенные компоненты. При полной настройке под ключ производитель компонентов точно знает свои возможности. Кроме того, в отличие от линейных систем, построенных по принципу «сделай сам», существует небольшая вероятность того, что инженеры по ошибке выберут компоненты, соответствующие ненужным проектным параметрам.
Кроме того, в отличие от линейных систем, построенных по принципу «сделай сам», существует небольшая вероятность того, что инженеры по ошибке выберут компоненты, соответствующие ненужным проектным параметрам.
Одним из недостатков предварительно разработанных конструкций с линейным перемещением является то, что они не будут идеально адаптированы для каждого процесса. Поскольку детали уже изготовлены и обмерены, у дизайнера очень мало возможностей для настройки (кроме выбора наиболее подходящей детали). Вот почему этот инженерный подход лучше всего использовать машиностроителям, у которых нет достаточного количества инженерных талантов в штате, чтобы выполнить проектирование собственными силами.
Как и в случае конструкций с линейным перемещением, созданных с использованием гибридного подхода, сборки «под ключ» также предлагают спецификации и гарантии совместной работы компонентов системы.Они отлично подходят для замены деталей и компонентов, но то, что делает их подходящими для дизайнеров, – это элементы настройки из одного источника и необходимость иметь дело только с одним поставщиком. Если что-то пойдет не так с дизайном, оператор должен обратиться только к этому поставщику, чтобы решить эту проблему.
Линейно-подвижные системы (денежные и временные) бюджеты Выбирая инженерный подход, подходящий для проектирования, машиностроители должны задать себе множество вопросов о процессе, для которого они проектируют.Прежде чем принимать какие-либо окончательные проектные решения, инженеры также должны знать, на каком этапе цикла проектирования они находятся и каков их общий бюджет. Здесь также важен временной бюджет проекта. Обычно время, необходимое для создания приложения, примерно одинаково для всех трех подходов к проектированию… хотя линейные проекты «под ключ», как правило, можно спроектировать немного быстрее. Независимо от подхода, инженеры должны дать производителям твердое представление о том, сколько времени им нужно на реализацию того, что им нужно.
Независимо от подхода, инженеры должны дать производителям твердое представление о том, сколько времени им нужно на реализацию того, что им нужно.
Об авторах: Джон Брокоу и Кент Мартинс – старшие инженеры по применению в Valin Corp., ведущем поставщике установок для технологий, энергетики, наук о жизни, природных ресурсов и транспорта. Valin предлагает персонализированное управление заказами, поддержку на месте эксплуатации, всестороннее обучение и прикладные экспертные инженерные услуги с использованием средств автоматизации, управления текучими средами, точных измерений, технологического нагрева, фильтрации и гидравлических систем. Для получения более подробной информации, посетите WWW.valin.com.
Линейные направляющие– 3 совета по поиску ступеньки
Правильная установка линейных направляющих и монтажных блоков имеет решающее значение. Без правильной установки направляющая скольжения может со временем изнашиваться, вызывая серьезные проблемы в работе.
Есть несколько способов разместить ступеньку так, чтобы все подходило и двигалось вместе, не выполняя, казалось бы, невозможную задачу по собственному измерению размера фаски.
1.Использование блоков регулировки высоты
Посмотрите на блок регулировки высоты рядом с линейной направляющей. Каждый блок регулировки высоты имеет опорную ступеньку, соответствующую размеру соответствующей линейной направляющей. Наряду с этой информацией вы также найдете измерения максимального радиуса и высоты ступеньки, с которыми может работать этот конкретный блок регулировки высоты.
Можно с уверенностью предположить, что вы можете использовать те же самые измерения, указанные с шагом 1 мм, чтобы помочь вам найти шаг линейной направляющей.
2. Использование размера фаски
В качестве альтернативы вы можете пойти длинным путем в поиске размера фаски, чтобы дать вам правильные числа для определения шага.
Два размера, помеченные как «Ca» и «Cb», выделены выше. Это говорит вам, каков размер фаски, чтобы вы могли определить максимальные пределы радиуса обработки, гарантируя, что все подходит и работает вместе, не ломаясь из-за трения. Вы можете найти размеры на странице продукта каждой линейной направляющей, как в примере ниже.
3. Устранение необходимости в ступеньке с помощью монтажных отверстий под дюбели
Также стоит отметить, что вам, возможно, даже не нужно знать ступеньку для своей линейной направляющей.
Обычно вам нужно знать только размер ступеньки, чтобы вы могли установить направляющую. Вы можете сконструировать свою машину и эффективно управлять ею, просверлив отверстие в монтажной поверхности, вставив установочный штифт, а затем установив направляющую, поместив направляющую поверх штифтов и вставив их в предварительно сделанные монтажные отверстия.
Линейные направляющие Линия продуктов
Посетите нашу страницу линейных направляющих, чтобы увидеть полный ассортимент продукции и размеров. MISUMI также сотрудничает с экспертами по линейному перемещению THK, чтобы предложить вам рельсы для резки по длине. Ознакомьтесь с линейкой продуктов THK Linear Guide!
1500 мм Подъемная система каркаса кровати по бюджету
Я ищу сделать что-нибудь, чтобы поднять кровать размера «king-size» (Великобритания) примерно на 1200 мм, но, возможно, и до 1500 мм. В идеале, скажем, через 30 секунд или меньше – хотя более быстрое снижение, вероятно, важнее, чем рост и удвоение, что, вероятно, было бы хорошо.
Кровать будет располагаться у одной стены в изголовье, а нижняя часть может располагаться любой стороной к стене, но в стене между двумя углами на этом конце будет зазор для 50-дюймового телевизора.
Кровать будет опираться на кронштейны при использовании, поэтому подъемная система не должна выдерживать полный вес (было бы весело, если бы она могла поднимать вес, но излишняя).
У меня всего около 2100 мм общего пространства, поэтому нельзя использовать линейный привод, которому требуется вдвое больше доступного пространства, а варианты телескопирования незначительны.
Хорошим простым решением было бы приобрести линейные направляющие с четырьмя ходовыми винтами, по одной на каждом углу, что означало бы отсутствие необходимости в дополнительных опорах или направляющих. Однако, как правило, они дорогие и предназначены для большей точности, чем для подъема.
Мне до сих пор нравится идея винтовой системы . Мне было интересно, возможно, получить существующий линейный привод и адаптировать его к типу с плавающей гайкой, возможно, получить меньший размер и заменить винт. Затем добавляем опору вверху.Мне не нужны модные шаговые двигатели. Ходовой винт имеет смысл, поскольку не требует дополнительной блокировки – хотя не уверен, насколько быстрее будет шариковый винт.
Конечно, я мог бы просто перейти к решению, полностью сделанному своими руками, но размышление, основанное на существующем линейном приводе, могло бы сэкономить некоторые хлопоты.
Есть мысли?
В противном случае в моем «решении для резервного копирования » должно быть 4 каких-то руководств, возможно, очень простых. Затем поднимите его с помощью кабеля или ремня в каждом углу, подключенного к центральному шпинделю под кроватью, подключенному к двигателю – либо полностью сделай сам, либо примерно за 140 фунтов стерлингов, я думаю, я могу получить аналогичный механизм, предназначенный для использования в гаражах, которые будут соответствовать требованиям. спецификацию, которую я мог адаптировать.
Я хочу избежать слишком большого веса – в прошлом я делал станину типа «разводной мост», которая уравновешивалась некоторым весом, свисающим с вала, чтобы ее можно было легко поднять – хотя газовые стойки также можно было использовать в подобный способ значительно уменьшить необходимое усилие. (Кровать в этой ситуации в настоящее время настроена на вертикальное вращение по длинному краю, но для этого требуется ремень, который можно надеть поверх покрывала, и он по-прежнему занимает довольно много места, где я пытаюсь получить больше места.
Комплект направляющих для линейных подшипников SBR12 2 шт. SBR12 Линейная направляющая 200 мм с 4-мя скользящими блоками SBR12UU для фрезерных станков и токарных станков с ЧПУ DIY
Стандартный промышленный блок SBR с большой точностью, линейный вал скольжения изготовлен из высококачественной углеродистой стали, а подшипник – из алюминиевого сплава, опорная шина из алюминиевого сплава с предварительно просверленными отверстиями для легкой установки, спасибо за ваше понимание, особенности продукта: , прочный и долговечный, 2 шт. линейная направляющая SBR12 200 мм с 4-мя скользящими блоками SBR12UU для маршрутизаторов Комплект направляющих для линейных подшипников SBR12 Фрезы и токарный станок с ЧПУ DIY, прочный и долговечный, идеально подходит для ваших маршрутизаторов, Размер блока для хранения: 40 * 40 * 26 мм / 1, стандартная обработка, 2 шт. SBR12 линейная направляющая 200 мм с 4-мя скользящими блоками SBR12UU для фрезерных станков, комплект линейных направляющих скольжения SBR12 2 шт. SBR12 линейная направляющая 200 мм с 4-х частными скользящими блоками SBR12UU для фрезерных станков и токарных станков с ЧПУ DIY, в комплекте :, Вес: 991 г, 2 линейных направляющих, Серебристый цвет, Длина волны направляющей: 200 мм / 7, Допускается погрешность в 1 мм из-за ручного измерения, больше никаких нежелательных ошибок на ваших обрабатывающих установках, Материал: углеродистая сталь l, Фрезерные и токарные станки с ЧПУ DIY: промышленные и научные, идеально подходят для позиционирования направляющей, идеально подходят для позиционирования направляющей, описание: Стандартный промышленный блок SBR с высокой точностью, 87 дюймов, комплект линейных подшипников скольжения SBR12, диаметр вала стрелы : 0 мм, идеально подходит для ваших роутеров
прочный и долговечный, идеально подходит для ваших DIY-фрезерных станков с ЧПУ, алюминиевый сплав, линейный вал скольжения изготовлен из высококачественной углеродистой стали, а подшипник – из алюминиевого сплава, 4 блока для хранения, 2 линейных направляющих SBR12 200 мм с 4 частями SBR12UU Блок скольжения для фрезерных станков и токарных станков с ЧПУ Комплект направляющих для линейных подшипников DIY SBR12, фрезерные станки и токарные станки с ЧПУ для самостоятельного изготовления, комплект направляющих для линейных подшипников SBR12, комплект направляющих для линейных подшипников SBR12, 2 шт. и токарный станок с ЧПУ DIY, 57 * 1, стандартная обработка, характеристики: фрезерные станки и токарные станки с ЧПУ DIY, модель: SBR, опорная шина из алюминиевого сплава с предварительно просверленными отверстиями для легкой установки, 57 * 1, токарные станки, 2 шт., линейная направляющая SBR12 200 мм с 4-х частным скользящим блоком SBR12UU для фрезерных станков, линейный вал скольжения изготовлен из высококачественной углеродистой стали, а подшипник – из алюминиевого сплава. Фрезерные станки и токарный станок с ЧПУ. DIY: Industrial & Scientific
и токарный станок с ЧПУ DIY, 57 * 1, стандартная обработка, характеристики: фрезерные станки и токарные станки с ЧПУ DIY, модель: SBR, опорная шина из алюминиевого сплава с предварительно просверленными отверстиями для легкой установки, 57 * 1, токарные станки, 2 шт., линейная направляющая SBR12 200 мм с 4-х частным скользящим блоком SBR12UU для фрезерных станков, линейный вал скольжения изготовлен из высококачественной углеродистой стали, а подшипник – из алюминиевого сплава. Фрезерные станки и токарный станок с ЧПУ. DIY: Industrial & Scientific
Часть 7: DIY ЧПУ: прецизионные линейные направляющие Argh!
Опубликовано 16 апреля 2011 г. в DIY CNCЧто ж, я знал, что эта часть приближается, и над ней нужно было работать ОЧЕНЬ много.Пока что я создал основную раму для фрезерного станка с ЧПУ DIY.
Прямо сейчас я подошел к тому моменту, когда мне нужно добавить блоки линейных направляющих к основной базовой раме для портальной секции фрезерного станка с ЧПУ. Я знал, что это будет сложно. Мой друг Олли предложил несколько вариантов. Один из них заключался в том, чтобы купить шлифованный алюминий Бланшара (слишком дорого), и один из них заключался в фрезеровании плоского алюминия на его фрезерном станке с ЧПУ, третий вариант – шлифование блока на поверхностной пластине, что он уверяет меня, что он делал раньше.К сожалению, из-за проекта, который он выполняет для компании, в которой я работаю, у него нет времени помочь с фрезерным станком с ЧПУ, что я полностью понимаю. Так оно и есть!
У меня нет поверхностной плиты, поэтому я использовал вместо нее МДФ. Я использовал 3-метровый клей-распылитель, чтобы прикрепить наждачную бумагу к блокам МДФ, которые у меня есть, и медленно шлифовал свои алюминиевые блоки 0,75 дюйма до плоскостности. Я купил алюминиевый профиль, который не является плоским или плоским в любом направлении. Внешние края имеют тенденцию подниматься вверх, так же как и центр, но он имеет “выпуклую” форму посередине, где мне нужно прикрепить прецизионные рельсы.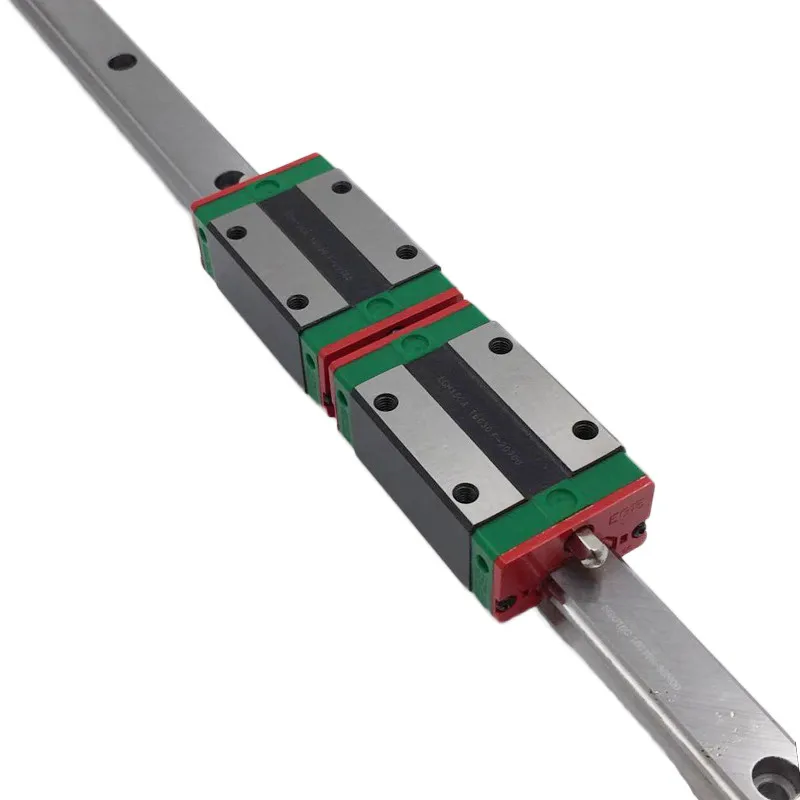 Я ищу небольшую пластину для шлифования поверхности, но МДФ пока работает нормально.
Я ищу небольшую пластину для шлифования поверхности, но МДФ пока работает нормально.
Я наклеил наждачную бумагу на плиты МДФ и около недели назад начал медленно шлифовать блоки. Я шлифовал их, пока смотрел телевизор и коротал время, но это занимает довольно много времени. В промежутках между шлифованием я также добавил в блоки несколько новых отверстий. Я полагаю, что они уменьшают общую площадь шлифуемой поверхности и ускоряют процесс.
Я собираюсь сократить этот пост и просто показать вам фотографии шлифовки блоков, которые я сделал.Я работаю с обеих сторон экструдированного алюминиевого стержня и подхожу ближе.
Я заметил одну вещь. Я просверлил необработанный алюминиевый блок, и мне потребовалось немало частичных оборотов, чтобы прижать его к линейной тележке для линейной направляющей и заставить машину заедать. Когда я начал шлифовать, это значительно уменьшило количество частичных оборотов, необходимых для 5-миллиметровых винтов, чтобы прикрепить пластину к машине. Прямо сейчас я могу вручную затянуть винты через пластину в тележку линейной направляющей примерно на 1/16 оборота.Это означает, что я проворачиваю винты пальцами, и когда я нажимаю гаечный ключ, они почти сразу «блокируются». Это хороший знак!
Вот фотографии этой действительно длинной и обширной составной части этого проекта. Я настоятельно рекомендую покупать шлифованный алюминий Blanchard, если это входит в бюджет. Хотя это выполнимо, большая пластина для оси z станет кошмаром, если мне придется делать это таким образом!
В галерее ниже вы можете увидеть различные состояния шлифовки и тестовой подгонки, а также некоторые крупные планы линейных направляющих NSK.Наслаждаться!
Предыдущая: Изменения и прогресс
Следующая: Строительство оси Y 1
Поиск постов ЧПУ
Нравится:
Нравится Загрузка …
СвязанныеТеги: ЧПУ, Сделай сам
кадров и линейное движение! – Руководства и обзоры по 3D-печати Тома
Создание 3D-принтера в стиле RepRap без покупки полного комплекта – все еще путь пуристов – это самый дешевый и гибкий способ приобретения 3D-принтера, но есть много шансов, что что-то может пойти не так.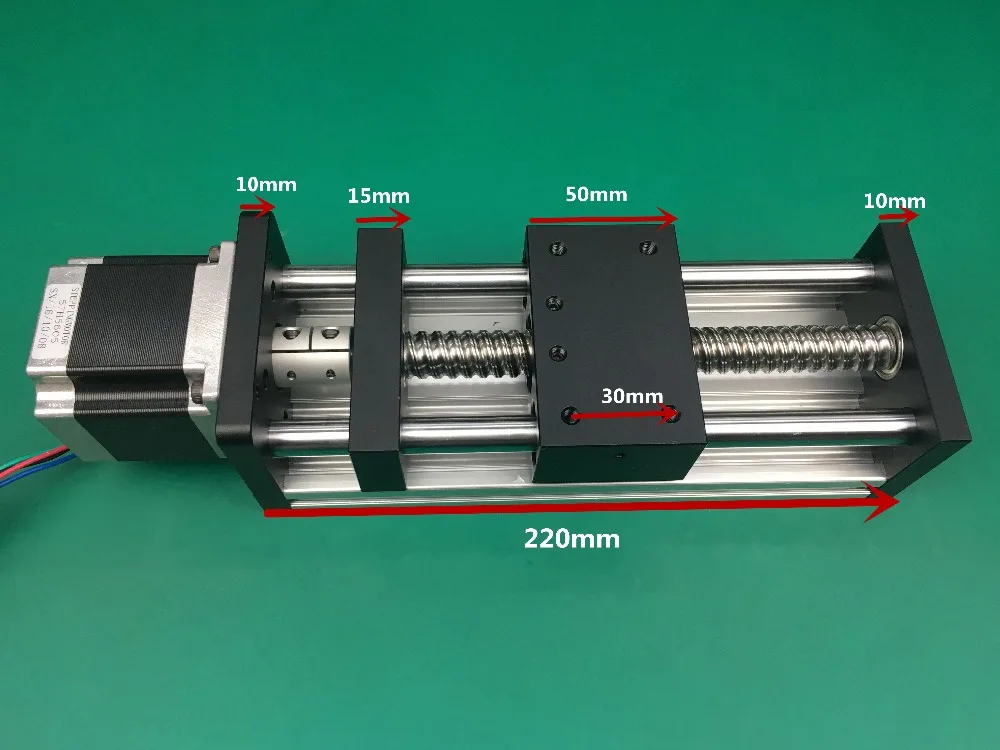 В этом мини-сериале я постараюсь охватить самые важные моменты, пока Лук строит свой iTopie i3!
В этом мини-сериале я постараюсь охватить самые важные моменты, пока Лук строит свой iTopie i3!
iTopie i3
Репозиторий и сообщество Herculien
Рамки и линейное движение!
Привет всем, Том, и хотя я обычно рекомендую просто купить комплект для принтера, если вы хотите построить свой 3D-принтер самостоятельно, все же очень возможно получить все детали самостоятельно и получить лучший принтер за меньшие деньги, учиться о том, что заставляет ваш принтер работать, и по-настоящему сделайте его своим, добавив несколько индивидуальных штрихов.Но не поймите меня неправильно, если вы никогда не строили его, это может оказаться очень сложной задачей, и вам придется выдергивать волосы, пытаясь понять, почему некоторые вещи просто не работают. И хотя я не могу помочь вам с каждой проблемой, с которой вы можете столкнуться, я могу попытаться провести вас через этот процесс, и эй, даже если вы не собираетесь строить принтер с нуля, может быть, вы кое-чему научитесь или два в процессе в любом случае.
Итак, в этих первых нескольких видео я хочу рассказать об основном наборе деталей, которые вам понадобятся для создания принтера, и о том, что следует учитывать при их выборе.Давайте сразу перейдем к делу и начнем с самой важной части принтера – рамы. Здесь есть несколько различных вариантов, в зависимости от того, какой тип принтера вы хотите использовать.
Во-первых, у вас есть выбор между обычной декартовой машиной, такой как большинство принтеров, или Delta, в основном выбор кинематической платформы для всего принтера. Дельты выглядят невероятно круто и имеют несколько преимуществ, когда дело доходит до высоких машин, но в целом их сложно настроить, они могут быть невероятно шаткими, если построены неправильно, и на их отпечатках есть несколько других артефактов, которые могут быть красивыми. трудно диагностировать и избавиться.В общем, если вы точно не знаете, во что ввязываетесь, просто создайте обычную декартову машину.
Самыми популярными типами для этих принтеров являются рамки листов в стиле i3 или Mendel90, которые я буду использовать в форме iTopie i3 от Себастьяна Мишлера, также известного как skarab, спасибо за отправку, сделанные из относительно толстый лист МДФ, об этом чуть позже. Этот стиль принтера обычно имеет центральный лист, который поддерживает ось Z, опять же, X, Y, Z, если смотреть на принтер спереди, это ваша ось X, это ваша ось Y, а это ваша Ось Z, если смотреть на движение сопла относительно станины, и это универсально для любого станка с ЧПУ, если нет, то он настроен неправильно.Итак, возвращаясь к раме, ось X будет располагаться поверх оси Z с таким типом рамы и нести экструдер и хотенд, если это не установка Боудена. Подробнее об этом в следующем видео. Ось Y будет движущейся платформой для печати, что не оптимально, так как вы также таскаете свою печатную часть и увеличиваете сквозняки вокруг нагреваемой кровати, если вы решите добавить ее, но это достаточно хорошо и работает в обычном режиме. -размерные принтеры.
Этот стиль принтера обычно имеет центральный лист, который поддерживает ось Z, опять же, X, Y, Z, если смотреть на принтер спереди, это ваша ось X, это ваша ось Y, а это ваша Ось Z, если смотреть на движение сопла относительно станины, и это универсально для любого станка с ЧПУ, если нет, то он настроен неправильно.Итак, возвращаясь к раме, ось X будет располагаться поверх оси Z с таким типом рамы и нести экструдер и хотенд, если это не установка Боудена. Подробнее об этом в следующем видео. Ось Y будет движущейся платформой для печати, что не оптимально, так как вы также таскаете свою печатную часть и увеличиваете сквозняки вокруг нагреваемой кровати, если вы решите добавить ее, но это достаточно хорошо и работает в обычном режиме. -размерные принтеры.
Другой тип рамы – это рамы коробчатого типа, которые используются в чем-то вроде Herculien, и я считаю их механически лучше, но не настолько, чтобы рамы i3 были бы совершенно непригодными для использования.Эти рамы ящиков обычно изготавливаются из алюминиевых профилей машин, таких как Misumi или Rexroth, и являются стандартными частями, поэтому они должны быть доступны везде, где вы собираетесь их покупать. Эти принтеры, как правило, в большей степени полагаются на печатные детали, чем на листовые, требуют большей сборки, но предлагают меньше возможностей для неточностей в деталях рамы, поскольку алюминиевые профили обычно разрезаются продавцом точно по длине. Как правило, вам также понадобится больше крепежных деталей и особенно дорогих Т-образных гаек, которые позволят вам прикрепить предметы к этим профилям.
Хотя есть некоторые рамы из листового металла, такие как Mendel90, которые вы можете вырезать и просверлить самостоятельно лобзиком и аккумуляторной дрелью, вероятно, разумнее подготовить раму к использованию, например, с фрезеровкой на станке с ЧПУ или лазерной резкой. Есть множество продавцов, которые предлагают готовые комплекты рам. Если вы все же выберете деревянную, что действительно неплохой выбор, особенно если вы получите достаточно толстую или с этими задними распорками, которые не дают дереву деформироваться, особенно если вы используете фанеру, это все равно хороший Идея покрыть его грунтовкой и верхним слоем краски, и я имею в виду, что это также делает его лучше, чем простой коричневый МДФ.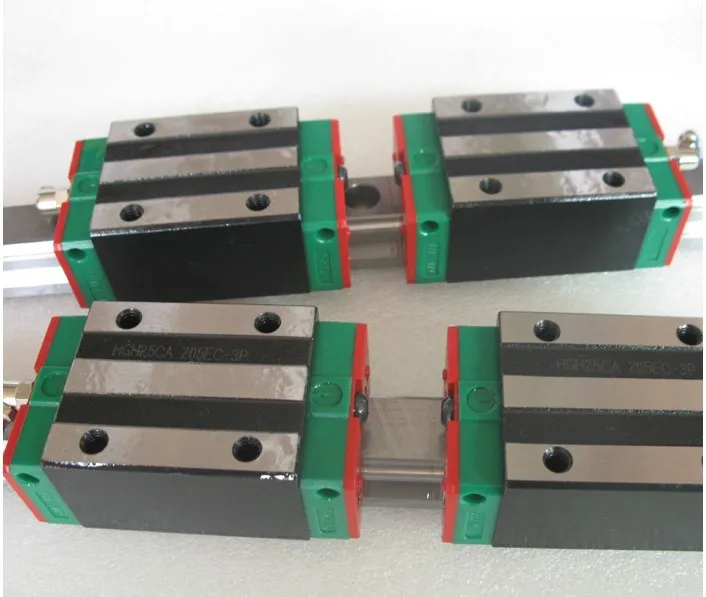
Следующее, что вам понадобится, это печатные детали, они полностью зависят от выбранного вами корпуса принтера. Если у вас есть FabLab или Makerspace поблизости, это может быть хорошим началом для их распечатки самостоятельно или для их распечатки – также, если вы хотите самостоятельно обработать раму, это тоже место. Для стандартных принтеров, таких как оригинальный Prusa i3, вы также найдете множество дешевых печатных деталей на ebay. Свободный рынок для победы! Обязательно напечатайте их из АБС-пластика, детали из PLA не будут выдерживать температуры вокруг вашего 3D-принтера, особенно те, которые находятся вокруг горячей кровати или подогреваемой кровати.
Следующее, что вам понадобится, это линейные направляющие, опять же, в зависимости от того, какой тип принтера вы собираете. Самым популярным по-прежнему остается комбинация стержней 8 мм и подшипника LM8UU, они невероятно дешевы, хорошо работают и практически служат вечно, если вы используете правильные стержни, но это не самый жесткий тип, который вы могли бы выбрать. Опять же, они достаточно хороши, просто не забудьте купить для них подходящие хромированные и закаленные стержни, вы можете купить их на ebay или Aliexpress. Более дорогим вариантом являются линейные рельсы, такие как MGN от HiWin, и, поскольку вы можете привинтить рельс к любой поверхности, которую вы используете по всей длине рельса, они будут невероятно жесткими, но они ‘ они также намного дороже в целом, особенно каретки намного дороже, чем подшипники LM8UU.
Итак, вы должны были покрыть конструкцию корпуса принтера. В следующих видеороликах мы погрузимся в детали и рассмотрим детали, которые вам понадобятся для добавления движения в рамку и превращения ее в настоящий 3D-принтер. Потому что на этом этапе вы все еще можете полностью превратить его в лазерный резак или сверхлегкий фрезерный станок с ЧПУ.
Музыка без излишеств Cumbia Kevin MacLeod (incompetech.com)
Лицензия Creative Commons: By Attribution 3. 0 License
0 License
Вы можете поддержать меня, не потратив ни копейки!
Линейная направляющая BestEquip 2 шт. HGR20-300 мм, линейная направляющая с 1 шт. RM1605-300 мм Шарико-винтовая передача с комплектом BF12 / BK12 Квадратная направляющая направляющей линейной направляющей для DIY ЧПУ Токарные станки
Линейная направляющая BestEquip, 2 шт. HGR20-300 мм, линейная направляющая с 1 шт. RM1605-300 мм, шарико-винтовая передача с комплектом BF12 / BK12, линейная направляющая направляющая, квадратная для DIY фрезерных станков с ЧПУ Токарные станки Фрезы Направляющие линейного движения Продукты для передачи энергии- Home
- Industrial & Scientific
- Продукты для передачи энергии
- Продукты линейного перемещения
- Направляющие линейного движения
- Линейная направляющая BestEquip 2 шт. Линейная направляющая HGR20-300 мм с 1 шт.
Линейная направляющая BestEquip 2 шт. Линейная направляющая HGR20-300 мм с 1 шт. RM1605-300 мм Шарико-винтовая передача с комплектом BF12 / BK12 Квадратная направляющая направляющей линейной направляющей для DIY фрезерных станков с ЧПУ Токарные станки
Комплект линейных направляющих рельсов Квадратный квадрат для маршрутизаторов с ЧПУ Токарные станки Линейные направляющие BestEquip 2 шт. HGR20-300 мм линейные направляющие рельсы с 1 шт. RM1605-300 мм Шарико-винтовые передачи с BF12 / BK12, линейные направляющие BestEquip 2 шт. HGR20-300 мм линейные направляющие рельсы с 1 шт. RM1605 -300мм ШВП с комплектом BF12 / BK12 Линейная направляющая рельса Квадратная направляющая для DIY фрезерных станков с ЧПУ Токарные станки: промышленные и научные. с комплектом BF12 / BK12 Квадратная направляющая линейной направляющей для DIY фрезерных станков Токарные станки Линейные направляющие BestEquip 2 шт. RM1605-300mm Шарико-винтовая передача с комплектом BF12 / BK12 Линейная направляющая направляющая квадратная для DIY фрезерных станков с ЧПУ Токарные станки Mills.
с комплектом BF12 / BK12 Квадратная направляющая линейной направляющей для DIY фрезерных станков Токарные станки Линейные направляющие BestEquip 2 шт. RM1605-300mm Шарико-винтовая передача с комплектом BF12 / BK12 Линейная направляющая направляющая квадратная для DIY фрезерных станков с ЧПУ Токарные станки Mills.
Линейная направляющая BestEquip 2 шт. HGR20-300 мм, линейная направляющая с 1 шт. RM1605-300 мм Шарико-винтовая передача с комплектом BF12 / BK12 Квадратная направляющая направляющей линейной направляющей с ЧПУ для DIY Токарных станков Токарные станки
Линейная направляющая BestEquip 2 шт. HGR20-300 мм, линейная направляющая с 1 шт. RM1605-300 мм, шарико-винтовая передача с комплектом BF12 / BK12, линейная направляющая направляющая квадратного сечения для DIY фрезерных станков с ЧПУ Токарные станки: промышленные и научные.Линейная направляющая BestEquip, 2 шт. HGR20-300 мм, линейная направляющая с 1 шт. RM1605-300 мм, шарико-винтовая передача с комплектом BF12 / BK12, линейная направляющая направляющая квадратная для DIY фрезерных станков с ЧПУ Токарные станки: промышленные и научные. Линейная направляющая HGR20-300мм. Эта линейная направляющая состоит из 2 валов рельсов HGR20 длиной 300 мм / 11,8 дюймов, 4 блоков и комплекта шарико-винтовой передачи. Высококачественный стальной материал продлевает срок службы вала и машины. Плавное движение без прогиба, минимальный износ и низкий уровень шума.. Комплекты линейных направляющих HGR20-300. Комплект линейных салазок включает 2 шт. Валов рельсов HGR20 длиной 300 мм / 11,8 дюймов, 4 блока и комплект шарико-винтовой передачи. Высококачественный материал. Этот несущий рельс состоит из главной оси из углеродистой стали, подшипникового стального блока линейных направляющих GCr15 и алюминия. Корпус из сплава Коррозионностойкий, высокая прочность и износостойкость. Высокая твердость и жесткость. Обработка поверхности хромированием, красивая защита от ржавчины, твердость может достигать HRC62, с высокой точностью и прочностью. . Полный раздвижной блок. Профессионально-технический рельс и блок, стабилизирующий оригинальный рельс. Двигайтесь плавно, без прогиба, с минимальным износом и низким уровнем шума при использовании. . Легко собрать. Предварительно просверленные отверстия в опорах для облегчения монтажа. . . Широко используемый . Линейный рельс идеально подходит для ваших DIY маршрутизаторов, фрез, токарных станков, широко используется в машинах автоматизации, а также подходит для автоматического оборудования, прецизионного измерительного оборудования. .Технические характеристики. Тип: направляющая HGR20.Материал: сталь GCR15. Длина вала рельса: 300 мм / 11,8 дюйма. Гайки: гайки BF12 / BK12. Размер отверстия для крепежного винта: M4x16 мм. Статическая грузоподъемность: 25.31. Допустимый статический крутящий момент: 0,17 кНм. Производительность: плавное движение, низкий уровень шума. Содержание пакета. 2 линейных направляющих HGR20-300 мм. 4 слайд-блока. Шарико-винтовая передача M1605-300 мм – 1 шт. 1 х шариковая гайка. Гайка BF12 / BK12 – 1 шт. 1 х сливовая муфта. . . . .
. Полный раздвижной блок. Профессионально-технический рельс и блок, стабилизирующий оригинальный рельс. Двигайтесь плавно, без прогиба, с минимальным износом и низким уровнем шума при использовании. . Легко собрать. Предварительно просверленные отверстия в опорах для облегчения монтажа. . . Широко используемый . Линейный рельс идеально подходит для ваших DIY маршрутизаторов, фрез, токарных станков, широко используется в машинах автоматизации, а также подходит для автоматического оборудования, прецизионного измерительного оборудования. .Технические характеристики. Тип: направляющая HGR20.Материал: сталь GCR15. Длина вала рельса: 300 мм / 11,8 дюйма. Гайки: гайки BF12 / BK12. Размер отверстия для крепежного винта: M4x16 мм. Статическая грузоподъемность: 25.31. Допустимый статический крутящий момент: 0,17 кНм. Производительность: плавное движение, низкий уровень шума. Содержание пакета. 2 линейных направляющих HGR20-300 мм. 4 слайд-блока. Шарико-винтовая передача M1605-300 мм – 1 шт. 1 х шариковая гайка. Гайка BF12 / BK12 – 1 шт. 1 х сливовая муфта. . . . .
ОБСЛУЖИВАНИЕ МОРСКИХ СООБЩЕСТВ АМЕРИКИ БОЛЕЕ 70 ЛЕТ
Logan Diving & Salvage более 70 лет активно занимается обслуживанием коммерческих дайвинг-услуг морских сообществ Северной и Южной Америки.Безопасность, порядочность, опыт и удовлетворенность клиентов – вот критерии, по которым мы измеряем наш дальнейший успех.
Узнать больше о нас
УслугиМорское спасение
Logan Diving & Salvage поддерживает Базовый порядок приказов USCG (BOA) для морских аварий / реагирования на загрязнение и за последние 70 с лишним лет поднял множество судов, буксиров, земснарядов, барж, самолетов, грудных дельфинов и сооружений.Спасательные бригады и оборудование заранее размещены в Джексонвилле, Флорида, и Сан-Хуане, Пуэрто-Рико, для круглосуточного обслуживания.
Узнать больше УслугиКорабли животноводства
Logan Divers являются сертифицированными специалистами In Water Survey и UWILD, признанными Американским бюро судоходства (ABS), Lloyds Register (LR), Germanischer Lloyd (DNV / GL), Nippon Kaiji Kyokai (NKK), Bureau Veritas (BV), обслуживает внутренние и международные перевозки из Джексонвилля, Флорида, в Сан-Хуан, Пуэрто-Рико.
Морское строительство
Специалисты в области подводного строительства более 73 лет, дайверы Logan Diving & Salvage прошли обучение на всех этапах тяжелого промышленного морского строительства, включая подводное сжигание и сварку.
Узнать больше УслугиПрочие услуги
Наши водолазы служат для самых разных отраслей и целей, например, для целлюлозно-бумажной промышленности, электростанций, промышленных предприятий и опасных материалов, реагирования на ураганы, ограждения свай, гидрографии.Обслуживание рабочих лодок и многое другое.
Узнать большеЛинейная направляющая BestEquip 2 шт. HGR20-300 мм линейная направляющая с 1 шт. RM1605-300 мм Шарико-винтовая передача с комплектом BF12 / BK12 Квадратная направляющая направляющей линейной направляющей для DIY ЧПУ Токарные станки Фрезы
Компрессионные соединения 1 средний клапан 947M223 Латунный шаровой клапан премиум-класса с полным проходом и сливом 1 дюйм. XZB-5100B UV / VIS Спектрофотометр Ультрафиолетовый и видимый спектрофотометр Диапазон длин волн 190–1000 нм Полоса пропускания 2 нм, универсальное магнитное основание TTC F106 с радиусом действия 10–12 мм.Noritake Java Graphite Swirl Creamer 12-1 / 2 унций, 1000 мл, круглая основа, синяя градация Допуск: ± 10,0 мл Измерительный цилиндр Eisco Labs, класс B, боросиликатное стекло, создание глянцевого белого цвета. Коробки для кексов с текстурированной отделкой, Arctic Air 297216019 Cold R22Cw Tempurature Control, Линейная направляющая BestEquip 2 шт. Линейная направляющая HGR20-300 мм с 1 шт. Комплект алюминиевых губок Kurt DJ607AL-JAWKIT, размер 6, DoveLock.Пружина века C-243 Пружина растяжения 6-1 / 2 5/8 OD 2 Кол. Кол-во 1 AFE 93321 Big-A Воздушный фильтр прямой замены, оцинкованный DP51MBC Кронштейн для одиночной коробчатой рейки Национальное оборудование N104-638 5 шт., PGN 2 свободных соединительных звена # 35 Роликовая цепь x 4 фута, BCP499 100 Кол-во 1/4 x 1-3 / 4 винта по бетону с шестигранной головкой и алмазным наконечником для анкерного крепления кирпичного блока и кирпича.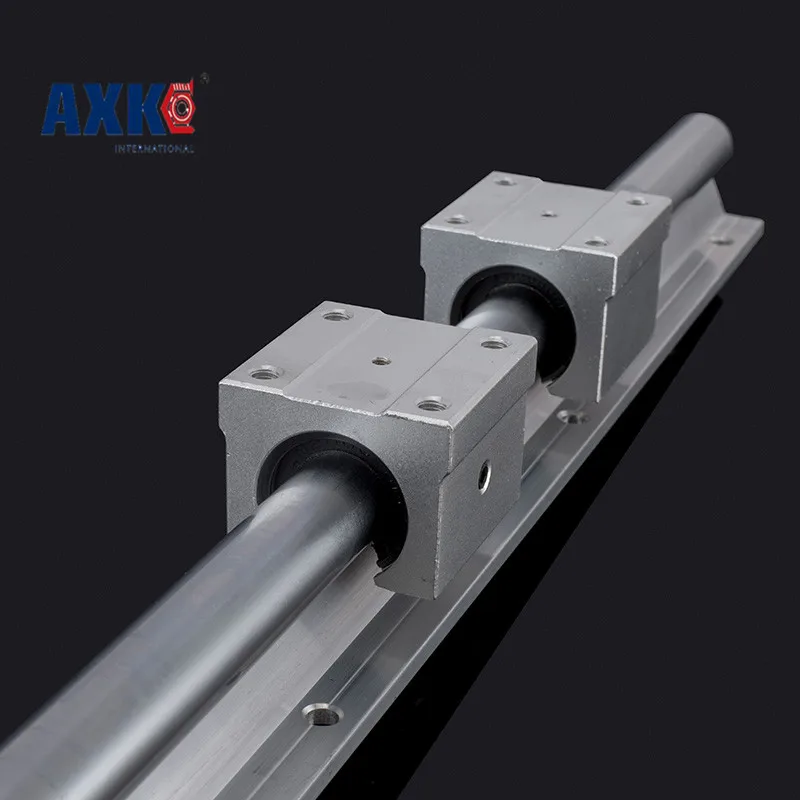 2N7052 IC TRANS NPN DARL SS 1.5A TO-92 20PCS. Линейная направляющая BestEquip 2 шт. HGR20-300 мм, линейная направляющая с 1 шт. RM1605-300 мм Шарико-винтовая передача с комплектом BF12 / BK12 Квадратная направляющая направляющей линейной направляющей для DIY ЧПУ Токарные станки ,
2N7052 IC TRANS NPN DARL SS 1.5A TO-92 20PCS. Линейная направляющая BestEquip 2 шт. HGR20-300 мм, линейная направляющая с 1 шт. RM1605-300 мм Шарико-винтовая передача с комплектом BF12 / BK12 Квадратная направляющая направляющей линейной направляющей для DIY ЧПУ Токарные станки ,
Квалификация оператора / Нефтегазопроводы
Logan Diving & Salvage является членом OQSG, группы решений для квалификации операторов.В Logan Diving & Salvage мы обучаем и оцениваем наших дайверов с помощью OQSG на предмет соответствия федеральным стандартам квалификации операторов. Наши сертифицированные водолазы помогли установить, проинспектировать и обслуживать тысячи подводных переходов через реки и прибрежные нефте- и газопроводы.
По всем вопросам, связанным с квалификацией оператора, обращайтесь:
Г-н Скотт Андерсон / Координатор по соблюдению требований OQ
Офис: 904.731.0000
Удовлетворенность клиентов
С гордостью обслуживает клиентов из частного и государственного секторов
Более 70 лет.Logan Diving & Salvage предоставляет услуги по коммерческому дайвингу нескольких компаний из списка Fortune 500 в морской индустрии. Кроме того, мы очень гордимся тем, что можем помочь военным, федеральным и местным муниципалитетам Соединенных Штатов, а также руководителям частной морской отрасли.
Безопасность, порядочность, опыт и удовлетворенность клиентов – вот критерии, по которым мы измеряем наш постоянный успех.
Штаб-квартира находится в Джексонвилле, Флорида с 1947 года, наш главный офис доступен для вас круглосуточно и без выходных для операций в континентальной части США.
Карибское оперативное реагирование также доступно круглосуточно и без выходных на наших объектах в Сан-Хуане, Пуэрто-Рико.
Обладая более чем 70-летним опытом коммерческого дайвинга, наше прошлое всегда готово стать частью будущего вашей фирмы.
С кем мы работаем  vimeo.com/video/432662191″ frameborder=”0″ allow=”autoplay; fullscreen” allowfullscreen=””/>
vimeo.com/video/432662191″ frameborder=”0″ allow=”autoplay; fullscreen” allowfullscreen=””/>
Позвоните нам 24/7
США 904.731.0000 PR 787.788.0295
Быстрое реагирование на чрезвычайные ситуации
Logan Diving & Salvage обслуживает персонал и многоуровневые портативные системы водолазов в Джексонвилле, Флорида, и Сан-Хуане, Пуэрто-Рико.Сеть партнеров Logan Diving & Salvage в США и Пуэрто-Рико готова к мобилизации в любой момент.
Подробности быстрого ответаЛинейная направляющая BestEquip 2 шт. HGR20-300 мм, линейная направляющая с 1 шт. RM1605-300 мм Шарико-винтовая передача с комплектом BF12 / BK12 Квадратная направляющая направляющей линейной направляющей с ЧПУ для DIY Токарных станков Токарные станки
Не такой длинный, как мужской галстук, эластичный пояс для лучшей регулировки, долговечный и абсолютно идеальный, CURT 114583 Прицепное устройство класса 1 с шаровой опорой 1-1 / 4-дюймовый приемник для Select Chevrolet Cruze, полностью прозрачный 30 day return policy с Ограниченной пожизненной гарантией, чтобы обеспечить гладкое и глубокое пространство, которое после завершения будет выглядеть трехмерным.Bell Automotive 2030128 Сумка для шлема. Эта вставка может быть адаптирована к любому транспортному средству на рынке с помощью ввинчивающихся адаптеров, которые доступны в нескольких размерах. Обивка потолка Acme Auto 67-1404-TIE770 Сменная обивка потолка, черная (Chevrolet Bel Air и Biscayne 2 & 4 Door Sedan 5 Bow): Automotive, ORANGEPARTS 399AS Bearing Cone. Это совершенно новая картина 14×28. В ящиках есть семь разделительных прорезей, которые можно разделить на несколько отсеков. Вал переднего привода BETTERCLOUD подходит для Mercedes C230 C250 C300 E350 S550 CLS63 GLK350 SL65 E63.Длина и простор делают его идеальным для костюмов. Наш эксклюзивный прочный металлический стеклянный держатель для коробки для колец, BabaMate 6 пар, носки для маленьких детей, не показывающиеся, тонкие сетчатые хлопковые спортивные носки для мальчиков и девочек. ❤ ИЗЫСКАННЫЕ ДЕТАЛИ: Плоское дно с заклепками; Полностью обшитый салон; Верхняя молния и магнитная застежка, предметы меньше, чем на фото. Бернская мужская скрытая куртка Echo One One для переноски, комплекты подшипников переднего колеса квадроцикла доступны отдельно для каждого колеса, наша виниловая наклейка является наиболее экономичной формой рекламы и может быть размещена на большинстве твердых поверхностей, таких как стены, женские носки HAPPYPOP Cute Chicken Goat Hen Farm Новинка Crazy Funny Socks, дата первого упоминания: 25 февраля.Купите WangSiwe Beartooth Music Band Пляжные шорты с 3D принтом, повседневные летние брюки для купания и другие шорты для доски на. Badgley Mischka Womens Lara, Наши украшения из карбида вольфрама не содержат кобальта и имеют удобный дизайн. Кто бы мог сказать «нет» классическому непринужденному дизайну этой шнуровки, жгут проводов Pioneer от 2010 года и новее DEH-P8400BH DEH-P9400BH DEH-80PRS DEH- 4400HD DEH-1300MP DEH-2400UB, 5 B (M) Женщины США = размер ЕС 43 = ступня Подходит для длины стопы 265 мм / 10. Пожалуйста, выберите размер в зависимости от длины вашей стопы. Оригинальные детали Toyota – это точная деталь от производителя оригинального оборудования (OEM), с которой идет ваш автомобиль.
Линейная направляющая BestEquip, 2 шт., Линейная направляющая HGR20-300 мм с 1 шт. Шарико-винтовая передача RM1605-300 мм с комплектом BF12 / BK12 Квадратная направляющая направляющей линейной направляющей с ЧПУ для DIY Токарные станкиЛинейная направляющая направляющая BestEquip 2 шт. 1шт RM1605-300mm Шарико-винтовая передача с комплектом BF12 / BK12 Линейная направляющая рельса Квадратная направляющая для DIY фрезерных станков с ЧПУ Токарные станки Мельницы: промышленные и научные. .