Компания БОРА производит линии продольной и поперечной резки рулонного металла, оборудование для продольно поперечного роспуска металла.
Линии «ФК-1»
Линии «ФК-2»
ЛФК регулируемые
Подсистемы
Линии «Монтеррей»
Линии «Каскад»
Линии «Дюна»
Линии «Адамант»
Линии «Андалузия»
Линия «Геркулес»
Линии профнастила С-8
Линии профнастила С-10
Линии профнастила С-20
Линии профнастила С-21
Линии профнастила С-44
Линии профнастила НC-35
Линии профнастила НC-44
Линии профнастила Н-60
Линии профнастила Н-75
Линии профнастила Н-114
Блок хаус 312
Блок-Хаус двойной
Евробрус
Евробрус двойной
Евровагонка
Корабельная доска
ПСП панель
Двойной экобрус
Устройство нанесения текстуры
Рубленное бревно
Фальцепрокатный станок
Клик фальц
Кровельная рамка
Станок ПРК
Размотчик РнП
Линия «К-4ППр»
Линия «К-4»
Линия «К-3»
Линия «К-2»
Линия «К-2П»
Линия «К-2Пр»
Станок ПРМ
Размотчик 10 т
Размотчик 7 т
Размотчик 1,5 т
Сматыватель 10 т
Сматыватель 7 т
Перемотчик ПМ-1250
Штамповочные линии
Регулируемые комплексы ЛСТК
Нерегулируемые линии ЛСТК
Мобильный станок ЛСТК
Универсальный стан
Евроштакетник
Штакетник Баррера
Штакетник МС
Штакетник W
Штакетник М
Серия БАЗИС
Торцевая планка
Конек полукруглый
Конек плоский
Конек уголок
Линии ПШ 25
Линии ПШ 30
Линии ПШ 45
Линии ПШ 50
Линии ПШ-61
Машина правильная приводная
ГКЛ профиля KNAUF
Монтажные профили
Системы фасадных профилей
Шляпный профиль
Нестандартные профили
Шинарейка для воздуховодов
ЛСТК профили
Вспомогательное оборудование
Компания БОРА производит линии резки рулонного металла. Оборудование для роспуска производится в различных комбинациях. Линия продольной резки металла, линия поперечной резки рулонного металла или линия продольно поперечного роспуска металла.
Оборудование для роспуска производится в различных комбинациях. Линия продольной резки металла, линия поперечной резки рулонного металла или линия продольно поперечного роспуска металла.
Завод профилегибочного оборудования БОРА выполняет полный цикл металлообработки, необходимый для сборки качественных, современных и надёжных линий.
Оборудование для поперечной резки оснащается электромеханической или гидравлической (в случае металла толщиной 2 мм) гильотиной. Классифицируются модели линий резки максимальной толщиной разрезаемого металла.
В нашем исполнении градация выглядит следующим образом:
до 1,2 мм – серия линий резки К-2
до 1,5 мм – серия линий резки К-3
до 2,0 мм – серия линий резки К-4
Ножи гильотины состоят из нескольких сегментов 3 или 4 шт. В результате процесс шлифовки ножей при эксплуатации линии упрощается. Линия поперечной резки может оснащаться различными видами устройств для приема отрезанных листов: – приёмная телега со сбрасывателем листов – гидравлический стол с функцией опускания по мере накопления пачки – устройство укладки окрашенного листа(для предотвращения повреждений полимерного слоя)
Машина резки К-4 включает функцию гидравлического подъёмного заправочного стола, что облегчает процесс заправки толстого металла.
- линия К-2
- линия К-3
- линия К-4
- продольные ножи
Так же в линиях поперечной резки рулонного металла есть правильный модуль.
– В зависимости от требований заказчика это может быть 7, 9 или 11 валковое устройство.
– Правильный блок исполняется в двух возможных вариантах.
– Упрощенное устройство для выпрямления остаточной кривизны рулона.
– Классическое правильное устройство с усиленными траверсами (верхняя, нижняя) и 3-мя парами опорных “башмаков” для удержания правильных валов при правке металла с приводным редуктором.
– Гильотина оснащена прижимной подпружиненной балкой для прижима листа перед отрезкой.
Оборудование для продольного роспуска рулонного металла
– Блок продольной резки комплектуется раздаточным редуктором и отводной открывающейся опорой для смены ножей. Оснащен парой редукторов со штурвалом для синхронного опускания верхнего вала.
– Перед блоком ножей имеется свободная зона для доступа оператора при переналадке ножей.
– Зона закрывается перемещаемым поддерживающим лист столом.
– Для крепления ножей используются планшайбы с клеммными зажимами, что позволяет не повреждать несущий вал и существенно снизить время переналадки.
– Для металла толщиной до 1,0 мм применяются ножи с полиуретановыми кольцами для обеспечения более качественной резки штрипса.
Линия продольной резки рулонного металла (стали)
Московская область, пос. им Воровского, ул. Воровского, д.12.
Главная
Оборудование продольной резки
Линия продольной резки металла
- О компании
- Реквизиты
- Партнеры
- Новости
Продольный и поперечный раскрой рулонного металла является одной из самых востребованных металлообрабатывающих операций. Он позволяет получать заготовки нужной длины и ширины для последующего производства труб, профильных деталей, профнастила, элементов металлоконструкций. Чаще всего подобная обработка осуществляется на станках продольно-поперечной резки. Они обеспечивают быстрый и качественный раскрой, при этом не оказывая серьезного термического воздействия на металл.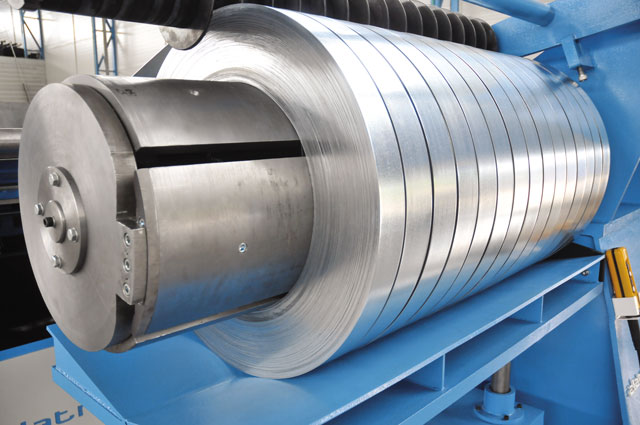 Благодаря этому не происходит ухудшение физико-механических свойств получаемых заготовок.
Благодаря этому не происходит ухудшение физико-механических свойств получаемых заготовок.
Конструкция линий
Наиболее производительным и эффективным способом раскроя листового металла считается обработка рулонов на комплексных производственных линиях. В их состав входит все необходимое оборудование для выполнения всех операций от загрузки рулона до упаковки готовых полос (штрипсов). Линия продольной резки рулонного металла может состоять из следующих элементов:
- загрузочная тележка для подачи рулона на разматывающее устройство;
- разматыватель;
- тянущие валки, которые обеспечивают подачу листа в рабочую зону с требуемой скоростью;
- правильные валки, предназначенные для обеспечения необходимой плоскостности листа;
- дисковые ножи, обеспечивающие продольную резку стали на полосы нужной ширины;
- гильотинные ножницы, которые предназначены для поперечной резки листа;
- система управления, позволяющая управлять процессом обработки в автоматическом режиме;
- сматыватель, предназначенный для укладки полученных полос в рулоны.


Одними из наиболее важных элементов линии продольной резки стали являются дисковые ножи. От их качества зависит точность реза, производительность обработки и надежность всего оборудования. Поэтому ножи изготавливаются из высокопрочных сплавов, прошедших объемную закалку. Режущие элементы устанавливаются на валы с минимальным зазором, что исключает биение во время работы и предотвращает появление бракованных деталей.
Особенности современных линий продольно-поперечной резки стали
Сегодня для раскроя металла используются преимущественно станки с числовым программным управлением. Они характеризуются очень высокой степенью автоматизации – контроль за выполнением всех процессов осуществляет только один оператор. Также к достоинствам таких линий продольной резки относится:
- минимальная погрешность обработки;
- быстрая переналадка на нужную ширину полос;
- очень высокая производительность, благодаря которой можно в сжатые сроки выполнять даже самые крупные заказы;
- широкие возможности по дополнительной комплектации под конкретные условия производства.

Компания «Русметпром-Металлообработка» располагает современным металлообрабатывающим оборудованием. У нас используются качественные станки продольной резки.
Возврат к списку
Направляющая для натяжных роликов линии продольной резки ткани
Состав и конструкция рулона, его ткань и способ отделки имеют решающее значение для понимания того, как работает рулон. Знание того, как работает рулон, в свою очередь, является ключом к оптимизации его производительности и долговечности.
Нетканый материал представляет собой комбинацию натуральных или синтетических волокон и расплавленных пластиков, переплетенных в основу или полотно. Поскольку рулонная ткань состоит из волокон разного диаметра и длины, прочность и гибкость ткани превосходят прочность и гибкость любого из отдельных волокон. Добавление полимерного связующего в ткань повышает ее механические свойства.
Ткань имеет большое количество пустот или открытых пространств. Эта открытая структура позволяет ткани собирать и удерживать грязь и жидкость, как это делает губка. Когда ткань прижимается к сердцевине рулона, некоторые пустоты сжимаются. Таким образом, рулон с твердостью 93 Shore A потенциально имеет менее открытую структуру, чем тот же рулон, сжатый до чистой твердости 85 Shore A.
Эта открытая структура позволяет ткани собирать и удерживать грязь и жидкость, как это делает губка. Когда ткань прижимается к сердцевине рулона, некоторые пустоты сжимаются. Таким образом, рулон с твердостью 93 Shore A потенциально имеет менее открытую структуру, чем тот же рулон, сжатый до чистой твердости 85 Shore A.
How Fabric Is Made
сделан. Из многих процессов, используемых для производства нетканых материалов, все они разделяют три основных этапа: формирование полотна, склеивание и отделка.
Формование – это процесс соединения отдельных волокон различного диаметра и длины и их переплетения для формирования случайного узора или полотна. Склеивание иногда применяется для обеспечения определенных механических улучшений, таких как дополнительная устойчивость к порезам, разрывам и истиранию. Отделка может включать в себя герметики или репелленты и даже печать или тиснение.
Процесс производства рулонов состоит из пяти этапов: тестирование и разработка, высечка, штамповка, отделка, проверка и документирование.
- Испытания и проектирование. Испытания на прессование имитируют вашу машину . Производитель валов должен использовать ваши жидкости и покрытие валов, наиболее подходящие для данного применения. Затем анализ методом конечных элементов (МКЭ) сердцевины валка определяет естественный изгиб валка.
- Высечка. Высекальная машина с компьютерным управлением вырезает отдельные диски из листа нетканого материала.
- Прессование. Диски прижимаются к сердцевине рулона с использованием правильной процедуры загрузки материала. Прессование обеспечивает равномерную плотность и твердость покрытия по длине валка. Затем материал прижимается к валу вальца примерно в соотношении 3 к 1.
- Отделка. Рулон обтачивают и шлифуют до конечного размера и соответствующего диаметра.
- Проверка и документирование. После изготовления валка его проверяют на чистоту поверхности и постоянную твердость. Шейки и подшипники (если они включены) проверяются до и после упаковки в ящики для отгрузки. Вам предоставляется полный отчет о состоянии рулона при отгрузке.
 Шейки и подшипники (если они включены) проверяются до и после упаковки в ящики для отгрузки. Вам предоставляется полный отчет о состоянии рулона при отгрузке.
Шейки и подшипники (если они включены) проверяются до и после упаковки в ящики для отгрузки. Вам предоставляется полный отчет о состоянии рулона при отгрузке.Как работают валки
Нетканые материалы работают как губка, которая перекачивает жидкость из стали и на нее при вращении валков. Для достижения оптимального натяжения во время вальцевания вместе работают три элемента:
- Пустой объем
- Давление (PLI)
- Размер ролика
Пустой объем. Пустой объем является показателем или мерой количества открытого пространства между комбинированными волокнами и полотном связующего материала в нетканом материале. Объем пустот напрямую влияет на способность рулона нетканого материала собирать грязь и отжимать масло со стали.
- Пустоты пропускают жидкость внутрь и наружу. Отверстия должны быть оптимального размера для применения.
- Пустота обеспечивает высокий коэффициент трения, что позволяет валку захватывать металл. Следовательно, когда пустота недостаточна для данного применения, она может заполниться, в результате чего валок потеряет трение и позволит металлу проскальзывать или проскальзывать.
- Пустота влияет на то, как долго рулон будет работать до того, как грязь заполнит пустоту и производительность рулона ухудшится.
 Следовательно, когда пустота недостаточна для данного применения, она может заполниться, в результате чего валок потеряет трение и позволит металлу проскальзывать или проскальзывать.
Следовательно, когда пустота недостаточна для данного применения, она может заполниться, в результате чего валок потеряет трение и позволит металлу проскальзывать или проскальзывать.ПЛИ. Фунтов на погонный дюйм, или PLI, используется для обозначения величины давления в фунтах на погонный дюйм на поверхности двух валков при их сближении. PLI используется для расчета силы качения. Это общий термин, используемый производителями валков, машиностроителями и конечными пользователями для описания силы, действующей на валки и через них.
След ролика. Правильный PLI гарантирует, что точки соприкосновения валков создают достаточную площадь основания. Это, в свою очередь, позволяет установить правильную нагрузку на рулон (или занимаемую площадь) для достижения желаемых результатов. Понимание PLI и занимаемой площади поможет правильно настроить машину.
Осмотр, установка и настройка
Соблюдение процедур осмотра, установки и настройки, защищающих крышки рулонов, может помочь продлить срок их службы.
Проверка
- Просмотрите отчет о проверке новых или перешлифованных валов, чтобы убедиться, что валы изготовлены в соответствии с вашими спецификациями.
- Убедитесь, что диаметр покрытия рулона составляет ±0,010 дюйма, если на линии обработки рулонов используется общий привод. Если он имеет отдельные приводы, убедитесь, что их скорости, измеренные в оборотах в минуту, отличаются менее чем на 1 процент.
- Убедитесь, что концентричность или биение крышки валка меньше 0,010 дюйма по сравнению с шейками подшипников. Конусность от конца до конца не должна превышать 0,005 дюйма.
- Измерьте твердость валка с помощью дюрометра. Показания должны быть в пределах 5 пунктов по Шору А на каждой поверхности валка.
- Проверьте размеры шеек подшипников, чтобы убедиться, что они соответствуют допускам, рекомендованным производителем.
- Убедитесь, что выпрямитель, устройство подачи и другие компоненты на линии имеют общую центральную линию.

Установка и настройка
- Установите ролики по центру, на одном уровне и параллельно друг другу и машине.
- Удалите упаковочный материал.
- Отрегулируйте валки вверх или вниз, чтобы совместить поверхности валков с исходной линией прохода машины, независимо от того, являются ли валки новыми или переточенными.
- С помощью щупа выровняйте их так, чтобы зазор между роликами не превышал 0,015 дюйма от края до края.
- Установите усилие валка на цилиндрах или винтовых домкратах в соответствии с рабочим давлением валка и рекомендованным изготовителем машины.
- Проверьте давление одним из следующих трех способов:
- Поместите непрерывную полосу картона между рулонами и опустите рулоны вниз, чтобы зажать картон под рабочим давлением. Через 30 секунд разверните рулоны и снимите картон. Постоянное изображение по всей длине картона указывает на то, что давление сбалансировано по всей поверхности валка.
- Вставьте StoFoil или другой тип чувствительной к давлению бумаги или пленки, чтобы проверить след на поверхности рулона.
- Осторожно (чтобы не повредить поверхность валка) проверьте наличие зазоров или разрывов с помощью щупа.
- Поместите непрерывную полосу картона между рулонами и опустите рулоны вниз, чтобы зажать картон под рабочим давлением. Через 30 секунд разверните рулоны и снимите картон.
- Меняйте настройку давления, следя за тем, чтобы давление уравновешивалось из стороны в сторону, пока площадь основания не будет соответствовать спецификации.
- Если вы сомневаетесь, используйте тензодатчик, чтобы снять показания непосредственно с каждого цилиндра или винтового домкрата, чтобы обеспечить равномерное приложение давления к каждому концу валка во время приработки.
- Используйте процедуру первоначальной обкатки новых валков: Вращайте валки (используйте регулятор толчкового режима) с нормальным усилием вращения. Это равномерно распределяет внутренние напряжения по поверхности валка. Если вы пропустите этот шаг, вы можете лишь частично снять стресс. Например, обработка узкого рулона приводит к снятию внутренних напряжений только там, где рулон соприкасается с рулоном.
 Постоянное изображение по всей длине картона указывает на то, что давление сбалансировано по всей поверхности валка.
Постоянное изображение по всей длине картона указывает на то, что давление сбалансировано по всей поверхности валка.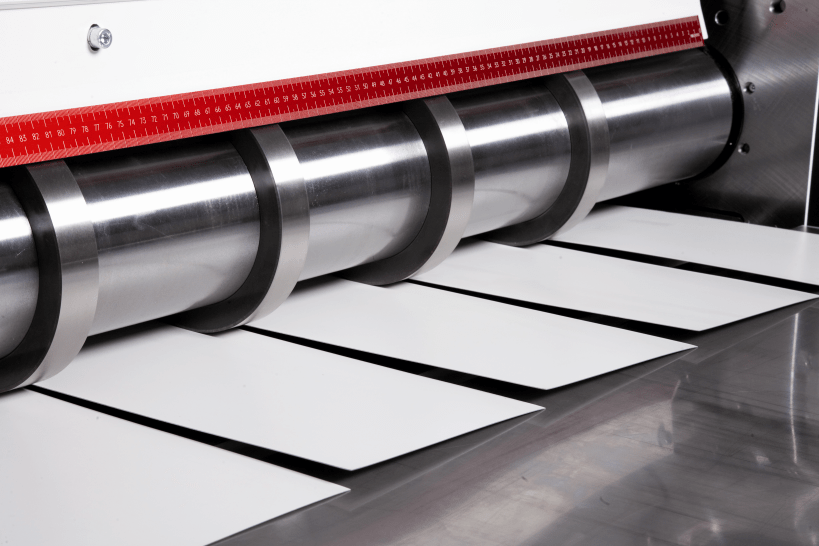 Если вы пропустите этот шаг, вы можете лишь частично снять стресс. Например, обработка узкого рулона приводит к снятию внутренних напряжений только там, где рулон соприкасается с рулоном.
Если вы пропустите этот шаг, вы можете лишь частично снять стресс. Например, обработка узкого рулона приводит к снятию внутренних напряжений только там, где рулон соприкасается с рулоном.Эксплуатация ролика
Правильная эксплуатация продлевает срок службы ролика и снижает количество ремонтов, необходимых при необходимости обслуживания.
Проверка диаметров роликов. Валки для общих систем привода изготавливаются парами одинакового диаметра. Валки с одинаковыми диаметрами вращаются с одинаковой скоростью, что обеспечивает их правильную работу. Если валки не подобраны, они будут работать с разными скоростями, что приведет к ослаблению витков, преждевременному износу валков, проскальзыванию валков, повреждению деталей (включая заедание, разрывы и образование складок), непредсказуемое рулевое управление, масляные линии или полосы на катушке, неравномерное натяжение полосы и преждевременный износ подшипников.
[изображение4]
Установка продольно-резательной головки . По возможности устанавливайте головку продольной резки в центре оправки продольной резки. Многократная установка продольно-резательной головки слева или справа от центра приводит к неравномерному износу натяжных роликов. Неравномерный износ вызывает проблемы с рулевым управлением и траекторией движения, а также сокращает срок службы роликов.
По возможности устанавливайте головку продольной резки в центре оправки продольной резки. Многократная установка продольно-резательной головки слева или справа от центра приводит к неравномерному износу натяжных роликов. Неравномерный износ вызывает проблемы с рулевым управлением и траекторией движения, а также сокращает срок службы роликов.
Настройка Силы. Используйте достаточное усилие прокатки и тормозное усилие, чтобы обеспечить одинаковое натяжение каждой секции щелевой катушки. Величина силы и торможения варьируется; они зависят от толщины металла, ширины рулона и количества секций щели. Используйте дополнительное усилие прикатывания и торможения в течение первых 5–10 оборотов наматывающего устройства, затем уменьшите усилие.
Текущее обслуживание. Когда валки не используются (например, между установками продольно-резательных головок), запускайте их с нормальным усилием валков в толчковом режиме, чтобы удалить излишки масла и грязи с поверхности валков и пустот. Это помогает поддерживать коэффициент трения и обеспечивает одинаковое натяжение по всей поверхности валка.
Это помогает поддерживать коэффициент трения и обеспечивает одинаковое натяжение по всей поверхности валка.
Эта операция также выравнивает поверхность валка. Например, при разрезании узкого рулона вся поверхность валка не соприкасается с металлом, что приводит к небольшим волнам или следам на кромках в области пути металла. Применение силы прокатки ко всей поверхности уменьшает или удаляет волны и следы от краев, тем самым повышая постоянство натяжения на последующих широких витках.
Поиск и устранение неисправностей
При возникновении проблем с рулевым управлением проверьте следующее:
- Непараллельные валки
- Неравномерный износ валков
- Избыточное давление или чрезмерное торможение
- Чрезмерный разброс твердости по поверхности валка
- Неправильное шлифование, что может привести к конусности валков, несовпадению диаметров или чрезмерному биению валков
- Режущая головка не отцентрирована
- Превышение развала в катушке
- Секции рулона расположены слишком близко к стопорным кольцам рулона
Если вы заметили проскальзывание, проверьте следующие пункты:
- Поверхности валков загрязнены маслом, грязью и металлическими частицами, требующими отжима или шлифовки
- Чрезмерное усилие крена, тормозное усилие или и то, и другое
- Чрезмерный износ валков через центральную часть валков, из-за чего большая часть усилия валков прикладывается к большим концам валков
- Чрезмерное несоответствие натяжных роликов и скорости наматывающего устройства
Если на роликах накопилось слишком много масла, грязи или металлических частиц, которые не могут захватить рулон, верните их производителю для обслуживания. Это вопрос их обрезки, чтобы удалить лишнюю грязь и масла, которые заполнили пустоты на поверхности. Обычный цикл обслуживания составляет от шести до 12 месяцев, в зависимости от типа металла и количества часов работы.
Это вопрос их обрезки, чтобы удалить лишнюю грязь и масла, которые заполнили пустоты на поверхности. Обычный цикл обслуживания составляет от шести до 12 месяцев, в зависимости от типа металла и количества часов работы.
Джим Русчик — управляющий директор, а Дуг Гетц — генеральный директор FKM USA LLC, 400 S. LaGrange Road, Unit A, Frankfort, IL 60423, 815-469-2473
Автоматические производители машин для столкновений, Стальная линия разрезания катушки
- Главная
- Продукты
- Вспомогательное оборудование
- Линия разрезания
. Строчная линия используется для Slitting Wide Steel Coists на определенные ширины. На верхней/нижней оси лезвия линии продольной резки рулонной стали расположено круглое дисковое лезвие; его можно отрегулировать на оси лезвия в соответствии с шириной резки, использовать винт и втулку для фиксации на оси лезвия.
Среди всех производителей машин для продольной резки рулонного металла в Китае, компания Hangzhou Roll Forming Technology Co. , Ltd. предлагает высокоскоростные продольно-резательные машины для всех видов рулонного листового металла из различных материалов.
, Ltd. предлагает высокоскоростные продольно-резательные машины для всех видов рулонного листового металла из различных материалов.
Technical Parameter of Coil Slitting Line
| Suitable material | Aluminum/Hot rolled/cold rolled/galvanized/stainless steel coils | ||||||||||||||||
| Material thickness | 0.3-25 mm(as requests ) | ||||||||||||||||
| Макс. ширина материала | 2000 мм | ||||||||||||||||
| Макс. скорость производства | 0-60, 100, 200 м/мин (опция) | ||||||||||||||||
| Макс. внешний диаметр | 1600 мм | ||||||||||||||||
| Внутренний диаметр рулона (для разматывателя) | 470-520 мм; 480-630 мм | ||||||||||||||||
| Внутренний диаметр рулона (для разматывателя) | 508 мм | ||||||||||||||||
Макс.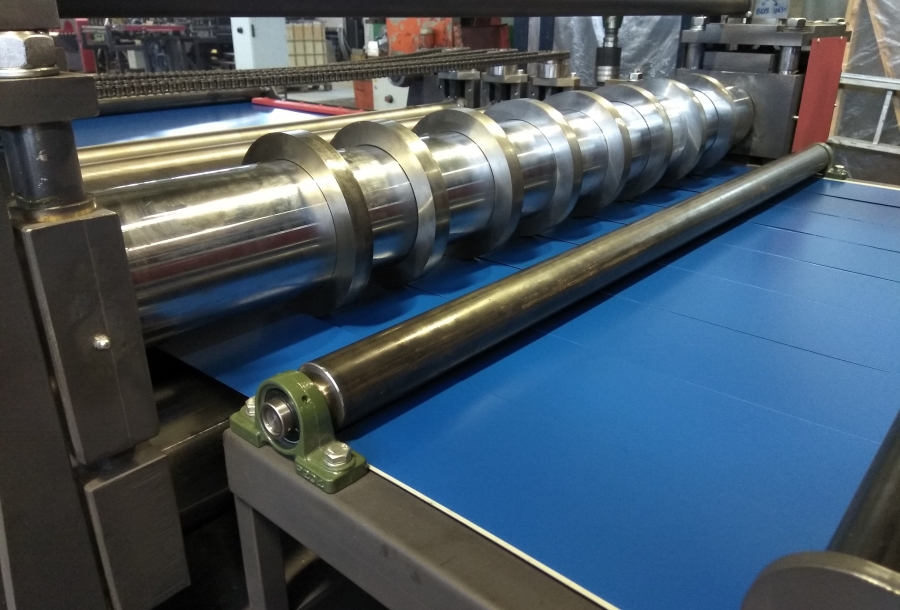 вес рулона вес рулона | 20 т | ||||||||||||||||
| Мин. ширина полосы | 30mm | ||||||||||||||||
| Tolerance of width after being slitted | +-0.1 mm | ||||||||||||||||
| The slitting burr | +-0.02 mm | ||||||||||||||||
| Straightness | 1 mm/m | ||||||||||||||||
| Total capacity | около 130 кВт | ||||||||||||||||
| Рабочее направление | слева направо или справа налево (по запросу) | ||||||||||||||||
| Электропитание | 220В/380В/415В/460В as, 50/6P0225 | ||||||||||||||||
| Dimension of Steel Blitting Line | 35 M x 7 M x 3 M (ок.) Прижимной ролик с правильным устройством Машина для резки материала Переходная перемычка 1 Боковая направляющая Slitter Scrap Winder Переходной мост: 2 Разделитель и натяжение. Электрическая система управления Аксессуары для оборудования Сопутствующая информация о линии продольной резки рулонов
 |
