Запчасти к станку 1М63 Тбилиси
Производственная компания ООО “СтанкоПромСервис” является поставщиком запасных частей для станков, предлагаем запасные части 1М63. Реализуем оснастку, предоставляем услуги по ремонту станков серии 1М63. В данном разделе представлены запасные части и узлы к станку 1М63 и его аналогам –ДИП 300, 163. Продукция в наличии на нашем складе в г. Челябинске. Наши специалисты могут дать вам грамотную консультацию по подбору запчастей для ремонта станка 1М63. Мы обеспечиваем потребность металлообрабатывающих предприятий России и стран ближнего зарубежья, предоставляя широкий ассортимент оборудования и уровня сервиса, для развития долгосрочного и взаимовыгодного сотрудничества
Вал ходовой 1М63, вал подачи 1М63 – этот вал предназначен для автоматического перемещения режущего инструмента. Вал по всей рабочей длине имеет продольный паз, служащий для зацепления с механизмом перемещения. При работающем станке этот вал постоянно вращается.
Валик переключения 1М63, вал включения шпинделя 1М63 – имеет на себе две ручки включения шпинделя. Одна ручка расположена слева от оператора станка, а вторая справа. Обе ручки жёстко закреплены на валу. При перемещении любой из этих ручек вверх происходит включение станка, и шпиндель начинает вращаться против часовой стрелки (рабочее, прямое вращение). В среднем положении ручек – станок выключен. При перемещении ручек вниз шпиндель начинает вращаться по часовой стрелке (обратное вращение)
Верхняя часть суппорта 1М63, резцовые салазки 1М63 – на верхней поверхности средней части суппорта простроганы направляющие в форме ласточкиного хвоста; по ним может скользить верхняя часть суппорта. Верхнюю часть суппорта можно перемещать по средней части вручную, пользуясь рукояткой
Винт ходовой 1М63, винт продольной подачи 1М63, винт продольного хода 1М63 – предназначен для привода суппорта в продольном направлении при нарезании резьбы резцом.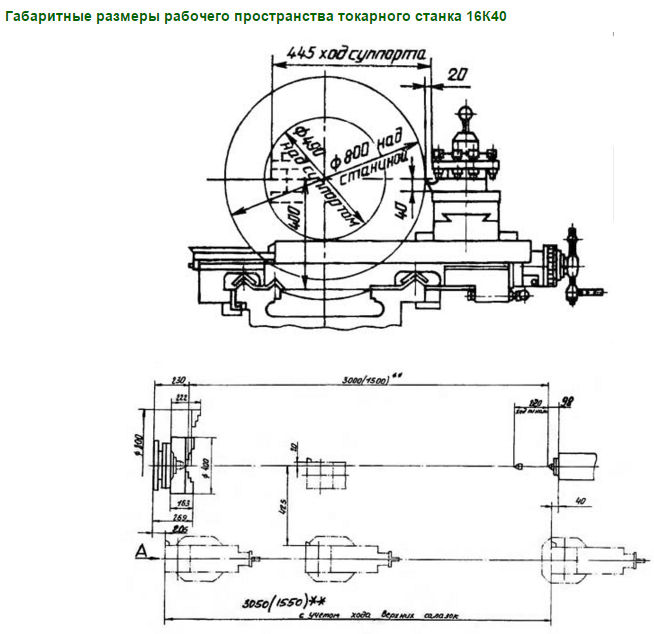 Вращение этого вала происходит только в режиме нарезания резьбы. Как правило винт подлежит замене в комплекте с маточной гайкой, которая изготовлена из бронзы
Вращение этого вала происходит только в режиме нарезания резьбы. Как правило винт подлежит замене в комплекте с маточной гайкой, которая изготовлена из бронзы
Винт поперечной подачи 1М63, винт каретки 1М63, винт суппорта 1М63 – позволяет перемещать резцедержатель по салазкам, доставляя инструмент в зону резанья. Как правило винт подлежит замене в комплекте с гайками
Винт задней бабки 1М63 с гайкой, винтовая пара задней бабки 1М63– предназначена для придания хода пиноли при обработке заготовки
Винт суппорта 1М63 с гайкой, винт верхней части суппорта 1М63- позволяет перемещать резцедержатель, доставляя инструмент в зону резанья
Вилка 1М63 – рычаг особой формы, служащий для перемещения шестерен по валам
Гайка маточная 1М63 – гайка (часто разъёмная) ходового винта металлорежущего станка, сообщающая прямолинейное движение суппорту
Диски фрикционные 1М63 – являются составной частью фрикционного вала 1М63. В комплекте 40 дисков – наружные и внутренние диски. Внутренние диски станка 1М63 могут былть 6-ти или 8-и шлицевыми
В комплекте 40 дисков – наружные и внутренние диски. Внутренние диски станка 1М63 могут былть 6-ти или 8-и шлицевыми
Задняя бабка 1М63 в сборе – перемещается по направляющим станины и крепится к ней в нужном положении через систему рычагов и эксцентрик, предназначена для крепления заготовки (при обработке в центрах) или для крепления инструментов, таких, например, как метчик, плашка при нарезании резьбы и прочих приспособлений. В продаже есть задние бабки в сборе, а также отдельно запасные части к ней: пиноль задней бабки 1М63, винт задней бабки 1М63
Каретка 1М63, продольные салазки 1М63 – устройство перемещения режущего инструмента строго параллельно оси станка. В комплект каретки в боре входят: корпус каретки, винт поперечной подачи с гайками, нижняя часть суппорта, обтиратели, электрика
Коробка скоростей 1М63, шпиндельная бабка 1М63, передняя бабка 1М63 – служит для сообщения шпинделю различных частот вращения при резании, сверлении, нарезании резьб.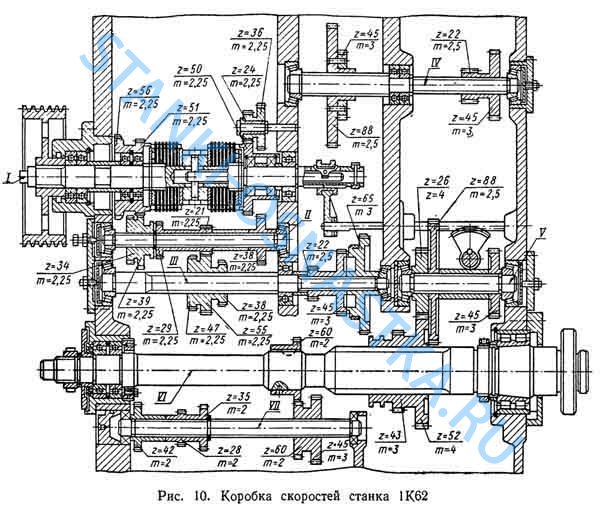 В продаже имеются коробки скоростей в сборе, а также отдельно детали к ним: фрикционный вал в сборе, диски фрикционные, лента тормозная, валы в сборе по осям, шестерни 1М63 и валы отдельно
В продаже имеются коробки скоростей в сборе, а также отдельно детали к ним: фрикционный вал в сборе, диски фрикционные, лента тормозная, валы в сборе по осям, шестерни 1М63 и валы отдельно
Коробка подач 1М63 – узел, позволяющий нарезать метрические, дюймовые, модульные и питчевые резьбы, а также резьбы с увеличенным шагом. Назначение коробки подач – изменять скорости вращения ходового винта и ходового вала, чем достигается перемещение суппорта с выбранной скоростью в продольном и поперечном направлениях.Коробка подач станка 1М63 бывает в двух исполнениях: с двумя осями валов или с тремя осями валов. Валы и шестерни таких коробок подач соответственно различные
Коробка передач 1М63, сменные шестерни 1М63 – служит для передачи движения от выходного вала передней бабки к приводному валу коробки подач с помощью установки комбинаций сменных шестерен
Люнет неподвижный 1М63 – является технологической оснасткой для токарных станков.
Люнет подвижный 1М63- является технологической оснасткой для токарных станков. Применяется в качестве дополнительной опоры при обработке длинных нежестких деталей. В зависимости от исполнения люнет оснащается кулачками скольжения или роликами. Подвижный люнет крепится к каретке суппорта станка и оснащается кулачками скольжения. Внутренний диаметр стандартного люнета 170 мм. Люнет может быть укомплектован чугунными кулачками зажима или роликами скольжения
Насос 1М63 (насос лопастной, насос плунжерный, насос пластинчатый, помпа СОЖ ПА-22, ПА-25, ПМ-25) – устройство (гидравлическая машина, аппарат или прибор) для напорного перемещения (всасывания и нагнетания) главным образом капельной жидкости в результате сообщения ей внешней энергии (потенциальной и кинетической).
Нижняя часть суппорта 1М63 – предназначены для перемещения режущего инструмента в горизонтальной плоскости строго перпендикулярно оси станка с отверстием для установкиверхнего суппорта, служащим для поворота резцедержателя под заданным углом
Патрон токарный 1М63- приспособление для закрепления заготовок или инструмента
Пиноль задней бабки 1М63 – деталь металлорежущего станка, выполняемая в виде гильзы, перемещаемой в осевом направлении. Специальное приспособление, которое устанавливается в заднюю бабку и центрирует деталь, упираясь в отверстие или полость на торце детали. Ремонтный размер 80 мм
Резцедержатель 1М63 – четырехгранная резцовая головка, которая поворачивается вокруг вертикальной оси на требуемый угол и закрепляется в нужном положении рукояткой
Суппорт 1М63, крестовой суппорт 1М63, верхний суппорт 1М63 – приспособление для крепления обрабатывающего инструмента и перемещения инструмента в заданных направлениях
Фартук 1М63 в сборе – узел, позволяющий прямой и обратный ходы каретки и суппорта. Фартук имеет блокирующее устройство, препятствующее одновременному включению продольной и поперечной подач суппорта, одновременному включению ходового винта и ходового вала
Фартук имеет блокирующее устройство, препятствующее одновременному включению продольной и поперечной подач суппорта, одновременному включению ходового винта и ходового вала
Фрикционный вал 1М63, фрикцион 1М63, фрикционная муфта 1М63, муфта перегруза 1М63, вал 1 ой оси1М63– служит для сообщения шпинделю прямого и обратного хода
Шестерня 1М63, шестерня коническая 1М63, колесо зубчатое 1М63, гипоидная пара 1М63, шестерня-муфта 1М63 – это деталь цилиндрической или конической формы, с зубьями, которые зацепляются за зубья другой шестерни и приводят в движение разнообразные механизмы. Традиционно шестерней называют меньшее из зубчатых колес сопряженной пары. Но в разговорной речи любое зубчатое колесо уже давно называют шестерней
Шкив 1М63 – деталь для передачи вращения через ременную передачу к коробке скоростей станка
Токарно-винторезный станок 1М63: характеристики, паспорт
Область применения
Покупателями винторезного станка 1М63 зачастую становились машиностроительные заводы с довольно крупным объемом производства.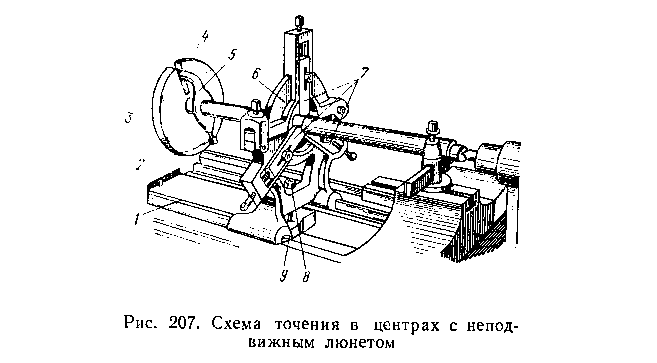 Это связано с тем, что ходовой винт модели позволяет проводить обработку заготовки длиной 750-10000 мм в зависимости от РМЦ. Однако сегодня этот токарно-винторезный станок существенно уступает современным винторезным моделям по показателю производительности и точности обработки. Назначение: можно точить цилиндрические и конусообразные детали, нарезать резьбу.
Это связано с тем, что ходовой винт модели позволяет проводить обработку заготовки длиной 750-10000 мм в зависимости от РМЦ. Однако сегодня этот токарно-винторезный станок существенно уступает современным винторезным моделям по показателю производительности и точности обработки. Назначение: можно точить цилиндрические и конусообразные детали, нарезать резьбу.
Токарный станок модели 1М63 может использоваться для работы со сложными формами и округлыми типами заготовок. Дополнительное назначение – нарезка различных типовых резьб. Чертеж оборудования предполагает очень удобную конструкцию основного шпинделя и самого резца, кроме того допускается установка для работы следующих инструментов: зенкеров, сверл, метчиков и плашек. Сама заготовка для последующей обработки может закрепляться непосредственно в патроне либо поддерживается крепеж в центрах.
К основным достоинствам машины приписывают:
- простота выполнения любой операции;
- не сложная конструкция узловых элементов машины;
- станина токарного станка 1М63 характеризуется достаточной жесткость, также увеличены стандарты температурной стабильности и точности обработки;
- характеристики двигателей установки имеют высокие показатели мощности, что облегчает обработку по металлу;
- износостойкость каждого отдельного узлового агрегата имеет высокие значения;
- скорость нарезания резьб очень высокая;
- кинематическая схема отличается определенной жесткостью, что положительно сказывается на всей работоспособности установки;
- в комплектации 1М63 присутствуют электрические и стандартные механические блокировки, которые обеспечивают максимальную безопасность при выполнении любой операции.


Параметры агрегата
Технические возможности агрегата ограничиваются следующими допустимыми параметрами:
- согласно ГОСТ точность обработки деталей достигает показателя «H»;
- диаметр обтачиваемых заготовок над суппортом достигает 35 см, обработка над станиной ограничивается 63 см;
- максимальный показатель длины заготовки доходит до 140 см;
- центры оборудования расположены на высоте 31,5 см;
- вращение шпинделя поддерживается на заниженных до 18/1800 оборотов в минуту, это происходит при включении заднего хода. Прямой ход шпинделя осуществляется на оборотах – 10/1250.
- встроенная система торможения играет роль коробки передач, это позволило выделить на станке 22 прямые скорости обработки и 11 обратных.
Токарный станок 1М63
Особенности конструкции
У 1М63 есть несколько качеств, которые выделяют его среди других станков токарной группы:
- Резцедержатель 1М63 создан так, что можно использовать инструменты из специальных сплавов и быстрорежущей стали. Резцедержатель создан так, что можно его изменять под режущий инструмент и поворачивать на нужный угол.
- Токарный станок по металлу 1М63 относится к классу винторезных машин, которые отвечают за возможность проведения работы по нарезанию резьб. Для этого устанавливается гитара сменных шестерен. Кроме этого коробка скоростей имеет сменные зубчатые колеса. Путем подбора зубчатых колес можно изменять шаг резьбы.
- Для того чтобы точение детали могла проводится на высокой скорости и при высоких показателях подачи повысили жесткость нижней части суппорта и станины.
- На токарно-винторезном станке 1М63 установлен специальный двигатель и коробка подач, которые дают возможность ускорить движение суппорта во время точения заготовки. Коробка подач также имеет шестерни из каленной стали.
- При создании верхней части 1М63 также предусмотрели возможность перемещения. Именно поэтому при установке стандартного резцедержателя можно проводить точение конических поверхностей.
 Резцедержатель создан так, что можно его изменять под режущий инструмент и поворачивать на нужный угол.
Резцедержатель создан так, что можно его изменять под режущий инструмент и поворачивать на нужный угол.Гитара токарного станка 1М63
Паспорт токарно-винторезного станка 1М63 указывает на то, что вес варьируется в пределе от 4200-13200 в зависимости от показателя РМЦ. Проведем также обзор основных характеристик.
Проведем также обзор основных характеристик.
Скачать паспорт (инструкцию по эксплуатации) токарно-винторезного станка 1М63
Широкий спектр выполняемых работ на токарном оборудовании этой модели обеспечивается отдельными модернизациями конструкции. Любая операция по точению, созданию конусов и нарезанию резьб выполняется достаточно легко, без тонкой скрупулезной настройки. Дополнительными конструкционными особенностями установки 1М63 являются:
- размер поперечника заготовок повышен до 700 мм.;
- показатель допустимого диаметра деталей над суппортом равняется 350 мм.;
- увеличен допустимая масса заготовок, теперь можно работать с деталями до 3,5 тонны;
- диаметр отверстия цилиндрической формы в главном шпинделе равняется 105 мм.;
- имеется функция крестообразного смещения суппортов в продольной плоскости – 5,2, в поперечной до 2 м/минуту;
- повышена мощность силового узла до 15 кВт.;
- масса модели составляет 5750 кг.

Суппорт токарного станка 1М63
Большие габариты, увеличенная функциональность позволяют устанавливать модель 1М63 в больших цехах, где упор делается на количество выпускаемой продукции. При этом точность работы и эффективность машины также остается на достаточном уровне.
Сведения о производителе токарно-винторезного станка 163
Производитель токарного станка модели 163 — Рязанский станкостроительный завод РСЗ, основанный в 1949 году.
Свой первый станок Рязанский станкостроительный завод выпустил 21 февраля 1949 года — это был токарно-винторезный станок 164 серии. В течение короткого времени заводом были запущены в призводство еще три серии токарных станков — 166, 165 в 1953 году, 163 в 1956 году.
По мере совершенствования конструкции станков завод выпускал все более современные модели — 1М63, 1М63Б, 1М63БФ101, 1М63Н, 16К30, 1А64, 16К40, 1М65, 1Н65.
На основе универсальных токарных станков Рязанским станкостроительным заводом был освоен выпуск токарных станков с ЧПУ — 16К30Ф3, 16М30Ф3, 16К40РФ3, 16Р50Ф3 и др.
Также заводом освоен выпуск современных токарных обрабатывающих центров с числом координат от 4 до 8, токарных станков с ЧПУ наклонной 1П756ДФ3 и горизонтальной компоновок, трубообрабатывающих станков 1А983, 1Н983 — для обработки концов труб диаметром до 460 мм, колесотокарных, вальцетокарных, станков для обработки глубоких отверстий и др.
Станки, выпускаемые Рязанским станкостроительным заводом РСЗ
- 1А64
станок токарно-винторезный универсальный Ø 800 - 1А983
станок трубонарезной Ø 800 - 1М63
станок токарно-винторезный универсальный Ø 630 - 1М63Б, 1М63БГ
станок токарно-винторезный повышенной мощности Ø 630 - 1М63БФ101
станок токарно-винторезный с УЦИ Ø 630 - 1М63МФ101
станок токарно-винторезный с УЦИ Ø 630 - 1М63Ф101
станок токарно-винторезный с УЦИ Ø 630 - 1М63Н
станок токарно-винторезный универсальный Ø 630 - 1М65
станок токарно-винторезный универсальный Ø 1000 - 1Н65
станок токарно-винторезный универсальный Ø 1000 - 1Н983
станок трубонарезной Ø 830 - 1П756ДФ3
станок токарный с ЧПУ Ø 630 - 16К30Ф3
станок токарный с ЧПУ Ø 630 - 16К30
станок токарно-винторезный универсальный Ø 630 - 16К40
станок токарно-винторезный универсальный Ø 800 - 16М30Ф3
станок токарный с ЧПУ Ø 630 - 16Р25П
станок токарно-винторезный повышенной точности Ø 500 - 163
станок токарно-винторезный универсальный Ø 630 - 165
станок токарно-винторезный универсальный Ø 1000 - ДИП-300
станок токарно-винторезный универсальный Ø 630 - ДИП-400
станок токарно-винторезный универсальный Ø 800 - ДИП-500
станок токарно-винторезный универсальный Ø 1000 - ТНП-111
станок токарный настольный Ø 150
История токарно-винторезного станка 163
В 1930 году на Московском станкостроительном было принято решение о разработке нового станка токарного, стандартного, сокращенно ТС. Несколько позже его переименовали в ДИП-200 – Догоним И Перегоним
Несколько позже его переименовали в ДИП-200 – Догоним И Перегоним
, по главному лозунгу первой пятилетки, где 200 — высота центров над станиной. В качестве прототипа был избран токарно-винторезный станокнемецкой фирмы VDF. В апреле 1932 года началась подготовка выпуска первой партии станков ДИП-200.25 апреля 1932 года был собран и опробован первый советский универсальный токарно-винторезный станок с коробкой скоростей — ДИП-200. К концу 1932 года было выпущено 25 ДИПов.
В 1934
году на Московском станкостроительном осваивается выпуск тяжелых универсальных токарно-винторезных станков станков ДИП-300, ДИП-400, ДИП-500.
В 1944
году производство этих станков было передано наРязанский станкостроительный завод РСЗ. В 1956
году запущена в производство первая модель 163-й серии — 163 – РМЦ 1400, 2800.
В 1968
году запущено в производство следующее поколение серии — модель 1м63, 1м63Б.
С 1973
года начало серийного выпуска токарных станков: 16К30, 16К30Ф3, 1М63Бф101, 16М30Ф3, 1П756ДФ3.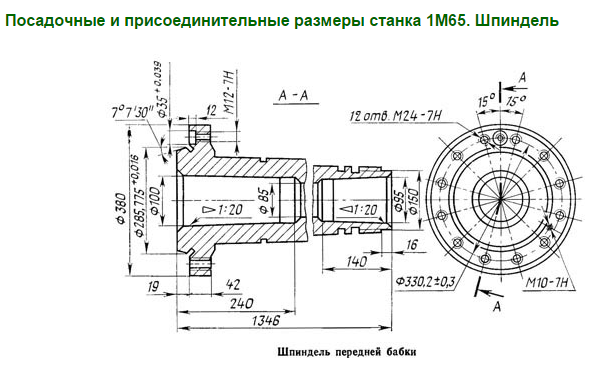
Станки 163 серии производились, также, в Тбилиси — 1Д63А, 1М63Д, 1М63ДФ101.
В 1992
году начало серийного выпуска последней модели 163 серии 1М63Н.
Основные характеристики
Устройство фрикциона токарно станка 1М63, как и остальных его элементов соответствует установленным стандартам в 1982. Модель относится к классу точности Н и должна соответствовать установленным стандартам. Технические характеристики следующие:
- Подшипники шпинделя 1М63 поддерживают частоту вращения в пределах от 10 до 1 250 об/мин.
- Токарный станок может иметь самый различный показатель РМЦ. Во время работы оба фиксирующих элемента неподвижные.
- Модель может использоваться для обработки длинных и не жестких деталей с различным показателем РМЦ. Для этого предусмотрена возможность установки люнета. Однако стоит учитывать, что люнет не поставляется в комплекте. Люнет для токарного станка 1М63 используется для ограничения при обработке деформации деталей.
- Резцедержатель выполнен в классическом стиле: инструмент сам по себе неподвижный, двигается только суппорт. Расстояние между осью центров и кромкой резцедержателем составляет 32 см. При изготовлении резцедержателя применяется прочный материал, который исключает вероятность деформации конструкции. Настройка резцедержателя позволяет подобрать оптимальные показатели точения.
- Отверстия в шпинделе 65 мм. Шпиндель используется для установки заготовок диаметром 630 мм. Прямой прут может устанавливаться и подаваться по мере точения на рассматриваемом токарно-винторезном 1М63.
- Устанавливается задняя бабка на рассматриваемом токарно-винторезном станке, при ее мощи фиксируется задний конец.
- Коробка передач дает возможность регулировать скорость в 22 диапазонах.
- Суппорт имеет продольную и поперечную подачу в автоматическом режиме.
- Кинематический механизм довольно сложный. Есть передняя и задняя бабка. В передней бабке есть коробка скоростей. Задняя бабка позволяет фиксировать второй конец детали. Положение задней бабки может изменяться. Также используются обгонные муфты 1М63, отвечающие за поддержание точности работы.
- При рассмотрении коробок скоростей и подачи отметим высокую прочность и надежность. Ремонтопригодность коробок делает токарно-винторезный станок 1М63 более привлекательным.
- Электрический шкаф расположен в передней бабке, что подтверждает чертеж токарного станка 1М63.
- Фартук токарного станка 1М63 управляется при помощи специального переключателя.
- Характеристика сменных колес позволяет нарезать дюймовую, метрическую, модульную и питчевую резьбу. Технический потенциал у модели довольно большой. Установить можно сменные колеса для точения резьбы самого различного типа
 Расстояние между осью центров и кромкой резцедержателем составляет 32 см. При изготовлении резцедержателя применяется прочный материал, который исключает вероятность деформации конструкции. Настройка резцедержателя позволяет подобрать оптимальные показатели точения.
Расстояние между осью центров и кромкой резцедержателем составляет 32 см. При изготовлении резцедержателя применяется прочный материал, который исключает вероятность деформации конструкции. Настройка резцедержателя позволяет подобрать оптимальные показатели точения.
Приобрести люнет для повышения качества обработки следует в случае, когда нужно проводить высокоточное точение деформирующихся заготовок. Люнеты могут изготавливаться из самых различных материалов. Если не использовать люнет, то сильная подача приведет к деформации заготовки. Люнеты могут устанавливаться и сниматься в зависимости от поставленных задач.
Технические характеристики универсального токарного станка 1М63БФ101
| Наименование параметра | 1м63ф101 | 1м63Бф101 | 1м63Мф101 |
| Основные технические данные станка | |||
| Класс точности по ГОСТ 8-82 | Н | Н | Н |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 630 | 630 | 630 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 350 | 350 | 350 |
| Высота центров, мм | 315 | 315 | 315 |
| Наибольшая длина устанавливаемой детали РМЦ, мм | 1400 | 2800 | 1500 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 320 | 320 | 335 |
| Наибольшая длина обработки детали (без перестановки резцовых салазок), мм | 1260 | ||
| Высота резца, установленного в резцедержатель, мм | 32 | 32 | 32 |
| Наибольшая масса обрабатываемой детали, кг | 2000 | ||
| Шпиндель | |||
| Частота прямого/ обратного вращения шпинделя, об/мин | 10…125018…1800 | 10…125018…1800 | 12,5. .160022,4..2240 .160022,4..2240 |
| Количество прямых/ обратных скоростей шпинделя | 22/ 11 | 22/ 11 | 22/ 11 |
| Диаметр отверстия в шпинделе, мм | 70 | 70 | 80 |
| Центр в шпинделе по ГОСТ 13214-79 | Морзе 6 | Морзе 6 | Морзе 6 |
| Конец шпинделя по ГОСТ 12593-72 | 8м | 8м | 8м |
| Размер внутреннего конуса шпинделя | Метрический 80 | Метрический 80 | Метрический 100 |
| Наибольший крутящий момент на шпинделе, кНм | 3,3 | ||
| Торможение шпинделя | есть | есть | есть |
| Суппорт. Подачи | |||
| Наибольшее перемещение продольное/ поперечное, мм | 1260/ 400 | 2520/ 400 | 1360/ 400 |
| Количество подач продольных/ поперечных/ резцовых салазок | 44/ 44/ 44 | 32/ 32/ 32 | 32/ 32/ 32 |
| Пределы рабочих подач продольных/ поперечных/ резцовых салазок, мм/об | 0,064-1,0250,026-0,380,028-0,34 | 0,06-1,40,024-0,5180,019-0,434 | 0,06-1,40,024-0,5180,019-0,434 |
| Пределы увеличенных подач подач продольных/ поперечных/ резцовых салазок, мм/об | 1,07-3,20,039. .1,180,336..1,0 .1,180,336..1,0 | 0,24-5,60,096-2,0720,076-1,736 | |
| Пределы/ количество шагов метрических резьб, мм | 1-192/ 56 | 1-224 | 1-224/ 46 |
| Пределы/ количество шагов дюймовых резьб, ниток/дюйм | 24-0,25/ 33 | 56-0,25 | 28-0,25/ 31 |
| Пределы/ количество шагов модульных резьб, модуль | 0,5-48/ 55 | 0,5-112 | 0,25-56/ 37 |
| Пределы/ количество шагов питчевых резьб, питч диаметральный | 96-7/8/ 52 | 112-0,5 | 112-0,5 /30 |
| Скорость быстрых перемещений продольных/ поперечных, м/мин | 4,5/ 1,6 | 4,5/ 1,6 | 4,5/ 1,6 |
| Наибольшее усилие резания, допускаемое механизмом подач, кН | 2,22 | 2,22 | |
| Цена деления лимба при продольном/ поперечном на диаметр перемещении, мм | 1/ 0,05 | 1/ 0,05 | 1/ 0,05 |
| Перемещение на оборот лимба при продольном/ поперечном перемещении, мм | 300/ 5 | 300/ 5 | 300/ 5 |
| Резцовые салазки | |||
| Наибольшее перемещение резцовых салазок, мм | 220 | 220 | 220 |
| Наибольший угол поворота резцовых салазок, град | ±90° | ±90° | ±90° |
| Цена деления лимба при перемещении резцовых салазок, мм | 0,05 | 0,05 | 0,05 |
| Перемещение на оборот лимба при при перемещении резцовых салазок, мм | 5 | 5 | 5 |
| Задняя бабка | |||
| Наибольшее перемещение пиноли, мм | 240 | 240 | 240 |
| Поперечное смещение задней бабки, мм | ±10 | ±10 | ±10 |
| Конус под центр в пиноли | Морзе 5 | Морзе 5 | Морзе 5 |
| Устройство цифровой индикации (УЦИ) | |||
| Модель УЦИ | Ф5071 | Ф5071 | Ф5290 |
| Тип датчика | Сельсин БС-155А | Сельсин БС-155А | Сельсин БС-155А |
| Диапазон измерений перемещения, мм | 0,01…9999,99 | 0,01…9999,99 | 0,01…9999,99 |
| Дискретность отсчета, мкм | 10 | 10 | 10 |
| Нестабильность (временный уход) показаний блока совместно с сельсином не превышает, мкм | ±2 | ±2 | ±2 |
| Масса УЦИ не превышает, кг | 8 | 8 | 5 |
| Электроборудование станка | |||
| Количество электродвигателей на станке | 3 | 3 | 3 |
| Электродвигатель главного движения, кВт (об/мин) | 13 (1460) | 15 (1460) | 18,5 (1465) |
| Электродвигатель быстрых перемещений, кВт (об/мин) | 1,1 (1400) | 1,1 (1400) | 1,1 (1400) |
| Электродвигатель насоса СОЖ, кВт (об/мин) | 0,12 (2800) | 0,12 (2800) | 0,12 (2800) |
| Габариты и масса станка | |||
| Габариты станка (длина, ширина, высота), мм | 3530 х 1680 х 1290 | 4950 х 1780 х 1550 | 3655 х 1590 х 1420 |
| Масса станка, кг | 4300 | 5620 | 4400 |
Список литературы
Станок токарно-винторезный 1М63. Руководство по эксплуатации 1М63.00.000. Станкоимпорт, 1968
Руководство по эксплуатации 1М63.00.000. Станкоимпорт, 1968
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки, 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Электрооборудование и кинематическая схема
Кинематическая схема станка 1М63
Токарно-винторезный станок 1М63, электросхема которого имеет 4 электродвигателя, также имеет подробное описание каждого узлового модуля в своем паспорте.
Инструкция по эксплуатации предусматривает охлаждение системы. Для этого также устанавливается большой мотор. Кинематическая схема указывает на необходимость подачи 22 литров жидкости в минуту. Мощность электродвигателя 0,12 кВт.
Кинематический механизм представлен и мотором, который обеспечивает ускоренное движение суппорта. Резец передвигается вместе с суппортом благодаря установке мотора, мощность которого 1,1 кВт.
Кинематическая схема станка 1М63 также указывает на наличие четырех муфт. Муфта фрикционная 1М63 отвечает за движение каретки: продольный и поперечный проход проводится во время обтачивания, внутренний механический элемент позволяет быстро подводить режущий инструмент. Электромагнитный тип устройства позволяет быстро изменять положение каретки. Имеется фрикционная муфта прямого хода 1М63, которая предназначена для обеспечения плавности прямых подач в оборудовании.