Виды литья полимеров и пластмасс под давлением | ПластЭксперт
Виды литья
Виды литья под давлением
О данном методе переработки полимеров
Литье пластмасс под давлением (ЛпД) наряду с экструзией является наиболее распространенным и изученным методом переработки пластмассы в готовые продукты или полуфабрикаты. В отличие от экструзии, данный метод позволяет сразу получить деталь заданных размеров и практически любой геометрии (с некоторыми ограничениями – см. ниже). Литью находят применение главным образом при производстве изделий из термопластов, однако и для реактопластов этот способ переработки время от времени встречается. Если оборудование для переработки термопластов называется термопластавтомат (ТПА), то реактопласты перерабатывает на реактопластавтоматах, которые конструктивно отличаются от ТПА. В общем виде оборудование для этого способа производства часто называют просто «литьевая машина».
Давление литья, развиваемое термопластавтоматами, находится в диапазоне 80-140 МПа (800-1400 бар), однако ведущие компании и специалисты по изготовлению оснастки (форм) не рекомендуют нагружать прессформы давлением существенно выше 100 МПа.
Переработка пластика литьем под давлением осуществляется на термопластавтоматах поршневого или винтового (шнекового) типа, причем первый тип ТПА до недавнего времени считался устаревшим и вышедшим из употребления. Однако после 2010 года у производителей термопластавтоматов вернулся интерес к поршневому впрыску пластмассы, как наиболее точному процессу. Однако, как правило, современное оборудование является шнековым, а узел впрыска ТПА состоит из пары шнек-материальный цилиндр.
Видео 1. Работа современного термопластавтомата
Области применения литья под давлением
Литье пластмасс применяется более полувека и позволяет осуществлять массовое производство пластиковых деталей весом от сотых долей грамма до десятков килограммов. Самыми малыми продуктами могут быть, например, микроскопические линзы, компоненты небольших механизмов и т.п. Самыми крупными – различные емкости, в том числе баки и ящики объемом в несколько кубометров, пластиковые поддоны, элементы конструкций и т.п.
Самыми малыми продуктами могут быть, например, микроскопические линзы, компоненты небольших механизмов и т.п. Самыми крупными – различные емкости, в том числе баки и ящики объемом в несколько кубометров, пластиковые поддоны, элементы конструкций и т.п.
Изделия, получаемые описываемым способом переработки, помимо своих очевидных явных достоинств, имеют несколько ограничений. Помимо очевидного лимита по габаритным геометрическим размером, обусловленным ограниченными размерами пресс-формы, существует и несколько менее заметных. Например, толщина стенки любого продукта как правило не превышает нескольких миллиметров. Это важно для экономики процесса, т.к. увеличение толщины стенки приводит к резкому удлинению производственного цикла и соответствующему росту себестоимости и снижению производительности. Данное ограничение снимается при использовании специального метода – литья с газом (см. ниже). С другой стороны – давления литьевого оборудования может не хватить для выпуска слишком тонкостенных, либо очень протяженных деталей.
Принцип работы термопластавтомата
Литьевая машина осуществляют загрузку гранулированного (гораздо реже порошкобразного) полимера из загрузочного бункера сырья в зону загрузки материального цилиндра. Затем путем нагрева и пластикации (перемешивания) расплавленной массы шнеком осуществляется его переход в вязкотекучее (близкое к жидкому) состояние. После набора необходимой дозы полимера термопластавтомат при помощи создаваемого гидроцилиндром усилия производит инжекцию (впрыск) расплавленного пластика в прессформу. Затем в ее полости происходит выдержка отливки под давлением и стадия охлаждения (для реактопластов – отверждения).
В ходе последнего этапа производственного цикла машина размыкает форму и выталкивает готовый продукт, реже изделия вынимаются оператором (полуавтоматический режим). Современные производственные единицы включают кроме термопластавтомата так же различные средства автоматации, обычно называемые «роботами». Современные роботы участвуют в съеме отливки из области прессформы, также они могут закладывать в полость оснастки этикетки, закладные детали, а, кроме того, участвовать в «дальнейшей судьбе» отформованной детали, например в ее постобработке, укладке и упаковке.
Современные производственные единицы включают кроме термопластавтомата так же различные средства автоматации, обычно называемые «роботами». Современные роботы участвуют в съеме отливки из области прессформы, также они могут закладывать в полость оснастки этикетки, закладные детали, а, кроме того, участвовать в «дальнейшей судьбе» отформованной детали, например в ее постобработке, укладке и упаковке.
Особенности работы с литьевой оснасткой
При переработке термопластов температура прессформы не должна быть выше температуры стеклования полимера или температуры его кристаллизации, поэтому обязательно применяют охлаждение прессформы или ее термостатирование. При переработке реактопластов, напротив, форму нагревают при помощи различных способов до температуры, выше точки отверждения термореактивного пластика.
Рисунок 2. Форма установленная на ТПА
При изготовлении пресс-форм важно помнить о необходимости организации вентиляционных каналов (выпаров), через которые расплавленная масса своим давлением должна вытеснять воздух из полости техоснастки.
Прессформы для литья пластмасс могут быть горячеканальные и холодноканальные. Горячеканальные прессформы – более современны, характеризуются отсутствием или минимальным количеством отходов (литников), более быстрым временем производственного цикла, стабильным технологическим процессом и меньшим количеством брака. Горячеканальная система передает давление впрыска в область прессформы с минимальными потерями. При этом горячеканальные прессформы не рекомендуется применять для переработки некоторых нетермостойких пластиков, например жестких композиций ПВХ.
Рисунок 3. Прибор управления горячим каналом
Параметры впрыска полимерного материала при ЛпД
Давление, развиваемое при впрыске ТПА, зависит от нескольких параметров:
- вязкости расплавленного полимера,
- особенностей литниковой системы, в частности наличия холодного или горячего канала,
- конструкции прессформы,
- конструкции пластикового изделия и места впуска расплава.


Давление в прессформе при впрыске расплавленной полимерной массы растет по мере заполнения формообразующей полости и дальнейшей выдержки отливки. При этом, как правило, величина заданного давления выдержки достигает 30-50 процентов от заданной величины параметра. Эти параметры на современных термопластавтоматах задаются в системе управления и реализуется при помощи гидравлической (реже самой современной – электрической) системы литьевой машины.
Особенности выбора термопластавтомата
Подробно в статье Выбор литьевой машины
При выборе ТПА для литья пластмасс под давлением прежде всего учитывают объем дозы, то есть количество расплава полимера, необходимого для выпуска каждого конкретного изделия. Также важно усилие смыкания ТПА, сила сжатия необходимая для фиксации пресс-формы во время стадии впрыска и выдержки. При неправильном выборе усилия смыкания форма будет приоткрываться. Третьим важнейшим параметром является геометрия области закрепления оснастки на ТПА, а именно размер плит машины и расстояние между колоннами, а также «высоту прессформы». Эти величины определяют максимальный и минимальный размер литьевой формы для установки на конкретный термопластавтомат.
Третьим важнейшим параметром является геометрия области закрепления оснастки на ТПА, а именно размер плит машины и расстояние между колоннами, а также «высоту прессформы». Эти величины определяют максимальный и минимальный размер литьевой формы для установки на конкретный термопластавтомат.
Кроме указанных важнейших основных параметров по выбору ТПА используют несколько более специальных, которые подробно описаны в специальной отраслевой литературе. Например, величина максимальной скорости инжекции, грузоподъемность плит ТПА (прежде всего подвижной плиты), соотношение длины шнека к его диаметру L/D, наличие режима интрузии и т.п. Также важно оснащение термопластавтомата различными узлами и опциями. Для высокоскоростных машин применяются гидроаккумуляторы впрыска и других перемещений. Для подключения роботов и других вспомогательных устройств контроллер ТПА следует оснастить разъемами Euromap 12 или Euromap 67. Применяются датчики фактического давления расплава, датчики падения отформованной детали и прочие.
Как правило, ЛпД полимерных материалов происходит на горизонтальном термопластавтомате с использованием стандартной автоматической прессформы холодноканального или горячеканального типа. Рассмотрим некоторые виды необычного применения технологии литья пластмасс под давлением, которые в сумме составляют несколько процентов от всего объема рынка описываемого вида переработки пластиков.
Работа на вертикальном термопластавтомате
Эта технология отличается от общеупотребляемой тем, что применяется ТПА вертикального типа, а форма открывается также в вертикальном направлении. Метод хорош для мелкосерийного производства, т.к. возможно применять более простые и недорогие в изготовлении прессформы. Также широко применяется вертикальное ЛпД при использовании закладных элементов (как правило металлических). Главным недостатком, присущим такому литью является сложная автоматизация процесса – изделия не могут выпадать из вертикальных прессформ и их приходится извлекать вручную либо роботом.
Каскадное литье (с запорными клапанами)
Этот вид переработки завоевывает все большую популярность ввиду того, что при относительно невысоких вложениях можно радикально улучшить качество выпускаемых изделий. Каскадный впрыск возможен только с применением горячеканальных прессформ особого типа и отличается от стандартного наличием горячеканальной системы с запорными клапанами. Управление клапанами может быть пневматическое, гидравлическое и новейшее – электрическое и осуществляется при помощи специальных приборов. Каскад позволяет управлять инжекцией полимера в форму по желанию оператора ТПА. Таким образом можно избежать спаев, следов течения полимерного материала, пригаров и многих других видов брака при ЛпД.
Инжекционное прессование
Этот технологический процесс отличается от стандартного тем, что впрыск полимерного материала делают в слегка раскрытую прессформу (в этом случае уместно использовать именно такое название оснастки) за небольшое время до ее окончательного смыкания. Окончательное уплотнение полимера и формование готового продукта осуществляются при полном смыкании прессформы. Способом инжекционного прессования изготавливают различные изделия как из термопластов, так и реактопластов. Метод применим в случае недостаточных характеристик ТПА для данной отливки, в частности усилия смыкания. Также качество при таком прессовании на термопластавтомате в меньшей степени зависят от ориентации макромолекул при впрыске (анизотропии), что может повысить качество продукта в части меньшей усадки (если необходимо), лучших механических свойств и меньшего коробления.
Интрузия
Интрузией называется процесс частичного заполнения формообразующей полости в режиме экструзии за счет вращательного движения шнека. Обычно он применяется для производства тяжелых, материалоемких изделий из пластиков. Таким образом можно применять термопластавтоматы с недостаточным для данного изделия объемом впрыска, т.к. форма заполняется не только за счет поступательного, но и за счет вращательного движения шнека в исходном положении. Для интрузии важно, чтобы полимерный материал был достаточно текучим, а литниковые каналы достаточно большого сечения. Также важно отметить, что режимом интрузии оснащаются не все ТПА, необходимо проверить его наличие в спецификации машины.
Обычно он применяется для производства тяжелых, материалоемких изделий из пластиков. Таким образом можно применять термопластавтоматы с недостаточным для данного изделия объемом впрыска, т.к. форма заполняется не только за счет поступательного, но и за счет вращательного движения шнека в исходном положении. Для интрузии важно, чтобы полимерный материал был достаточно текучим, а литниковые каналы достаточно большого сечения. Также важно отметить, что режимом интрузии оснащаются не все ТПА, необходимо проверить его наличие в спецификации машины.
Бикомпонентная и мультикомпонентная инжекция
Сутью бикомпонентного и мультикомпонентного литья на ТПА является применение двух или нескольких видов полимера, либо одного и того же пластика, но разных цветов, для производства одного изделия на одном термопластавтомате. Как правило, в случае такого вида литья применяются термопластавтоматы с двумя и более узлами пластикации (пары шнек – материальный цилиндр). Сначала в форму впрыскивается первый компонент, затем в ней тем или иным способом открываются дополнительные полости и происходит доинжекция второго компонента и т.д. В редких случаях компоненты поступаются одновременно. При применении би- и мульти-компонентного (многоцветного) литья пластмасс под давлением технологическая оснастка становится значительно сложнее. Как правило применяются формы с двумя и более раздельными горячеканальными системами. Что касается возможностей переключения с одного компонента на другой, то применяют либо поворотные механизмы непосредственно в прессформе, либо так называемый «поворотный стол» в составе бикомпонентной литьевой машины.
Сначала в форму впрыскивается первый компонент, затем в ней тем или иным способом открываются дополнительные полости и происходит доинжекция второго компонента и т.д. В редких случаях компоненты поступаются одновременно. При применении би- и мульти-компонентного (многоцветного) литья пластмасс под давлением технологическая оснастка становится значительно сложнее. Как правило применяются формы с двумя и более раздельными горячеканальными системами. Что касается возможностей переключения с одного компонента на другой, то применяют либо поворотные механизмы непосредственно в прессформе, либо так называемый «поворотный стол» в составе бикомпонентной литьевой машины.
Литье IML
 com/embed/V_P6_0BQMQk?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””>
com/embed/V_P6_0BQMQk?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””> Литье с газом
Для литьевого производства очень толстостенных изделий из полимеров практически единственной подходящей технологией является инжекция с газом. Переработка пластиков этим способом производится на стандартных машинах, но с использованием адаптированных прессформ и специального модуля для генерации газового впрыска, подключенного к термопластавтомату. Суть процесса в общем случае сводится к доставке неполной дозы полимерного материала в формообразующую полость с последующим впуском сжатого под давлением 5-20 МПа газа в массу расплава через специальные инжекторы. Газ уплотняет пластик «изнутри» и прижимает его к стенкам формы. Таким образом получается полностью отформованная деталь с пустотами внутри. Впрыск с газом может применяться в частности для компенсации утяжин при большой разнотолщинности изделия. Кроме того, немаловажно, что ЛпД с газом производится при пониженном давлении расплава в форме, что позволяет использовать ТПА с меньшими усилиями смыкания, чем при стандартном процессе.
Кроме того, немаловажно, что ЛпД с газом производится при пониженном давлении расплава в форме, что позволяет использовать ТПА с меньшими усилиями смыкания, чем при стандартном процессе.
Литье SOFIT
Кроме описанных выше существует множество видов более специальных технологий описанного вида переработки, например, литье при низком давлении, PIM и RIM технологии, технологии «сэндвич» и «моносэндвич», работа на «карусельных» машинах и т.д.
ПластЭксперт рекомендует:
Статья о том, как выбрать изготовителя прессформы для литья пластмасс?
Литейное производство пластмасс и изготовление пресс-форм
Наше литейное производство сертифицировано на соответствие стандарту ISO 9001:2008. Последние десятилетия стали периодом бурного развития
технологии литья пластмасс под давлением и литейного производства со всеми сопутствующими факторами;
метод был значительно усовершенствован, расширился диапазон его применения.
Преимущества литья пластмасс под давлением на литейном производстве очевидны:
Последние десятилетия стали периодом бурного развития
технологии литья пластмасс под давлением и литейного производства со всеми сопутствующими факторами;
метод был значительно усовершенствован, расширился диапазон его применения.
Преимущества литья пластмасс под давлением на литейном производстве очевидны:
– недорогой материал;
– небольшой расход энергии при формовании вследствие относительно низких температур обработки в ;
– прямой путь от сырья до конечного продукта (одноступенчатая технологическая операция, доработка не требуется).
Рентабельность литейного производства и высокое качество продукции литьевого производства обеспечиваются взаимодействием целого ряда влияющих параметров, которые требуют правильного выбора и умелого обращения. На литейное производство методом литья под давлением оказывают влияние следующие основные факторы:
1. Человек
мотивация, квалификация, гибкость, опыт . . .
2. Термопластавтомат
эргономичность, производительность, точность, надёжность, оптимальные конструктивные данные, возможности контроля на литейном производстве
3. Прессформа
Прессформа
исполнение формованного изделия из пластика и литника, соответствующее используемому типу пластмассы, термические параметры, жёсткость, техобслуживание …
4. Материал
правильный выбор, чистота, предварительная сушка, стабильность свойств…
5. Периферия
термостатирующие приборы, регулировка горячих каналов на литейном производстве
6. Окружающая среда
безопасность, влияния окружающей среды . ..
Роль человека на литейном заводе, который является единственным параметром воздействия, способным обучаться и реагировать, исключительно велика, вот почему по мере возрастания сложности процесса возрастает необходимость оказания ему большей поддержки.
Нет необходимости доказывать важность чистоты и порядка
на рабочем месте, выполняющих в том числе и дисциплинирующую функцию.
Производственный процесс начинается с присутствия крышки на загрузочной
воронке для материала и запечатывания открытых мешков с материалом, а
заканчивается составлением толковой документации по отдельным этапам оптимизации
процесса.
Литейное производство
Рис. Литейное производство
Важно также следить за постоянством параметров окружающей среды, то есть по возможности исключить такие факторы, как постоянно открытые ворота цеха, вентиляторы или обогревательные приборы, работающие в непосредственной близости от машины.
Необходимо регулярно проводить техобслуживание всех элементов производственной установки, а именно машины, пресс-формы и всех периферийных устройств.
По соображениям безопасности при литье пластмасс под давлением нужно всегда помнить о следующих моментах:
– работать в зоне открытой прессформы можно только при выключенном насосе;
– работы в горячих каналах производятся только в перчатках, защитных очках и при наличии медного инструмента;
– необходимо регулярно проверять все защитные органы и блокировки машины на литейном производстве.
При проведении всех вышеуказанных работ, а также при настройке
машины наладчик должен иметь возможность целиком сосредоточиться на
машине и процессе. При проведении наладочных работ важно также
руководствоваться не только таблицами и формулами, но и основательно продумать
каждый параметр, знать, из чего он складывается и как влияет. Если Вы будете
придерживаться этих основных правил и рекомендаций по переработке, изложенных
ниже, а также при этом всегда руководствоваться здравым смыслом, то результат
Вас не разочарует.
При проведении наладочных работ важно также
руководствоваться не только таблицами и формулами, но и основательно продумать
каждый параметр, знать, из чего он складывается и как влияет. Если Вы будете
придерживаться этих основных правил и рекомендаций по переработке, изложенных
ниже, а также при этом всегда руководствоваться здравым смыслом, то результат
Вас не разочарует.
Модель 150А | ЛНС Технологии
Дом > Модель 150A МАШИНА ДЛЯ ИНЪЕКЦИИ ПЛАСТИКА
ХАРАКТЕРИСТИКИ
2200,00 долларов США
PIM-SHOOTER™ Model 150A обеспечивает доступное литье пластмасс под давлением для школ, университетов, производителей медицинского оборудования, научно-исследовательских лабораторий или малых предприятий.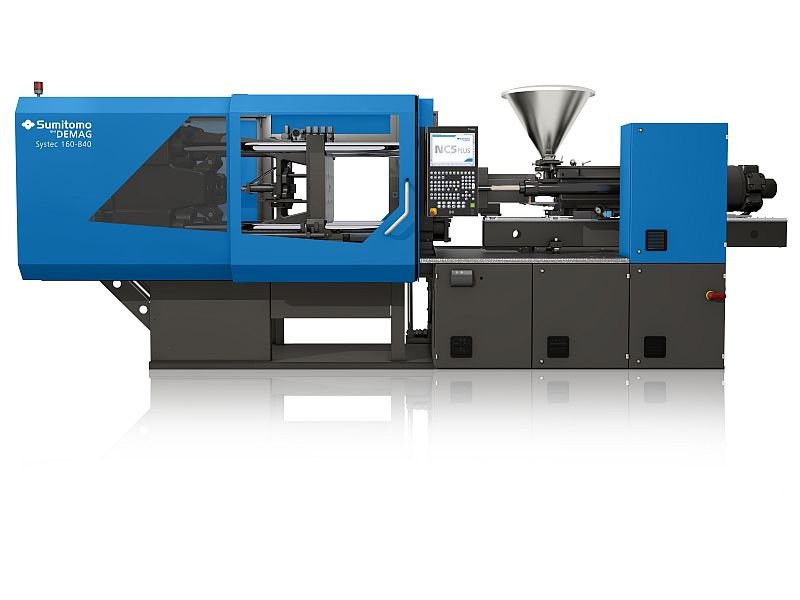 Чтобы произвести простое изделие из пластика, полученное литьем под давлением, вы, возможно, были шокированы высокой начальной стоимостью оснастки для пресс-формы!
Наша машина работает с недорогими алюминиевыми формами, эпоксидными формами или формами, напечатанными на 3D-принтере.
Вы можете производить тысячи пластиковых деталей по несколько центов каждая.
Чтобы получить индивидуальную алюминиевую форму, нажмите здесь:
Чтобы произвести простое изделие из пластика, полученное литьем под давлением, вы, возможно, были шокированы высокой начальной стоимостью оснастки для пресс-формы!
Наша машина работает с недорогими алюминиевыми формами, эпоксидными формами или формами, напечатанными на 3D-принтере.
Вы можете производить тысячи пластиковых деталей по несколько центов каждая.
Чтобы получить индивидуальную алюминиевую форму, нажмите здесь:
Самостоятельное изготовление деталей избавляет вас от страха перед отправкой вашей собственной конструкции за границу. Идеально подходит для исследований и разработок, прототипирования и производства. Перейти к ВИДЕО страницу, чтобы увидеть эту машину в действии!
Идеальное дополнение к любым программам Makerspace, Fab Lab, Tech Shop, STEM или профессиональным программам.
Модель 150A также представляет собой доступное решение для биомедицинских и биотехнологических применений — от испытаний прототипов до оценки полимерных материалов.
Модель 150A поставляется полностью готовой к использованию: Он включает в себя 24-страничное руководство по эксплуатации, защитные перчатки, защитные очки, форму для образцов и банку с пластиковыми гранулами, так что вы можете сразу же приступить к изготовлению пластиковых деталей!
Предупреждение о законопроекте 65 штата Калифорния
TweetPin ItFancy
Быстросъемный зажим для пресс-формы $ 195,00
Быстрый магазин
Быстросъемный рычажный зажим для форм
$ 195,00
Для более быстрого производства вы можете использовать этот быстросъемный зажим для удержания формы вместо ручных тисков.
Регулируемый упор пресс-формы и рычажный зажим ускорят весь процесс формования.
Вы можете увидеть этот аксессуар в действии, перейдя на страницу ВИДЕО.
Посмотреть полную информацию о продукте →
Запасной ствол в сборе $ 250,00
Быстрый магазин
Запасной ствол в сборе
$ 250,00
Если вы часто меняете термопластичные материалы, вы можете избежать необходимости продувки предыдущего материала, просто заменив цилиндр в сборе.
Запасной ствол в сборе состоит из основного ствола, а также внутреннего расширителя торпеды и сопла.
Весь узел ствола можно заменить, сняв теплозащитный экран, ослабив ленточный нагреватель и удалив С-образный зажим.
Посмотреть полную информацию о продукте →
Сопло против слюнотечения и ствол в сборе $ 300,00
Быстрый магазин
Насадка для защиты от слюней и ствол в сборе
$ 300,00
Если вы хотите использовать материалы Macromelt или Technomelt в модели 150A, вы можете избежать протечки сопла, просто заменив узел ствола.
Блок ствола для защиты от слюней состоит из основного ствола и специальной насадки с автоматическим запорным клапаном. Запорный клапан остается закрытым до контакта с формой во время впрыска. Идеально подходит для литья под давлением или герметизации электроники.
Посмотреть полную информацию о продукте →
Формы | ЛНС Технологии
Маленькая пустая форма $ 75,00
Быстрый магазин
Маленькая пустая алюминиевая форма
$ 75,00
Если у вас есть доступ к механической обработке или оборудованию с ЧПУ, вы можете начать с этой пустой формы и добавить свою собственную полость.
Внешние размеры: 3,0 “Ш x 2,25” В x 1,0 “Г
(каждая половина толщиной 1/2 дюйма)
и включает в себя стальные установочные штифты.
Посмотреть полную информацию о продукте →
Большая пустая форма $ 100,00
Быстрый магазин
Большая пустая алюминиевая форма
$ 100,00
Если у вас есть доступ к механической обработке или оборудованию с ЧПУ, вы можете начать с этой пустой формы и добавить свою собственную полость.
Внешние размеры: 4,0 “Ш x 3,0” В x 2,0 “Г
(каждая половина имеет толщину 1,0 дюйма)
и включает в себя стальные установочные штифты.
Посмотреть полную информацию о продукте →
Маленькая рамка для эпоксидной смолы или 3D-форм $ 100,00
Быстрый магазин
Маленькая рамка для эпоксидной смолы или 3D-форм
$ 100,00
Это алюминиевая рама с внутренней полостью, куда вы можете залить эпоксидную смолу, чтобы сделать свою собственную форму.
Внешние размеры: 4,0″Ш x 3,0″В x 1,5″Г
Размеры внутренней полости: 3,0″Ш x 2,0″В x 1,0″Г
Посмотреть полную информацию о продукте →
Большая рамка для эпоксидной смолы или 3D-форм $ 150,00
Быстрый магазин
Большая рамка для форм для эпоксидной смолы
$ 150,00
Это большая алюминиевая рама с внутренней полостью, куда вы можете залить эпоксидную смолу, чтобы сделать свою собственную форму.
Внешние размеры: 5,0″Ш x 4,0″В x 2,0″Г
Размеры внутренней полости: 3,875″Ш x 2,875″В x 1,5″Г
Посмотреть полную информацию о продукте →
Форма для приманки лягушки $ 65,00
Быстрый магазин
Форма для приманки лягушки
$ 65,00
Используйте лягушку из этой формы как приманку для рыбалки или просто как страшную шутку!
Форма лапок позволяет лягушке реалистично плавать в воде.
Посмотреть полную информацию о продукте →
Плесень для приманки Shad $ 65,00
Быстрый магазин
Форма для приманки Shad
$ 65,00
Рыболовная приманка shad предназначена для имитации плавательных движений и профиля shad.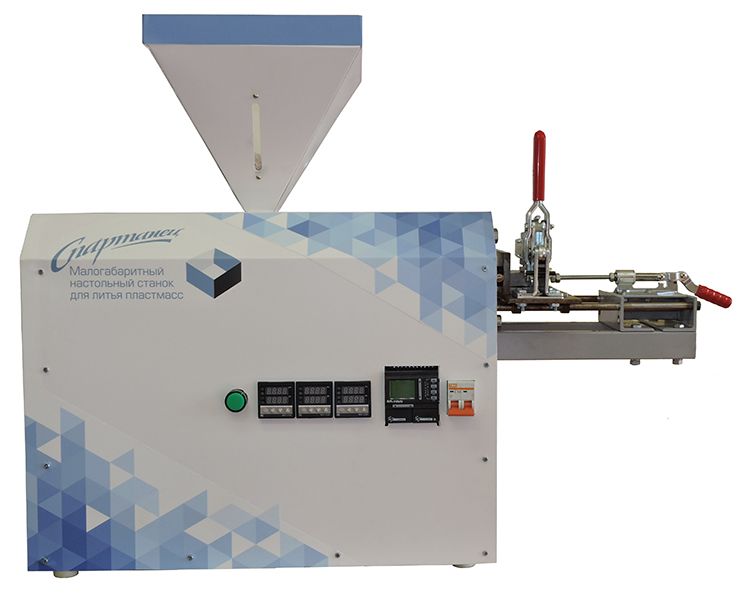
Добавьте цвета, глаза или блестки, чтобы сделать рыбку неотразимой.
Посмотреть полную информацию о продукте →
Инопланетная форма Циклопа! $ 85,00
Быстрый магазин
KCyclops Alien Mold
$ 85,00
Создавайте неограниченное количество инопланетных циклопов с помощью этой алюминиевой формы. Используйте ваши любимые цвета пластиковых гранул
Посмотреть полную информацию о продукте →
Брелок в форме сердца $ 65,00
Быстрый магазин
Брелок в форме сердца
$ 65,00
Поместите это сердце на колье или брелок, чтобы напомнить себе о друзьях, любовниках, семье или детях.
Станет забавным подарком или украшением.
Посмотреть полную информацию о продукте →
Плесень морского конька $ 65,00
Быстрый магазин
Форма для морского конька
$ 65,00
Морской конек вызывает образы океанских приключений!
Забавная игрушка для детей или привлекательный кулон.
Посмотреть полную информацию о продукте →
Плесень для намотки кабеля $ 65,00
Быстрый магазин
Форма для намотки кабеля
$ 65,00
Нет больше запутанных проводов наушников! С помощью этой формы можно сделать собственные намотки для шнура наушников из кости.
Работает со шнурами для наушников или шнурами для мыши. iPhone, iPad, iPod, mp3-плееры и т. д.
Следите за тем, чтобы кабели наушников не спутывались и имели правильную длину.
Посмотреть полную информацию о продукте →
Форма для фишек для игры/покера $ 85,00
Быстрый магазин
Форма для фишек для игры/покера
$ 85,00
Сделайте свои собственные игровые фишки с помощью этой детализированной формы.
Идеальные жетоны для бинго, покера или другой веселой игры.
Используйте разные цвета для разных номиналов.
Эта форма отлично работает с любым из наших полипропиленовых материалов.
Посмотреть полную информацию о продукте →
Форма для отверток $ 85,00
Быстрый магазин
Форма для отверток
$ 85,00
Эта форма для отверток демонстрирует литье под давлением!
Загрузите металлическое лезвие отвертки внутрь формы, затем используйте машину для литья под давлением, чтобы отлить пластиковую ручку на лезвие.