Листогибочный станок своими руками
Самоделкитому назад 311 просмотра
Этот самодельный станок, очень пригодится при работе с металлом, с его помощью можно быстро и легко гнуть полосу и листовой металл под любым углом. Конструкция приспособления очень проста, а весь процесс изготовления показан на этих фото.
Понадобятся материалы:
- — винт от винтового домкрата;
- — листовой металл;
- — уголок;
- — круглые трубы;
- — кругляк;
- — гайки большого диаметра (или другие детали для направляющих).
Берём кусок круглой трубы и отрезаем две одинаковые части. Трубы нужны для стоек, привариваем их вертикально к металлической пластине.
Теперь нужно изготовить направляющие, которые будут скользить по вертикальным стойкам. В этой конструкции использованы большие расточенные гайки, если таких гаек нет, можно разрезать куски труб вдоль у уменьшить их диаметр до нужного, ну или же наоборот, увеличить диаметр.
Между двумя гайками привариваются железные пластины, в итоге получается движущаяся на стойках платформа. К той платформе нужно приварить «нож», который будет давить на листовой металл, и будет гнуть его.
«Нож» вырезаем из стальной пластины, затачиваем конец изделия под клин и привариваем к платформе.
Подготовим резьбовой винт. На конец винта, устанавливаем пластину с отверстием и фиксируем, приварив гайку к концу винта. В итоге пластина, приваривается к движущейся платформе.
Рукоятку для винтового механизма, автор выточил на токарном станке из кругляка и приварил. Сама ручка изготовлена из прутка, по краям, автор приварил гайки в качестве упоров.
В завершении нам понадобится отрезать кусок уголка для упора, именно благодаря уголку листовой металл и будет сгибаться под прямым углом.
Перед работой, тщательно смазываем резьбовой винт, густой смазкой, он должен быть смазан всегда, прослужит дольше и станок будет легче работать.
Самодельный листогибочный станок, с легкостью гнет пластины толщиной порядка 2 — 3 мм.
Вот небольшой видео обзор этого самодельного станка:
СЛУЧАЙНЫЕ СТАТЬИ
Качественный нижний кровельный слой надежно защитит дом в непогоду. Он обеспечивает дополнительную изоляцию и является стабильной основой для черепицы. Правильно…
тому назад 266 просмотра
Вы никогда не замечали при сверлении, что сверла стали резать материал как-то по-другому, не так, как раньше? А может, некоторые…
тому назад 561 просмотра
Гипсокартон, который еще могут называть сухой штукатуркой – общеизвестный строительный материал, который широко применяется при любых отделочных работах. С его…
С его…
тому назад 270 просмотра
В сегодняшней статье расскажем, как самостоятельно изготовить направляющий рельс для секционных раздвижных ворот. Конструкция таких ворот подразумевает, что они будут…
тому назад 265 просмотра
Важно отметить, что на данный момент для проведения строительных, штукатурных и облицовочных работ принято использовать сухие смеси, они состоят из…
тому назад 230 просмотра
Профнастил является достаточно распространенным материалом, который применяется в большинстве сфер строительства. Так же его очень активно стали использовать в качестве…
тому назад 274 просмотра
Гибочный станок
прайс на аренду станков. pdf
pdf
прайс на аренду станков.xlsx
Гибочный станок применяется для качественного выполнения гибочных работ и получения необходимых профильных изделий применяется. Это оборудование дает возможность изменять форму листовых материалов при холодной деформации. Обрабатывать на станке можно металл, пластик, поликарбонат.
на фото: немецкий гибочный станок SCHECHTL
Некоторые современные гибочные станки оборудованы электронными системами, обеспечивающими точность гибки независимо от свойств и разновидностей исходного материала. Надежные конструкции станочного оборудования данного типа, точнейшие технические разработки, высокая технологичность и доступные системы программного управления, позволяют выпускать исключительные по качеству и непревзойденные по точности различные детали.
на фото: изготовление изделий на гибочном станке
С помощью широкоуниверсального гибочного станка появилась возможность качественно и четко сгибать прокатный лист в сайдинговые или кровельные компоненты различной конфигурации и формы. Технические операции, проводимые на этой установке с расширенным функционалом и наличием широкого спектра опций, выполняются не только по сгибанию профильной заготовки, но и по ее правке.
Технические операции, проводимые на этой установке с расширенным функционалом и наличием широкого спектра опций, выполняются не только по сгибанию профильной заготовки, но и по ее правке.
на фото: гидравлический гибочный станок для стационарной установки
Благодаря широкому использованию гибочных механизмов стало возможным выполнение большого числа операций, связанных с производством металлоконструкций. Это профилирование, нарезка, вальцовка, гибка, армирование. Станкомашины этого типа производятся в комплекте со специальными режущими механизмами, которые дают возможность технически выполнять несколько операций подряд. Подбирают оборудование в зависимости от того, как будет использоваться гибочный станок. При этом очень важно учесть, какой производственный объем будет выполнять машина, где она будет применена – на большой стройплощадке, в частной ремонтной мастерской или для личного пользования. Исходя из этого определяются основные показатели нужного механизма – какой максимальной толщины будет обрабатываться листопрокатный материал, какова предельная длина используемых заготовок, каким будет показатель глубины при подаче заготовок.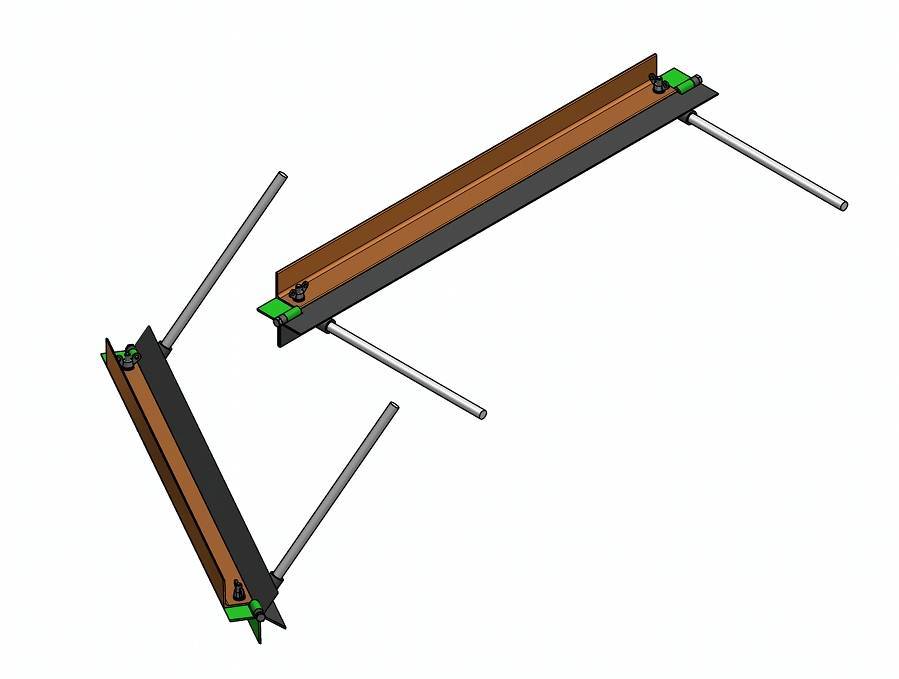
на фото: гибочный станок в процессе ремонта на нашей базе
Принцип работы гибочных станков основывается на использование силы рабочего хода балки и придачи заготовке требуемой формы с помощью специальных накладок. Листогибы существуют двух типов – стационарные и переносные. Стационарное оборудование монтируют в одном месте, и для обработки заготовленные профилированные листы поставляют к механизму. Причем подача заготовки в станок может выполняться и вручную, и в автоматическом режиме. Такое оборудование устанавливается на крупных производствах, где выпускаются различные элементы из профиля – короба, цилиндры, желоба, кассеты и другие предметы из заготовок в больших объемах. Станок стационарного типа легко переносится в другое место, благодаря своей мобильности и легкости, и устанавливается непосредственно в нужном месте – на крыше, чердаке или небольшой площадке. Поэтому для небольшого строительного бизнеса или частного предпринимательства гибочный станок облегченной конструкции станет довольно практичным и выгодным приобретением. Успешно применяется мобильное оборудование и для компаний, для которых кровельные работы не считаются приоритетной деятельностью, а носят сезонный характер. Компактный станок не занимает много места при хранении.
Успешно применяется мобильное оборудование и для компаний, для которых кровельные работы не считаются приоритетной деятельностью, а носят сезонный характер. Компактный станок не занимает много места при хранении.
на фото: гибочный станок сделаный умельцами своими руками
Гибочный станок своими руками
Кстати, некоторые умельцы при производстве работ используют гибочные станки произведенные своими руками прямо на строительной площадке. Пр знании принципов работы станка его несложно изготовить. Для изготовления понадобятся пару металличких 45 уголков, 2-3 недорогих дверных петель, сварочный аппарат и смекалка. 20-30 минут и такой станок уже может выдавать заготовки для изготовления доборных элементов для кровли и фасада. Интернет полон схем для изготовления таких станков и схем для их изготовления своими руками.
на фото: немецкий гибочный станок после реставрации в нашем цеху
С помощью этого механизма не только будет обеспечено качественное выполнение кровельных работ, но и значительно возрастет производительность труда. Гибочное оборудование оснащается различными устройствами – ротационными, поворотными, прессовыми. Наличие таких функциональных дополнений позволяет различать их по способу работы по листовому профилю, и по выполнению гибки. Классифицируется данное оборудование еще по одному показателю – способу приведения его в действие. Исходя из этого, гибочные станки могут работать на гидравлическом приводе, с помощью электромеханики или ручного привода. Каждому отдельно взятому виду этого оборудования присущи свои характеристики, однако все они способны обеспечить воплощение практически всех технических задач в кровельном процессе.
Гибочное оборудование оснащается различными устройствами – ротационными, поворотными, прессовыми. Наличие таких функциональных дополнений позволяет различать их по способу работы по листовому профилю, и по выполнению гибки. Классифицируется данное оборудование еще по одному показателю – способу приведения его в действие. Исходя из этого, гибочные станки могут работать на гидравлическом приводе, с помощью электромеханики или ручного привода. Каждому отдельно взятому виду этого оборудования присущи свои характеристики, однако все они способны обеспечить воплощение практически всех технических задач в кровельном процессе.
на фото: сборка гибочных станков на заводе
По характеру обрабатываемых изделий станкомашины тоже разделяются на группы. Для сгиба труб различных диаметров используют трубогибы дорновые. С листовым профилем работают с помощью вальцовочного оборудования. Балки, уголки, швеллера сгибают с помощью профилегибочных станков. На современном рынке металлообрабатывающего оборудования можно найти самые разнообразные модели, модификации, типы и виды гибочных станков. Широкий ассортимент представлен известными производителями этой популярной продукции. Поэтому для оснастки любого производственного участка можно выбрать подходящую по параметрам гибочную технику.
Широкий ассортимент представлен известными производителями этой популярной продукции. Поэтому для оснастки любого производственного участка можно выбрать подходящую по параметрам гибочную технику.
Гибочный станок в аренду выбрать можно здесь
Прочность, растяжение и изгиб мелких металлических деталей на листогибочном прессе
ZhakYaroslavPhoto / iStock / Getty Images Plus
В этом месяце мы получаем известие от двух прочитанных читателей, один с вопросом о терминологии, другой о сгибании очень маленьких деталей. Один подчеркивает, насколько важно для всех в торговле использовать одни и те же термины. Многие используют термины взаимозаменяемо, хотя на самом деле они не взаимозаменяемы. Другой показывает, что, хотя те, кто занимается гибкой, работают по одним и тем же принципам, у них все еще есть много шансов проявить творческий подход.
Терминология прочности
Вопрос: Когда вы обсуждаете правило 20% в своих статьях, вы используете холоднокатаную сталь (CRS) с пределом прочности на растяжение 60 KSI в качестве основы для оценки радиуса изгиба различных материалов. Вы также упомянули, что 60 KSI — это предел прочности на растяжение A36 CRS.
Вы также упомянули, что 60 KSI — это предел прочности на растяжение A36 CRS.
Наряду с пределом прочности я встречал термины «предел текучести» и «предел прочности при растяжении». Когда вы говорите о пределе прочности при растяжении, я предполагаю, что вы имеете в виду предел прочности при растяжении, а не предел текучести?
Ответ: Как и многие термины в нашей профессии, предел текучести и предел прочности при растяжении часто используются взаимозаменяемо. Конечно, они не взаимозаменяемы и имеют точные значения и значения. То же самое можно сказать и о терминах изгиба, таких как допуск на изгиб, внешний отступ, вычет изгиба и k-фактор.
Проще говоря, предел текучести представляет собой точку, в которой свойство упругости металла становится пластичным. Эластичность проявляется в том, что материал освобождается от нагрузки и возвращается к своей первоначальной форме. Когда нагрузка достигает предела текучести, материал изгибается и остается согнутым за вычетом нескольких градусов пружинения (см.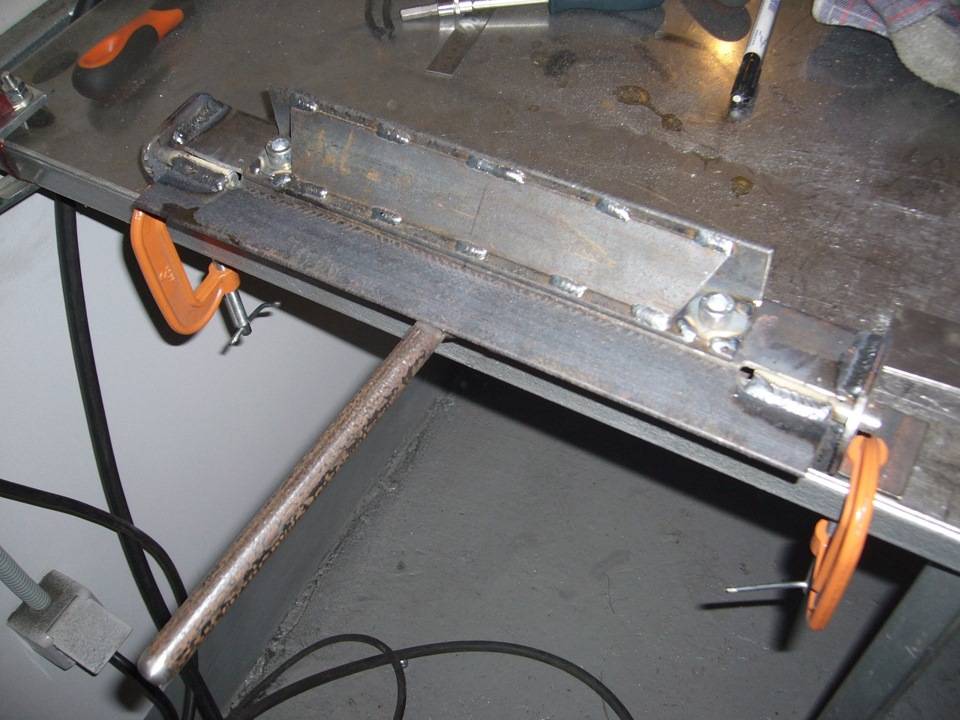 9).0011 Рисунок 1 ).
9).0011 Рисунок 1 ).
Предельная прочность на растяжение (часто называемая пределом прочности при растяжении) представляет собой величину напряжения или нагрузки, которую материал может выдержать до тех пор, пока он не начнет растягиваться и, в конечном счете, не сломается. Другими словами, предел прочности при растяжении — это сопротивление материала растяжению, вызванному приложенной механической нагрузкой, в данном случае пуансоном листогибочного пресса. Точка перелома не требует пояснений; ты сломал его, чувак. И вы правы, я работаю с пределом прочности при растяжении, с 60 000 фунтов на квадратный дюйм в качестве среднего значения прочности для нашего базового материала из мягкой стали.
Правило 20 % помогает определить, каким будет радиус воздушной формы при изгибе над определенным отверстием штампа. (Он назван в честь поведения при формовании нержавеющей стали 304, которая формирует свой радиус примерно на 20% отверстия матрицы.) Я даю диапазон процентов радиуса для различных материалов. Для стали A36 процент раскрытия матрицы может варьироваться от 15% до 17%, при этом медианное значение составляет 16%. Таким образом, когда вы формируете A36 воздухом, результирующий радиус будет составлять от 15% до 17% отверстия штампа.
Для стали A36 процент раскрытия матрицы может варьироваться от 15% до 17%, при этом медианное значение составляет 16%. Таким образом, когда вы формируете A36 воздухом, результирующий радиус будет составлять от 15% до 17% отверстия штампа.
В некоторых случаях диапазон значений может быть даже больше. Почему? Ответ прост: нет двух одинаковых кусков материала. Значения предела прочности при растяжении, предела текучести, твердости, модуля упругости и других переменных различаются для каждой плавки. (Нагрев – это название каждой новой порции расплавленного металла). Это также причина, по которой правило 20% является просто эмпирическим правилом. Тем не менее, это достаточно точное эмпирическое правило.
Рекомендации по изгибу малых
Вопрос: Мы сгибаем небольшие пружины из листового металла шириной 0,213 дюйма и длиной 1,33 дюйма. Для них требуется четыре изгиба на 90 градусов и от двух до четырех дополнительных открытых изгибов. Материал обычно представляет собой полностью твердую или полутвердую нержавеющую сталь серии 300 толщиной от 0,003 до 0,015 дюйма с фототравлением. Мы используем очень точный и воспроизводимый листогибочный пресс со специальными инструментами, которые изготавливаем сами. Подходят ли методы и формулы гибки на воздухе, используемые для более тяжелых деталей, для этих очень маленьких деталей?
Мы используем очень точный и воспроизводимый листогибочный пресс со специальными инструментами, которые изготавливаем сами. Подходят ли методы и формулы гибки на воздухе, используемые для более тяжелых деталей, для этих очень маленьких деталей?
Воздушная гибка хорошо работает на более тонком материале, но мои более толстые детали имеют тенденцию складываться и трескаться. Я занимаюсь созданием новых инструментов с увеличенным радиусом пуансона, но конструкторы деталей обычно делают вырезы слишком близко к изгибам или хотят, чтобы изгибы располагались очень близко друг к другу, поэтому я немного ограничен в своих возможностях. У нас также есть готовые детали с изгибами на 150 градусов, которым нужен гораздо больший радиус, и я не уверен, как должен выглядеть этот инструмент.
Рисунок 1 Кривая напряжение-деформация показывает предел текучести, предел прочности при растяжении и точку разрушения.
Ответ: Имея когда-то свой собственный магазин, выполняя ту же работу, что и вы, я могу без сомнения сказать вам, что да, формулы работают как с мелкими, так и с крупными материалами. Однако вы не указали допуски на готовую деталь. Побывав там когда-то, я предполагаю, что вы работаете со значениями ± 0,001 дюйма и углами с погрешностью в полградуса. Это, конечно, мало, но ошибка в процентах от толщины материала примерно такая же, как и для более толстого материала, около 10% от толщины. Это позволяет относительно легко удерживать детали в соответствии со спецификациями, указанными в печати.
Нужно ли включать расчеты допуска на изгиб и уменьшения изгиба? Ответ… иногда. Да, я понимаю, что это был расплывчатый ответ, поэтому позвольте мне объяснить.
Если вы формируете с радиусом вершины пуансона, равным или меньшим толщины материала, расчетные значения настолько малы, что по большей части они не имеют большого значения, если вообще имеют какое-либо значение в конечных размерах детали. Тем не менее, резкие изгибы все еще случаются даже в этом масштабе — об этом чуть позже.
Тем не менее, резкие изгибы все еще случаются даже в этом масштабе — об этом чуть позже.
С другой стороны, радиусы изгиба, превышающие толщину материала, обычно требуют учета вычетов изгиба и допусков изгиба из-за возникающего удлинения.
Чтобы согнуть в таком маленьком масштабе, нужны уникальные инструменты. Во-первых, найдите несколько тонкошлифованных резцов с глубокой закалкой кромок (FG DEH), таких как фрезы Sandvik Dieflex. Они около 2 дюймов в высоту и острые как бритва на режущей кромке. Будь осторожен. Они могут легко разрезать вас до костей, просто обращаясь с ними. Вы можете взять хороший напильник и сломать край, чтобы сделать их более безопасными.
При таком остром радиусе пуансона даже изгиб материала толщиной 0,010 дюйма может быть острым. Вам нужно будет следить за всем, что подразумевает крутой поворот. Используйте то же правило для больших радиусов изгиба и установите кусок круглой заготовки с правильным радиусом на пуансон.
Для изгибов большего радиуса сделайте пуансон так, как мы обсуждали. Но здесь я бы сформировал свои большие изгибы в уретановой прокладке. Постройте фиксирующую коробку с воздушным каналом под уретановой прокладкой. Уретановая прокладка должна иметь твердость от 50 до 60 и быть в 10 раз больше объема материала и радиуса пуансона. Уретан действует как твердая гидравлическая система и равномерно распределяет нагрузку во всех направлениях, заставляя материал принимать профиль пуансона (см.
Но здесь я бы сформировал свои большие изгибы в уретановой прокладке. Постройте фиксирующую коробку с воздушным каналом под уретановой прокладкой. Уретановая прокладка должна иметь твердость от 50 до 60 и быть в 10 раз больше объема материала и радиуса пуансона. Уретан действует как твердая гидравлическая система и равномерно распределяет нагрузку во всех направлениях, заставляя материал принимать профиль пуансона (см.
Для изгибов, которые расположены близко друг к другу на очень маленьких деталях, вам нужно проявить творческий подход. Возьмите четыре отрезка линейки, два из них немного сместите, одну пару переверните и сделайте смещающий инструмент (см.0011 Рисунок 3 ).
Поговорите со своим мастером фототравления о линиях полутравления, центрированных на линии изгиба для внутренней части изгиба. Этот процесс устанавливает линию сгиба для сгибов в любом направлении.
И последний совет: центрирование пуансона и штампа — одна из самых важных частей настройки листогибочного пресса.
Рисунок 2 Попробуйте сформировать изгибы большего радиуса на уретановой прокладке. Соберите фиксирующую коробку (слева), в которой останется место для воздушного канала под уретановой прокладкой.
Я использовал две маленькие веб-камеры, сделал приспособления для их крепления, прикрепил их к поручню кровати и подключил к ноутбуку. Он работал отлично, с отличным обзором и идеальным выравниванием пуансона и матрицы (см.
В заключение, когда вы изгибаетесь в таком маленьком масштабе, будьте изобретательны. Это не так сложно, как вы думаете.
Это не так сложно, как вы думаете.
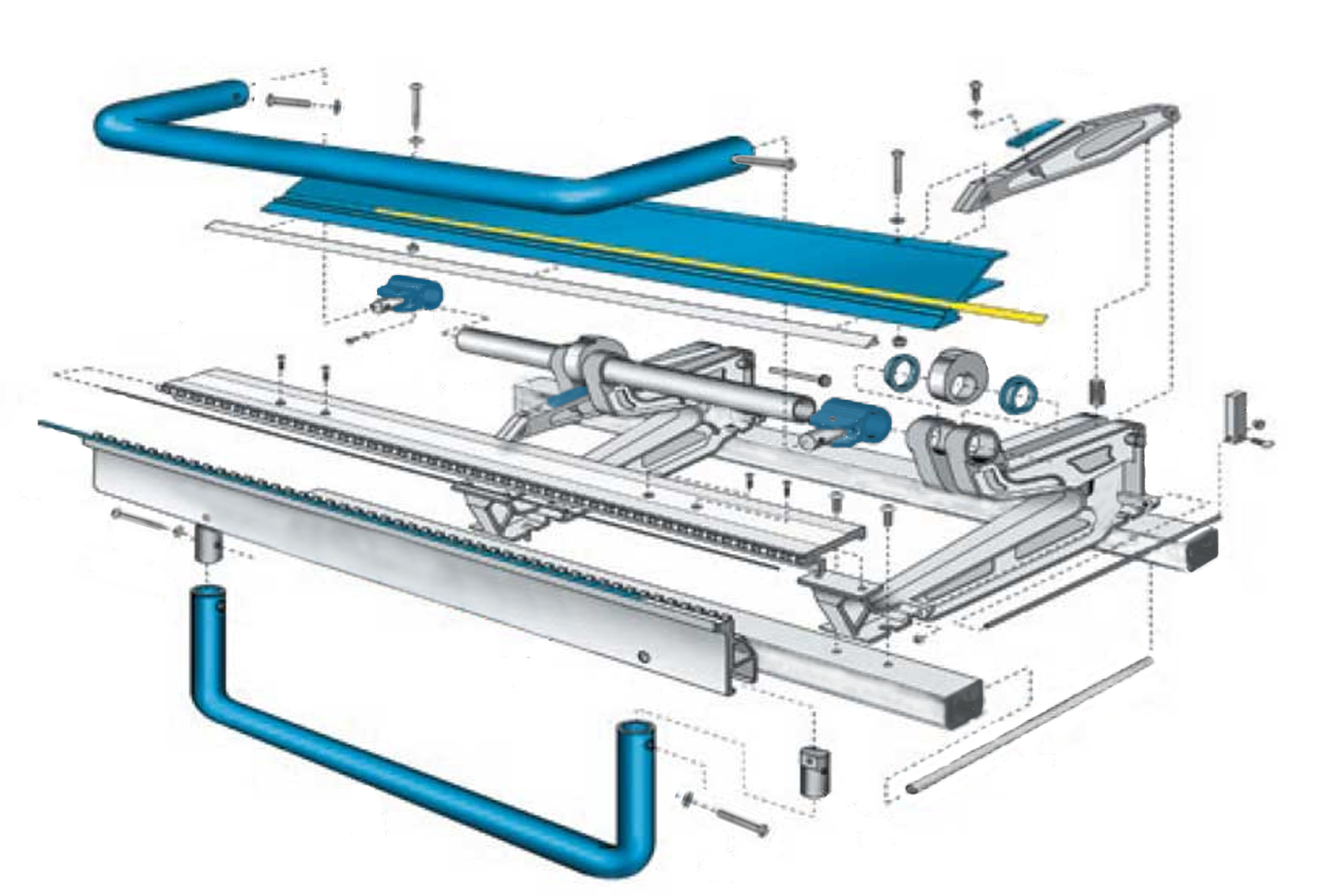
Металлические инструменты Strongman — универсальный трубогиб, трубогиб и стержневой гибочный станок
ИЗ СТАЛИ, НЕРЖАВЕЮЩЕЙ СТАЛИ И АЛЮМИНИЯ.
ХАРАКТЕРИСТИКИ И ПРЕИМУЩЕСТВА MB50 Изгибает даже тонкостенные трубы (1,6 мм) без складок. Простота в освоении и эксплуатации – даже неквалифицированные работники осваивают станок с минимальной подготовкой. | ||
Электричество и тепло не требуются. | Прочная цельнометаллическая конструкция | Быстрые изгибы |
Все гибочные работы выполняются в холодном состоянии, нет необходимости нагревать металл. Машина приводится в действие вручную за счет умного использования рычага, поэтому для работы не требуется электричество, что делает ее идеальной для использования на стройплощадке. | На трубогибе вы не найдете пластиковых или чугунных деталей. Каждая деталь изготовлена из твердой стали. Он практически не ломается. | Гибочный станок разработан таким образом, чтобы можно было легко и быстро установить материал и согнуть. Типичное время гибки сплошного стержня и труб диаметром до 32 мм может быть выполнено менее чем за минуту. Труба диаметром от 38 до 50 мм изгибается менее чем за 3 минуты. |

5 лет гарантии | ЕМКОСТЬ |
На Multi Bender предоставляется 5-летняя гарантия на дефекты изготовления и материалов. Это самый продолжительный гарантийный период в отрасли. Мы уверены в нашей конструкции и используемом материале — ваш мультигиб прослужит долгие годы. | Круглая труба 12-50 мм |

ВХОДИТ В СТАНДАРТ СО ВСЕМИ ГИБКИМИ MB50
A ПРОЧНАЯ НАПОЛЬНАЯ ПОДСТАВКА УДОБНОЕ ХРАНЕНИЕ РУКОЯТКИ-ГИБКИ, КОГДА НЕ ИСПОЛЬЗУЕТСЯ | |
НАБОР ГИБОЧНЫХ МАТРИЦ ДЛЯ ЦЕЛЬНОГО ПРУТКА | |
A ЛЕЗВИЕ ДЛЯ ГИБКИ ПЛОСКОГО ПРОВОДА | |
ТОЧНОЕ КОЛЬЦО С РЕГУЛИРУЕМЫМ СТОПОРОМ Вы просто устанавливаете стопор под нужным углом изгиба, а затем сгибаете до тех пор, пока индикатор угла изгиба не коснется стопора. | |
| ВАРИАНТ ДЛЯ НЕСКОЛЬКИХ УГЛОВЫХ СТОПОРОВ Уникальная конструкция стопора позволяет снять его с основания, чтобы индикатор угла изгиба мог беспрепятственно пройти мимо и добраться до другого стопора под другим углом. Пример Если изгиб на 90° должен быть сделан первым, просто снимите стопорный штифт 45° с его основания, чтобы индикатор изгиба мог беспрепятственно повернуться к отметке 90°. Когда пришло время сделать изгиб на 45°, нет необходимости снимать и измерять заново, чтобы получить правильный угол, просто ввинтите стопорный штифт в другое основание стопора, предварительно установленное в положении 45°. Эта уникальная функция трубогиба Strongman сэкономит вам много времени. |



ПРИНАДЛЕЖНОСТИ ДЛЯ ВАШЕГО ГИБОЧНОГО МАШИНЫ
КОМПЛЕКТЫ НЕРАЗРУШАЕМЫХ МАТРИЦ ДЛЯ ТРУБ – с пожизненной гарантией. Наборы штампов изготавливаются из цельных стальных заготовок. Если успеете изнашиваться – заменим бесплатно. | |
СТОЛ ДЛЯ ИЗГИБОВ Подобно дополнительной паре рук, стол для гибки обеспечивает поддержку материала в одной плоскости с изгибом. Идеально подходит для материала до 32 мм трубы и 2 м в длину. | |
Стол для гибки оснащен регулируемым по высоте опорным роликом. Это позволяет поддерживать материал разных размеров в одной плоскости с гибочным штампом — это важно, так как вы хотите, чтобы все изгибы находились в одной горизонтальной плоскости. | |
Еще одной удобной функцией стола для гибки является ограничитель материала. При выполнении повторных гибов стопор устанавливается в такое положение, чтобы все гибы выполнялись в одном и том же положении на определенном расстоянии от положения стопора. | |
УМНАЯ ТЕЛЕЖКА ДЛЯ ГИБКИ Тележка поддерживает сгибаемый материал в той же плоскости, что и гибочная матрица. При гибке длинных тяжелых профилей без гибочной тележки не обойтись. Имеет прочную губку, регулируемую по высоте для различных материалов. При гибке трубы диаметром от 38 до 50 мм труба подтягивается ближе к трубогибу по мере формирования изгиба. Тележка оснащена колесиками, что позволяет ей скользить по полу, следуя траектории изогнутой трубы. Он поддерживает трубу, когда она движется к трубогибу или от него. Тележка утяжелена балластными грузами (входят в комплект), чтобы придать ей большую устойчивость. При гибке секций длиннее 4 метров мы рекомендуем использовать 2 тележки – по одной с каждой стороны гибочного станка, чтобы материал оставался на одном уровне с плоскостью гиба. | |
ЦИФРОВОЙ УГЛОВОЙ ИСКАТЕЛЬ Незаменимый инструмент, если вы делаете 3D-изгибы. (Гибка более чем в одной плоскости) | |
| | НАСТРОЙКИ ДЛЯ ПРОКРУТКИ Fancy Scroll придает классический вид любому проекту. Доступен полный набор насадок для прокрутки. Они подходят прямо к трубогибу, позволяя прокрутить от 3-миллиметрового плоского стержня до 20-миллиметровой квадратной или круглой трубы. |
| | ПРИСОЕДИНЕНИЕ ДЛЯ НАМОТЧИКА Намоточное приспособление для изготовления кругов малого диаметра (25 – 100 мм) из прутка до 10 мм. Работает со стандартными плашками для сплошных стержней, входящих в комплект гибочного станка, или, в качестве альтернативы, могут быть поставлены плашки нестандартного диаметра в соответствии с вашим применением. |


6 ВОПРОСОВ, КОТОРЫЕ СЛЕДУЕТ ЗАДАТЬ
ПЕРЕД ПОКУПКОЙ ГИБКИ.
1. Насколько надежна машина?
Был ли он предназначен только для нерегулярного использования или может выдерживать ежедневное использование в производственной среде? Многогибочные станки Strongman имеют подтвержденный 12-летний опыт работы в производственных условиях.
2. Может ли он сгибать тонкостенные трубы от 1,6 до 3 мм?
Некоторые типы гибочных станков предназначены для гибки только стенок толщиной 3 мм и более и могут сгибать более тонкие трубы. Multi Bender от Strongman обеспечивает плавный изгиб без складок даже в трубке диаметром 1,6 мм.
3. Можно ли измерить и установить угол изгиба?
Гибочный станок должен иметь устройство, позволяющее измерять угол изгиба, который вы делаете.
4. Может ли трубогиб с точностью повторять изгиб до определенного угла?
Способность гибщика точно повторять изгибы под определенным углом имеет первостепенное значение. Наше кольцо Precision Degree Ring с регулируемыми стопорами дает вам возможность предварительно задавать и многократно изгибать углы с точностью до 1°.
5. Имеются ли запасные части?
Иногда что-то пропадает или изнашивается — машина — это инвестиция, и вы хотели бы знать, что можете заменить любую часть вашей машины.
Мы гарантируем, что запчасти для любой машины Strongman, как бы давно она ни была куплена, всегда есть в наличии. Даже если это деталь для машины, которую мы больше не производим, мы изготовим ее специально для вас.
Даже если это деталь для машины, которую мы больше не производим, мы изготовим ее специально для вас.
6. Доступна ли техническая поддержка?
Разбирается ли поставщик, у которого вы покупаете, в металлообработке и гибке, или он просто перепродает импортный продукт?
Strongman занимается гибкой стали и производством гибочных станков в течение 12 лет – мы разбираемся в работе с металлом и готовы помочь вам.
ФОТОГРАФИИ КРУПНЫМ ПЛАНОМ, ПОКАЗЫВАЮЩИЕ
КАЧЕСТВО ИЗГИБОВ
| Пруток квадратного сечения 16 мм | Квадратная трубка из нержавеющей стали 25 мм | |||
| 20 мм Арматура, изогнутая с радиусом 65 мм | Квадратная трубка 38 мм | |||
| Трубка квадратного сечения 16 мм | Круглая трубка из нержавеющей стали 38 мм | |||
| Круглая трубка 20 мм | Круглая трубка 50 мм | |||
| Трубка квадратного сечения 25 мм | Круглая трубка из нержавеющей стали 50 мм |
Действуйте сейчас! Загрузите брошюру и прайс-лист Напишите нам по электронной почте Размер материала, который вы хотите согнуть и прокатать, а также ваш город — мы вышлем вам предложение, включая доставку — info@strongman. Примите меры сейчас, это означает больше денег в вашем кармане. ИЗМЕНИТЬСЯ К ЛУЧШЕМУ |
 co.za
co.za Проекты, в которых использовалась система Multi Bend.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

 ”
” 
С системой Multi Bend вы сможете выполнять проекты быстрее.
Ваши клиенты будут впечатлены профессиональным внешним видом вашей продукции — больше никаких острых углов — только плавные закругленные изгибы.
Устранение большого количества работ по резке, резке, сварке и шлифовке, связанных с проектом.
Что можно сделать с помощью системы Multi Bend?
Фермерские ворота, Мебель, Промышленные поручни, лестницы и фурнитура, Прицепы, Спортзалы в джунглях, Защита от взлома, Ворота безопасности, Садовые и подъездные ворота. U-образные болты, рым-болты, декоративные работы.
U-образные болты, рым-болты, декоративные работы.
ДОХОД ОТ ИНВЕСТИЦИЙ ПРИМЕРЫ
| На фото связка из 292 (25 на 25 мм) квадратных трубок. Каждая с 2 изгибами. Этот пучок трубок был согнут на системе Strongman Multi Bend неквалифицированным рабочим после 15-минутного инструктажа по установке и использованию гибочного станка. Изгиб этой партии труб на стороне будет стоить больше, чем инвестиции, необходимые для вашей собственной системы Multi Bend. (который может согнуть квадратную трубу намного больше 25 мм.) Помимо экономии собственных денег, вы можете начать зарабатывать деньги, прогибаясь для других. |

Фермерские ворота производства Martin of Potchefstroom, из трубы 38 мм. Розничная цена ворот в местном Кооперативе 800 р. Инструменты Strongman окупаются в течение первых нескольких проектов.
|
Вот что наши клиенты говорят о своих многогибочных системах
Strongman
Я использую систему Multi Bend и 4-тонный кольцевой каток уже более 2 лет и могу позволить своим сотрудникам работать с ними изо всех сил благодаря промышленному стандарту качества, в соответствии с которым они разработаны.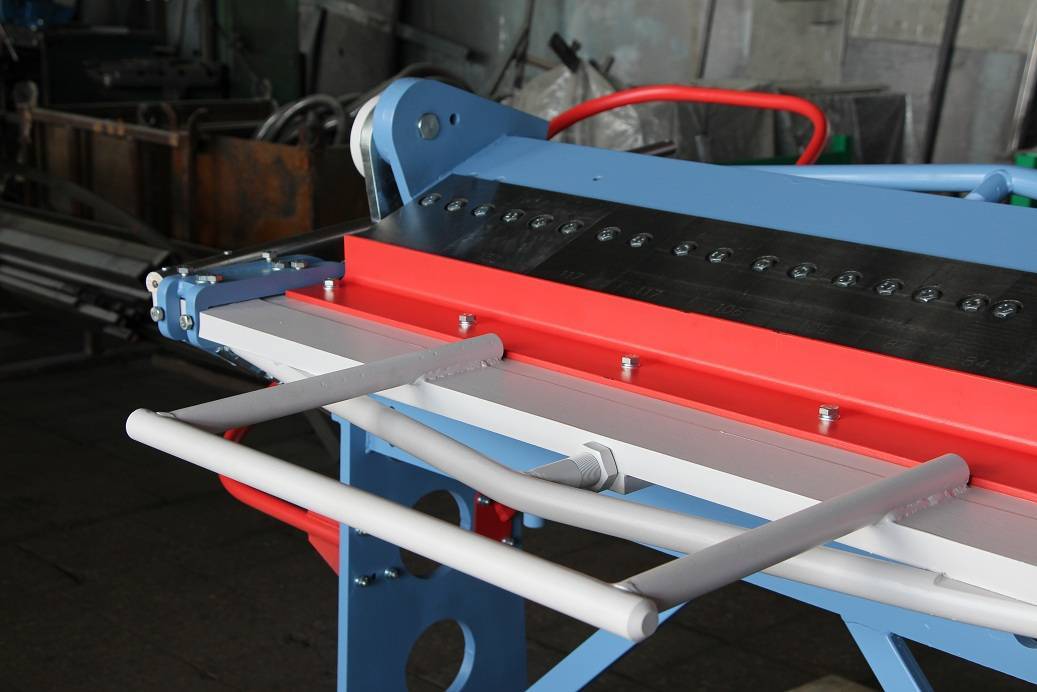 Использование только этих инструментов открыло мне дверь для создания вещей, которые я никогда не ожидал бы сделать без использования тепла и механизированных машин в моей мастерской. C M Гордон Грант, Кингс Глен Стил, Молтено .
Использование только этих инструментов открыло мне дверь для создания вещей, которые я никогда не ожидал бы сделать без использования тепла и механизированных машин в моей мастерской. C M Гордон Грант, Кингс Глен Стил, Молтено .
Мне очень понравилось пользоваться вашим оборудованием для гибки. должен сказать, что я уже вернул свои деньги, используя его – Стивен, Intricate Steel, Кейптаун .
Ek het vir oefening n paar ou ysters gebuig, это так ongelooflik maklik.Die “Руководство пользователя” является puik sowel как умирают dvd. Ek является absoluut weggeblaas встретил умирают gehalte ван умирают gereedskap. Ek en my gereedskap gaan nog n paar groot projekte aanpak. Дейл ван Блумфонтейн.
Я уже использовал его, чтобы начать строить тренажерный зал в джунглях, и результаты просто фантастические. Сгибатель делает больше, чем мы ожидали. Франсуа из Секунды.
Ek wil net se dankie vir die block en die stel penne wat julle gestuur het, ek waardeer dit baie. Это lekker om besigheid te doen met mense soos julle, mens voel nooit bang dat jy iewers verneuk gaan word nie. Хенк
Ons het nou alles onder die knie. Купили от 8 до 10 часов с другими газами. Dus vanaf 60 за день до 480 до 600 за день. Бэй Дэнки. Ват н Верскил!!! Die volgende sal ’n die wees vir die ander deel van die order. Ons buig lekker en Stefan bou ekstra spiere. Мариетджи ван Фрихайд
Действуйте сейчас! Загрузите брошюру и прайс-лист Напишите нам по телефону Размер материала, который вы хотите согнуть и прокатать, а также ваш город — мы вышлем вам предложение, включая доставку — info@strongman. |
